Embed Size (px)
Citation preview

DGZfP-Berichtsband 94-CD DGZfP-Jahrestagung 2005 Vortrag 32 2.-4. Mai, Rostock
Erfahrungen mit der Nutzung moderner mobiler Gruppenstrahler-Prüfsysteme für die ZfP von Flugzeugstrukturkomponenten in Fertigung
und Wartung
U. Schnars, R. Henrich, W. Bisle, S. Elze, H. Hicken, J. Kethler, W. Pieles, A. Kück, S. Müller
Airbus Deutschland, Bremen
Einleitung: Gruppenstrahler-Prüftechnik Mit der Gruppenstrahler-Prüftechnik („Array“-Prüftechnik) ergeben sich vielfältige Möglichkeiten zur gezielten Verbesserung verschiedener ZfP-Lösungen an Flug-zeugstrukturkomponenten in Fertigung und Wartung. Die damit bei Airbus ge-machten Erfahrungen werden nachfolgend dargestellt. Das grundlegende Prinzip zeigt Abbildung 1 am Beispiel eines Ultraschall-Gruppenstrahlers: Ein Ultraschall-Gruppenstrahler besteht aus einer linearen oder matrixartigen Anordnung („Ar-ray“) von einzelnen (benachbarten) Schwingerelementen. Jedes dieser Elemente kann einzeln angeregt werden. Durch eine definierte untereinander zeitversetzte Anregung werden im resultierenden Schallfeld die gewünschten Merkmale bezüg-lich Einschallrichtung und Fokussierung elektronisch erreicht. Vorteile: bessere Fehlernachweisbarkeit durch variablen Fokuspunkt („Dynamic Depth Focusing“); wirtschaftlicheres Prüfen durch flächenhafte Erfassung („electronic scanning“, kein mäanderförmiges Abrastern); Rückwandecho-Erfassung von schrägen Rückwänden bis 15° durch elektronisch gesteuertes Schallfeld; simultane, schliffähnliche Darstellung möglich (durch elektronisches Abrastern); Erfassung von solchen Fehlern möglich, die in herkömmlicher Technik nicht nachweisbar sind (mittels sektoriellen Abrasterns durch permanentes elektronisches Schwen-ken des Schallfeldes, „sector scan“).
Abbildung 1: Erzeugung einer Wellenfront durch definierte zeitversetzte Anre-gung einzelner Schwingerelemente des Gruppenstrahlers („Array“) Laserschweißnähte Laserstrahlschweißen wird bei Airbus zzt. bei den Flugzeugtypen A1318, A380 und A340-500 eingesetzt (Abbildung 2). Dabei werden sog. Stringer mittels La-serstrahl auf die Außenhaut des Flugzeugrumpfes geschweißt.

DGZfP-Berichtsband 94-CD DGZfP-Jahrestagung 2005 Vortrag 32 2.-4. Mai, Rostock
Abbildung 2: Lasergeschweißte Hautfeld-Stringerverbindungen beim Airbus Ziel ist der Nachweis von ungenügend durchgeschweißten Bereichen und Porosi-tät in der Schweißnaht. Dazu wird der Bereich quer zur Naht mit einem Ultra-schall-Gruppenstrahler mit linear angeordneten Schwingerelementen elektronisch abgerastert. Das senkrecht eingestrahlte Schallfeld wird entlang der Anordnung der Schwingerelemente elektronisch folgendermaßen verschoben: Nacheinander werden Gruppen benachbarter Einzelschwinger gleichzeitig zum Senden angeregt (also z. B. zunächst die Einzelschwinger Nr. 1 bis 16, dann 10 bis 25 und so fort). Zur Prüfung der gesamten Naht wird der Gruppenstrahler mechanisiert ent-lang der Naht verfahren (Abbildung 3).
