Embed Size (px)
Citation preview

I Wissenschaftliche Kurzbeitrage
Klaus Gottlieb, Horst Neitsch und Richard Wessendorf*
Herrn Professor Dr. Dr. h.c. Hanns Hofmann zum 70. Geburtstag
A l s in den vierziger Jahren mit der Entwicklung der Syndets die Seifenproduktion und damit auch der Glycerin-Anfall zuruckgin- gen, wurden Verfahren zur Herstellung von Synthese-Glycerin entwickelt, die bis heute einen beachtlichen Marktanteil besitzen. Der neuerlich wieder beabsichtigte, verstarkte Einsatz von nach- wachsenden Rohstoffen fur die chemische und energetische Ver- wendung - in diesem Fall aus pflanzlichen und tierischen Fetten - konnte jedoch dazu fiihren, daB Glycerin aus naturlichen Ressour- cen wieder ausreichend zur Verfugung steht. Vor allem die Produktion von Rapsmethylester (RME, Biodiesel), fur den bereits in 1995 ein Aufkommen von 750 OOO t/a prognostiziert wird [l], wirft damit die Frage auf, ob dieverwertung des zusatzlichen, als Koppelprodukt anfallenden Glycerins im Rahmen der traditio- nellen Geschaftsfelder uberhaupt moglich ist.
Das weltweite Marktvolumen fur Glycerin betragt ca. 610 OOO t/a. Die traditionelle Verwendung von Glycerin laBt sich wie folgt aufgliedern [2]: Kosmetik und Pharmazie 28 Gew.-%, Lebensmittel22 Gew.-% , Harze und Polymere 26 Gew.-% , Zell- stoffindustrie 6 Gew.-% , Sprengstoffindustrie 4 Gew.-% ,Tabakin- dustrie 3 Gew.-% , Sonstige 11 Gew.-%. Es wird allgemein ange- nommen, daB der jahrliche Zuwachs innerhalb dieser Einsatzge- biete maximal 1 % betragt, was deutlich macht, daB nach anderen Einsatzen gesucht werden muB. Hierfur bieten sich z.B. die vielfaltig genutzten Polyole an, die insgesamt eine Weltproduktion
* Dr. K. Gottlieb, H. Neitsch und Dr. R. Wessendorf, VEBA OEL AG, 45896 Gelsenkirchen.
I I
+ H a h
1 I
A I I
von ca. 8,87 Mio. t/a aufweisen, die sich wie folgt aufteilen lassen [3]: Ethylenglykol 6,20 Mio. t/a, Propylenglykol 0,90 Mio. t/a, Sorbitol 0,79 Mio. t/a, Glycerin 0,61 Mio. t/a, Pentaerythrit 0,24 Mio. t/a, Trimethylolpropan 0,11 Mio. t/a, Sonstige 0,02 Mio. t/a.
Inwieweit Glycerin solche Markte zuriickerobern kann, in denen sich Substitutionsprodukte etabliert haben oder sich als Alternative zu einigen der oben aufgelisteten Produkte durchzu- setzen vermag, wird ausschlieBlich vom Preis bestimmt werden.
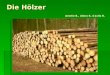
Eine Gegenuberstellung der Vorprodukte Propylen aus der Petrochemie und Glycerin aus nachwachsenden Rohstoffen zu einigen chemischen Umwandlungen ist in einem Produktschema (Abb. 1) versucht. Auch hier bestimmen letztlich Angebotsmenge und Preis, ob der nachwachsende Rohstoff Glycerin verstarkt Einsatz in der Chemie finden kann. Weitere Moglichkeiten fur eine sofortigeverwendung der anfallenden Glycerin-Mengen werden in einem BML-Projekt untersucht, das zum Ziel hat, Glycerin als Komponente fur den Kraftstoffbereich nutzbar zu machen.
Glycerin als extrem hydrophile Substanz ist weder mit Otto- kraftstoff (OK) noch mit Dieselkraftstoff (DK) mischbar. Die im 0. g. Projekt gestellte Aufgabe besteht daher hauptslchlich darin, Glycerin in geeigneter Weise so zu derivatisieren, daS die Produkte als Kraftstoffkomponenten mit 0. g. Kraftstoffen vertraglich sind und die einschlagigen Kraftstoffnormen weitestgehend erfullen.
Als Glycerin-Derivate, Derivate eines dreiwertigen Alkohols, bieten sich Glycerinether, Glycerinester und Glycerinacetale an, die in groBer Zahl in der chemischen Literatur beschrieben sind. Die Einschrankung wird durch folgende Kriterien festgelegt: - Verfiigbarkeit der Reaktionspartner (+ Rohstoffkosten). Un-
ter den denkbaren Derivaten konnen nur die ausgewahlt werden, die mit technischen GroBprodukten hergestellt wer- den.
