Embed Size (px)
DESCRIPTION
Hartner Catalog De
Citation preview
Hartner GmbH
Präzisions-Bohrwerkzeuge
Präzisions-Bohrwerkzeuge 2009 Katalog 2009
Alle Preise in Euro
Präzisions-Bohrwerkzeuge
0000
0 8,
013
Präzisions-Bohrwerkzeuge
Postfach 100427 • D-72425 Albstadt
Telefon (07431) 125-0 • Fax: (07431) 125-547
www.hartner.de
00_Vorspann.indb 1 28.10.2008 15:03:32 Uhr

00_Vorspann.indb 1 28.10.2008 15:03:32 Uhr
Preisliste 2009
Präzisions-Bohrwerkzeuge
Hartner GmbH . Postfach 10 04 27 . D-72425 Albstadt . Telefon: (07431) 125-0 . Fax: (07431) 125-547 . www.hartner.de
Alle Preise in Euro
Mit dem Erscheinen dieser Preislistewerden alle früheren Preisunterlagen ungültig.
Alle Preisangaben sind unverbindlichePreisempfehlungen ohne Mehrwertsteuer.
Baumaß- oder Preisänderungen infolgeWeiterentwicklung oder Normenänderung
behalten wir uns vor.
Es gelten unsere Allgemeinen Verkaufsbedingungen.
Druckfehler jeder Art, auch bei technischen Datenoder Preisen, berechtigen nicht zu Ansprüchen.
Der Nachdruck, auch auszugsweise, ist verboten.
00_Vorspann.indb 2 28.10.2008 15:03:33 Uhr
HSS130
81010
N
121
89403
TS 100 FF
HSS138
85910
N
HSS132
83100
A
HA
D 60
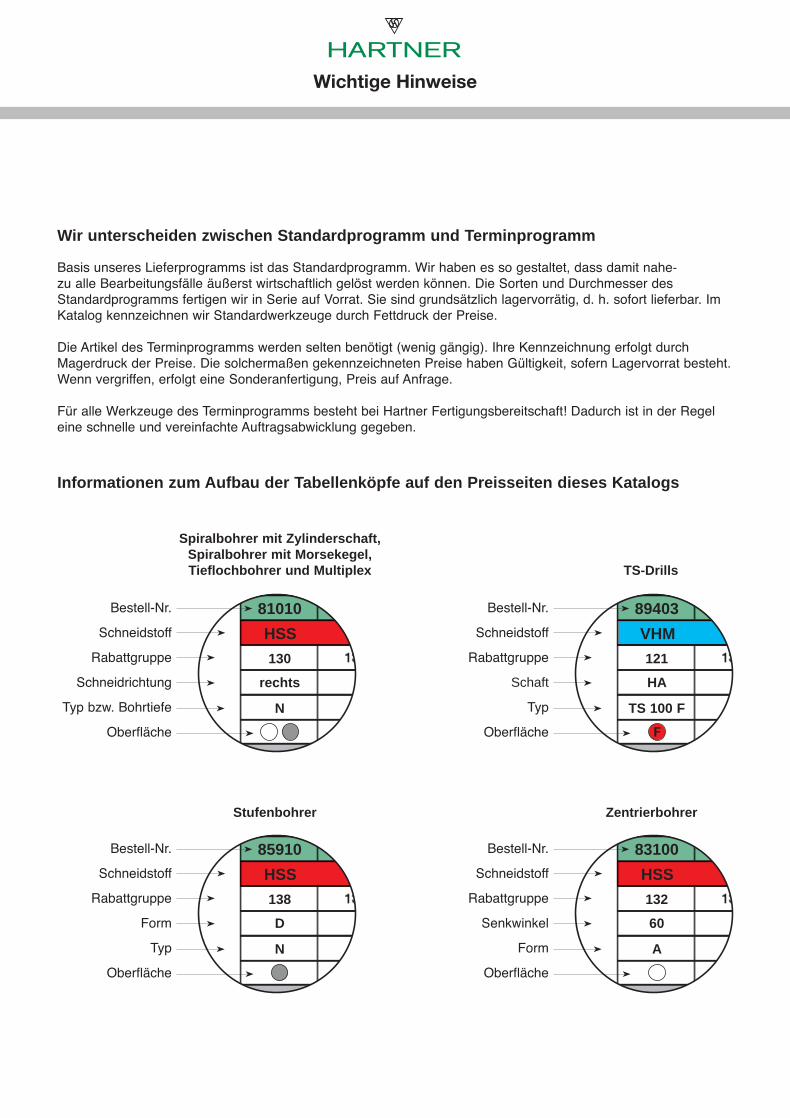
Wir unterscheiden zwischen Standardprogramm und Terminprogramm
Basis unseres Lieferprogramms ist das Standardprogramm. Wir haben es so gestaltet, dass damit nahe-zu alle Bearbeitungsfälle äußerst wirtschaftlich gelöst werden können. Die Sorten und Durchmesser des Standardprogramms fertigen wir in Serie auf Vorrat. Sie sind grundsätzlich lagervorrätig, d. h. sofort lieferbar. Im Katalog kennzeichnen wir Standardwerkzeuge durch Fettdruck der Preise.
Die Artikel des Terminprogramms werden selten benötigt (wenig gängig). Ihre Kennzeichnung erfolgt durch Magerdruck der Preise. Die solchermaßen gekennzeichneten Preise haben Gültigkeit, sofern Lagervorrat besteht. Wenn vergriffen, erfolgt eine Sonderanfertigung, Preis auf Anfrage.
Für alle Werkzeuge des Terminprogramms besteht bei Hartner Fertigungsbereitschaft! Dadurch ist in der Regel eine schnelle und vereinfachte Auftragsabwicklung gegeben.
Informationen zum Aufbau der Tabellenköpfe auf den Preisseiten dieses Katalogs
Bestell-Nr.
Schneidstoff
Rabattgruppe
Schneidrichtung
Typ bzw. Bohrtiefe
Oberfläche
rechts
Wichtige Hinweise
Spiralbohrer mit Zylinderschaft,Spiralbohrer mit Morsekegel,Tieflochbohrer und Multiplex
Bestell-Nr.
Schneidstoff
Rabattgruppe
Schaft
Typ
Oberfläche
TS-Drills
Bestell-Nr.
Schneidstoff
Rabattgruppe
Form
Typ
Oberfläche
Stufenbohrer
Bestell-Nr.
Schneidstoff
Rabattgruppe
Senkwinkel
Form
Oberfläche
Zentrierbohrer
VHM
00_Vorspann.indb 3 28.10.2008 15:03:38 Uhr

Spiralbohrer mit Zylinderschaft
Spiralbohrer mit Morsekegel
TS-Drills
Stufenbohrer
Ein- und Zweilippen-Tieflochbohrer
Zentrierbohrer
Multiplex
ZuschlagslistenHersteller-Prüfprotokolle
Technischer Teil
aus HSS, HSS-E, HSS-E-PM, Hartmetallblank und beschichtet
aus HSS, HSS-E, Hartmetallblank und beschichtet
High-Tech-Werkzeuge aus Hartmetallblank und beschichtet
Kurzstufenbohrer, Mehrfasenstufenbohrer aus HSSmit Zylinderschaft und Morsekegel
aus VHM, mit HM-Kopf oder Wechselplatten blank und beschichtet
aus HSS und HSS-Eblank und beschichtet
Wechselplatten-Spiralbohrer mit InnenkühlungWechselplatten aus HSS-E, HSS-E PM, Hartmetall beschichtet
Baumaße, Begriffe, Richtwertempfehlungen
Registerübersicht
00_Vorspann.indb 4 28.10.2008 15:03:38 Uhr
2
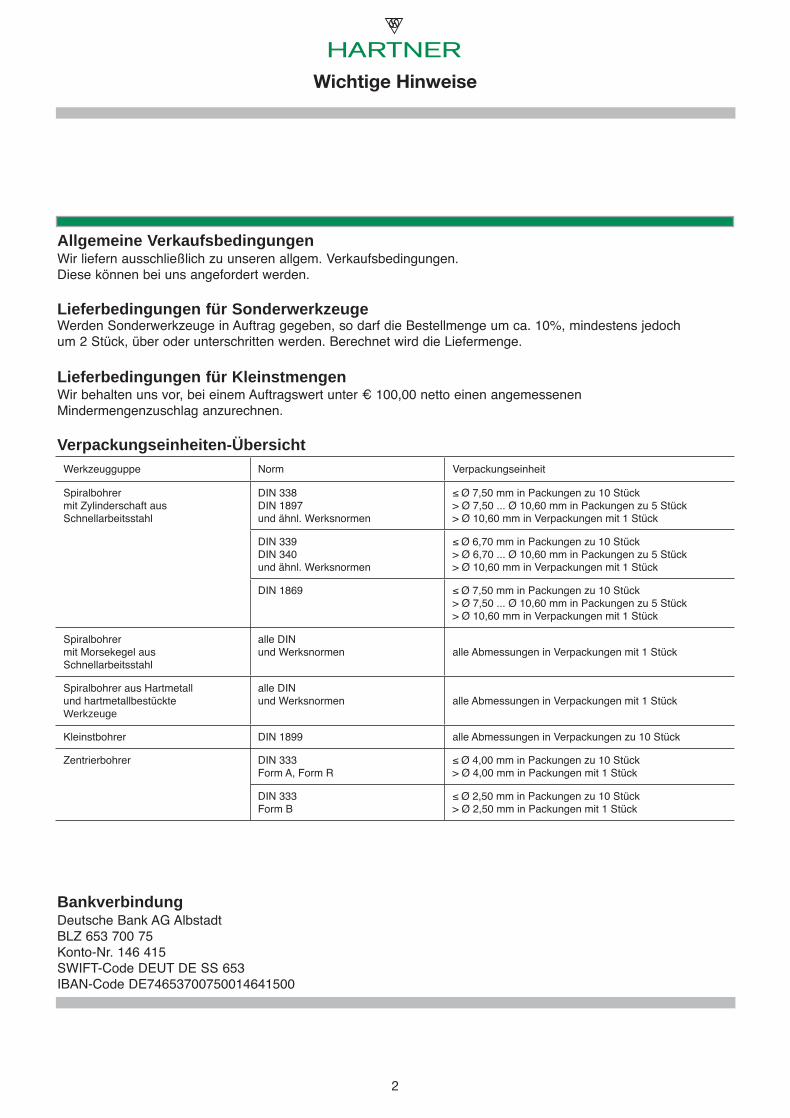
Werkzeugguppe Norm Verpackungseinheit
Spiralbohrermit Zylinderschaft ausSchnellarbeitsstahl
DIN 338DIN 1897und ähnl. Werksnormen
≤ Ø 7,50 mm in Packungen zu 10 Stück> Ø 7,50 ... Ø 10,60 mm in Packungen zu 5 Stück> Ø 10,60 mm in Verpackungen mit 1 Stück
DIN 339DIN 340und ähnl. Werksnormen
≤ Ø 6,70 mm in Packungen zu 10 Stück> Ø 6,70 ... Ø 10,60 mm in Packungen zu 5 Stück> Ø 10,60 mm in Verpackungen mit 1 Stück
DIN 1869 ≤ Ø 7,50 mm in Packungen zu 10 Stück> Ø 7,50 ... Ø 10,60 mm in Packungen zu 5 Stück> Ø 10,60 mm in Verpackungen mit 1 Stück
Spiralbohrermit Morsekegel ausSchnellarbeitsstahl
alle DINund Werksnormen alle Abmessungen in Verpackungen mit 1 Stück
Spiralbohrer aus Hartmetallund hartmetallbestückteWerkzeuge
alle DINund Werksnormen alle Abmessungen in Verpackungen mit 1 Stück
Kleinstbohrer DIN 1899 alle Abmessungen in Verpackungen zu 10 Stück
Zentrierbohrer DIN 333Form A, Form R
≤ Ø 4,00 mm in Packungen zu 10 Stück> Ø 4,00 mm in Packungen mit 1 Stück
DIN 333Form B
≤ Ø 2,50 mm in Packungen zu 10 Stück> Ø 2,50 mm in Packungen mit 1 Stück
Allgemeine Verkaufsbedingungen
Lieferbedingungen für Sonderwerkzeuge
Lieferbedingungen für KleinstmengenWir behalten uns vor, bei einem Auftragswert unter € 100,00 netto einen angemessenen Mindermengenzuschlag anzurechnen.
Verpackungseinheiten-Übersicht
Werden Sonderwerkzeuge in Auftrag gegeben, so darf die Bestellmenge um ca. 10%, mindestens jedochum 2 Stück, über oder unterschritten werden. Berechnet wird die Liefermenge.
Wir liefern ausschließlich zu unseren allgem. Verkaufsbedingungen.Diese können bei uns angefordert werden.
BankverbindungDeutsche Bank AG Albstadt BLZ 653 700 75Konto-Nr. 146 415 SWIFT-Code DEUT DE SS 653IBAN-Code DE74653700750014641500
Wichtige Hinweise
00_Vorspann.indb 2 28.10.2008 15:03:38 Uhr
3
19 >Ø2,36
29 >Ø2,36
3418 >Ø
2,36
181919191928 >Ø
2,36
29 >Ø2,36
28 >Ø2,36
353543 >Ø
2,36
43 >Ø2,36
444444 >Ø
16,0<Ø
2,36
44 >Ø2,36
50 >Ø2,36
5070 >Ø
2,36
676685 >Ø
2,36
88 >Ø2,36
94 >Ø2,36
88 >Ø2,36
888989 >Ø
2,36
94 >Ø2,36
949498 >Ø
2,36
98 >Ø2,36
9998102102102108108104104106111 >Ø
2,36
124124124131131133133133136 >Ø
16,0
138138 >Ø
16,0
140 >Ø16,0
140140140153145145
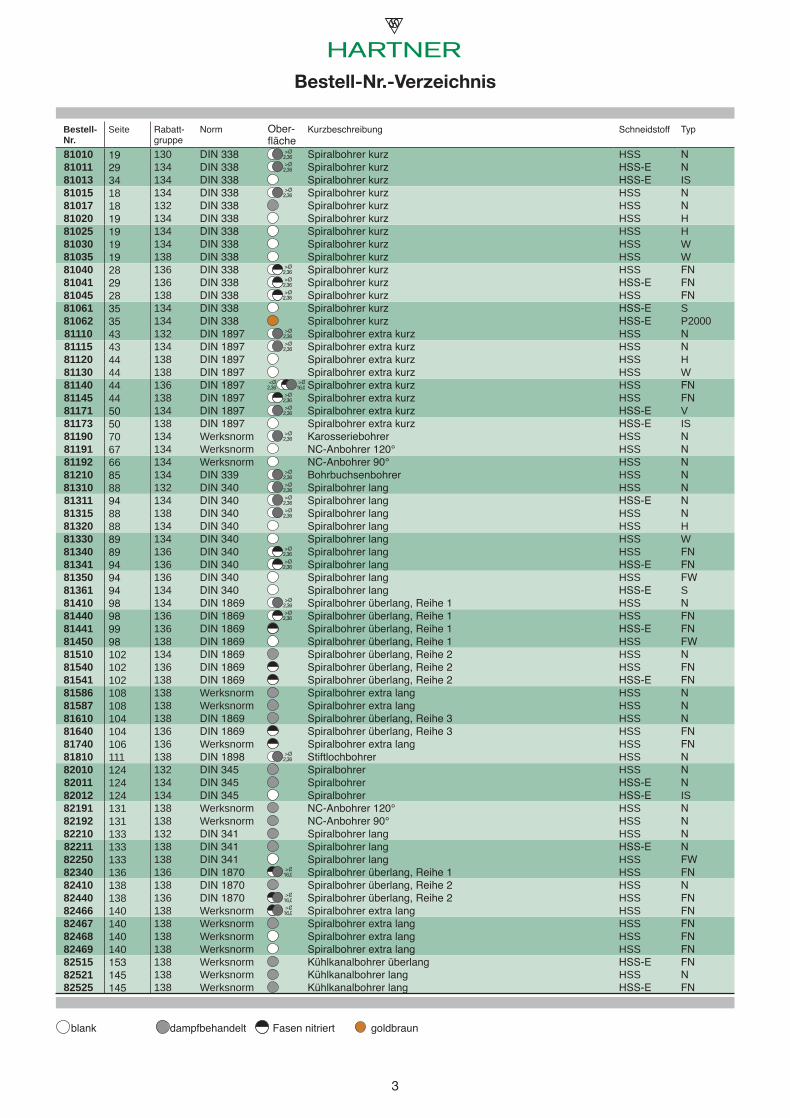
blank dampfbehandelt Fasen nitriert goldbraun
Bestell-Nr.
Seite Rabatt-gruppe
Norm Ober-fläche
Kurzbeschreibung Schneidstoff Typ
81010 130 DIN 338 Spiralbohrer kurz HSS N81011 134 DIN 338 Spiralbohrer kurz HSS-E N81013 134 DIN 338 Spiralbohrer kurz HSS-E IS81015 134 DIN 338 Spiralbohrer kurz HSS N81017 132 DIN 338 Spiralbohrer kurz HSS N81020 134 DIN 338 Spiralbohrer kurz HSS H81025 134 DIN 338 Spiralbohrer kurz HSS H81030 134 DIN 338 Spiralbohrer kurz HSS W81035 138 DIN 338 Spiralbohrer kurz HSS W81040 136 DIN 338 Spiralbohrer kurz HSS FN81041 136 DIN 338 Spiralbohrer kurz HSS-E FN81045 138 DIN 338 Spiralbohrer kurz HSS FN81061 134 DIN 338 Spiralbohrer kurz HSS-E S81062 134 DIN 338 Spiralbohrer kurz HSS-E P200081110 132 DIN 1897 Spiralbohrer extra kurz HSS N81115 134 DIN 1897 Spiralbohrer extra kurz HSS N81120 138 DIN 1897 Spiralbohrer extra kurz HSS H81130 138 DIN 1897 Spiralbohrer extra kurz HSS W81140 136 DIN 1897 Spiralbohrer extra kurz HSS FN81145 138 DIN 1897 Spiralbohrer extra kurz HSS FN81171 134 DIN 1897 Spiralbohrer extra kurz HSS-E V81173 138 DIN 1897 Spiralbohrer extra kurz HSS-E IS81190 134 Werksnorm Karosseriebohrer HSS N81191 134 Werksnorm NC-Anbohrer 120° HSS N81192 134 Werksnorm NC-Anbohrer 90° HSS N81210 134 DIN 339 Bohrbuchsenbohrer HSS N81310 132 DIN 340 Spiralbohrer lang HSS N81311 134 DIN 340 Spiralbohrer lang HSS-E N81315 138 DIN 340 Spiralbohrer lang HSS N81320 134 DIN 340 Spiralbohrer lang HSS H81330 134 DIN 340 Spiralbohrer lang HSS W81340 136 DIN 340 Spiralbohrer lang HSS FN81341 136 DIN 340 Spiralbohrer lang HSS-E FN81350 136 DIN 340 Spiralbohrer lang HSS FW81361 134 DIN 340 Spiralbohrer lang HSS-E S81410 134 DIN 1869 Spiralbohrer überlang, Reihe 1 HSS N81440 136 DIN 1869 Spiralbohrer überlang, Reihe 1 HSS FN81441 136 DIN 1869 Spiralbohrer überlang, Reihe 1 HSS-E FN81450 138 DIN 1869 Spiralbohrer überlang, Reihe 1 HSS FW81510 134 DIN 1869 Spiralbohrer überlang, Reihe 2 HSS N81540 136 DIN 1869 Spiralbohrer überlang, Reihe 2 HSS FN81541 138 DIN 1869 Spiralbohrer überlang, Reihe 2 HSS-E FN81586 138 Werksnorm Spiralbohrer extra lang HSS N81587 138 Werksnorm Spiralbohrer extra lang HSS N81610 138 DIN 1869 Spiralbohrer überlang, Reihe 3 HSS N81640 136 DIN 1869 Spiralbohrer überlang, Reihe 3 HSS FN81740 136 Werksnorm Spiralbohrer extra lang HSS FN81810 138 DIN 1898 Stiftlochbohrer HSS N82010 132 DIN 345 Spiralbohrer HSS N82011 134 DIN 345 Spiralbohrer HSS-E N82012 134 DIN 345 Spiralbohrer HSS-E IS82191 138 Werksnorm NC-Anbohrer 120° HSS N82192 138 Werksnorm NC-Anbohrer 90° HSS N82210 132 DIN 341 Spiralbohrer lang HSS N82211 138 DIN 341 Spiralbohrer lang HSS-E N82250 138 DIN 341 Spiralbohrer lang HSS FW82340 136 DIN 1870 Spiralbohrer überlang, Reihe 1 HSS FN82410 138 DIN 1870 Spiralbohrer überlang, Reihe 2 HSS N82440 136 DIN 1870 Spiralbohrer überlang, Reihe 2 HSS FN82466 138 Werksnorm Spiralbohrer extra lang HSS FN82467 138 Werksnorm Spiralbohrer extra lang HSS FN82468 138 Werksnorm Spiralbohrer extra lang HSS FN82469 138 Werksnorm Spiralbohrer extra lang HSS FN82515 138 Werksnorm Kühlkanalbohrer überlang HSS-E FN82521 138 Werksnorm Kühlkanalbohrer lang HSS N82525 138 Werksnorm Kühlkanalbohrer lang HSS-E FN
Bestell-Nr.-Verzeichnis
00_Vorspann.indb 3 28.10.2008 15:03:46 Uhr
4
A F T
14514814815133333379 T
7979 T
7912912927927928027928028028028728728721321343 T
18 T
28 T
88 T
89 T
98 T
102 T
67 T
66 T
259 T
279 T
124 T
80 T
43 F
28 F
51 F
34 F
35 F
89 F
57 F
51 F
29 A
29 T
57 T
34 T
51 T
3457 T
50 T
35 T
72 T
40 T
50 T
265265265266265272272272272
blank dampfbehandelt TiAlN FIRE TiN
Bestell-Nr.
Seite Rabatt-gruppe
Norm Ober-fläche
Kurzbeschreibung Schneidstoff Typ
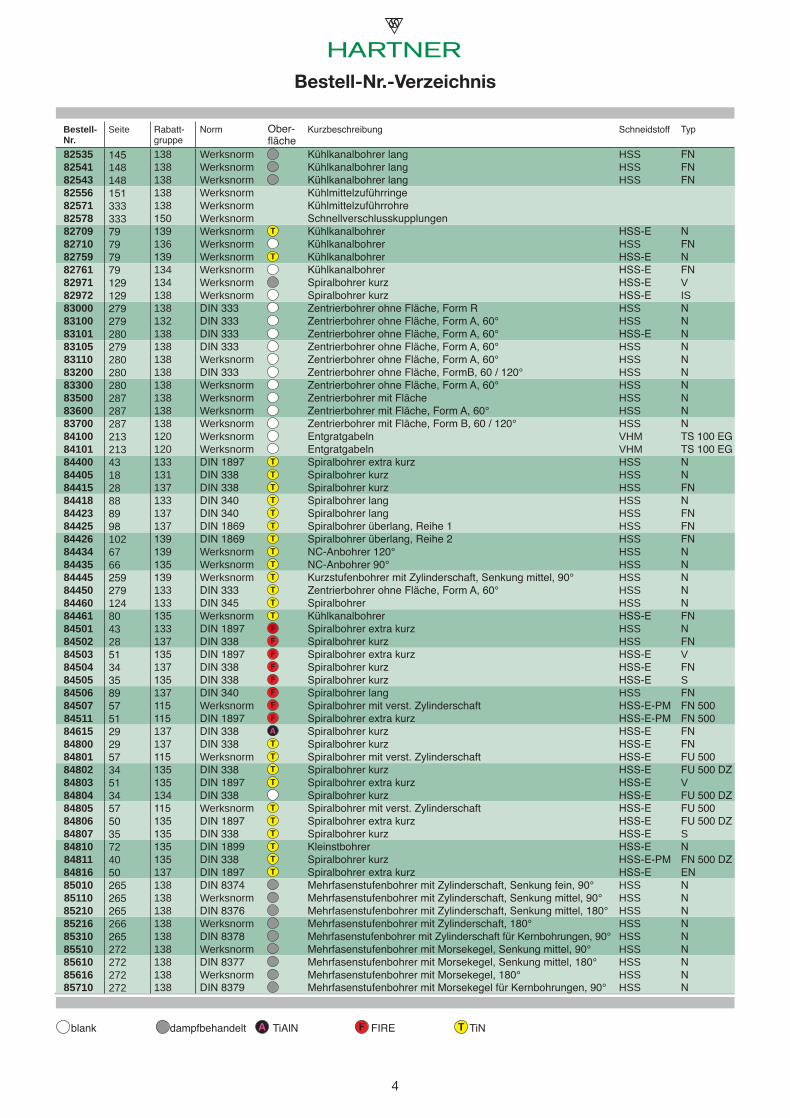
82535 138 Werksnorm Kühlkanalbohrer lang HSS FN82541 138 Werksnorm Kühlkanalbohrer lang HSS FN82543 138 Werksnorm Kühlkanalbohrer lang HSS FN82556 138 Werksnorm Kühlmittelzuführringe82571 138 Werksnorm Kühlmittelzuführrohre82578 150 Werksnorm Schnellverschlusskupplungen82709 139 Werksnorm Kühlkanalbohrer HSS-E N82710 136 Werksnorm Kühlkanalbohrer HSS FN82759 139 Werksnorm Kühlkanalbohrer HSS-E N82761 134 Werksnorm Kühlkanalbohrer HSS-E FN82971 134 Werksnorm Spiralbohrer kurz HSS-E V82972 138 Werksnorm Spiralbohrer kurz HSS-E IS83000 138 DIN 333 Zentrierbohrer ohne Fläche, Form R HSS N83100 132 DIN 333 Zentrierbohrer ohne Fläche, Form A, 60° HSS N83101 138 DIN 333 Zentrierbohrer ohne Fläche, Form A, 60° HSS-E N83105 138 DIN 333 Zentrierbohrer ohne Fläche, Form A, 60° HSS N83110 138 Werksnorm Zentrierbohrer ohne Fläche, Form A, 60° HSS N83200 138 DIN 333 Zentrierbohrer ohne Fläche, FormB, 60 / 120° HSS N83300 138 Werksnorm Zentrierbohrer ohne Fläche, Form A, 60° HSS N83500 138 Werksnorm Zentrierbohrer mit Fläche HSS N83600 138 Werksnorm Zentrierbohrer mit Fläche, Form A, 60° HSS N83700 138 Werksnorm Zentrierbohrer mit Fläche, Form B, 60 / 120° HSS N84100 120 Werksnorm Entgratgabeln VHM TS 100 EG84101 120 Werksnorm Entgratgabeln VHM TS 100 EG84400 133 DIN 1897 Spiralbohrer extra kurz HSS N84405 131 DIN 338 Spiralbohrer kurz HSS N84415 137 DIN 338 Spiralbohrer kurz HSS FN84418 133 DIN 340 Spiralbohrer lang HSS N84423 137 DIN 340 Spiralbohrer lang HSS FN84425 137 DIN 1869 Spiralbohrer überlang, Reihe 1 HSS FN84426 139 DIN 1869 Spiralbohrer überlang, Reihe 2 HSS FN84434 139 Werksnorm NC-Anbohrer 120° HSS N84435 135 Werksnorm NC-Anbohrer 90° HSS N84445 139 Werksnorm Kurzstufenbohrer mit Zylinderschaft, Senkung mittel, 90° HSS N84450 133 DIN 333 Zentrierbohrer ohne Fläche, Form A, 60° HSS N84460 133 DIN 345 Spiralbohrer HSS N84461 135 Werksnorm Kühlkanalbohrer HSS-E FN84501 133 DIN 1897 Spiralbohrer extra kurz HSS N84502 137 DIN 338 Spiralbohrer kurz HSS FN84503 135 DIN 1897 Spiralbohrer extra kurz HSS-E V84504 137 DIN 338 Spiralbohrer kurz HSS-E FN84505 135 DIN 338 Spiralbohrer kurz HSS-E S84506 137 DIN 340 Spiralbohrer lang HSS FN84507 115 Werksnorm Spiralbohrer mit verst. Zylinderschaft HSS-E-PM FN 50084511 115 DIN 1897 Spiralbohrer extra kurz HSS-E-PM FN 50084615 137 DIN 338 Spiralbohrer kurz HSS-E FN84800 137 DIN 338 Spiralbohrer kurz HSS-E FN84801 115 Werksnorm Spiralbohrer mit verst. Zylinderschaft HSS-E FU 50084802 135 DIN 338 Spiralbohrer kurz HSS-E FU 500 DZ84803 135 DIN 1897 Spiralbohrer extra kurz HSS-E V84804 134 DIN 338 Spiralbohrer kurz HSS-E FU 500 DZ84805 115 Werksnorm Spiralbohrer mit verst. Zylinderschaft HSS-E FU 50084806 135 DIN 1897 Spiralbohrer extra kurz HSS-E FU 500 DZ84807 135 DIN 338 Spiralbohrer kurz HSS-E S84810 135 DIN 1899 Kleinstbohrer HSS-E N84811 135 DIN 338 Spiralbohrer kurz HSS-E-PM FN 500 DZ84816 137 DIN 1897 Spiralbohrer extra kurz HSS-E EN85010 138 DIN 8374 Mehrfasenstufenbohrer mit Zylinderschaft, Senkung fein, 90° HSS N85110 138 Werksnorm Mehrfasenstufenbohrer mit Zylinderschaft, Senkung mittel, 90° HSS N85210 138 DIN 8376 Mehrfasenstufenbohrer mit Zylinderschaft, Senkung mittel, 180° HSS N85216 138 Werksnorm Mehrfasenstufenbohrer mit Zylinderschaft, 180° HSS N85310 138 DIN 8378 Mehrfasenstufenbohrer mit Zylinderschaft für Kernbohrungen, 90° HSS N85510 138 Werksnorm Mehrfasenstufenbohrer mit Morsekegel, Senkung mittel, 90° HSS N85610 138 DIN 8377 Mehrfasenstufenbohrer mit Morsekegel, Senkung mittel, 180° HSS N85616 138 Werksnorm Mehrfasenstufenbohrer mit Morsekegel, 180° HSS N85710 138 DIN 8379 Mehrfasenstufenbohrer mit Morsekegel für Kernbohrungen, 90° HSS N
Bestell-Nr.-Verzeichnis
00_Vorspann.indb 4 28.10.2008 15:03:58 Uhr
5
A A F T
25425425425425825825825911715773 A
73 A
205 A
205 A
205 A
315 T
315 F
315 A
297297297307307307307333316 F
316 F
326326316 T
316 T
304304297302334334334322322323322322323727263 >Ø
2,36
63 T
65656351171 T
2112116766405520967266258171 T
164 T
blank dampfbehandelt goldbraun TiAlN AlTiN FIRE TiN MolyGlide
Bestell-Nr.
Seite Rabatt-gruppe
Norm Ober-fläche
Kurzbeschreibung Schneidstoff Typ
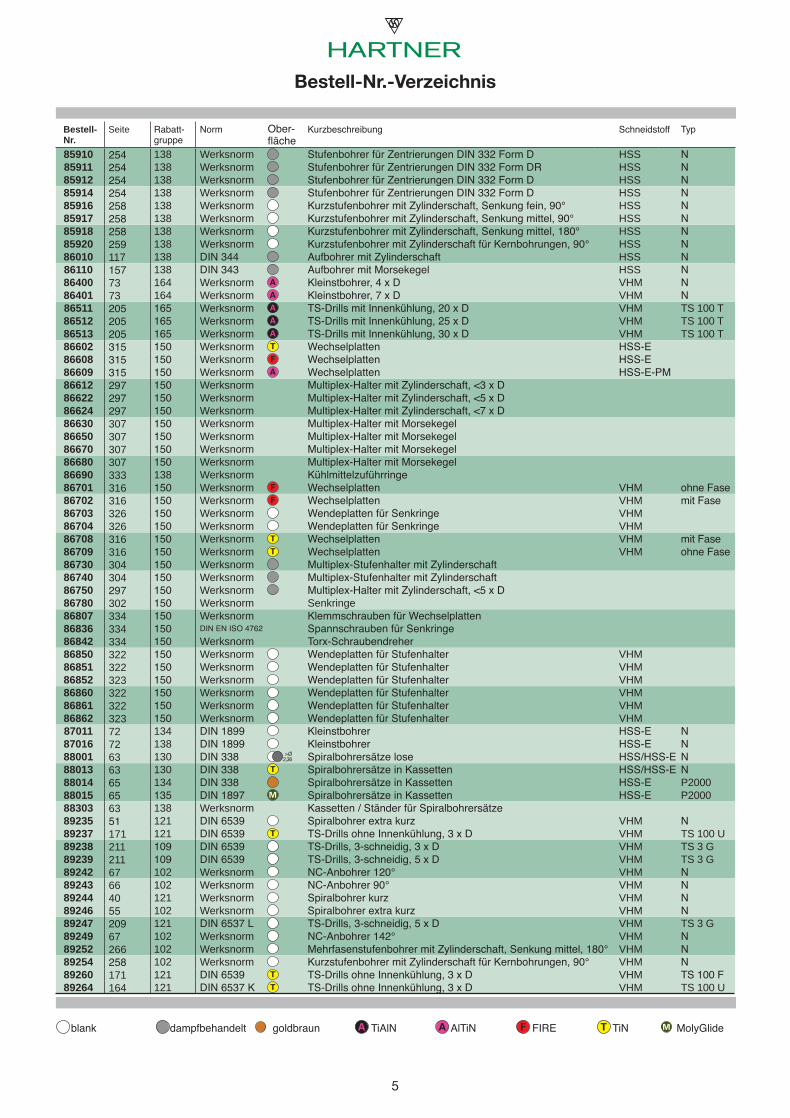
85910 138 Werksnorm Stufenbohrer für Zentrierungen DIN 332 Form D HSS N85911 138 Werksnorm Stufenbohrer für Zentrierungen DIN 332 Form DR HSS N85912 138 Werksnorm Stufenbohrer für Zentrierungen DIN 332 Form D HSS N85914 138 Werksnorm Stufenbohrer für Zentrierungen DIN 332 Form D HSS N85916 138 Werksnorm Kurzstufenbohrer mit Zylinderschaft, Senkung fein, 90° HSS N85917 138 Werksnorm Kurzstufenbohrer mit Zylinderschaft, Senkung mittel, 90° HSS N85918 138 Werksnorm Kurzstufenbohrer mit Zylinderschaft, Senkung mittel, 180° HSS N85920 138 Werksnorm Kurzstufenbohrer mit Zylinderschaft für Kernbohrungen, 90° HSS N86010 138 DIN 344 Aufbohrer mit Zylinderschaft HSS N86110 138 DIN 343 Aufbohrer mit Morsekegel HSS N86400 164 Werksnorm Kleinstbohrer, 4 x D VHM N86401 164 Werksnorm Kleinstbohrer, 7 x D VHM N86511 165 Werksnorm TS-Drills mit Innenkühlung, 20 x D VHM TS 100 T86512 165 Werksnorm TS-Drills mit Innenkühlung, 25 x D VHM TS 100 T86513 165 Werksnorm TS-Drills mit Innenkühlung, 30 x D VHM TS 100 T86602 150 Werksnorm Wechselplatten HSS-E86608 150 Werksnorm Wechselplatten HSS-E86609 150 Werksnorm Wechselplatten HSS-E-PM86612 150 Werksnorm Multiplex-Halter mit Zylinderschaft, <3 x D86622 150 Werksnorm Multiplex-Halter mit Zylinderschaft, <5 x D86624 150 Werksnorm Multiplex-Halter mit Zylinderschaft, <7 x D86630 150 Werksnorm Multiplex-Halter mit Morsekegel86650 150 Werksnorm Multiplex-Halter mit Morsekegel86670 150 Werksnorm Multiplex-Halter mit Morsekegel86680 150 Werksnorm Multiplex-Halter mit Morsekegel86690 138 Werksnorm Kühlmittelzuführringe86701 150 Werksnorm Wechselplatten VHM ohne Fase86702 150 Werksnorm Wechselplatten VHM mit Fase86703 150 Werksnorm Wendeplatten für Senkringe VHM86704 150 Werksnorm Wendeplatten für Senkringe VHM86708 150 Werksnorm Wechselplatten VHM mit Fase86709 150 Werksnorm Wechselplatten VHM ohne Fase86730 150 Werksnorm Multiplex-Stufenhalter mit Zylinderschaft86740 150 Werksnorm Multiplex-Stufenhalter mit Zylinderschaft86750 150 Werksnorm Multiplex-Halter mit Zylinderschaft, <5 x D86780 150 Werksnorm Senkringe86807 150 Werksnorm Klemmschrauben für Wechselplatten86836 150 DIN EN ISO 4762 Spannschrauben für Senkringe86842 150 Werksnorm Torx-Schraubendreher86850 150 Werksnorm Wendeplatten für Stufenhalter VHM86851 150 Werksnorm Wendeplatten für Stufenhalter VHM86852 150 Werksnorm Wendeplatten für Stufenhalter VHM86860 150 Werksnorm Wendeplatten für Stufenhalter VHM86861 150 Werksnorm Wendeplatten für Stufenhalter VHM86862 150 Werksnorm Wendeplatten für Stufenhalter VHM87011 134 DIN 1899 Kleinstbohrer HSS-E N87016 138 DIN 1899 Kleinstbohrer HSS-E N88001 130 DIN 338 Spiralbohrersätze lose HSS/HSS-E N88013 130 DIN 338 Spiralbohrersätze in Kassetten HSS/HSS-E N88014 134 DIN 338 Spiralbohrersätze in Kassetten HSS-E P200088015 135 DIN 1897 Spiralbohrersätze in Kassetten HSS-E P200088303 138 Werksnorm Kassetten / Ständer für Spiralbohrersätze89235 121 DIN 6539 Spiralbohrer extra kurz VHM N89237 121 DIN 6539 TS-Drills ohne Innenkühlung, 3 x D VHM TS 100 U89238 109 DIN 6539 TS-Drills, 3-schneidig, 3 x D VHM TS 3 G89239 109 DIN 6539 TS-Drills, 3-schneidig, 5 x D VHM TS 3 G89242 102 Werksnorm NC-Anbohrer 120° VHM N89243 102 Werksnorm NC-Anbohrer 90° VHM N89244 121 Werksnorm Spiralbohrer kurz VHM N89246 102 Werksnorm Spiralbohrer extra kurz VHM N89247 121 DIN 6537 L TS-Drills, 3-schneidig, 5 x D VHM TS 3 G89249 102 Werksnorm NC-Anbohrer 142° VHM N89252 102 Werksnorm Mehrfasenstufenbohrer mit Zylinderschaft, Senkung mittel, 180° VHM N89254 102 Werksnorm Kurzstufenbohrer mit Zylinderschaft für Kernbohrungen, 90° VHM N89260 121 DIN 6539 TS-Drills ohne Innenkühlung, 3 x D VHM TS 100 F89264 121 DIN 6537 K TS-Drills ohne Innenkühlung, 3 x D VHM TS 100 U
Bestell-Nr.-Verzeichnis
00_Vorspann.indb 5 28.10.2008 15:04:06 Uhr
6
A F T
175 T
175 T
184 T
184 T
173 T
72182201199113155113180 T
192 T
113171 F
164 F
175 F
184 F
184 F
185 F
175 F
185 F
194 F
164 F
168 F
176 F
194 F
186 F
203 F
185 F
194 F
220221220221226 T
227 T
227 T
232226 T
220 A
220 A
221 A
221 A
226226227227232
blank AlTiN TiCN FIRE TiN
Bestell-Nr.-Verzeichnis
Bestell-Nr.
