Embed Size (px)
Citation preview

10 | interview
Daten gewinnen und analysieren –
eine Voraussetzung
für Industrie-4.0-Szenarien
22 | worldwide
Credimex: XTS verbindet Bearbeitungs-
module zur Industrie-4.0-gerechten
Maschine
www.pc-control.net Nr. 3 | September 2016
6 | products
Die neue Einstiegsklasse für PC-basierte Steuerungstechnik
2 contents PC-Control 03 | 2016|
interview
10 | Interview: Daten gewinnen und
analysieren – eine Voraussetzung für
Industrie-4.0-Szenarien
worldwide
14 | Bauer Steuerungstechnik, Deutschland:
PC-based Control automatisiert innovati-
ve Schlauchbeutelmaschine
news
4 | EtherCAT P mit breitem
IP-67-I/O-Spektrum
products
6 | Die neue Einstiegsklasse
für PC-basierte Steuerungstechnik
18 | Dongfang Electric Corporation, China:
Embedded-PC CX9020 steuert Pitchsystem
20 | Zensor, Belgien:
Embedded-PC CX2020 sorgt für hohe
Verfügbarkeit von Windenergieanlagen
22 | Credimex AG, Schweiz:
XTS verbindet Bearbeitungsmodule zur
Industrie-4.0-gerechten Maschine
3|
PC-Control 03 | 2016 contents
26 | CEFCA-Stiftung, Spanien:
PC-Control steuert Teleskope bei
der Himmelsdurchmusterung
30 | Grundfos, Dänemark: Intelligentes
Energiemonitoring mit der Microsoft
Azure™ IoT Suite und TwinCAT IoT
34 | Hybrid Manufacturing Technologies,
Großbritannien: Hybrides Fertigungs-
verfahren sorgt für maximale
Produktivität in der Metallbearbeitung
36 | Maison Mosaïque, Frankreich:
Gebäudeauto mation optimiert den
Energieverbrauch und sorgt für Komfort
und Sicherheit
ETG
38 | Neuigkeiten und Aktivitäten der
EtherCAT Technology Group
events
40 | Messen und Events 2016
Bildnachweis:Bauer Steuerungstechnik, Deutschland: S. 14 – 17CEFCA-Stiftung, Spanien: S. 26 – 29Dongfang Electric Corporation, China: S. 18 – 19Grundfos, Dänemark: S. 30 – 33Hybrid Manufacturing Technologies, Großbritannien: S. 34 – 35Maison Mosaïque, Frankreich: S. 36 – 37Zensor, Belgien: S. 20 – 21
Redaktionsleitung: Frank Metzner
Projektleitung/Redaktion: Martina Fallmann
Redaktion: Gabriele KerkhoffStefan Ziegler
Telefon: +49 (0) 5246 [email protected]
impressum
Design: www.a3plus.de
Druck: Richter Druck- und Mediencenter, Germany
Auflage: 26.000
PC-Control – The New Automation Technology Magazine
Herausgeber:Beckhoff Automation GmbH & Co. KGHülshorstweg 2033415 Verl/GermanyTelefon: +49 (0) 5246 [email protected]
E-Magazin: Für iPad und Android.
Die neue Einstiegsklasse für PC-basierte Steuerungstechnik
Nr. 3 | September 2016 www.pc-control.net

4|
news PC-Control 03 | 2016
Drei Beispiele für das breite EtherCAT-P-I/O-Spektrum in IP 67: EtherCAT-Sternverteiler,
Digital-Eingangs-Box (8-Kanal) und Analog-Eingangs-Box ±10 V/0…20 mA (4-Kanal).
5|
PC-Control 03 | 2016 news
weitere Infos unter:www.beckhoff.de/EtherCATP
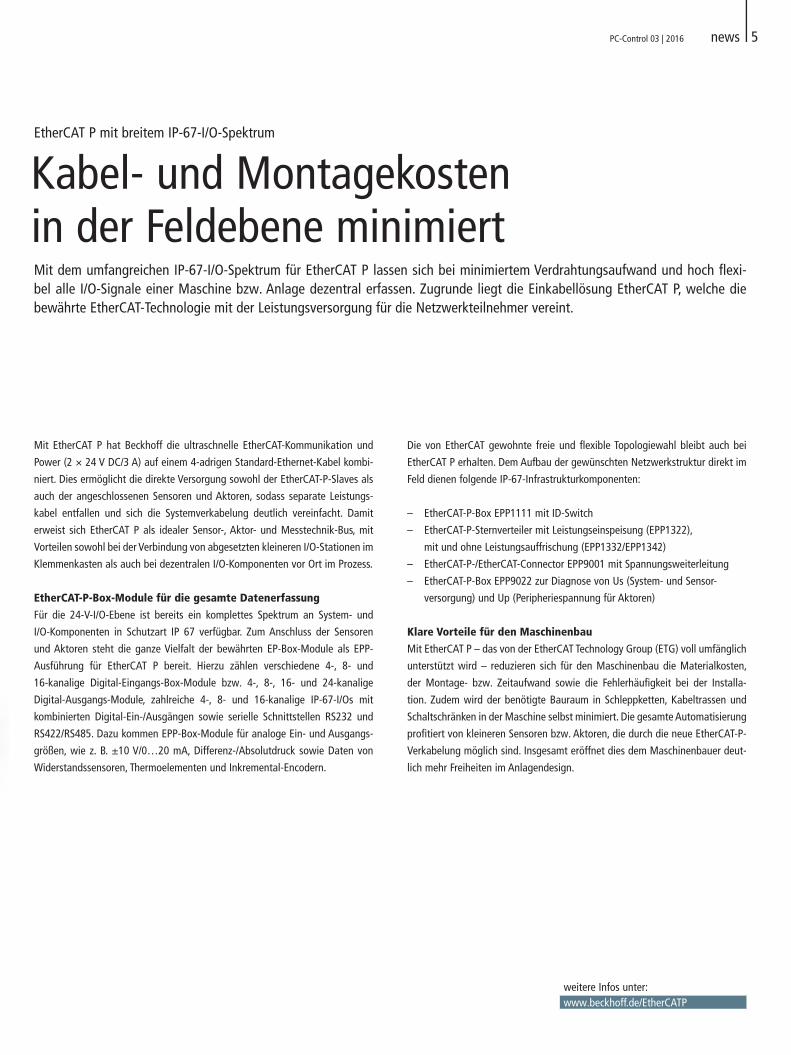
Mit EtherCAT P hat Beckhoff die ultraschnelle EtherCAT-Kommunikation und
Power (2 × 24 V DC/3 A) auf einem 4-adrigen Standard-Ethernet-Kabel kombi-
niert. Dies ermöglicht die direkte Versorgung sowohl der EtherCAT-P-Slaves als
auch der angeschlossenen Sensoren und Aktoren, sodass separate Leistungs-
kabel entfallen und sich die Systemverkabelung deutlich vereinfacht. Damit
erweist sich EtherCAT P als idealer Sensor-, Aktor- und Messtechnik-Bus, mit
Vorteilen sowohl bei der Verbindung von abgesetzten kleineren I/O-Stationen im
Klemmenkasten als auch bei dezentralen I/O-Komponenten vor Ort im Prozess.
EtherCAT-P-Box-Module für die gesamte Datenerfassung
Für die 24-V-I/O-Ebene ist bereits ein komplettes Spektrum an System- und
I/O-Komponenten in Schutzart IP 67 verfügbar. Zum Anschluss der Sensoren
und Aktoren steht die ganze Vielfalt der bewährten EP-Box-Module als EPP-
Ausführung für EtherCAT P bereit. Hierzu zählen verschiedene 4-, 8- und
16-kanalige Digital-Eingangs-Box-Module bzw. 4-, 8-, 16- und 24-kanalige
Digital-Ausgangs-Module, zahlreiche 4-, 8- und 16-kanalige IP-67-I/Os mit
kombinierten Digital-Ein-/Ausgängen sowie serielle Schnittstellen RS232 und
RS422/RS485. Dazu kommen EPP-Box-Module für analoge Ein- und Ausgangs-
größen, wie z. B. ±10 V/0…20 mA, Differenz-/Absolutdruck sowie Daten von
Widerstandssensoren, Thermoelementen und Inkremental-Encodern.
Die von EtherCAT gewohnte freie und flexible Topologiewahl bleibt auch bei
EtherCAT P erhalten. Dem Aufbau der gewünschten Netzwerkstruktur direkt im
Feld dienen folgende IP-67-Infrastrukturkomponenten:
– EtherCAT-P-Box EPP1111 mit ID-Switch
– EtherCAT-P-Sternverteiler mit Leistungseinspeisung (EPP1322),
mit und ohne Leistungsauffrischung (EPP1332/EPP1342)
– EtherCAT-P-/EtherCAT-Connector EPP9001 mit Spannungsweiterleitung
– EtherCAT-P-Box EPP9022 zur Diagnose von Us (System- und Sensor-
versorgung) und Up (Peripheriespannung für Aktoren)
Klare Vorteile für den Maschinenbau
Mit EtherCAT P – das von der EtherCAT Technology Group (ETG) voll umfänglich
unterstützt wird – reduzieren sich für den Maschinenbau die Materialkosten,
der Montage- bzw. Zeitaufwand sowie die Fehlerhäufigkeit bei der Installa-
tion. Zudem wird der benötigte Bauraum in Schleppketten, Kabeltrassen und
Schaltschränken in der Maschine selbst minimiert. Die gesamte Automatisierung
profitiert von kleineren Sensoren bzw. Aktoren, die durch die neue EtherCAT-P-
Verkabelung möglich sind. Insgesamt eröffnet dies dem Maschinenbauer deut-
lich mehr Freiheiten im Anlagendesign.
Kabel- und Montagekosten in der Feldebene minimiertMit dem umfangreichen IP-67-I/O-Spektrum für EtherCAT P lassen sich bei minimiertem Verdrahtungs aufwand und hoch flexi-bel alle I/O-Signale einer Maschine bzw. Anlage dezentral erfassen. Zugrunde liegt die Einkabellösung EtherCAT P, welche die bewährte EtherCAT-Technologie mit der Leistungsversorgung für die Netzwerkteilnehmer vereint.
EtherCAT P mit breitem IP-67-I/O-Spektrum

6|
products PC-Control 03 | 2016
Die neue Einstiegsklasse für PC-basierte SteuerungstechnikDie PC-basierte Steuerungstechnik von Beckhoff lässt sich sowohl in Hard- als auch in Software fein skalieren und da-mit genau auf die jeweilige Anwendung abstimmen. Für den kostensensitiven, unteren und mittleren Leistungsbereich sind nunmehr drei Industrie-PCs der Einstiegsklasse verfügbar. Der Schaltschrank-PC C6905 und der Panel-PC CP6706 für Intel®-Atom™-Mehrkern-CPUs mit ein, zwei oder vier Prozes-sorkernen sowie der Panel-PC CP6606 für ARM Cortex™-A8-Prozessoren bilden die neue Einstiegsklasse für PC-Control. Robustheit, Kompatibilität und Langzeitverfügbarkeit sind nur einige der relevanten Eigenschaften für den breiten industri-ellen Einsatz.
Industrie-PCs mit höchster Leistung und Funktionalität auch für kleinste und kompakteste Anwendungen
Der Schaltschrank-PC C6905 und der Panel-PC CP6706 eröffnen die Rechenleistung
des Intel®-Atom™-Multicore-Prozessors für kostensensitive Anwendungen.

7|
PC-Control 03 | 2016 products
Der Schaltschrank-PC C6905 und die 7-Zoll-Einbau-Panel-PCs CP6606 sowie
CP6706 bilden die Industrie-PC-Einstiegsklasse mit unterer und mittlerer Rechen -
leistung. Der CP6606 als günstigstes Gerät, ausgestattet mit einem ARM-
Cortex™-A8-Prozessor, bildet das neue, untere Ende des vollständig skalierbaren
Industrie-PC-Produktportfolios. Der C6905 und der CP6706 mit Intel®-Atom™-
Prozessoren mit bis zu vier Kernen ergänzen das Produktspektrum. Sie eignen
sich insbesondere als kleine und mittlere Maschinensteuerungen, bei denen auch
Motion-Anwendungen oder aufwendigere Grafikapplikationen realisiert werden
sollen. Die ohnehin schon gute Skalierbarkeit der Beckhoff Industrie-PC-Familie
wird hierdurch ergänzend abgerundet. Völlig neue, preissensitive Marktsegmente
können angesprochen werden. Der CP6606 steht mit vielfachen Geräten im Feld
binnen kürzester Zeit stellvertretend für den Beginn einer Erfolgsgeschichte, die
durch den CP6706 und den C6905 uneingeschränkt fortschreitet.
Reduzierung der Variantenvielfalt und der Komplexität
In der neuen Industrie-PC-Einstiegklasse wurde auf die übliche Variantenvielfalt
und die Geräteoptionen verzichtet. Der Fokus liegt statt auf aufwendigen, vari-
abel anpassbaren Gehäusekonstruktionen und der schier unendlichen Vielfalt an
Erweiterungen, vor allem auf der Schlichtheit und der einfachen Integration von
Standardkomponenten. Bedarf es zur Lösung von Automatisierungsaufgaben,
z. B. zusätzlicher Schnittstellen, Sondertasten oder gehäusespezifischer Anpas-
sungen, greift das bestehende, zu 100 % skalierbare Industrie-PC-Produktport-
folio. Für kleine und mittlere Steuerungs-, HMI- oder Motion-Anwendungen, oh-
ne Sonderanforderungen, ist ein Produkt der neuen Industrie-PC-Einstiegsklasse
jedoch optimal. Die Reduzierung der Komplexität und Variantenvielfalt führt vor
allem zu einem Industrie-PC im niedrigen Preissegment.
sollen. Die ohnehin schon gute Skalierbarkeit der Beckhoff Industrie-PC-Familie
wird hierdurch ergänzend abgerundet. Völlig neue, preissensitive Marktsegmente
können angesprochen werden. Der CP6606 steht mit vielfachen Geräten im Feld
binnen kürzester Zeit stellvertretend für den Beginn einer Erfolgsgeschichte, die
durch den CP6706 und den C6905 uneingeschränkt fortschreitet.
folio. Für kleine und mittlere Steuerungs-, HMI- oder Motion-Anwendungen, oh-
ne Sonderanforderungen, ist ein Produkt der neuen Industrie-PC-Einstiegsklasse
jedoch optimal. Die Reduzierung der Komplexität und Variantenvielfalt führt vor
allem zu einem Industrie-PC im niedrigen Preissegment.

8|
products PC-Control 03 | 2016
Industrie-PC-Einstiegsklasse – industrial approved!
Beim Gehäusekonzept handelt es sich lediglich um eine minimal reduzierte
Variante der bestehenden Industrie-PC-Serien, in denen auf Kunststoffteile
verzichtet wird. Damit steht Beckhoff auch bei Einstiegsprodukten für ein
wertiges, robustes und industrietaugliches Gehäuse und Design. Die verwen-
deten Aluminium-Stahl-Gehäuse der beiden lüfterlosen Panel-PCs wurden neu
konzipiert und auf die Schutzklasse IP 54 ausgelegt. Hervorzuheben ist das
Gehäusekonzept des lüfterlosen C6905, welches sich perfekt in die altbekannte
C69er-Serie einreiht. Etwas kompakter als der bisher kleinste C69xx – der
C6915 – wird beim C6905 auf die äußere Zugänglichkeit von Verschleißteilen
wie Mainboard-Batterie und Speichermedium verzichtet. Stattdessen ist durch
das einfache Lösen von vier Schrauben das gesamte Innenleben frei zugänglich.
Durch die Reduzierung des mechanischen Aufwands verliert das Gehäusekon-
zept weiter an Komplexität – bei minimalem Verzicht auf Komfort.
Hochintegrierte-3½-Zoll-Motherboards
In der neuen Geräteklasse kommen bewährte Motherboards zum Einsatz – in
reduzierter, aber optimaler Form. So sind bestehende 3½-Zoll-Motherboards
in ihren Schnittstellen und Funktionen genau auf das entsprechende Ein-
satzspektrum abgestimmt. Die Geräte bieten nach wie vor eine umfassende
Grundausstattung. Hierzu zählen für den C6905 und das CP6706: 2 GB DDR3L-
RAM (erweiterbar ab Werk auf 8 GB), On-Board-Dual-Ethernet-Adapter mit
2 × 100/1000BASE-T-Anschluss, 4-GB-CFast-Karte mit hochwertigem SLC-Flash,
vier USB-2.0-Ports, ein DVI-I-Anschluss sowie ein optionaler dritter Ethernet-Port.
Das CP6606 ist mit 1 GB DDR3-RAM, einem Ethernet-Adapter mit 10/100BASE-
T-Anschluss, einem EtherCAT-Adapter und einer 512-MB- bis 8-GB-MicroSD-
Karte für noch kompaktere Applikationen ausgelegt. Beide 7-Zoll-Panel-PCs sind
mit resistivem Singletouch und 800 × 480 WVGA TFT-Display ausgestattet.
C6905 und CP6706 – leistungsfähiger Prozessor und
flexible Betriebssystemwahl
Das unterste Ende der Industrie-PC-Einstiegsklasse für kostensensitive Steue-
rungsapplikationen umfasst den Einbau-Panel-PC CP6606 und den Embedded-
PC CX9020. Beide sind ausgestattet mit einer ARM-Cortex™-A8-CPU und
einem Windows Embedded Compact 7. Die höhere Rechenleistung der Intel®-
Atom™-Prozessoren im C6905 und im CP6706 ermöglicht im gleichen Preisseg-
ment anspruchsvollere Steuerungs-, Motion- und Visualisierungsanwendungen.
Zudem lässt sich ein breiteres Betriebssystemspektrum nutzen: Zusätzlich zu
Windows Embedded Compact 7 können auch Windows Embedded Standard 7
und Windows 10 verwendet werden.
100 % skalierbar – auch durch TwinCAT
Nicht nur die Hardware ist zu 100 % skalierbar, auch die Automatisierungs-
software TwinCAT ermöglicht mit einem modularen Aufbau, nur wirklich
benötigte Features zu installieren. Ausgehend von einer PLC-Runtime, zum Bei-
spiel auf einem CP6606, bis hin zur komplexen CNC- oder XFC-Steuerung
mit maximaler Leistung ist ein vollständig skalierbares Softwaresystem vorhan-
den. Die TwinCAT-Lizenzkosten richten sich immer nach der Leistungsfähigkeit
der genutzten Hardware-Plattform. So bietet Beckhoff zum jeweiligen Industrie-
PC-Produkt – auch in der Einstiegsklasse – passende TwinCAT-Komponenten.
Der Industrie-PC C6905 ist für den Einbau in Schaltschrän-
ken konzipiert und ist mit einem 3½-Zoll-Motherboard mit
Intel® Atom™ mit bis zu vier Cores ausgestattet.
Das CP6606 mit einem ARM Cortex™-A8-Prozessor bildet das neue,
untere Ende des vollständig skalierbaren Industrie-PC Produktportfolios
von Beckhoff.