- Chemischer Aufwand (4 Herstellkosten). Die chemische Umwandlung kann nicht einfach genug sein, d. h., angestrebt werden einstufige Prozesse mit hohem Umsatz und hoher Selektivitat (Eintopfreaktionen).
- Nebenprodukte (+ Kraftstoffvertraglichkeit). Diese sollten moglichst nicht gebildet werden, wenn sie im Kraftstoff storen. Eine Abtrennung ware zu aufwendig.
Es ist bekannt, daB viele sauerstoffhaltige Komponenten - z. B. Isoalkylether von niederen Alkoholen - im Kraftstoff positive
Glycerinmonoether Qlycerinmonoesta
Glycerindlether Glycerindlester
u. a.
Abb. 1. C3-Produktschema (Auszug).
64 Chem.-1ng.-Tech. 66 (1994) Nr. 1, S. 64-66 0 VCH Verlagsgesellschaft mbH, D-69469 Weinheim, 1994 0009-286X/94/0101-0064 $ 05.00 + .25/0

Effekte hervorrufen konnen. Inwieweit dies auch auf Glycerin- Derivate ubertragbar ist, sollte im einzelnen gepruft werden. Im folgenden wird uber einige Ergebnisse aus den bearbeiteten Derivate-Gruppen berichtet.
Mono- und Diacine sind im Kraftstoff nicht mischbar. Die technische Herstellung vonTriacetin unter Einsatz von Abfallsaure ist in einer Patentschrift [4] beschrieben, wobei auch der Einsatz von Rohglycerin moglich sein sollte. Ungunstig fur eine Verwen- dung im OK sind allerdings Siedelage und Dichte.
1 Glycerinether 3 Glycerinacetale
Der Versuch einer Veretherung von Glycerin mit Methanol an zeolithischen Katalysatoren blieb erfolglos. Das erhaltene Sub- stanzgemisch, das in seiner Zusammensetzung nur z. T. aufgeklart werden konnte, ist zwar mit OK mischbar, erbringt aber im Motortest nur niednge Blendoktanzahlen.
Monoether aus Methanol, Ethanol und Propanolen mit Glyce- rin, zuganglich uber die Williamson-Synthese, sind mit den 0. g. Kraftstoffcn nicht mischbar. Erst bei Veretherung der zweiten OH-Gruppe des Glycerins mit den genannten Alkoholen beginnt die Mischbarkeit im Kraftstoff. Die anwendungstechnische Pru- fung ergab nur mal3ige bis durchschnittliche Blendoktanzahlen. Technisch interessant ist ein Glycerinether-Gemisch aus der Umsetzung von Glycerin mit Isobuten, das sich im wesentlichen aus den zwei Monoethern und den zwei Diethern zusammensetzt. Die anwendungstechnischen Ergebnisse konnen der nachfolgen- den Tab. 1 entnommen werden.
Tabelle 1. tert.-Butylether des Glycerins (Gemisch) im Motor- test.
OK OK + 20% Blendwert
Dichte dls [kg/m3] 768 788 868 RVP [hPa] 610 570 410 ROZ 96,4 100,O 114 MOZ 85,3 88,O 99
RVP =Dampfdruck nach Reid.
2 Glycerinester
Carbonsaureester haben sich als gute bis sehr gute Antiklopf- mittel enviesen. ErwartungsgemaB hat sich auch dies bei den Glycerinestern der Essigsaure und der Buttersaure bestatigt. Triacetin (Tab. 2) und Tributyrin (Tab. 3) zeigen gutes Antiklopf- verhalten.
Tabelle 2. Bewertung von Acetin im Motortest.
OK 10 %ige Mischung Blendwert Acetin
Dichte d I 5 [kg/m3] 766,4 806,l 1163,4 RVP [hPa] 650 630 450 ROZ 97,O 98,3 110 MOZ 85,3 88,O 112
Tabelle 3. Bewertung von Butyrin im Motortest.
OK 10 %ige Mischung Blendwert Butyrin
Dichte dls [kg/mT] 792,2 815,3 1023 RVP [hPa] 370 360 270 ROZ 97,3 98,3 107 MOZ 86,O 883 114
In einer vergleichenden Bewertung der physikalischen Eigen- schaften von Sauerstoffverbindungen und deren Verhalten im Motorkraftstoff werden Acetale eher als gute Zundbeschleuniger und schlechte Antiklopfmittel beschrieben [5]. Dies konnte bei den Acetalen des Glycerins nicht bestatigt werden. Vielmehr zeigen einige der Glycerinacetale oder deren Gemische eine beachtliche Klopffestigkeit (Tab. 4).