Seite Rabatt-gruppe
Norm Ober-fläche
Kurzbeschreibung Schneidstoff Typ
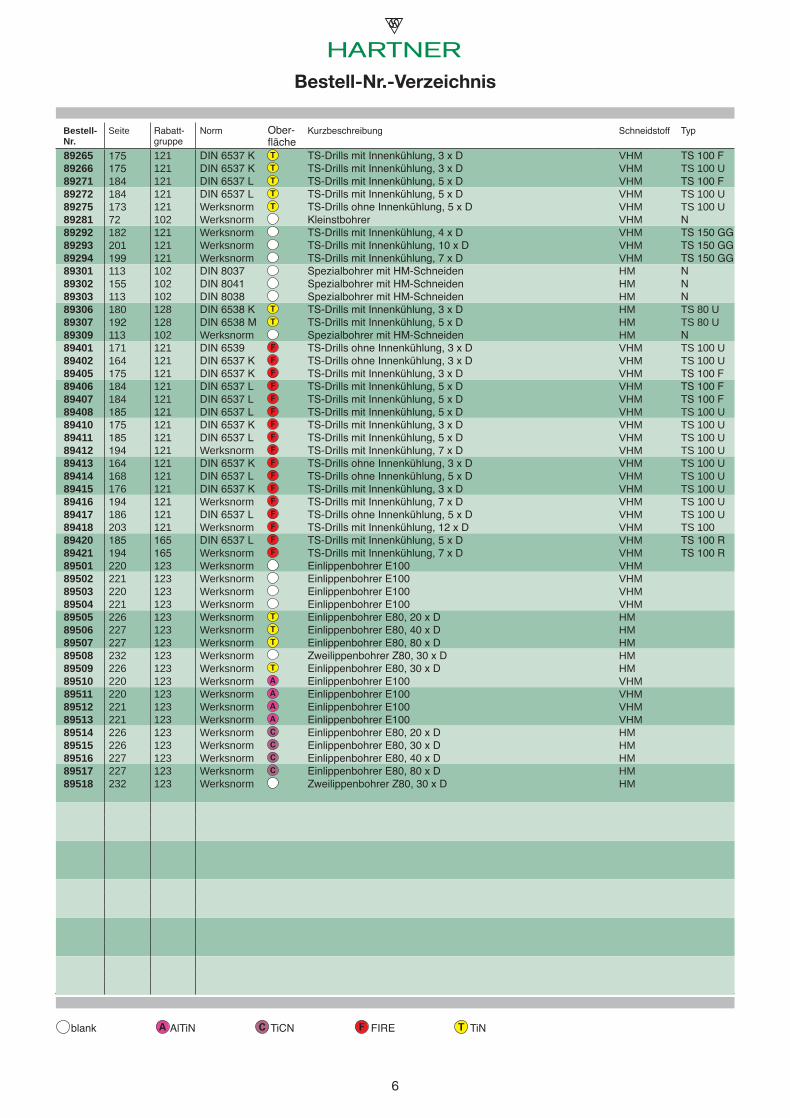
89265 121 DIN 6537 K TS-Drills mit Innenkühlung, 3 x D VHM TS 100 F89266 121 DIN 6537 K TS-Drills mit Innenkühlung, 3 x D VHM TS 100 U89271 121 DIN 6537 L TS-Drills mit Innenkühlung, 5 x D VHM TS 100 F89272 121 DIN 6537 L TS-Drills mit Innenkühlung, 5 x D VHM TS 100 U89275 121 Werksnorm TS-Drills ohne Innenkühlung, 5 x D VHM TS 100 U89281 102 Werksnorm Kleinstbohrer VHM N89292 121 Werksnorm TS-Drills mit Innenkühlung, 4 x D VHM TS 150 GG89293 121 Werksnorm TS-Drills mit Innenkühlung, 10 x D VHM TS 150 GG89294 121 Werksnorm TS-Drills mit Innenkühlung, 7 x D VHM TS 150 GG89301 102 DIN 8037 Spezialbohrer mit HM-Schneiden HM N89302 102 DIN 8041 Spezialbohrer mit HM-Schneiden HM N89303 102 DIN 8038 Spezialbohrer mit HM-Schneiden HM N89306 128 DIN 6538 K TS-Drills mit Innenkühlung, 3 x D HM TS 80 U89307 128 DIN 6538 M TS-Drills mit Innenkühlung, 5 x D HM TS 80 U89309 102 Werksnorm Spezialbohrer mit HM-Schneiden HM N89401 121 DIN 6539 TS-Drills ohne Innenkühlung, 3 x D VHM TS 100 U89402 121 DIN 6537 K TS-Drills ohne Innenkühlung, 3 x D VHM TS 100 U89405 121 DIN 6537 K TS-Drills mit Innenkühlung, 3 x D VHM TS 100 F89406 121 DIN 6537 L TS-Drills mit Innenkühlung, 5 x D VHM TS 100 F89407 121 DIN 6537 L TS-Drills mit Innenkühlung, 5 x D VHM TS 100 F89408 121 DIN 6537 L TS-Drills mit Innenkühlung, 5 x D VHM TS 100 U89410 121 DIN 6537 K TS-Drills mit Innenkühlung, 3 x D VHM TS 100 U89411 121 DIN 6537 L TS-Drills mit Innenkühlung, 5 x D VHM TS 100 U89412 121 Werksnorm TS-Drills mit Innenkühlung, 7 x D VHM TS 100 U89413 121 DIN 6537 K TS-Drills ohne Innenkühlung, 3 x D VHM TS 100 U89414 121 DIN 6537 L TS-Drills ohne Innenkühlung, 5 x D VHM TS 100 U89415 121 DIN 6537 K TS-Drills mit Innenkühlung, 3 x D VHM TS 100 U89416 121 Werksnorm TS-Drills mit Innenkühlung, 7 x D VHM TS 100 U89417 121 DIN 6537 L TS-Drills ohne Innenkühlung, 5 x D VHM TS 100 U89418 121 Werksnorm TS-Drills mit Innenkühlung, 12 x D VHM TS 10089420 165 DIN 6537 L TS-Drills mit Innenkühlung, 5 x D VHM TS 100 R89421 165 Werksnorm TS-Drills mit Innenkühlung, 7 x D VHM TS 100 R89501 123 Werksnorm Einlippenbohrer E100 VHM89502 123 Werksnorm Einlippenbohrer E100 VHM89503 123 Werksnorm Einlippenbohrer E100 VHM89504 123 Werksnorm Einlippenbohrer E100 VHM89505 123 Werksnorm Einlippenbohrer E80, 20 x D HM89506 123 Werksnorm Einlippenbohrer E80, 40 x D HM89507 123 Werksnorm Einlippenbohrer E80, 80 x D HM89508 123 Werksnorm Zweilippenbohrer Z80, 30 x D HM89509 123 Werksnorm Einlippenbohrer E80, 30 x D HM89510 123 Werksnorm Einlippenbohrer E100 VHM89511 123 Werksnorm Einlippenbohrer E100 VHM89512 123 Werksnorm Einlippenbohrer E100 VHM89513 123 Werksnorm Einlippenbohrer E100 VHM89514 123 Werksnorm Einlippenbohrer E80, 20 x D HM89515 123 Werksnorm Einlippenbohrer E80, 30 x D HM89516 123 Werksnorm Einlippenbohrer E80, 40 x D HM89517 123 Werksnorm Einlippenbohrer E80, 80 x D HM89518 123 Werksnorm Zweilippenbohrer Z80, 30 x D HM
00_Vorspann.indb 6 28.10.2008 15:04:14 Uhr
Spiralbohrer mit ZylinderSchaft
Aus HSS, HSS-E, HSS-E-PM, Hartmetallblank und beschichtet
Sp
iralb
ohre
r
mit
Zyl
ind
ersc
haft
Präzisions-Bohrwerkzeuge
01_Bohren_ZS.indb 7 27.10.2008 10:25:14 Uhr
8
A A F T
>Ø2,36 18
>Ø2,36 18
18
T 18
19
19
19
19
>Ø2,36 28
>Ø2,36 28
T 28
F 28
>Ø2,36 29
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
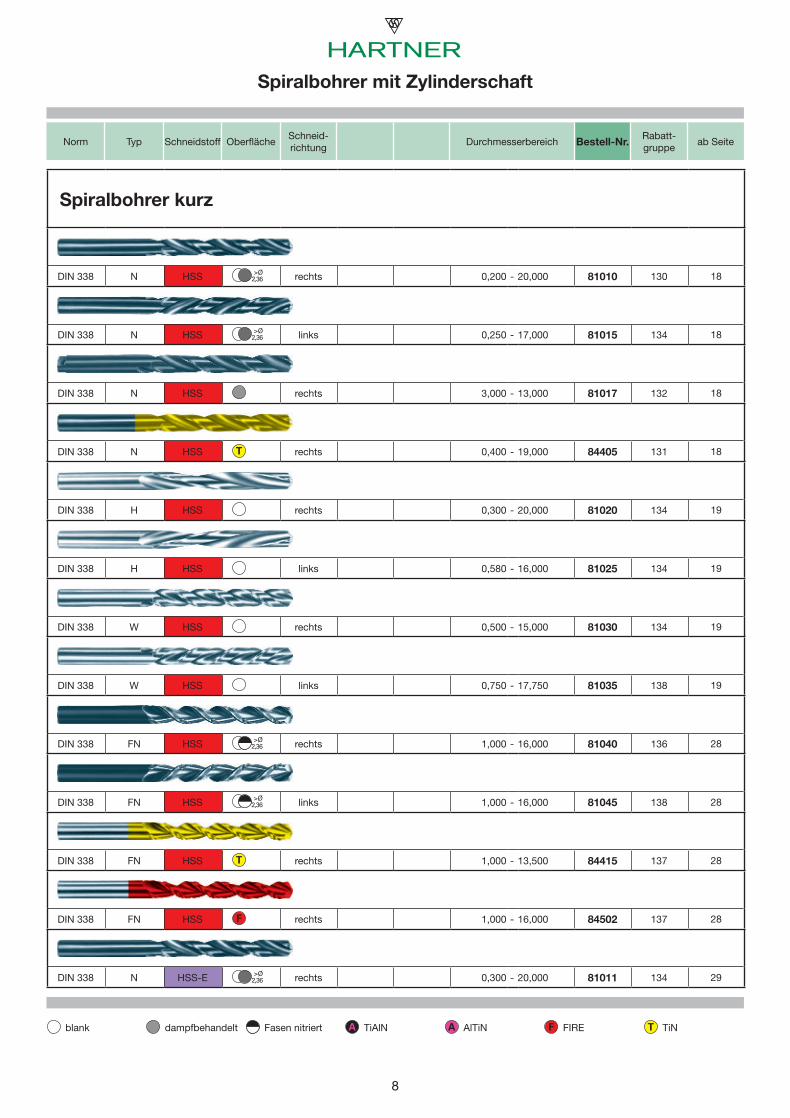
Spiralbohrer kurz
DIN 338 N HSS rechts 0,200 - 20,000 81010 130
DIN 338 N HSS links 0,250 - 17,000 81015 134
DIN 338 N HSS rechts 3,000 - 13,000 81017 132
DIN 338 N HSS rechts 0,400 - 19,000 84405 131
DIN 338 H HSS rechts 0,300 - 20,000 81020 134
DIN 338 H HSS links 0,580 - 16,000 81025 134
DIN 338 W HSS rechts 0,500 - 15,000 81030 134
DIN 338 W HSS links 0,750 - 17,750 81035 138
DIN 338 FN HSS rechts 1,000 - 16,000 81040 136
DIN 338 FN HSS links 1,000 - 16,000 81045 138
DIN 338 FN HSS rechts 1,000 - 13,500 84415 137
DIN 338 FN HSS rechts 1,000 - 16,000 84502 137
DIN 338 N HSS-E rechts 0,300 - 20,000 81011 134
Spiralbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 8 27.10.2008 10:25:24 Uhr
9
A A F T
>Ø2,36 29
T 29
A 29
F 34
34
T 34
34
35
T 35
F 35
35
T 40
40
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
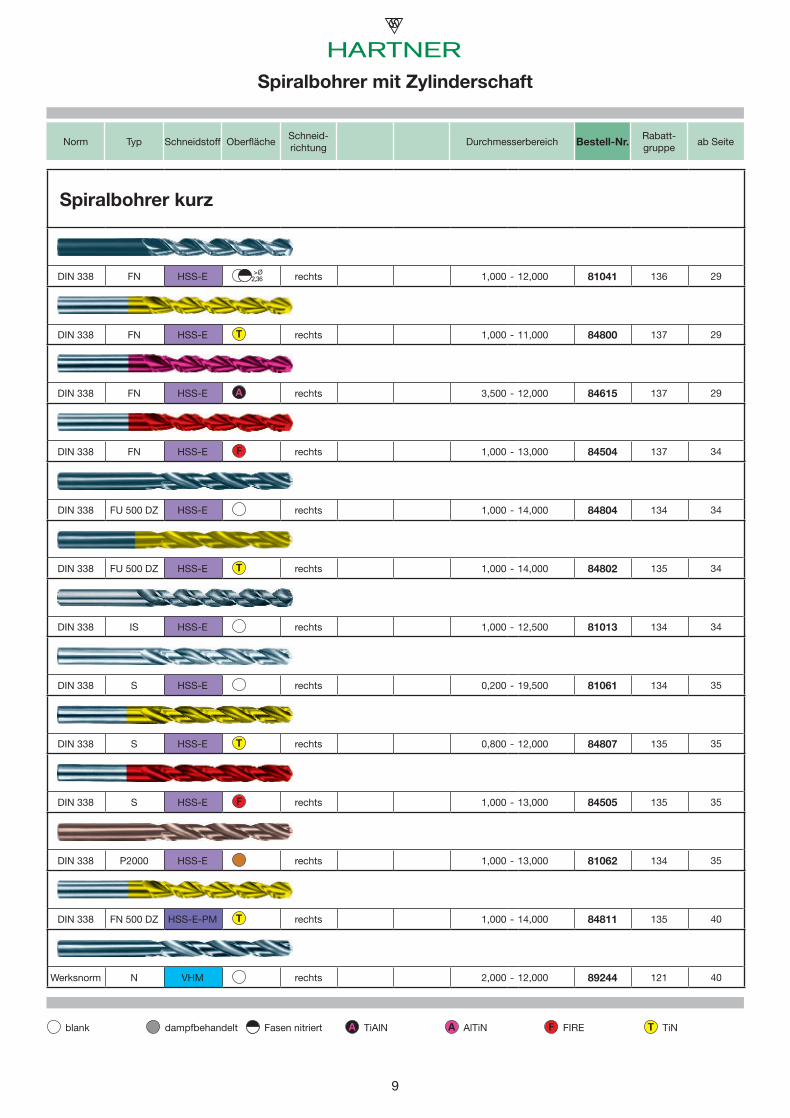
Spiralbohrer kurz
DIN 338 FN HSS-E rechts 1,000 - 12,000 81041 136
DIN 338 FN HSS-E rechts 1,000 - 11,000 84800 137
DIN 338 FN HSS-E rechts 3,500 - 12,000 84615 137
DIN 338 FN HSS-E rechts 1,000 - 13,000 84504 137
DIN 338 FU 500 DZ HSS-E rechts 1,000 - 14,000 84804 134
DIN 338 FU 500 DZ HSS-E rechts 1,000 - 14,000 84802 135
DIN 338 IS HSS-E rechts 1,000 - 12,500 81013 134
DIN 338 S HSS-E rechts 0,200 - 19,500 81061 134
DIN 338 S HSS-E rechts 0,800 - 12,000 84807 135
DIN 338 S HSS-E rechts 1,000 - 13,000 84505 135
DIN 338 P2000 HSS-E rechts 1,000 - 13,000 81062 134
DIN 338 FN 500 DZ HSS-E-PM rechts 1,000 - 14,000 84811 135
Werksnorm N VHM rechts 2,000 - 12,000 89244 121
Spiralbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 9 27.10.2008 10:25:29 Uhr
10
A A F T
>Ø2,36 43
>Ø2,36 43
T 43
F 43
44
44
>Ø16,0
<Ø2,36 44
>Ø2,36 44
T 45
T 45
45
>Ø2,36 45
T 46
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
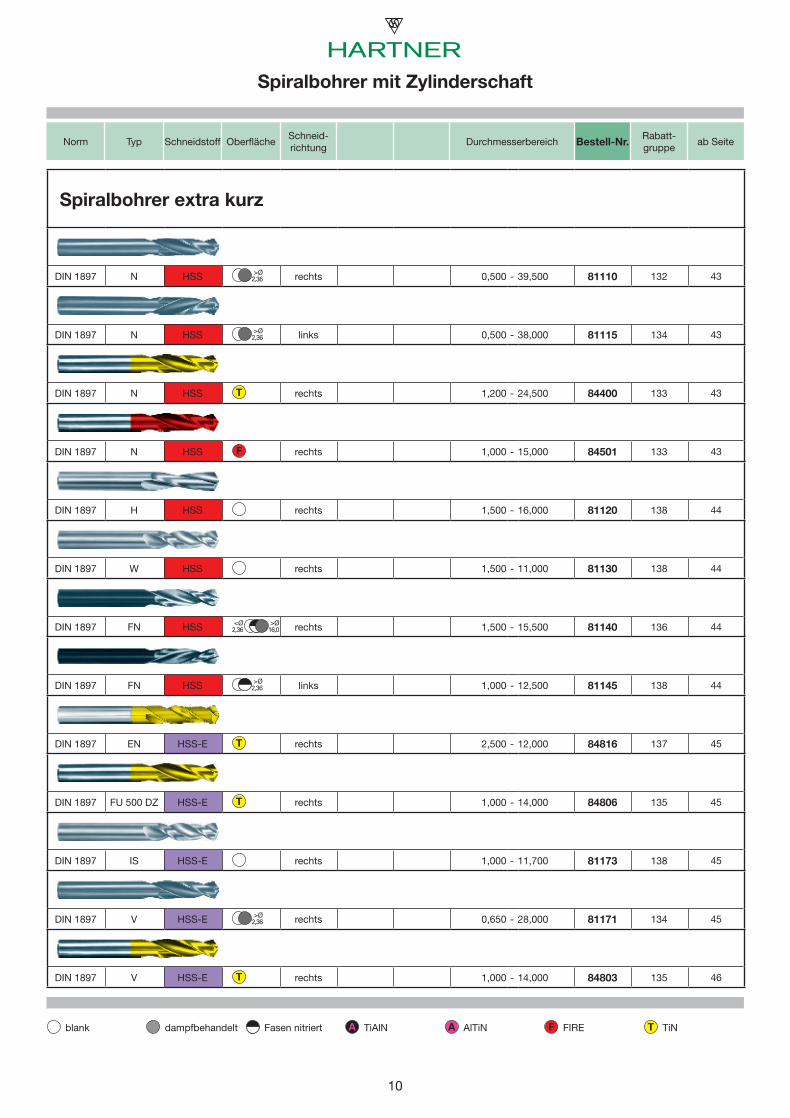
Spiralbohrer extra kurz
DIN 1897 N HSS rechts 0,500 - 39,500 81110 132
DIN 1897 N HSS links 0,500 - 38,000 81115 134
DIN 1897 N HSS rechts 1,200 - 24,500 84400 133
DIN 1897 N HSS rechts 1,000 - 15,000 84501 133
DIN 1897 H HSS rechts 1,500 - 16,000 81120 138
DIN 1897 W HSS rechts 1,500 - 11,000 81130 138
DIN 1897 FN HSS rechts 1,500 - 15,500 81140 136
DIN 1897 FN HSS links 1,000 - 12,500 81145 138
DIN 1897 EN HSS-E rechts 2,500 - 12,000 84816 137
DIN 1897 FU 500 DZ HSS-E rechts 1,000 - 14,000 84806 135
DIN 1897 IS HSS-E rechts 1,000 - 11,700 81173 138
DIN 1897 V HSS-E rechts 0,650 - 28,000 81171 134
DIN 1897 V HSS-E rechts 1,000 - 14,000 84803 135
Spiralbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 10 27.10.2008 10:25:35 Uhr
11
A A F T
F 46
F 55
55
55
T 57
T 57
F 57
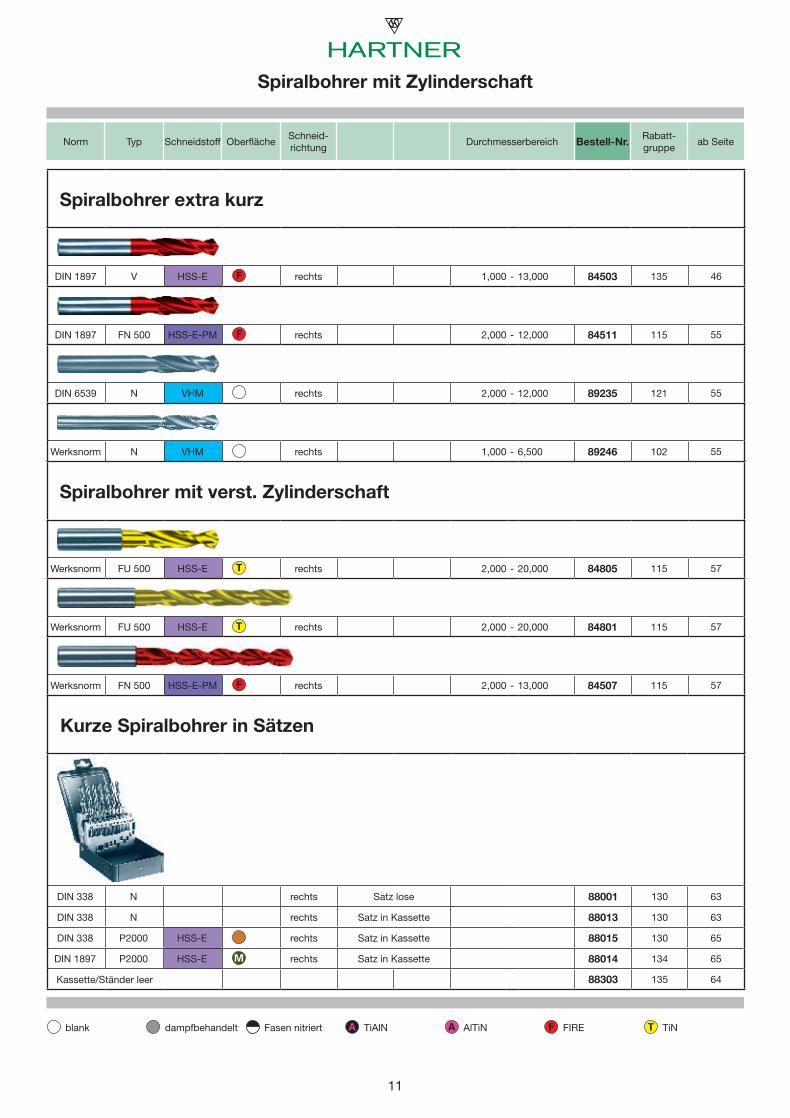
DIN 338 N 88001 130 63
DIN 338 N 88013 130 63
DIN 338 P2000 HSS-E 88015 130 65
DIN 1897 P2000 HSS-E 88014 134 65
88303 135 64
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
Spiralbohrer extra kurz
DIN 1897 V HSS-E rechts 1,000 - 13,000 84503 135
DIN 1897 FN 500 HSS-E-PM rechts 2,000 - 12,000 84511 115
DIN 6539 N VHM rechts 2,000 - 12,000 89235 121
Werksnorm N VHM rechts 1,000 - 6,500 89246 102
Spiralbohrer mit verst. Zylinderschaft
Werksnorm FU 500 HSS-E rechts 2,000 - 20,000 84805 115
Werksnorm FU 500 HSS-E rechts 2,000 - 20,000 84801 115
Werksnorm FN 500 HSS-E-PM rechts 2,000 - 13,000 84507 115
Spiralbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Kurze Spiralbohrer in Sätzen
rechts Satz lose
rechts Satz in Kassette
rechts Satz in Kassette
rechts Satz in Kassette
Kassette/Ständer leer
01_Bohren_ZS.indb 11 27.10.2008 10:25:39 Uhr
12
A A F T
66
T 66
66
67
T 67
67
67
Norm Typ Schneidstoff OberflächeSchneid-richtung
Spitzenwin-kel °
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
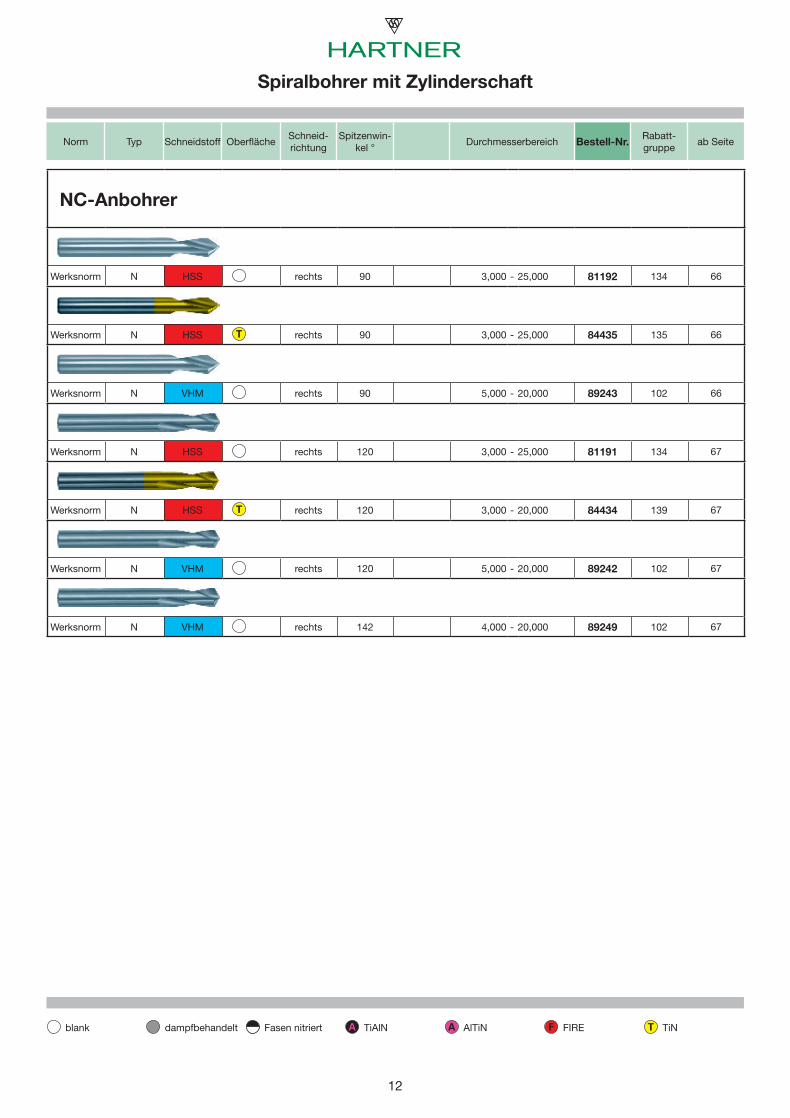
NC-Anbohrer
Werksnorm N HSS rechts 90 3,000 - 25,000 81192 134
Werksnorm N HSS rechts 90 3,000 - 25,000 84435 135
Werksnorm N VHM rechts 90 5,000 - 20,000 89243 102
Werksnorm N HSS rechts 120 3,000 - 25,000 81191 134
Werksnorm N HSS rechts 120 3,000 - 20,000 84434 139
Werksnorm N VHM rechts 120 5,000 - 20,000 89242 102
Werksnorm N VHM rechts 142 4,000 - 20,000 89249 102
Spiralbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 12 27.10.2008 10:25:42 Uhr
13
A A F T
>Ø2,36 70
72
72
T 72
72
A 73
A 73
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
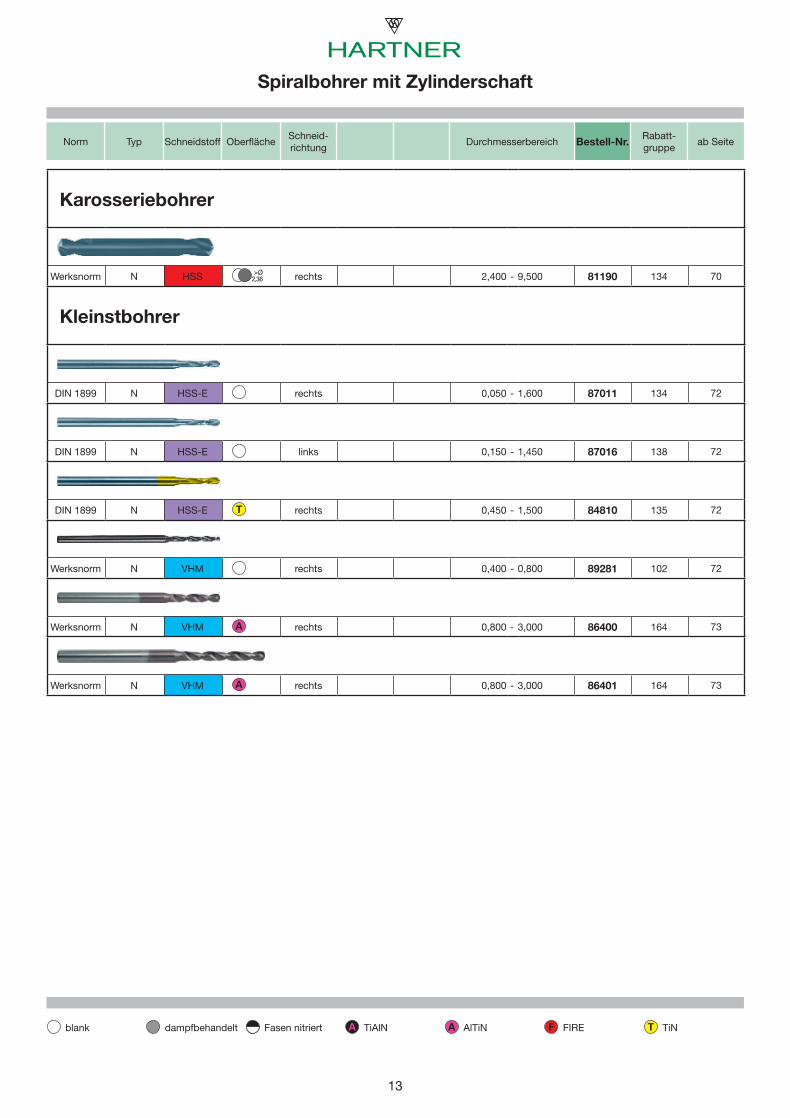
Karosseriebohrer
Werksnorm N HSS rechts 2,400 - 9,500 81190 134
Kleinstbohrer
DIN 1899 N HSS-E rechts 0,050 - 1,600 87011 134
DIN 1899 N HSS-E links 0,150 - 1,450 87016 138
DIN 1899 N HSS-E rechts 0,450 - 1,500 84810 135
Werksnorm N VHM rechts 0,400 - 0,800 89281 102
Werksnorm N VHM rechts 0,800 - 3,000 86400 164
Werksnorm N VHM rechts 0,800 - 3,000 86401 164
Spiralbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 13 27.10.2008 10:25:44 Uhr
14
A A F T
T 79
T 79
79
79
T 80
>Ø2,36 85
>Ø2,36 88
>Ø2,36 88
T 88
88
89
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
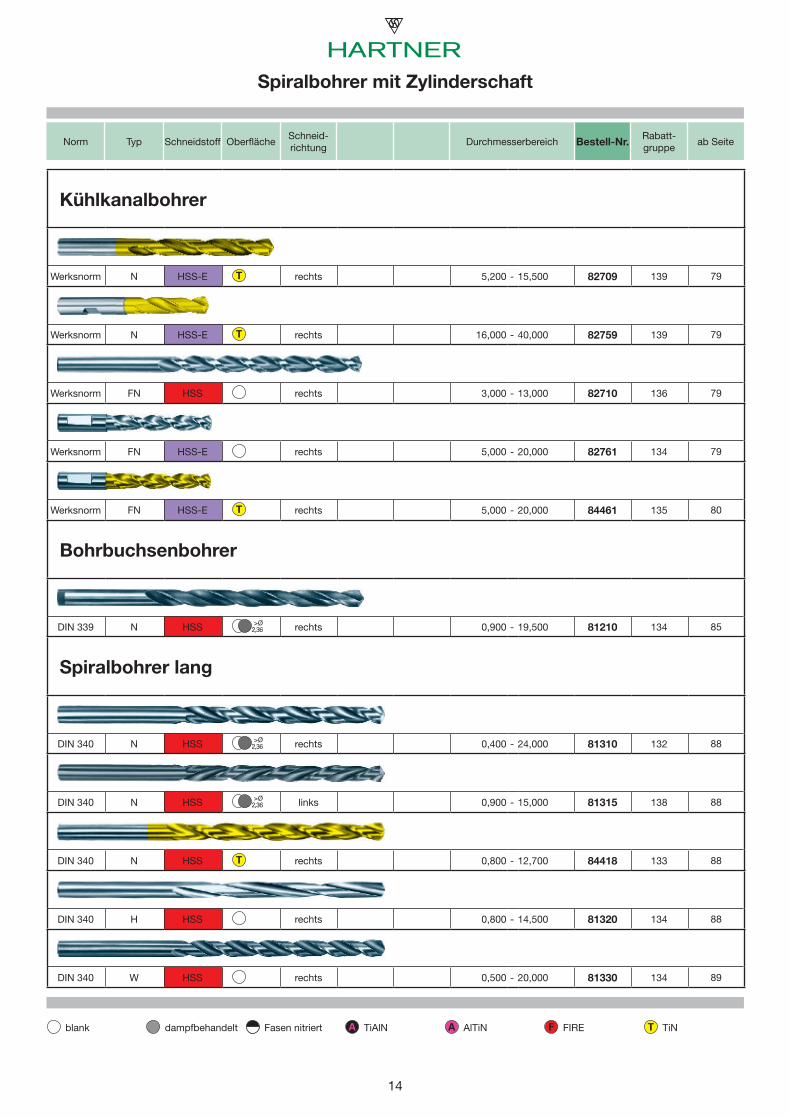
Kühlkanalbohrer
Werksnorm N HSS-E rechts 5,200 - 15,500 82709 139
Werksnorm N HSS-E rechts 16,000 - 40,000 82759 139
Werksnorm FN HSS rechts 3,000 - 13,000 82710 136
Werksnorm FN HSS-E rechts 5,000 - 20,000 82761 134
Werksnorm FN HSS-E rechts 5,000 - 20,000 84461 135
Bohrbuchsenbohrer
DIN 339 N HSS rechts 0,900 - 19,500 81210 134
Spiralbohrer lang
DIN 340 N HSS rechts 0,400 - 24,000 81310 132
DIN 340 N HSS links 0,900 - 15,000 81315 138
DIN 340 N HSS rechts 0,800 - 12,700 84418 133
DIN 340 H HSS rechts 0,800 - 14,500 81320 134
DIN 340 W HSS rechts 0,500 - 20,000 81330 134
Spiralbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 14 27.10.2008 10:25:49 Uhr
15
A A F T
>Ø2,36 89
T 89
F 89
94
>Ø2,36 94
>Ø2,36 94
94
>Ø2,36 98
>Ø2,36 98
T 98
98
99
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
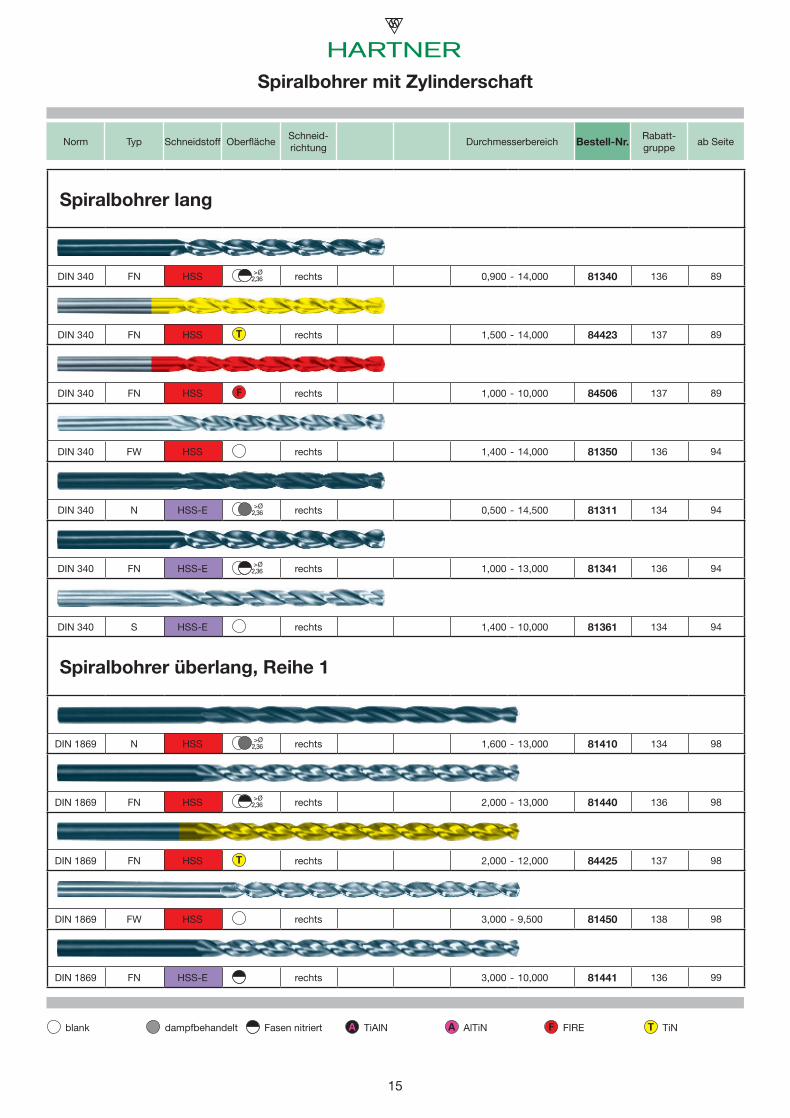
Spiralbohrer lang
DIN 340 FN HSS rechts 0,900 - 14,000 81340 136
DIN 340 FN HSS rechts 1,500 - 14,000 84423 137
DIN 340 FN HSS rechts 1,000 - 10,000 84506 137
DIN 340 FW HSS rechts 1,400 - 14,000 81350 136
DIN 340 N HSS-E rechts 0,500 - 14,500 81311 134
DIN 340 FN HSS-E rechts 1,000 - 13,000 81341 136
DIN 340 S HSS-E rechts 1,400 - 10,000 81361 134
Spiralbohrer überlang, Reihe 1
DIN 1869 N HSS rechts 1,600 - 13,000 81410 134
DIN 1869 FN HSS rechts 2,000 - 13,000 81440 136
DIN 1869 FN HSS rechts 2,000 - 12,000 84425 137
DIN 1869 FW HSS rechts 3,000 - 9,500 81450 138
DIN 1869 FN HSS-E rechts 3,000 - 10,000 81441 136
Spiralbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 15 27.10.2008 10:25:53 Uhr
16
A A F T
102
102
T 102
102
104
104
106
108
108
>Ø2,36 111
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
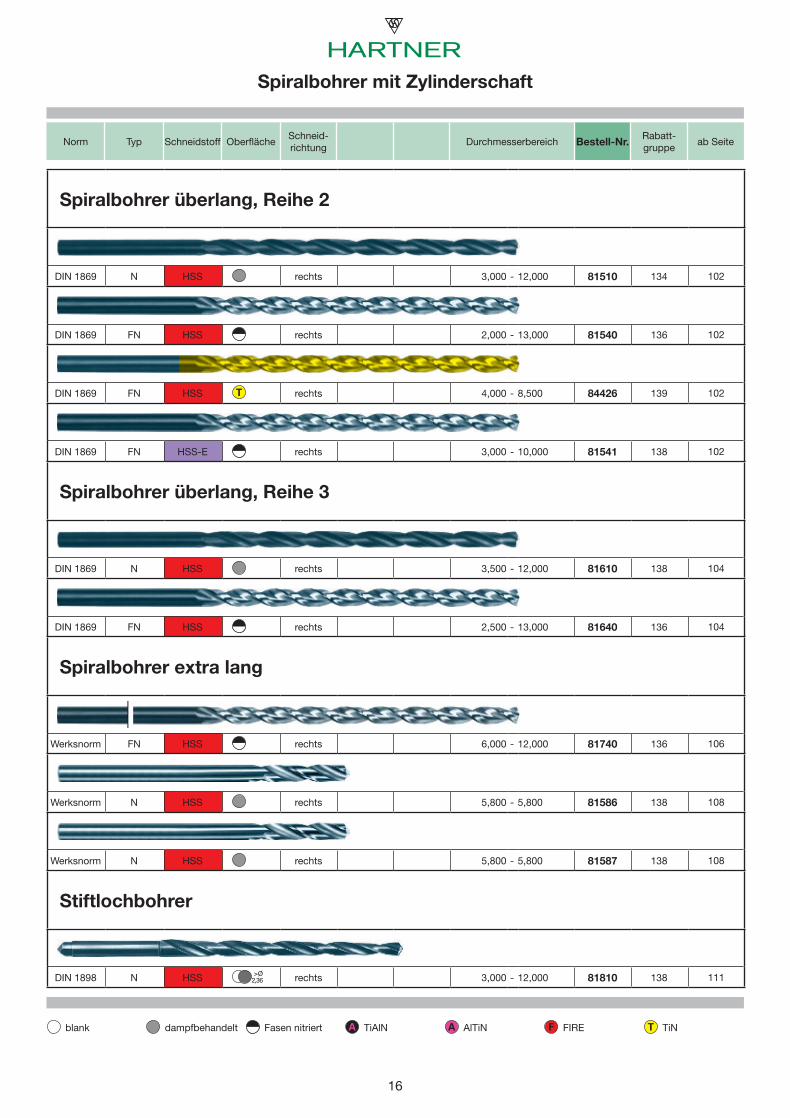
Spiralbohrer überlang, Reihe 2
DIN 1869 N HSS rechts 3,000 - 12,000 81510 134
DIN 1869 FN HSS rechts 2,000 - 13,000 81540 136
DIN 1869 FN HSS rechts 4,000 - 8,500 84426 139
DIN 1869 FN HSS-E rechts 3,000 - 10,000 81541 138
Spiralbohrer überlang, Reihe 3
DIN 1869 N HSS rechts 3,500 - 12,000 81610 138
DIN 1869 FN HSS rechts 2,500 - 13,000 81640 136
Spiralbohrer extra lang
Werksnorm FN HSS rechts 6,000 - 12,000 81740 136
Werksnorm N HSS rechts 5,800 - 5,800 81586 138
Werksnorm N HSS rechts 5,800 - 5,800 81587 138
Stiftlochbohrer
DIN 1898 N HSS rechts 3,000 - 12,000 81810 138
Spiralbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 16 27.10.2008 10:25:58 Uhr
17
A A F T
113
113
113
117
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
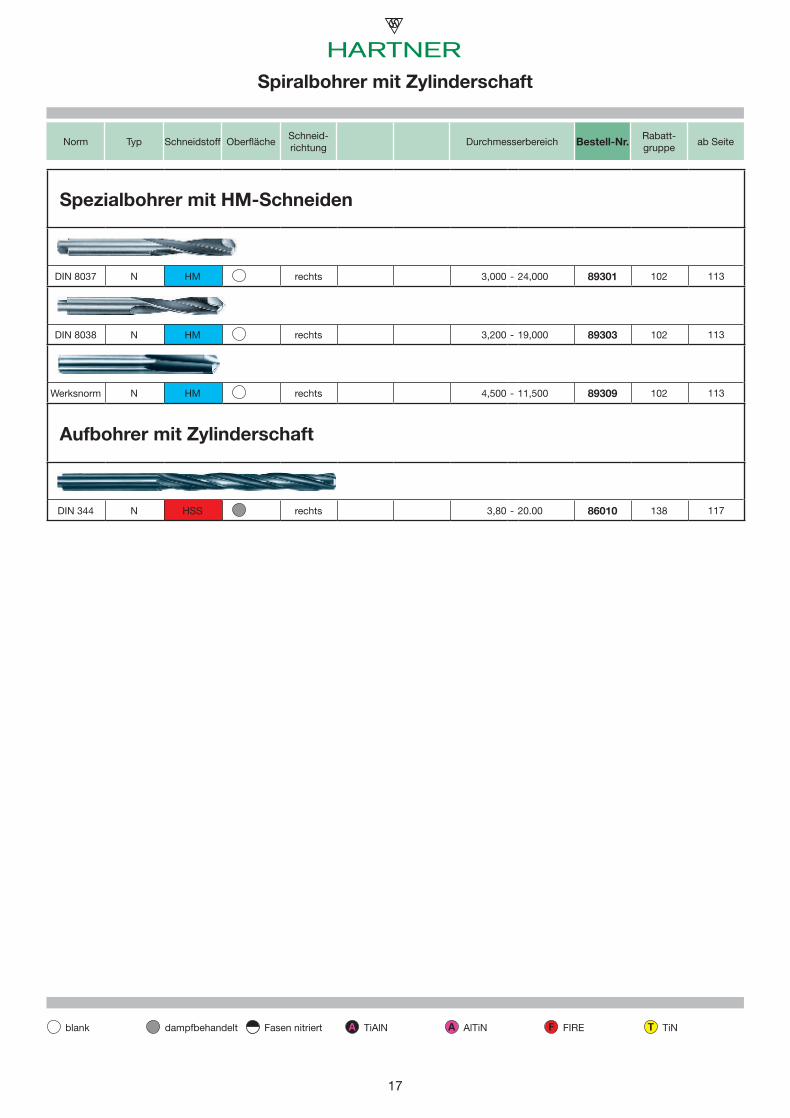
Spezialbohrer mit HM-Schneiden
DIN 8037 N HM rechts 3,000 - 24,000 89301 102
DIN 8038 N HM rechts 3,200 - 19,000 89303 102
Werksnorm N HM rechts 4,500 - 11,500 89309 102
Spiralbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Aufbohrer mit Zylinderschaft
DIN 344 N HSS rechts 3,80 - 20.00 86010 138
01_Bohren_ZS.indb 17 27.10.2008 10:25:59 Uhr
181
A A F T
>Ø2,36
>Ø2,36
T
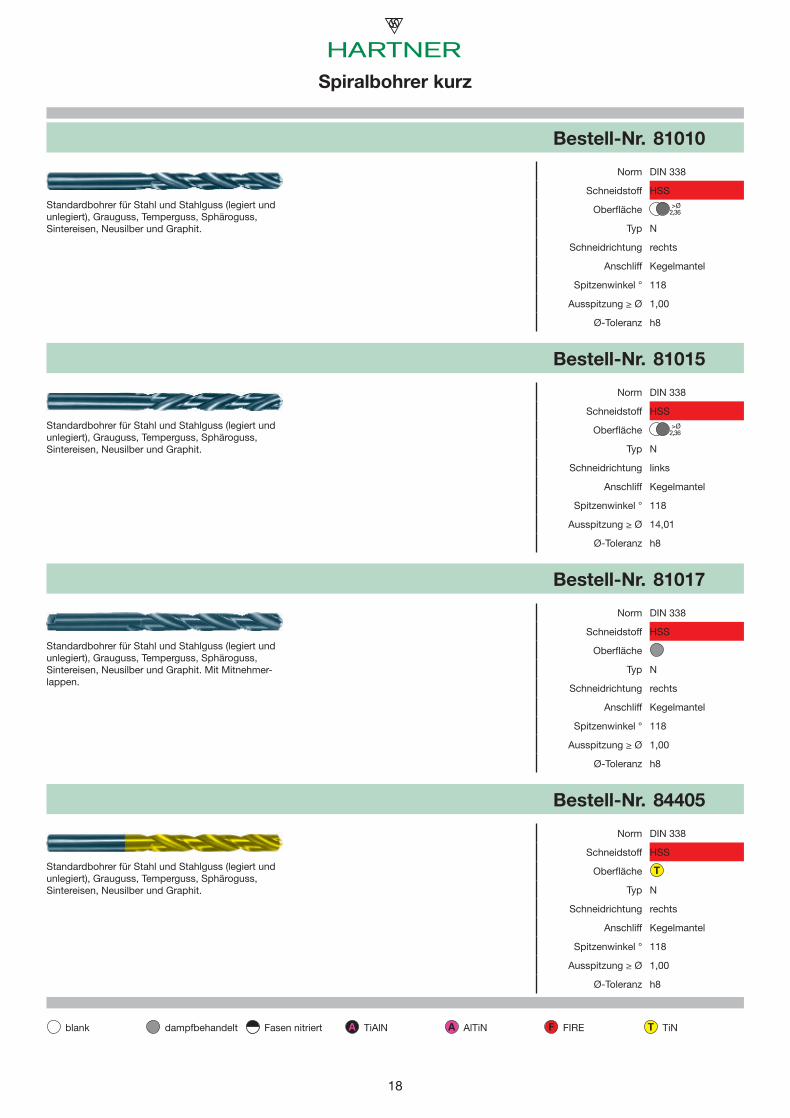
Bestell-Nr. 81010
Norm DIN 338
Schneidstoff HSSStandardbohrer für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 81015
Norm DIN 338
Schneidstoff HSSStandardbohrer für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung links
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Bestell-Nr. 81017
Norm DIN 338
Schneidstoff HSSStandardbohrer für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit. Mit Mitnehmer-lappen.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 84405
Norm DIN 338
Schneidstoff HSSStandardbohrer für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 18 27.10.2008 10:26:41 Uhr

192
A A F T
Bestell-Nr. 81020
Wird längs zur Schichtung gebohrt: 140° Spitzenwinkel. Wird quer zur Schichtung gebohrt: 80°-100° Spitzenwinkel.
Norm DIN 338
Schneidstoff HSSStandardbohrer für harte und spröde Werkstoffe wie Messing, Magnesium-Legierungen, Bronze, Phosphorbronze, Zamak (dünnwandig), Schiefer, Glimmer, Pertinax. Eventuell mit Sonderanschliff:Isolierstoffe, Hartgummi, Bakelit, Galalith, Fiber,Zelluloid, Kunstharz, Kunsthorn usw., Eternit, Presskarton (Hartpapier) und Plexiglas. Bei Sonderanschliff für Eternit und Presskarton ist wichtig, ob längs oder quer zur Schichtung gebohrt wird.
Oberfl äche
Typ H
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Bestell-Nr. 81025
Wird längs zur Schichtung gebohrt: 140° SpitzenwinkelWird quer zur Schichtung gebohrt: 80°-100° Spitzenwinkel.
Norm DIN 338
Schneidstoff HSSStandardbohrer für harte und spröde Werkstoffewie Messing, Magnesium-Legierungen, Bronze, Phosphorbronze, Zamak (dünnwandig), Schiefer, Glimmer, Pertinax. Eventuell mit Sonderanschliff: Isolierstoffe, Hartgummi, Bakelit, Galalith, Fiber, Zelluloid, Kunstharz, Kunsthorn usw., Eternit, Presskarton (Hartpapier) und Plexiglas. Bei Sonderanschliff für Eternit und Presskarton ist wichtig, ob längs oder quer zur Schichtung gebohrt wird.
Oberfl äche
Typ H
Schneidrichtung links
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Bestell-Nr. 81030
Norm DIN 338
Schneidstoff HSSStandardbohrer für weiche und langspanende Werkstoffe wie Aluminium-Legierungen (langspa-nend), Zink, Hütten-Kupfer, Silumin, Elektron, Zamak, Argalium, Kunststoffe (weich) und Holz.
Oberfl äche
Typ W
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Bestell-Nr. 81035
Norm DIN 338
Schneidstoff HSSStandardbohrer für weiche und langspanende Werkstoffe wie Aluminium-Legierungen (langspa-nend), Zink, Hütten-Kupfer, Silumin, Elektron, Zamak, Argalium, Kunststoffe (weich) und Holz.