Industrie 4.0 mit Produkten der Einstiegsklasse
Die neue Beckhoff Industrie-PC-Klasse entspricht nicht nur vollständig den
Anforderungen an ein Beckhoff Industrie-PC-Produkt, es passt gleichzeitig in
die zukünftige Ausrichtung PC-basierter Steuerungstechnik. Mit bis zu drei
Ethernet-Adaptern beim C6905 und CP6706 ist die Einbindung der Geräte in
bestehende IT-Systeme möglich. Die durch Industrie 4.0 geforderte Verknüpfung
von IT und Steuerungstechnik ist somit schon im Einstiegsbereich der Beckhoff-
Hardware möglich. Der Industrie-PC, als Herzstück der PC-basierten Steuerungs-
technik, ist also auch im unteren Preis-Leistungs-Segment bestens gerüstet für
Industrie 4.0. Die Nutzung verschiedener Cloud-Dienste durch TwinCAT oder den
Betrieb des CP6606 als Web-Client im Feld sind nur Beispiele für bereits heute
umgesetzte Szenarien.
Für jede Anwendung der passende Industrie-PC
Mit der neuen Einstiegsklasse der Industrie-PCs hat Beckhoff drei robuste und
industrietaugliche Geräte auf den Markt gebracht. Durch den Verzicht auf Kom-
plexität und Variantenvielfalt wird PC-basierte Steuerungstechnik von Beckhoff
auch für kleine und kompakte Anwendungen leistbar und funktional anwendbar.
Beckhoff macht kompakteste PC-Steuerungen durch minimalsten Platzaufwand
möglich. Das Reduzieren von Schnittstellen und Features bewährter Mother-
boards, sowie die grundlegende Überarbeitung der Gehäusekonzepte ergeben
deutliche Kosteneinsparungen im direkten Vergleich zu Geräten vergleichbarer
Leistungsklassen. Gegenüber den etwas flexibleren Geräten in der gleichen
Leistungsklasse – C6915 und CP6707 – bringen der C6905 und der CP6706
Kostenvorteile von ca. 13 % bzw. 20 %. Der CP6606 setzt hier gar ganz neue
Maßstäbe und bringt die PC-basierte Steuerung, mit Display und Touchscreen-
Bedienbarkeit, in bewährter Beckhoff-Qualität, langzeitverfügbar und industrie-
tauglich, in kompakteste und preissensitivste Anwendungen. Neben der fein
skalierbaren Hardware, rundet ein ebenso skalierbares TwinCAT das Produkt-
portfolio ab. Je nach Anwendung wird Leistungsklasse, Betriebssystem und
eine Kombination aus TwinCAT-Lizenzen zusammengestellt. Für jede denkbare
Anwendung stellt Beckhoff den perfekt passenden Industrie-PC zur Verfügung.
9|
PC-Control 03 | 2016 products
Felix Wildemann, Produktmanagement
Industrie-PC, Beckhoff
weitere Infos unter:www.beckhoff.de/ipc-einstiegsklasse
Der für den Einbau in die Front eines Schaltschranks konzipierte Einbau-Panel-PC CP6706
ist mit seinem hochintegrierten 3½-Zoll-Motherboard ideal geeignet für den Einsatz im
Maschinen- oder Anlagenbau.
weitere Infos unter:www.beckhoff.de/ipc-einstiegsklassewww.beckhoff.de/ipc-einstiegsklasse
Der für den Einbau in die Front eines Schaltschranks konzipierte Einbau-Panel-PC CP6706
ist mit seinem hochintegrierten 3½-Zoll-Motherboard ideal geeignet für den Einsatz im
Maschinen- oder Anlagenbau.
10|
interview PC-Control 03 | 2016
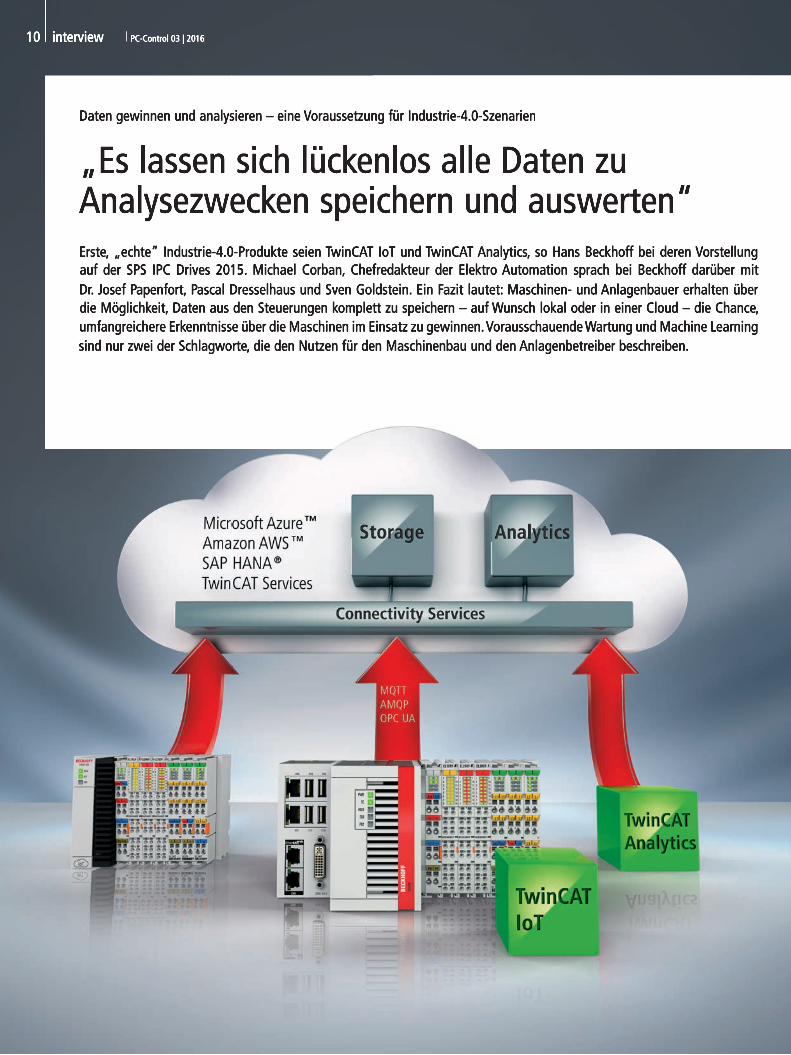
„Es lassen sich lückenlos alle Daten zu Analysezwecken speichern und auswerten“Erste, „echte“ Industrie-4.0-Produkte seien TwinCAT IoT und TwinCAT Analytics, so Hans Beckhoff bei deren Vorstellung auf der SPS IPC Drives 2015. Michael Corban, Chefredakteur der Elektro Automation sprach bei Beckhoff darüber mit Dr. Josef Papenfort, Pascal Dresselhaus und Sven Goldstein. Ein Fazit lautet: Maschinen- und Anlagenbauer erhalten über die Möglichkeit, Daten aus den Steuerungen komplett zu speichern – auf Wunsch lokal oder in einer Cloud – die Chance, umfangreichere Erkenntnisse über die Maschinen im Einsatz zu gewinnen. Vorausschauende Wartung und Machine Learning sind nur zwei der Schlagworte, die den Nutzen für den Maschinenbau und den Anlagenbetreiber beschreiben.
Daten gewinnen und analysieren – eine Voraussetzung für Industrie-4.0-Szenarien
10|
interview PC-Control 03 | 2016
„Es lassen sich lückenlos alle Daten zu Analysezwecken speichern und auswerten“Erste, „echte“ Industrie-4.0-Produkte seien TwinCAT IoT und TwinCAT Analytics, so Hans Beckhoff bei deren Vorstellung auf der SPS IPC Drives 2015. Michael Corban, Chefredakteur der Elektro Automation sprach bei Beckhoff darüber mit Dr. Josef Papenfort, Pascal Dresselhaus und Sven Goldstein. Ein Fazit lautet: Maschinen- und Anlagenbauer erhalten über die Möglichkeit, Daten aus den Steuerungen komplett zu speichern – auf Wunsch lokal oder in einer Cloud – die Chance, umfangreichere Erkenntnisse über die Maschinen im Einsatz zu gewinnen. Vorausschauende Wartung und Machine Learning sind nur zwei der Schlagworte, die den Nutzen für den Maschinenbau und den Anlagenbetreiber beschreiben.
Daten gewinnen und analysieren – eine Voraussetzung für Industrie-4.0-Szenarien

11|
PC-Control 03 | 2016 interview
Elektro Automation: Alle Beckhoff-Steuerungen sollten mit der
Cloud reden können und man könne, wenn gewünscht, „alle“ Da-
ten verschicken, sagte Hans Beckhoff auf der SPS IPC Drives 2015
und sprach bezüglich TwinCAT IoT (Internet of Things) und TwinCAT
Analytics von den ersten „echten“ Industrie-4.0-Produkten. Welche
Motivation steckt dahinter und welchen Nutzen kann der Anwender
daraus ziehen?
Dr. Josef Papenfort: Der Grundgedanke, ‚alle‘ Prozessdaten zyklussynchron
aufzuzeichnen und speichern zu können, ist prinzipiell verlockend. Liegen die
Daten einmal vor, erlaubt das eine Online- oder auch Offline-Analyse in bislang
unbekanntem Ausmaß – zumal jetzt wirklich auch alle Sensordaten aufge-
zeichnet werden können. Ziel ist insbesondere die vorausschauende Wartung
(Predictive Maintenance) zur Erhöhung der Verfügbarkeit. Es können aber
auch die Daten genutzt werden um Maschinen und Prozesse zu optimieren.
Viele Kunden lassen schon jetzt Condition Monitoring als Applikation auf der
Maschinensteuerung mitlaufen. Natürlich kann man damit die Daten einer
Maschine lokal analysieren. Wenn die Daten allerdings in der Cloud – oder
besser in einem Netzwerk für viele zugreifbar – gespeichert sind, dann können
auch weitere Spezialisten die Daten analysieren und wertvolle Schlüsse ziehen.
Hier sind speziell die Hersteller der Maschinen also die Maschinen- und Anla-
genbauer als Spezialisten gefragt. Neue Geschäftsmodelle sind hier denkbar
bei denen der Hersteller – der seine Maschinen besonders gut kennt – aus der
Ferne die vorausschauende Wartung oder die Optimierung einer Maschine als
Dienstleistung anbieten kann.
Elektro Automation: Hinter Ihrem Angebot stecken ja zwei Aufga-
benstellungen – das Sammeln und Transportieren der Daten und die
anschließende Analyse. Wenden wir uns zunächst dem Sammeln mit
TwinCAT IoT zu: Wo lassen sich Daten speichern und welche Rolle
spielen dabei Clouddienste?
Dr. Josef Papenfort: Der Anwender hat die Wahl – er kann TwinCAT nutzen,
um die Daten in der lokalen Netzwerkumgebung, einer lokalen Cloud (Private
Cloud) oder in einer ‚wirklichen‘ Cloud (Public Cloud) abzulegen. Speziell mit
Blick auf die Cloud-Angebote von Amazon und Microsoft greifen wir dazu auch
auf die standardisierten Kommunikationsprotokolle MQTT (Message Queue
Telemetry Transport) und AMQP (Advanced Message Queuing Protocol) zurück.
Mit diesen beiden Protokollen lässt sich ein großes Spektrum von Cloudanbie-
tern und Clouddiensten abdecken. Mit diesen Protokollen haben wir auch das
Thema Security – sehr wichtig für Industrie 4.0 – abdecken können. Authenti-
fizierung und Datensicherheit sind inhärent in den Protokollen berücksichtigt.
Wenn wir von ‚allen‘ Beckhoff-Steuerungen sprechen – also der Funktionalität,
Daten in die Cloud zu bringen und Analysen zu fahren – ist es wichtig zu wissen,
dass wir dies nicht nur für TwinCAT 3 sondern via TwinCAT IoT Data Agent auch
für TwinCAT 2 anbieten. Der TwinCAT IoT Data Agent kann auch Daten von
Nicht-Beckhoff-Steuerungen per OPC-UA-Kanal holen und versenden.
Sven Goldstein: Betont sei, dass wir die Installation und Konfiguration von
MQTT- und AMQP-Geräten auch im lokalen Maschinennetzwerk ermöglichen –
es muss eben nicht zwangsweise eine Public Cloud zum Einsatz kommen.
Oftmals ist diese Entscheidung ja auch davon abhängig, welche IT-Infrastruktur
generell beim Kunden zur Verfügung steht und welches Know-how vorhanden
ist. Wer sich damit weniger beschäftigen möchte, für den ist ein Public-Cloud-
System durchaus attraktiv.
Elektro Automation: Beim Speichern ‚aller‘ Daten entstehen ja
schnell enorme Datenmengen. Macht es aus Ihrer Sicht Sinn, nur
eine Auswahl in die Cloud zu schicken, um die Datenmenge über-
schaubar zu halten?
Pascal Dresselhaus: Das ist immer abhängig von der jeweiligen Applikation
und kann angesichts eines besonders großen Datenaufkommens Sinn machen.
„Die Kombination aus TwinCAT- Analytics-Konfigurator und TwinCAT 3 Scope View erleichtert es enorm, in dem sprichwörtlichen „Heuhaufen“ an Daten genau die Informationen zu finden, die von Interesse sind.“
Pascal Dresselhaus, Produktmanager TwinCAT, Beckhoff
Daten gewinnen und analysieren – eine Voraussetzung für Industrie-4.0-Szenarien

12|
interview PC-Control 03 | 2016
Auf der anderen Seite kann es aber durchaus reizvoll sein, explizit auf alle Daten
zugreifen zu können. Etwa dann, wenn ein bislang unbekanntes Fehlverhalten
an der Maschine auftritt und der Analyst über die vollständige Speicherung der
Daten exakt nachvollziehen kann, was genau wann passiert ist. Damit lässt sich
die heute oft so unbefriedigende Situation beherrschen, dass man erneut auf das
Auftreten dieses Fehlers ‚warten’ muss. Unabhängig davon machen wir uns aber
auch Gedanken über Datenkomprimierung und Ringpuffer. Allerdings: Ziel für
uns ist es, jetzt den Grundstein für die Zukunft und spätere Analysen zu legen –
und dazu ist es sinnvoll, alle Daten erfassen und analysieren zu können. Und
das auch über einen längeren Zeitraum, um beispielsweise Verschleißeffekte an
Maschinenteilen zuverlässig zu analysieren.
Elektro Automation: Nehmen wir an, die Daten sind gespeichert –
dann folgt ja die spannende Frage, wie ich die Analyse am besten
angehe?
Pascal Dresselhaus: Eine entscheidende Voraussetzung für eine Analyse ist
die Kenntnis der Mechanik der Maschine – aber genau diese Kenntnisse sind ja
bei den Maschinenbauern vorhanden. Sinnvolle Analysen – gerade bei Schwin-
gungen – brauchen detailliertes Wissen über den mechanischen Aufbau. Der
TwinCAT-Analytics-Konfigurator ist ein einfach zu bedienendes Tool mit dem
man zunächst die Daten sichten kann. Dazu kann der Bediener bestimmte Zeit-
bereiche selektieren und erste Basisanalysen (wie Häufigkeiten und Laufzeiten)
direkt in diesem Tool vornehmen. Anschließend lassen sich Werte im TwinCAT 3
Scope View anzeigen, indem man einfach die Daten per Drag’n’Drop vom Kon-
figurator in das Scope View ‚herüberzieht‘. Relevante Ereignisse – z. B. das Auf-
treten eines Maximalwertes – werden dann direkt im Scope View markiert. Das
erleichtert es enorm, in dem sprichwörtlichen ‚Heuhaufen‘ an Daten genau die
zu finden, die interessieren. Auf diese Weise kann der Bediener beispielsweise
die Folgen eines Druckverlustes analysieren und erkennen, welche Auswirkun-
gen das auf den Maschinentakt hatte.
Elektro Automation: Die Möglichkeiten der Analyse boten Sie auch
schon früher, was jetzt neu ist, ist der Industrie-4.0-Gedanke ...
Pascal Dresselhaus: ... der es mir erlaubt, die Analyse auch losgelöst von der
Maschine durchzuführen. Die Analysen können direkt an der Maschine durch-
geführt werden, genauso gut aber auch an einem Arbeitsplatz im Büro und hier
nicht nur für eine Maschine, sondern für viele Maschinen. Dieses Höchstmaß an
Flexibilität wird über die IoT-Kommunikationsprotokolle erreicht, die eben auch
die Speicherung der Daten in einer Cloud erlauben – sei sie private oder public.
Dr. Josef Papenfort: Der Hauptnutzen für den Anwender – sprich den Maschi-
nen- oder Anlagenhersteller – ist, dass er über die Verfügbarkeit aller Daten
die Möglichkeit erhält, im Feld auftretende Probleme analytisch in den Griff zu
bekommen. Bezüglich Fehleranalyse und vor allem Optimierung einer Maschine
lassen sich damit ganz neue Wege erschließen. Das reicht bis hin zu der Frage,
unter welchen konkreten Bedingungen sich ein Produkt sehr gut fertigen lässt
und welche eher hinderlich sind. Auch auf Fragen nach Warte- oder Werkzeug-
wechselzeiten lassen sich auf diese Weise ganz neue Antworten finden.
Sven Goldstein: Hinzu kommt der Vergleich mehrerer Maschinen im Feld –
sprich der Vergleich über eine Typenreihe hinweg im Einsatz bei verschiedenen
Kunden. Dahinter steckt für den Maschinenbauer ein enormes Potenzial, weil
sich sehr viel mehr Erkenntnisse gewinnen lassen, die zu Prozessverbesserungen
führen können – beispielsweise bei Werkzeugmaschinen.
Elektro Automation: Damit ist die Grundlage für Optimierungs-
prozesse in Industrie-4.0-Szenarien gelegt. Gibt es dazu bereits
Forschungsprojekte?
Dr. Josef Papenfort: Ja, über unsere Mitgliedschaft im Spitzencluster it’s OWL
– intelligente technische Systeme OstWestfalenLippe – ist Beckhoff Projektleiter
„Das Potenzial reicht bis zur Etablierung neuer Geschäfts-modelle; zum Beispiel für dievorausschauende Wartung.“
Dr. Josef Papenfort, Produktmanager TwinCAT, Beckhoff

13|
PC-Control 03 | 2016 interview
weitere Infos unter:www.beckhoff.de/TwinCAT-industrie40
in zwei Projekten. Ein Projekt trägt den Titel ‚ScAut – Scientific Automation‘ und
das Ziel ist, ingenieurwissenschaftliches Know-how in die Automatisierungs-
technik zu übertragen. Im Fokus ist hier speziell die Erfassung von Daten über
intelligente Messtechnik und Optimierungsalgorithmen. Nur wenn die Automa-
tisierungstechnik solche intelligenten Verfahren und Technologien ermöglicht,
lassen sich intelligente Produktionssysteme betreiben – produktiv, verlässlich
und energieeffizient im Sinne einer nachhaltigen Produktion.
Elektro Automation: Und das zweite Projekt ...
Dr. Josef Papenfort: ... heißt efa – eXtreme Fast Automation. Hauptziel ist
hier die Bereitstellung sehr leistungsfähiger PC-basierter Steuerungstechnik
zur Automatisierung komplexer Produktionsanlagen. Dazu zählt etwa die
Verteilung von Steuerungsaufgaben auf mehrere Rechenkerne wie in unserem
Many-Core-Rechner. Hier werden aber auch Entwicklungswerkzeuge und eine
Entwurfsmethodik bereitgestellt, die auch Dritte in die Lage versetzt, diese
Technologie in eigenen Lösungen zu integrieren. Rechenleistung ist dabei eine
Grundvoraussetzung – nur auf diese Weise lassen sich all die komplexen Auf-
gaben wie Condition Monitoring oder Bildverarbeitung überhaupt realisieren.
Elektro Automation: Lassen Sie uns noch einmal einen Blick auf
die Analyse-Möglichkeiten werfen. Sie hatten das Zusammenspiel
aus TwinCAT-Analytics-Konfigurator und TwinCAT 3 Scope View
beschrieben. Lassen sich zur Analyse auch Simulationstools inte-
grieren, mit deren Hilfe dann auch die Produktentwickler diese
Erkenntnisse besser nutzen können?
Dr. Josef Papenfort: Mit dem TwinCAT-System bieten wir hier schon eine
gute und dem Maschinenbauer vertraute Engineering-Umgebung. Diese gleiche
Umgebung wird auch für Analyse-Aufgaben genutzt. In dieser Umgebung wird
sich auch eine MATLAB®/Simulink®-Runtime betreiben lassen. Algorithmen aus
MATLAB®/Simulink® sind in verschiedenen Toolboxen vorhanden und können
z. B. genutzt werden um Muster zu erkennen. Über die nahtlose Integration von
PLC-Code, C++-Code und MATLAB®/Simulink® ist der Maschinenbauer völlig
frei in der Wahl der Programmiersprache oder der Nutzung von existierenden
Lösungen und kann sich auf diese Weise sein spezielles Analysesystem schaf-
fen. Ziel ist eine Engineering-Umgebung, in der wirklich alles enthalten ist. Nur
so lässt sich mit Blick auf Industrie 4.0 auch das durchgängige Engineering
realisieren.
Veröffentlichung aus der Elektro Automation 05/2016, Konradin-Verlag
„Es kann – muss aber nicht – eine Public Cloud zum Einsatz kommen; Wir ermöglichen aber auch die Verwendung von Private Cloud Syste-men durch Bereitstellung von MQTT- und AMQP-Funktionalitäten im lokalen Unter nehmensnetzwerk.“
Sven Goldstein, Produktmanagement TwinCAT
Connectivity & Embedded Systems, Beckhoff
Die TwinCAT-Spezialisten Sven Goldstein, Dr. Josef Papenfort und Pascal Dresselhaus
(von links nach rechts) erkunden intensiv Potenziale von Industrie-4.0-Szenarien,
in denen sich ein Mehrwert aus der nun möglichen, viel umfassenderen Datenspei-
cherung generieren lässt.