Tabelle 4. Bewertung eines Glycerinacetals im Motortest.
OK 10 %ige Mischung Blendwert
Dichte dI5 [kg/m3] 792,2 818,7 1057 RVP [hPa] 370 350 170 ROZ 97,3 97,9 103 MOZ 86,O 86,7 93
Die sauer katalysierte Umsetzung von Glycerin mit Carbonyl- verbindungen fuhrt in glatter Reaktion zu den cyclischen Acetalen, zu den 1,3-Dioxolanen bzw. 1,3-Dioxanen, die - ausgenommen die Acetale des Formaldehyds - in den Kraftstoffen mischbar sind. Beispielsweise wird in der chemischen Literatur [6] die Herstellung von 2,2-Dimethyl-4-hydroxymethyl-1,3-dioxolan in hoher Aus- beute, ausgehend von reinem Glycerin und Aceton, beschrieben (Abb. 2).
Die zu interessanten Kraftstoffkomponenten fuhrende Acetali- sierung von Glycerin und Aldehyden oder Ketonen kann in bestimmten Fallen auch direkt aus dem Rohglycerin erfolgen und so zu einer signifikanten Senkung der gesamten Verfahrenskosten der Rapsol-Kraftstoff-Route beitragen.
1 . 1 i t . 1 I 1 1 Vorrn;schen , I 1 1
Festbettkatalyse
I I -
A Produkt
Abb. 2. 2,2-Dimethy\-4-hydroxymethyl-l,3-dioxolan.
FlieBschema der festbettkatalysierten Herstellung von
65 Chem.-1ng.-Tech. 66 (1994) Nr. 1, S. 64-66

Die bisher mit den untersuchten Glycerin-Derivaten durchge- fuhrten Eignungstests beriicksichtigen zunachst nur das sog. Blendverhalten in Otto- und in Diesel-Kraftstoffen. Wahrend, wie gezeigt, das Ansprechverhalten der untersuchten Derivate im Otto-Kraftstoff recht vielversprechend war, waren die Blendwert- Ergebnisse fur die untersuchten Diesel-Kraftstoffe nicht befriedi- gend.
Fur eine weiterfuhrende Bewertung der 0. g. Glycerin-Derivate sind neben dem Verbrennungsverhalten im Motor noch weitere Eigenschaften einzubeziehen, wie etwa Beeinflussung der Abgas- emission oder Losungsverhalten in kraftstoffuhrenden Kunststoff- leitungen der Kraftfahrzeuge.
Dem Bundesminister fur Ernahrung, Landwirtschaft und Forsten danken wir fur die finanzielle Forderung des Projektes und Herrn Prof. Dr. Schliephake fur wertvolle Anregungen zu den Untersu- chungen.
Eingegangen am 22. Juni 1993 [K 15961
Li terat u r
[l] Chowdhury, J.; Fouhy, K.: Chem. Eng. (Febr. 1993) S. 35. [2] Nachwachsende Rohstoffe, D. Schliephake et al., Verlag
[3] Millet, Ph.: Inf. Chim. (Febr. 1993) Nr. 345, S. 102. [4] DD-Patentschrift 1568 03, Erf. A. Gawrikow, M . Hein, D.
[5] Spindelbalker, C.; Schmidt, A.: Erdol, Erdgas, Kohle 102
[6] Kempe, J.; Kieoling, G.: Z. Chem. 26 (1986) S. 97.
J. Kordt, Bochum 1986.
Reklat, Kl. Thorns, 1981.
(1986) S . 469.