Oberfl äche
Typ W
Schneidrichtung links
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 19 27.10.2008 10:26:41 Uhr
20
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T
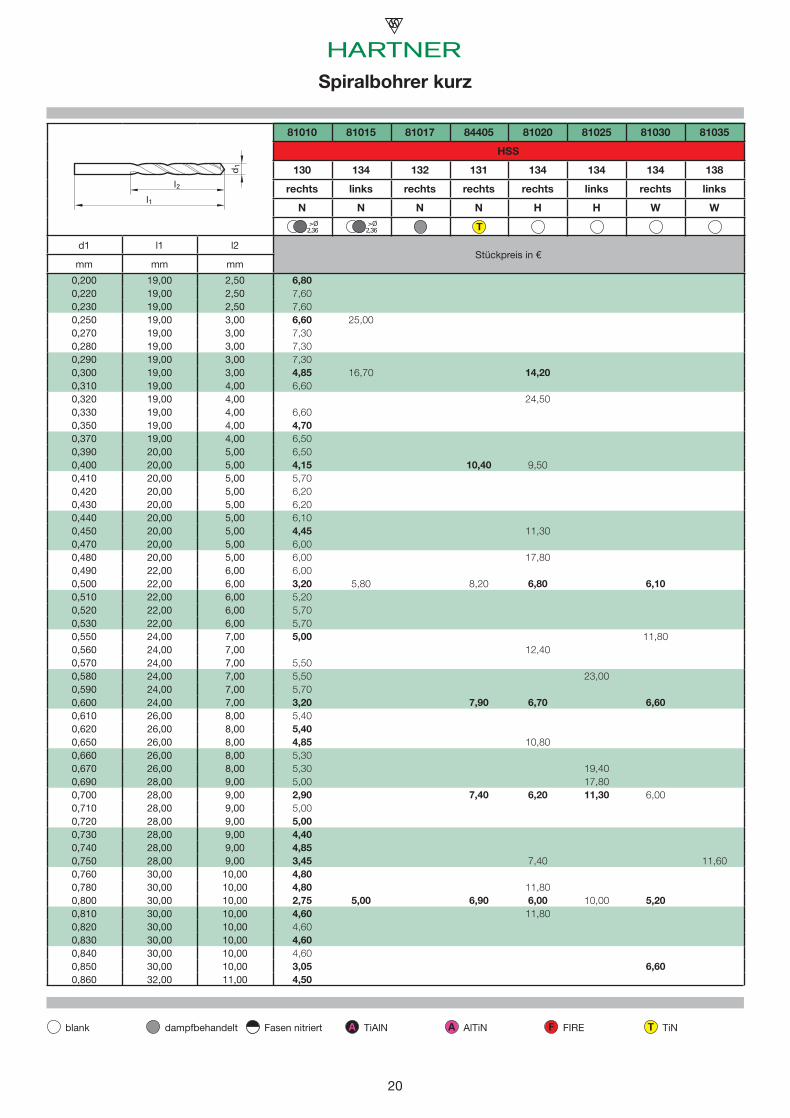
81010 81015 81017 84405 81020 81025 81030 81035
HSS
130 134 132 131 134 134 134 138
rechts links rechts rechts rechts links rechts links
N N N N H H W W
d1 l1 l2Stückpreis in €
mm mm mm
0,200 19,00 2,500,220 19,00 2,500,230 19,00 2,500,250 19,00 3,000,270 19,00 3,000,280 19,00 3,000,290 19,00 3,000,300 19,00 3,000,310 19,00 4,000,320 19,00 4,000,330 19,00 4,000,350 19,00 4,000,370 19,00 4,000,390 20,00 5,000,400 20,00 5,000,410 20,00 5,000,420 20,00 5,000,430 20,00 5,000,440 20,00 5,000,450 20,00 5,000,470 20,00 5,000,480 20,00 5,000,490 22,00 6,000,500 22,00 6,000,510 22,00 6,000,520 22,00 6,000,530 22,00 6,000,550 24,00 7,000,560 24,00 7,000,570 24,00 7,000,580 24,00 7,000,590 24,00 7,000,600 24,00 7,000,610 26,00 8,000,620 26,00 8,000,650 26,00 8,000,660 26,00 8,000,670 26,00 8,000,690 28,00 9,000,700 28,00 9,000,710 28,00 9,000,720 28,00 9,000,730 28,00 9,000,740 28,00 9,000,750 28,00 9,000,760 30,00 10,000,780 30,00 10,000,800 30,00 10,000,810 30,00 10,000,820 30,00 10,000,830 30,00 10,000,840 30,00 10,000,850 30,00 10,000,860 32,00 11,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
6,807,607,606,60 25,007,307,307,304,85 16,70 14,206,60
24,506,604,706,506,504,15 10,40 9,505,706,206,206,104,45 11,306,006,00 17,806,003,20 5,80 8,20 6,80 6,105,205,705,705,00 11,80
12,405,505,50 23,005,703,20 7,90 6,70 6,605,405,404,85 10,805,305,30 19,405,00 17,802,90 7,40 6,20 11,30 6,005,005,004,404,853,45 7,40 11,604,804,80 11,802,75 5,00 6,90 6,00 10,00 5,204,60 11,804,604,604,603,05 6,604,50
01_Bohren_ZS.indb 20 27.10.2008 10:26:51 Uhr
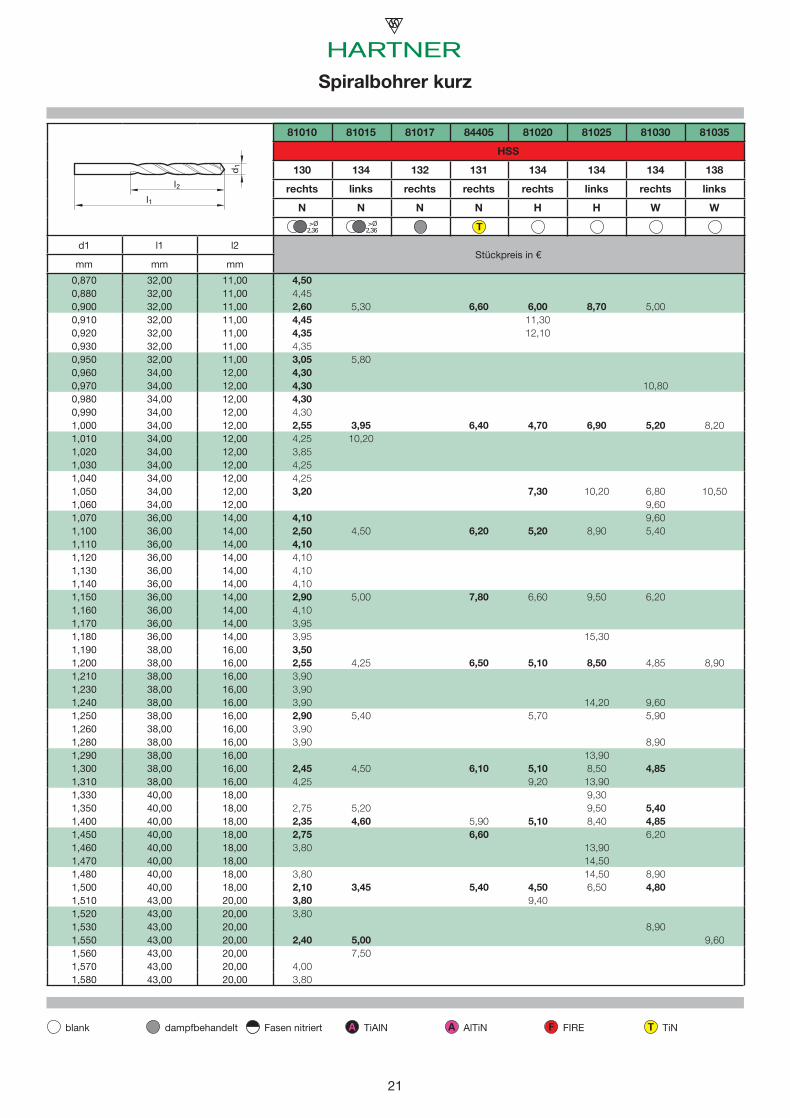
21
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T
81010 81015 81017 84405 81020 81025 81030 81035
HSS
130 134 132 131 134 134 134 138
rechts links rechts rechts rechts links rechts links
N N N N H H W W
d1 l1 l2Stückpreis in €
mm mm mm
0,870 32,00 11,000,880 32,00 11,000,900 32,00 11,000,910 32,00 11,000,920 32,00 11,000,930 32,00 11,000,950 32,00 11,000,960 34,00 12,000,970 34,00 12,000,980 34,00 12,000,990 34,00 12,001,000 34,00 12,001,010 34,00 12,001,020 34,00 12,001,030 34,00 12,001,040 34,00 12,001,050 34,00 12,001,060 34,00 12,001,070 36,00 14,001,100 36,00 14,001,110 36,00 14,001,120 36,00 14,001,130 36,00 14,001,140 36,00 14,001,150 36,00 14,001,160 36,00 14,001,170 36,00 14,001,180 36,00 14,001,190 38,00 16,001,200 38,00 16,001,210 38,00 16,001,230 38,00 16,001,240 38,00 16,001,250 38,00 16,001,260 38,00 16,001,280 38,00 16,001,290 38,00 16,001,300 38,00 16,001,310 38,00 16,001,330 40,00 18,001,350 40,00 18,001,400 40,00 18,001,450 40,00 18,001,460 40,00 18,001,470 40,00 18,001,480 40,00 18,001,500 40,00 18,001,510 43,00 20,001,520 43,00 20,001,530 43,00 20,001,550 43,00 20,001,560 43,00 20,001,570 43,00 20,001,580 43,00 20,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
4,504,452,60 5,30 6,60 6,00 8,70 5,004,45 11,304,35 12,104,353,05 5,804,304,30 10,804,304,302,55 3,95 6,40 4,70 6,90 5,20 8,204,25 10,203,854,254,253,20 7,30 10,20 6,80 10,50
9,604,10 9,602,50 4,50 6,20 5,20 8,90 5,404,104,104,104,102,90 5,00 7,80 6,60 9,50 6,204,103,953,95 15,303,502,55 4,25 6,50 5,10 8,50 4,85 8,903,903,903,90 14,20 9,602,90 5,40 5,70 5,903,903,90 8,90
13,902,45 4,50 6,10 5,10 8,50 4,854,25 9,20 13,90
9,302,75 5,20 9,50 5,402,35 4,60 5,90 5,10 8,40 4,852,75 6,60 6,203,80 13,90
14,503,80 14,50 8,902,10 3,45 5,40 4,50 6,50 4,803,80 9,403,80
8,902,40 5,00 9,60
7,504,003,80
01_Bohren_ZS.indb 21 27.10.2008 10:26:54 Uhr
22
A A F T
l1
d1
l2
>Ø2,36
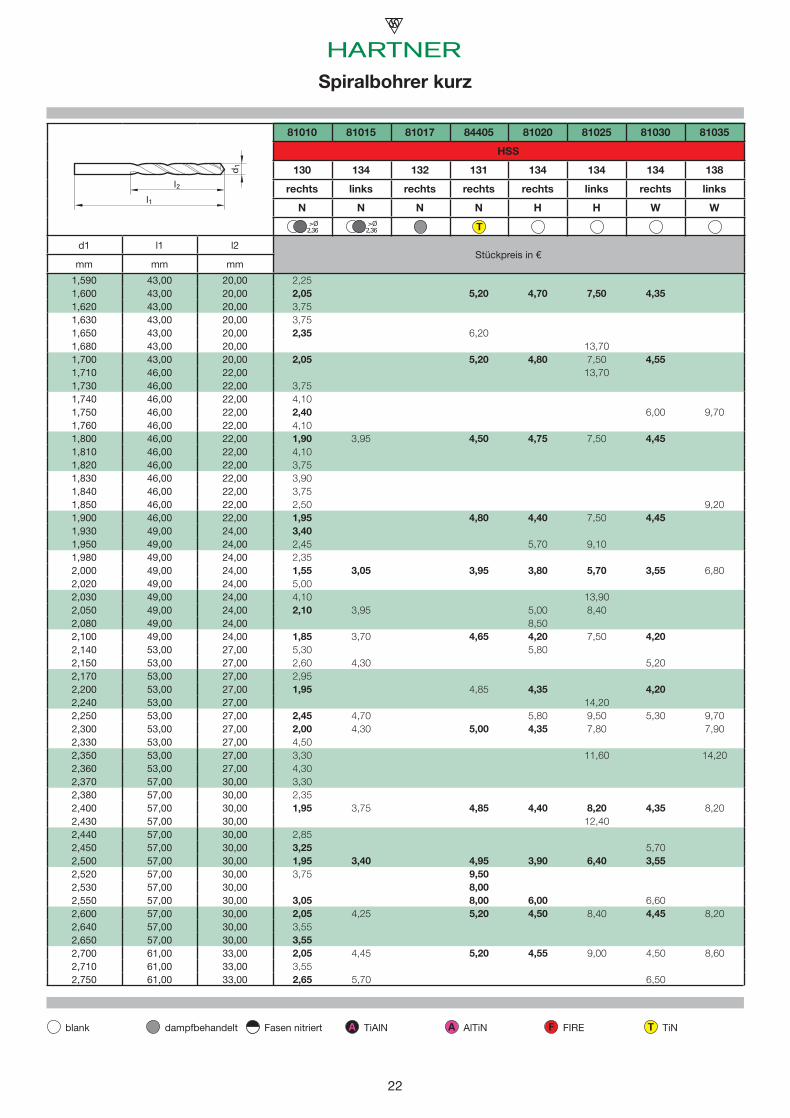
>Ø2,36 T
81010 81015 81017 84405 81020 81025 81030 81035
HSS
130 134 132 131 134 134 134 138
rechts links rechts rechts rechts links rechts links
N N N N H H W W
d1 l1 l2Stückpreis in €
mm mm mm
1,590 43,00 20,001,600 43,00 20,001,620 43,00 20,001,630 43,00 20,001,650 43,00 20,001,680 43,00 20,001,700 43,00 20,001,710 46,00 22,001,730 46,00 22,001,740 46,00 22,001,750 46,00 22,001,760 46,00 22,001,800 46,00 22,001,810 46,00 22,001,820 46,00 22,001,830 46,00 22,001,840 46,00 22,001,850 46,00 22,001,900 46,00 22,001,930 49,00 24,001,950 49,00 24,001,980 49,00 24,002,000 49,00 24,002,020 49,00 24,002,030 49,00 24,002,050 49,00 24,002,080 49,00 24,002,100 49,00 24,002,140 53,00 27,002,150 53,00 27,002,170 53,00 27,002,200 53,00 27,002,240 53,00 27,002,250 53,00 27,002,300 53,00 27,002,330 53,00 27,002,350 53,00 27,002,360 53,00 27,002,370 57,00 30,002,380 57,00 30,002,400 57,00 30,002,430 57,00 30,002,440 57,00 30,002,450 57,00 30,002,500 57,00 30,002,520 57,00 30,002,530 57,00 30,002,550 57,00 30,002,600 57,00 30,002,640 57,00 30,002,650 57,00 30,002,700 61,00 33,002,710 61,00 33,002,750 61,00 33,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
2,252,05 5,20 4,70 7,50 4,353,753,752,35 6,20
13,702,05 5,20 4,80 7,50 4,55
13,703,754,102,40 6,00 9,704,101,90 3,95 4,50 4,75 7,50 4,454,103,753,903,752,50 9,201,95 4,80 4,40 7,50 4,453,402,45 5,70 9,102,351,55 3,05 3,95 3,80 5,70 3,55 6,805,004,10 13,902,10 3,95 5,00 8,40
8,501,85 3,70 4,65 4,20 7,50 4,205,30 5,802,60 4,30 5,202,951,95 4,85 4,35 4,20
14,202,45 4,70 5,80 9,50 5,30 9,702,00 4,30 5,00 4,35 7,80 7,904,503,30 11,60 14,204,303,302,351,95 3,75 4,85 4,40 8,20 4,35 8,20
12,402,853,25 5,701,95 3,40 4,95 3,90 6,40 3,553,75 9,50
8,003,05 8,00 6,00 6,602,05 4,25 5,20 4,50 8,40 4,45 8,203,553,552,05 4,45 5,20 4,55 9,00 4,50 8,603,552,65 5,70 6,50
01_Bohren_ZS.indb 22 27.10.2008 10:26:57 Uhr
23
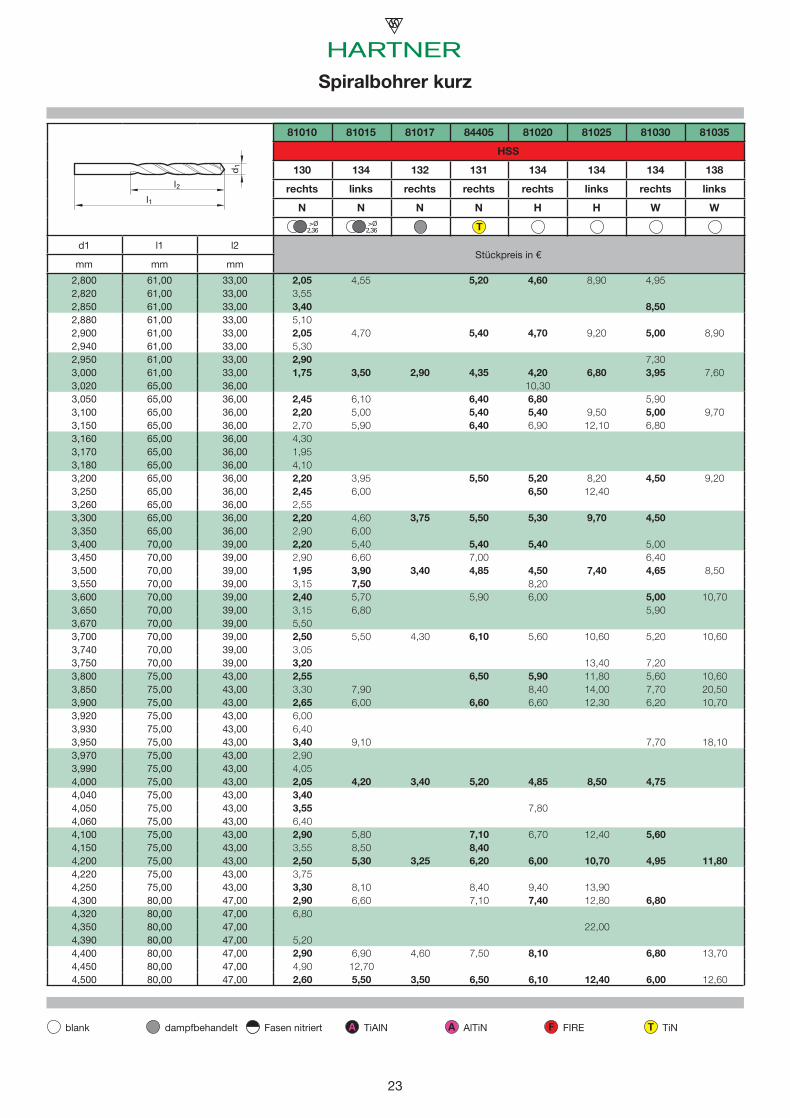
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T
81010 81015 81017 84405 81020 81025 81030 81035
HSS
130 134 132 131 134 134 134 138
rechts links rechts rechts rechts links rechts links
N N N N H H W W
d1 l1 l2Stückpreis in €
mm mm mm
2,800 61,00 33,002,820 61,00 33,002,850 61,00 33,002,880 61,00 33,002,900 61,00 33,002,940 61,00 33,002,950 61,00 33,003,000 61,00 33,003,020 65,00 36,003,050 65,00 36,003,100 65,00 36,003,150 65,00 36,003,160 65,00 36,003,170 65,00 36,003,180 65,00 36,003,200 65,00 36,003,250 65,00 36,003,260 65,00 36,003,300 65,00 36,003,350 65,00 36,003,400 70,00 39,003,450 70,00 39,003,500 70,00 39,003,550 70,00 39,003,600 70,00 39,003,650 70,00 39,003,670 70,00 39,003,700 70,00 39,003,740 70,00 39,003,750 70,00 39,003,800 75,00 43,003,850 75,00 43,003,900 75,00 43,003,920 75,00 43,003,930 75,00 43,003,950 75,00 43,003,970 75,00 43,003,990 75,00 43,004,000 75,00 43,004,040 75,00 43,004,050 75,00 43,004,060 75,00 43,004,100 75,00 43,004,150 75,00 43,004,200 75,00 43,004,220 75,00 43,004,250 75,00 43,004,300 80,00 47,004,320 80,00 47,004,350 80,00 47,004,390 80,00 47,004,400 80,00 47,004,450 80,00 47,004,500 80,00 47,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
2,05 4,55 5,20 4,60 8,90 4,953,553,40 8,505,102,05 4,70 5,40 4,70 9,20 5,00 8,905,302,90 7,301,75 3,50 2,90 4,35 4,20 6,80 3,95 7,60
10,302,45 6,10 6,40 6,80 5,902,20 5,00 5,40 5,40 9,50 5,00 9,702,70 5,90 6,40 6,90 12,10 6,804,301,954,102,20 3,95 5,50 5,20 8,20 4,50 9,202,45 6,00 6,50 12,402,552,20 4,60 3,75 5,50 5,30 9,70 4,502,90 6,002,20 5,40 5,40 5,40 5,002,90 6,60 7,00 6,401,95 3,90 3,40 4,85 4,50 7,40 4,65 8,503,15 7,50 8,202,40 5,70 5,90 6,00 5,00 10,703,15 6,80 5,905,502,50 5,50 4,30 6,10 5,60 10,60 5,20 10,603,053,20 13,40 7,202,55 6,50 5,90 11,80 5,60 10,603,30 7,90 8,40 14,00 7,70 20,502,65 6,00 6,60 6,60 12,30 6,20 10,706,006,403,40 9,10 7,70 18,102,904,052,05 4,20 3,40 5,20 4,85 8,50 4,753,403,55 7,806,402,90 5,80 7,10 6,70 12,40 5,603,55 8,50 8,402,50 5,30 3,25 6,20 6,00 10,70 4,95 11,803,753,30 8,10 8,40 9,40 13,902,90 6,60 7,10 7,40 12,80 6,806,80
22,005,202,90 6,90 4,60 7,50 8,10 6,80 13,704,90 12,702,60 5,50 3,50 6,50 6,10 12,40 6,00 12,60
01_Bohren_ZS.indb 23 27.10.2008 10:27:01 Uhr
24
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T
81010 81015 81017 84405 81020 81025 81030 81035
HSS
130 134 132 131 134 134 134 138
rechts links rechts rechts rechts links rechts links
N N N N H H W W
d1 l1 l2Stückpreis in €
mm mm mm
4,550 80,00 47,004,570 80,00 47,004,600 80,00 47,004,650 80,00 47,004,700 80,00 47,004,750 80,00 47,004,760 86,00 52,004,780 86,00 52,004,800 86,00 52,004,830 86,00 52,004,850 86,00 52,004,900 86,00 52,004,920 86,00 52,004,950 86,00 52,005,000 86,00 52,005,050 86,00 52,005,060 86,00 52,005,100 86,00 52,005,110 86,00 52,005,150 86,00 52,005,160 86,00 52,005,200 86,00 52,005,220 86,00 52,005,250 86,00 52,005,300 86,00 52,005,310 93,00 57,005,350 93,00 57,005,400 93,00 57,005,410 93,00 57,005,420 93,00 57,005,450 93,00 57,005,500 93,00 57,005,530 93,00 57,005,550 93,00 57,005,560 93,00 57,005,600 93,00 57,005,610 93,00 57,005,620 93,00 57,005,650 93,00 57,005,700 93,00 57,005,750 93,00 57,005,790 93,00 57,005,800 93,00 57,005,850 93,00 57,005,900 93,00 57,005,950 93,00 57,006,000 93,00 57,006,050 101,00 63,006,100 101,00 63,006,150 101,00 63,006,200 101,00 63,006,250 101,00 63,006,260 101,00 63,006,300 101,00 63,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
4,85 12,105,103,00 7,60 4,70 7,10 7,50 6,80 13,904,853,05 7,60 7,40 8,20 7,50 14,204,85 13,40 24,00 10,703,007,103,00 4,70 7,50 7,60 6,80 14,807,104,50 12,603,20 7,50 7,90 7,70 6,80 15,005,305,40 29,00 14,502,55 5,00 3,95 6,40 6,50 10,70 6,50 12,105,70 17,005,903,20 7,50 8,00 7,80 15,60 7,20 15,605,805,80 13,90 31,503,503,25 7,80 4,90 8,00 7,90 16,40 7,605,805,10 19,00 13,40 12,80 24,503,30 8,20 8,00 7,90 16,40 7,60 15,907,006,803,85 9,30 10,00 17,20 8,90 16,806,80
10,007,00 21,503,55 6,90 5,70 8,90 7,90 14,50 7,40 13,406,907,00 21,004,353,95 9,10 9,50 10,50 8,80 16,707,607,407,303,95 9,20 9,60 10,50 8,806,60 20,00 11,30 16,90 18,30 32,00 15,107,603,95 9,20 6,00 9,60 9,50 19,80 8,80 17,507,304,15 10,70 9,90 10,50 9,704,75 10,20 11,00 11,303,55 6,90 5,00 8,90 8,50 13,40 8,60 15,007,904,45 10,60 10,00 8,807,90 17,004,45 10,40 6,80 10,60 10,00 22,50 9,70 22,007,20 22,50 18,60 31,508,104,55 10,80 11,00 11,30 10,50 22,50
01_Bohren_ZS.indb 24 27.10.2008 10:27:04 Uhr
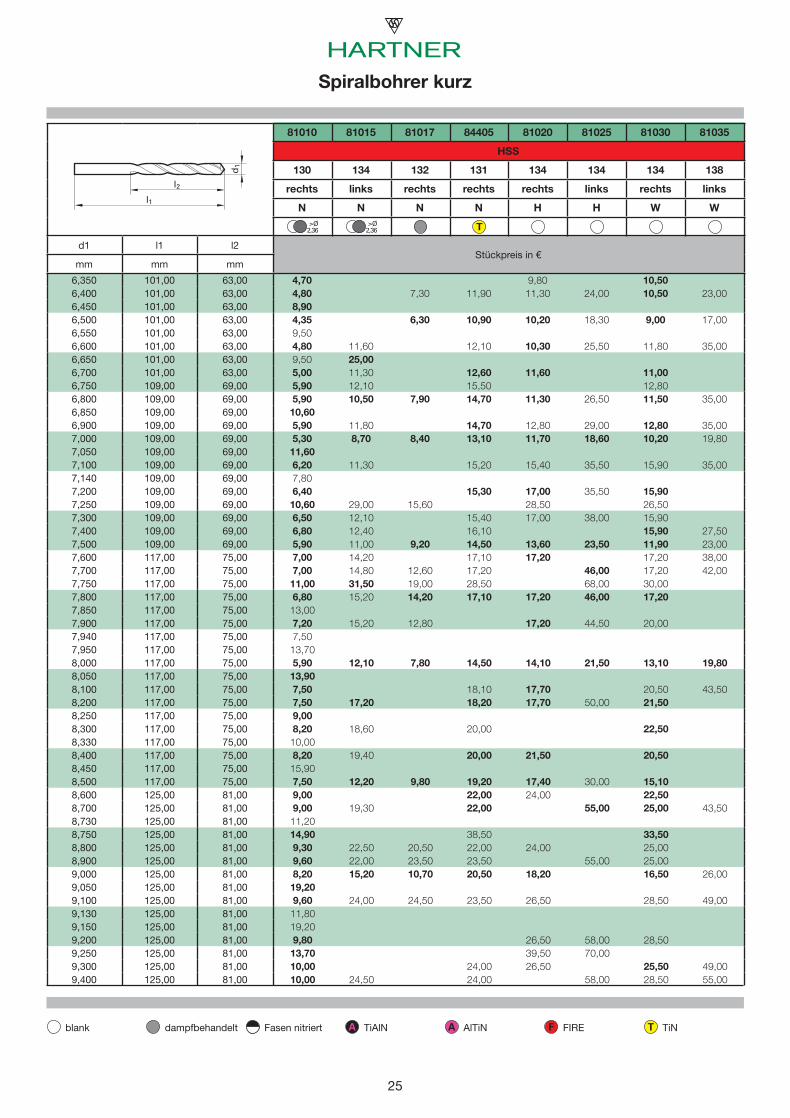
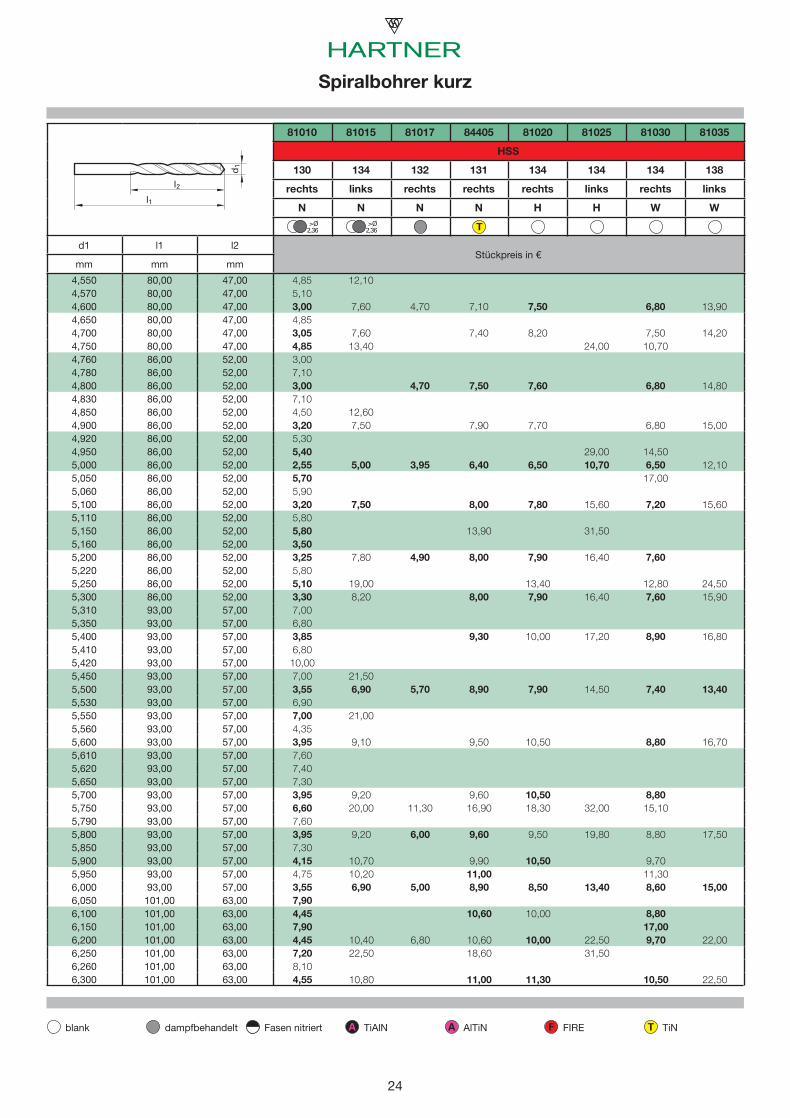
25
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T
81010 81015 81017 84405 81020 81025 81030 81035
HSS
130 134 132 131 134 134 134 138
rechts links rechts rechts rechts links rechts links
N N N N H H W W
d1 l1 l2Stückpreis in €
mm mm mm
6,350 101,00 63,006,400 101,00 63,006,450 101,00 63,006,500 101,00 63,006,550 101,00 63,006,600 101,00 63,006,650 101,00 63,006,700 101,00 63,006,750 109,00 69,006,800 109,00 69,006,850 109,00 69,006,900 109,00 69,007,000 109,00 69,007,050 109,00 69,007,100 109,00 69,007,140 109,00 69,007,200 109,00 69,007,250 109,00 69,007,300 109,00 69,007,400 109,00 69,007,500 109,00 69,007,600 117,00 75,007,700 117,00 75,007,750 117,00 75,007,800 117,00 75,007,850 117,00 75,007,900 117,00 75,007,940 117,00 75,007,950 117,00 75,008,000 117,00 75,008,050 117,00 75,008,100 117,00 75,008,200 117,00 75,008,250 117,00 75,008,300 117,00 75,008,330 117,00 75,008,400 117,00 75,008,450 117,00 75,008,500 117,00 75,008,600 125,00 81,008,700 125,00 81,008,730 125,00 81,008,750 125,00 81,008,800 125,00 81,008,900 125,00 81,009,000 125,00 81,009,050 125,00 81,009,100 125,00 81,009,130 125,00 81,009,150 125,00 81,009,200 125,00 81,009,250 125,00 81,009,300 125,00 81,009,400 125,00 81,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
4,70 9,80 10,504,80 7,30 11,90 11,30 24,00 10,50 23,008,904,35 6,30 10,90 10,20 18,30 9,00 17,009,504,80 11,60 12,10 10,30 25,50 11,80 35,009,50 25,005,00 11,30 12,60 11,60 11,005,90 12,10 15,50 12,805,90 10,50 7,90 14,70 11,30 26,50 11,50 35,0010,605,90 11,80 14,70 12,80 29,00 12,80 35,005,30 8,70 8,40 13,10 11,70 18,60 10,20 19,8011,606,20 11,30 15,20 15,40 35,50 15,90 35,007,806,40 15,30 17,00 35,50 15,9010,60 29,00 15,60 28,50 26,506,50 12,10 15,40 17,00 38,00 15,906,80 12,40 16,10 15,90 27,505,90 11,00 9,20 14,50 13,60 23,50 11,90 23,007,00 14,20 17,10 17,20 17,20 38,007,00 14,80 12,60 17,20 46,00 17,20 42,0011,00 31,50 19,00 28,50 68,00 30,006,80 15,20 14,20 17,10 17,20 46,00 17,2013,007,20 15,20 12,80 17,20 44,50 20,007,50
13,705,90 12,10 7,80 14,50 14,10 21,50 13,10 19,8013,907,50 18,10 17,70 20,50 43,507,50 17,20 18,20 17,70 50,00 21,509,008,20 18,60 20,00 22,5010,008,20 19,40 20,00 21,50 20,5015,907,50 12,20 9,80 19,20 17,40 30,00 15,109,00 22,00 24,00 22,509,00 19,30 22,00 55,00 25,00 43,5011,2014,90 38,50 33,509,30 22,50 20,50 22,00 24,00 25,009,60 22,00 23,50 23,50 55,00 25,008,20 15,20 10,70 20,50 18,20 16,50 26,0019,209,60 24,00 24,50 23,50 26,50 28,50 49,0011,8019,209,80 26,50 58,00 28,5013,70 39,50 70,0010,00 24,00 26,50 25,50 49,0010,00 24,50 24,00 58,00 28,50 55,00
01_Bohren_ZS.indb 25 27.10.2008 10:27:08 Uhr
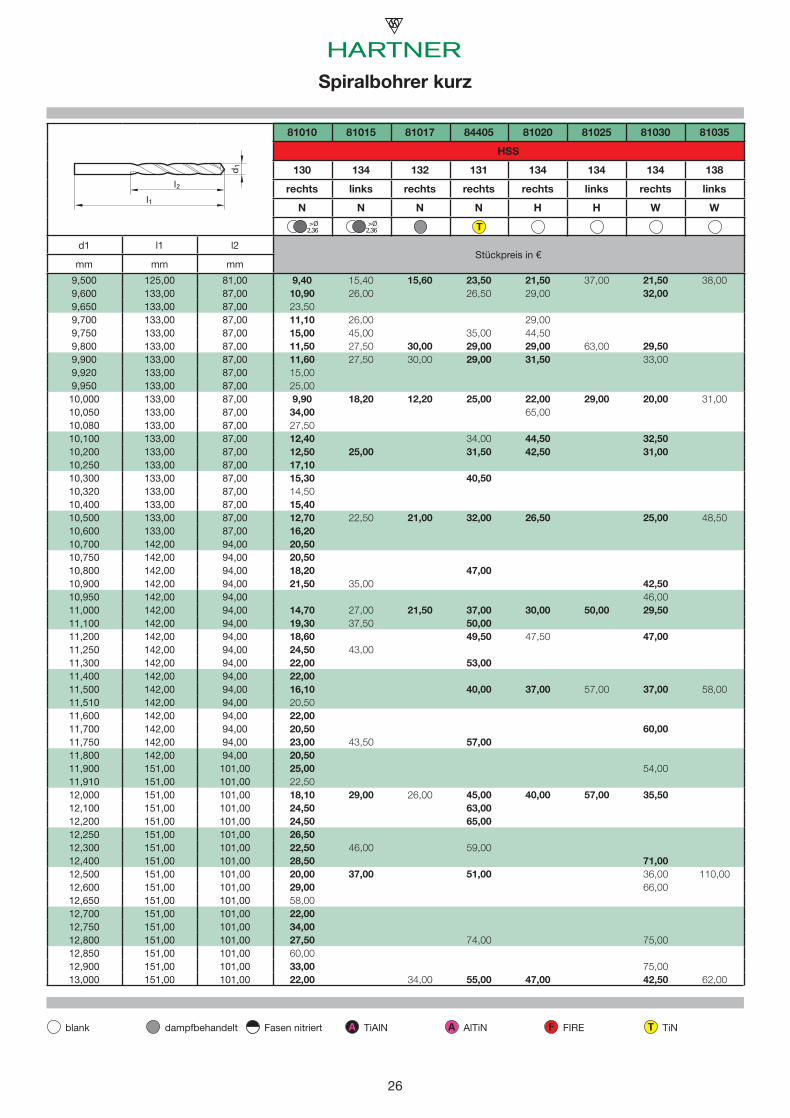
26
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T
81010 81015 81017 84405 81020 81025 81030 81035
HSS
130 134 132 131 134 134 134 138
rechts links rechts rechts rechts links rechts links
N N N N H H W W
d1 l1 l2Stückpreis in €
mm mm mm
9,500 125,00 81,009,600 133,00 87,009,650 133,00 87,009,700 133,00 87,009,750 133,00 87,009,800 133,00 87,009,900 133,00 87,009,920 133,00 87,009,950 133,00 87,0010,000 133,00 87,0010,050 133,00 87,0010,080 133,00 87,0010,100 133,00 87,0010,200 133,00 87,0010,250 133,00 87,0010,300 133,00 87,0010,320 133,00 87,0010,400 133,00 87,0010,500 133,00 87,0010,600 133,00 87,0010,700 142,00 94,0010,750 142,00 94,0010,800 142,00 94,0010,900 142,00 94,0010,950 142,00 94,0011,000 142,00 94,0011,100 142,00 94,0011,200 142,00 94,0011,250 142,00 94,0011,300 142,00 94,0011,400 142,00 94,0011,500 142,00 94,0011,510 142,00 94,0011,600 142,00 94,0011,700 142,00 94,0011,750 142,00 94,0011,800 142,00 94,0011,900 151,00 101,0011,910 151,00 101,0012,000 151,00 101,0012,100 151,00 101,0012,200 151,00 101,0012,250 151,00 101,0012,300 151,00 101,0012,400 151,00 101,0012,500 151,00 101,0012,600 151,00 101,0012,650 151,00 101,0012,700 151,00 101,0012,750 151,00 101,0012,800 151,00 101,0012,850 151,00 101,0012,900 151,00 101,0013,000 151,00 101,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
9,40 15,40 15,60 23,50 21,50 37,00 21,50 38,0010,90 26,00 26,50 29,00 32,0023,5011,10 26,00 29,0015,00 45,00 35,00 44,5011,50 27,50 30,00 29,00 29,00 63,00 29,5011,60 27,50 30,00 29,00 31,50 33,0015,0025,009,90 18,20 12,20 25,00 22,00 29,00 20,00 31,0034,00 65,0027,5012,40 34,00 44,50 32,5012,50 25,00 31,50 42,50 31,0017,1015,30 40,5014,5015,4012,70 22,50 21,00 32,00 26,50 25,00 48,5016,2020,5020,5018,20 47,0021,50 35,00 42,50
46,0014,70 27,00 21,50 37,00 30,00 50,00 29,5019,30 37,50 50,0018,60 49,50 47,50 47,0024,50 43,0022,00 53,0022,0016,10 40,00 37,00 57,00 37,00 58,0020,5022,0020,50 60,0023,00 43,50 57,0020,5025,00 54,0022,5018,10 29,00 26,00 45,00 40,00 57,00 35,5024,50 63,0024,50 65,0026,5022,50 46,00 59,0028,50 71,0020,00 37,00 51,00 36,00 110,0029,00 66,0058,0022,0034,0027,50 74,00 75,0060,0033,00 75,0022,00 34,00 55,00 47,00 42,50 62,00
01_Bohren_ZS.indb 26 27.10.2008 10:27:12 Uhr
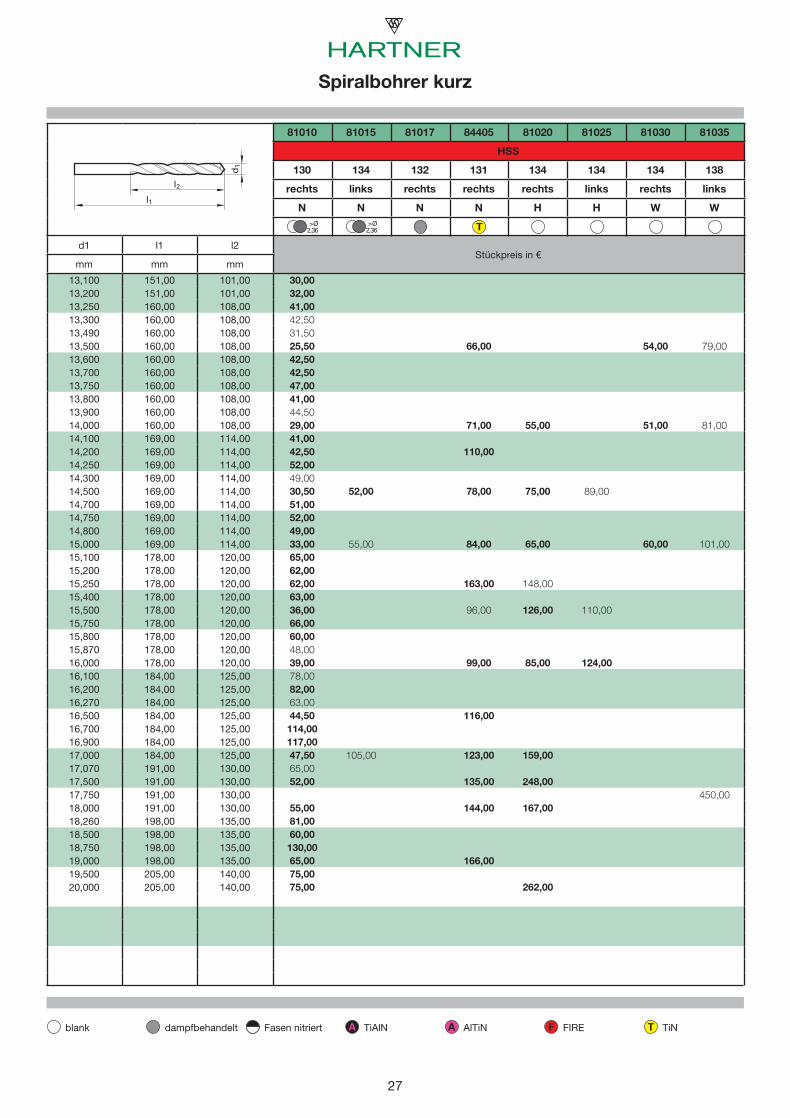
27
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T
81010 81015 81017 84405 81020 81025 81030 81035
HSS
130 134 132 131 134 134 134 138
rechts links rechts rechts rechts links rechts links
N N N N H H W W
d1 l1 l2Stückpreis in €
mm mm mm
13,100 151,00 101,0013,200 151,00 101,0013,250 160,00 108,0013,300 160,00 108,0013,490 160,00 108,0013,500 160,00 108,0013,600 160,00 108,0013,700 160,00 108,0013,750 160,00 108,0013,800 160,00 108,0013,900 160,00 108,0014,000 160,00 108,0014,100 169,00 114,0014,200 169,00 114,0014,250 169,00 114,0014,300 169,00 114,0014,500 169,00 114,0014,700 169,00 114,0014,750 169,00 114,0014,800 169,00 114,0015,000 169,00 114,0015,100 178,00 120,0015,200 178,00 120,0015,250 178,00 120,0015,400 178,00 120,0015,500 178,00 120,0015,750 178,00 120,0015,800 178,00 120,0015,870 178,00 120,0016,000 178,00 120,0016,100 184,00 125,0016,200 184,00 125,0016,270 184,00 125,0016,500 184,00 125,0016,700 184,00 125,0016,900 184,00 125,0017,000 184,00 125,0017,070 191,00 130,0017,500 191,00 130,0017,750 191,00 130,0018,000 191,00 130,0018,260 198,00 135,0018,500 198,00 135,0018,750 198,00 135,0019,000 198,00 135,0019,500 205,00 140,0020,000 205,00 140,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
30,0032,0041,0042,5031,5025,50 66,00 54,00 79,0042,5042,5047,0041,0044,5029,00 71,00 55,00 51,00 81,0041,0042,50 110,0052,0049,0030,50 52,00 78,00 75,00 89,0051,0052,0049,0033,00 55,00 84,00 65,00 60,00 101,0065,0062,0062,00 163,00 148,0063,0036,00 96,00 126,00 110,0066,0060,0048,0039,00 99,00 85,00 124,0078,0082,0063,0044,50 116,00
114,00117,0047,50 105,00 123,00 159,0065,0052,00 135,00 248,00
450,0055,00 144,00 167,0081,0060,00
130,0065,00 166,0075,0075,00 262,00
01_Bohren_ZS.indb 27 27.10.2008 10:27:15 Uhr
283
A A F T
>Ø2,36
>Ø2,36
T
F
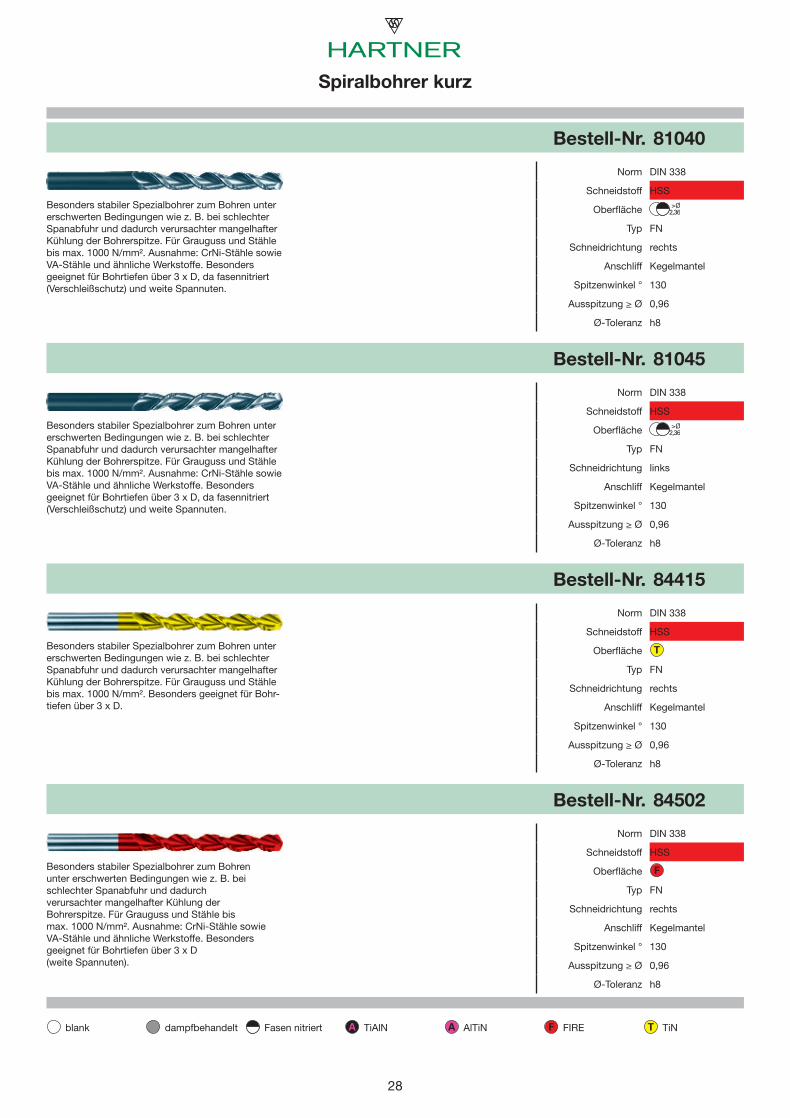
Bestell-Nr. 81040
Norm DIN 338
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren unter erschwerten Bedingungen wie z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähnliche Werkstoffe. Besonders geeignet für Bohrtiefen über 3 x D, da fasennitriert (Verschleißschutz) und weite Spannuten.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 81045
Norm DIN 338
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren unter erschwerten Bedingungen wie z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähnliche Werkstoffe. Besonders geeignet für Bohrtiefen über 3 x D, da fasennitriert (Verschleißschutz) und weite Spannuten.