14|
worldwide | germany PC-Control 03 | 2016
Verpackt mit 500 Takten in der MinutePC-based Control automatisiert innovative Schlauchbeutelmaschine

15|
PC-Control 03 | 2016 worldwide | germany
Als Hartmuth Bauer sich im Jahr 2015 entschloss, Schlauchbeutelmaschinen
zu konstruieren, war er mit dem erforderlichen Engineering-Know-how für
diese Aufgabe bereits bestens vertraut. Gegründet hatte er seine Firma 1999 als
Ein-Mann-Unternehmen für Dienstleistungen rund um den Schaltschrankbau.
Im Jahr 2011 begann die heutige Bauer Steuerungstechnik GmbH in Bretten
mit der Entwicklung kleinerer Maschinen und Anlagen für die Fördertechnik.
Von Anfang an dabei: Automatisierungstechnik von Beckhoff. Geschäftsführer
Hartmuth Bauer erinnert sich. „Wir haben begonnen, Fördertechnik nach Kun-
denwunsch zu bauen. Parallel dazu entwickelten wir kleinere Maschinen, wie
z. B. ergonomische Hilfsmittel für den Schaltschrankbauer. So haben wir zusam-
men mit Beckhoff unterschiedliche Positioniergeräte konzipiert und im Unterneh-
men begonnen, Maschinenbautechnik und Steuerungstechnik zu verheiraten.“
Bei seiner neuesten Schlauchbeutelmaschine setzt Bauer Steuerungstechnik auf PC-based Control von Beckhoff, um schnelle, präzise und hochflexible Verpackungsprozesse zu ermöglichen. Das leistungsfähige System aus modularer, fein skalierbarer Hardware und der Software TwinCAT 3 bietet hierfür u. a. vielfältige Schnittstellen, zahlreiche Technologiefunktionen für Motion Control und die optimale Basis für ein Energiemanagement. Weiterhin zählen das durchgängige Engineering, ein-fache Software-Updates und die unkomplizierte, schnelle Ferndiagnose zu den Vorteilen.
Die kompakte Edelstahl-Schlauchbeutel maschine B500SH von
Bauer Steuerungstechnik ist auch für den Nassbereich geeignet.

16|
worldwide | germany PC-Control 03 | 2016
Von Beginn an hat Hartmuth Bauer auf Beckhoff und den Industrie-PC gesetzt.
Boten doch PC-based Control und TwinCAT die offenen und zukunftsfähigen
Möglichkeiten, die man suchte: „Wir schätzen sehr, dass es bei dieser Technik
keine Schnittstellen-Begrenzung gibt, sowie die Vielfalt des I/O-Angebots von
Beckhoff und die zahlreichen Softwaremodule mit wichtigen Technologiefunk-
tionen“, bilanziert Hartmuth Bauer. Und weiter: „Wir arbeiten mit Beckhoff
insbesondere deswegen zusammen, weil das Unternehmen die komplette
Automatisierungstechnik aus einer Hand liefert, weltweit tätig ist und einen
flexiblen, guten Service bietet.“
Gemeinsam zur innovativen Schlauchbeutelmaschine
Im Bereich Schaltschrankbau und Automatisierungstechnik bietet Bauer Steue-
rungstechnik individuelle und kundenorientierte Lösungen für die unterschied-
lichsten Branchen an: von der Automobilindustrie und Umformtechnik bis hin
zu Maschinen und Anlagen für die Lebensmittelindustrie und Medizintechnik
sowie Sondermaschinen. Aktuelles Produkt ist die B500SH, eine horizontale
Flow-Pack-High-Speed-Maschine. Sie verpackt Produkte aus Pharmazie, Kos-
metik sowie Lebensmittel und Non-Food besonders schnell, materialschonend
und sicher. Verarbeiten kann die Edelstahl-Schlauchbeutelmaschine nahezu alle
Materialien, einschließlich solcher im Nassbereich.
Bauer Steuerungstechnik entwickelte in enger Zusammenarbeit mit Beckhoff
eine innovative Lösung: Eine Maschine mit besonders bedienerfreundlichem
Visualisierungskonzept, die sich durch sehr kurze Rüstzeiten und äußerst kom-
pakte Bauweise auszeichnet. Emanuil Benner, verantwortlich für die Technik der
Bauer-Maschinen, erklärt die Gründe: „Die hohe Flexibilität der Steuerungs- und
Antriebstechnik von Beckhoff ermöglicht den für die Verpackungstechnik erfor-
derlichen schnellen und sicheren Produktwechsel. Auf dem 15,6“-Multitouch-
Panel CP2916 sind alle Einstellungen für den Werker übersichtlich dargestellt.
Der Bediener kann die unterschiedlichsten Einstellungen, wie z. B. produktspe-
zifische Parameter, aufrufen und so flexibel und schnell auf eventuelle Rezept-
änderungen reagieren. Durch die besonders dynamische und hochpräzise
Antriebstechnik von Beckhoff kann die Maschine Produkte nicht nur schnell,
sondern auch präzise verpacken – von kleinsten bis hin zu größten Taktzahlen.“
Gesteuert wird die Maschine vom Embedded-PC CX5140 und TwinCAT NC PTP
sowie über das Softwaremodul TwinCAT Camming. Neben dem Multitouch-Con-
trol-Panel CP2916 sind EtherCAT- und TwinSAFE-Klemmen, zwei Servoverstärker
AX5206 mit TwinSAFE-Karte AX5805 sowie Servomotoren vom Typ AM8000
verbaut. Verbunden sind die Antriebskomponenten innerhalb der Maschine
per One Cable Technology (OCT), welche die konsequente Modularisierung der
Maschine erleichtert.
Zur konkreten Umsetzung erläutert Günther Breithaupt, Applikationssoftware,
Beckhoff-Vertriebsbüro Pforzheim: „Durch Einsatz der Kurvenscheiben-Funktion
von TwinCAT NC PTP wird die benötigte Kurve für den Trennvorgang direkt nach
der Rezeptanwahl in der PLC berechnet und an die NC übergeben. Dadurch kann
im Rezept die Packungslänge bzw. -höhe verändert und somit das Verpacken
eines neuen Produktes ohne Einstellarbeiten und Rüstzeiten begonnen werden.
Aufgrund der PLC-seitigen Integration von NC und Kurvenscheibe mit fertigen
Emanuil Benner, Bauer Steuerungstechnik, und Günther Breithaupt, Applikationssoftware, Beckhoff-Vertriebsbüro Pforzheim, vor der Schlauchbeutelmaschine B500SH
17|
PC-Control 03 | 2016 worldwide | germany
TwinCAT-Motion-Funktionsbausteinen war diese Aufgabe einfach zu lösen.
Zusätzlich konnte durch OCT am Servoverstärker AX5206 ohne weiteren Hard-
ware-Aufwand ein zusätzlicher Geber an den freien Schnittstellen eingebunden
werden. Auf diese Weise lässt sich der Folienschlupf direkt kompensieren.“
Einheitliches und durchgängiges Engineering
Als Alleinstellungsmerkmale der Maschine nennt Hartmuth Bauer: „Die B500SH
kann je nach Produkt und Folie mit einer Geschwindigkeit von 500 Takten in der
Minute verpacken, bei einer maximalen Foliengeschwindigkeit von 50 m/min
und möglichen Umrüstzeiten von unter zehn Minuten.“ Dazu ergänzt Günther
Breithaupt: „Bereits bei der Konzeption der Anlage wurden die Antriebe zusam-
men mit Beckhoff für die gewünschte Geschwindigkeit und Dynamik ausgelegt.
Die Zuführung kann in kurzer Zeit mit zusätzlicher Bedienerführung am Bild-
schirm und integriertem Kontrollablauf auf das angewählte Rezept eingestellt
werden. Die Anlage kontrolliert damit selbstständig das korrekte Umrüsten.“
Weitere Vorteile ergeben sich durch die in Visual Studio® integrierte Software
TwinCAT 3. Denn diese biete, so Hartmuth Bauer, eine komplette, einheitliche
Engineeringumgebung und zwar durchgängig von einer kleinen bis hin zu einer
großen Steuerung. Emanuil Benner ergänzt: „Wir setzen auf die PC-basierte
Steuerungstechnik, um für die Zukunft flexibel zu sein und auch um durch
die offene Technologie Fremdprogramme einfach aufspielen zu können.“ Eine
Eigenschaft, die sich aktuell erneut auszahlte – bei der Nachrüstung einer Ma-
schine mit einem Vision-System.
EtherCAT-Leistungsmessklemmen für
komplettes Energiemanagement
Was immer man in der Zukunft an zusätzlicher Technik für Maschinen auch
benötigt, Bauer Steuerungstechnik sieht sich durch die große Anzahl integrier-
barer Schnittstellen mit PC-based Control technologisch auf der sicheren Seite:
„Ob EtherCAT, PROFIBUS, Ethernet oder CAN, wer weiß schon, was für eine zu-
künftige Anwendung erforderlich ist.“ Gleiches gelte für neue Funktionalitäten:
So ermöglichte erst der Einsatz der EtherCAT-Leistungsmessklemmen EL34xx
die Einhaltung aktueller Vorschriften. Mit ihnen verfügt die Maschine nun
über ein komplettes Energiemanagementsystem. Es lässt sich auf diese Weise
sogar nachweisen, wie viel Energie beim Verpacken für ein einzelnes Produkt
verbraucht worden ist.
Die Steuerung der Schlauchbeutelmaschine erfordert eine hohe Rechenleistung.
Bauer Steuerungstechnik nutzt daher den Embedded-PC CX5140 mit Intel®-
Atom™-Prozessor (Quadcore). Auf einem der vier Prozessorkerne läuft die NC,
auf dem zweiten die PLC. Visualisierung und Bildverarbeitung nutzen die zwei
weiteren Cores. Gerüstet für die Zukunft sieht man sich bei Bauer Steuerungs-
technik damit allemal.
Gerade bei weltweit tätigen Maschinenbauern ist das Thema Fernwirken von
besonderer Bedeutung. Für Hartmuth Bauer kann PC-based Control auch hier
punkten. Er möchte nämlich nicht, wie bei klassischer SPS-Technik üblich, per
VPN-Router auf die Maschinen zugreifen und auch keinen Drittanbieter ein-
binden: „Wir haben mit PC-based Control vollen Zugriff auf das System. Ein
Internetanschluss genügt, und wir blicken bis hinunter auf die Achse, egal wo
die Maschine steht.“
weitere Infos unter:www.bauersysteme.dewww.beckoff.de/TwinCAT3
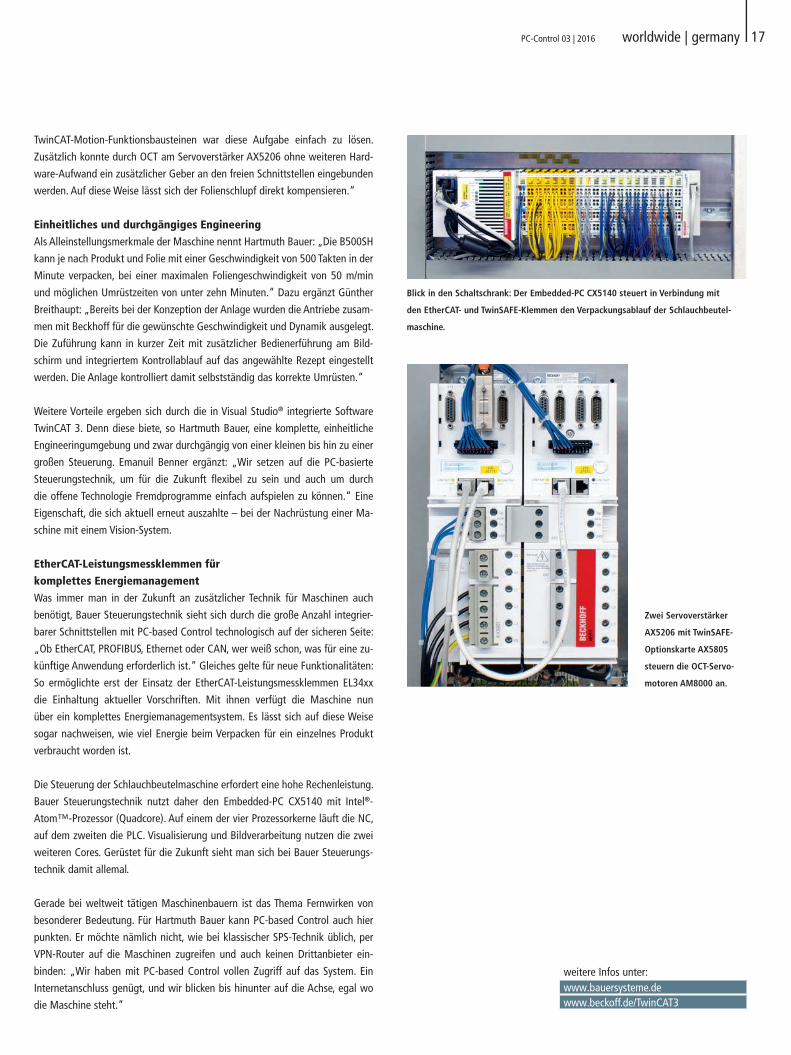
Blick in den Schaltschrank: Der Embedded-PC CX5140 steuert in Verbindung mit
den EtherCAT- und TwinSAFE-Klemmen den Verpackungsablauf der Schlauchbeutel-
maschine.
Zwei Servoverstärker
AX5206 mit TwinSAFE-
Optionskarte AX5805
steuern die OCT-Servo-
motoren AM8000 an.
18|
worldwide | china PC-Control 03 | 2016
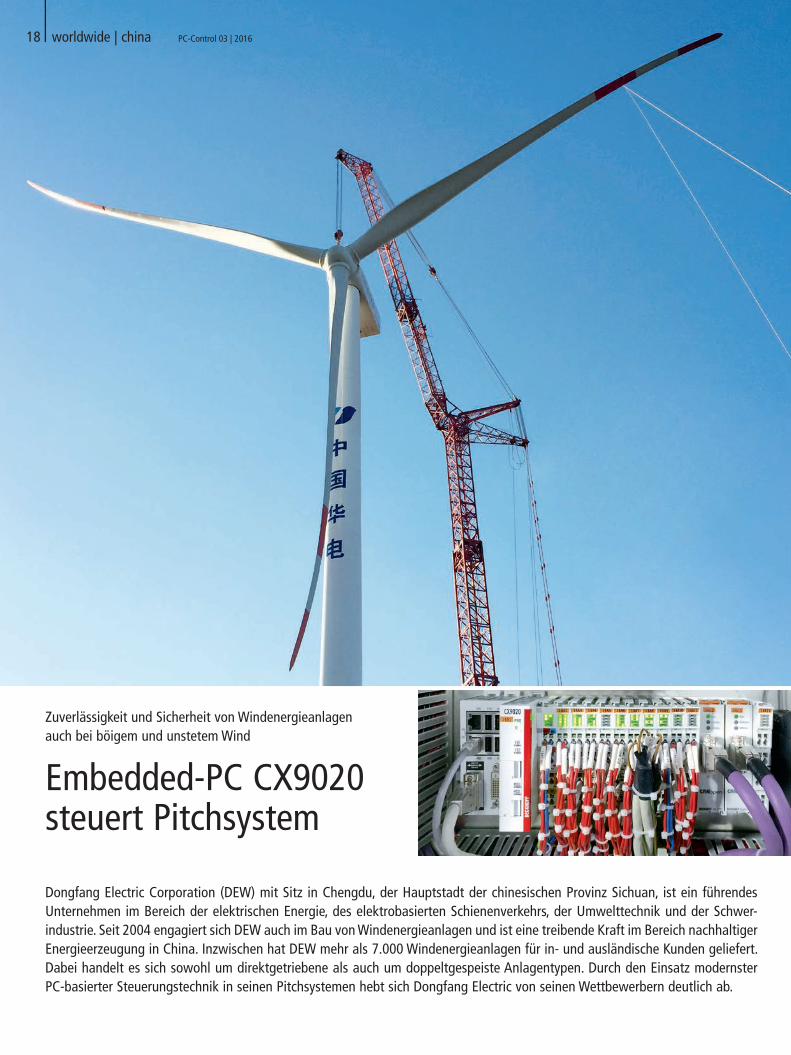
Dongfang Electric Corporation (DEW) mit Sitz in Chengdu, der Hauptstadt der chinesischen Provinz Sichuan, ist ein führendes Unternehmen im Bereich der elektrischen Energie, des elektrobasierten Schienenverkehrs, der Umwelttechnik und der Schwer-industrie. Seit 2004 engagiert sich DEW auch im Bau von Windenergieanlagen und ist eine treibende Kraft im Bereich nachhaltiger Energieerzeugung in China. Inzwischen hat DEW mehr als 7.000 Windenergieanlagen für in- und ausländische Kunden geliefert. Dabei handelt es sich sowohl um direktgetriebene als auch um doppeltgespeiste Anlagentypen. Durch den Einsatz modernster PC-basierter Steuerungstechnik in seinen Pitchsystemen hebt sich Dongfang Electric von seinen Wettbewerbern deutlich ab.
Embedded-PC CX9020 steuert Pitchsystem
Zuverlässigkeit und Sicherheit von Windenergieanlagen auch bei böigem und unstetem Wind