Stefan Bade und Ulrich Hoffmann**
Die Umsetzung von metallisch verunreinigtem Silicium (Metallur- gical Grade MG Silicium) mit Chlorwasserstoff HCl zum gewunschten Produkt Trichlorsilan SiHCI3 ist ein technisch bedeu- tender ProzeR bei der Produktion von hochreinem Silicium, der in der Technik bevorzugt in Wirbelschichtreaktoren durchgefuhrt wird; hierbei ist dem Wirbelschichtreaktor im ProzeR eine Muhle vorgeschaltet. Die konstruktiv voneinander getrennte Durchfuh- rung der Zerkleinerung und der chemischen Reaktion, die als eine nichtkatalytische Gasmeststoff-Reaktion anzusehen ist, birgt dabei das Problem, daR bei der Zwischenlagerung des aufgemah- lenen Rohsiliciums die Oberflachen mit Sauerstoff passiviert werden, wodurch mit zunehmender Luftkontaktzeit die Induk- tionsperioden langer und die Anfangsreaktionsgeschwindigkeiten geringer werden. Um die Auswirkungen der mechanischen Bean-
spruchung des eingesetzten Ferrosiliciums bei simultaner Umset- zung rnit Chlorwasserstoff zu untersuchen,wurde eine bis zu 450 “C beheizbare Reaktionsschwingmuhle entwickelt, in der die beiden Verfahrensschritte Zerkleinerung und chemische Reaktion kombi- niert ablaufen. Diese Schwingmuhle kann durch Variation von Drehzahl und Amplitude Beschleunigungen von bis zu 65 g und Amplituden von maximal 7 mm erreichen, womit sie die Beschleu- nigungen herkommlich eingesetzter Schwingmuhlen um etwa das Sechsfache ubertrifft und damit die Moglichkeit zur mechanischen Aktivierung des Feststoffes liefert. Im Reaktionsablauf sind somit gunstige Einflusse der OberflachenvergroRerung wahrend der Zerkleinerung und eine Absenkung der Reaktionstemperatur, die zum Starten der Reaktion erforderlich ist, zu erwarten.
1 Versuchsaufbau
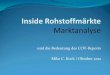
Eine Prinzipskizze der verwendeten Schwingmuhle zeigt Abb. 1: Uber einen Asynchronmotor und ein Stirnradgetriebe werden zwei Wellen angetrieben, die je nach Laufrichtung (Gleich- oder Gegenlauf) eine Kreis- oder Vertikalschwingung des Schwingrahmens hervorrufen. Die Schwingungsamplitude kann hierbei uber die Einstellung der Unwuchtscheiben, die direkt am Schwingrahmen angeordnet sind, von 1 bis 7 mm variiert werden. Im Schwingrahmen ist der aus Edelstahl gefertigte Mahl- und Reaktionsraum eingespannt, der ein Leervolurnen von 393 cm3 besitzt (Durchmesser 100 mm, Hohe 50mm) und mit einer Graphitdichtung abgedichtet wird; beheizt wird der Reaktor uber sechs im auBeren Mantel befindliche Heizpatronen. Eine Kuhlung des Mahlbehalters ist ebenfalls vorgesehen. Diese erfolgt mit Siliconol, das durch Kuhlkanale im Mahlraum gepumpt wird. Als Mahlkorper finden Kugeln aus Edelstahl mit einem Durchmesser von 3 mm Verwendung. Das Mahlgut Ferrosilicium besitzt die PartikelgroRenfraktion 800 bis 1000 pm.
Das VerfahrensflieBbild der diskontinuierlich betriebenen Reak- tionsmuhle ist in Abb. 2 dargestellt. Hierbei ist dieversuchsanlage so ausgelegt, daB samtliche Anlagenteile evakuiert und mit Stickstoff gespult werden konnen, um eine Korrosion durch HCI zu vermeiden. Das Reaktionsgas gelangt uber eine flexible, stahlummantelte Teflon-Leitung und uber einen Sintermetallfilter (PorengroRe 7 pm) in den Mahlbehalter. Hierbei ist der Filter direkt am Mahlraum angeordnet, damit kein Feststoff in die Rohrleitungen gelangt. Eine flexible, sehr dunne Edelstahlleitung
1 2 3 4 5 6 6
* Vortrag von S. Bade auf der DECHEMA-JahreStagUng, 24. bis 28. Mai 1993 in Nurnberg.
** Dip1.-Chern. S. Bade und Prof. Dr.-Ing. U. Hoffmann, Techni- sche Universitat Clausthal, Institut fur Chernische Verfahrens- technik, Leibnizstr. 17, 38678 Clausthal-Zellerfeld.
9 2 a 2 b 4 5 6 10 11 6
Abb. 1. Prinzipskizze der Schwingmuhle; 1 Asynchronmotor, 2 Zahnriemen, 3 Stirnradgetriebe, 4 Drehmoment-MeOwelle, 5 Gleichlaufgelenkwelle, 6 je 2 Unwuchtscheiben, 7 Feder, 8 Tra- versen. 9 Lagerbock. 7 0 Mahl- und Reaktionsraurn. 7 7 Flansch.
66 Chem.-1ng.-Tech. 66 (1994) Nr. 1, S. 66-69 0 VCH Verlagsgesellschaft mbH, D-69469 Weinheim, 1994 0009-286X/94/0101-0066 $ 05.00 + .25/0