Oberfl äche
Typ FN
Schneidrichtung links
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84415
Norm DIN 338
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren unter erschwerten Bedingungen wie z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze. Für Grauguss und Stähle bis max. 1000 N/mm². Besonders geeignet für Bohr-tiefen über 3 x D.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84502
Norm DIN 338
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren unter erschwerten Bedingungen wie z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowieVA-Stähle und ähnliche Werkstoffe. Besonders geeignet für Bohrtiefen über 3 x D (weite Spannuten).
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 28 27.10.2008 10:27:21 Uhr
294
A A F T
>Ø2,36
>Ø2,36
T
A
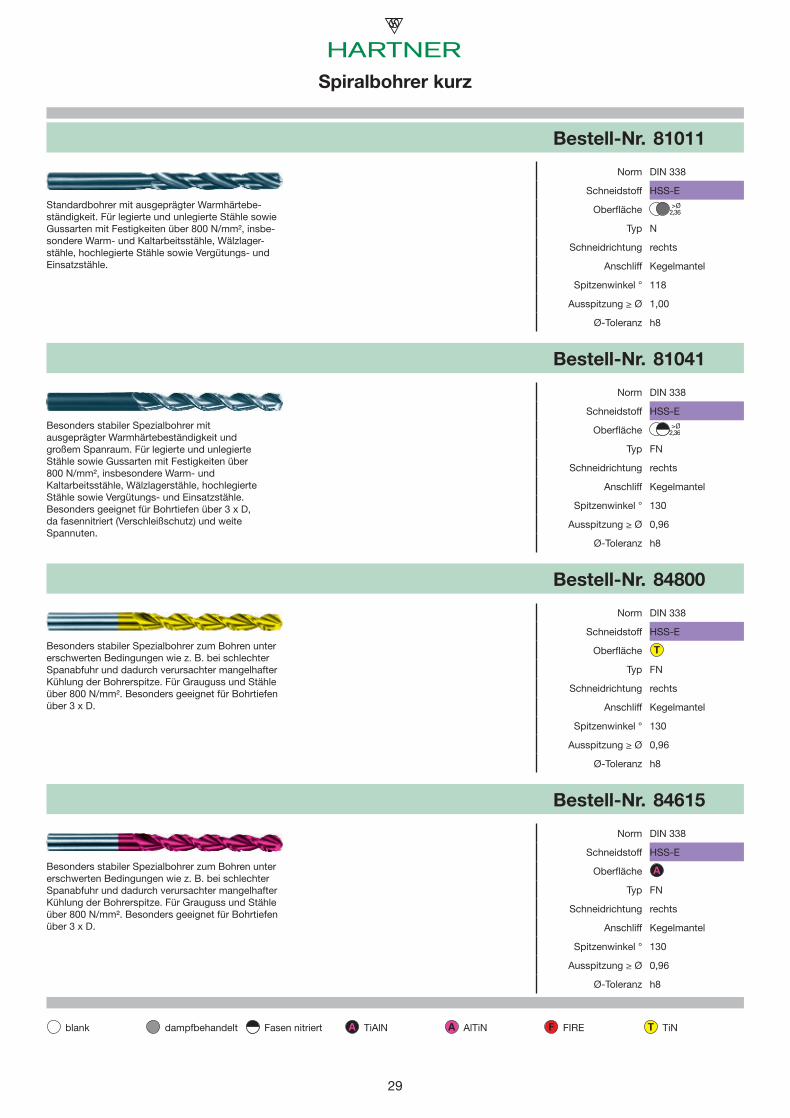
Bestell-Nr. 81011
Norm DIN 338
Schneidstoff HSS-EStandardbohrer mit ausgeprägter Warmhärtebe-ständigkeit. Für legierte und unlegierte Stähle sowie Gussarten mit Festigkeiten über 800 N/mm², insbe-sondere Warm- und Kaltarbeitsstähle, Wälzlager-stähle, hochlegierte Stähle sowie Vergütungs- und Einsatzstähle.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 81041
Norm DIN 338
Schneidstoff HSS-EBesonders stabiler Spezialbohrer mit ausgeprägter Warmhärtebeständigkeit und großem Spanraum. Für legierte und unlegierte Stähle sowie Gussarten mit Festigkeiten über 800 N/mm², insbesondere Warm- und Kaltarbeitsstähle, Wälzlagerstähle, hochlegierte Stähle sowie Vergütungs- und Einsatzstähle. Besonders geeignet für Bohrtiefen über 3 x D, da fasennitriert (Verschleißschutz) und weite Spannuten.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84800
Norm DIN 338
Schneidstoff HSS-EBesonders stabiler Spezialbohrer zum Bohren unter erschwerten Bedingungen wie z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze. Für Grauguss und Stähle über 800 N/mm². Besonders geeignet für Bohrtiefen über 3 x D.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84615
Norm DIN 338
Schneidstoff HSS-EBesonders stabiler Spezialbohrer zum Bohren unter erschwerten Bedingungen wie z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze. Für Grauguss und Stähle über 800 N/mm². Besonders geeignet für Bohrtiefen über 3 x D.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 29 27.10.2008 10:27:22 Uhr
30
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T F >Ø
2,36>Ø
2,36 T A
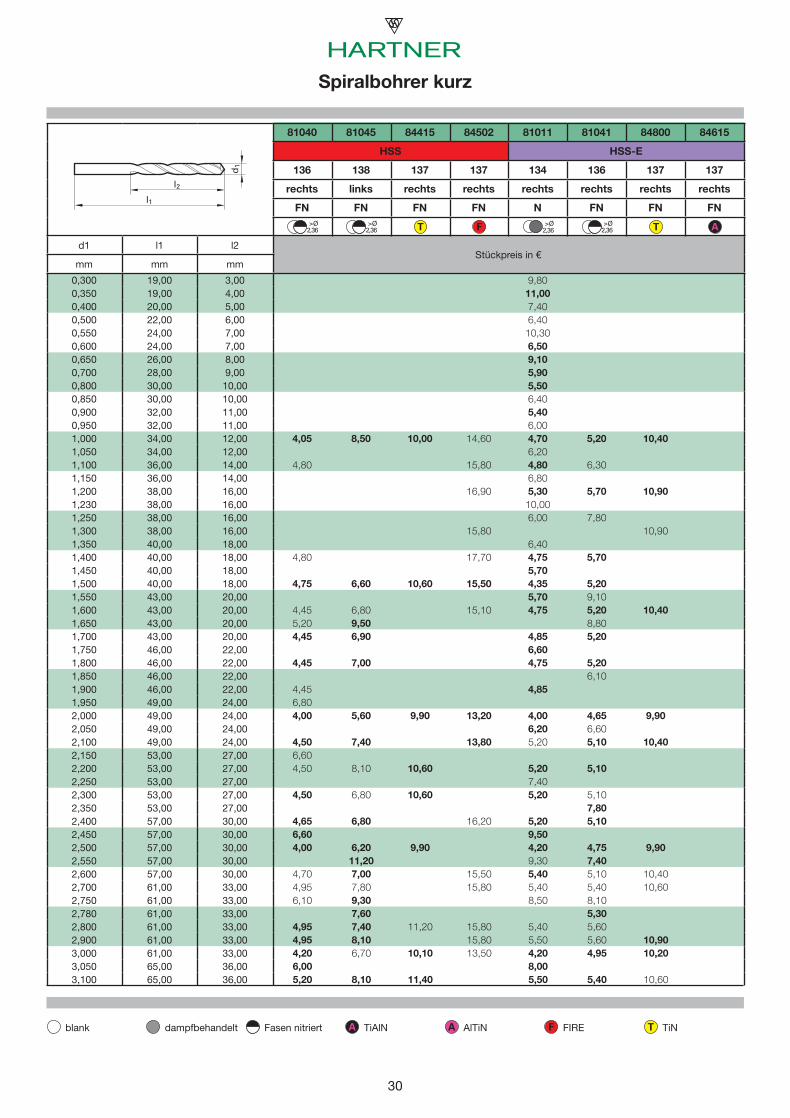
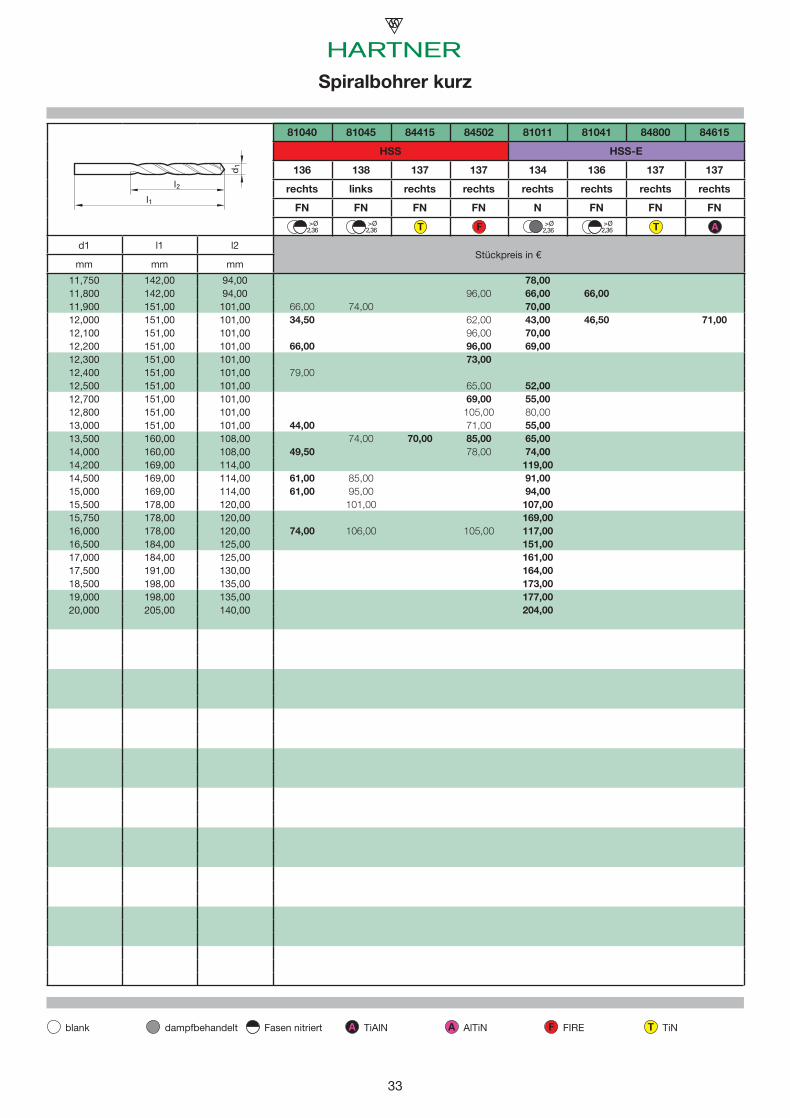
81040 81045 84415 84502 81011 81041 84800 84615
HSS HSS-E
136 138 137 137 134 136 137 137
rechts links rechts rechts rechts rechts rechts rechts
FN FN FN FN N FN FN FN
d1 l1 l2Stückpreis in €
mm mm mm
0,300 19,00 3,000,350 19,00 4,000,400 20,00 5,000,500 22,00 6,000,550 24,00 7,000,600 24,00 7,000,650 26,00 8,000,700 28,00 9,000,800 30,00 10,000,850 30,00 10,000,900 32,00 11,000,950 32,00 11,001,000 34,00 12,001,050 34,00 12,001,100 36,00 14,001,150 36,00 14,001,200 38,00 16,001,230 38,00 16,001,250 38,00 16,001,300 38,00 16,001,350 40,00 18,001,400 40,00 18,001,450 40,00 18,001,500 40,00 18,001,550 43,00 20,001,600 43,00 20,001,650 43,00 20,001,700 43,00 20,001,750 46,00 22,001,800 46,00 22,001,850 46,00 22,001,900 46,00 22,001,950 49,00 24,002,000 49,00 24,002,050 49,00 24,002,100 49,00 24,002,150 53,00 27,002,200 53,00 27,002,250 53,00 27,002,300 53,00 27,002,350 53,00 27,002,400 57,00 30,002,450 57,00 30,002,500 57,00 30,002,550 57,00 30,002,600 57,00 30,002,700 61,00 33,002,750 61,00 33,002,780 61,00 33,002,800 61,00 33,002,900 61,00 33,003,000 61,00 33,003,050 65,00 36,003,100 65,00 36,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
9,8011,007,406,4010,306,509,105,905,506,405,406,00
4,05 8,50 10,00 14,60 4,70 5,20 10,406,20
4,80 15,80 4,80 6,306,80
16,90 5,30 5,70 10,9010,006,00 7,80
15,80 10,906,40
4,80 17,70 4,75 5,705,70
4,75 6,60 10,60 15,50 4,35 5,205,70 9,10
4,45 6,80 15,10 4,75 5,20 10,405,20 9,50 8,804,45 6,90 4,85 5,20
6,604,45 7,00 4,75 5,20
6,104,45 4,856,804,00 5,60 9,90 13,20 4,00 4,65 9,90
6,20 6,604,50 7,40 13,80 5,20 5,10 10,406,604,50 8,10 10,60 5,20 5,10
7,404,50 6,80 10,60 5,20 5,10
7,804,65 6,80 16,20 5,20 5,106,60 9,504,00 6,20 9,90 4,20 4,75 9,90
11,20 9,30 7,404,70 7,00 15,50 5,40 5,10 10,404,95 7,80 15,80 5,40 5,40 10,606,10 9,30 8,50 8,10
7,60 5,304,95 7,40 11,20 15,80 5,40 5,604,95 8,10 15,80 5,50 5,60 10,904,20 6,70 10,10 13,50 4,20 4,95 10,206,00 8,005,20 8,10 11,40 5,50 5,40 10,60
01_Bohren_ZS.indb 30 27.10.2008 10:27:26 Uhr
31
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T F >Ø
2,36>Ø
2,36 T A
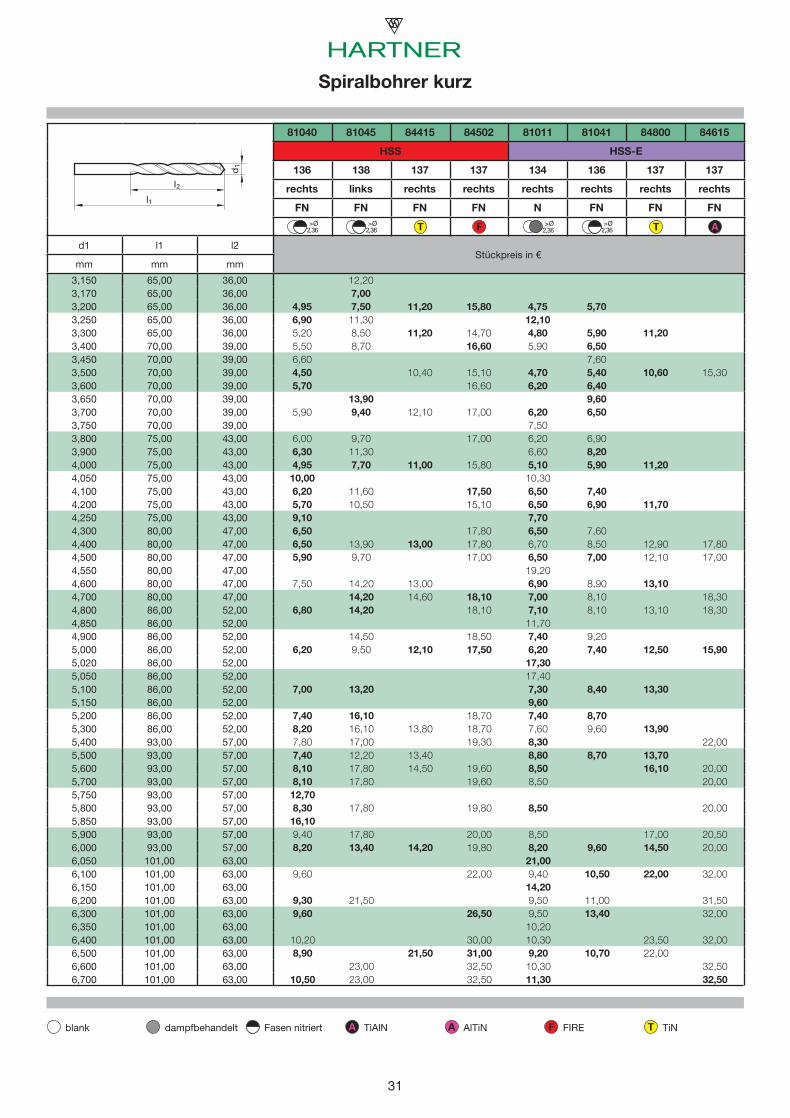
81040 81045 84415 84502 81011 81041 84800 84615
HSS HSS-E
136 138 137 137 134 136 137 137
rechts links rechts rechts rechts rechts rechts rechts
FN FN FN FN N FN FN FN
d1 l1 l2Stückpreis in €
mm mm mm
3,150 65,00 36,003,170 65,00 36,003,200 65,00 36,003,250 65,00 36,003,300 65,00 36,003,400 70,00 39,003,450 70,00 39,003,500 70,00 39,003,600 70,00 39,003,650 70,00 39,003,700 70,00 39,003,750 70,00 39,003,800 75,00 43,003,900 75,00 43,004,000 75,00 43,004,050 75,00 43,004,100 75,00 43,004,200 75,00 43,004,250 75,00 43,004,300 80,00 47,004,400 80,00 47,004,500 80,00 47,004,550 80,00 47,004,600 80,00 47,004,700 80,00 47,004,800 86,00 52,004,850 86,00 52,004,900 86,00 52,005,000 86,00 52,005,020 86,00 52,005,050 86,00 52,005,100 86,00 52,005,150 86,00 52,005,200 86,00 52,005,300 86,00 52,005,400 93,00 57,005,500 93,00 57,005,600 93,00 57,005,700 93,00 57,005,750 93,00 57,005,800 93,00 57,005,850 93,00 57,005,900 93,00 57,006,000 93,00 57,006,050 101,00 63,006,100 101,00 63,006,150 101,00 63,006,200 101,00 63,006,300 101,00 63,006,350 101,00 63,006,400 101,00 63,006,500 101,00 63,006,600 101,00 63,006,700 101,00 63,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
12,207,00
4,95 7,50 11,20 15,80 4,75 5,706,90 11,30 12,105,20 8,50 11,20 14,70 4,80 5,90 11,205,50 8,70 16,60 5,90 6,506,60 7,604,50 10,40 15,10 4,70 5,40 10,60 15,305,70 16,60 6,20 6,40
13,90 9,605,90 9,40 12,10 17,00 6,20 6,50
7,506,00 9,70 17,00 6,20 6,906,30 11,30 6,60 8,204,95 7,70 11,00 15,80 5,10 5,90 11,2010,00 10,306,20 11,60 17,50 6,50 7,405,70 10,50 15,10 6,50 6,90 11,709,10 7,706,50 17,80 6,50 7,606,50 13,90 13,00 17,80 6,70 8,50 12,90 17,805,90 9,70 17,00 6,50 7,00 12,10 17,00
19,207,50 14,20 13,00 6,90 8,90 13,10
14,20 14,60 18,10 7,00 8,10 18,306,80 14,20 18,10 7,10 8,10 13,10 18,30
11,7014,50 18,50 7,40 9,20
6,20 9,50 12,10 17,50 6,20 7,40 12,50 15,9017,3017,40
7,00 13,20 7,30 8,40 13,309,60
7,40 16,10 18,70 7,40 8,708,20 16,10 13,80 18,70 7,60 9,60 13,907,80 17,00 19,30 8,30 22,007,40 12,20 13,40 8,80 8,70 13,708,10 17,80 14,50 19,60 8,50 16,10 20,008,10 17,80 19,60 8,50 20,0012,708,30 17,80 19,80 8,50 20,0016,109,40 17,80 20,00 8,50 17,00 20,508,20 13,40 14,20 19,80 8,20 9,60 14,50 20,00
21,009,60 22,00 9,40 10,50 22,00 32,00
14,209,30 21,50 9,50 11,00 31,509,60 26,50 9,50 13,40 32,00
10,2010,20 30,00 10,30 23,50 32,008,90 21,50 31,00 9,20 10,70 22,00
23,00 32,50 10,30 32,5010,50 23,00 32,50 11,30 32,50
01_Bohren_ZS.indb 31 27.10.2008 10:27:30 Uhr
32
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T F >Ø
2,36>Ø
2,36 T A
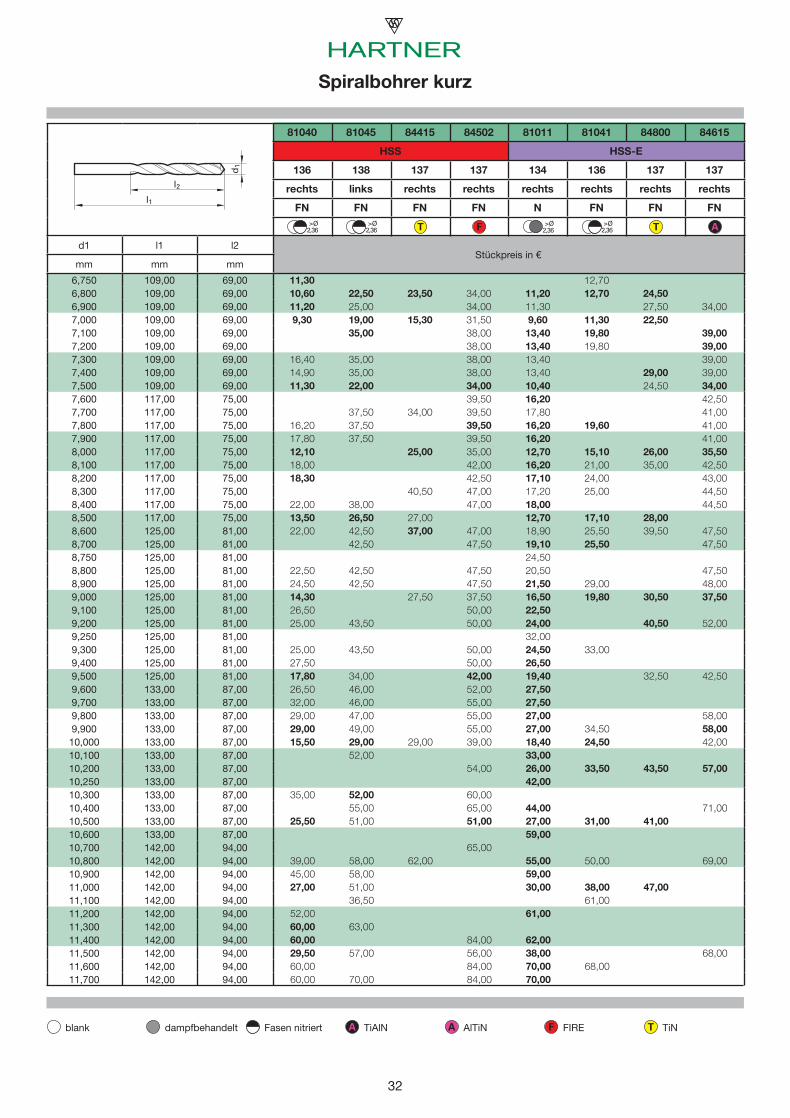
81040 81045 84415 84502 81011 81041 84800 84615
HSS HSS-E
136 138 137 137 134 136 137 137
rechts links rechts rechts rechts rechts rechts rechts
FN FN FN FN N FN FN FN
d1 l1 l2Stückpreis in €
mm mm mm
6,750 109,00 69,006,800 109,00 69,006,900 109,00 69,007,000 109,00 69,007,100 109,00 69,007,200 109,00 69,007,300 109,00 69,007,400 109,00 69,007,500 109,00 69,007,600 117,00 75,007,700 117,00 75,007,800 117,00 75,007,900 117,00 75,008,000 117,00 75,008,100 117,00 75,008,200 117,00 75,008,300 117,00 75,008,400 117,00 75,008,500 117,00 75,008,600 125,00 81,008,700 125,00 81,008,750 125,00 81,008,800 125,00 81,008,900 125,00 81,009,000 125,00 81,009,100 125,00 81,009,200 125,00 81,009,250 125,00 81,009,300 125,00 81,009,400 125,00 81,009,500 125,00 81,009,600 133,00 87,009,700 133,00 87,009,800 133,00 87,009,900 133,00 87,0010,000 133,00 87,0010,100 133,00 87,0010,200 133,00 87,0010,250 133,00 87,0010,300 133,00 87,0010,400 133,00 87,0010,500 133,00 87,0010,600 133,00 87,0010,700 142,00 94,0010,800 142,00 94,0010,900 142,00 94,0011,000 142,00 94,0011,100 142,00 94,0011,200 142,00 94,0011,300 142,00 94,0011,400 142,00 94,0011,500 142,00 94,0011,600 142,00 94,0011,700 142,00 94,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
11,30 12,7010,60 22,50 23,50 34,00 11,20 12,70 24,5011,20 25,00 34,00 11,30 27,50 34,009,30 19,00 15,30 31,50 9,60 11,30 22,50
35,00 38,00 13,40 19,80 39,0038,00 13,40 19,80 39,00
16,40 35,00 38,00 13,40 39,0014,90 35,00 38,00 13,40 29,00 39,0011,30 22,00 34,00 10,40 24,50 34,00
39,50 16,20 42,5037,50 34,00 39,50 17,80 41,00
16,20 37,50 39,50 16,20 19,60 41,0017,80 37,50 39,50 16,20 41,0012,10 25,00 35,00 12,70 15,10 26,00 35,5018,00 42,00 16,20 21,00 35,00 42,5018,30 42,50 17,10 24,00 43,00
40,50 47,00 17,20 25,00 44,5022,00 38,00 47,00 18,00 44,5013,50 26,50 27,00 12,70 17,10 28,0022,00 42,50 37,00 47,00 18,90 25,50 39,50 47,50
42,50 47,50 19,10 25,50 47,5024,50
22,50 42,50 47,50 20,50 47,5024,50 42,50 47,50 21,50 29,00 48,0014,30 27,50 37,50 16,50 19,80 30,50 37,5026,50 50,00 22,5025,00 43,50 50,00 24,00 40,50 52,00
32,0025,00 43,50 50,00 24,50 33,0027,50 50,00 26,5017,80 34,00 42,00 19,40 32,50 42,5026,50 46,00 52,00 27,5032,00 46,00 55,00 27,5029,00 47,00 55,00 27,00 58,0029,00 49,00 55,00 27,00 34,50 58,0015,50 29,00 29,00 39,00 18,40 24,50 42,00
52,00 33,0054,00 26,00 33,50 43,50 57,00
42,0035,00 52,00 60,00
55,00 65,00 44,00 71,0025,50 51,00 51,00 27,00 31,00 41,00
59,0065,00
39,00 58,00 62,00 55,00 50,00 69,0045,00 58,00 59,0027,00 51,00 30,00 38,00 47,00
36,50 61,0052,00 61,0060,00 63,0060,00 84,00 62,0029,50 57,00 56,00 38,00 68,0060,00 84,00 70,00 68,0060,00 70,00 84,00 70,00
01_Bohren_ZS.indb 32 27.10.2008 10:27:34 Uhr
33
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T F >Ø
2,36>Ø
2,36 T A
81040 81045 84415 84502 81011 81041 84800 84615
HSS HSS-E
136 138 137 137 134 136 137 137
rechts links rechts rechts rechts rechts rechts rechts
FN FN FN FN N FN FN FN
d1 l1 l2Stückpreis in €
mm mm mm
11,750 142,00 94,0011,800 142,00 94,0011,900 151,00 101,0012,000 151,00 101,0012,100 151,00 101,0012,200 151,00 101,0012,300 151,00 101,0012,400 151,00 101,0012,500 151,00 101,0012,700 151,00 101,0012,800 151,00 101,0013,000 151,00 101,0013,500 160,00 108,0014,000 160,00 108,0014,200 169,00 114,0014,500 169,00 114,0015,000 169,00 114,0015,500 178,00 120,0015,750 178,00 120,0016,000 178,00 120,0016,500 184,00 125,0017,000 184,00 125,0017,500 191,00 130,0018,500 198,00 135,0019,000 198,00 135,0020,000 205,00 140,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
78,0096,00 66,00 66,00
66,00 74,00 70,0034,50 62,00 43,00 46,50 71,00
96,00 70,0066,00 96,00 69,00
73,0079,00
65,00 52,0069,00 55,00105,00 80,00
44,00 71,00 55,0074,00 70,00 85,00 65,00
49,50 78,00 74,00119,00
61,00 85,00 91,0061,00 95,00 94,00
101,00 107,00169,00
74,00 106,00 105,00 117,00151,00161,00164,00173,00177,00204,00
01_Bohren_ZS.indb 33 27.10.2008 10:27:36 Uhr
345
A A F T
F
T
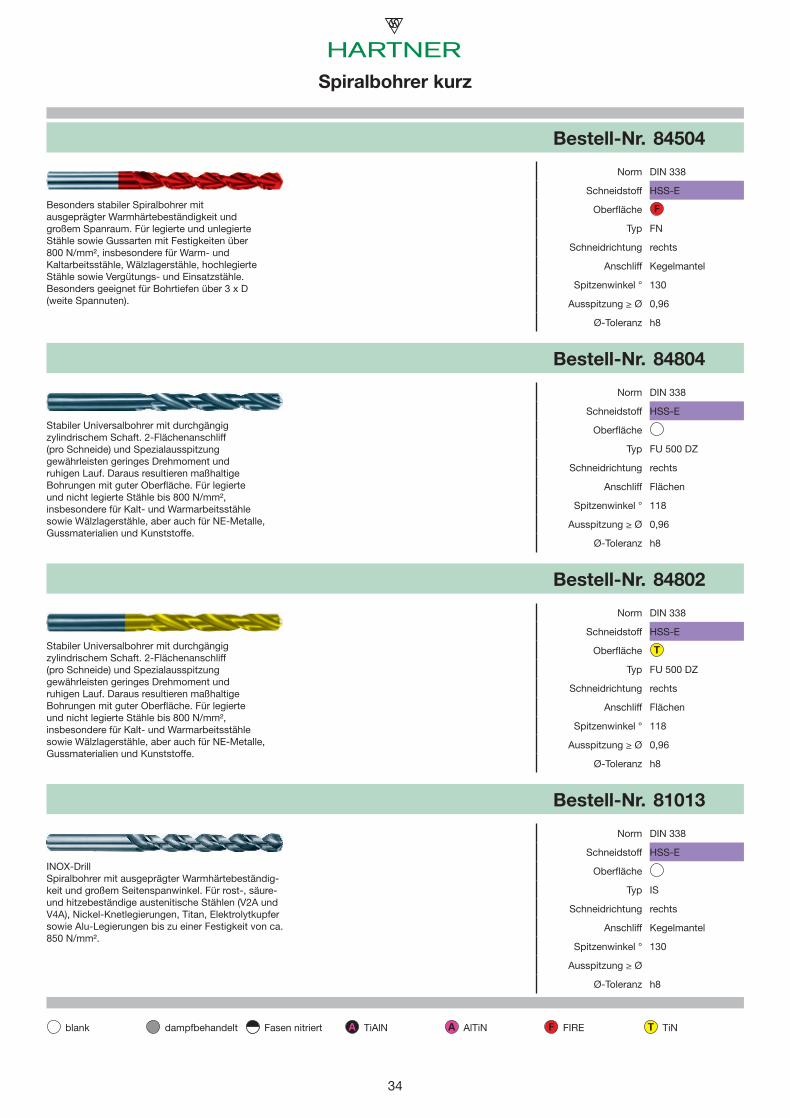
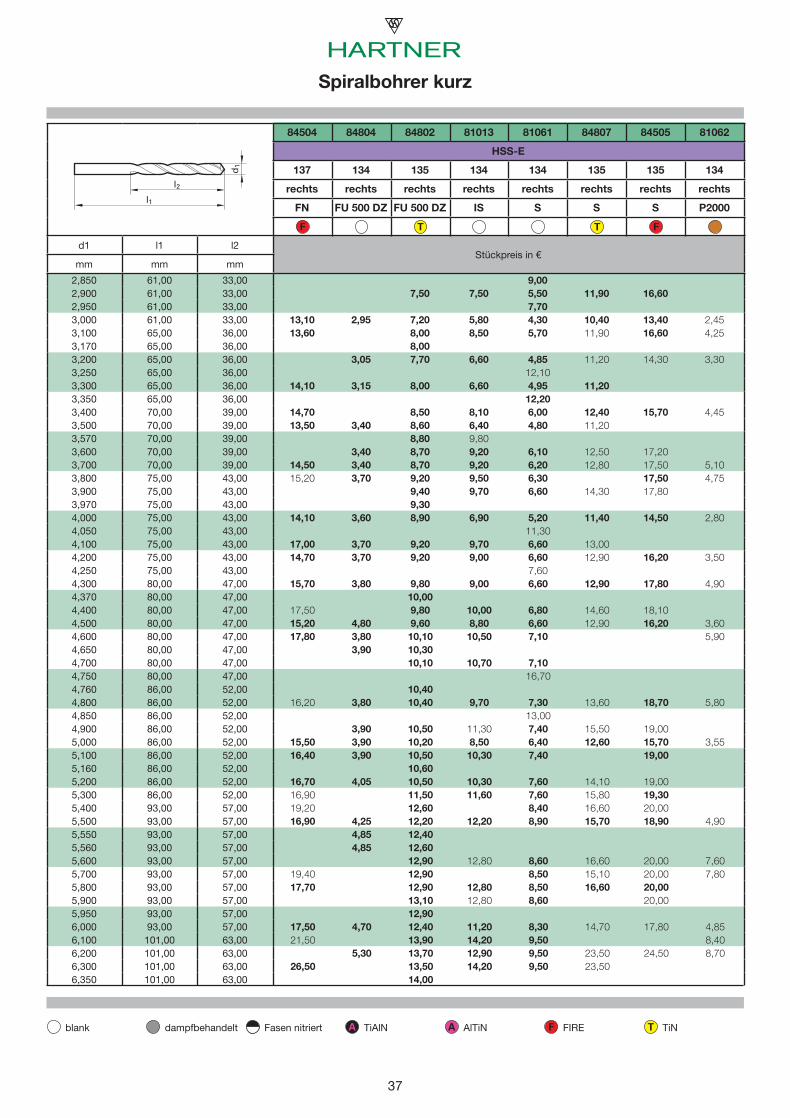
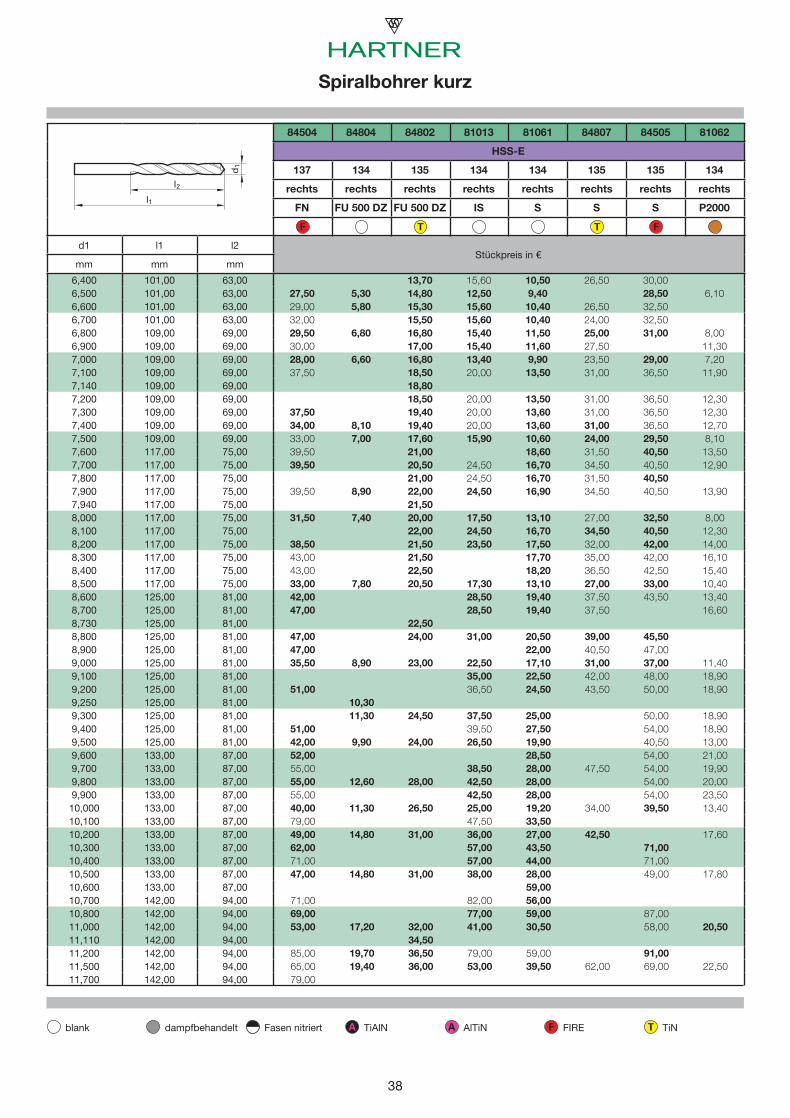
Bestell-Nr. 84504
Norm DIN 338
Schneidstoff HSS-EBesonders stabiler Spiralbohrer mit ausgeprägter Warmhärtebeständigkeit und großem Spanraum. Für legierte und unlegierte Stähle sowie Gussarten mit Festigkeiten über 800 N/mm², insbesondere für Warm- und Kaltarbeitsstähle, Wälzlagerstähle, hochlegierte Stähle sowie Vergütungs- und Einsatzstähle. Besonders geeignet für Bohrtiefen über 3 x D (weite Spannuten).
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84804
Norm DIN 338
Schneidstoff HSS-EStabiler Universalbohrer mit durchgängig zylindrischem Schaft. 2-Flächenanschliff (pro Schneide) und Spezialausspitzung gewährleisten geringes Drehmoment und ruhigen Lauf. Daraus resultieren maßhaltige Bohrungen mit guter Oberfl äche. Für legierte und nicht legierte Stähle bis 800 N/mm², insbesondere für Kalt- und Warmarbeitsstähle sowie Wälzlagerstähle, aber auch für NE-Metalle, Gussmaterialien und Kunststoffe.
Oberfl äche
Typ FU 500 DZ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84802
Norm DIN 338
Schneidstoff HSS-EStabiler Universalbohrer mit durchgängig zylindrischem Schaft. 2-Flächenanschliff (pro Schneide) und Spezialausspitzung gewährleisten geringes Drehmoment und ruhigen Lauf. Daraus resultieren maßhaltige Bohrungen mit guter Oberfl äche. Für legierte und nicht legierte Stähle bis 800 N/mm², insbesondere für Kalt- und Warmarbeitsstähle sowie Wälzlagerstähle, aber auch für NE-Metalle, Gussmaterialien und Kunststoffe.
Oberfl äche
Typ FU 500 DZ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 81013
Norm DIN 338
Schneidstoff HSS-EINOX-DrillSpiralbohrer mit ausgeprägter Warmhärtebeständig-keit und großem Seitenspanwinkel. Für rost-, säure- und hitzebeständige austenitische Stählen (V2A und V4A), Nickel-Knetlegierungen, Titan, Elektrolytkupfer sowie Alu-Legierungen bis zu einer Festigkeit von ca. 850 N/mm².
Oberfl äche
Typ IS
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø
Ø-Toleranz h8
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 34 27.10.2008 10:27:42 Uhr
356
A A F T
T
F
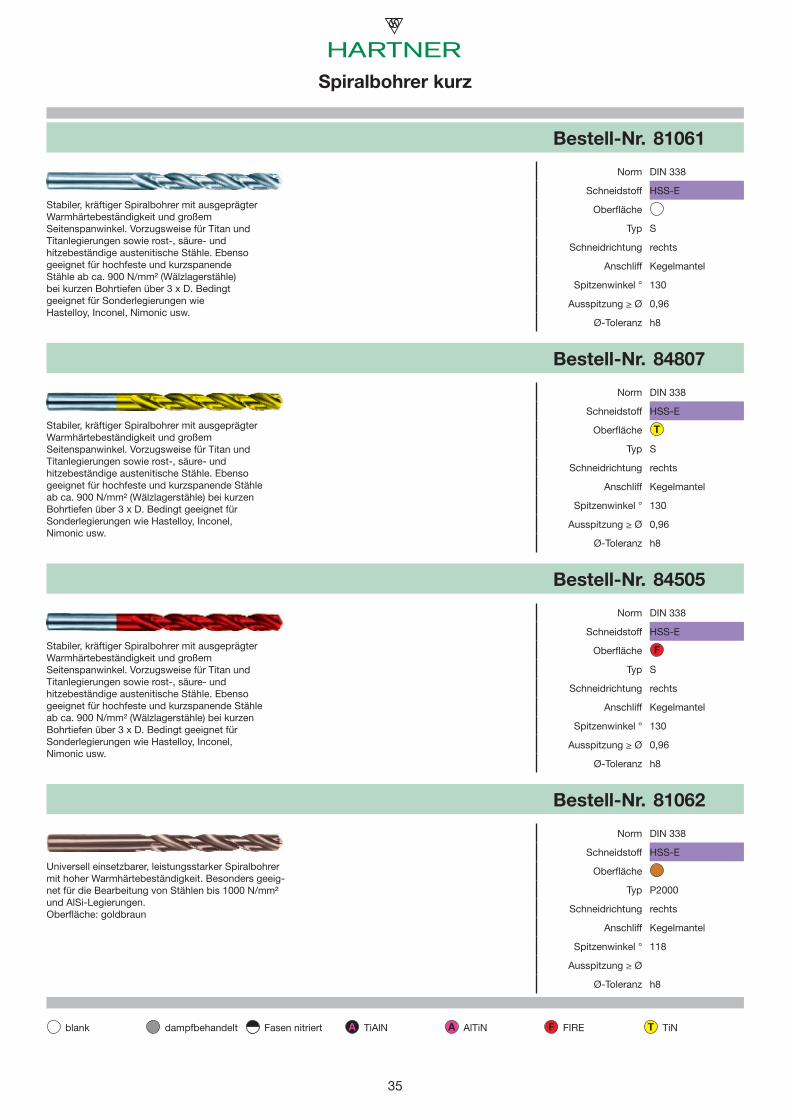
Bestell-Nr. 81061
Norm DIN 338
Schneidstoff HSS-EStabiler, kräftiger Spiralbohrer mit ausgeprägter Warmhärtebeständigkeit und großem Seitenspanwinkel. Vorzugsweise für Titan und Titanlegierungen sowie rost-, säure- und hitzebeständige austenitische Stähle. Ebenso geeignet für hochfeste und kurzspanende Stähle ab ca. 900 N/mm² (Wälzlagerstähle) bei kurzen Bohrtiefen über 3 x D. Bedingt geeignet für Sonderlegierungen wie Hastelloy, Inconel, Nimonic usw.