19|
PC-Control 03 | 2016 worldwide | china
Dem Pitchsystem kommt eine zentrale Bedeutung bei der Steuerung und Rege-
lung einer Windenergieanlage zu, da es für jeden Betriebszustand der Anlage
den optimalen Anstellwinkel der Rotorblätter einstellt. Im Teillastbereich, also
bei Windgeschwindigkeiten unterhalb der Nennwindgeschwindigkeit, kann der
Blattwinkel in einem kleinen Bereich sehr exakt so nachgeregelt werden, dass
die Anlage auch bei sehr unstetem Wind kontinuierlich auf ihrem aerodynami-
schen Wirkungsgrad-Optimum gefahren werden kann. Bei Windgeschwindigkei-
ten oberhalb der Nennwindgeschwindigkeit wird über einen in einem größeren
Bereich nachgeregelten Anstellwinkel erreicht, dass die Leistungsabgabe der
Anlage auf einen engen Bereich um ihre Nennleistung begrenzt wird. In Ex-
tremfällen, z. B. bei schweren Störungen, werden die Rotorblätter über das
Pitchsystem in die sogenannte Fahnenstellung zurückgefahren und die Anlage
hierüber gestoppt. Die Zuverlässigkeit des Pitchsystems ist somit die wesentliche
Voraussetzung für die Sicherheit der Windenergieanlage: Es muss eine extrem
hohe Verfügbarkeit sowie Robustheit gewährleisten, insbesondere, wenn die
Anlage unter extremen Umgebungsbedingungen betrieben wird.
Embedded-PC CX9020 als Herzstück der Pitchsteuerung
DEW hat die Erfahrung aus über 7.000 aufgestellten Windenergieanlagen in die
Entwicklung eines eigenen Pitchsystems eingebracht. Nach sorgfältiger Analyse
entschied sich DEW für den Einsatz von AC-Servoantrieben und AC-Servomoto-
ren. Diese zeichnen sich durch ihren einfachen Aufbau, ihre Zuverlässigkeit, die
niedrigen Kosten und die einfache Wartung aus. Die Systemarchitektur des von
DEW entwickelten Pitchsystems besteht im Wesentlichen aus drei baugleichen
Achseinheiten: Für jede der drei Blattachsen gibt es je einen Achssteuerschrank,
einen Backup-Stromversorgungsschrank, einen Pitchmotor, zwei redundante
Blattwinkelgeber, zwei Endlagenschalter plus weiteres Zubehör. Herzstück des
Pitchsystems ist eine zentrale, den drei Achseinheiten übergeordnete Hauptsteu-
ereinheit. Als Plattform kommt hier ein Embedded-PC CX9020 mit angereihten
EtherCAT-Klemmen zur Anwendung. Für die Servoantriebe und Servomotoren
werden speziell für die Anwendung in Windenergieanlagen entwickelte Ein-
heiten eingesetzt. Das Pitchsystem verfügt außerdem über eine redundant
ausgeführte Sicherheitskette, welche die Sicherheit und Zuverlässigkeit der
Sicherheitslösung gewährleistet.
Der Embedded-PC CX9020 zeichnet sich durch eine äußerst kompakte Bauform
aus. Sein Arbeitstemperaturbereich beträgt -25…+60 °C, womit er äußerst
harten Umweltbedingungen gerecht wird. Auf dem Controller läuft das von
DEW selbst entwickelte Anwenderprogramm für die Steuerung bzw. Regelung
des Anstellwinkels der Rotorblätter, für die Echtzeit-Überwachung des gesamten
Pitchsystems sowie für das Fehlermanagement. Für die I/Os sind EtherCAT-
Klemmen im Einsatz, die eine schnelle Reaktionszeit, bequeme Diagnose sowie
flexible Kommunikationsschnittstellen bieten.
Für die Kommunikation zwischen dem zentralen CX9020 des Pitchsystems und
der Hauptsteuerung der Windenergieanlage ist im Pitchsystem eine CANopen-
Slaveklemme EL6751 im Einsatz. Die Verbindung zwischen dem CX9020 und
den drei Achs-Controllern wird über eine an den CX angereihte EL6751-Master-
klemme sowie je einen CANopen-Slave im I/O der proprietären Achs-Controller
realisiert. Die im CX9020 integrierte RS485-Schnittstelle dient zur Überwachung
der Statusinformationen der Backup-Ladegeräte. Über die Netzwerkschnittstelle
des Embedded-PCs können Online-Zugriffe, z. B. für Software-Updates sowie zur
Fehleranalyse bei Problemen im Pitchsystem, erfolgen.
Komfortables Programmieren mit TwinCAT
Als durchgängige Entwicklungsumgebung und Steuerungsplattform unterstützt
TwinCAT die Hochsprachen ST, Kontaktplan sowie mehrere IEC-61131-3-Pro-
grammiersprachen, was die Programmierarbeit sehr komfortabel macht. „Wäh-
rend der Entwicklung des Pitchsystems wurden die Ingenieure von DEW von
den Beckhoff Wind-Experten unterstützt, so dass die Softwareentwicklung von
DEW in kurzer Zeit abgeschlossen werden konnte“, erläutert Li Bo, Entwick-
lungsingenieur bei Dongfang Electric Corporation und zuständig für dieses
Projekt. „Die neue Generation des Pitchsystems von DEW spiegelt den Geist der
kontinuierlichen technischen Innovation wider. Die für beide Seiten vorteilhafte
Zusammenarbeit wird die Entwicklung des Bereichs nachhaltige Energieerzeu-
gung in China entscheidend voranbringen“, ist Li Bo überzeugt.
PC Control Wind Compendium 2016
Dongfang Electric Corporation hat mehr als 7.000 Windenergieanlagen für in-
und ausländische Kunden geliefert. Durch den Einsatz modernster PC-basierter
Steuerungstechnik in seinen Pitchsystemen hebt sich das Unternehmen von
seinen Wettbewerbern ab.
www.pc-control.net Wind Compendium 2016
PC-based Control for Wind Turbines
weitere Infos unter:www.beckhoff.com.cnwww.dongfang.com.cn
Download Wind Compendiumwww.beckhoff.de/wind
20|
worldwide | belgium PC-Control 03 | 2016
Offshore-Windenergie ist ein boomendes Geschäft, bringt jedoch auch spezi-
fische Anforderungen mit sich. Um den zuverlässigen Betrieb eines Offshore-
Windparks zu gewährleisten, bedarf es der regelmäßigen Inspektion und
Wartung der Anlagen, umso mehr, als sie extrem rauen Wetterbedingungen und
einer hoch korrosiven Umgebung ausgesetzt sind. Der Einsatz eines Technikers
zur Wartung der Anlagen vor Ort ist jedoch sehr zeitaufwändig und teuer. Ein
weiteres Problem stellt das Absacken der Windenergieanlagen im Laufe der Zeit
dar. „In manchen Offshore-Windparks wurde der Pylon der Anlage durch ein
Übergangsstück auf dem Monopile im Meeresboden befestigt“, erläutert Yves
Van Ingelgem, Business Development Manager bei Zensor. „Dabei wurde der
Zwischenraum zwischen Übergangsstück und Monopile mit einem speziell für
diesen Anwendungsfall entwickelten Beton aufgefüllt. Durch Einwirkung der
Windkraft kann sich der Beton jedoch vom Stahl lösen, was letztendlich zum
Absacken der Anlage führt. Weitere potenzielle Probleme in der Struktur der
Windenergieanlagen ergeben sich durch Korrosion, Materialermüdung, das
Auftreten von Dehnungen bei Bolzen und Wänden sowie durch Risse im Beton.“
Hohe Rechenpower in kompakter Bauform
Zensor – eine Ausgründung der Vrije Universiteit Brussel – hat sich auf die
Überwachung von Beton- und Stahlkonstruktionen spezialisiert. Das Unterneh-
men konzentrierte sich zunächst auf die Entwicklung spezifischer Sensoren zur
Erkennung von Materialermüdung; heute ist Zensor Anbieter von Monitoring-
Komplettlösungen, welche neben den Sensoren auch die Datenerfassung und
die Berichterstattung umfassen.
Im Windpark Luchterduinen hat Zensor in vier der Windenergieanlagen rund 30
Sensoren eingesetzt, die verschiedenste Parameter von der Konstruktion selbst
und der Umgebung im Inneren des Fundaments sowie vom Niveau des Mee-
resbodens als indirektem Hinweis auf die Bewegung des Turms überwachen.
Der Embedded-PC CX2020 sammelt alle Messdaten, führt eine Vorverarbeitung
durch und sendet die komprimierten Daten über die Lichtwellenleiter in der
Hauptstromleitung ans Festland.
„Wir nutzen das Leistungspotenzial der PC-basierten Steuerung voll aus“,
betont Yves Van Ingelgem. „Der PermaZEN-Sensor, eine Eigenentwicklung
von Zensor, die auch in anderen Offshore-Windparks eingesetzt wird, um die
Korrosion an der Innenseite des Stahlfundaments zu messen, setzt eine hohe
Rechenleistung voraus.“ Die Berechnungen führt Zensor mit einer in Python
geschriebenen Software aus, die auf dem PC zum Ablauf kommt.
Spannungsmuster misst Korrosionsaktivität
Die PermaZEN-Sensoren bestehen aus einer Reihe von Elektroden, die in ver-
schiedenen Höhen im Wasser, das innerhalb des Fundaments der Windenergie-
anlagen steht, aufgehängt werden. Gori Nieubourg, Product Development Engi-
neer bei Zensor sagt: „Zwischen den Elektroden und der Wand des Fundaments
wird eine Spannung mit einem gewissen Muster hergestellt. Durch Vergleich
dieses Musters mit den Messwerten von Spannung und Strom erhalten wir ein
Bild der Korrosionsaktivität an der Oberfläche.“
„Die Leistungsfähigkeit der integrierten SPS hat wesentlich zur Entscheidung für
Beckhoff beigetragen“, formuliert Gori Nieubourg. „Die PC-basierte Automati-
sierung führt in diesem Falle zu einer Einsparung weiterer Hardware, da auf der
Beckhoff-Plattform sowohl die SPS als auch die Visualisierung und Datenhaltung
ausgeführt werden können. Die Verringerung der Komponentenanzahl sowie die
Einsparung von Schnittstellen machen das System im Endeffekt zuverlässiger.
Die Pylonen der Windkraftanlagen sind 100 Meter hoch: Mit Hilfe von EtherCAT-
Technologie ist es jedoch ein Leichtes, auch weit entfernte Feldbusinseln zu nut-
zen und damit die Sensorsignale über große Distanzen und ohne Signalverluste
mit dem Controller zu verknüpfen.“
Keine Beschränkungen beim Anschluss der Peripherie
Neben der Ansteuerung der PermaZEN-Sensoren übernimmt der
CX2020 auch die Ansteuerung und das Auslesen von IntegriZEN,
ein System, das auf Basis von Leitfähigkeitsmessungen den Status
von Betonkonstruktionen verfolgen kann. Sämtliche Faktoren, wie
Embedded-PC CX2020 sorgt für hohe Verfügbarkeit von WindenergieanlagenIm September 2015 eröffnete der niederländische Energiekonzern Eneco nach zweijähriger Bauzeit den Offshore-Windpark Luchterduinen. Mit der Überwachung der Fundamente der 23 Kilometer vor der Nordseeküste zwischen Zandvoort und Noordwijk gelegenen Windenergieanlagen wurde Zensor, ein Spezialist für intelligente Monitoringlösungen, beauftragt. Die Verarbeitung der Daten, die von den im Fundament der Windenergieanlagen verteilten Sensoren erfasst werden, sowie das Versenden der Daten in die Cloud übernimmt ein Beckhoff Embedded-PC CX2020.
Effizientes Fundament-Monitoring im niederländischen Offshore-Windpark
Sensoren eingesetzt, die verschiedenste Parameter von der Konstruktion selbst
und der Umgebung im Inneren des Fundaments sowie vom Niveau des Mee-
resbodens als indirektem Hinweis auf die Bewegung des Turms überwachen.
Der Embedded-PC CX2020 sammelt alle Messdaten, führt eine Vorverarbeitung
durch und sendet die komprimierten Daten über die Lichtwellenleiter in der
Hauptstromleitung ans Festland.
Keine Beschränkungen beim Anschluss der Peripherie
Neben der Ansteuerung der PermaZEN-Sensoren übernimmt der
CX2020 auch die Ansteuerung und das Auslesen von IntegriZEN,
ein System, das auf Basis von Leitfähigkeitsmessungen den Status
von Betonkonstruktionen verfolgen kann. Sämtliche Faktoren, wie
industrielle Anwendungen verfügt, ist ein weiterer Vorteil. Darüber hinaus sind
auch die Eigenschaften der Software-SPS für uns ein starkes Argument: Auf der
SPS-Seite verfügen wir über die Flexibilität der I/Os und XFC-Klemmen. Auf der
PC-Seite verwenden wir die Rechenpower, um Daten zu filtern und zu verar-
beiten, Frequenzanalysen auszuführen und Messwerte mit vorab definierten
Schwellenwerten zu vergleichen.“
Mögliche Probleme rechtzeitig erkennen
Die von Zensor installierte Monitoring-Lösung geht jedoch über die Ausrüstung
in den Windenergieanlagen hinaus: Alle Messwerte werden im CX komprimiert
und über Glasfaser an den Server an Land gesendet. Dort steht eine Cloud-
Lösung zur Verfügung, über welche die Betreiber des Windparks die Anlage
überwachen können. Alle Messwerte sind in Echtzeit abrufbar; Trends und
Abweichungen werden über Grafiken visualisiert. Darüber hinaus kann Zensor
mit den verfügbaren Daten Ad-hoc-Analysen ausführen, um spezifische Fragen
bezüglich der Struktur der Windenergieanlagen zu beantworten. Dadurch lässt
sich regelmäßig überprüfen, welche Präventionsmaßnahmen erforderlich sind.
„Da eine Offshore-Windkraftanlage auf Grund der Wetterverhältnisse auf See
nicht immer zugänglich ist, kann man ein Problem nicht mal eben so lösen“,
ergänzt Yves Van Ingelgem. „Dass wir mögliche Probleme rechtzeitig erkennen,
gibt unseren Kunden den Spielraum, Wartungs- oder Instandsetzungsaktionen
gut vorzubereiten und für einen geeigneten Zeitpunkt einzuplanen.“ Eine
intensive Überwachung hilft somit auch, Kosten zu sparen und die maximale
Verfügbarkeit der Windenergieanlage zu garantieren.
Feuchtigkeitsgehalt, Rissgröße oder Veränderungen des Drucks auf die Kon-
struktion, haben einen Einfluss auf die Leitfähigkeit und können durch das
Monitoring-System somit rechtzeitig erkannt werden. Die Offenheit der PC-
basierten Steuerung ermöglicht es zudem, jeden beliebigen Sensor oder jedes
Instrument anzuschließen.
„Wir bieten eine modulare Lösung“, erklärt Yves Van Ingelgem. „Damit können
wir für jedes Projekt die optimale Anwendung realisieren, ohne dass die PC-
Plattform uns Beschränkungen auferlegt. Für einige Messungen machen wir von
Standardsensoren Gebrauch, die über analoge oder digitale I/Os oder auch über
Modbus an die SPS angeschlossen werden. Ganz gleich, ob es sich um einen
einfachen Temperatursensor oder ein Sonarmessinstrument handelt, das den
Meeresboden scannt, für jede zusätzliche Messung reicht es aus, eine weitere
Klemme in das System einzufügen.“
XFC-Klemmen mit hohen Abtastraten sichern Wettbewerbsvorteil
Der größte Teil der Messwerte wird über analoge 24-Bit-Klemmen des Typs
EL3602 eingelesen. „Zensor verwendet die eXtreme Fast Control (XFC)-Klem-
men mit Oversampling-Technologie, die mit einer Abtastfrequenz von bis zu
100 kHz verfügbar sind. Die Leistung dieser Klemmen erreicht das Niveau von
Highend-Messtechnikanwendungen, was in der SPS-Welt nicht selbstverständ-
lich ist“, unterstreicht Gori Nieubourg. „Die Auflösung, mit der die Messwerte
eingelesen werden können, und die hohen Abtastraten machen den Wettbe-
werbsvorteil unserer Lösung aus. Dass Beckhoff diese Leistung im Standard-
Automatisierungssystem anbietet, das über die erforderliche Robustheit für
– Integration von SPS, Visualisierung und Datenhaltung
– Hochfrequente Abtastung von ca. 30 Sensoren
– Filterung und Vorverarbeitung der Daten, Berechnung von
Frequenz analysen und Vergleich der Messwerte mit vorab
definierten Schwellenwerten auf Basis der von Zensor
entwickelten Applikationssoftware
– Versand der komprimierten Daten in eine Cloud
nicht immer zugänglich ist, kann man ein Problem nicht mal eben so lösen“,
ergänzt Yves Van Ingelgem. „Dass wir mögliche Probleme rechtzeitig erkennen,
gibt unseren Kunden den Spielraum, Wartungs- oder Instandsetzungsaktionen
gut vorzubereiten und für einen geeigneten Zeitpunkt einzuplanen.“ Eine
intensive Überwachung hilft somit auch, Kosten zu sparen und die maximale
Verfügbarkeit der Windenergieanlage zu garantieren.
100 kHz verfügbar sind. Die Leistung dieser Klemmen erreicht das Niveau von
Highend-Messtechnikanwendungen, was in der SPS-Welt nicht selbstverständ-
lich ist“, unterstreicht Gori Nieubourg. „Die Auflösung, mit der die Messwerte
eingelesen werden können, und die hohen Abtastraten machen den Wettbe-
werbsvorteil unserer Lösung aus. Dass Beckhoff diese Leistung im Standard-
Automatisierungssystem anbietet, das über die erforderliche Robustheit für
weitere Infos unter:http://projecten.eneco.nl/eneco-luchterduinen
www.beckhoff.be
www.zensor.be
21|
PC-Control 03 | 2016 worldwide | belgium
Embedded-PC CX2020 bietet hohe Rechenpower in kompakter Bauform
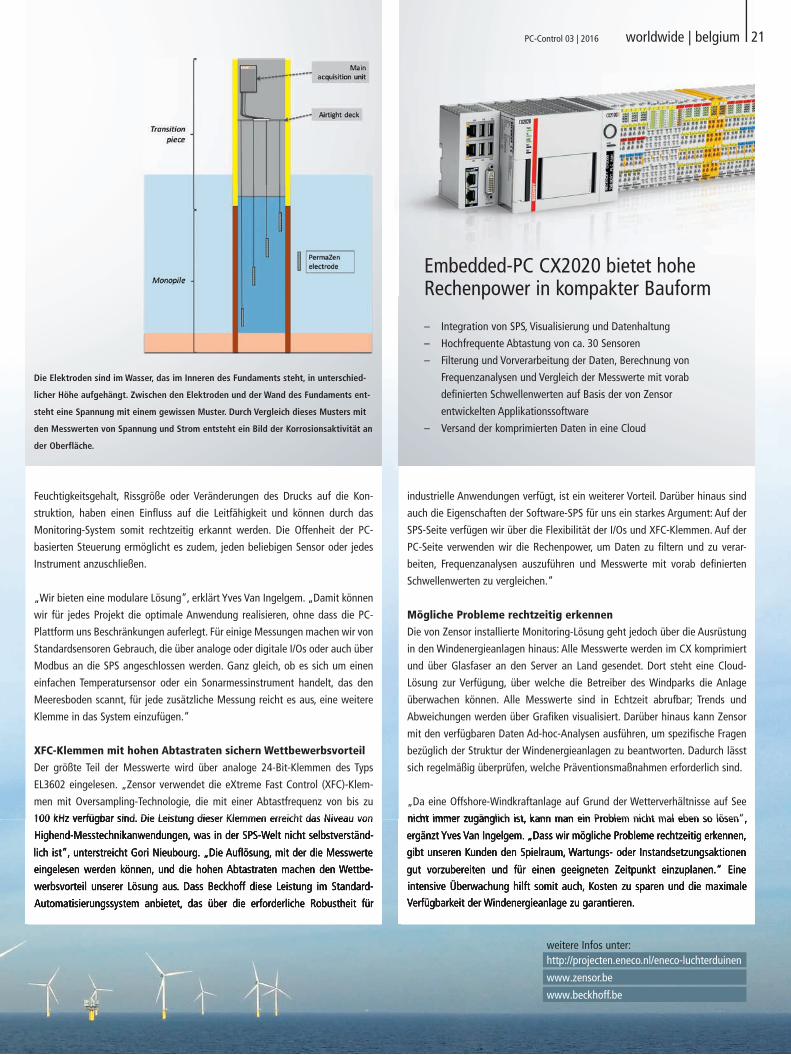
Die Elektroden sind im Wasser, das im Inneren des Fundaments steht, in unterschied-
licher Höhe aufgehängt. Zwischen den Elektroden und der Wand des Fundaments ent-
steht eine Spannung mit einem gewissen Muster. Durch Vergleich dieses Musters mit
den Messwerten von Spannung und Strom entsteht ein Bild der Korrosionsaktivität an
der Oberfläche.
22|
worldwide | switzerland PC-Control 03 | 2016
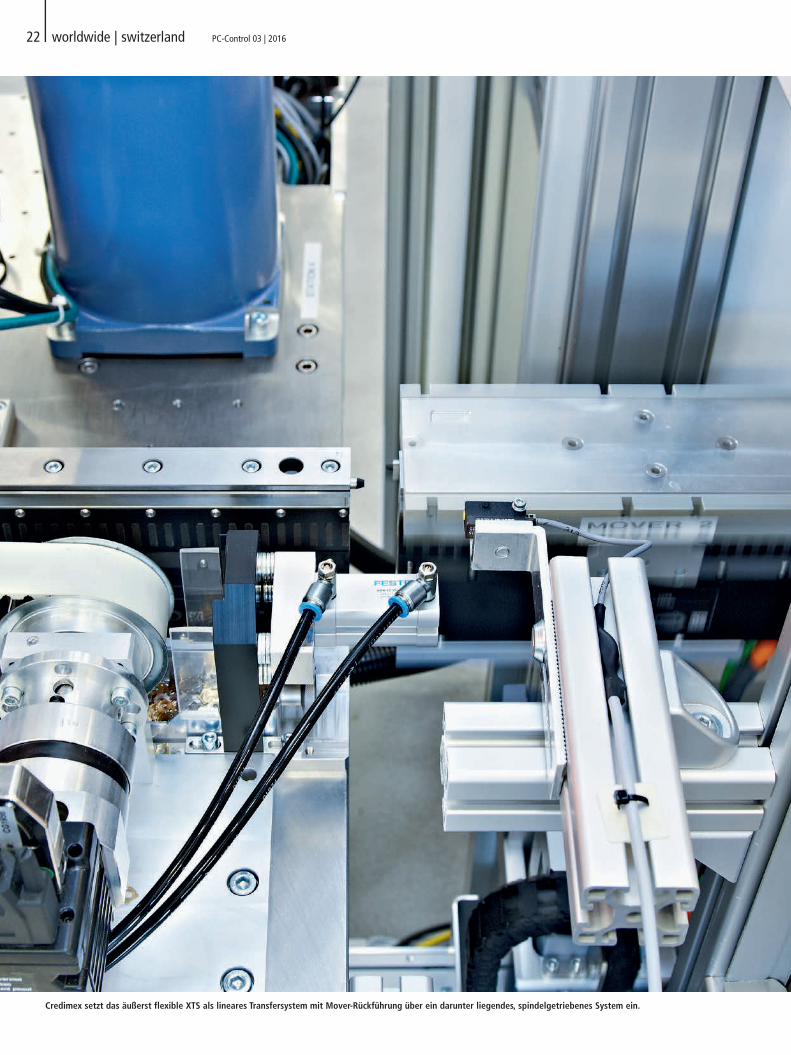
Credimex setzt das äußerst flexible XTS als lineares Transfersystem mit Mover-Rückführung über ein darunter liegendes, spindelgetriebenes System ein.