Abbildung 3: Prüfanordnung an einem lasergeschweißten Blech
DGZfP-Berichtsband 94-CD DGZfP-Jahrestagung 2005 Vortrag 32 2.-4. Mai, Rostock
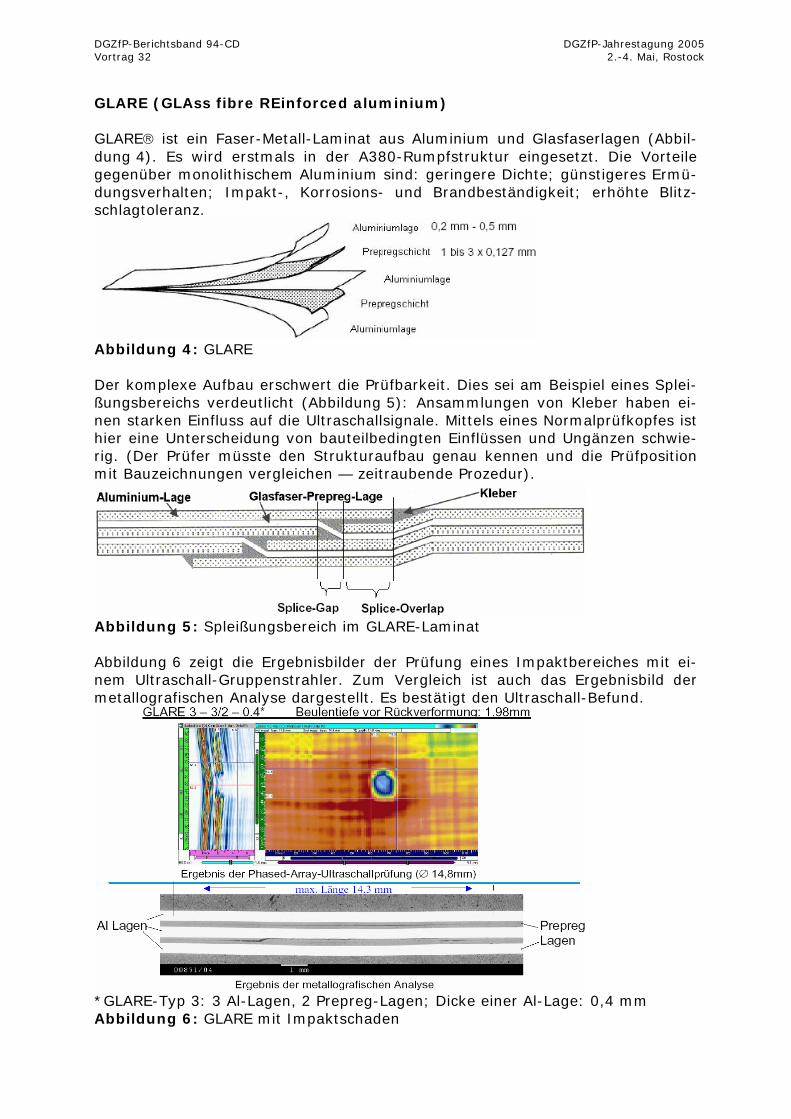
GLARE (GLAss fibre REinforced aluminium) GLARE® ist ein Faser-Metall-Laminat aus Aluminium und Glasfaserlagen (Abbil-dung 4). Es wird erstmals in der A380-Rumpfstruktur eingesetzt. Die Vorteile gegenüber monolithischem Aluminium sind: geringere Dichte; günstigeres Ermü-dungsverhalten; Impakt-, Korrosions- und Brandbeständigkeit; erhöhte Blitz-schlagtoleranz.
Abbildung 4: GLARE Der komplexe Aufbau erschwert die Prüfbarkeit. Dies sei am Beispiel eines Splei-ßungsbereichs verdeutlicht (Abbildung 5): Ansammlungen von Kleber haben ei-nen starken Einfluss auf die Ultraschallsignale. Mittels eines Normalprüfkopfes ist hier eine Unterscheidung von bauteilbedingten Einflüssen und Ungänzen schwie-rig. (Der Prüfer müsste den Strukturaufbau genau kennen und die Prüfposition mit Bauzeichnungen vergleichen — zeitraubende Prozedur).
Abbildung 5: Spleißungsbereich im GLARE-Laminat Abbildung 6 zeigt die Ergebnisbilder der Prüfung eines Impaktbereiches mit ei-nem Ultraschall-Gruppenstrahler. Zum Vergleich ist auch das Ergebnisbild der metallografischen Analyse dargestellt. Es bestätigt den Ultraschall-Befund.
*GLARE-Typ 3: 3 Al-Lagen, 2 Prepreg-Lagen; Dicke einer Al-Lage: 0,4 mm Abbildung 6: GLARE mit Impaktschaden

DGZfP-Berichtsband 94-CD DGZfP-Jahrestagung 2005 Vortrag 32 2.-4. Mai, Rostock
Reibrührschweißen („Friction Stir Welding“, FSW) Bei Airbus wird untersucht, das Reibrührschweißen zur Fügung von Hautblechen einzusetzen, und zwar als Alternative für die dreireihige Überlappungs-Nietverbindung (Airbus-Rumpf). Für die Prüfung einer FSW-Naht ist u. a. die Ultraschall-Gruppenstrahler-Prüftechnik vorgesehen (Abbildung 7).