Oberfl äche
Typ S
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84807
Norm DIN 338
Schneidstoff HSS-EStabiler, kräftiger Spiralbohrer mit ausgeprägter Warmhärtebeständigkeit und großem Seitenspanwinkel. Vorzugsweise für Titan und Titanlegierungen sowie rost-, säure- und hitzebeständige austenitische Stähle. Ebenso geeignet für hochfeste und kurzspanende Stähle ab ca. 900 N/mm² (Wälzlagerstähle) bei kurzen Bohrtiefen über 3 x D. Bedingt geeignet für Sonderlegierungen wie Hastelloy, Inconel, Nimonic usw.
Oberfl äche
Typ S
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84505
Norm DIN 338
Schneidstoff HSS-EStabiler, kräftiger Spiralbohrer mit ausgeprägter Warmhärtebeständigkeit und großem Seitenspanwinkel. Vorzugsweise für Titan und Titanlegierungen sowie rost-, säure- und hitzebeständige austenitische Stähle. Ebenso geeignet für hochfeste und kurzspanende Stähle ab ca. 900 N/mm² (Wälzlagerstähle) bei kurzen Bohrtiefen über 3 x D. Bedingt geeignet für Sonderlegierungen wie Hastelloy, Inconel, Nimonic usw.
Oberfl äche
Typ S
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 81062
Norm DIN 338
Schneidstoff HSS-EUniversell einsetzbarer, leistungsstarker Spiralbohrer mit hoher Warmhärtebeständigkeit. Besonders geeig-net für die Bearbeitung von Stählen bis 1000 N/mm² und AlSi-Legierungen.Oberfl äche: goldbraun
Oberfl äche
Typ P2000
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø
Ø-Toleranz h8
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 35 27.10.2008 10:27:43 Uhr
36
A A F T
l1
d1
l2
F T T F
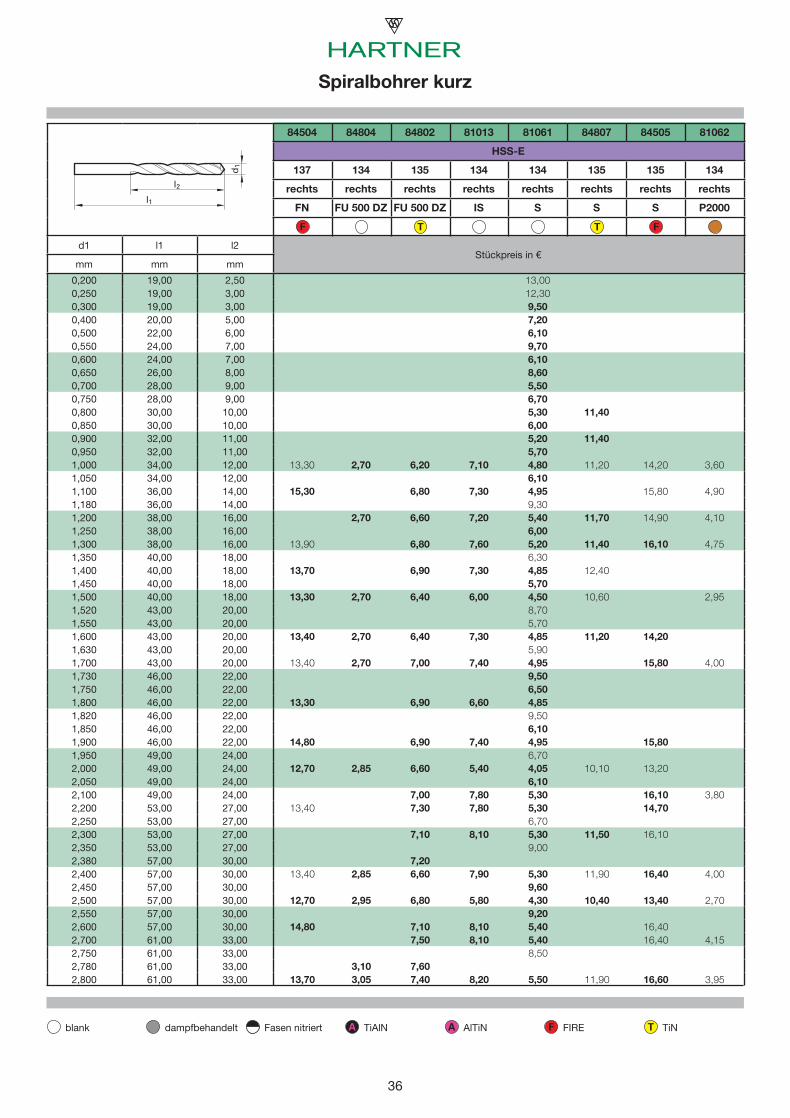
84504 84804 84802 81013 81061 84807 84505 81062
HSS-E
137 134 135 134 134 135 135 134
rechts rechts rechts rechts rechts rechts rechts rechts
FN FU 500 DZ FU 500 DZ IS S S S P2000
d1 l1 l2Stückpreis in €
mm mm mm
0,200 19,00 2,500,250 19,00 3,000,300 19,00 3,000,400 20,00 5,000,500 22,00 6,000,550 24,00 7,000,600 24,00 7,000,650 26,00 8,000,700 28,00 9,000,750 28,00 9,000,800 30,00 10,000,850 30,00 10,000,900 32,00 11,000,950 32,00 11,001,000 34,00 12,001,050 34,00 12,001,100 36,00 14,001,180 36,00 14,001,200 38,00 16,001,250 38,00 16,001,300 38,00 16,001,350 40,00 18,001,400 40,00 18,001,450 40,00 18,001,500 40,00 18,001,520 43,00 20,001,550 43,00 20,001,600 43,00 20,001,630 43,00 20,001,700 43,00 20,001,730 46,00 22,001,750 46,00 22,001,800 46,00 22,001,820 46,00 22,001,850 46,00 22,001,900 46,00 22,001,950 49,00 24,002,000 49,00 24,002,050 49,00 24,002,100 49,00 24,002,200 53,00 27,002,250 53,00 27,002,300 53,00 27,002,350 53,00 27,002,380 57,00 30,002,400 57,00 30,002,450 57,00 30,002,500 57,00 30,002,550 57,00 30,002,600 57,00 30,002,700 61,00 33,002,750 61,00 33,002,780 61,00 33,002,800 61,00 33,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
13,0012,309,507,206,109,706,108,605,506,705,30 11,406,005,20 11,405,70
13,30 2,70 6,20 7,10 4,80 11,20 14,20 3,606,10
15,30 6,80 7,30 4,95 15,80 4,909,30
2,70 6,60 7,20 5,40 11,70 14,90 4,106,00
13,90 6,80 7,60 5,20 11,40 16,10 4,756,30
13,70 6,90 7,30 4,85 12,405,70
13,30 2,70 6,40 6,00 4,50 10,60 2,958,705,70
13,40 2,70 6,40 7,30 4,85 11,20 14,205,90
13,40 2,70 7,00 7,40 4,95 15,80 4,009,506,50
13,30 6,90 6,60 4,859,506,10
14,80 6,90 7,40 4,95 15,806,70
12,70 2,85 6,60 5,40 4,05 10,10 13,206,10
7,00 7,80 5,30 16,10 3,8013,40 7,30 7,80 5,30 14,70
6,707,10 8,10 5,30 11,50 16,10
9,007,20
13,40 2,85 6,60 7,90 5,30 11,90 16,40 4,009,60
12,70 2,95 6,80 5,80 4,30 10,40 13,40 2,709,20
14,80 7,10 8,10 5,40 16,407,50 8,10 5,40 16,40 4,15
8,503,10 7,60
13,70 3,05 7,40 8,20 5,50 11,90 16,60 3,95
01_Bohren_ZS.indb 36 27.10.2008 10:27:46 Uhr
37
A A F T
l1
d1
l2
F T T F
84504 84804 84802 81013 81061 84807 84505 81062
HSS-E
137 134 135 134 134 135 135 134
rechts rechts rechts rechts rechts rechts rechts rechts
FN FU 500 DZ FU 500 DZ IS S S S P2000
d1 l1 l2Stückpreis in €
mm mm mm
2,850 61,00 33,002,900 61,00 33,002,950 61,00 33,003,000 61,00 33,003,100 65,00 36,003,170 65,00 36,003,200 65,00 36,003,250 65,00 36,003,300 65,00 36,003,350 65,00 36,003,400 70,00 39,003,500 70,00 39,003,570 70,00 39,003,600 70,00 39,003,700 70,00 39,003,800 75,00 43,003,900 75,00 43,003,970 75,00 43,004,000 75,00 43,004,050 75,00 43,004,100 75,00 43,004,200 75,00 43,004,250 75,00 43,004,300 80,00 47,004,370 80,00 47,004,400 80,00 47,004,500 80,00 47,004,600 80,00 47,004,650 80,00 47,004,700 80,00 47,004,750 80,00 47,004,760 86,00 52,004,800 86,00 52,004,850 86,00 52,004,900 86,00 52,005,000 86,00 52,005,100 86,00 52,005,160 86,00 52,005,200 86,00 52,005,300 86,00 52,005,400 93,00 57,005,500 93,00 57,005,550 93,00 57,005,560 93,00 57,005,600 93,00 57,005,700 93,00 57,005,800 93,00 57,005,900 93,00 57,005,950 93,00 57,006,000 93,00 57,006,100 101,00 63,006,200 101,00 63,006,300 101,00 63,006,350 101,00 63,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
9,007,50 7,50 5,50 11,90 16,60
7,7013,10 2,95 7,20 5,80 4,30 10,40 13,40 2,4513,60 8,00 8,50 5,70 11,90 16,60 4,25
8,003,05 7,70 6,60 4,85 11,20 14,30 3,30
12,1014,10 3,15 8,00 6,60 4,95 11,20
12,2014,70 8,50 8,10 6,00 12,40 15,70 4,4513,50 3,40 8,60 6,40 4,80 11,20
8,80 9,803,40 8,70 9,20 6,10 12,50 17,20
14,50 3,40 8,70 9,20 6,20 12,80 17,50 5,1015,20 3,70 9,20 9,50 6,30 17,50 4,75
9,40 9,70 6,60 14,30 17,809,30
14,10 3,60 8,90 6,90 5,20 11,40 14,50 2,8011,30
17,00 3,70 9,20 9,70 6,60 13,0014,70 3,70 9,20 9,00 6,60 12,90 16,20 3,50
7,6015,70 3,80 9,80 9,00 6,60 12,90 17,80 4,90
10,0017,50 9,80 10,00 6,80 14,60 18,1015,20 4,80 9,60 8,80 6,60 12,90 16,20 3,6017,80 3,80 10,10 10,50 7,10 5,90
3,90 10,3010,10 10,70 7,10
16,7010,40
16,20 3,80 10,40 9,70 7,30 13,60 18,70 5,8013,00
3,90 10,50 11,30 7,40 15,50 19,0015,50 3,90 10,20 8,50 6,40 12,60 15,70 3,5516,40 3,90 10,50 10,30 7,40 19,00
10,6016,70 4,05 10,50 10,30 7,60 14,10 19,0016,90 11,50 11,60 7,60 15,80 19,3019,20 12,60 8,40 16,60 20,0016,90 4,25 12,20 12,20 8,90 15,70 18,90 4,90
4,85 12,404,85 12,60
12,90 12,80 8,60 16,60 20,00 7,6019,40 12,90 8,50 15,10 20,00 7,8017,70 12,90 12,80 8,50 16,60 20,00
13,10 12,80 8,60 20,0012,90
17,50 4,70 12,40 11,20 8,30 14,70 17,80 4,8521,50 13,90 14,20 9,50 8,40
5,30 13,70 12,90 9,50 23,50 24,50 8,7026,50 13,50 14,20 9,50 23,50
14,00
01_Bohren_ZS.indb 37 27.10.2008 10:27:54 Uhr
38
A A F T
l1
d1
l2
F T T F
84504 84804 84802 81013 81061 84807 84505 81062
HSS-E
137 134 135 134 134 135 135 134
rechts rechts rechts rechts rechts rechts rechts rechts
FN FU 500 DZ FU 500 DZ IS S S S P2000
d1 l1 l2Stückpreis in €
mm mm mm
6,400 101,00 63,006,500 101,00 63,006,600 101,00 63,006,700 101,00 63,006,800 109,00 69,006,900 109,00 69,007,000 109,00 69,007,100 109,00 69,007,140 109,00 69,007,200 109,00 69,007,300 109,00 69,007,400 109,00 69,007,500 109,00 69,007,600 117,00 75,007,700 117,00 75,007,800 117,00 75,007,900 117,00 75,007,940 117,00 75,008,000 117,00 75,008,100 117,00 75,008,200 117,00 75,008,300 117,00 75,008,400 117,00 75,008,500 117,00 75,008,600 125,00 81,008,700 125,00 81,008,730 125,00 81,008,800 125,00 81,008,900 125,00 81,009,000 125,00 81,009,100 125,00 81,009,200 125,00 81,009,250 125,00 81,009,300 125,00 81,009,400 125,00 81,009,500 125,00 81,009,600 133,00 87,009,700 133,00 87,009,800 133,00 87,009,900 133,00 87,0010,000 133,00 87,0010,100 133,00 87,0010,200 133,00 87,0010,300 133,00 87,0010,400 133,00 87,0010,500 133,00 87,0010,600 133,00 87,0010,700 142,00 94,0010,800 142,00 94,0011,000 142,00 94,0011,110 142,00 94,0011,200 142,00 94,0011,500 142,00 94,0011,700 142,00 94,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
13,70 15,60 10,50 26,50 30,0027,50 5,30 14,80 12,50 9,40 28,50 6,1029,00 5,80 15,30 15,60 10,40 26,50 32,5032,00 15,50 15,60 10,40 24,00 32,5029,50 6,80 16,80 15,40 11,50 25,00 31,00 8,0030,00 17,00 15,40 11,60 27,50 11,3028,00 6,60 16,80 13,40 9,90 23,50 29,00 7,2037,50 18,50 20,00 13,50 31,00 36,50 11,90
18,8018,50 20,00 13,50 31,00 36,50 12,30
37,50 19,40 20,00 13,60 31,00 36,50 12,3034,00 8,10 19,40 20,00 13,60 31,00 36,50 12,7033,00 7,00 17,60 15,90 10,60 24,00 29,50 8,1039,50 21,00 18,60 31,50 40,50 13,5039,50 20,50 24,50 16,70 34,50 40,50 12,90
21,00 24,50 16,70 31,50 40,5039,50 8,90 22,00 24,50 16,90 34,50 40,50 13,90
21,5031,50 7,40 20,00 17,50 13,10 27,00 32,50 8,00
22,00 24,50 16,70 34,50 40,50 12,3038,50 21,50 23,50 17,50 32,00 42,00 14,0043,00 21,50 17,70 35,00 42,00 16,1043,00 22,50 18,20 36,50 42,50 15,4033,00 7,80 20,50 17,30 13,10 27,00 33,00 10,4042,00 28,50 19,40 37,50 43,50 13,4047,00 28,50 19,40 37,50 16,60
22,5047,00 24,00 31,00 20,50 39,00 45,5047,00 22,00 40,50 47,0035,50 8,90 23,00 22,50 17,10 31,00 37,00 11,40
35,00 22,50 42,00 48,00 18,9051,00 36,50 24,50 43,50 50,00 18,90
10,3011,30 24,50 37,50 25,00 50,00 18,90
51,00 39,50 27,50 54,00 18,9042,00 9,90 24,00 26,50 19,90 40,50 13,0052,00 28,50 54,00 21,0055,00 38,50 28,00 47,50 54,00 19,9055,00 12,60 28,00 42,50 28,00 54,00 20,0055,00 42,50 28,00 54,00 23,5040,00 11,30 26,50 25,00 19,20 34,00 39,50 13,4079,00 47,50 33,5049,00 14,80 31,00 36,00 27,00 42,50 17,6062,00 57,00 43,50 71,0071,00 57,00 44,00 71,0047,00 14,80 31,00 38,00 28,00 49,00 17,80
59,0071,00 82,00 56,0069,00 77,00 59,00 87,0053,00 17,20 32,00 41,00 30,50 58,00 20,50
34,5085,00 19,70 36,50 79,00 59,00 91,0065,00 19,40 36,00 53,00 39,50 62,00 69,00 22,5079,00
01_Bohren_ZS.indb 38 27.10.2008 10:27:58 Uhr
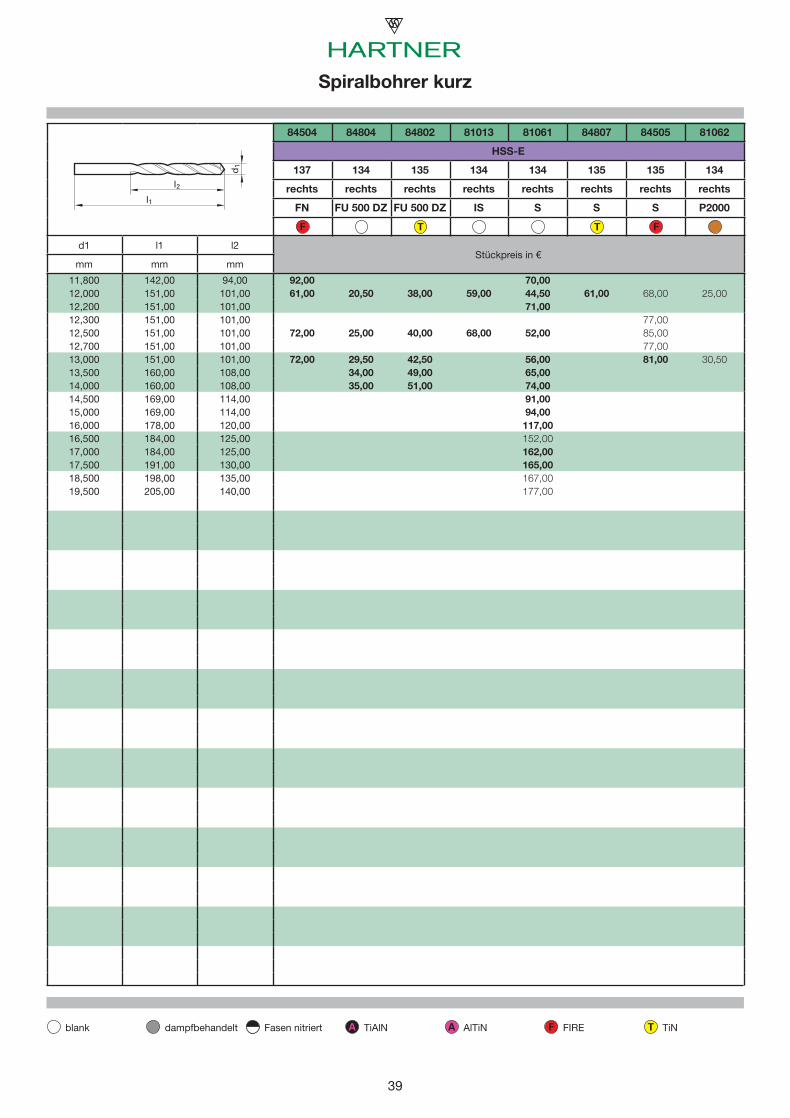
39
A A F T
l1
d1
l2
F T T F
84504 84804 84802 81013 81061 84807 84505 81062
HSS-E
137 134 135 134 134 135 135 134
rechts rechts rechts rechts rechts rechts rechts rechts
FN FU 500 DZ FU 500 DZ IS S S S P2000
d1 l1 l2Stückpreis in €
mm mm mm
11,800 142,00 94,0012,000 151,00 101,0012,200 151,00 101,0012,300 151,00 101,0012,500 151,00 101,0012,700 151,00 101,0013,000 151,00 101,0013,500 160,00 108,0014,000 160,00 108,0014,500 169,00 114,0015,000 169,00 114,0016,000 178,00 120,0016,500 184,00 125,0017,000 184,00 125,0017,500 191,00 130,0018,500 198,00 135,0019,500 205,00 140,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
92,00 70,0061,00 20,50 38,00 59,00 44,50 61,00 68,00 25,00
71,0077,00
72,00 25,00 40,00 68,00 52,00 85,0077,00
72,00 29,50 42,50 56,00 81,00 30,5034,00 49,00 65,0035,00 51,00 74,00
91,0094,00117,00152,00162,00165,00167,00177,00
01_Bohren_ZS.indb 39 27.10.2008 10:28:00 Uhr
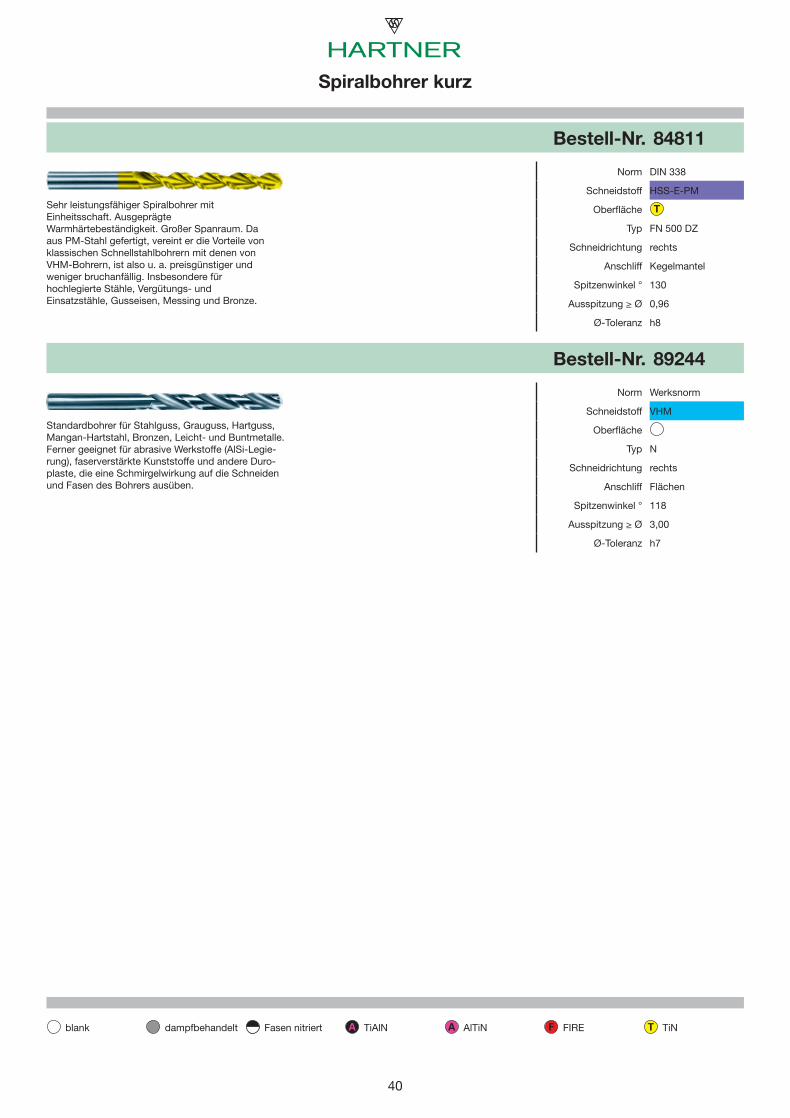
407
A A F T
T
Bestell-Nr. 84811
Norm DIN 338
Schneidstoff HSS-E-PMSehr leistungsfähiger Spiralbohrer mit Einheitsschaft. Ausgeprägte Warmhärtebeständigkeit. Großer Spanraum. Da aus PM-Stahl gefertigt, vereint er die Vorteile von klassischen Schnellstahlbohrern mit denen von VHM-Bohrern, ist also u. a. preisgünstiger und weniger bruchanfällig. Insbesondere für hochlegierte Stähle, Vergütungs- und Einsatzstähle, Gusseisen, Messing und Bronze.
Oberfl äche
Typ FN 500 DZ
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 89244
Norm Werksnorm
Schneidstoff VHMStandardbohrer für Stahlguss, Grauguss, Hartguss, Mangan-Hartstahl, Bronzen, Leicht- und Buntmetalle. Ferner geeignet für abrasive Werkstoffe (AlSi-Legie-rung), faserverstärkte Kunststoffe und andere Duro-plaste, die eine Schmirgelwirkung auf die Schneiden und Fasen des Bohrers ausüben.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 3,00
Ø-Toleranz h7
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 40 27.10.2008 10:28:02 Uhr
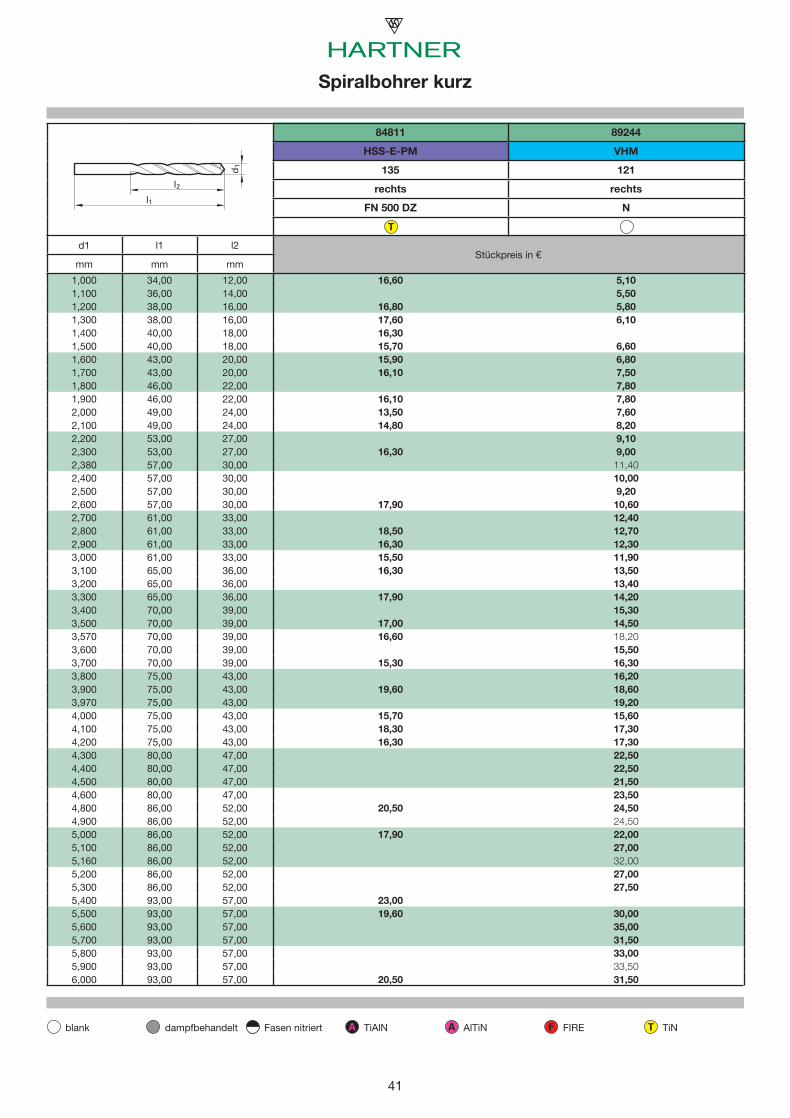
41
A A F T
l1
d1
l2
T
84811 89244
HSS-E-PM VHM
135 121
rechts rechts
FN 500 DZ N
d1 l1 l2Stückpreis in €
mm mm mm
1,000 34,00 12,001,100 36,00 14,001,200 38,00 16,001,300 38,00 16,001,400 40,00 18,001,500 40,00 18,001,600 43,00 20,001,700 43,00 20,001,800 46,00 22,001,900 46,00 22,002,000 49,00 24,002,100 49,00 24,002,200 53,00 27,002,300 53,00 27,002,380 57,00 30,002,400 57,00 30,002,500 57,00 30,002,600 57,00 30,002,700 61,00 33,002,800 61,00 33,002,900 61,00 33,003,000 61,00 33,003,100 65,00 36,003,200 65,00 36,003,300 65,00 36,003,400 70,00 39,003,500 70,00 39,003,570 70,00 39,003,600 70,00 39,003,700 70,00 39,003,800 75,00 43,003,900 75,00 43,003,970 75,00 43,004,000 75,00 43,004,100 75,00 43,004,200 75,00 43,004,300 80,00 47,004,400 80,00 47,004,500 80,00 47,004,600 80,00 47,004,800 86,00 52,004,900 86,00 52,005,000 86,00 52,005,100 86,00 52,005,160 86,00 52,005,200 86,00 52,005,300 86,00 52,005,400 93,00 57,005,500 93,00 57,005,600 93,00 57,005,700 93,00 57,005,800 93,00 57,005,900 93,00 57,006,000 93,00 57,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
16,60 5,105,50
16,80 5,8017,60 6,1016,3015,70 6,6015,90 6,8016,10 7,50
7,8016,10 7,8013,50 7,6014,80 8,20
9,1016,30 9,00
11,4010,009,20
17,90 10,6012,40
18,50 12,7016,30 12,3015,50 11,9016,30 13,50
13,4017,90 14,20
15,3017,00 14,5016,60 18,20
15,5015,30 16,30
16,2019,60 18,60
19,2015,70 15,6018,30 17,3016,30 17,30
22,5022,5021,5023,50
20,50 24,5024,50
17,90 22,0027,0032,0027,0027,50
23,0019,60 30,00
35,0031,5033,0033,50
20,50 31,50
01_Bohren_ZS.indb 41 27.10.2008 10:28:05 Uhr
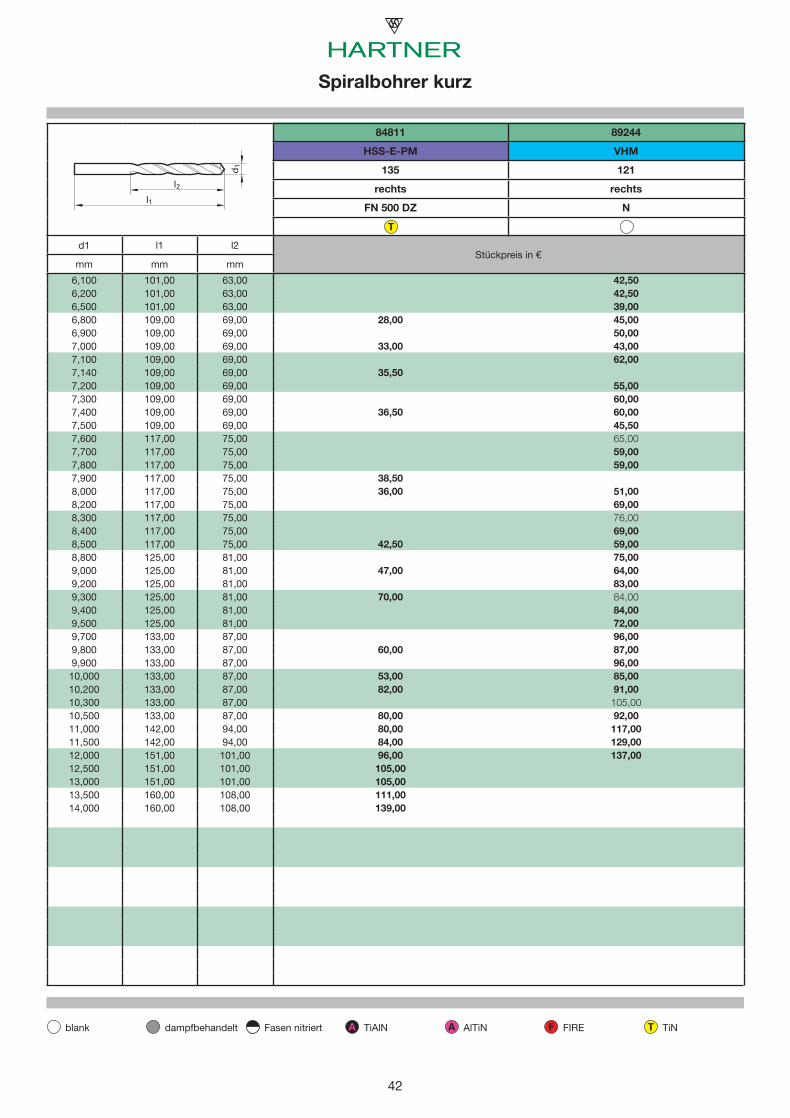
42
A A F T
l1
d1
l2
T
84811 89244
HSS-E-PM VHM
135 121
rechts rechts
FN 500 DZ N
d1 l1 l2Stückpreis in €
mm mm mm
6,100 101,00 63,006,200 101,00 63,006,500 101,00 63,006,800 109,00 69,006,900 109,00 69,007,000 109,00 69,007,100 109,00 69,007,140 109,00 69,007,200 109,00 69,007,300 109,00 69,007,400 109,00 69,007,500 109,00 69,007,600 117,00 75,007,700 117,00 75,007,800 117,00 75,007,900 117,00 75,008,000 117,00 75,008,200 117,00 75,008,300 117,00 75,008,400 117,00 75,008,500 117,00 75,008,800 125,00 81,009,000 125,00 81,009,200 125,00 81,009,300 125,00 81,009,400 125,00 81,009,500 125,00 81,009,700 133,00 87,009,800 133,00 87,009,900 133,00 87,0010,000 133,00 87,0010,200 133,00 87,0010,300 133,00 87,0010,500 133,00 87,0011,000 142,00 94,0011,500 142,00 94,0012,000 151,00 101,0012,500 151,00 101,0013,000 151,00 101,0013,500 160,00 108,0014,000 160,00 108,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
42,5042,5039,00
28,00 45,0050,00
33,00 43,0062,00
35,5055,0060,00
36,50 60,0045,5065,0059,0059,00
38,5036,00 51,00
69,0076,0069,00
42,50 59,0075,00
47,00 64,0083,00
70,00 84,0084,0072,0096,00
60,00 87,0096,00
53,00 85,0082,00 91,00
105,0080,00 92,0080,00 117,0084,00 129,0096,00 137,00105,00105,00111,00139,00
01_Bohren_ZS.indb 42 27.10.2008 10:28:10 Uhr
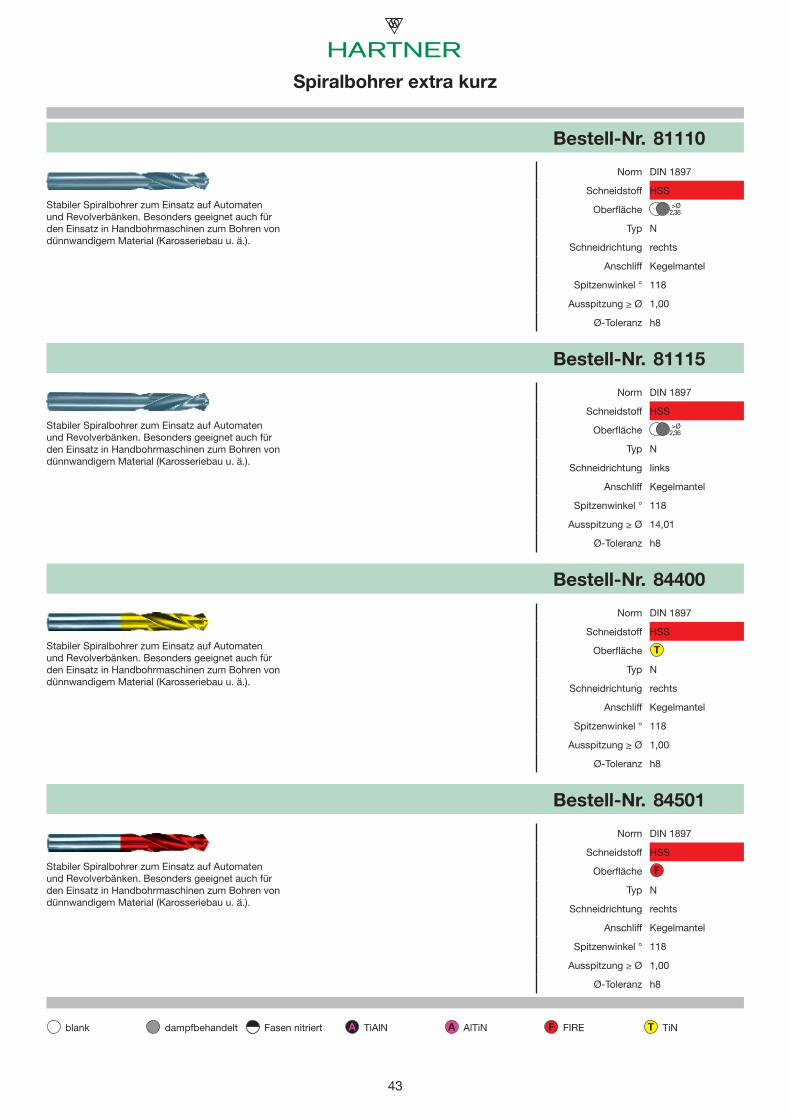
438
A A F T
>Ø2,36
>Ø2,36
T
F
Bestell-Nr. 81110
Norm DIN 1897
Schneidstoff HSSStabiler Spiralbohrer zum Einsatz auf Automaten und Revolverbänken. Besonders geeignet auch für den Einsatz in Handbohrmaschinen zum Bohren von dünnwandigem Material (Karosseriebau u. ä.).
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 81115
Norm DIN 1897
Schneidstoff HSSStabiler Spiralbohrer zum Einsatz auf Automaten und Revolverbänken. Besonders geeignet auch für den Einsatz in Handbohrmaschinen zum Bohren von dünnwandigem Material (Karosseriebau u. ä.).
Oberfl äche
Typ N
Schneidrichtung links
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Bestell-Nr. 84400
Norm DIN 1897
Schneidstoff HSSStabiler Spiralbohrer zum Einsatz auf Automaten und Revolverbänken. Besonders geeignet auch für den Einsatz in Handbohrmaschinen zum Bohren von dünnwandigem Material (Karosseriebau u. ä.).
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 84501
Norm DIN 1897
Schneidstoff HSSStabiler Spiralbohrer zum Einsatz auf Automaten und Revolverbänken. Besonders geeignet auch für den Einsatz in Handbohrmaschinen zum Bohren von dünnwandigem Material (Karosseriebau u. ä.).
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 43 27.10.2008 10:28:10 Uhr

449
A A F T
>Ø16,0
<Ø2,36
>Ø2,36
Bestell-Nr. 81120
Norm DIN 1897
Schneidstoff HSSStabiler Spiralbohrer zum Einsatz auf Automaten und Revolverbänken. Für harte und spröde Werkstoffe wie Messing, Magnesium-Legierungen, Bronze, Phosphorbronze, Zamak (dünnwandig), Elektron (dünnwandig), Schiefer, Glimmer und Pertinax.
Oberfl äche
Typ H
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Bestell-Nr. 81130
Norm DIN 1897
Schneidstoff HSSStabiler Spiralbohrer zum Einsatz auf Automaten und Revolverbänken sowie in Handbohrmaschinen. Für weiche und langspanende Werkstoffe wie Aluminium, Aluminium-Legierungen (langspanend), Zamak (dünn-wandig), Argalium, Kunststoffe (weich) und Holz.
Oberfl äche
Typ W
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 81140
Norm DIN 1897
Schneidstoff HSSStabiler Spezialbohrer zum Einsatz auf Drehauto-maten und Revolverbänken. Für Automatenstähle, rost- und säurebeständige Stähle, Einsatz- und Vergütungsstähle bis ca. 800 N/mm² Festigkeit, für kurz bis mittellang spanende Aluminium- und Kupfer-legierungen.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 81145
Norm DIN 1897
Schneidstoff HSSStabiler Spezialbohrer zum Einsatz auf Drehauto-maten und Revolverbänken. Für Automatenstähle, rost- und säurebeständige Stähle, Einsatz- und Vergütungsstähle bis ca. 800 N/mm² Festigkeit, für kurz bis mittellang spanende Aluminium- und Kupfer-legierungen.