23|
PC-Control 03 | 2016 worldwide | switzerland
Die modulare Automationsplattform CresaLine der Credimex AG aus Alpnach
in der Schweiz besteht aus intelligenten Prozessstationen und entspricht damit
laut Roger Schelbert, Mitinhaber von Credimex und Bereichsleiter Bewegungs-
technik, den Anforderungen an Produktionsabläufe gemäß Industrie 4.0: „Die
Modularität der Maschine gibt uns die Möglichkeit, unterschiedliche Produkte
effizient zu produzieren. Der große Vorteil ist, dass man schwierige und kom-
plexe Prozesse, die bislang manuell ausgeführt werden mussten, automatisie-
ren kann. Für die CresaLine sind unterschiedlichste Prozessstationen aus dem
Standardprogramm verfügbar. So lassen sich Handling- und Pick-and-Place-
Prozesse sowie Montage- und Teststationen beliebig integrieren. Verbunden
werden diese Stationen per XTS von Beckhoff. Auf dessen Movern sind 250 mm
lange und maximal 70 bis 90 mm breite Werkstückträger montiert, auf denen
ebenso große oder auch mehrere kleine Produkte bearbeitet werden können.
Das macht die Anlage sehr flexibel und interessant z. B. für die Uhren- und Elek-
tronik-Industrie, die Motorenherstellung sowie die Medizintechnik. Besonders
vorteilhaft ist dabei, dass einerseits in Losgröße 1 produziert und andererseits
sehr schnell auf neue Produkte umgerüstet werden kann.“
Die Prozessstationen umfassen neben dem Teilehandling u. a. die Bereiche
Fügen durch Kleben oder Schweißen, Laser-Triangulation zur Produkterken-
XTS verbindet Bearbeitungsmodule zur Industrie-4.0-gerechten MaschineIndustrie-4.0-Konzepte erfordern hochflexible und damit auch konsequent modularisierte Produktionsmaschinen. Ein gutes Beispiel hierfür ist die aus einzelnen Prozessstationen bedarfsgerecht aufbaubare Kleinteile-Montageanlage CresaLine des Schweizer Spezialisten Credimex. Möglich wird diese Flexibilität durch XTS von Beckhoff, das die verschiedenen Bearbeitungs-module per Softwarefunktionalität äußerst variabel verbindet.
eXtended Transport System (XTS) bei einer modularen Kleinteile-Montageanlage
nung sowie Bildverarbeitung für die Qualitätssicherung. Je nach Bedarf können
noch weitere, kundenspezifische Stationen hinzukommen, was – so Roger
Schelbert – einen der Hauptvorteile der PC-basierten Steuerungstechnik von
Beckhoff deutlich macht: „PC-Control mit seiner Schnittstellenvielfalt und
Offenheit sowie XTS mit seinen flexiblen Bewegungsfunktionen bieten eine
optimale Plattform, um beliebige Komponenten bzw. zusätzliche Stationen
einbinden zu können. So ist mit TwinCAT beispielsweise die Robotik-Integration
sehr einfach möglich. Außerdem stehen ein breites Komponentenspektrum, die
leistungsfähige EtherCAT-Kommunikation und mit TwinSAFE auch die system-
integrierte Sicherheitstechnik zur Verfügung.“
XTS – Flexibilität in Funktionalität und Aufbau
Das eXtended Transport System der aktuellen, aus acht Stationen bestehen-
den CresaLine-Anlage ist aus neun 250 mm langen, linearen Motormodulen
aufgebaut. Hierauf bewegen sich neun 250-mm-Mover als Werkstückträger.
Bei der CresaLine-Starter ist das Ganze auf die halbe Größe der CresaLine re-
duziert, mit demselben Ansatz. Dies zeigt, dass XTS nicht nur mit dem Ersetzen
mechanischer Komponenten, sondern mittels Softwarefunktionalität für eine
enorme Flexibilität in der Bewegungssteuerung sorgt. Hinzu kommt die gute
Anpassungsfähigkeit an die Anwenderbedürfnisse hinsichtlich der Anlagen-

24|
worldwide | switzerland PC-Control 03 | 2016
konfiguration: Die applikationsspezifischen Mover nutzen einerseits die Mag-
netplatte und das Gebersystem von XTS und andererseits eine kundeneigene
Führungsschiene. Außerdem hat Credimex in diesem Fall kein geschlossenes,
sondern ein lineares XTS-Design umgesetzt. Dazu erläutert Roger Schelbert:
„Die Besonderheit liegt darin, dass die Mover bei der CresaLine-Starter am
Ende der XTS-Strecke abgesenkt und über ein 3-Achsen-Linearsystem wieder
zum Anfang zurückgeführt werden. Bei der großen CresaLine werden die Mover
auf die gegenüberliegende XTS-Transfer-Schiene mittels Quertransfersystem
verschoben. So wird die Rückführstrecke ebenfalls für Montageplätze genutzt.
Auf diese Weise konnten wir eine sehr kompakte Anlage konzipieren und damit
den Marktforderungen nach eher kleinen Montagelinien gerecht werden.“
Ein Ausbau des kompakten Anlagendesigns ist allerdings laut Roger Schelbert
problemlos möglich: „Durch die Modularität in Hard- und Software lassen sich
mit XTS ohne großen Aufwand – durch einfache Konfiguration – auch andere
Maschinenlayouts realisieren. So kann beispielsweise die Mover-Rückführung
unter dem Bearbeitungstisch durch einen Quertransfer oder über ein geschlos-
senes XTS-System ersetzt werden, um auf dem Mover-Rückweg zusätzliche
Bestückungs- bzw. Bearbeitungsstationen zu integrieren.“
Softwarefunktionalität ersetzt Hardwareaufwand
XTS realisiert Bewegungsfunktionen einfach per Software, die auf konventio-
nelle Weise einen oft immensen Hardwareaufwand erfordern würden. Roger
Schelbert nennt hierfür einige Beispiele: „Der Produktstrom lässt sich ohne
jegliche Hardwareänderung durch Softwareparametrierung an hinzugekom-
mene Prozessstationen anpassen. Außerdem können die Bewegung und die
Positionierung so präzise gesteuert werden, dass früher erforderliche Hard-
warekomponenten entfallen können. So ist es mit XTS nicht mehr notwendig,
die Werkzeugträger von einem konventionellen Transportband abzuheben,
um die zur Bearbeitung unabdingbare Positioniergenauigkeit zu erreichen.
Hierdurch lassen sich deutlich einfachere Bearbeitungsstationen mit weniger
Bewegungsachsen realisieren.“
Gerade bei der Montage von Kleinteilen spielen viele Faktoren eine wichtige
Rolle für die Erreichung der gewünschten Präzision. Selbst geringe Vibrationen
können hier zu Problemen führen, was Roger Schelbert als weiteren XTS-Vorteil
sieht: „Das Transfersystem arbeitet völlig eigenständig und ohne mechanische
Verbindung zu den einzelnen Prozessstationen. Somit können auch keine
Vibrationen, z. B. durch Ruckbewegungen eines Handlingroboters, auf das XTS
und dadurch auf weitere Stationen übertragen werden. Dies hat einen deutlich
positiven Effekt auf die erzielbare Bearbeitungsgenauigkeit.“
Die Flexibilität der Mover wirkt sich ebenfalls positiv aus, wie Roger Schelbert er-
läutert: „Zum einen lassen sich die Mover applikationsspezifisch – kürzer oder län-
ger, größer oder kleiner – gestalten, je nachdem wie viel Platz für deren Bewegung
zur Verfügung steht oder wie viele Einzelprodukte je Mover zu transportieren sind.
Bisher haben wir uns auf den Bereich der Mikromontage konzentriert, der von bis
zu 500 Mikrochips pro Werkstückträger bis hin zu drei oder vier größeren Bau-
teilen reicht. Flexibilität bedeutet aber auch, dass sich problemlos einzelne Mover
aus dem Transfersystem entfernen und je nach Bedarf wieder hinzufügen lassen.
Ein Beispiel hierfür ist ein spezieller Mover mit Akku-gespeistem Kamerasystem,
der bei Bedarf durch den Prozess fährt und die einzelnen Prozessstationen auf
ihre Genauigkeit hin überprüft und die Offsetkorrekturen zur höchsten Präzision
wieder einspeist. Wichtig ist dies u. a. bei großen Temperaturunterschieden bei-
spielsweise am Morgen oder Mittag des Arbeitstages.“
XTS kommt als lineares Transfersystem mit einer Mover-
Rückführung unter dem Bearbeitungstisch zum Einsatz.
Die Entkopplung von Transfersystem und Prozessstationen ist bei der Montage von
Kleinteilen von besonderer Bedeutung.