Abbildung 7: Prüfung einer FSW-Naht mit Ultraschall-Gruppenstrahler-Prüftechnik (Prinzip) Die Prüfeinrichtung besteht aus dem Gerät TOMOSCAN FOCUS 16/128 (Fa. R/D Tech) mit einem Linear-Gruppenstrahler (Fa. Imasonic), einer Abraster-vorrichtung und einem Wegaufnehmer (Abbildung 8).
Abbildung 8: Ultraschall-Gruppenstrahler-Prüfsystem für FSW-Nähte: TOMOSCAN FOCUS 16/128 (Fa. R/D Tech) mit Linear-Gruppenstrahler, Abraster-vorrichtung und Wegaufnehmer Abbildung 9a zeigt den Nachweis eines „Tunnelfehlers“ (große durchgehende Schlauchpore) im Ultraschall-C-Bild und im Ultraschall-Sektor-B-Bild. Abb. 9b zeigt entsprechend „root flaws“ (z.T. kleinere rissartige Fehler im Wurzelbereich). Zur Zeit wird das Gruppenstrahler-Prüfsystem modifiziert, um Realbauteile mit FSW-Nähten (Rumpfschalen) zu inspizieren.

DGZfP-Berichtsband 94-CD DGZfP-Jahrestagung 2005 Vortrag 32 2.-4. Mai, Rostock
a)
b) Abbildung 9: a) Nachweis eines Tunnelfehlers, b) Nachweis von root flaws in Schrägeinschallung

DGZfP-Berichtsband 94-CD DGZfP-Jahrestagung 2005 Vortrag 32 2.-4. Mai, Rostock
Geklebte CFK-Bauteile Bei der CFK-Seitenleitwerksschale des Airbus A380 werden T-Stringer zur Ver-stärkung auf die Haut geklebt. Anstelle eines herkömmlichen Prüfkopfes wird zur wirtschaftlicheren Prüfung ein Ultraschall-Gruppenstrahler verwendet (Abbil-dung 10). Auch hier wird der lineare Scan angewendet. Vorteil: Das Ergebnisbild zeigt auf einem Blick die strukturellen Gegebenheiten ( B-Bild), ohne dass der Prüfkopf mechanisch in der Breite bewegt werden muss. Man erfasst also durch eine lineare Bewegung die zu prüfende Fläche.
Abbildung 10: Gruppenstrahler und CFK-Haut/Stringer-Klebverbingung mit B-Bild Prüfung auf Korrosion mittels Wirbelstrom Ein Wirbelstrom-Gruppenstrahler besteht aus einer Anordnung einzelner Wirbel-stromsonden meist gleichen Typs (Abbildung 11). Jede einzelne Sonde verhält sich wie eine herkömmliche Sonde hinsichtlich Nachweisempfindlichkeit, Ein-dringtiefe usw. Vorteile: kleinere Prüfdauer; einfachere Inspektion komplex ge-formter Bauteile; geringere Kosten; einfacheres Abrastern, C-Bild-Darstellung.
Abbildung 11: Wirbelstrom-Gruppenstrahler Ein Anwendungsbeispiel für Wirbelstrom-Gruppenstrahler ist die Korrosionsprü-fung (Abbildung 12). Korrosion kann an der Außenhaut auftreten, und zwar in-nenseitig. Sichtprüfung ist durch die akustische Isolierung verhindert. Und deren Entfernung wäre zu zeitaufwändig.