Oberfl äche
Typ FN
Schneidrichtung links
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 44 27.10.2008 10:28:13 Uhr
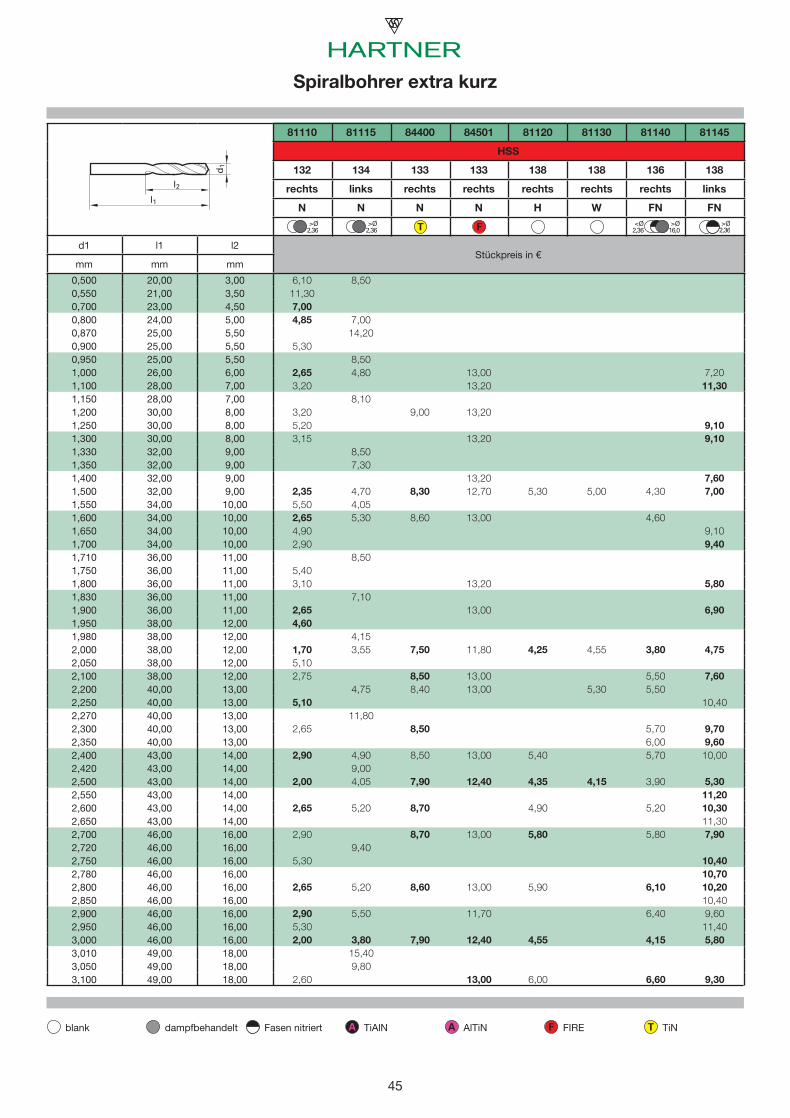
45
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T F >Ø
16,0<Ø
2,36>Ø
2,36
81110 81115 84400 84501 81120 81130 81140 81145
HSS
132 134 133 133 138 138 136 138
rechts links rechts rechts rechts rechts rechts links
N N N N H W FN FN
d1 l1 l2Stückpreis in €
mm mm mm
0,500 20,00 3,000,550 21,00 3,500,700 23,00 4,500,800 24,00 5,000,870 25,00 5,500,900 25,00 5,500,950 25,00 5,501,000 26,00 6,001,100 28,00 7,001,150 28,00 7,001,200 30,00 8,001,250 30,00 8,001,300 30,00 8,001,330 32,00 9,001,350 32,00 9,001,400 32,00 9,001,500 32,00 9,001,550 34,00 10,001,600 34,00 10,001,650 34,00 10,001,700 34,00 10,001,710 36,00 11,001,750 36,00 11,001,800 36,00 11,001,830 36,00 11,001,900 36,00 11,001,950 38,00 12,001,980 38,00 12,002,000 38,00 12,002,050 38,00 12,002,100 38,00 12,002,200 40,00 13,002,250 40,00 13,002,270 40,00 13,002,300 40,00 13,002,350 40,00 13,002,400 43,00 14,002,420 43,00 14,002,500 43,00 14,002,550 43,00 14,002,600 43,00 14,002,650 43,00 14,002,700 46,00 16,002,720 46,00 16,002,750 46,00 16,002,780 46,00 16,002,800 46,00 16,002,850 46,00 16,002,900 46,00 16,002,950 46,00 16,003,000 46,00 16,003,010 49,00 18,003,050 49,00 18,003,100 49,00 18,00
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
6,10 8,5011,307,004,85 7,00
14,205,30
8,502,65 4,80 13,00 7,203,20 13,20 11,30
8,103,20 9,00 13,205,20 9,103,15 13,20 9,10
8,507,30
13,20 7,602,35 4,70 8,30 12,70 5,30 5,00 4,30 7,005,50 4,052,65 5,30 8,60 13,00 4,604,90 9,102,90 9,40
8,505,403,10 13,20 5,80
7,102,65 13,00 6,904,60
4,151,70 3,55 7,50 11,80 4,25 4,55 3,80 4,755,102,75 8,50 13,00 5,50 7,60
4,75 8,40 13,00 5,30 5,505,10 10,40
11,802,65 8,50 5,70 9,70
6,00 9,602,90 4,90 8,50 13,00 5,40 5,70 10,00
9,002,00 4,05 7,90 12,40 4,35 4,15 3,90 5,30
11,202,65 5,20 8,70 4,90 5,20 10,30
11,302,90 8,70 13,00 5,80 5,80 7,90
9,405,30 10,40
10,702,65 5,20 8,60 13,00 5,90 6,10 10,20
10,402,90 5,50 11,70 6,40 9,605,30 11,402,00 3,80 7,90 12,40 4,55 4,15 5,80
15,409,80
2,60 13,00 6,00 6,60 9,30
01_Bohren_ZS.indb 45 27.10.2008 10:28:17 Uhr
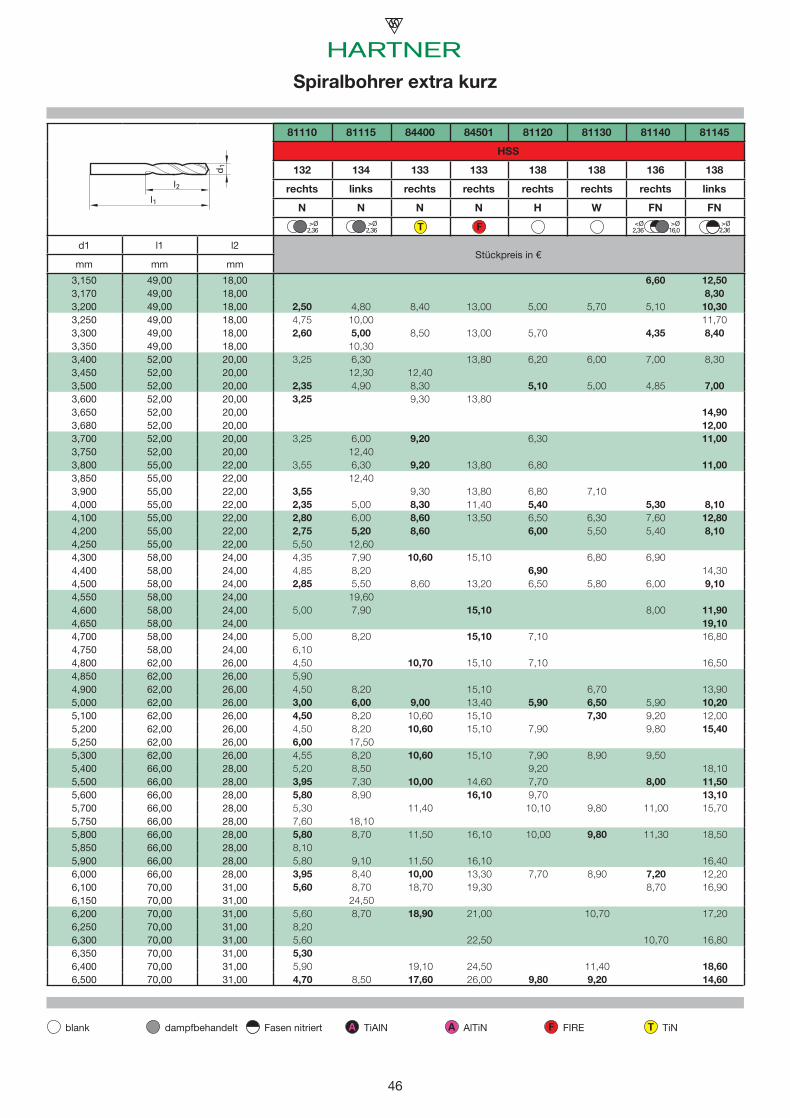
46
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T F >Ø
16,0<Ø
2,36>Ø
2,36
81110 81115 84400 84501 81120 81130 81140 81145
HSS
132 134 133 133 138 138 136 138
rechts links rechts rechts rechts rechts rechts links
N N N N H W FN FN
d1 l1 l2Stückpreis in €
mm mm mm
3,150 49,00 18,003,170 49,00 18,003,200 49,00 18,003,250 49,00 18,003,300 49,00 18,003,350 49,00 18,003,400 52,00 20,003,450 52,00 20,003,500 52,00 20,003,600 52,00 20,003,650 52,00 20,003,680 52,00 20,003,700 52,00 20,003,750 52,00 20,003,800 55,00 22,003,850 55,00 22,003,900 55,00 22,004,000 55,00 22,004,100 55,00 22,004,200 55,00 22,004,250 55,00 22,004,300 58,00 24,004,400 58,00 24,004,500 58,00 24,004,550 58,00 24,004,600 58,00 24,004,650 58,00 24,004,700 58,00 24,004,750 58,00 24,004,800 62,00 26,004,850 62,00 26,004,900 62,00 26,005,000 62,00 26,005,100 62,00 26,005,200 62,00 26,005,250 62,00 26,005,300 62,00 26,005,400 66,00 28,005,500 66,00 28,005,600 66,00 28,005,700 66,00 28,005,750 66,00 28,005,800 66,00 28,005,850 66,00 28,005,900 66,00 28,006,000 66,00 28,006,100 70,00 31,006,150 70,00 31,006,200 70,00 31,006,250 70,00 31,006,300 70,00 31,006,350 70,00 31,006,400 70,00 31,006,500 70,00 31,00
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
6,60 12,508,30
2,50 4,80 8,40 13,00 5,00 5,70 5,10 10,304,75 10,00 11,702,60 5,00 8,50 13,00 5,70 4,35 8,40
10,303,25 6,30 13,80 6,20 6,00 7,00 8,30
12,30 12,402,35 4,90 8,30 5,10 5,00 4,85 7,003,25 9,30 13,80
14,9012,00
3,25 6,00 9,20 6,30 11,0012,40
3,55 6,30 9,20 13,80 6,80 11,0012,40
3,55 9,30 13,80 6,80 7,102,35 5,00 8,30 11,40 5,40 5,30 8,102,80 6,00 8,60 13,50 6,50 6,30 7,60 12,802,75 5,20 8,60 6,00 5,50 5,40 8,105,50 12,604,35 7,90 10,60 15,10 6,80 6,904,85 8,20 6,90 14,302,85 5,50 8,60 13,20 6,50 5,80 6,00 9,10
19,605,00 7,90 15,10 8,00 11,90
19,105,00 8,20 15,10 7,10 16,806,104,50 10,70 15,10 7,10 16,505,904,50 8,20 15,10 6,70 13,903,00 6,00 9,00 13,40 5,90 6,50 5,90 10,204,50 8,20 10,60 15,10 7,30 9,20 12,004,50 8,20 10,60 15,10 7,90 9,80 15,406,00 17,504,55 8,20 10,60 15,10 7,90 8,90 9,505,20 8,50 9,20 18,103,95 7,30 10,00 14,60 7,70 8,00 11,505,80 8,90 16,10 9,70 13,105,30 11,40 10,10 9,80 11,00 15,707,60 18,105,80 8,70 11,50 16,10 10,00 9,80 11,30 18,508,105,80 9,10 11,50 16,10 16,403,95 8,40 10,00 13,30 7,70 8,90 7,20 12,205,60 8,70 18,70 19,30 8,70 16,90
24,505,60 8,70 18,90 21,00 10,70 17,208,205,60 22,50 10,70 16,805,305,90 19,10 24,50 11,40 18,604,70 8,50 17,60 26,00 9,80 9,20 14,60
01_Bohren_ZS.indb 46 27.10.2008 10:28:21 Uhr
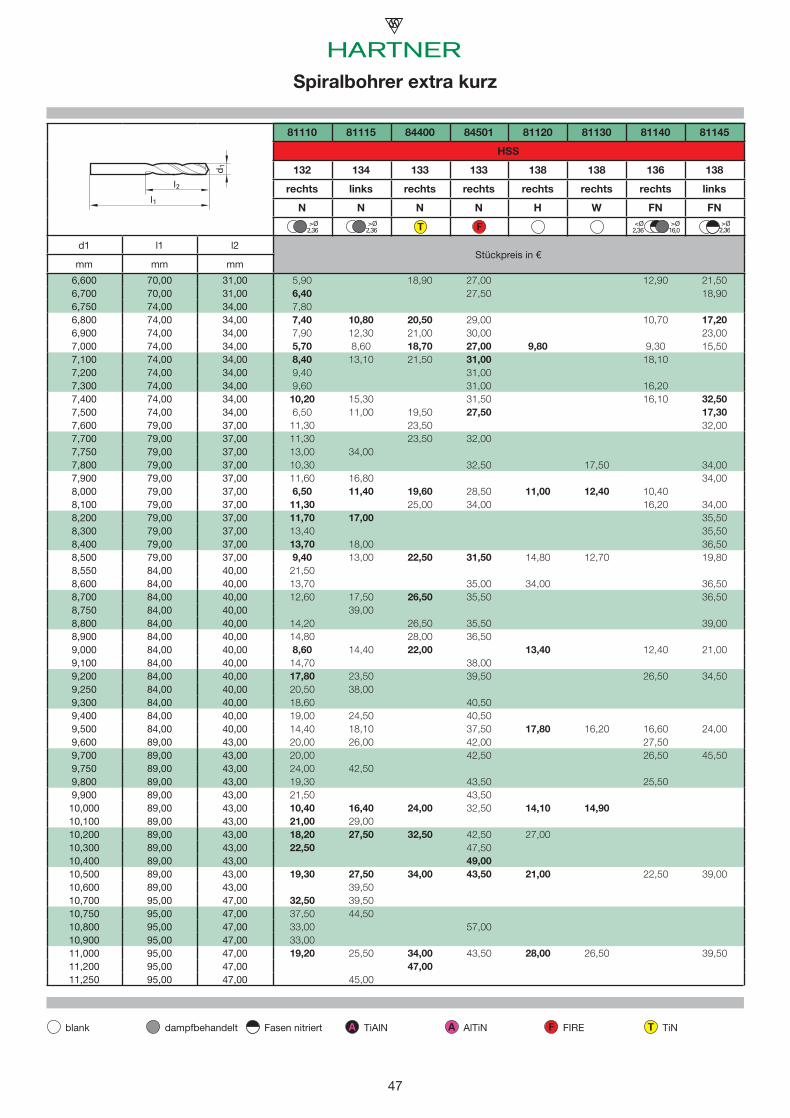
47
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T F >Ø
16,0<Ø
2,36>Ø
2,36
81110 81115 84400 84501 81120 81130 81140 81145
HSS
132 134 133 133 138 138 136 138
rechts links rechts rechts rechts rechts rechts links
N N N N H W FN FN
d1 l1 l2Stückpreis in €
mm mm mm
6,600 70,00 31,006,700 70,00 31,006,750 74,00 34,006,800 74,00 34,006,900 74,00 34,007,000 74,00 34,007,100 74,00 34,007,200 74,00 34,007,300 74,00 34,007,400 74,00 34,007,500 74,00 34,007,600 79,00 37,007,700 79,00 37,007,750 79,00 37,007,800 79,00 37,007,900 79,00 37,008,000 79,00 37,008,100 79,00 37,008,200 79,00 37,008,300 79,00 37,008,400 79,00 37,008,500 79,00 37,008,550 84,00 40,008,600 84,00 40,008,700 84,00 40,008,750 84,00 40,008,800 84,00 40,008,900 84,00 40,009,000 84,00 40,009,100 84,00 40,009,200 84,00 40,009,250 84,00 40,009,300 84,00 40,009,400 84,00 40,009,500 84,00 40,009,600 89,00 43,009,700 89,00 43,009,750 89,00 43,009,800 89,00 43,009,900 89,00 43,0010,000 89,00 43,0010,100 89,00 43,0010,200 89,00 43,0010,300 89,00 43,0010,400 89,00 43,0010,500 89,00 43,0010,600 89,00 43,0010,700 95,00 47,0010,750 95,00 47,0010,800 95,00 47,0010,900 95,00 47,0011,000 95,00 47,0011,200 95,00 47,0011,250 95,00 47,00
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
5,90 18,90 27,00 12,90 21,506,40 27,50 18,907,807,40 10,80 20,50 29,00 10,70 17,207,90 12,30 21,00 30,00 23,005,70 8,60 18,70 27,00 9,80 9,30 15,508,40 13,10 21,50 31,00 18,109,40 31,009,60 31,00 16,2010,20 15,30 31,50 16,10 32,506,50 11,00 19,50 27,50 17,3011,30 23,50 32,0011,30 23,50 32,0013,00 34,0010,30 32,50 17,50 34,0011,60 16,80 34,006,50 11,40 19,60 28,50 11,00 12,40 10,4011,30 25,00 34,00 16,20 34,0011,70 17,00 35,5013,40 35,5013,70 18,00 36,509,40 13,00 22,50 31,50 14,80 12,70 19,8021,5013,70 35,00 34,00 36,5012,60 17,50 26,50 35,50 36,50
39,0014,20 26,50 35,50 39,0014,80 28,00 36,508,60 14,40 22,00 13,40 12,40 21,0014,70 38,0017,80 23,50 39,50 26,50 34,5020,50 38,0018,60 40,5019,00 24,50 40,5014,40 18,10 37,50 17,80 16,20 16,60 24,0020,00 26,00 42,00 27,5020,00 42,50 26,50 45,5024,00 42,5019,30 43,50 25,5021,50 43,5010,40 16,40 24,00 32,50 14,10 14,9021,00 29,0018,20 27,50 32,50 42,50 27,0022,50 47,50
49,0019,30 27,50 34,00 43,50 21,00 22,50 39,00
39,5032,50 39,5037,50 44,5033,00 57,0033,0019,20 25,50 34,00 43,50 28,00 26,50 39,50
47,0045,00
01_Bohren_ZS.indb 47 27.10.2008 10:28:25 Uhr
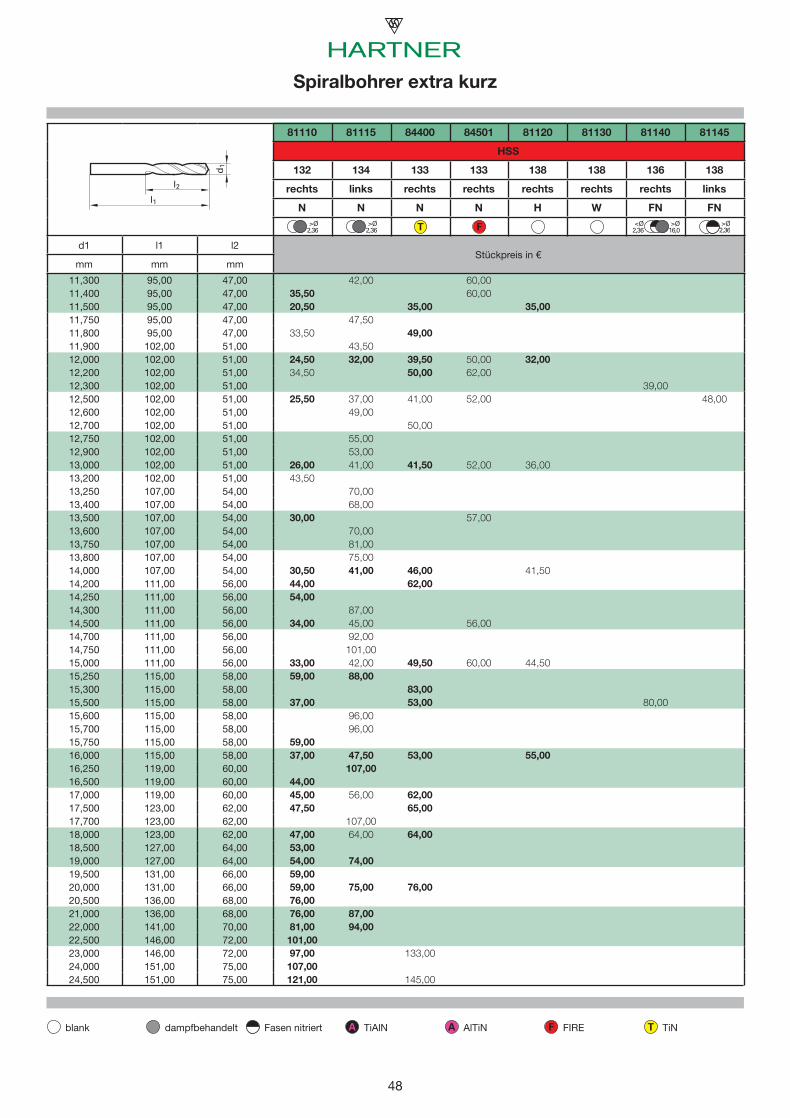
48
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T F >Ø
16,0<Ø
2,36>Ø
2,36
81110 81115 84400 84501 81120 81130 81140 81145
HSS
132 134 133 133 138 138 136 138
rechts links rechts rechts rechts rechts rechts links
N N N N H W FN FN
d1 l1 l2Stückpreis in €
mm mm mm
11,300 95,00 47,0011,400 95,00 47,0011,500 95,00 47,0011,750 95,00 47,0011,800 95,00 47,0011,900 102,00 51,0012,000 102,00 51,0012,200 102,00 51,0012,300 102,00 51,0012,500 102,00 51,0012,600 102,00 51,0012,700 102,00 51,0012,750 102,00 51,0012,900 102,00 51,0013,000 102,00 51,0013,200 102,00 51,0013,250 107,00 54,0013,400 107,00 54,0013,500 107,00 54,0013,600 107,00 54,0013,750 107,00 54,0013,800 107,00 54,0014,000 107,00 54,0014,200 111,00 56,0014,250 111,00 56,0014,300 111,00 56,0014,500 111,00 56,0014,700 111,00 56,0014,750 111,00 56,0015,000 111,00 56,0015,250 115,00 58,0015,300 115,00 58,0015,500 115,00 58,0015,600 115,00 58,0015,700 115,00 58,0015,750 115,00 58,0016,000 115,00 58,0016,250 119,00 60,0016,500 119,00 60,0017,000 119,00 60,0017,500 123,00 62,0017,700 123,00 62,0018,000 123,00 62,0018,500 127,00 64,0019,000 127,00 64,0019,500 131,00 66,0020,000 131,00 66,0020,500 136,00 68,0021,000 136,00 68,0022,000 141,00 70,0022,500 146,00 72,0023,000 146,00 72,0024,000 151,00 75,0024,500 151,00 75,00
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
42,00 60,0035,50 60,0020,50 35,00 35,00
47,5033,50 49,00
43,5024,50 32,00 39,50 50,00 32,0034,50 50,00 62,00
39,0025,50 37,00 41,00 52,00 48,00
49,0050,00
55,0053,00
26,00 41,00 41,50 52,00 36,0043,50
70,0068,00
30,00 57,0070,0081,0075,00
30,50 41,00 46,00 41,5044,00 62,0054,00
87,0034,00 45,00 56,00
92,00101,00
33,00 42,00 49,50 60,00 44,5059,00 88,00
83,0037,00 53,00 80,00
96,0096,00
59,0037,00 47,50 53,00 55,00
107,0044,0045,00 56,00 62,0047,50 65,00
107,0047,00 64,00 64,0053,0054,00 74,0059,0059,00 75,00 76,0076,0076,00 87,0081,00 94,00
101,0097,00 133,00107,00121,00 145,00
01_Bohren_ZS.indb 48 27.10.2008 10:28:29 Uhr
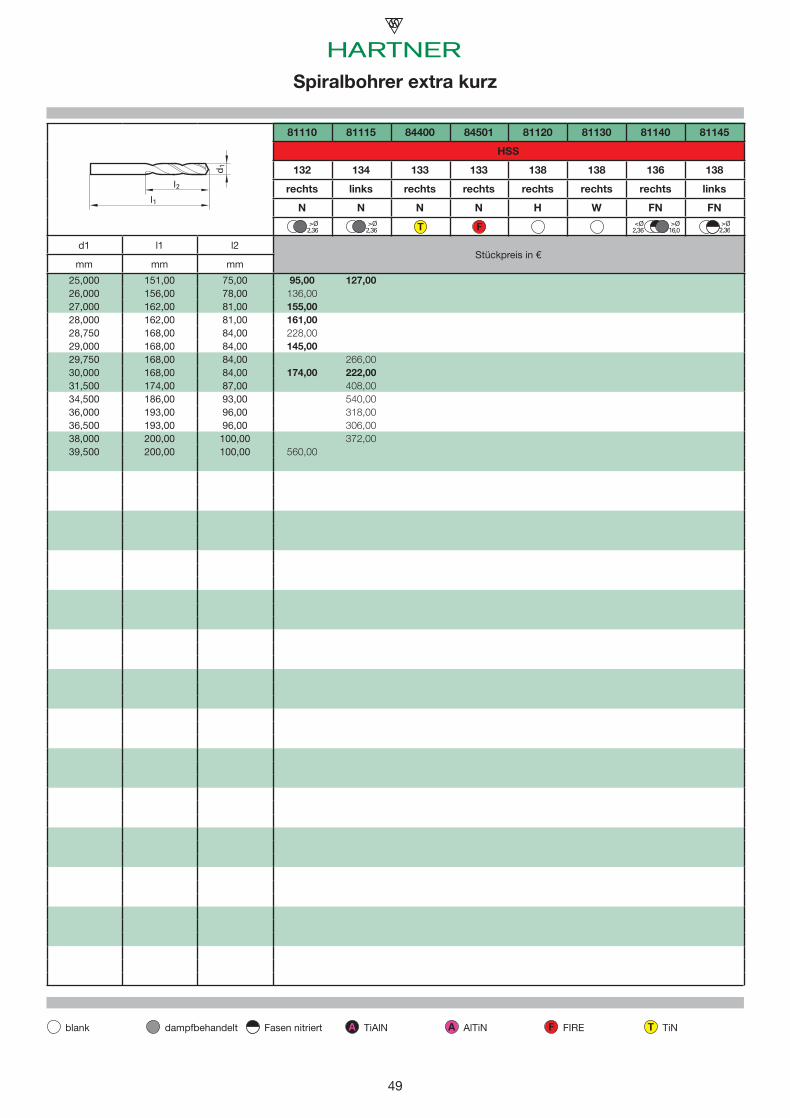
49
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T F >Ø
16,0<Ø
2,36>Ø
2,36
81110 81115 84400 84501 81120 81130 81140 81145
HSS
132 134 133 133 138 138 136 138
rechts links rechts rechts rechts rechts rechts links
N N N N H W FN FN
d1 l1 l2Stückpreis in €
mm mm mm
25,000 151,00 75,0026,000 156,00 78,0027,000 162,00 81,0028,000 162,00 81,0028,750 168,00 84,0029,000 168,00 84,0029,750 168,00 84,0030,000 168,00 84,0031,500 174,00 87,0034,500 186,00 93,0036,000 193,00 96,0036,500 193,00 96,0038,000 200,00 100,0039,500 200,00 100,00
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
95,00 127,00136,00155,00161,00228,00145,00
266,00174,00 222,00
408,00540,00318,00306,00372,00
560,00
01_Bohren_ZS.indb 49 27.10.2008 10:28:30 Uhr
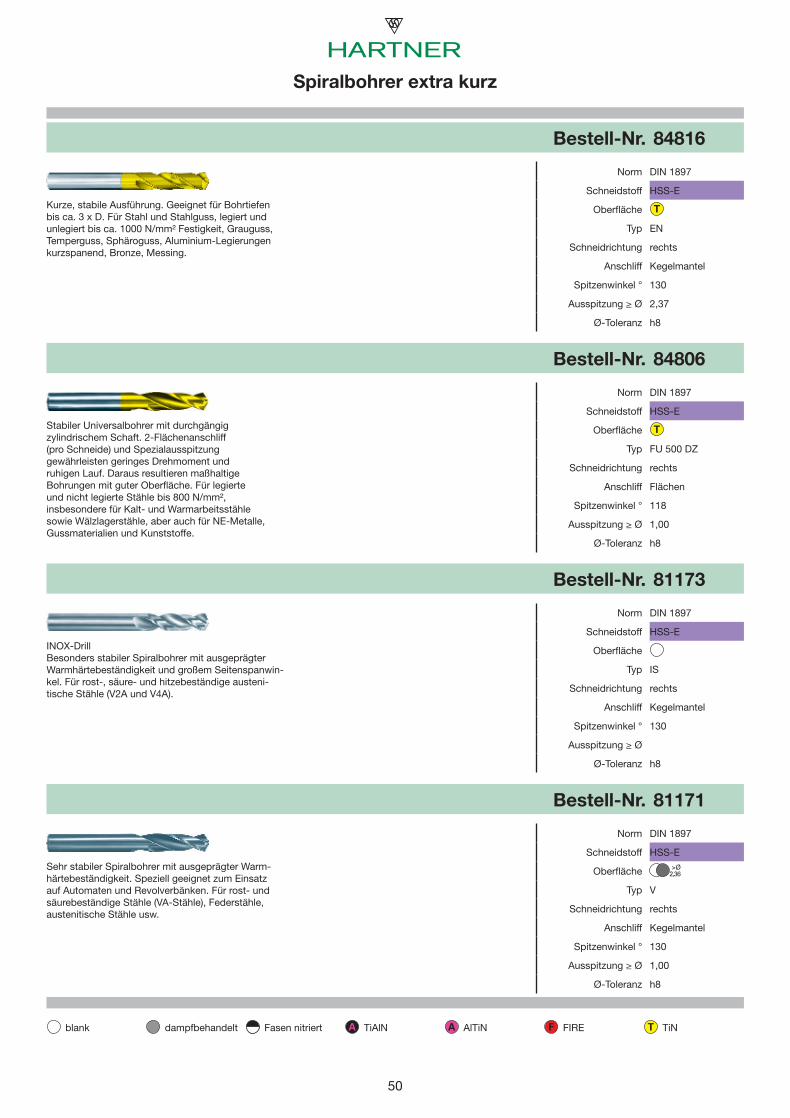
5010
A A F T
T
T
>Ø2,36
10
A A F T
T
T
>Ø2,36
Bestell-Nr. 84816
Norm DIN 1897
Schneidstoff HSS-EKurze, stabile Ausführung. Geeignet für Bohrtiefen bis ca. 3 x D. Für Stahl und Stahlguss, legiert und unlegiert bis ca. 1000 N/mm² Festigkeit, Grauguss, Temperguss, Sphäroguss, Aluminium-Legierungen kurzspanend, Bronze, Messing.
Oberfl äche
Typ EN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 84806
Norm DIN 1897
Schneidstoff HSS-EStabiler Universalbohrer mit durchgängig zylindrischem Schaft. 2-Flächenanschliff (pro Schneide) und Spezialausspitzung gewährleisten geringes Drehmoment und ruhigen Lauf. Daraus resultieren maßhaltige Bohrungen mit guter Oberfl äche. Für legierte und nicht legierte Stähle bis 800 N/mm², insbesondere für Kalt- und Warmarbeitsstähle sowie Wälzlagerstähle, aber auch für NE-Metalle, Gussmaterialien und Kunststoffe.
Oberfl äche
Typ FU 500 DZ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 81173
Norm DIN 1897
Schneidstoff HSS-EINOX-DrillBesonders stabiler Spiralbohrer mit ausgeprägter Warmhärtebeständigkeit und großem Seitenspanwin-kel. Für rost-, säure- und hitzebeständige austeni-tische Stähle (V2A und V4A).
Oberfl äche
Typ IS
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø
Ø-Toleranz h8
Bestell-Nr. 81171
Norm DIN 1897
Schneidstoff HSS-ESehr stabiler Spiralbohrer mit ausgeprägter Warm-härtebeständigkeit. Speziell geeignet zum Einsatz auf Automaten und Revolverbänken. Für rost- und säurebeständige Stähle (VA-Stähle), Federstähle, austenitische Stähle usw.
Oberfl äche
Typ V
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 84816
Norm DIN 1897
Schneidstoff HSS-EKurze, stabile Ausführung. Geeignet für Bohrtiefen bis ca. 3 x D. Für Stahl und Stahlguss, legiert und unlegiert bis ca. 1000 N/mm² Festigkeit, Grauguss, Temperguss, Sphäroguss, Aluminium-Legierungen kurzspanend, Bronze, Messing.
Oberfl äche
Typ EN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 84806
Norm DIN 1897
Schneidstoff HSS-EStabiler Universalbohrer mit durchgängig zylindrischem Schaft. 2-Flächenanschliff (pro Schneide) und Spezialausspitzung gewährleisten geringes Drehmoment und ruhigen Lauf. Daraus resultieren maßhaltige Bohrungen mit guter Oberfl äche. Für legierte und nicht legierte Stähle bis 800 N/mm², insbesondere für Kalt- und Warmarbeitsstähle sowie Wälzlagerstähle, aber auch für NE-Metalle, Gussmaterialien und Kunststoffe.
Oberfl äche
Typ FU 500 DZ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 81173
Norm DIN 1897
Schneidstoff HSS-EINOX-DrillBesonders stabiler Spiralbohrer mit ausgeprägter Warmhärtebeständigkeit und großem Seitenspanwin-kel. Für rost-, säure- und hitzebeständige austeni-tische Stähle (V2A und V4A).
Oberfl äche
Typ IS
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø
Ø-Toleranz h8
Bestell-Nr. 81171
Norm DIN 1897
Schneidstoff HSS-ESehr stabiler Spiralbohrer mit ausgeprägter Warm-härtebeständigkeit. Speziell geeignet zum Einsatz auf Automaten und Revolverbänken. Für rost- und säurebeständige Stähle (VA-Stähle), Federstähle, austenitische Stähle usw.
Oberfl äche
Typ V
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 50 27.10.2008 10:28:36 Uhr
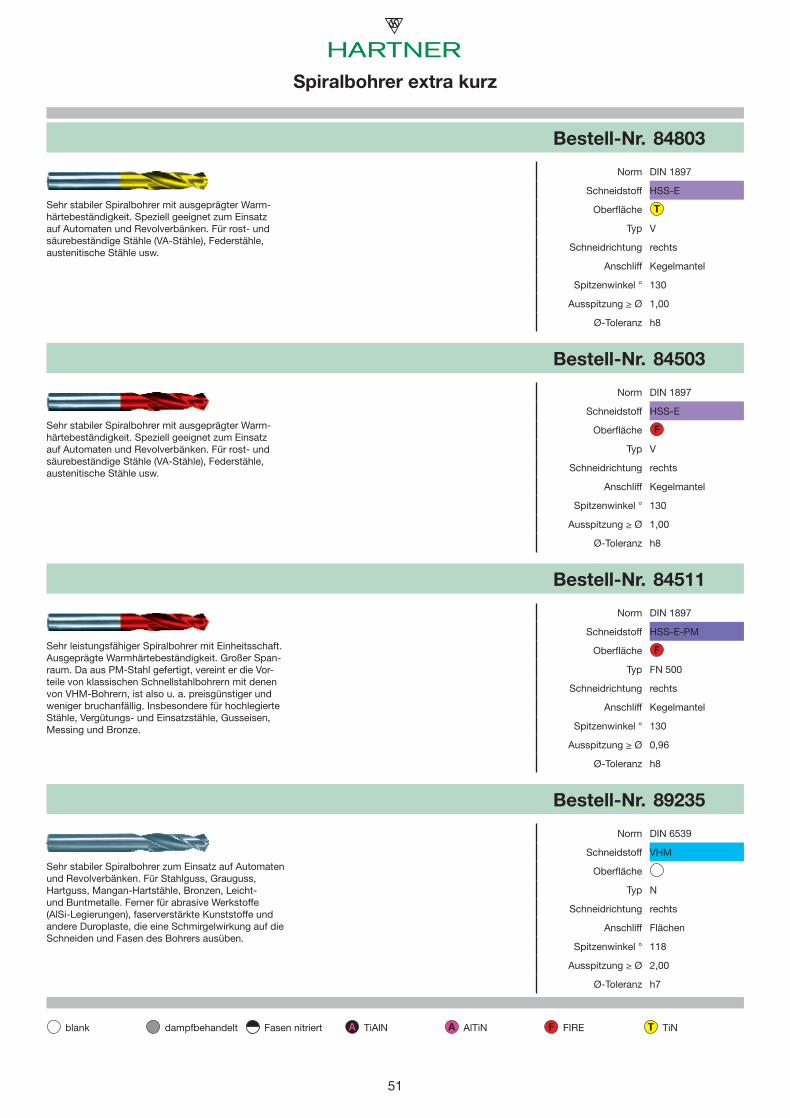
5111
A A F T
T
F
F
11
A A F T
T
F
F
Bestell-Nr. 84803
Norm DIN 1897
Schneidstoff HSS-ESehr stabiler Spiralbohrer mit ausgeprägter Warm-härtebeständigkeit. Speziell geeignet zum Einsatz auf Automaten und Revolverbänken. Für rost- und säurebeständige Stähle (VA-Stähle), Federstähle, austenitische Stähle usw.
Oberfl äche
Typ V
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 84503
Norm DIN 1897
Schneidstoff HSS-ESehr stabiler Spiralbohrer mit ausgeprägter Warm-härtebeständigkeit. Speziell geeignet zum Einsatz auf Automaten und Revolverbänken. Für rost- und säurebeständige Stähle (VA-Stähle), Federstähle, austenitische Stähle usw.
Oberfl äche
Typ V
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 84511
Norm DIN 1897
Schneidstoff HSS-E-PMSehr leistungsfähiger Spiralbohrer mit Einheitsschaft. Ausgeprägte Warmhärtebeständigkeit. Großer Span-raum. Da aus PM-Stahl gefertigt, vereint er die Vor-teile von klassischen Schnellstahlbohrern mit denen von VHM-Bohrern, ist also u. a. preisgünstiger und weniger bruchanfällig. Insbesondere für hochlegierte Stähle, Vergütungs- und Einsatzstähle, Gusseisen, Messing und Bronze.
Oberfl äche
Typ FN 500
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 89235
Norm DIN 6539
Schneidstoff VHMSehr stabiler Spiralbohrer zum Einsatz auf Automaten und Revolverbänken. Für Stahlguss, Grauguss, Hartguss, Mangan-Hartstähle, Bronzen, Leicht- und Buntmetalle. Ferner für abrasive Werkstoffe (AlSi-Legierungen), faserverstärkte Kunststoffe und andere Duroplaste, die eine Schmirgelwirkung auf die Schneiden und Fasen des Bohrers ausüben.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,00
Ø-Toleranz h7
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 84803
Norm DIN 1897
Schneidstoff HSS-ESehr stabiler Spiralbohrer mit ausgeprägter Warm-härtebeständigkeit. Speziell geeignet zum Einsatz auf Automaten und Revolverbänken. Für rost- und säurebeständige Stähle (VA-Stähle), Federstähle, austenitische Stähle usw.
Oberfl äche
Typ V
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 84503
Norm DIN 1897
Schneidstoff HSS-ESehr stabiler Spiralbohrer mit ausgeprägter Warm-härtebeständigkeit. Speziell geeignet zum Einsatz auf Automaten und Revolverbänken. Für rost- und säurebeständige Stähle (VA-Stähle), Federstähle, austenitische Stähle usw.
Oberfl äche
Typ V
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 84511
Norm DIN 1897
Schneidstoff HSS-E-PMSehr leistungsfähiger Spiralbohrer mit Einheitsschaft. Ausgeprägte Warmhärtebeständigkeit. Großer Span-raum. Da aus PM-Stahl gefertigt, vereint er die Vor-teile von klassischen Schnellstahlbohrern mit denen von VHM-Bohrern, ist also u. a. preisgünstiger und weniger bruchanfällig. Insbesondere für hochlegierte Stähle, Vergütungs- und Einsatzstähle, Gusseisen, Messing und Bronze.