Bei dieser Cresaline-Ausführung
verbindet XTS fünf Prozessstationen.
25|
PC-Control 03 | 2016 worldwide | switzerland
weitere Infos unter:www.credimex.chwww.beckhoff.chwww.beckhoff.de/XTS
Variabilität als Grundvoraussetzung für Industrie 4.0
Die Montageanlage CresaLine erfüllt schon heute die Anforderungen zur Re-
alisierung moderner Industrie-4.0-Konzepte. So ist die Produktionseffizienz zu
jedem Zeitpunkt und für jeden Prozess nachvollziehbar, da die einzelnen Ope-
rationen mit Zeitstempel in einer Datenbank gespeichert werden. Grundvor-
aussetzung ist aber auch der konsequent modulare Maschinenansatz basierend
auf einzelnen intelligenten Prozessstationen, die über XTS hochflexibel verbun-
den sind. Dazu Roger Schelbert: „Ganz im Sinne einer Losgröße-1-Fertigung
wird auftragsbezogen für jedes Produkt entschieden, welche Prozessschritte
für die Herstellung erforderlich sind. Möglich wird dies einerseits durch die
Anbindung des zentralen Steuerungsrechners C6920 und der Embedded-PCs
CX5020 der einzelnen Prozessmodule an das ERP-System des Kunden. Anderer-
seits spielt die individuelle Steuerung jedes einzelnen Movers in Verbindung mit
einem eindeutig zugeordneten Produkt eine große Rolle. Denn auf diese Weise
wird das zu bearbeitende Produkt quasi intelligent und kann sich selbst durch
den Montageprozess schleusen. Ein weiterer Aspekt betrifft den genannten
Kamera-Mover zur Kalibrierung über die gesamte Prozesskette hinweg. Seine
Informationen können direkt für frühzeitige Korrekturen der Prozessabläufe
verwendet werden, bevor inakzeptable Qualitätsmängel bzw. zu viele Schlecht-
teile auftreten.“
Roger Schelbert, Mitinhaber von Credimex und Bereichsleiter
Bewegungstechnik: „XTS ermöglicht uns ein besonders kompaktes
Maschinendesign und unterstützt somit auch die optimale Aus-
nutzung der vorhandenen Produktionsfläche.“
Auf einen Blick:
Lösungen für die MontagetechnikTransfersystem einer Kleinteile-Montageanlage
KundenbenefitXTS sorgt für hohe Flexibilität im modularen Maschinenbau
PC-Control in der Anwendung– XTS: neun lineare Motormodule und vier Mover (bei CresaLine-Starter)
bzw. 18 lineare Motormodule und neun Mover (bei CresaLine)– Schaltschrank-PC C6920 mit Control Panel CP7903: Master-IPC für
XTS, Visualisierung und übergeordnete Maschinenfunktionen– fünf (bei CresaLine-Starter) bzw. acht Embedded-PCs CX5020 (bei
CresaLine): Steuerung der einzelnen Prozessmodule – TwinCAT 3: durchgängige Steuerungs- und Engineeringumgebung– EtherCAT- und TwinSAFE-Klemmen
26|
worldwide | spain PC-Control 03 | 2016
PC-Control steuert Teleskope bei der HimmelsdurchmusterungDas Observatorio Astrofísico de Javalambre (OAJ), das 2015 im südlichen Aragón in Spanien in Betrieb genommen wurde, gilt als einzigartige astronomische Forschungseinrichtung. Betreiber des Observatoriums ist die CEFCA-Stiftung, deren Forschungsschwerpunkt in der photometrischen Durchmusterung von mehreren Tausend Quadratgraden Himmel besteht. Hierfür sind zwei Javalam-bre-Teleskope mit außergewöhnlich breitem Sichtfeld im Einsatz. Mit ihnen wird es erstmals möglich sein, die Positionen Hunderter Millionen von Galaxien und ihre Entwicklung aufzuzeichnen und die erste vollständige 3-D-Karte des Universums zu liefern. Um eine hohe Qualität zu sichern und wirt-schaftlich arbeiten zu können, erfolgt der Betrieb der Teleskope robotergestützt.
27|
PC-Control 03 | 2016 worldwide | spain
Das Centro de Estudios de Física del Cosmos de Aragón, kurz CEFCA genannt,
ist eine staatliche Institution zur Erfoschung der Galaxienentwicklung und der
Kosmologie. Ihr Hauptsitz ist in Teruel, 40 km entfernt vom Standort des OAJ,
das auf dem „Pico del Buitre“ 1.957 Meter über dem Meeresspiegel errichtet
wurde. Das Observatorium ist mit zwei Teleskopen ausgestattet: dem JST/
T250, einem Teleskop mit 2,55 m Spiegeldurchmesser und 3-Grad-Sichtfeld,
und dem kleineren JAST/T80, mit einem Spiegeldurchmesser von 83 cm und
einem 2-Grad-Sichtfeld. Alle Daten der im OAJ durchgeführten Himmelsdurch-
musterungen werden über eine Funkverbindung zum Hauptserver in Teruel
geschickt.
EtherCAT-Netzwerk verbindet alle Systeme und Untersysteme
Das Steuerungssystem des Observatoriums basiert auf einem Industrie-PC
C6640 als Master-PC und diversen Embedded-PCs der Serie CX5000 als de-
zentrale Steuerungen. Die PC-Plattform übernimmt die komplette Steuerung,
Überwachung und Verwaltung aller im Observatorium installierten Systeme
und Untersysteme, die gemäß ihres Standorts innerhalb des Observatoriums
in fünf Gruppen aufgeteilt sind: das Betriebsgebäude (Main PLC), das T080-
Teleskop (B080), der Überwachungsraum (BMON), das T250-Teleskop (B250)
und das Hauptbetriebsgebäude (Main Server Rack) (siehe Abb. 1). Der Haupt-
kontrollraum befindet sich im Hauptbetriebsgebäude und dient der allgemeinen
Steuerung aller Systeme, einschließlich des Observatoriums. Auch wenn beide
Teleskope vom Hauptkontrollraum aus gesteuert werden können, stehen lokale
Kontrollräume zur Durchführung spezifischer Aufgaben, wie z. B. die Inbetrieb-
nahme, die Wartung oder andere technische Arbeiten, zur Verfügung.
Sämtliche Steuerungsknoten sind über EtherCAT in Ringtopologie sowie über
ein Ethernet-Sterntopologienetzwerk verbunden. Dieses verbindet die Steu-
erungseinheiten der C250-Kamera mit dem Observatory-EtherCAT-Netzwerk
über das EtherCAT Automation Protocol (EAP). Die Kommunikation erfolgt über
ein Glasfaserkabel unter Verwendung von EtherCAT- bzw. Ethernet-Protokollen.
Dabei ermöglicht die hohe Bandbreite von EtherCAT die Übermittlung von
Zustandsinformationen mit jedem Zyklus. Am CEFCA-Hauptsitz in Teruel ist eine
Fernsteuerungszentrale installiert, von der aus das Observatorium verwaltet,
gesteuert und betrieben wird. Über eine Videowand wird der Status des OAJ in
Echtzeit dargestellt.
Embedded-PC übernimmt komplexe Steuerung der Teleskope
Das kleinere der beiden Teleskope, das T80, führt einige als JAST bezeichnete
Himmelsdurchmusterungen durch, beginnend mit dem geplanten J-PLUS, einer
photometrischen Mehrbanddurchmusterung des gesamten Himmels, die in etwa
2 bis 3 Jahren abgeschlossen sein soll. Diese wird dazu dienen, die Kalibrierung
für die astrophysikalische J-PAS-Durchmusterung, welche mit dem JST/T250-
Teleskop durchgeführt werden soll, zu unterstützen. Das T250-Teleskop wird
28|
worldwide | spain PC-Control 03 | 2016
in ca. fünf Jahren 800 Deg² (Quadratgrade), d. h. ein Fünftel des gesamten
Himmels durchmustert haben.
Auf der T250 ist die Weitfeldkamera JPCam installiert, die speziell zur photo-
metrischen Durchmusterung des Nordhimmels konzipiert wurde. Sie besteht
aus einer mechanischen Filter-Blende-Einheit und dem Kamerasystem. Letzteres
umfasst die Kühl- und Vakuumsysteme, das CCD-Detektorfeld, ein optisch ge-
steuertes Eintrittsfenster, und die Elektronik. Filtereinschübe, die Blende und die
Schnittstelle mit dem Teleskop bilden die mechanische Einheit. Zur Steuerung
der optischen Linsen, der Kamera und des Hexapods, auf dem die Kamera mon-
tiert ist, sind insgesamt vier Embbeded-PCs CX5020 im Einsatz (siehe Abb.2).
Auch die Glykolwasser-Steuerung der Kamera erfolgt über einen Embedded-
Controller mit EtherCAT-Slave-Modul und angereihten EtherCAT-Klemmen. Das
Kühlsystem sorgt dafür, jede Erhitzung aus dem System, der Elektronik, dem
Verschluss usw. abzuleiten, damit auf der Kamera eine gleichbleibende Tempe-
ratur herrscht. So wird verhindert, dass durch Ausdehnen oder Schrumpfen der
Komponenten aufgrund von Wäremeeinwirkung Unregelmäßigkeiten entstehen.
Die Steuerung des Doms – eine alles andere als
profane Angelegenheit
Die kuppelförmige Abdeckung des T250-Teleskops, der sogenannte Dom, hat ei-
ne Höhe von knapp 13 m und ein Gewicht von 17 t. Seine Steuerung übernimmt
ein Embedded-PC CX5020 mit der Software TwinCAT 2 NC PTP: Der kompakte
Embedded-Controller steuert die Azimutbewegung, die eine Geschwindigkeit
von 27 m/min erreicht, das Öffnen und Schließen des Windschutzes und des
Beobachtungsfensters sowie die Drehbewegung des Doms. Der Antrieb erfolgt
über die Beckhoff-Servoverstärker AX5xx mit integrierter Safety-Optionskarte
und die Servomotoren. Auch die Sicherheits-I/Os sind über TwinSAFE-Klemmen
nahtlos in die Steuerung integriert. Der CX5020 ist mit einem Schleifringsystem
über PROFIBUS mit einem weiteren CX5020 verbunden, der im unteren, nicht
beweglichen Teil des Doms montiert ist.
Die Wartung des Spiegels erfordert einen hochpräzisen Transport
Der Spiegel des T250-Teleskops hat einen Durchmesser von 2,55 m und ist ein
Präzisionsinstrument, dessen Oberfläche hochgenau geschliffen sein muss, damit
die Abweichung der reflektierten Strahlen so minimal wie möglich ist. Der Wert
eines solchen Spiegels liegt bei mehreren Millionen Euro, sodass Wartungsarbei-
ten, wie z. B. die Erneuerung der Aluminiumschicht, größte Vorsicht erfordern.
Hierzu verfügt das OAJ über einen speziellen Aluminisierungsraum, in dem die
Spiegeloberfläche konstant auf den Kennwerten gehalten wird, die sie bei der
Werksauslieferung hatte. Angesichts der Größe und des Gewichts des Spiegels
stellt der Transport in den 16,5 m entfernten Wartungsraum eine beachtliche
Herausforderung dar. Das Hubsystem, das den Spiegel auf- und abbewegt, wird
von einem Embedded-PC und einem Servoverstärker mit integrierter Sicherheits-
funktion hochgenau gesteuert. Dabei beträgt die Geschwindigkeit nur 15 cm pro
Minute, eine Bewegung, die für das menschliche Auge kaum sichtbar ist. Jede
Bescheunigung oder Verlangsamung könnte winzige Kratzer auf dem Glas verur-
sachen, was Fehler bei der Himmelsbeobachtung nach sich zöge.
Integrierte Sicherheitstechnik mit TwinSAFE
Ein Großteil der Sicherheitskreise im OAJ wurden auf der Grundlage der
TwinSAFE-Struktur konzipiert. „Mit Hilfe der TwinSAFE-Logic-Klemme EL6900
sind wir in der Lage, funktionale Gruppen hinzufügen, die die verschiedenen
Ein- und Ausgänge steuern, sodass wir Funktionen wie Not-Stopp, AND- und
OR-Logikbausteine, Ein- und Ausschaltverzögerungen mit TON und TOFF usw.
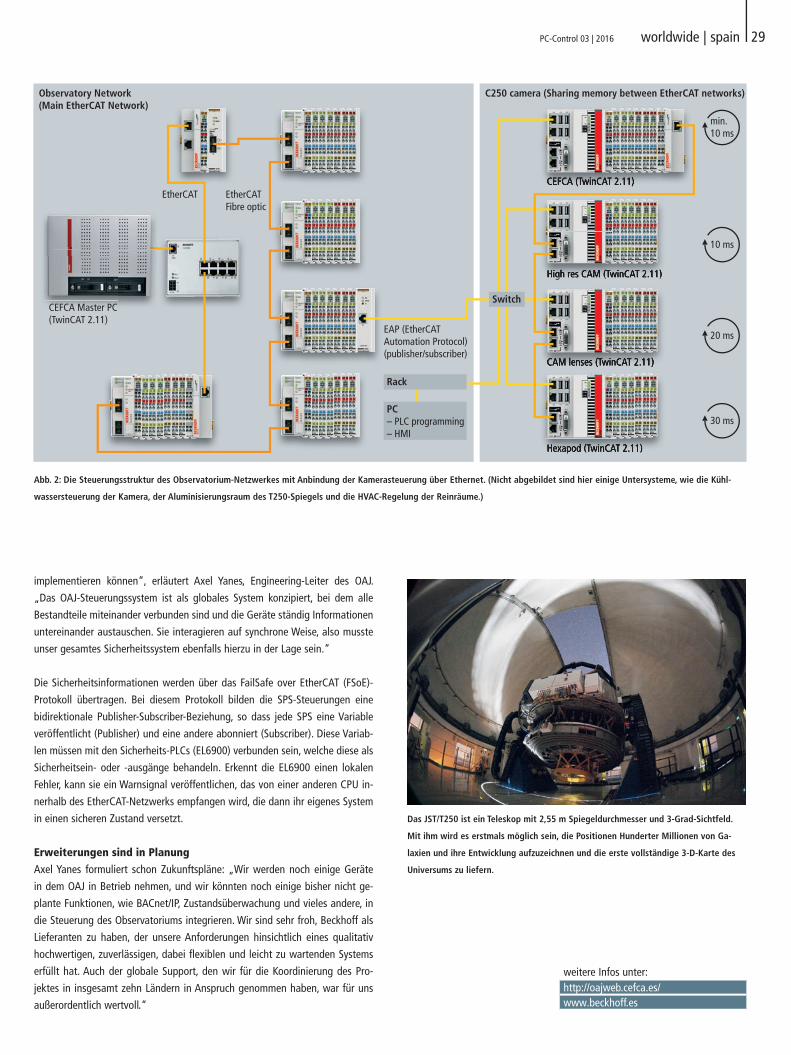
Abb. 1: Die PC-Plattform übernimmt die komplette Steuerung, Überwachung und
Verwaltung aller im Observatorium installierten Systeme und Untersysteme. Sämtliche
Steuerungsknoten, das Betriebsgebäude (Main PLC), das T080-Teleskop (B080), der
Überwachungsraum (BMON), das T250-Teleskop (B250) und das Hauptbetriebsgebäu-
de (Main Server Rack) sind über EtherCAT in Ringtopologie sowie über ein Ethernet-
Sterntopologienetzwerk verbunden.
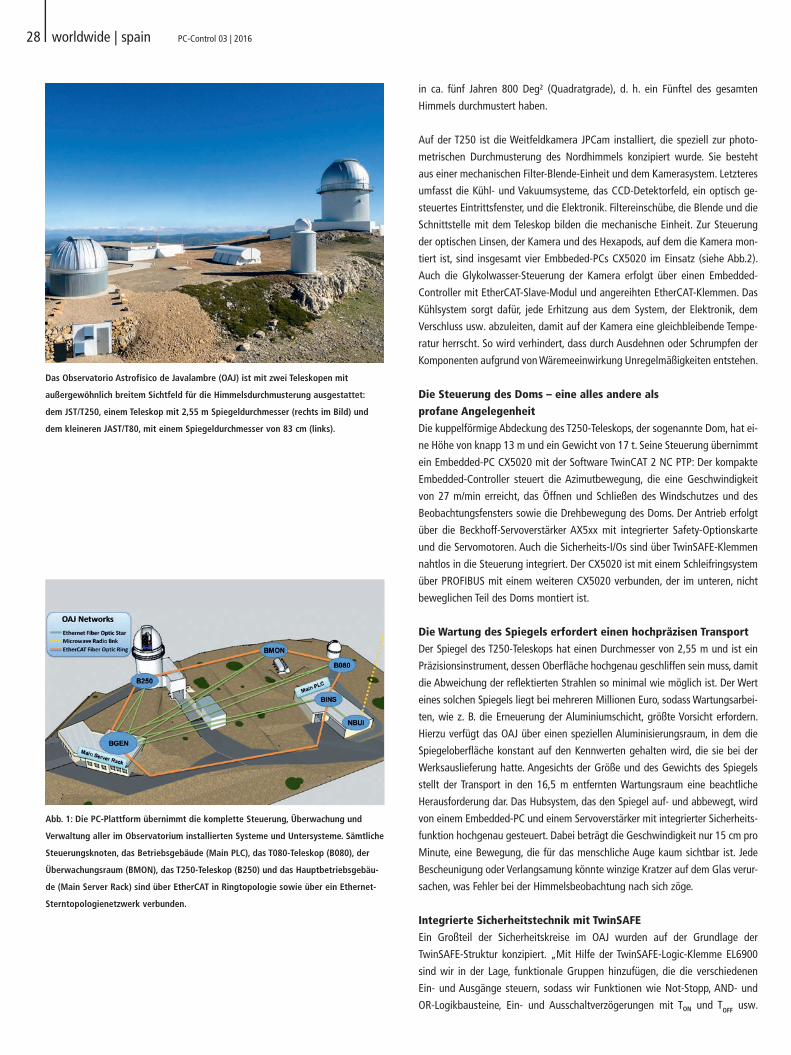
Das Observatorio Astrofísico de Javalambre (OAJ) ist mit zwei Teleskopen mit
außergewöhnlich breitem Sichtfeld für die Himmelsdurchmusterung ausgestattet:
dem JST/T250, einem Teleskop mit 2,55 m Spiegeldurchmesser (rechts im Bild) und
dem kleineren JAST/T80, mit einem Spiegeldurchmesser von 83 cm (links).
29|
PC-Control 03 | 2016 worldwide | spain
weitere Infos unter:http://oajweb.cefca.es/www.beckhoff.es
implementieren können“, erläutert Axel Yanes, Engineering-Leiter des OAJ.
„Das OAJ-Steuerungssystem ist als globales System konzipiert, bei dem alle
Bestandteile miteinander verbunden sind und die Geräte ständig Informationen
untereinander austauschen. Sie interagieren auf synchrone Weise, also musste
unser gesamtes Sicherheitssystem ebenfalls hierzu in der Lage sein.“
Die Sicherheitsinformationen werden über das FailSafe over EtherCAT (FSoE)-
Protokoll übertragen. Bei diesem Protokoll bilden die SPS-Steuerungen eine
bidirektionale Publisher-Subscriber-Beziehung, so dass jede SPS eine Variable
veröffentlicht (Publisher) und eine andere abonniert (Subscriber). Diese Variab-
len müssen mit den Sicherheits-PLCs (EL6900) verbunden sein, welche diese als
Sicherheitsein- oder -ausgänge behandeln. Erkennt die EL6900 einen lokalen
Fehler, kann sie ein Warnsignal veröffentlichen, das von einer anderen CPU in-
nerhalb des EtherCAT-Netzwerks empfangen wird, die dann ihr eigenes System
in einen sicheren Zustand versetzt.
Erweiterungen sind in Planung
Axel Yanes formuliert schon Zukunftspläne: „Wir werden noch einige Geräte
in dem OAJ in Betrieb nehmen, und wir könnten noch einige bisher nicht ge-
plante Funktionen, wie BACnet/IP, Zustandsüberwachung und vieles andere, in
die Steuerung des Observatoriums integrieren. Wir sind sehr froh, Beckhoff als
Lieferanten zu haben, der unsere Anforderungen hinsichtlich eines qualitativ
hochwertigen, zuverlässigen, dabei flexiblen und leicht zu wartenden Systems
erfüllt hat. Auch der globale Support, den wir für die Koordinierung des Pro-
jektes in insgesamt zehn Ländern in Anspruch genommen haben, war für uns
außerordentlich wertvoll.“
Das JST/T250 ist ein Teleskop mit 2,55 m Spiegeldurchmesser und 3-Grad-Sichtfeld.
Mit ihm wird es erstmals möglich sein, die Positionen Hunderter Millionen von Ga-
laxien und ihre Entwicklung aufzuzeichnen und die erste vollständige 3-D-Karte des
Universums zu liefern.
Abb. 2: Die Steuerungsstruktur des Observatorium-Netzwerkes mit Anbindung der Kamerasteuerung über Ethernet. (Nicht abgebildet sind hier einige Untersysteme, wie die Kühl-
wassersteuerung der Kamera, der Aluminisierungsraum des T250-Spiegels und die HVAC-Regelung der Reinräume.)
Observatory Network(Main EtherCAT Network)
C250 camera (Sharing memory between EtherCAT networks)
EtherCATCEFCA (TwinCAT 2.11)
High res CAM (TwinCAT 2.11)
CAM lenses (TwinCAT 2.11)
Hexapod (TwinCAT 2.11)
CEFCA Master PC(TwinCAT 2.11)
EAP (EtherCAT Automation Protocol) (publisher/subscriber)
EtherCATFibre optic
Rack
PC– PLC programming– HMI
CEFCA (TwinCAT 2.11)
Hexapod (TwinCAT 2.11)
CAM lenses (TwinCAT 2.11)
High res CAM (TwinCAT 2.11)
Switch
10 ms
20 ms
30 ms
min.10 ms
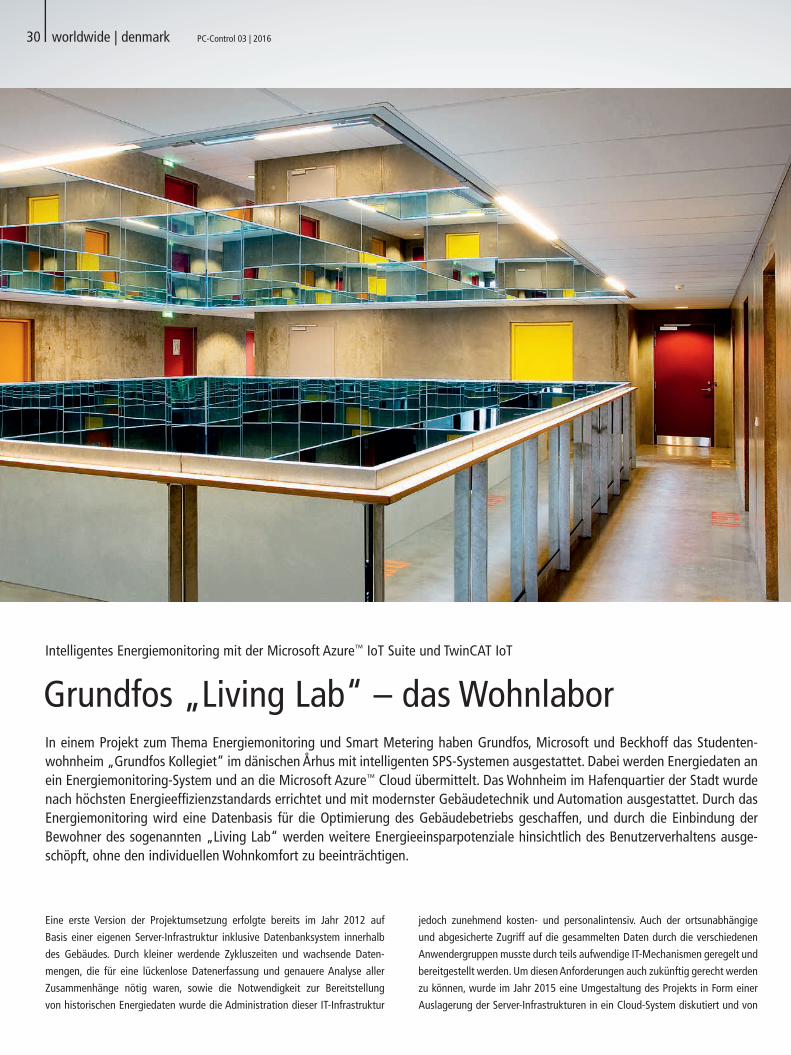
Grundfos „Living Lab“ – das WohnlaborIn einem Projekt zum Thema Energiemonitoring und Smart Metering haben Grundfos, Microsoft und Beckhoff das Studenten-wohnheim „Grundfos Kollegiet“ im dänischen Århus mit intelligenten SPS-Systemen ausgestattet. Dabei werden Energiedaten an ein Energiemonitoring-System und an die Microsoft Azure™ Cloud übermittelt. Das Wohnheim im Hafenquartier der Stadt wurde nach höchsten Energieeffizienzstandards errichtet und mit modernster Gebäudetechnik und Automation ausgestattet. Durch das Energiemonitoring wird eine Datenbasis für die Optimierung des Gebäudebetriebs geschaffen, und durch die Einbindung der Bewohner des sogenannten „Living Lab“ werden weitere Energieeinsparpotenziale hinsichtlich des Benutzerverhaltens ausge-schöpft, ohne den individuellen Wohnkomfort zu beeinträchtigen.
Intelligentes Energiemonitoring mit der Microsoft Azure™ IoT Suite und TwinCAT IoT
Eine erste Version der Projektumsetzung erfolgte bereits im Jahr 2012 auf
Basis einer eigenen Server-Infrastruktur inklusive Datenbanksystem innerhalb
des Gebäudes. Durch kleiner werdende Zykluszeiten und wachsende Daten-
mengen, die für eine lückenlose Datenerfassung und genauere Analyse aller
Zusammenhänge nötig waren, sowie die Notwendigkeit zur Bereitstellung
von historischen Energiedaten wurde die Administration dieser IT-Infrastruktur
jedoch zunehmend kosten- und personalintensiv. Auch der ortsunabhängige
und abgesicherte Zugriff auf die gesammelten Daten durch die verschiedenen
Anwendergruppen musste durch teils aufwendige IT-Mechanismen geregelt und
bereitgestellt werden. Um diesen Anforderungen auch zukünftig gerecht werden
zu können, wurde im Jahr 2015 eine Umgestaltung des Projekts in Form einer
Auslagerung der Server-Infrastrukturen in ein Cloud-System diskutiert und von
worldwide | denmark PC-Control 03 | 201630|
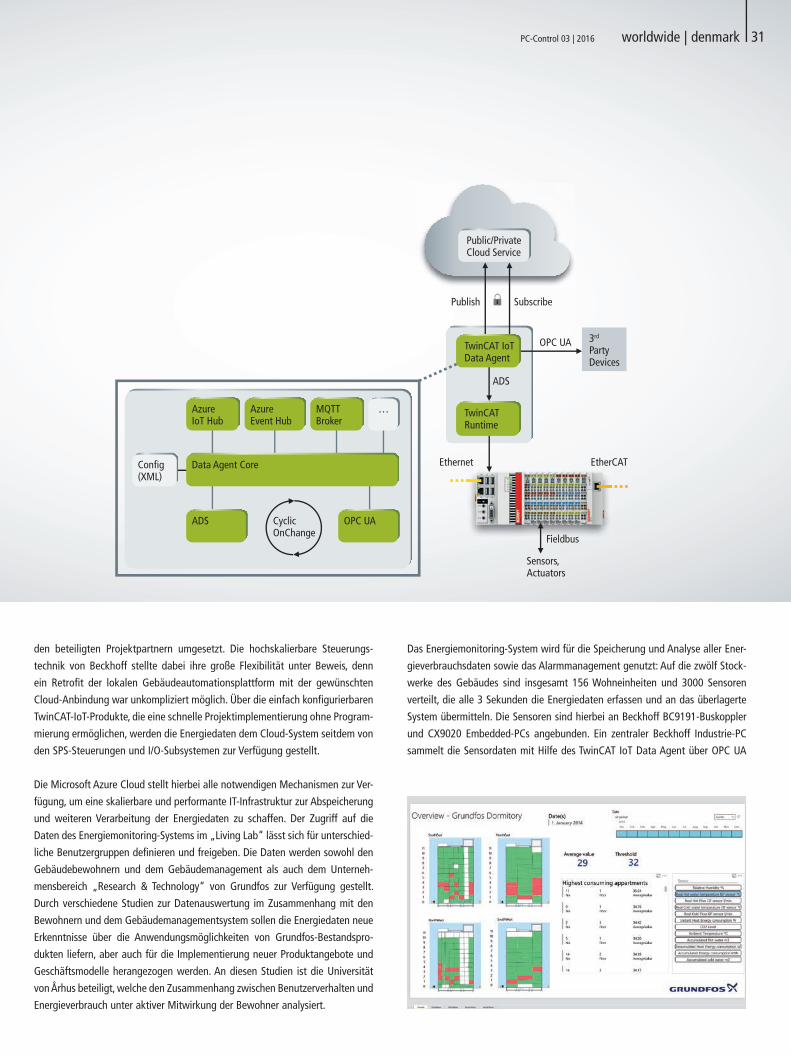
Das Energiemonitoring-System wird für die Speicherung und Analyse aller Ener-
gieverbrauchsdaten sowie das Alarmmanagement genutzt: Auf die zwölf Stock-
werke des Gebäudes sind insgesamt 156 Wohneinheiten und 3000 Sensoren
verteilt, die alle 3 Sekunden die Energiedaten erfassen und an das überlagerte
System übermitteln. Die Sensoren sind hierbei an Beckhoff BC9191-Buskoppler
und CX9020 Embedded-PCs angebunden. Ein zentraler Beckhoff Industrie-PC
sammelt die Sensordaten mit Hilfe des TwinCAT IoT Data Agent über OPC UA
den beteiligten Projektpartnern umgesetzt. Die hochskalierbare Steuerungs-
technik von Beckhoff stellte dabei ihre große Flexibilität unter Beweis, denn
ein Retrofit der lokalen Gebäudeautomationsplattform mit der gewünschten
Cloud-Anbindung war unkompliziert möglich. Über die einfach konfigurierbaren
TwinCAT-IoT-Produkte, die eine schnelle Projektimplementierung ohne Program-
mierung ermöglichen, werden die Energiedaten dem Cloud-System seitdem von
den SPS-Steuerungen und I/O-Subsystemen zur Verfügung gestellt.
Die Microsoft Azure Cloud stellt hierbei alle notwendigen Mechanismen zur Ver-
fügung, um eine skalierbare und performante IT-Infrastruktur zur Abspeicherung
und weiteren Verarbeitung der Energiedaten zu schaffen. Der Zugriff auf die
Daten des Energiemonitoring-Systems im „Living Lab“ lässt sich für unterschied-
liche Benutzergruppen definieren und freigeben. Die Daten werden sowohl den
Gebäudebewohnern und dem Gebäudemanagement als auch dem Unterneh-
mensbereich „Research & Technology“ von Grundfos zur Verfügung gestellt.
Durch verschiedene Studien zur Datenauswertung im Zusammenhang mit den
Bewohnern und dem Gebäudemanagementsystem sollen die Energiedaten neue
Erkenntnisse über die Anwendungsmöglichkeiten von Grundfos-Bestandspro-
dukten liefern, aber auch für die Implementierung neuer Produktangebote und
Geschäftsmodelle herangezogen werden. An diesen Studien ist die Universität
von Århus beteiligt, welche den Zusammenhang zwischen Benutzerverhalten und
Energieverbrauch unter aktiver Mitwirkung der Bewohner analysiert.
Sensors, Actuators
Fieldbus
Publish Subscribe
ADS
Public/PrivateCloud Service
TwinCAT IoT Data Agent
OPC UA 3rd Party Devices
Ethernet EtherCAT
TwinCAT Runtime
…
ADS OPC UA
Confi g(XML)
Data Agent Core
CyclicOnChange
AzureIoT Hub
AzureEvent Hub
MQTTBroker
PC-Control 03 | 2016 worldwide | denmark 31|