DGZfP-Berichtsband 94-CD DGZfP-Jahrestagung 2005 Vortrag 32 2.-4. Mai, Rostock
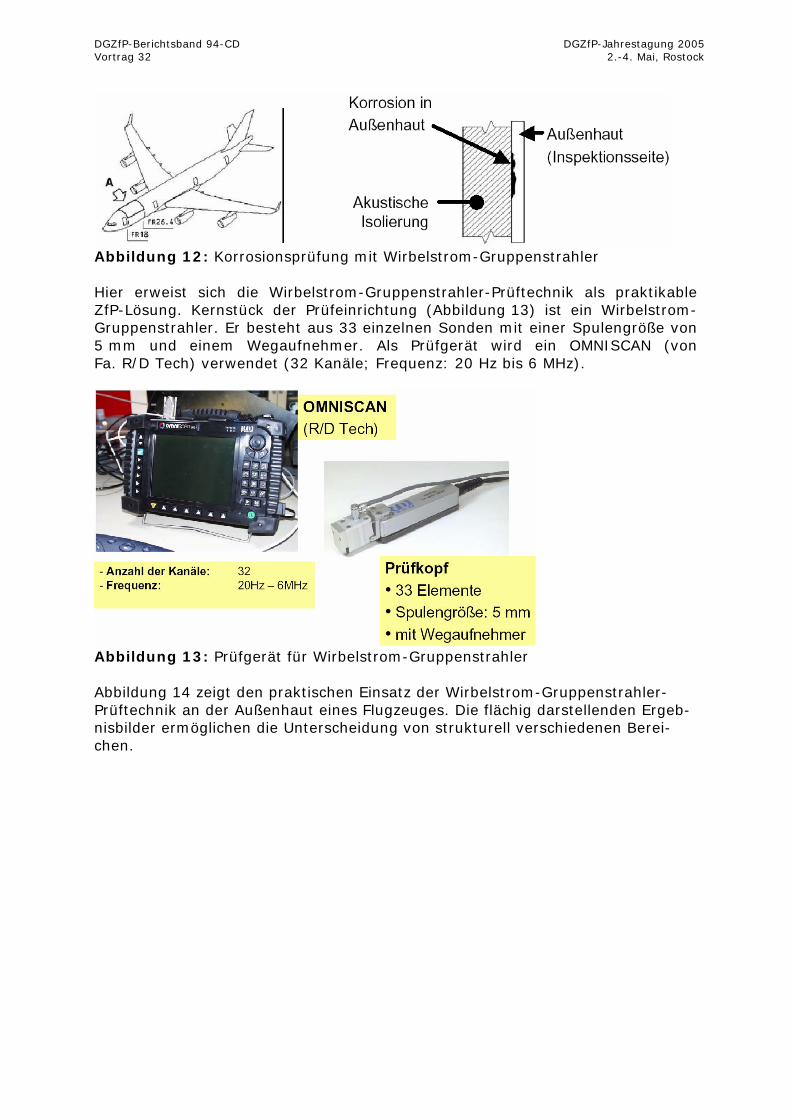
Abbildung 12: Korrosionsprüfung mit Wirbelstrom-Gruppenstrahler Hier erweist sich die Wirbelstrom-Gruppenstrahler-Prüftechnik als praktikable ZfP-Lösung. Kernstück der Prüfeinrichtung (Abbildung 13) ist ein Wirbelstrom-Gruppenstrahler. Er besteht aus 33 einzelnen Sonden mit einer Spulengröße von 5 mm und einem Wegaufnehmer. Als Prüfgerät wird ein OMNISCAN (von Fa. R/D Tech) verwendet (32 Kanäle; Frequenz: 20 Hz bis 6 MHz).
Abbildung 13: Prüfgerät für Wirbelstrom-Gruppenstrahler Abbildung 14 zeigt den praktischen Einsatz der Wirbelstrom-Gruppenstrahler-Prüftechnik an der Außenhaut eines Flugzeuges. Die flächig darstellenden Ergeb-nisbilder ermöglichen die Unterscheidung von strukturell verschiedenen Berei-chen.

DGZfP-Berichtsband 94-CD DGZfP-Jahrestagung 2005 Vortrag 32 2.-4. Mai, Rostock
Abbildung 14: Korrosionsprüfung (typische Ergebnisse) Zusammenfassung und Ausblick Bei Airbus werden lineare Ultraschall- und Wirbelstrom-Gruppenstrahler zur In-spektion von Flugzeugbauteilen aus CFK, Aluminium und GLARE eingesetzt. Vor-teilhaft ist besonders die einfache Erzeugung flächiger Darstellungen (C-, B- und D-Bild sowie Sektorbild). Ein weiterer Vorteil bei Ultraschall-Gruppenstrahlern ist die gezielte elektronische Erzeugung eines Schallfeldes mit gewünschten Eigen-schaften hinsichtlich Fokussierung und Einschallrichtung; auch ein Schwenken des Schallfeldes ist so rein elektronisch machbar. Weiteres Potenzial wird in der Verwendung von Gruppenstrahlern mit matrixartig angeordneten einzelnen Schwingerelementen (oder Sonden) gesehen.





