Oberfl äche
Typ FN 500
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 89235
Norm DIN 6539
Schneidstoff VHMSehr stabiler Spiralbohrer zum Einsatz auf Automaten und Revolverbänken. Für Stahlguss, Grauguss, Hartguss, Mangan-Hartstähle, Bronzen, Leicht- und Buntmetalle. Ferner für abrasive Werkstoffe (AlSi-Legierungen), faserverstärkte Kunststoffe und andere Duroplaste, die eine Schmirgelwirkung auf die Schneiden und Fasen des Bohrers ausüben.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,00
Ø-Toleranz h7
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 51 27.10.2008 10:28:37 Uhr
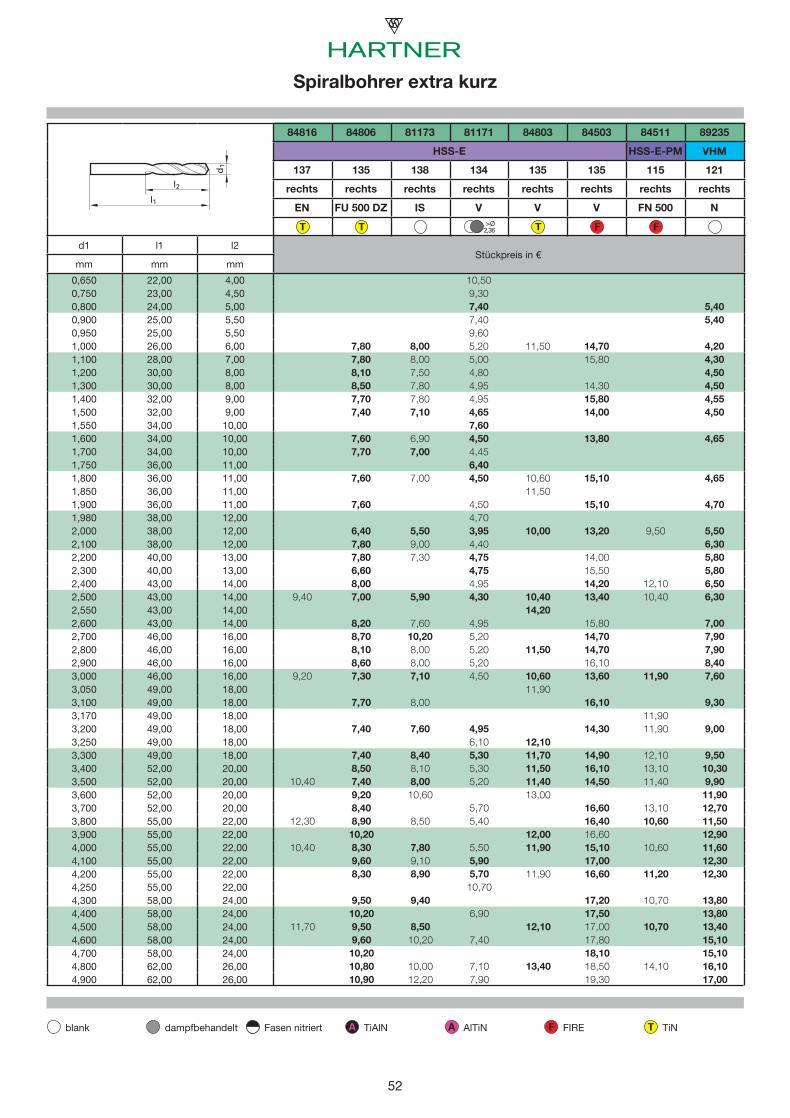
52
A A F T
l1
d1
l2
T T >Ø2,36 T F F
84816 84806 81173 81171 84803 84503 84511 89235
HSS-E HSS-E-PM VHM
137 135 138 134 135 135 115 121
rechts rechts rechts rechts rechts rechts rechts rechts
EN FU 500 DZ IS V V V FN 500 N
d1 l1 l2Stückpreis in €
mm mm mm
0,650 22,00 4,000,750 23,00 4,500,800 24,00 5,000,900 25,00 5,500,950 25,00 5,501,000 26,00 6,001,100 28,00 7,001,200 30,00 8,001,300 30,00 8,001,400 32,00 9,001,500 32,00 9,001,550 34,00 10,001,600 34,00 10,001,700 34,00 10,001,750 36,00 11,001,800 36,00 11,001,850 36,00 11,001,900 36,00 11,001,980 38,00 12,002,000 38,00 12,002,100 38,00 12,002,200 40,00 13,002,300 40,00 13,002,400 43,00 14,002,500 43,00 14,002,550 43,00 14,002,600 43,00 14,002,700 46,00 16,002,800 46,00 16,002,900 46,00 16,003,000 46,00 16,003,050 49,00 18,003,100 49,00 18,003,170 49,00 18,003,200 49,00 18,003,250 49,00 18,003,300 49,00 18,003,400 52,00 20,003,500 52,00 20,003,600 52,00 20,003,700 52,00 20,003,800 55,00 22,003,900 55,00 22,004,000 55,00 22,004,100 55,00 22,004,200 55,00 22,004,250 55,00 22,004,300 58,00 24,004,400 58,00 24,004,500 58,00 24,004,600 58,00 24,004,700 58,00 24,004,800 62,00 26,004,900 62,00 26,00
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
10,509,307,40 5,407,40 5,409,60
7,80 8,00 5,20 11,50 14,70 4,207,80 8,00 5,00 15,80 4,308,10 7,50 4,80 4,508,50 7,80 4,95 14,30 4,507,70 7,80 4,95 15,80 4,557,40 7,10 4,65 14,00 4,50
7,607,60 6,90 4,50 13,80 4,657,70 7,00 4,45
6,407,60 7,00 4,50 10,60 15,10 4,65
11,507,60 4,50 15,10 4,70
4,706,40 5,50 3,95 10,00 13,20 9,50 5,507,80 9,00 4,40 6,307,80 7,30 4,75 14,00 5,806,60 4,75 15,50 5,808,00 4,95 14,20 12,10 6,50
9,40 7,00 5,90 4,30 10,40 13,40 10,40 6,3014,20
8,20 7,60 4,95 15,80 7,008,70 10,20 5,20 14,70 7,908,10 8,00 5,20 11,50 14,70 7,908,60 8,00 5,20 16,10 8,40
9,20 7,30 7,10 4,50 10,60 13,60 11,90 7,6011,90
7,70 8,00 16,10 9,3011,90
7,40 7,60 4,95 14,30 11,90 9,006,10 12,10
7,40 8,40 5,30 11,70 14,90 12,10 9,508,50 8,10 5,30 11,50 16,10 13,10 10,30
10,40 7,40 8,00 5,20 11,40 14,50 11,40 9,909,20 10,60 13,00 11,908,40 5,70 16,60 13,10 12,70
12,30 8,90 8,50 5,40 16,40 10,60 11,5010,20 12,00 16,60 12,90
10,40 8,30 7,80 5,50 11,90 15,10 10,60 11,609,60 9,10 5,90 17,00 12,308,30 8,90 5,70 11,90 16,60 11,20 12,30
10,709,50 9,40 17,20 10,70 13,8010,20 6,90 17,50 13,80
11,70 9,50 8,50 12,10 17,00 10,70 13,409,60 10,20 7,40 17,80 15,1010,20 18,10 15,1010,80 10,00 7,10 13,40 18,50 14,10 16,1010,90 12,20 7,90 19,30 17,00
01_Bohren_ZS.indb 52 27.10.2008 10:28:42 Uhr
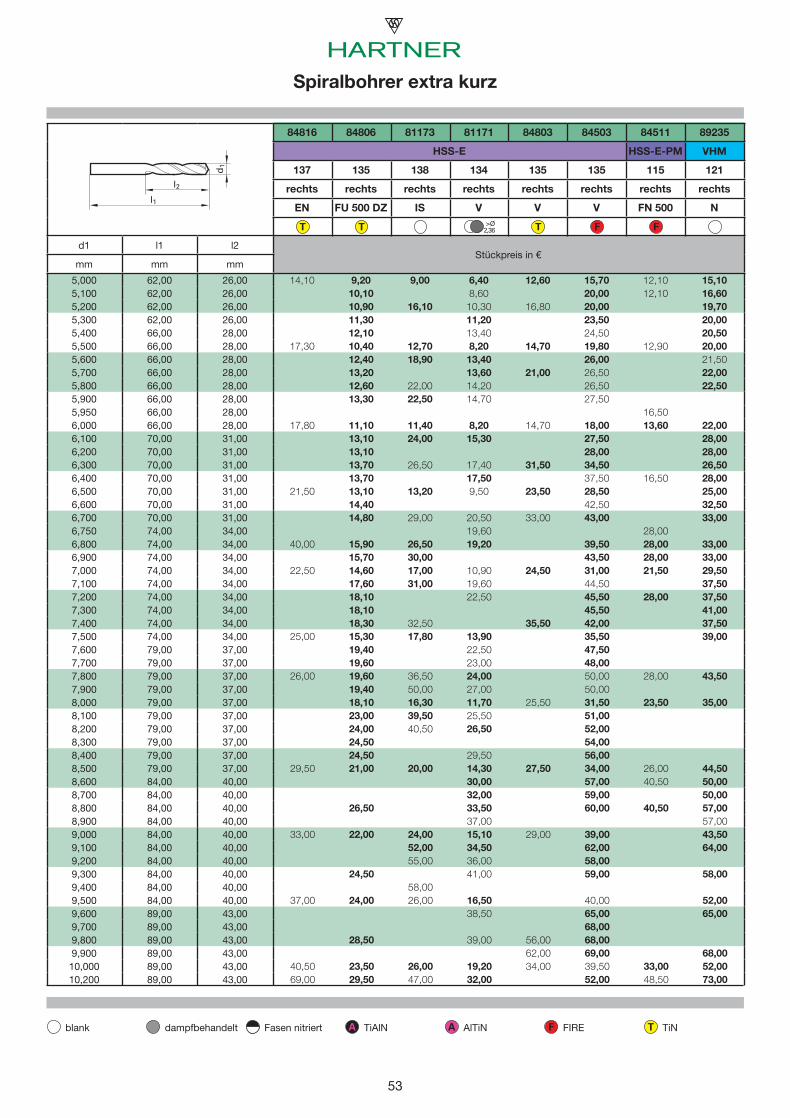
53
A A F T
l1
d1
l2
T T >Ø2,36 T F F
84816 84806 81173 81171 84803 84503 84511 89235
HSS-E HSS-E-PM VHM
137 135 138 134 135 135 115 121
rechts rechts rechts rechts rechts rechts rechts rechts
EN FU 500 DZ IS V V V FN 500 N
d1 l1 l2Stückpreis in €
mm mm mm
5,000 62,00 26,005,100 62,00 26,005,200 62,00 26,005,300 62,00 26,005,400 66,00 28,005,500 66,00 28,005,600 66,00 28,005,700 66,00 28,005,800 66,00 28,005,900 66,00 28,005,950 66,00 28,006,000 66,00 28,006,100 70,00 31,006,200 70,00 31,006,300 70,00 31,006,400 70,00 31,006,500 70,00 31,006,600 70,00 31,006,700 70,00 31,006,750 74,00 34,006,800 74,00 34,006,900 74,00 34,007,000 74,00 34,007,100 74,00 34,007,200 74,00 34,007,300 74,00 34,007,400 74,00 34,007,500 74,00 34,007,600 79,00 37,007,700 79,00 37,007,800 79,00 37,007,900 79,00 37,008,000 79,00 37,008,100 79,00 37,008,200 79,00 37,008,300 79,00 37,008,400 79,00 37,008,500 79,00 37,008,600 84,00 40,008,700 84,00 40,008,800 84,00 40,008,900 84,00 40,009,000 84,00 40,009,100 84,00 40,009,200 84,00 40,009,300 84,00 40,009,400 84,00 40,009,500 84,00 40,009,600 89,00 43,009,700 89,00 43,009,800 89,00 43,009,900 89,00 43,0010,000 89,00 43,0010,200 89,00 43,00
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
14,10 9,20 9,00 6,40 12,60 15,70 12,10 15,1010,10 8,60 20,00 12,10 16,6010,90 16,10 10,30 16,80 20,00 19,7011,30 11,20 23,50 20,0012,10 13,40 24,50 20,50
17,30 10,40 12,70 8,20 14,70 19,80 12,90 20,0012,40 18,90 13,40 26,00 21,5013,20 13,60 21,00 26,50 22,0012,60 22,00 14,20 26,50 22,5013,30 22,50 14,70 27,50
16,5017,80 11,10 11,40 8,20 14,70 18,00 13,60 22,00
13,10 24,00 15,30 27,50 28,0013,10 28,00 28,0013,70 26,50 17,40 31,50 34,50 26,5013,70 17,50 37,50 16,50 28,00
21,50 13,10 13,20 9,50 23,50 28,50 25,0014,40 42,50 32,5014,80 29,00 20,50 33,00 43,00 33,00
19,60 28,0040,00 15,90 26,50 19,20 39,50 28,00 33,00
15,70 30,00 43,50 28,00 33,0022,50 14,60 17,00 10,90 24,50 31,00 21,50 29,50
17,60 31,00 19,60 44,50 37,5018,10 22,50 45,50 28,00 37,5018,10 45,50 41,0018,30 32,50 35,50 42,00 37,50
25,00 15,30 17,80 13,90 35,50 39,0019,40 22,50 47,5019,60 23,00 48,00
26,00 19,60 36,50 24,00 50,00 28,00 43,5019,40 50,00 27,00 50,0018,10 16,30 11,70 25,50 31,50 23,50 35,0023,00 39,50 25,50 51,0024,00 40,50 26,50 52,0024,50 54,0024,50 29,50 56,00
29,50 21,00 20,00 14,30 27,50 34,00 26,00 44,5030,00 57,00 40,50 50,0032,00 59,00 50,00
26,50 33,50 60,00 40,50 57,0037,00 57,00
33,00 22,00 24,00 15,10 29,00 39,00 43,5052,00 34,50 62,00 64,0055,00 36,00 58,00
24,50 41,00 59,00 58,0058,00
37,00 24,00 26,00 16,50 40,00 52,0038,50 65,00 65,00
68,0028,50 39,00 56,00 68,00
62,00 69,00 68,0040,50 23,50 26,00 19,20 34,00 39,50 33,00 52,0069,00 29,50 47,00 32,00 52,00 48,50 73,00
01_Bohren_ZS.indb 53 27.10.2008 10:28:46 Uhr
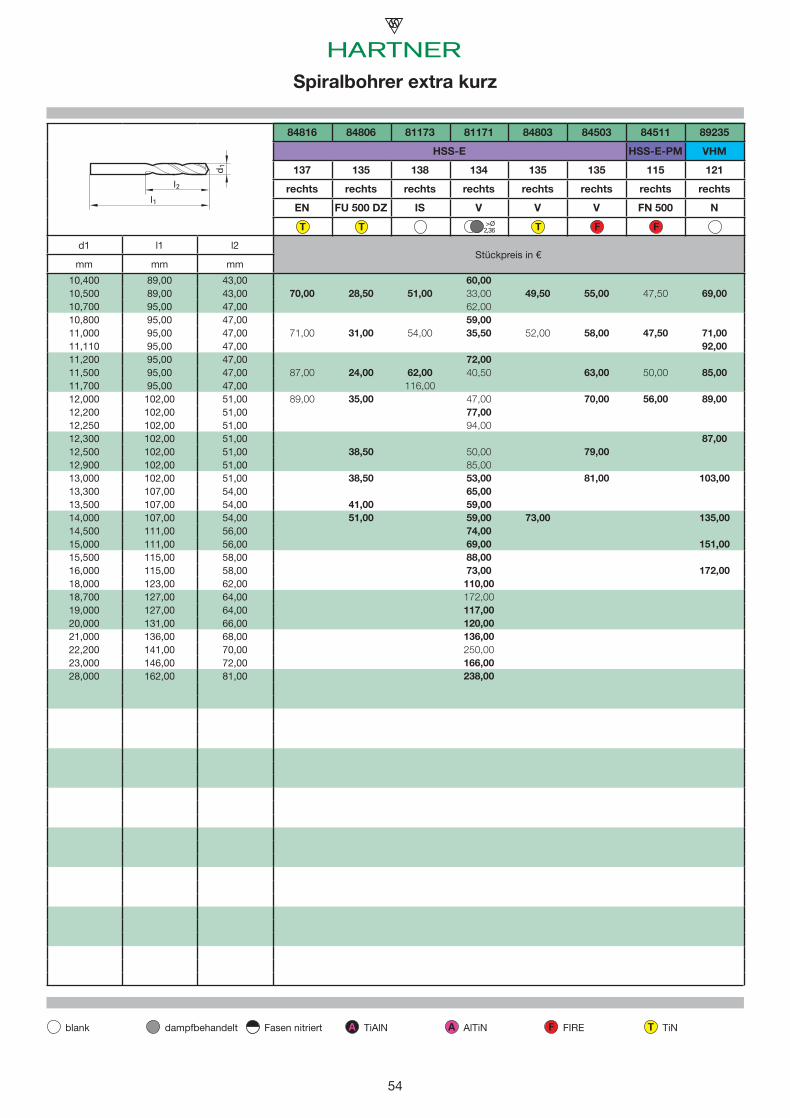
54
A A F T
l1
d1
l2
T T >Ø2,36 T F F
84816 84806 81173 81171 84803 84503 84511 89235
HSS-E HSS-E-PM VHM
137 135 138 134 135 135 115 121
rechts rechts rechts rechts rechts rechts rechts rechts
EN FU 500 DZ IS V V V FN 500 N
d1 l1 l2Stückpreis in €
mm mm mm
10,400 89,00 43,0010,500 89,00 43,0010,700 95,00 47,0010,800 95,00 47,0011,000 95,00 47,0011,110 95,00 47,0011,200 95,00 47,0011,500 95,00 47,0011,700 95,00 47,0012,000 102,00 51,0012,200 102,00 51,0012,250 102,00 51,0012,300 102,00 51,0012,500 102,00 51,0012,900 102,00 51,0013,000 102,00 51,0013,300 107,00 54,0013,500 107,00 54,0014,000 107,00 54,0014,500 111,00 56,0015,000 111,00 56,0015,500 115,00 58,0016,000 115,00 58,0018,000 123,00 62,0018,700 127,00 64,0019,000 127,00 64,0020,000 131,00 66,0021,000 136,00 68,0022,200 141,00 70,0023,000 146,00 72,0028,000 162,00 81,00
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
60,0070,00 28,50 51,00 33,00 49,50 55,00 47,50 69,00
62,0059,00
71,00 31,00 54,00 35,50 52,00 58,00 47,50 71,0092,00
72,0087,00 24,00 62,00 40,50 63,00 50,00 85,00
116,0089,00 35,00 47,00 70,00 56,00 89,00
77,0094,00
87,0038,50 50,00 79,00
85,0038,50 53,00 81,00 103,00
65,0041,00 59,0051,00 59,00 73,00 135,00
74,0069,00 151,0088,0073,00 172,00110,00172,00117,00120,00136,00250,00166,00238,00
01_Bohren_ZS.indb 54 27.10.2008 10:28:50 Uhr
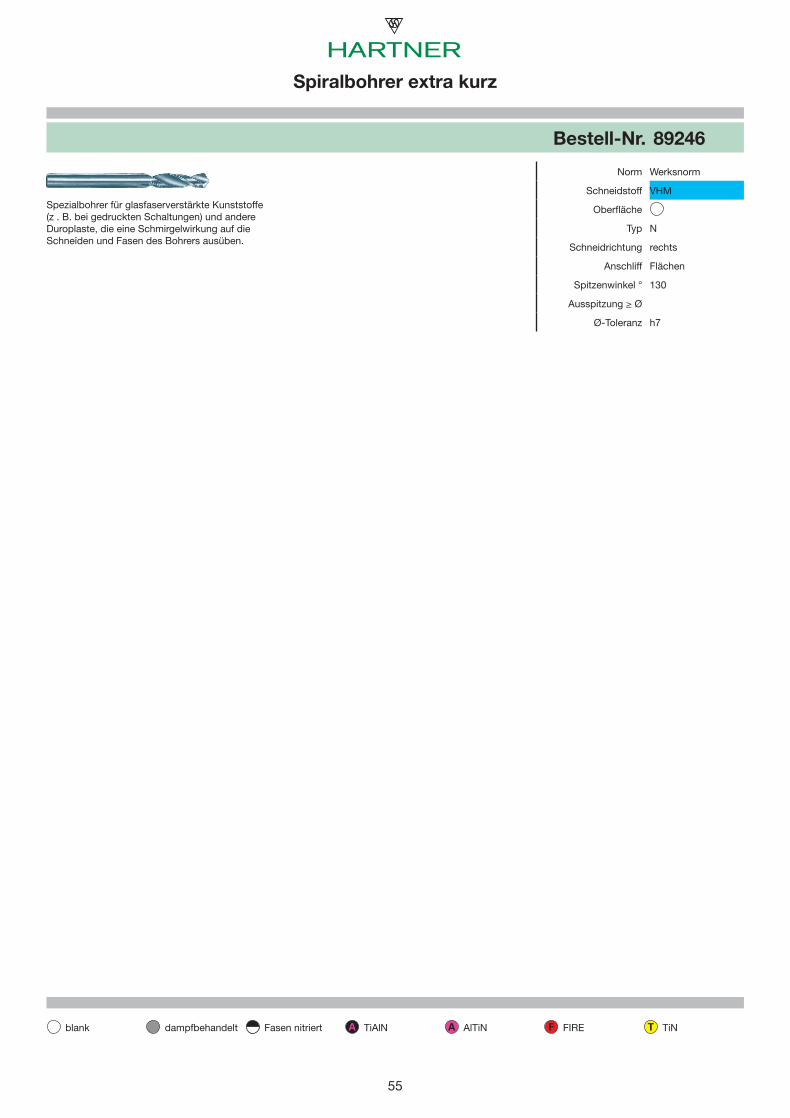
5512
A A F T
Bestell-Nr. 89246
Norm Werksnorm
Schneidstoff VHMSpezialbohrer für glasfaserverstärkte Kunststoffe (z . B. bei gedruckten Schaltungen) und andere Duroplaste, die eine Schmirgelwirkung auf die Schneiden und Fasen des Bohrers ausüben.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 130
Ausspitzung ≥ Ø
Ø-Toleranz h7
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 55 27.10.2008 10:28:50 Uhr
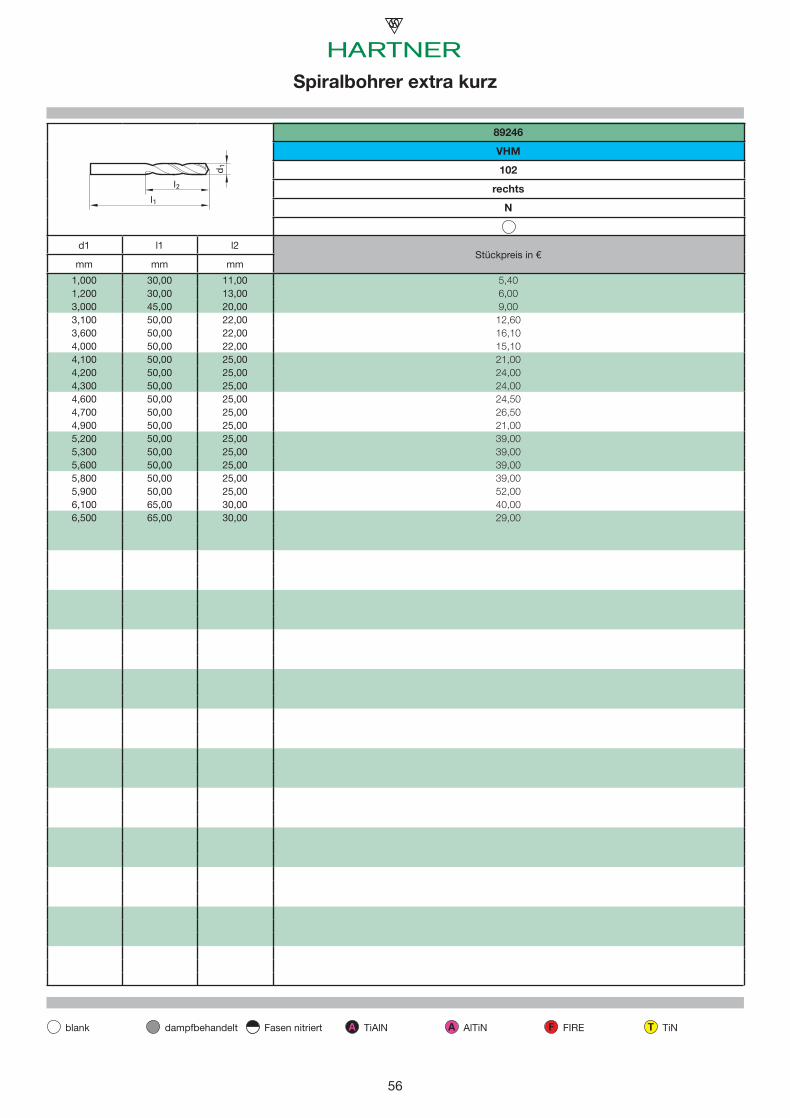
56
A A F T
l1
d1
l2
89246
VHM
102
rechts
N
d1 l1 l2Stückpreis in €
mm mm mm
1,000 30,00 11,001,200 30,00 13,003,000 45,00 20,003,100 50,00 22,003,600 50,00 22,004,000 50,00 22,004,100 50,00 25,004,200 50,00 25,004,300 50,00 25,004,600 50,00 25,004,700 50,00 25,004,900 50,00 25,005,200 50,00 25,005,300 50,00 25,005,600 50,00 25,005,800 50,00 25,005,900 50,00 25,006,100 65,00 30,006,500 65,00 30,00
Spiralbohrer extra kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
5,406,009,0012,6016,1015,1021,0024,0024,0024,5026,5021,0039,0039,0039,0039,0052,0040,0029,00
01_Bohren_ZS.indb 56 27.10.2008 10:28:52 Uhr
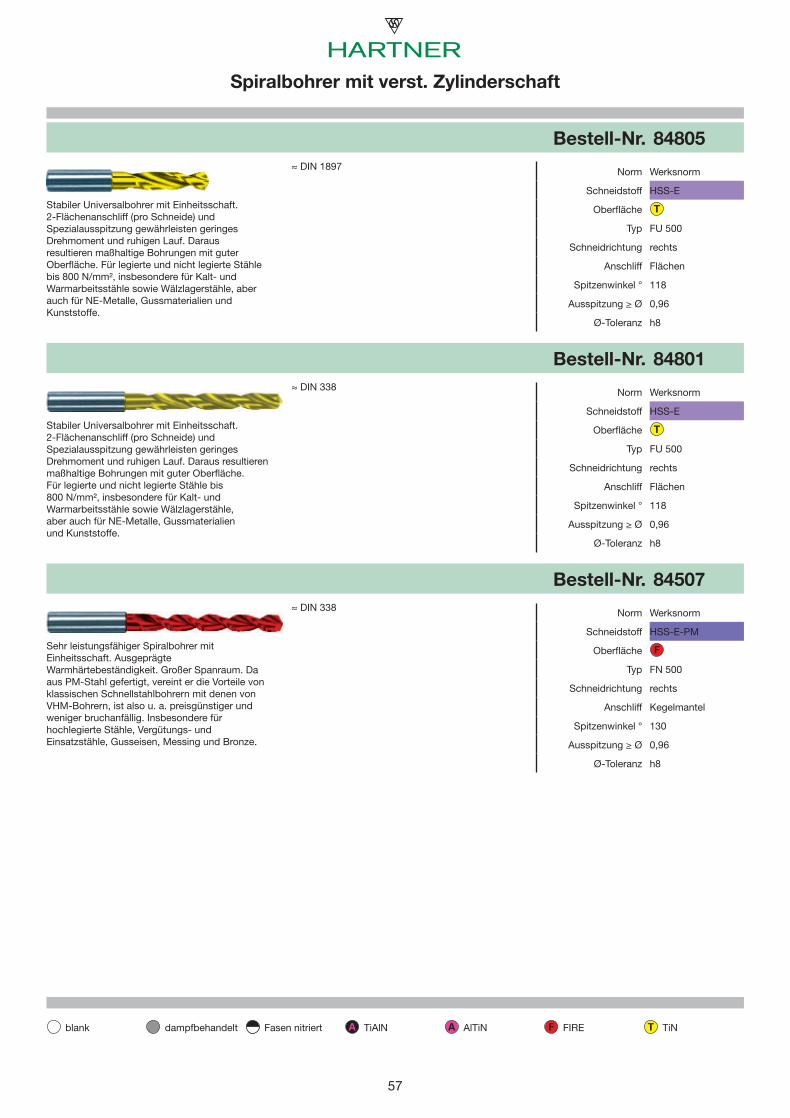
5713
A A F T
T
T
F
Spiralbohrer mit verst. Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 84805
≈ DIN 1897 Norm Werksnorm
Schneidstoff HSS-EStabiler Universalbohrer mit Einheitsschaft. 2-Flächenanschliff (pro Schneide) und Spezialausspitzung gewährleisten geringes Drehmoment und ruhigen Lauf. Daraus resultieren maßhaltige Bohrungen mit guter Oberfl äche. Für legierte und nicht legierte Stähle bis 800 N/mm², insbesondere für Kalt- und Warmarbeitsstähle sowie Wälzlagerstähle, aber auch für NE-Metalle, Gussmaterialien und Kunststoffe.
Oberfl äche
Typ FU 500
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84801
≈ DIN 338 Norm Werksnorm
Schneidstoff HSS-EStabiler Universalbohrer mit Einheitsschaft. 2-Flächenanschliff (pro Schneide) und Spezialausspitzung gewährleisten geringes Drehmoment und ruhigen Lauf. Daraus resultieren maßhaltige Bohrungen mit guter Oberfl äche. Für legierte und nicht legierte Stähle bis 800 N/mm², insbesondere für Kalt- und Warmarbeitsstähle sowie Wälzlagerstähle, aber auch für NE-Metalle, Gussmaterialien und Kunststoffe.
Oberfl äche
Typ FU 500
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84507
≈ DIN 338 Norm Werksnorm
Schneidstoff HSS-E-PMSehr leistungsfähiger Spiralbohrer mit Einheitsschaft. Ausgeprägte Warmhärtebeständigkeit. Großer Spanraum. Da aus PM-Stahl gefertigt, vereint er die Vorteile von klassischen Schnellstahlbohrern mit denen von VHM-Bohrern, ist also u. a. preisgünstiger und weniger bruchanfällig. Insbesondere für hochlegierte Stähle, Vergütungs- und Einsatzstähle, Gusseisen, Messing und Bronze.
Oberfl äche
Typ FN 500
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
01_Bohren_ZS.indb 57 27.10.2008 10:28:54 Uhr
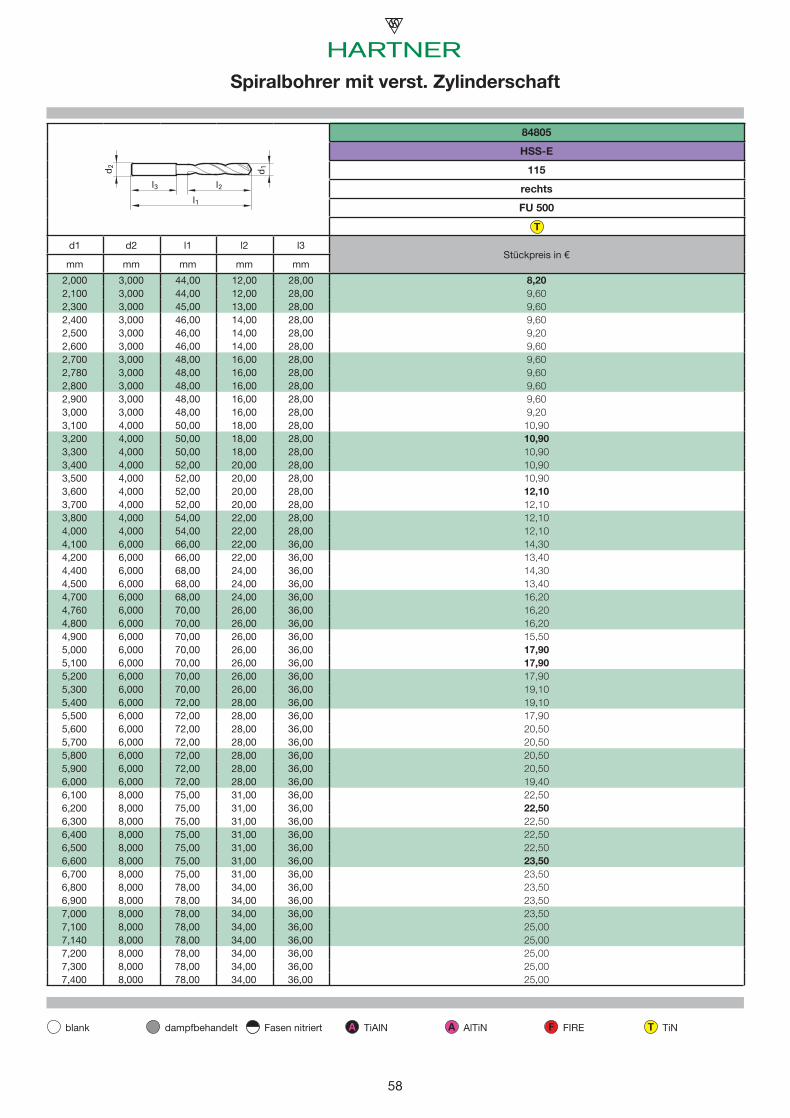
58
A A F T
l1
d1
l2
d2
l3
T
84805
HSS-E
115
rechts
FU 500
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
2,000 3,000 44,00 12,00 28,002,100 3,000 44,00 12,00 28,002,300 3,000 45,00 13,00 28,002,400 3,000 46,00 14,00 28,002,500 3,000 46,00 14,00 28,002,600 3,000 46,00 14,00 28,002,700 3,000 48,00 16,00 28,002,780 3,000 48,00 16,00 28,002,800 3,000 48,00 16,00 28,002,900 3,000 48,00 16,00 28,003,000 3,000 48,00 16,00 28,003,100 4,000 50,00 18,00 28,003,200 4,000 50,00 18,00 28,003,300 4,000 50,00 18,00 28,003,400 4,000 52,00 20,00 28,003,500 4,000 52,00 20,00 28,003,600 4,000 52,00 20,00 28,003,700 4,000 52,00 20,00 28,003,800 4,000 54,00 22,00 28,004,000 4,000 54,00 22,00 28,004,100 6,000 66,00 22,00 36,004,200 6,000 66,00 22,00 36,004,400 6,000 68,00 24,00 36,004,500 6,000 68,00 24,00 36,004,700 6,000 68,00 24,00 36,004,760 6,000 70,00 26,00 36,004,800 6,000 70,00 26,00 36,004,900 6,000 70,00 26,00 36,005,000 6,000 70,00 26,00 36,005,100 6,000 70,00 26,00 36,005,200 6,000 70,00 26,00 36,005,300 6,000 70,00 26,00 36,005,400 6,000 72,00 28,00 36,005,500 6,000 72,00 28,00 36,005,600 6,000 72,00 28,00 36,005,700 6,000 72,00 28,00 36,005,800 6,000 72,00 28,00 36,005,900 6,000 72,00 28,00 36,006,000 6,000 72,00 28,00 36,006,100 8,000 75,00 31,00 36,006,200 8,000 75,00 31,00 36,006,300 8,000 75,00 31,00 36,006,400 8,000 75,00 31,00 36,006,500 8,000 75,00 31,00 36,006,600 8,000 75,00 31,00 36,006,700 8,000 75,00 31,00 36,006,800 8,000 78,00 34,00 36,006,900 8,000 78,00 34,00 36,007,000 8,000 78,00 34,00 36,007,100 8,000 78,00 34,00 36,007,140 8,000 78,00 34,00 36,007,200 8,000 78,00 34,00 36,007,300 8,000 78,00 34,00 36,007,400 8,000 78,00 34,00 36,00
Spiralbohrer mit verst. Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
8,209,609,609,609,209,609,609,609,609,609,2010,9010,9010,9010,9010,9012,1012,1012,1012,1014,3013,4014,3013,4016,2016,2016,2015,5017,9017,9017,9019,1019,1017,9020,5020,5020,5020,5019,4022,5022,5022,5022,5022,5023,5023,5023,5023,5023,5025,0025,0025,0025,0025,00
01_Bohren_ZS.indb 58 27.10.2008 10:29:01 Uhr
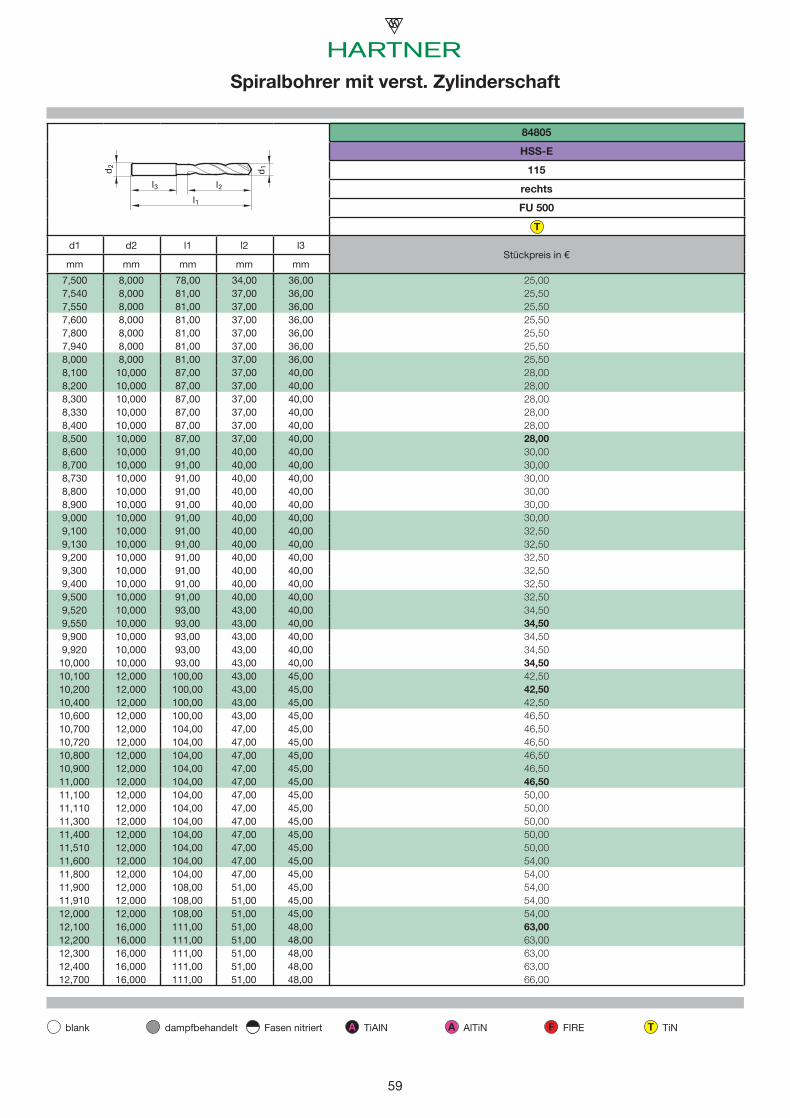
59
A A F T
l1
d1
l2
d2
l3
T
84805
HSS-E
115
rechts
FU 500
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
7,500 8,000 78,00 34,00 36,007,540 8,000 81,00 37,00 36,007,550 8,000 81,00 37,00 36,007,600 8,000 81,00 37,00 36,007,800 8,000 81,00 37,00 36,007,940 8,000 81,00 37,00 36,008,000 8,000 81,00 37,00 36,008,100 10,000 87,00 37,00 40,008,200 10,000 87,00 37,00 40,008,300 10,000 87,00 37,00 40,008,330 10,000 87,00 37,00 40,008,400 10,000 87,00 37,00 40,008,500 10,000 87,00 37,00 40,008,600 10,000 91,00 40,00 40,008,700 10,000 91,00 40,00 40,008,730 10,000 91,00 40,00 40,008,800 10,000 91,00 40,00 40,008,900 10,000 91,00 40,00 40,009,000 10,000 91,00 40,00 40,009,100 10,000 91,00 40,00 40,009,130 10,000 91,00 40,00 40,009,200 10,000 91,00 40,00 40,009,300 10,000 91,00 40,00 40,009,400 10,000 91,00 40,00 40,009,500 10,000 91,00 40,00 40,009,520 10,000 93,00 43,00 40,009,550 10,000 93,00 43,00 40,009,900 10,000 93,00 43,00 40,009,920 10,000 93,00 43,00 40,00
10,000 10,000 93,00 43,00 40,0010,100 12,000 100,00 43,00 45,0010,200 12,000 100,00 43,00 45,0010,400 12,000 100,00 43,00 45,0010,600 12,000 100,00 43,00 45,0010,700 12,000 104,00 47,00 45,0010,720 12,000 104,00 47,00 45,0010,800 12,000 104,00 47,00 45,0010,900 12,000 104,00 47,00 45,0011,000 12,000 104,00 47,00 45,0011,100 12,000 104,00 47,00 45,0011,110 12,000 104,00 47,00 45,0011,300 12,000 104,00 47,00 45,0011,400 12,000 104,00 47,00 45,0011,510 12,000 104,00 47,00 45,0011,600 12,000 104,00 47,00 45,0011,800 12,000 104,00 47,00 45,0011,900 12,000 108,00 51,00 45,0011,910 12,000 108,00 51,00 45,0012,000 12,000 108,00 51,00 45,0012,100 16,000 111,00 51,00 48,0012,200 16,000 111,00 51,00 48,0012,300 16,000 111,00 51,00 48,0012,400 16,000 111,00 51,00 48,0012,700 16,000 111,00 51,00 48,00
Spiralbohrer mit verst. Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
25,0025,5025,5025,5025,5025,5025,5028,0028,0028,0028,0028,0028,0030,0030,0030,0030,0030,0030,0032,5032,5032,5032,5032,5032,5034,5034,5034,5034,5034,5042,5042,5042,5046,5046,5046,5046,5046,5046,5050,0050,0050,0050,0050,0054,0054,0054,0054,0054,0063,0063,0063,0063,0066,00
01_Bohren_ZS.indb 59 27.10.2008 10:29:04 Uhr
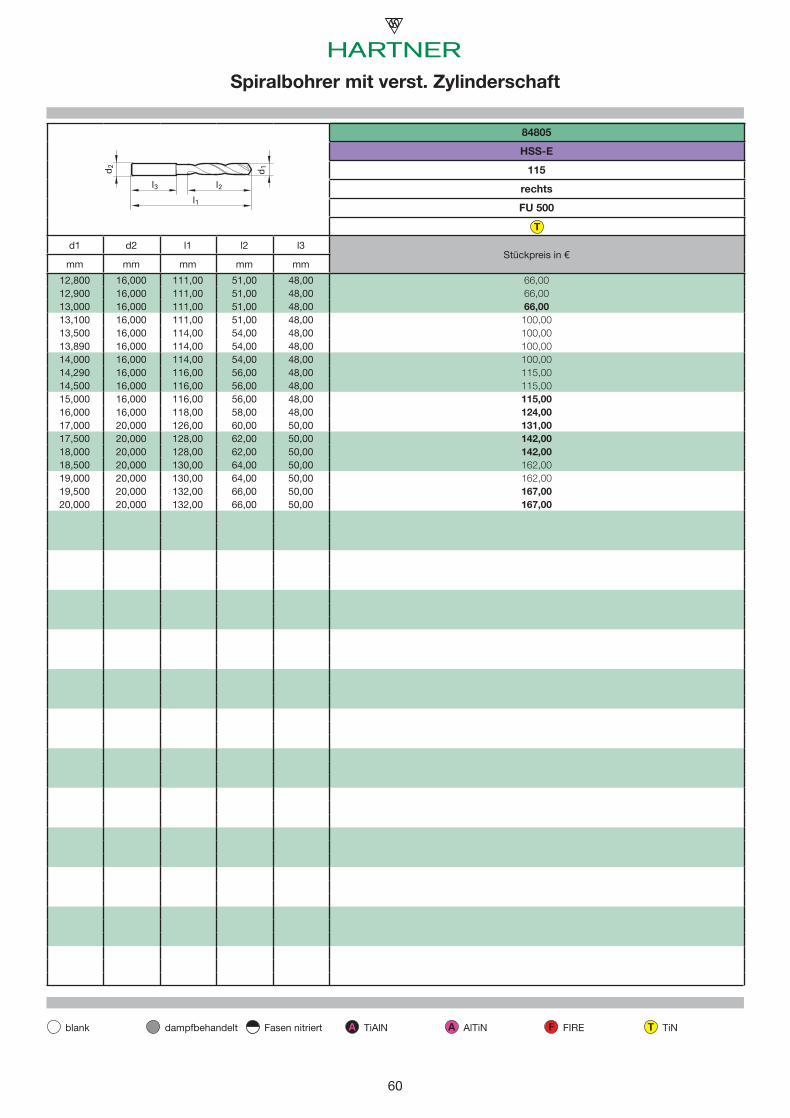
60
A A F T
l1
d1
l2
d2
l3
T
84805
HSS-E
115
rechts
FU 500
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
12,800 16,000 111,00 51,00 48,0012,900 16,000 111,00 51,00 48,0013,000 16,000 111,00 51,00 48,0013,100 16,000 111,00 51,00 48,0013,500 16,000 114,00 54,00 48,0013,890 16,000 114,00 54,00 48,0014,000 16,000 114,00 54,00 48,0014,290 16,000 116,00 56,00 48,0014,500 16,000 116,00 56,00 48,0015,000 16,000 116,00 56,00 48,0016,000 16,000 118,00 58,00 48,0017,000 20,000 126,00 60,00 50,0017,500 20,000 128,00 62,00 50,0018,000 20,000 128,00 62,00 50,0018,500 20,000 130,00 64,00 50,0019,000 20,000 130,00 64,00 50,0019,500 20,000 132,00 66,00 50,0020,000 20,000 132,00 66,00 50,00
Spiralbohrer mit verst. Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
66,0066,0066,00100,00100,00100,00100,00115,00115,00115,00124,00131,00142,00142,00162,00162,00167,00167,00
01_Bohren_ZS.indb 60 27.10.2008 10:29:05 Uhr
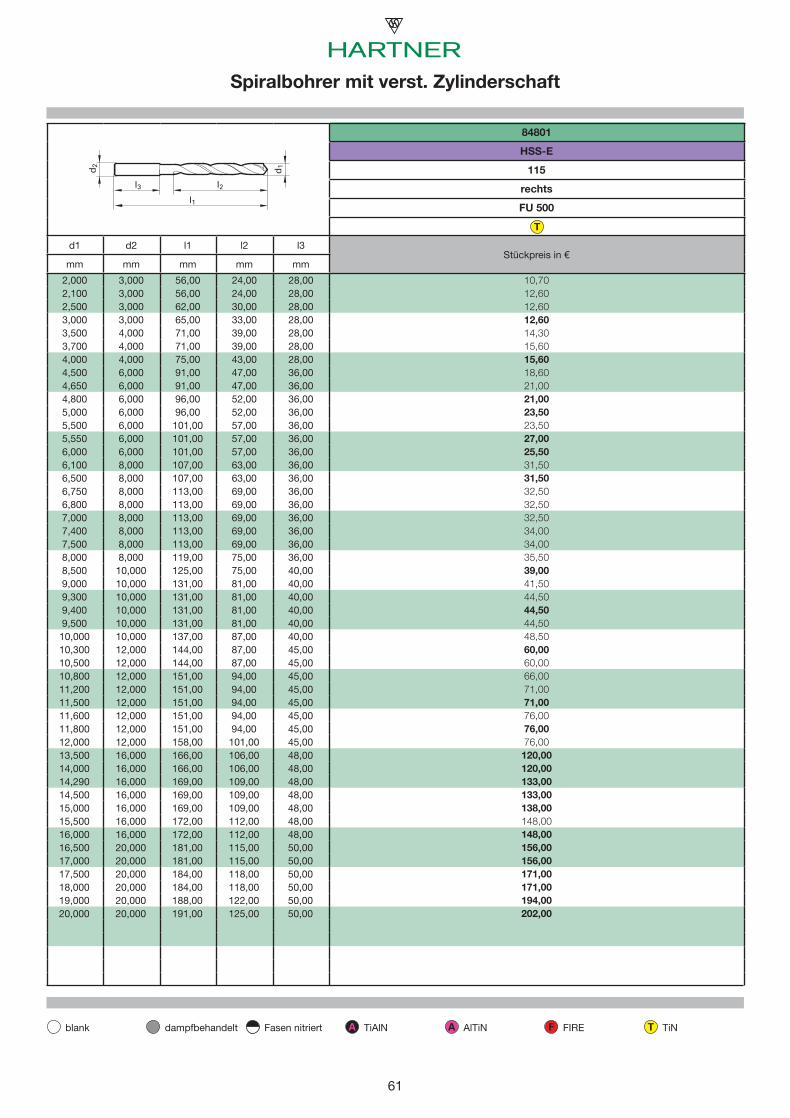
61
A A F T
l1
d1
l2
d2
l3
T
84801
HSS-E
115
rechts
FU 500
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
2,000 3,000 56,00 24,00 28,002,100 3,000 56,00 24,00 28,002,500 3,000 62,00 30,00 28,003,000 3,000 65,00 33,00 28,003,500 4,000 71,00 39,00 28,003,700 4,000 71,00 39,00 28,004,000 4,000 75,00 43,00 28,004,500 6,000 91,00 47,00 36,004,650 6,000 91,00 47,00 36,004,800 6,000 96,00 52,00 36,005,000 6,000 96,00 52,00 36,005,500 6,000 101,00 57,00 36,005,550 6,000 101,00 57,00 36,006,000 6,000 101,00 57,00 36,006,100 8,000 107,00 63,00 36,006,500 8,000 107,00 63,00 36,006,750 8,000 113,00 69,00 36,006,800 8,000 113,00 69,00 36,007,000 8,000 113,00 69,00 36,007,400 8,000 113,00 69,00 36,007,500 8,000 113,00 69,00 36,008,000 8,000 119,00 75,00 36,008,500 10,000 125,00 75,00 40,009,000 10,000 131,00 81,00 40,009,300 10,000 131,00 81,00 40,009,400 10,000 131,00 81,00 40,009,500 10,000 131,00 81,00 40,00
10,000 10,000 137,00 87,00 40,0010,300 12,000 144,00 87,00 45,0010,500 12,000 144,00 87,00 45,0010,800 12,000 151,00 94,00 45,0011,200 12,000 151,00 94,00 45,0011,500 12,000 151,00 94,00 45,0011,600 12,000 151,00 94,00 45,0011,800 12,000 151,00 94,00 45,0012,000 12,000 158,00 101,00 45,0013,500 16,000 166,00 106,00 48,0014,000 16,000 166,00 106,00 48,0014,290 16,000 169,00 109,00 48,0014,500 16,000 169,00 109,00 48,0015,000 16,000 169,00 109,00 48,0015,500 16,000 172,00 112,00 48,0016,000 16,000 172,00 112,00 48,0016,500 20,000 181,00 115,00 50,0017,000 20,000 181,00 115,00 50,0017,500 20,000 184,00 118,00 50,0018,000 20,000 184,00 118,00 50,0019,000 20,000 188,00 122,00 50,0020,000 20,000 191,00 125,00 50,00
Spiralbohrer mit verst. Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
10,7012,6012,6012,6014,3015,6015,6018,6021,0021,0023,5023,5027,0025,5031,5031,5032,5032,5032,5034,0034,0035,5039,0041,5044,5044,5044,5048,5060,0060,0066,0071,0071,0076,0076,0076,00120,00120,00133,00133,00138,00148,00148,00156,00156,00171,00171,00194,00202,00
01_Bohren_ZS.indb 61 27.10.2008 10:29:08 Uhr
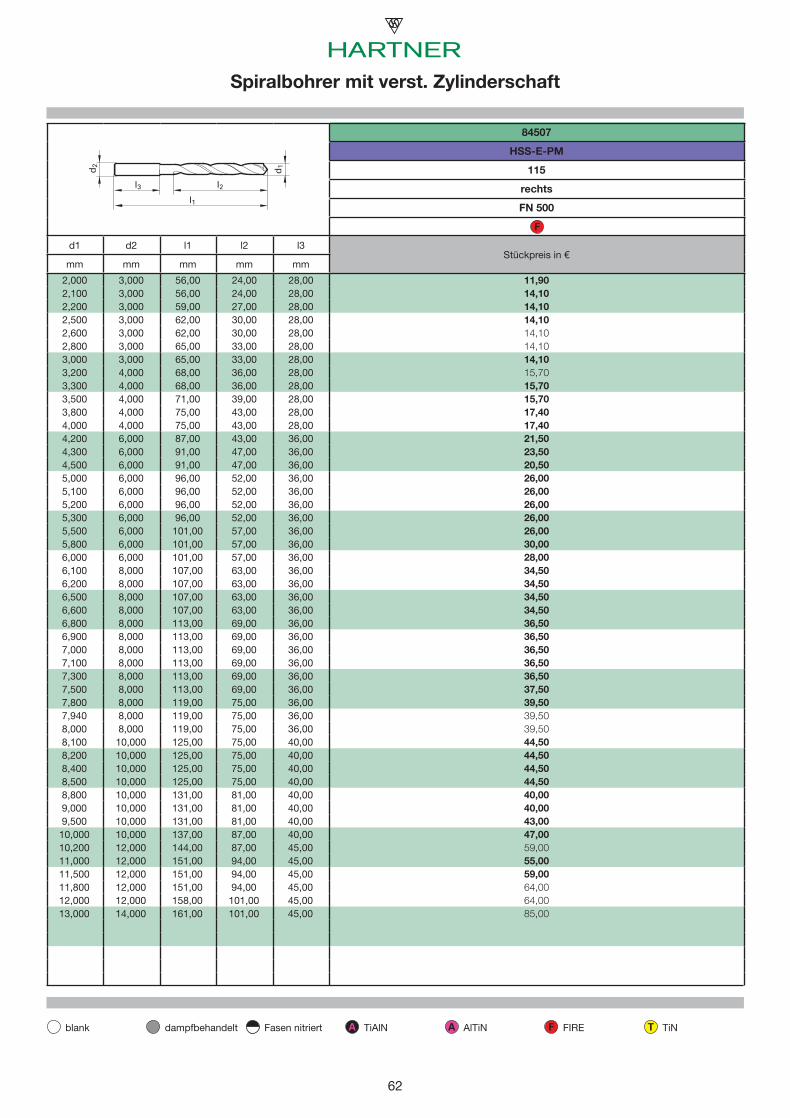
62
A A F T
l1
d1
l2
d2
l3
F
84507
HSS-E-PM
115
rechts
FN 500
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
2,000 3,000 56,00 24,00 28,002,100 3,000 56,00 24,00 28,002,200 3,000 59,00 27,00 28,002,500 3,000 62,00 30,00 28,002,600 3,000 62,00 30,00 28,002,800 3,000 65,00 33,00 28,003,000 3,000 65,00 33,00 28,003,200 4,000 68,00 36,00 28,003,300 4,000 68,00 36,00 28,003,500 4,000 71,00 39,00 28,003,800 4,000 75,00 43,00 28,004,000 4,000 75,00 43,00 28,004,200 6,000 87,00 43,00 36,004,300 6,000 91,00 47,00 36,004,500 6,000 91,00 47,00 36,005,000 6,000 96,00 52,00 36,005,100 6,000 96,00 52,00 36,005,200 6,000 96,00 52,00 36,005,300 6,000 96,00 52,00 36,005,500 6,000 101,00 57,00 36,005,800 6,000 101,00 57,00 36,006,000 6,000 101,00 57,00 36,006,100 8,000 107,00 63,00 36,006,200 8,000 107,00 63,00 36,006,500 8,000 107,00 63,00 36,006,600 8,000 107,00 63,00 36,006,800 8,000 113,00 69,00 36,006,900 8,000 113,00 69,00 36,007,000 8,000 113,00 69,00 36,007,100 8,000 113,00 69,00 36,007,300 8,000 113,00 69,00 36,007,500 8,000 113,00 69,00 36,007,800 8,000 119,00 75,00 36,007,940 8,000 119,00 75,00 36,008,000 8,000 119,00 75,00 36,008,100 10,000 125,00 75,00 40,008,200 10,000 125,00 75,00 40,008,400 10,000 125,00 75,00 40,008,500 10,000 125,00 75,00 40,008,800 10,000 131,00 81,00 40,009,000 10,000 131,00 81,00 40,009,500 10,000 131,00 81,00 40,00
10,000 10,000 137,00 87,00 40,0010,200 12,000 144,00 87,00 45,0011,000 12,000 151,00 94,00 45,0011,500 12,000 151,00 94,00 45,0011,800 12,000 151,00 94,00 45,0012,000 12,000 158,00 101,00 45,0013,000 14,000 161,00 101,00 45,00
Spiralbohrer mit verst. Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
11,9014,1014,1014,1014,1014,1014,1015,7015,7015,7017,4017,4021,5023,5020,5026,0026,0026,0026,0026,0030,0028,0034,5034,5034,5034,5036,5036,5036,5036,5036,5037,5039,5039,5039,5044,5044,5044,5044,5040,0040,0043,0047,0059,0055,0059,0064,0064,0085,00
01_Bohren_ZS.indb 62 27.10.2008 10:29:20 Uhr
63
A A F T
69
T
Spiralbohrersätze
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Artikel-Nr. 88001Satz lose Standardbohrer zum Bohren von Stahl und Stahlguss
(legiert und unlegiert), Grauguss, Temperguss, Sphä-roguss, Sintereisen, Neusilber und Graphit.