ein und fungiert als Gateway zur Microsoft Azure Cloud, hierbei im Speziellen
zum Azure IoT Hub. Bei der Kommunikation des Gateway-IPCs mit dem Microsoft
Azure IoT Hub ermöglicht der TwinCAT IoT Data Agent eine effektive Entkop-
pelung von den unterlagerten SPS-Systemen und der Cloud-Umgebung. Durch
die Publisher/Subscriber-Kommunikationsmechanismen und die Kommunikation
über den Azure IoT Hub als zentralen Nachrichten-Broker müssen alle an der
Kommunikation beteiligten Geräte oder Dienste untereinander keine gegensei-
tige Addressbekanntgabe durchführen, sondern sie kommunizieren entkoppelt
voneinander über den zentralen Broker, welcher die korrekte Adressierung der
Nachrichten übernimmt. Die Datenkommunikation ist hierbei aus Sicht einer vor
dem Gateway-PC platzierten Firewall eine rein ausgehende, verschlüsselte Kom-
munikationsverbindung, sowohl für versendete als auch empfangene Nachrich-
ten, wodurch die Firewall für jegliche eingehende Datenkommunikation abgerie-
gelt werden kann. Durch diesen Mechanismus wird unerwünschter Datenzugriff
von außen effektiv verhindert. Der Schutz persönlicher Daten der Bewohner oder
geistigen Eigentums der Unternehmen sowie der Schutz des Gebäudebetriebs
vor versehentlicher oder vorsätzlicher Manipulation sind so gewährleistet.
Die Sensordaten lassen sich im Data Agent über eine grafische Konfigurati-
onssoftware einfach und komfortabel für den Versand an den Azure IoT Hub
konfigurieren. Über verschiedene Konfigurationsparameter lässt sich ebenfalls
definieren, wann die Datenübertragung initiiert werden soll: zyklisch, bei be-
stimmten Wertänderungen oder bestimmten Aktionen. Über interne Buffering-
Mechanismen wird für eine lückenlose Datenerfassung außerdem eine nach-
trägliche Übermittlung von Sensordaten nach einem Netzausfall sichergestellt:
Bei einem Verbindungsausfall speichert der TwinCAT IoT Data Agent einen
Zeitstempel ab; sobald die Verbindung wieder zur Verfügung steht, ruft der Data
Agent die fehlenden Daten aus seinem internen Datenspeicher ab, um sie dann
an den Azure IoT Hub zu senden.
Der Azure IoT Hub ist als zentraler, sicherer, Nachrichten-basierter Connectivity-
Dienst zuständig für die Entgegennahme und Weiterleitung der Energiedaten
an alle weiteren beteiligten Cloud-Dienste von Microsoft Azure. Eine weiterge-
hende Auswertung der Energiemessdaten ist mit Hilfe der Microsoft IoT Suite
möglich, welche die Geräte verwaltet und Rohdaten sammelt, die dann über SQL
Azure Data Warehouse und PowerBI aufbereitet werden. Azure Stream Analytics
and Azure Machine Learning werden zur Erkennung von Anomalien eingesetzt.
Dabei erkennen spezielle Algorithmen dieser Dienste, ob die von den Sensoren
erfassten Werte über einen vorgegebenen Zeitraum außerhalb des normalen
Wertebereichs liegen oder gegebenenfalls auch nicht erfasst werden konnten.
Im Falle solcher Störereignisse werden Alarmmeldungen per E-Mail ausgegeben.
Desweiteren können die verschiedenen Anwendergruppen, z. B. die Studenten
als Bewohner der Wohneinheiten, über eine spezielle Programmierschnittstelle
Das energieeffiziente Gebäude des Grundfos Kollegiet bietet Studenten ein attrak-
tives Wohnumfeld im neuen Hafenquartier von Århus. Hinter den Kulissen ermöglicht
modernste Ge bäudeautomation mit Anbindung an die Microsoft Azure Cloud das
Aufspüren letzter Energiesparpotenziale.
worldwide | denmark PC-Control 03 | 201632|
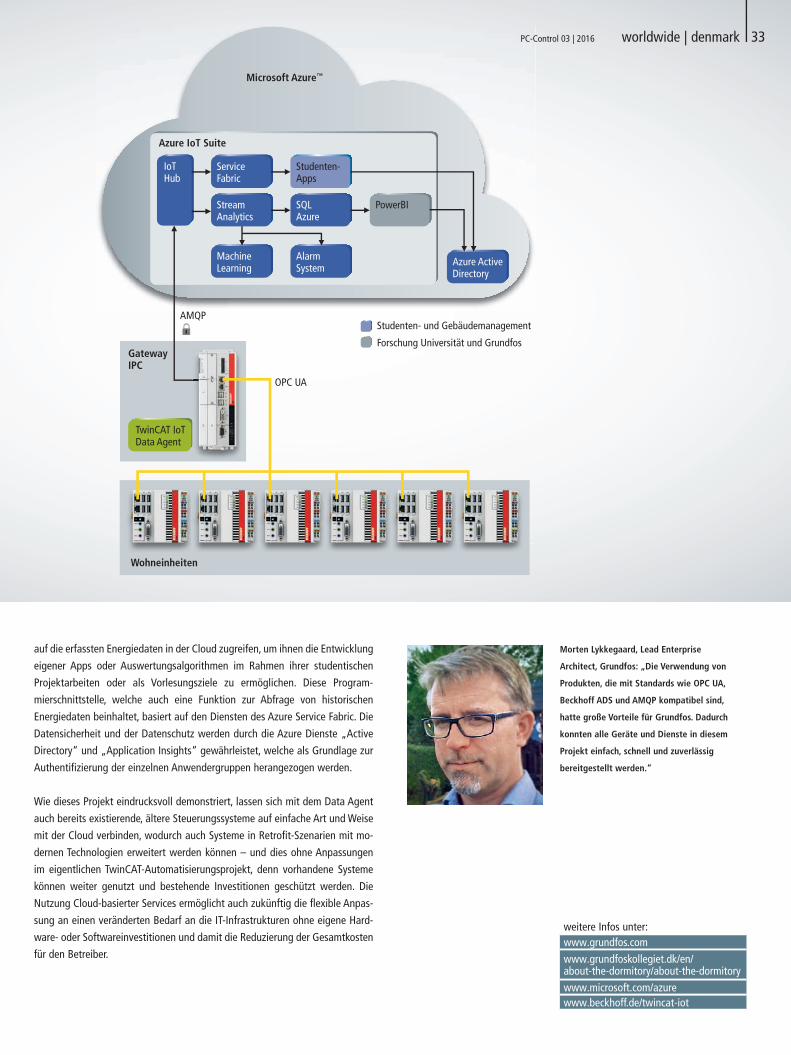
auf die erfassten Energiedaten in der Cloud zugreifen, um ihnen die Entwicklung
eigener Apps oder Auswertungsalgorithmen im Rahmen ihrer studentischen
Projektarbeiten oder als Vorlesungsziele zu ermöglichen. Diese Program-
mierschnittstelle, welche auch eine Funktion zur Abfrage von historischen
Energiedaten beinhaltet, basiert auf den Diensten des Azure Service Fabric. Die
Datensicherheit und der Datenschutz werden durch die Azure Dienste „Active
Directory“ und „Application Insights“ gewährleistet, welche als Grundlage zur
Authentifizierung der einzelnen Anwendergruppen herangezogen werden.
Wie dieses Projekt eindrucksvoll demonstriert, lassen sich mit dem Data Agent
auch bereits existierende, ältere Steuerungssysteme auf einfache Art und Weise
mit der Cloud verbinden, wodurch auch Systeme in Retrofit-Szenarien mit mo-
dernen Technologien erweitert werden können – und dies ohne Anpassungen
im eigentlichen TwinCAT-Automatisierungsprojekt, denn vorhandene Systeme
können weiter genutzt und bestehende Investitionen geschützt werden. Die
Nutzung Cloud-basierter Services ermöglicht auch zukünftig die flexible Anpas-
sung an einen veränderten Bedarf an die IT-Infrastrukturen ohne eigene Hard-
ware- oder Softwareinvestitionen und damit die Reduzierung der Gesamtkosten
für den Betreiber.
weitere Infos unter:www.grundfos.comwww.grundfoskollegiet.dk/en/about-the-dormitory/about-the-dormitorywww.microsoft.com/azurewww.beckhoff.de/twincat-iot
IoT Hub
Azure IoT Suite
ServiceFabric
Studenten-Apps
StreamAnalytics
MachineLearning
AlarmSystem
SQLAzure
PowerBI
OPC UA
AMQP
GatewayIPC
TwinCAT IoT Data Agent
Azure ActiveDirectory
Microsoft Azure™
Studenten- und Gebäudemanagement
Forschung Universität und Grundfos
Wohneinheiten
PC-Control 03 | 2016 worldwide | denmark 33|
Morten Lykkegaard, Lead Enterprise
Architect, Grundfos: „Die Verwendung von
Produkten, die mit Standards wie OPC UA,
Beckhoff ADS und AMQP kompatibel sind,
hatte große Vorteile für Grundfos. Dadurch
konnten alle Geräte und Dienste in diesem
Projekt einfach, schnell und zuverlässig
bereitgestellt werden.“

34|
worldwide | great britain PC-Control 03 | 2016
Hybrides Fertigungsverfahren sorgt für maximale Produktivität in der MetallbearbeitungHybrid Manufacturing Technologies hat eine CNC-basierte hybride Werkzeuglösung, das Ambit™-Multitasksystem, entwickelt, das sich in nahezu jede metallbearbeitende CNC-Maschine integrieren lässt. Ambit™ erlaubt den wechselweisen Einsatz spanender und Metall auftragender Köpfe in die Werkzeugspindel. Durch den Einsatz der PC-basierten Steuerungsplattform mit EtherCAT als schnellem Feldbussystem, ist für optimale Maschinenkommunikation gesorgt.
Hybridlösung verheiratet konventionelle CNC-Bearbeitung mit industriellem 3-D-Drucken
Die Werkzeuglösung von Hybrid Manufacturing Technologies kombiniert kon-
ventionelle CNC-Technologie und additive Produktionsverfahren, indem sowohl
spanabhebende als auch metallauftragende Werkzeuge auf ein und derselben
Spindel bereitgestellt werden können. Der Werkzeugwechsel erfolgt vollauto-
matisch. Werkzeugmaschinenhersteller, die sich für die Hybrid-Lösung Ambit™
entscheiden, erweitern die Möglichkeiten ihrer Standard-CNC-Maschine um
additive Fertigung – und zwar ohne zusätzliche und langwierige Umspannvor-
gänge und Programmierschritte. Auch die Nachbearbeitung von Bauteilen, wie
Polieren, Fräsen und Oberflächensandstrahlen kann mit derselben Maschinen-
ausrüstung erfolgen und muss nicht an eine andere Fertigungszelle übergeben
werden. Auch ist die Verwendung verschiedener Materialzusammensetzungen
bei demselben Produkt möglich, während die fertigungsbegleitende Prüfung
Gütegrade gewährleistet, die ansonsten nicht durchgeführt bzw. nicht bestimmt
werden könnten.
Vollautomatischer Werkzeugwechsel für CNC-Bearbeitung
und 3-D-Drucken
„Das von uns entwickelte Hybrid-Kit Ambit™ ist kompatibel mit den meisten
CNC-Maschinenkonfigurationen und Roboterplattformen“, erläutert Dr. Jason
Jones, Geschäftsführer und Unternehmensgründer von Hybrid Manufacturing
Technologies. „Durch die Ausstattung einer vorhandenen mehrachsigen CNC-
Maschine mit automatisch auswechselbaren Auftragsköpfen wird 3-D-Drucken
Die von Hybrid Manufacturing
Technologies entwickelte hybride
Werkzeuglösung erlaubt den
wechselweisen Einsatz spanender
und Metall auftragender Köpfe in
die Werkzeugspindel.

Das Hybrid-System unterstützt eine große Bandbreite an Bearbeitungsköpfen mit
verschiedenen Geometrien, Laserprofilen, Pulverbereitstellungskonfigurationen
und unfokussierten Strahlen.
35|
PC-Control 03 | 2016 worldwide | great britain
in Metall möglich, ohne dass eine separate Maschine gekauft werden muss. Dies
senkt nicht nur die Kosten, sondern erschließt Bedienern von CNC-Maschinen
neue umfangreiche Möglichkeiten.“
Das Hybrid-System unterstützt eine ganze Bandbreite an Bearbeitungsköpfen
mit verschiedenen Geometrien, Laserprofilen, Pulverbereitstellungskonfiguratio-
nen und unfokussierten Strahlen, um Bearbeitungsschritte wie den 3-D-Auftrag,
das Aufschweißen, Markieren, Spanen, Bohren, Vorheizen, Glühen/Entspannen,
Oberflächenumschmelzen und -reinigen und vieles mehr zu ermöglichen. Die
standardmäßige Ausrüstung kann bis zu 15 Bearbeitungsköpfe aufnehmen.
Allerdings können – je nach Platz im Werkzeugwechsler und Leistung der Steu-
erung – unbegrenzt viele Köpfe hinzugenommen werden.
Beckhoff-Steuerungstechnik als neuer Standard
Die Steuerungsplattform der Ambit™ besteht aus einem Panel-PC CP2218 mit der
Automatisierungssoftware TwinCAT 3 sowie dem EtherCAT-Koppler EK1100 mit
angereihten EtherCAT-I/O-Klemmen. „Hybrid Manufacturing Technologies war
insbesondere von der HMI-Lösung von Beckhoff und der Möglichkeit, EtherCAT
im Bearbeitungskopf einzusetzen, beeindruckt“, unterstreicht Dr. Jason Jones.
Peter Coates, Mitgründer von Hybrid Manufacturing Technologies, führt hierzu
weiter aus: „Wir können unseren Kunden genau auf ihre Anwendungsanforde-
rungen zugeschnittene Bearbeitungsköpfe liefern und diese sind auf nahezu
allen Werkzeugmaschinen einsetzbar. Durch die Nutzung von EtherCAT als
Kommunikationssystem gestaltet sich die Verbindung zu anderen Produktions-
zellen einfach. TwinCAT 3 vereinfacht auch die Anbindung an andere Unter-
nehmenssysteme bis hin zur Einbindung der kundenseitigen Ethernet-basierten
Steuerungs- und ERP-Lösungen. Wir werden in Zukunft, wenn wir den welt-
weiten Markt beliefern, Beckhoff-Steuerungstechnik als Standard in unseren
Hybridlösungen einsetzen.“
Effizientes Engineering mit TwinCAT 3
Den Umstieg auf die PC-basierte Steuerungslösung kommentiert Peter Coates,
wie folgt: „Es war schon ein deutlicher Bruch zu unserer vorherigen Lösung, aber
nach minimalem Schulungsaufwand waren wir in der Lage, alle Engineering-
Prozesse mit TwinCAT 3 auszuführen. Der Vorteil der Programmierung mit
Strukturiertem Text ist, dass wir die Plattform nicht wechseln müssen, sondern
einfach einen neuen SPS-Code hinzuzufügen können. Das heißt alle Steuerun-
gen führen den gleichen Code aus, was unglaublich hilfreich ist.“
Die nächsten Schritte im Entwicklungsprozess
Im März 2015 wurde Hybrid Manufacturing Technologies auf dem MFG Meeting
in Orlando, Florida, USA, mit dem Internationalen Preis für additive Fertigung
(IAMA) ausgezeichnet, der erstmals vergeben wurde. Doch das innovative
Unternehmen schaut bereits weiter in die Zukunft und befasst sich mit den
nächsten Entwicklungsschritten: Dazu gehören die Migration der Werkzeugma-
schine in die Büroräume, um die Forschung und Entwicklung zu unterstützen,
sowie die Entwicklung einer Benutzerschnittstelle, welche die Grundlage eines
zukünftigen Industriestandards bilden soll.
weitere Infos unter:www.hybridmanutech.comwww.beckhoff.co.uk
Die Steuerung der Anlage erfolgt am Beckhoff Multitouch-Panel-PC CP2218.
Hybrid Manufacturing TechnologiesDas 2012 von Dr. Jason Jones und Peter Coates gegründete Unternehmen
Hybrid Manufacturing Technologies trat bereits im Jahre 2007 in Erschei-
nung, als das Forschungslabor für Additive Fertigung und 3D-Printing der
De Montfort University sich der aktiven Verwendung von Hochgeschwindig-
keitsfräsmaschinen zuwandte. Die gegenseitige Befruchtung der additiven
und subtraktiven Technologien führte zu einem vierjährigen Forschungspro-
jekt im Vereinigten Königreich unter der Bezeichnung RECLAIM (REmanu-
facture of high-value products using a Combined LAser cladding, Inspection
and Machining system – Wiederaufbereitung von hochwertigen Produkten
mit Hilfe eines kombinierten Systems für Laserauftragsschweißen, Inspekti-
on und Bearbeitung), das von dem Technology Strategy Board und mehreren
Industriepartnern unterstützt wurde.

36|
worldwide | france PC-Control 03 | 2016
Das intelligente PflegeheimDer französische Verein „Turbulences“ hat in Saint-Dié-des-Vosges eine Wohnanlage für autistische und behinderte Er-wachsene nach modernsten Standards errichtet. Das „Maison Mosaïque“ ist beispielgebend hinsichtlich seines integra-tiven Betreuungskonzeptes und der intelligenten Gebäudeautomation: Auf Basis von Beckhoff-Steuerungskomponenten hat der französische Systemintegrator A2I eine Lösung realisiert, bei der alle Gewerke miteinander verbunden, konfigu-rierbar und aus der Ferne steuerbar sind.
Gebäudeautomation optimiert den Energieverbrauch und sorgt für Komfort und Sicherheit
In jedem Raum lässt sich die Temperatur entsprechend den individuellen Bedürfnissen der Bewohner einstellen.

37|
PC-Control 03 | 2016 worldwide | france
weitere Infos unter:www.a2i.euwww.beckhoff.fr
www.association-turbulences.com/maison-mosaique
Um die Bewohner zu schützen, ist im „Mosaikhaus“ ein Überwachungssystem
installiert, auf das Pflegepersonal und Erzieher Zugriff haben. Nun werden sie
bei dieser Aufgabe zusätzlich vom Gebäude unterstützt. Schon in der Planungs-
phase der Wohnanlage stand fest, dass man eine Gebäudeautomation nach
modernsten Standards installieren wollte. Nur so ließ sich das Konzept einer
nach außen offenen Betreuungseinrichtung realisieren und gleichzeitig die
Sicherheit der Bewohner gewährleisten. Über Präsenz- und Bewegungsmelder
erhalten die Betreuer Auskunft, wo sich die Bewohner befinden, und können
gegebenenfalls eingreifen.
Eine weitere Anforderung an die Gebäudeautomation bestand in der Mög-
lichkeit zur flexiblen Raumnutzung und -umgestaltung. Angesichts des breiten
Spektrums an Krankheitsbildern, die in dem Pflegeheim behandelt werden,
sollten sich die Räume an die unterschiedlichen Bedürfnisse der jeweiligen
Bewohner anpassen lassen. Dieser Herausforderung stellte sich A2I, ein auf
Gebäudeautomation und technisches Gebäudemanagement spezialisiertes
französisches Unternehmen.
Funktechnologie erlaubt flexible Raumnutzung
„Für das Mosaikhaus stellten wir uns ein Automatisierungssystem vor, in das
jedes Gerät eingebunden und konfiguriert werden kann“, erläutert Olivier
Franoux, Leiter Automationsprojekte bei A2I. Alle Lampen, Türen, Rollläden
und Fenster des Gebäudes sind mit drahtlosen Sensoren ausgestattet, sodass
weitgehend auf Verkabelung verzichtet werden konnte. Die Signalübertragung
für die Sensoren und Schalter erfolgt über die EnOcean-Funktechnologie. „Das
ist ein großer Vorteil, wenn bei einer Umnutzung eines Raumes ein Schalter an
eine andere Wand verlegt werden muss; außerdem dient es der Sicherheit der
Bewohner, da die Geräte nicht unter Spannung stehen“, so Olivier Franoux.
Schnittstellenvielfalt sorgt für optimale Kommunikation
A2I realisierte die Gebäudeautomation auf Basis von Beckhoff-Steuerungskom-
ponenten. Die Controller kommunizieren über verschiedene Protokolle, z. B.
EnOcean zur Kommunikation mit den drahtlosen Geräten für Schalter, Fernbe-
dienungen, Türsensoren usw. oder EIB/KNX zur Anbindung der Heizungsanlage.
Der Vorteil der Beckhoff-Controller besteht darin, dass sie alle in der Industrie
und in Gebäuden gängigen Kommunikationsprotokolle beherrschen. „Insge-
samt wurden 29 Embedded-Controller der Serie CX9000 verbaut; jeder davon
ist für zwei Räume bzw. einen Bürobereich im Verwaltungstrakt des Gebäudes
zuständig. Als überlagerte Steuerung dient ein leistungsstarker CX5020, auf dem
auch die Überwachungssoftware läuft.
Individueller Komfort auf Knopfdruck
Es dauerte nicht einmal sechs Monate, um das komplexe Automatisierungs-
system zu entwickeln, das eine Vielzahl modifizierbarer Parameter für jedes
Objekt umfasst. So kann der Betreiber des Mosaikhauses für jeden Raum unter-
schiedlichste Szenarien vorgeben: Einige Bewohner dürfen ihre Rollläden selbst
öffnen, andere nicht. Einige Patienten müssen sanft geweckt werden mit Licht,
das innerhalb einer Stunde langsam angeht. Ein Schalter kann wahlweise nur
eine Lampe schalten oder alle. Die Pflegekräfte können einen Alarm program-
mieren, wenn sich z. B. ein Patient zu lange im Badezimmer aufhält (dies könnte
bedeuten, dass er Hilfe benötigt). Auch wenn die Überwachungssoftware kom-
plex ist, erfolgt die Bedienung intuitiv: „Wir wurden von einem Web-Designer
unterstützt, damit die Anwendung optisch ansprechend ist, und wir haben an
der Ergonomie gearbeitet, damit keine Aktion mehr als drei Klicks erfordert“,
unterstreicht Olivier Franoux.
Die Überwachung über verschiedene Displays wie Touchscreens oder Tablets
erfolgt über den Web-Server der Beckhoff-Controller via Internet-Browser.
Die Gebäudeautomation hat nicht nur den Wohnkomfort und die Sicherheit
der Bewohner erhöht, sondern sie spart dem Betreiber auch Geld: Durch die
intelligente Verknüpfung von Beleuchtung, und Jalousien/Verschattung mit dem
Sonnenlicht konnte der Stromverbrauch deutlich gesenkt werden. Und dank der
Historisierung aller Daten, wie z. B. der individuellen Raumtemperatur, wurde
auch der Betrieb der Heizkörper optimiert.
Der französische Verein „Turbulences“ hat mit dem „Maison
Mosaïque“ in Saint-Dié-des Vosges eine Wohnanlage für autistische
und mehrfach behinderte Erwachsene nach modernsten Standards
errichtet.
weitere Infos unter:www.ethercat.org
38|
ETG PC-Control 03 | 2016
EtherCAT Conformance Test Tool Version 2.0 freigegeben
Jedem Hersteller von EtherCAT-Slave-Geräten dürfte das EtherCAT Conformance
Test Tool, kurz CTT genannt, ein Begriff sein: Es stellt die offizielle Referenz
für die spezifikationskonforme Implementierung der EtherCAT-Technologie in
EtherCAT-Slaves dar und garantiert den vielen hundert EtherCAT-Geräteherstel-
lern die zuverlässige Interoperabilität im Feld. Die erste Version des CTT wurde
bereits 2008 freigegeben, und bislang haben sich alle Updates als stabil in der
Praxis erwiesen. Die Version 2.0 führt sämtliche Funktionen und Tests der ersten
Version weiter.
Mit dem Update auf Version 2.0 sind nun zentrale Erweiterungen verfügbar:
Neben der Hauptaufgabe des Tools, Gerätetests durchzuführen und mögliche
Fehler aufzudecken, wurden die Funktionen zur Unterstützung und Vereinfa-
chung der EtherCAT-Entwicklung stark ausgebaut. Dazu gehören der ESI-Editor,
mit dem die Gerätebeschreibungsdatei editiert werden kann, SII-Control, wel-
che den EEPROM-Inhalt erzeugt, sowie zusätzliche Funktionen, wie etwa die
Möglichkeit, das Objektverzeichnis aus dem Gerät hochzuladen und für das ESI
abzuspeichern.
Parallel zu den Erweiterungen der neuen Version wurde auch die Testabdeckung
systematisch erhöht, was eine deutlich höhere Anzahl der Testfälle mit sich
bringt. Außerdem unterstützt das CTT 2.0 den Betrieb von Geräten im hochge-
nauen Synchronisationsmodus (Distributed Clocks), sodass diese nun ebenfalls
vollautomatisiert getestet werden können. Des Weiteren können ab sofort für
einen EtherCAT-Slave beliebig viele unterschiedliche Konfigurationen in einem
Projekt – auch automatisch – erstellt werden. Dies ermöglicht dem Entwickler
den komfortablen und schnellen Gerätetest in allen verfügbaren Konfiguratio-
nen. Die Testergebnisse selbst können zur Dokumentation in Microsoft Excel
oder in das .csv-Dateiformat exportiert werden.
Die Testlogik und damit die Tests selbst werden von einer speziellen Arbeits-
gruppe innerhalb der EtherCAT Technology Group (ETG), der Technical Working
Group Conformance, definiert und freigegeben. Die reine Testsoftware des
CTT, welche die in den Tests definierte Logik ausführt und das Verhalten der
EtherCAT-Geräte anhand dieser Logik evaluiert, wird hingegen von Beckhoff
entwickelt und gepflegt. Somit ist eine kontinuierliche Weiterentwicklung des
Tools sichergestellt. Dies schließt neue Funktionen im eingebauten Konfigurator
sowie die Unterstützung aller aktuellen Windows-Betriebssysteme, einschließ-
lich der neuen 64-Bit-Architektur, ein.
Die Version 2.0 des Conformance Test Tools steht allen Mitgliedern der ETG ab
sofort zur Verfügung.
Die Technical Working Group Conformance der EtherCAT Technology Group hat die
Version 2.0 des EtherCAT Conformance Test Tools (CTT) freigegeben.
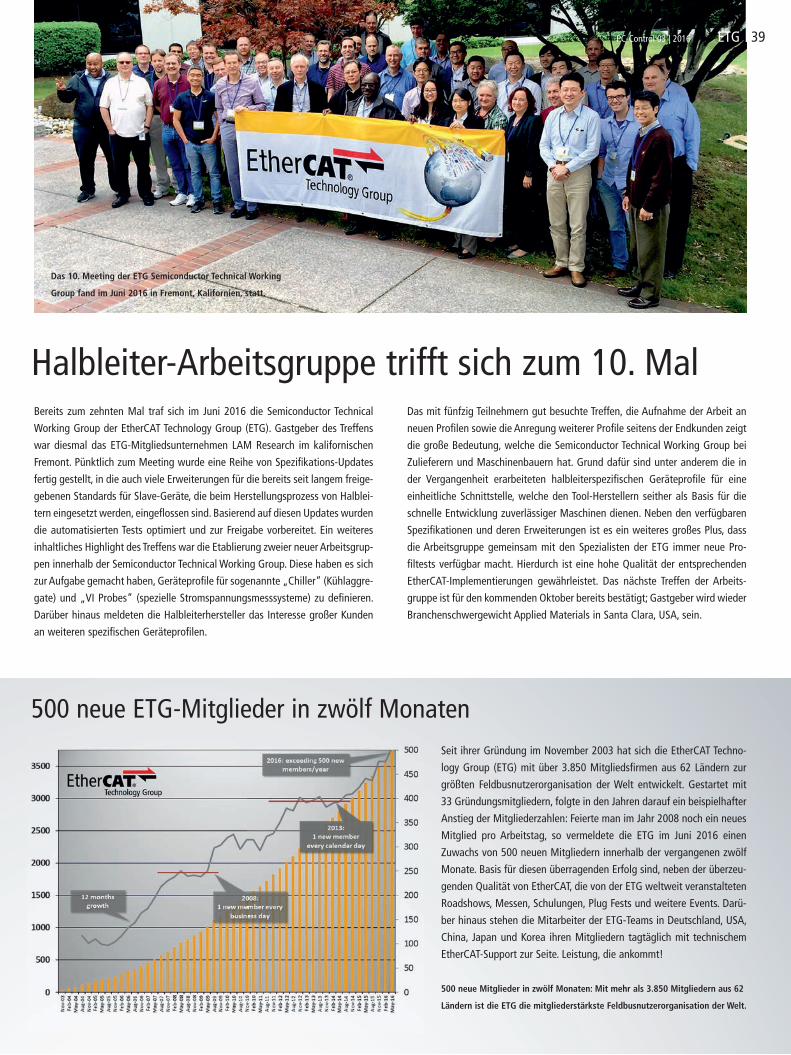
Halbleiter-Arbeitsgruppe trifft sich zum 10. MalBereits zum zehnten Mal traf sich im Juni 2016 die Semiconductor Technical
Working Group der EtherCAT Technology Group (ETG). Gastgeber des Treffens
war diesmal das ETG-Mitgliedsunternehmen LAM Research im kalifornischen
Fremont. Pünktlich zum Meeting wurde eine Reihe von Spezifikations-Updates
fertig gestellt, in die auch viele Erweiterungen für die bereits seit langem freige-
gebenen Standards für Slave-Geräte, die beim Herstellungsprozess von Halblei-
tern eingesetzt werden, eingeflossen sind. Basierend auf diesen Updates wurden
die automatisierten Tests optimiert und zur Freigabe vorbereitet. Ein weiteres
inhaltliches Highlight des Treffens war die Etablierung zweier neuer Arbeitsgrup-
pen innerhalb der Semiconductor Technical Working Group. Diese haben es sich
zur Aufgabe gemacht haben, Geräteprofile für sogenannte „Chiller“ (Kühlaggre-
gate) und „VI Probes“ (spezielle Stromspannungsmesssysteme) zu definieren.
Darüber hinaus meldeten die Halbleiterhersteller das Interesse großer Kunden
an weiteren spezifischen Geräteprofilen.
Das mit fünfzig Teilnehmern gut besuchte Treffen, die Aufnahme der Arbeit an
neuen Profilen sowie die Anregung weiterer Profile seitens der Endkunden zeigt
die große Bedeutung, welche die Semiconductor Technical Working Group bei
Zulieferern und Maschinenbauern hat. Grund dafür sind unter anderem die in
der Vergangenheit erarbeiteten halbleiterspezifischen Geräteprofile für eine
einheitliche Schnittstelle, welche den Tool-Herstellern seither als Basis für die
schnelle Entwicklung zuverlässiger Maschinen dienen. Neben den verfügbaren
Spezifikationen und deren Erweiterungen ist es ein weiteres großes Plus, dass
die Arbeitsgruppe gemeinsam mit den Spezialisten der ETG immer neue Pro-
filtests verfügbar macht. Hierdurch ist eine hohe Qualität der entsprechenden
EtherCAT-Implementierungen gewährleistet. Das nächste Treffen der Arbeits-
gruppe ist für den kommenden Oktober bereits bestätigt; Gastgeber wird wieder
Branchenschwergewicht Applied Materials in Santa Clara, USA, sein.
500 neue ETG-Mitglieder in zwölf MonatenSeit ihrer Gründung im November 2003 hat sich die EtherCAT Techno-
logy Group (ETG) mit über 3.850 Mitgliedsfirmen aus 62 Ländern zur
größten Feldbusnutzerorganisation der Welt entwickelt. Gestartet mit
33 Gründungsmitgliedern, folgte in den Jahren darauf ein beispielhafter
Anstieg der Mitgliederzahlen: Feierte man im Jahr 2008 noch ein neues
Mitglied pro Arbeitstag, so vermeldete die ETG im Juni 2016 einen
Zuwachs von 500 neuen Mitgliedern innerhalb der vergangenen zwölf
Monate. Basis für diesen überragenden Erfolg sind, neben der überzeu-
genden Qualität von EtherCAT, die von der ETG weltweit veranstalteten
Roadshows, Messen, Schulungen, Plug Fests und weitere Events. Darü-
ber hinaus stehen die Mitarbeiter der ETG-Teams in Deutschland, USA,
China, Japan und Korea ihren Mitgliedern tagtäglich mit technischem
EtherCAT-Support zur Seite. Leistung, die ankommt!
39|
PC-Control 03 | 2016 ETG
500 neue Mitglieder in zwölf Monaten: Mit mehr als 3.850 Mitgliedern aus 62
Ländern ist die ETG die mitgliederstärkste Feldbusnutzerorganisation der Welt.
Das 10. Meeting der ETG Semiconductor Technical Working
Group fand im Juni 2016 in Fremont, Kalifornien, statt.

40|
news PC-Control 03 | 2016
Stuttgart | 13. – 17. September 2016
Halle E2 | Stand 200
Hamburg | 6. – 9. September 2016
Halle B6 | Stand 218
Industrie-4.0- und Big-Data-Lösungen prägen die Zukunft der Werkzeugmaschinen in der Metallbear-
beitung. Als Spezialist für PC-basierte CNC-Lösungen zeigen wir Ihnen auf unserem Messestand, wie
Sie Ihre Maschinen zukunftssicher konzipieren können. Die schnelle, offene und hochskalierbare CNC-
Lösung von Beckhoff ist „ready“ für Industrie 4.0 und integriert schon heute Lösungen für Predictive
Maintenance und Prozessoptimierungen in der Cloud.
Auf der SMM 2016 in Hamburg präsentiert Beckhoff seinen universellen Automatisierungsbaukasten für
den Schiffbau. PC-based Control ist aufgrund seiner Offenheit, Modularität und Skalierbarkeit für Steu-
erungsaufgaben in den unterschiedlichsten Bereichen einsetzbar: Neben der Beleuchtung, der Regelung
von Heizung, Lüftung und Klima und der Einzelraumsteuerung – beispielsweise auf Passagierschiffen
– lassen sich auch Messtechnik, Condition Monitoring und Pumpenregelung flexibel und kosteneffizient
mit Beckhoff-Steuerungskomponenten automatisieren.
IoT und Industrie 4.0 für die Metallbearbeitung
Offen, flexibel, modular: Der Beckhoff- Automatisierungsbaukasten für den Schiffbau
weitere Infos unter:www.beckhoff.de/amb
weitere Infos unter:www.beckhoff.de/smm
Nürnberg | 27. – 29. September 2016
Halle 3A | Stand 331
Die Verpackungsindustrie steht kontinuierlich vor neuen Herausforderungen: individuelle Verpackungs-
und Losgrößen durch geändertes Nutzungsverhalten und schnelle Produktionswechsel. Mit PC-based
Control bieten wir Ihnen eine durchgängige Steuerungs- und Motion-Plattform für hochflexible und
effiziente Verpackungsmaschinen. Diskutieren Sie mit uns Ihre Innovationen auf der FachPack.
Wie PC-based Control Ihre Verpackungsmaschine optimiert
weitere Infos unter:www.beckhoff.de/fachpack
41|
PC-Control 03 | 2016 news
Düsseldorf | 19. – 26. Oktober 2016
Halle 11 | Stand G21
Stuttgart | 10. – 13. Oktober 2016
Halle 8 | Stand 108
Hamburg | 27. – 30. September 2016
Halle B6 | Stand 319
Auf der Fachmesse für die Kunststoffindustrie präsentiert Beckhoff praxiserprobte Automatisierungs-
lösungen, mit denen Sie Ihren Vorsprung gleich mehrfach sichern können: Neue Produkte für IoT- und
Analytics-Anwendungen erlauben Ihnen die Umsetzung zukunftssicherer Industrie-4.0-Maschinen-
Konzepte. Die Turnkey-Software für Hohlkörperblasformen unterstützt Sie mit vorbereiteten Pro-
grammmodulen, bei der Wanddickenregelung. Für maximale Performance und Qualität, bei minimalem
Energieeinsatz sorgt die Beckhoff- XFC-Technologie, die hochpräzises Umschalten von der Einspritz- in
die Nachdruckphase ermöglicht.
Beckhoff zeigt auf der Motek 2016, wie Sie Cloud-basierte Automatisierungskonzepte in der Montage-
und Handhabungstechnik mit TwinCAT Analytics und TwinCAT IoT einfach und standardisiert umsetzen
können: Anwendungen wie Big Data, Datamining und Condition Monitoring bilden die Basis für neue
Automatisierungslösungen, mit denen Sie die Wettbewerbsfähigkeit Ihrer Maschine oder Produkte deut-
lich erhöhen können. Weitere Highlights unserer Messepräsentation sind EtherCAT P, die Einkabellösung
für die Feldebene, sowie eine Liveanwendung des linearen Transportsystems XTS mit Cloud-Anbindung.
Auf der WindEnergy Hamburg präsentiert Beckhoff das TwinCAT 3 Wind Framework, mit dem das Kon-
zept von Industrie 4.0 auch bei der Automatisierung von Windenergieanlagen Einzug hält. Das Software-
paket umfasst Funktionen und Tools für ein objektorientiertes und modulares Engineering, die sichere
horizontale und vertikale Kommunikation und die optimierte Datenaufbereitung. Alle grundlegenden
Funktionalitäten einer Automatisierungssoftware für Windenergieanlagen sind im Wind Framework
enthalten und bieten Unterstützung bei der effizienten Entwicklung, Inbetriebnahme und beim Betrieb.
Im Fokus der Beckhoff-Messepräsentation auf der EuroBlech stehen die Zukunftsfragen der Blechbear-
beitung: Wie lassen sich laufende Bearbeitungsprozesse Cloud-basiert optimieren? Wie lässt sich der
Verkabelungsaufwand Ihrer Pressenlinie um 50 % reduzieren? Wie können Sie Ihren Kunden höchsten
Know-how-Schutz garantieren? Wie wird Ihre Stanz- und Nibbelmaschine noch schneller? Wie sind
Sie beim Abkanten sofort arbeitsfähig? Die Antworten finden Sie in Form konkreter Lösungen auf dem
Beckhoff-Messestand.
Hannover | 25. – 29. Oktober 2016
Halle 27 | Stand D89
Vierfach-Vorsprung für Kunststoffmaschinen
Einfach, offen, standardisiert: Industrie 4.0 für die Montage- und Handhabungstechnik
Lernen Sie die Vorzüge von Wind 4.0 kennen!
State-of-the-Art Steuerungstechnik für die Blechbearbeitung
weitere Infos unter:www.beckhoff.de/k2016
weitere Infos unter:www.beckhoff.de/motek
weitere Infos unter:www.beckhoff.de/windenergy-hamburg
weitere Infos unter:www.beckhoff.de/euroblech
WindEnergyHamburg The global on- & offshore expo
|
Messetermine 2016
events PC-Control 03 | 201642
K
19. – 26. Oktober 2016
Düsseldorf
Halle 11, Stand G21
www.k-online.de
EuroBlech
25. – 29. Oktober 2016
Hannover
Halle 27, Stand D89
www.euroblech.de
FMB
09. – 11. November 2016
Bad Salzuflen
Halle 20, Stand E14
www.forum-maschinenbau.com
SPS IPC Drives
22. – 24. November 2016
Nürnberg
Halle 7, Stand 406
www.mesago.de/sps
Schweiz
Sindex
06. – 08. September 2016
Bern
Halle 2, Stand D02
www.sindex.ch
Dänemark
Automatik
13. – 15. September 2016
Brøndby
Stand B-1058
www.automatik16.dk
FoodTech
01. – 03. November 2016
Herning
www.foodtech.dk
Finnland
PacTec
20. – 22. September 2016
Helsinki
www.messukeskus.com/Sites3/PFGPtec/en
FinnBuild
12. – 14. Oktober 2016
Helsinki
Halle 6
www.finnbuild.fi
Energia
25. – 27. Oktober 2016
Tampere
Halle Main
www.energiamessut.fi
Europa
Deutschland
SMM
06. – 09. September 2016
Hamburg
Halle B6, Stand 218
www.hamburg-messe.de/smm
AMB
13. – 17. September 2016
Stuttgart
Halle E2, Stand 200
www.messe-stuttgart.de/amb
FachPack
27. – 29. September 2016
Nürnberg
Halle 3A, Stand 331
www.fachpack.de
WindEnergy Hamburg
27. – 30. September 2016
Hamburg
Halle B6, Stand 319
www.windenergyhamburg.com
Motek
10. – 13. Oktober 2016
Stuttgart
Halle 8, Stand 108
www.motek-messe.de
Frankreich
Emballage
14. – 17. November 2016
Paris
Halle 5a, Stand L031
www.all4pack.fr
Smart Industries
06. – 09. Dezember 2016
Paris
www.smart-industries.fr
Großbritannien
PPMA Total Show
27. – 29. September 2016
Birmingham
Halle 5, Stand B100
www.ppmatotalshow.co.uk
LuxLive
23. – 24. November 2016
London
Stand P8
http://luxlive.co.uk
Rumänien
IEAS
20. – 23. September 2016
Bukarest
Unirii Halle, A24
www.ieas.ro
|PC-Control 03 | 2016 events 43
|
Schweden
Scanautomatic
04. – 06. Oktober 2016
Göteborg
Halle B, Stand B08:52
www.scanautomatic.se
Türkei
Robot Investments Communication Forum
and Exhibition
29. September – 01. Oktober 2016
Istanbul
Stand A4
www.robotyatirimlari.com
Afrika
Südafrika
Electra Mining Africa
12. – 16. September 2016
Johannesburg
Halle 7, Stand A18
www.electramining.co.za
Asien
China
China Brew & Beverage
11. – 14. Oktober 2016
Schanghai
www.chinabrew-beverage.com
China Wind Power
19. – 21. Oktober 2016
Peking
www.chinawind.org.cn
Prolight + Sound Schanghai
26. – 29. Oktober 2016
Schanghai
www.prolight-sound-shanghai.
hk.messefrankfurt.com
Industrial Automation Show
01. – 05. November 2016
Schanghai
www.industrial-automation-show.com
Nordamerika
Kanada
ATX Montreal
30. November – 01. Dezember 2016
Montreal
Stand 1615
www.atxmontreal.com
USA
Industrial Automation North America
12. – 17. September 2016
Chicago
Halle East, Stand 4410
www.imts.com/iana
Pack Expo
06. – 09. November 2016
Chicago
Halle North, Stand 6125
www.packexpointernational.com
Fabtech
16. – 18. November 2016
Las Vegas
Stand C29102
www.fabtechexpo.com
Südamerika
Brasilien
ISA Expo Campinas
13. September 2016
Campinas
www.isaexpocampinas.org.br
weitere Infos unter:www.beckhoff.de/messe
www.pc-control.net





