Für Monteure und Handwerker sind aus Standard-bohrern Sätze mit den meistverwendeten Bohrerab-messungen zusammengestellt.
Norm DIN 338
Schneidstoff HSS
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,00
Ø-Toleranz h8
Artikel-Nr. 88013Standardbohrer zum Bohren von Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphä-roguss, Sintereisen, Neusilber und Graphit.
Für Monteure und Handwerker sind aus Standard-bohrern Sätze mit den meistverwendeten Bohrerab-messungen zusammengestellt.
Norm DIN 338
Schneidstoff HSS
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,00
Ø-Toleranz h8
Artikel-Nr. 88013Standardbohrer zum Bohren von Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphä-roguss, Sintereisen, Neusilber und Graphit.
Für Monteure und Handwerker sind aus Standard-bohrern Sätze mit den meistverwendeten Bohrerab-messungen zusammengestellt.
Norm DIN 338
Schneidstoff HSS-E
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,00
Ø-Toleranz h8
Artikel-Nr. 88303Kassette/Ständer leer
01_Bohren_ZS.indb 63 27.10.2008 10:29:21 Uhr
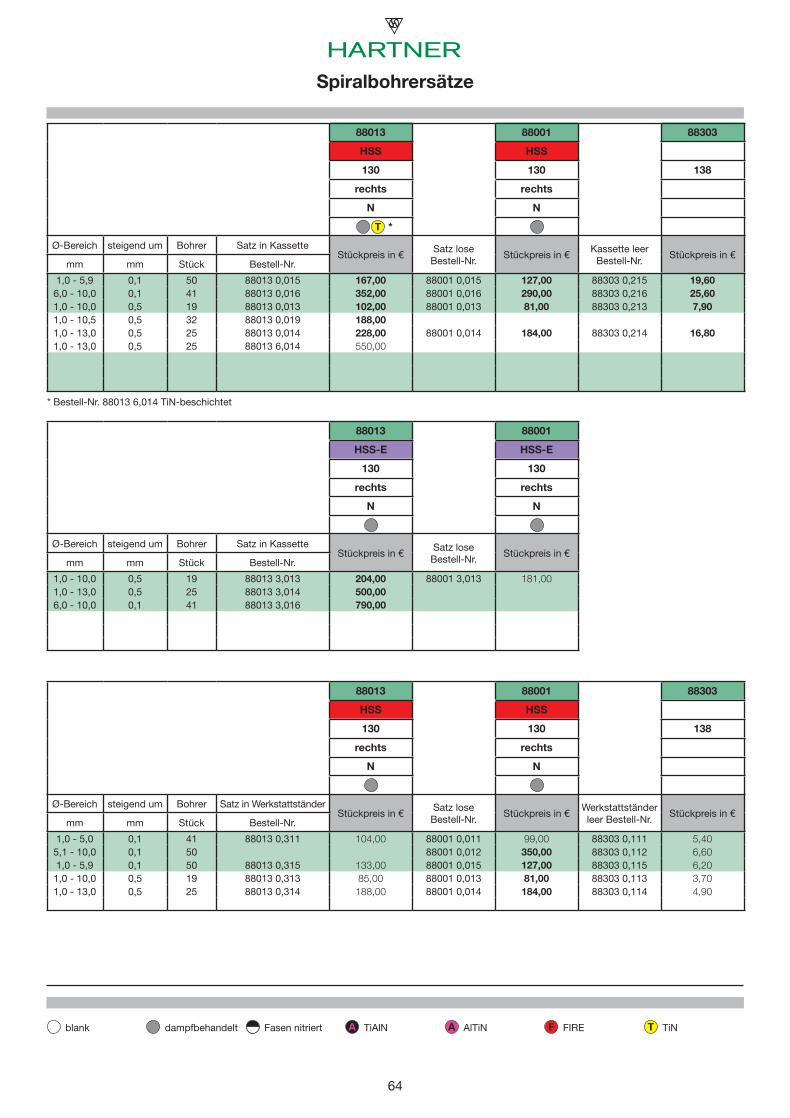
64
A A F T
70
T *
Spiralbohrersätze
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
88013 88001 88303
HSS HSS
130 130 138
rechts rechts
N N
Ø-Bereich steigend um Bohrer Satz in KassetteStückpreis in €
Satz loseBestell-Nr.
Stückpreis in €Kassette leer
Bestell-Nr.Stückpreis in €
mm mm Stück Bestell-Nr.
1,0 - 5,9 0,1 50 88013 0,015 88001 0,015 88303 0,2156,0 - 10,0 0,1 41 88013 0,016 88001 0,016 88303 0,2161,0 - 10,0 0,5 19 88013 0,013 88001 0,013 88303 0,2131,0 - 10,5 0,5 32 88013 0,0191,0 - 13,0 0,5 25 88013 0,014 88001 0,014 88303 0,2141,0 - 13,0 0,5 25 88013 6,014
88013 88001
HSS-E HSS-E
130 130
rechts rechts
N N
Ø-Bereich steigend um Bohrer Satz in KassetteStückpreis in €
Satz loseBestell-Nr.
Stückpreis in €mm mm Stück Bestell-Nr.
1,0 - 10,0 0,5 19 88013 3,013 88001 3,0131,0 - 13,0 0,5 25 88013 3,014
88013 88001 88303
HSS HSS
130 130 138
rechts rechts
N N
Ø-Bereich steigend um Bohrer Satz in WerkstattständerStückpreis in €
Satz loseBestell-Nr.
Stückpreis in €Werkstattständer leer Bestell-Nr.
Stückpreis in €mm mm Stück Bestell-Nr.
1,0 - 5,0 0,1 41 88013 0,311 88001 0,011 88303 0,1115,1 - 10,0 0,1 50 88001 0,012 88303 0,1121,0 - 5,9 0,1 50 88013 0,315 88001 0,015 88303 0,115
1,0 - 10,0 0,5 19 88013 0,313 88001 0,013 88303 0,1131,0 - 13,0 0,5 25 88013 0,314 88001 0,014 88303 0,114
* Bestell-Nr. 88013 6,014 TiN-beschichtet
167,00 127,00 19,60352,00 290,00 25,60102,00 81,00 7,90188,00228,00 184,00 16,80550,00
204,00 181,00500,00
6,0 - 10,0 0,1 41 88013 3,016 790,00
104,00 99,00 5,40350,00 6,60
133,00 127,00 6,2085,00 81,00 3,70
188,00 184,00 4,90
01_Bohren_ZS.indb 64 27.10.2008 10:29:31 Uhr
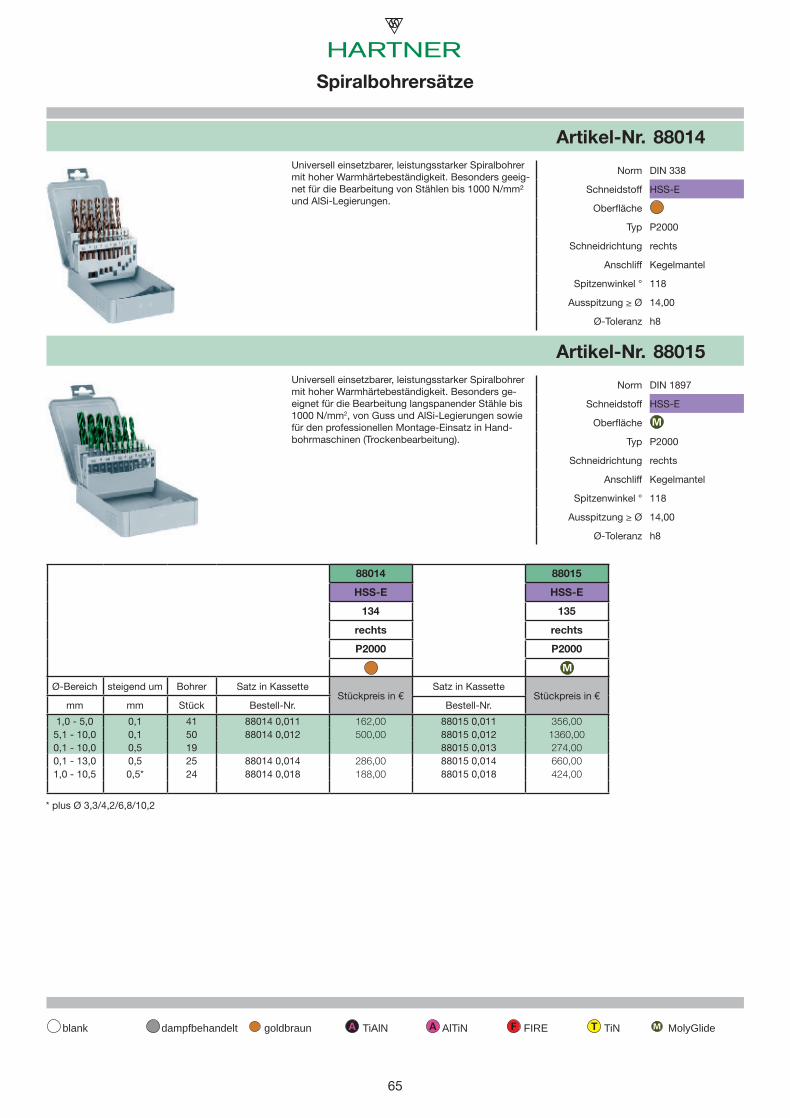
6570
A A F T
Spiralbohrersätze
Artikel-Nr. 88014Universell einsetzbarer, leistungsstarker Spiralbohrer mit hoher Warmhärtebeständigkeit. Besonders geeig-net für die Bearbeitung von Stählen bis 1000 N/mm² und AlSi-Legierungen.
Norm DIN 338
Schneidstoff HSS-E
Oberfl äche
Typ P2000
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,00
Ø-Toleranz h8
Artikel-Nr. 88015Universell einsetzbarer, leistungsstarker Spiralbohrer mit hoher Warmhärtebeständigkeit. Besonders ge-eignet für die Bearbeitung langspanender Stähle bis 1000 N/mm2, von Guss und AlSi-Legierungen sowie für den professionellen Montage-Einsatz in Hand-bohrmaschinen (Trockenbearbeitung).
Norm DIN 1897
Schneidstoff HSS-E
Oberfl äche
Typ P2000
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,00
Ø-Toleranz h8
88014 88015
HSS-E HSS-E
134 135
rechts rechts
P2000 P2000
Ø-Bereich steigend um Bohrer Satz in KassetteStückpreis in €
Satz in KassetteStückpreis in €
mm mm Stück Bestell-Nr. Bestell-Nr.
1,0 - 5,0 0,1 41 88014 0,011 88015 0,0115,1 - 10,0 0,1 50 88014 0,012 88015 0,0120,1 - 10,0 0,5 19 88015 0,0130,1 - 13,0 0,5 25 88014 0,014 88015 0,0141,0 - 10,5 0,5* 24 88014 0,018 88015 0,018
* plus Ø 3,3/4,2/6,8/10,2
blank dampfbehandelt goldbraun TiAlN AlTiN FIRE TiN MolyGlide
162,00 356,00500,00 1360,00
274,00286,00 660,00188,00 424,00
01_Bohren_ZS.indb 65 27.10.2008 10:29:32 Uhr
6614
A A F T
T
14
A A F T
T
Bestell-Nr. 81192
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen, Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeits-gang.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 90
Ausspitzung ≥ Ø
Ø-Toleranz h6
Bestell-Nr. 84435
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen, Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeits-gang.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 90
Ausspitzung ≥ Ø
Ø-Toleranz h6
Bestell-Nr. 89243
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff VHMSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen,Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeitsgang. Besonders geeignet zum Anbohren von hochfesten Stählen, Stahlguss, Grauguss, Hartguss, Mangan-Hartstahl, CrNi-Stählen, Bronzen, Leicht- und Buntmetallen.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 90
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h6
NC-Anbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 81192
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen, Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeits-gang.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 90
Ausspitzung ≥ Ø
Ø-Toleranz h6
Bestell-Nr. 84435
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen, Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeits-gang.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 90
Ausspitzung ≥ Ø
Ø-Toleranz h6
Bestell-Nr. 89243
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff VHMSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen,Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeitsgang. Besonders geeignet zum Anbohren von hochfesten Stählen, Stahlguss, Grauguss, Hartguss, Mangan-Hartstahl, CrNi-Stählen, Bronzen, Leicht- und Buntmetallen.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 90
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h6
NC-Anbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 66 27.10.2008 10:29:38 Uhr
6715
A A F T
T
15
A A F T
T
Bestell-Nr. 81191
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen, Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeits-gang.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ausspitzung ≥ Ø
Ø-Toleranz h6
Bestell-Nr. 84434
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen, Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeits-gang.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ausspitzung ≥ Ø
Ø-Toleranz h6
Bestell-Nr. 89242
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff VHMSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen, Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeitsgang. Besonders geeignet zum Anbohren von hochfesten Stählen, Stahlguss, Grauguss, Hartguss, Mangan-Hartstahl, CrNi-Stählen, Bronzen, Leicht- und Buntmetallen.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 120
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h6
Bestell-Nr. 89249
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff VHMSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen, Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeitsgang. Besonders geeignet zum Anbohren von hochfesten Stählen, Stahlguss, Grauguss, Hartguss, Mangan-Hartstahl, CrNi-Stählen, Bronzen, Leicht- und Buntmetallen.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 142
Ausspitzung ≥ Ø
Ø-Toleranz h6
NC-Anbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 81191
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen, Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeits-gang.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ausspitzung ≥ Ø
Ø-Toleranz h6
Bestell-Nr. 84434
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen, Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeits-gang.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ausspitzung ≥ Ø
Ø-Toleranz h6
Bestell-Nr. 89242
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff VHMSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen, Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeitsgang. Besonders geeignet zum Anbohren von hochfesten Stählen, Stahlguss, Grauguss, Hartguss, Mangan-Hartstahl, CrNi-Stählen, Bronzen, Leicht- und Buntmetallen.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 120
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h6
Bestell-Nr. 89249
Hinweis: Nur zum Anbohren geeignet.
Norm Werksnorm
Schneidstoff VHMSpezialbohrer für positionsgenaues und schnelles Anbohren auf NC-Maschinen, Lehrenbohrwerken u. a. kapitalintensiven Bohrwerken. Zum Zentrieren und Anfasen von Gewindebohrungen in einem Arbeitsgang. Besonders geeignet zum Anbohren von hochfesten Stählen, Stahlguss, Grauguss, Hartguss, Mangan-Hartstahl, CrNi-Stählen, Bronzen, Leicht- und Buntmetallen.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 142
Ausspitzung ≥ Ø
Ø-Toleranz h6
NC-Anbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 67 27.10.2008 10:29:38 Uhr
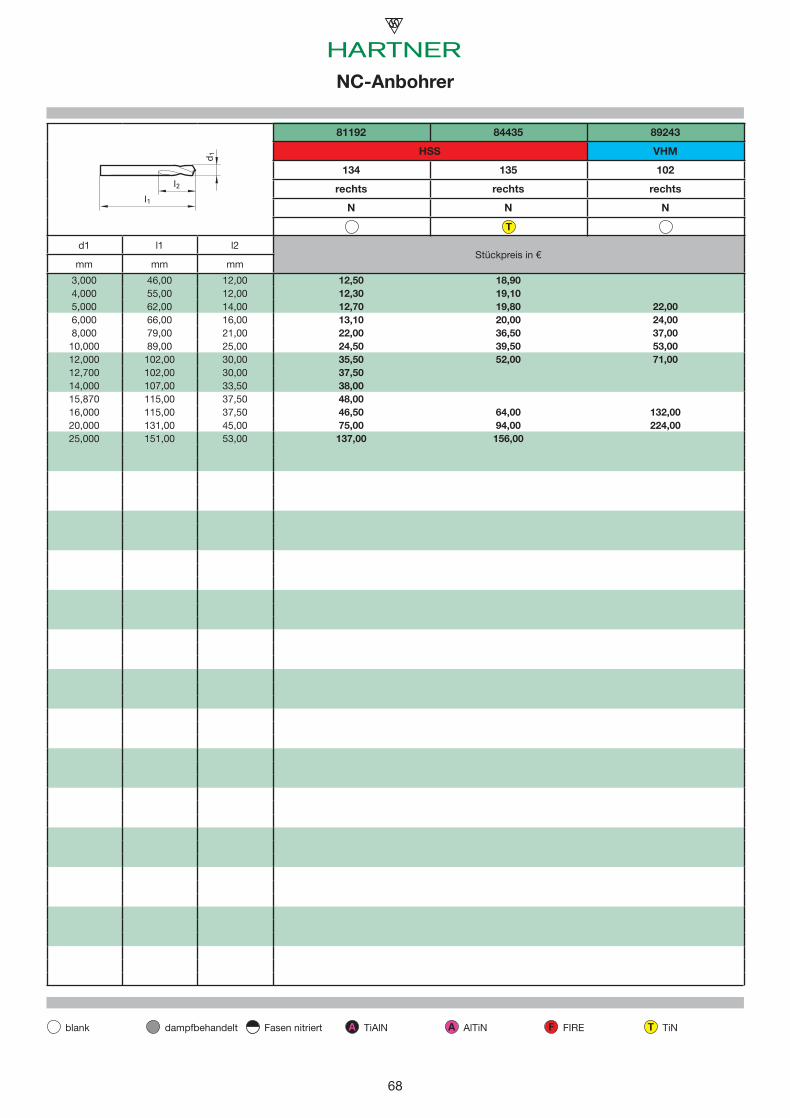
68
A A F T
l1 d
1
l2
T
81192 84435 89243
HSS VHM
134 135 102
rechts rechts rechts
N N N
d1 l1 l2Stückpreis in €
mm mm mm
3,000 46,00 12,004,000 55,00 12,005,000 62,00 14,006,000 66,00 16,008,000 79,00 21,0010,000 89,00 25,0012,000 102,00 30,0012,700 102,00 30,0014,000 107,00 33,5015,870 115,00 37,5016,000 115,00 37,5020,000 131,00 45,0025,000 151,00 53,00
NC-Anbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
12,50 18,9012,30 19,1012,70 19,80 22,0013,10 20,00 24,0022,00 36,50 37,0024,50 39,50 53,0035,50 52,00 71,0037,5038,0048,0046,50 64,00 132,0075,00 94,00 224,00137,00 156,00
01_Bohren_ZS.indb 68 27.10.2008 10:29:40 Uhr
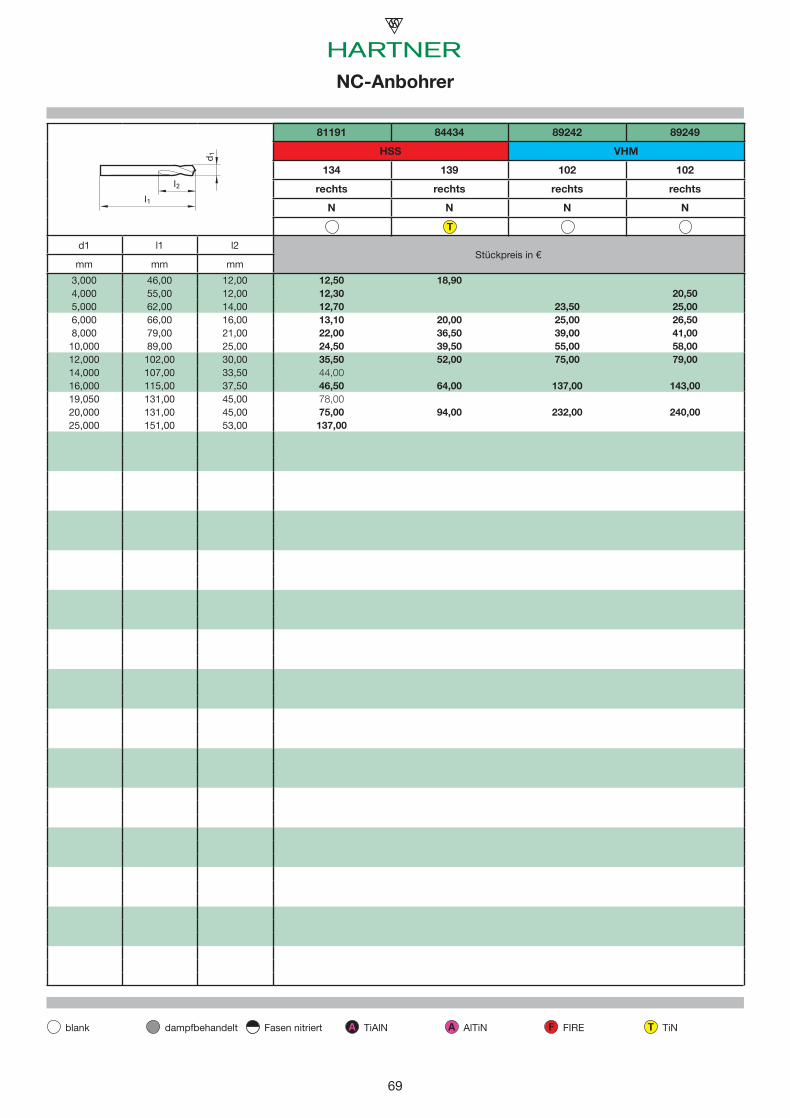
69
A A F T
l1 d
1
l2
T
81191 84434 89242 89249
HSS VHM
134 139 102 102
rechts rechts rechts rechts
N N N N
d1 l1 l2Stückpreis in €
mm mm mm
3,000 46,00 12,004,000 55,00 12,005,000 62,00 14,006,000 66,00 16,008,000 79,00 21,0010,000 89,00 25,0012,000 102,00 30,0014,000 107,00 33,5016,000 115,00 37,5019,050 131,00 45,0020,000 131,00 45,0025,000 151,00 53,00
NC-Anbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
12,50 18,9012,30 20,5012,70 23,50 25,0013,10 20,00 25,00 26,5022,00 36,50 39,00 41,0024,50 39,50 55,00 58,0035,50 52,00 75,00 79,0044,0046,50 64,00 137,00 143,0078,0075,00 94,00 232,00 240,00
137,00
01_Bohren_ZS.indb 69 27.10.2008 10:29:41 Uhr
7016
A A F T
>Ø2,36
Bestell-Nr. 81190
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für dünne Materialien, z. B. im Karos-seriebau, für Blindnietlöcher usw. Hauptsächlicher Einsatz in Handbohrmaschinen.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,32
Ø-Toleranz h8
Karosseriebohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 70 27.10.2008 10:29:45 Uhr
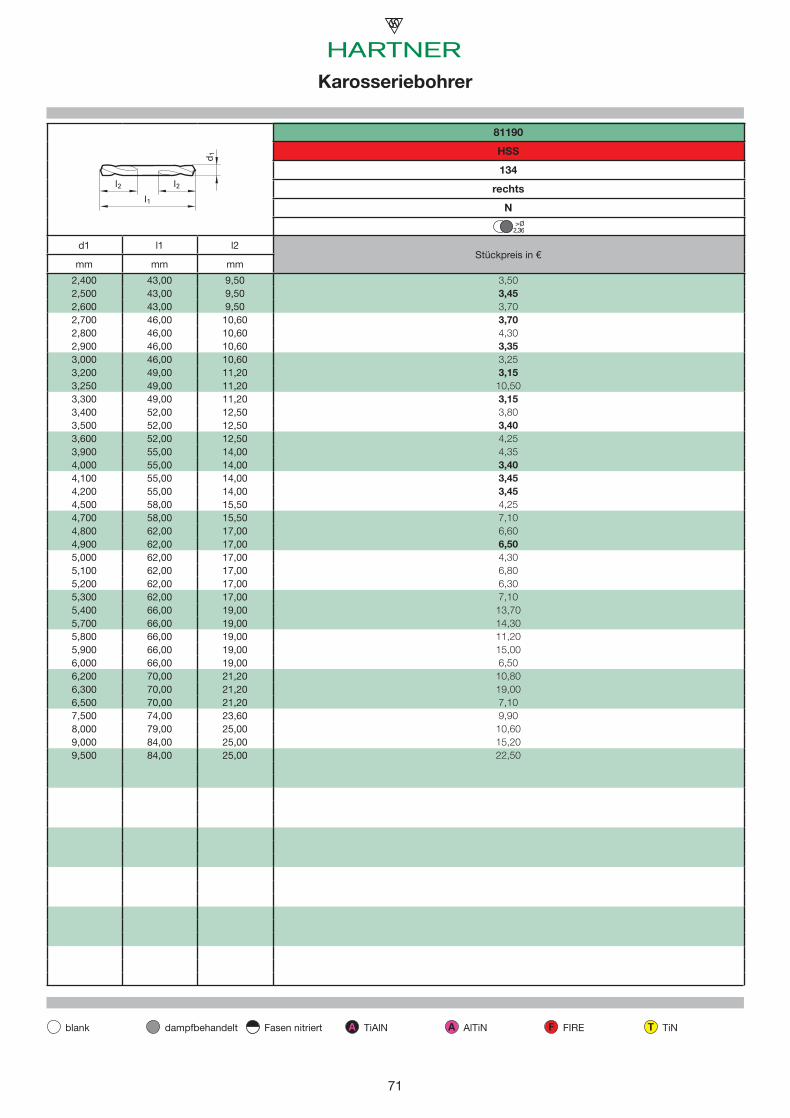
71
A A F T
17
A A F T
T
l1 d
1
l2 l2
>Ø2,36
81190
HSS
134
rechts
N
d1 l1 l2Stückpreis in €
mm mm mm
2,400 43,00 9,502,500 43,00 9,502,600 43,00 9,502,700 46,00 10,602,800 46,00 10,602,900 46,00 10,603,000 46,00 10,603,200 49,00 11,203,250 49,00 11,203,300 49,00 11,203,400 52,00 12,503,500 52,00 12,503,600 52,00 12,503,900 55,00 14,004,000 55,00 14,004,100 55,00 14,004,200 55,00 14,004,500 58,00 15,504,700 58,00 15,504,800 62,00 17,004,900 62,00 17,005,000 62,00 17,005,100 62,00 17,005,200 62,00 17,005,300 62,00 17,005,400 66,00 19,005,700 66,00 19,005,800 66,00 19,005,900 66,00 19,006,000 66,00 19,006,200 70,00 21,206,300 70,00 21,206,500 70,00 21,207,500 74,00 23,608,000 79,00 25,009,000 84,00 25,009,500 84,00 25,00
Karosseriebohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 87011
Norm DIN 1899
Schneidstoff HSS-ESpezialbohrer mit verstärktem Schaft. Zum Bohren kleiner Löcher, insbesondere in der Uhren- und fein-mechanischen Industrie. Für hochlegierte Stähle.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø
Ø-Toleranz 0/-0,004
Bestell-Nr. 87016
Norm DIN 1899
Schneidstoff HSS-ESpezialbohrer mit verstärktem Schaft. Zum Bohren kleiner Löcher, insbesondere in der Uhren- und fein-mechanischen Industrie. Für hochlegierte Stähle.
Oberfl äche
Typ N
Schneidrichtung links
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø
Ø-Toleranz 0/-0,004
Bestell-Nr. 84810
Norm DIN 1899
Schneidstoff HSS-ESpezialbohrer mit verstärktem Schaft. Zum Bohren kleiner Löcher, insbesondere in der Uhren- und fein-mechanischen Industrie. Für hochlegierte Stähle.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø
Ø-Toleranz 0/-0,004
Bestell-Nr. 89281
Norm Werksnorm
Schneidstoff VHMSpezialbohrer für glasfaserverstärkte Kunststoffe (z. B. bei gedruckten Schaltungen) und andere „Werk-stoffe“, die eine Schmirgelwirkung auf die Schneiden und Fasen des Bohrers ausüben.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,80
Ø-Toleranz 0/-0,004
Kleinstbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
3,503,453,703,704,303,353,253,1510,503,153,803,404,254,353,403,453,454,257,106,606,504,306,806,307,1013,7014,3011,2015,006,5010,8019,007,109,9010,6015,2022,50
01_Bohren_ZS.indb 71 27.10.2008 10:29:46 Uhr
7217
A A F T
T
Bestell-Nr. 87011
Norm DIN 1899
Schneidstoff HSS-ESpezialbohrer mit verstärktem Schaft. Zum Bohren kleiner Löcher, insbesondere in der Uhren- und fein-mechanischen Industrie. Für hochlegierte Stähle.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø
Ø-Toleranz 0/-0,004
Bestell-Nr. 87016
Norm DIN 1899
Schneidstoff HSS-ESpezialbohrer mit verstärktem Schaft. Zum Bohren kleiner Löcher, insbesondere in der Uhren- und fein-mechanischen Industrie. Für hochlegierte Stähle.
Oberfl äche
Typ N
Schneidrichtung links
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø
Ø-Toleranz 0/-0,004
Bestell-Nr. 84810
Norm DIN 1899
Schneidstoff HSS-ESpezialbohrer mit verstärktem Schaft. Zum Bohren kleiner Löcher, insbesondere in der Uhren- und fein-mechanischen Industrie. Für hochlegierte Stähle.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø
Ø-Toleranz 0/-0,004
Bestell-Nr. 89281
Norm Werksnorm
Schneidstoff VHMSpezialbohrer für glasfaserverstärkte Kunststoffe (z. B. bei gedruckten Schaltungen) und andere „Werk-stoffe“, die eine Schmirgelwirkung auf die Schneiden und Fasen des Bohrers ausüben.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,80
Ø-Toleranz 0/-0,004
Kleinstbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 72 27.10.2008 10:29:51 Uhr
7318
A A F T
A
A
Bestell-Nr. 86400
Norm Werksnorm
Schneidstoff VHMVHM-Spezialbohrer mit AlTiN-Beschichtung und verstärktem Schaft ohne Innenkühlung zum Bohren kleiner Löcher bis 4 x D Bohrtiefe insbesondere in Stahl. Auch geeignet für die Gussbearbeitung. Die spezielle Nutgeometrie ermöglicht optimalen Spanbruch und Spanabtransport auch bei hohen Schnittwerten. Der Zweifl ächen-Anschliff je Schneide und die Spezialausspitzung gewährleisten eine gute Selbstzentrierung.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ausspitzung ≥ Ø 0,80
Ø-Toleranz m7
Bestell-Nr. 86401
Norm Werksnorm
Schneidstoff VHMVHM-Spezialbohrer mit AlTiN-Beschichtung und verstärktem Schaft ohne Innenkühlung zum Bohren kleiner Löcher bis 7 x D Bohrtiefe insbesondere in Stahl. Auch geeignet für die Gussbearbeitung. Die spezielle Nutgeometrie ermöglicht optimalen Spanbruch und Spanabtransport auch bei hohen Schnittwerten. Der Zweifl ächen-Anschliff je Schneide und die Spezialausspitzung gewährleisten eine gute Selbstzentrierung.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ausspitzung ≥ Ø 0,80
Ø-Toleranz m7
Kleinstbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 73 27.10.2008 10:29:51 Uhr
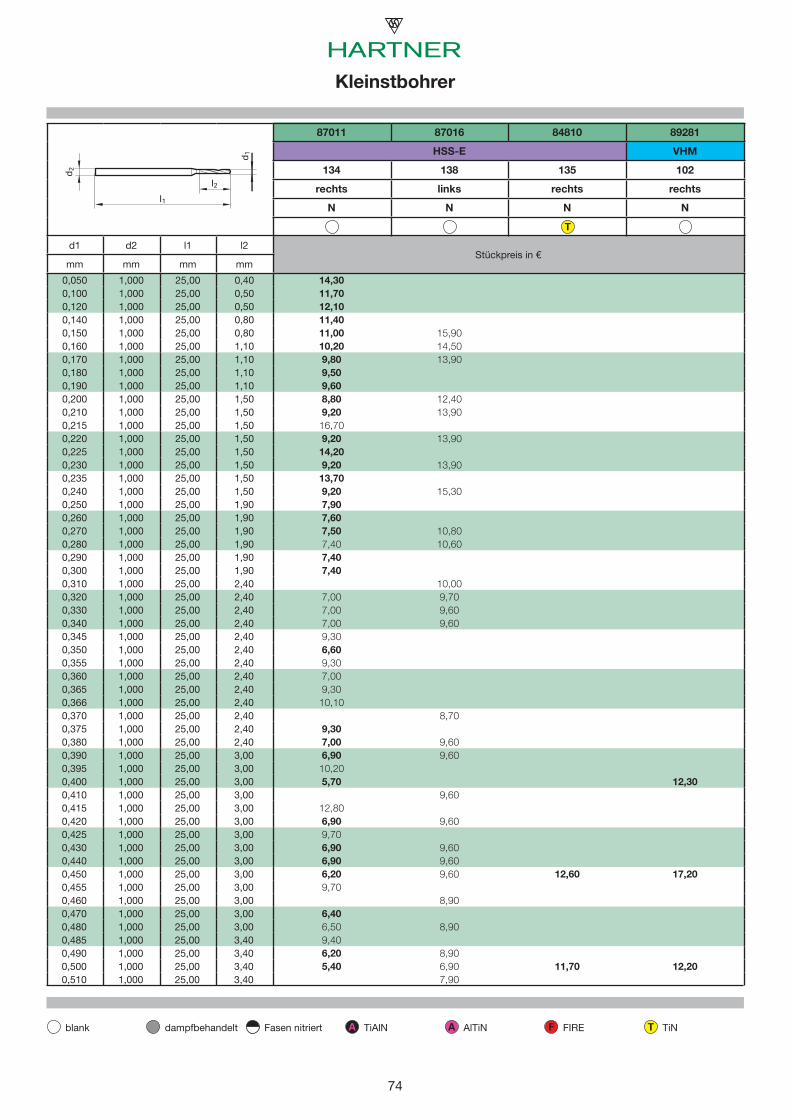
74
A A F T
l1
d1
l2
d2
T
87011 87016 84810 89281
HSS-E VHM
134 138 135 102
rechts links rechts rechts
N N N N
d1 d2 l1 l2Stückpreis in €
mm mm mm mm
0,050 1,000 25,00 0,400,100 1,000 25,00 0,500,120 1,000 25,00 0,500,140 1,000 25,00 0,800,150 1,000 25,00 0,800,160 1,000 25,00 1,100,170 1,000 25,00 1,100,180 1,000 25,00 1,100,190 1,000 25,00 1,100,200 1,000 25,00 1,500,210 1,000 25,00 1,500,215 1,000 25,00 1,500,220 1,000 25,00 1,500,225 1,000 25,00 1,500,230 1,000 25,00 1,500,235 1,000 25,00 1,500,240 1,000 25,00 1,500,250 1,000 25,00 1,900,260 1,000 25,00 1,900,270 1,000 25,00 1,900,280 1,000 25,00 1,900,290 1,000 25,00 1,900,300 1,000 25,00 1,900,310 1,000 25,00 2,400,320 1,000 25,00 2,400,330 1,000 25,00 2,400,340 1,000 25,00 2,400,345 1,000 25,00 2,400,350 1,000 25,00 2,400,355 1,000 25,00 2,400,360 1,000 25,00 2,400,365 1,000 25,00 2,400,366 1,000 25,00 2,400,370 1,000 25,00 2,400,375 1,000 25,00 2,400,380 1,000 25,00 2,400,390 1,000 25,00 3,000,395 1,000 25,00 3,000,400 1,000 25,00 3,000,410 1,000 25,00 3,000,415 1,000 25,00 3,000,420 1,000 25,00 3,000,425 1,000 25,00 3,000,430 1,000 25,00 3,000,440 1,000 25,00 3,000,450 1,000 25,00 3,000,455 1,000 25,00 3,000,460 1,000 25,00 3,000,470 1,000 25,00 3,000,480 1,000 25,00 3,000,485 1,000 25,00 3,400,490 1,000 25,00 3,400,500 1,000 25,00 3,400,510 1,000 25,00 3,40
Kleinstbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
14,3011,7012,1011,4011,00 15,9010,20 14,509,80 13,909,509,608,80 12,409,20 13,9016,709,20 13,9014,209,20 13,9013,709,20 15,307,907,607,50 10,807,40 10,607,407,40
10,007,00 9,707,00 9,607,00 9,609,306,609,307,009,3010,10
8,709,307,00 9,606,90 9,6010,205,70 12,30
9,6012,806,90 9,609,706,90 9,606,90 9,606,20 9,60 12,60 17,209,70
8,906,406,50 8,909,406,20 8,905,40 6,90 11,70 12,20
7,90
01_Bohren_ZS.indb 74 27.10.2008 10:29:54 Uhr
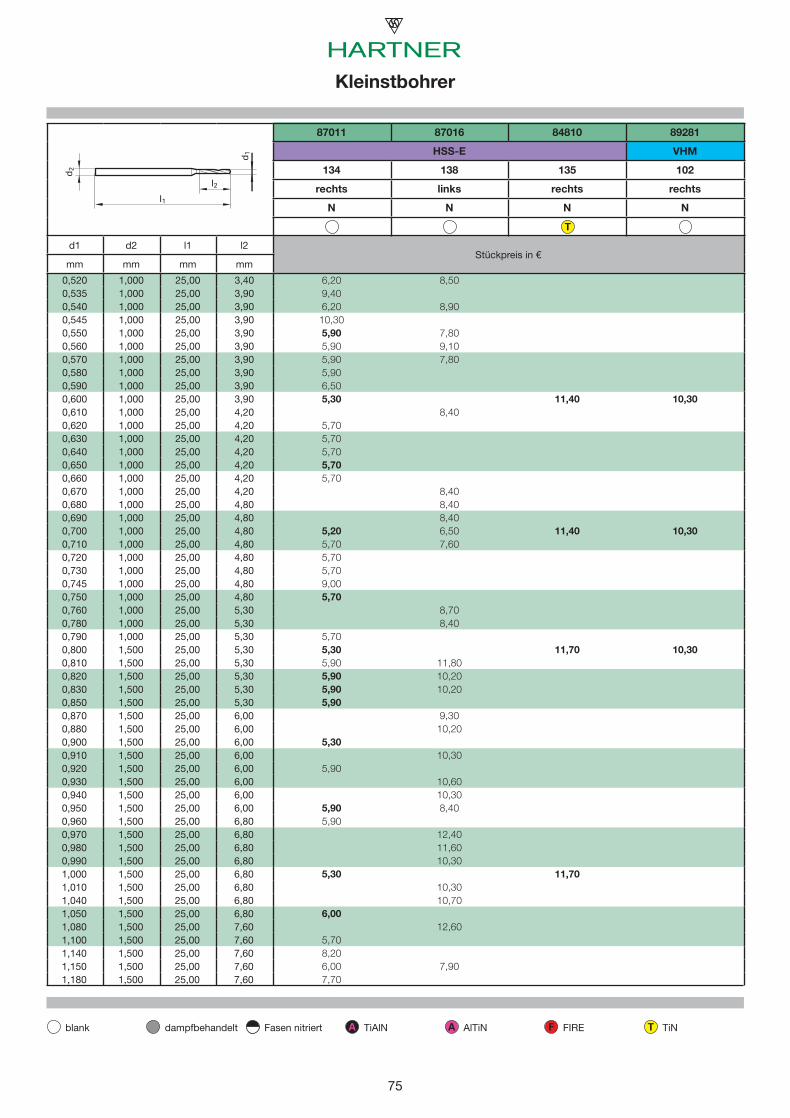
75
A A F T
l1
d1
l2
d2
T
87011 87016 84810 89281
HSS-E VHM
134 138 135 102
rechts links rechts rechts
N N N N
d1 d2 l1 l2Stückpreis in €
mm mm mm mm
0,520 1,000 25,00 3,400,535 1,000 25,00 3,900,540 1,000 25,00 3,900,545 1,000 25,00 3,900,550 1,000 25,00 3,900,560 1,000 25,00 3,900,570 1,000 25,00 3,900,580 1,000 25,00 3,900,590 1,000 25,00 3,900,600 1,000 25,00 3,900,610 1,000 25,00 4,200,620 1,000 25,00 4,200,630 1,000 25,00 4,200,640 1,000 25,00 4,200,650 1,000 25,00 4,200,660 1,000 25,00 4,200,670 1,000 25,00 4,200,680 1,000 25,00 4,800,690 1,000 25,00 4,800,700 1,000 25,00 4,800,710 1,000 25,00 4,800,720 1,000 25,00 4,800,730 1,000 25,00 4,800,745 1,000 25,00 4,800,750 1,000 25,00 4,800,760 1,000 25,00 5,300,780 1,000 25,00 5,300,790 1,000 25,00 5,300,800 1,500 25,00 5,300,810 1,500 25,00 5,300,820 1,500 25,00 5,300,830 1,500 25,00 5,300,850 1,500 25,00 5,300,870 1,500 25,00 6,000,880 1,500 25,00 6,000,900 1,500 25,00 6,000,910 1,500 25,00 6,000,920 1,500 25,00 6,000,930 1,500 25,00 6,000,940 1,500 25,00 6,000,950 1,500 25,00 6,000,960 1,500 25,00 6,800,970 1,500 25,00 6,800,980 1,500 25,00 6,800,990 1,500 25,00 6,801,000 1,500 25,00 6,801,010 1,500 25,00 6,801,040 1,500 25,00 6,801,050 1,500 25,00 6,801,080 1,500 25,00 7,601,100 1,500 25,00 7,601,140 1,500 25,00 7,601,150 1,500 25,00 7,601,180 1,500 25,00 7,60
Kleinstbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
6,20 8,509,406,20 8,90
10,305,90 7,805,90 9,105,90 7,805,906,505,30 11,40 10,30
8,405,705,705,705,705,70
8,408,408,40
5,20 6,50 11,40 10,305,70 7,605,705,709,005,70
8,708,40
5,705,30 11,70 10,305,90 11,805,90 10,205,90 10,205,90
9,3010,20
5,3010,30
5,9010,6010,30
5,90 8,405,90
12,4011,6010,30
5,30 11,7010,3010,70
6,0012,60
5,708,206,00 7,907,70
01_Bohren_ZS.indb 75 27.10.2008 10:29:57 Uhr
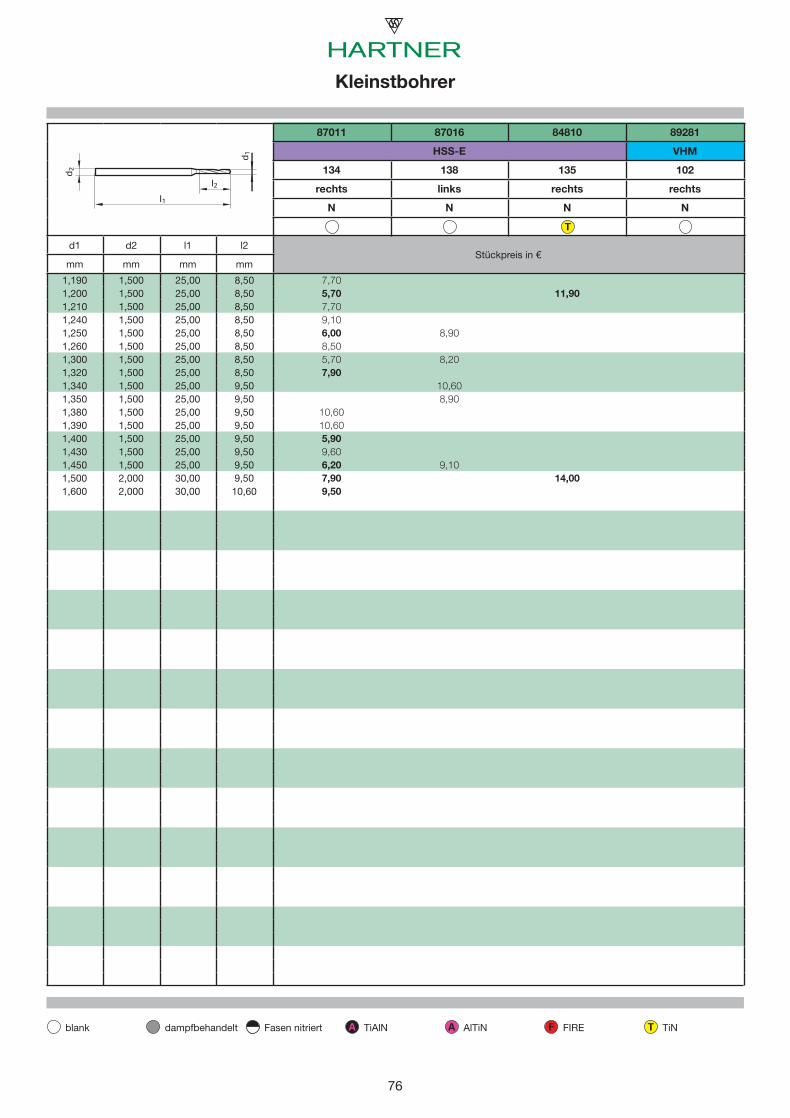
76
A A F T
l1
d1
l2
d2
T
87011 87016 84810 89281
HSS-E VHM
134 138 135 102
rechts links rechts rechts
N N N N
d1 d2 l1 l2Stückpreis in €
mm mm mm mm
1,190 1,500 25,00 8,501,200 1,500 25,00 8,501,210 1,500 25,00 8,501,240 1,500 25,00 8,501,250 1,500 25,00 8,501,260 1,500 25,00 8,501,300 1,500 25,00 8,501,320 1,500 25,00 8,501,340 1,500 25,00 9,501,350 1,500 25,00 9,501,380 1,500 25,00 9,501,390 1,500 25,00 9,501,400 1,500 25,00 9,501,430 1,500 25,00 9,501,450 1,500 25,00 9,501,500 2,000 30,00 9,501,600 2,000 30,00 10,60
Kleinstbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
7,705,70 11,907,709,106,00 8,908,505,70 8,207,90
10,608,90
10,6010,605,909,606,20 9,107,90 14,009,50
01_Bohren_ZS.indb 76 27.10.2008 10:29:58 Uhr
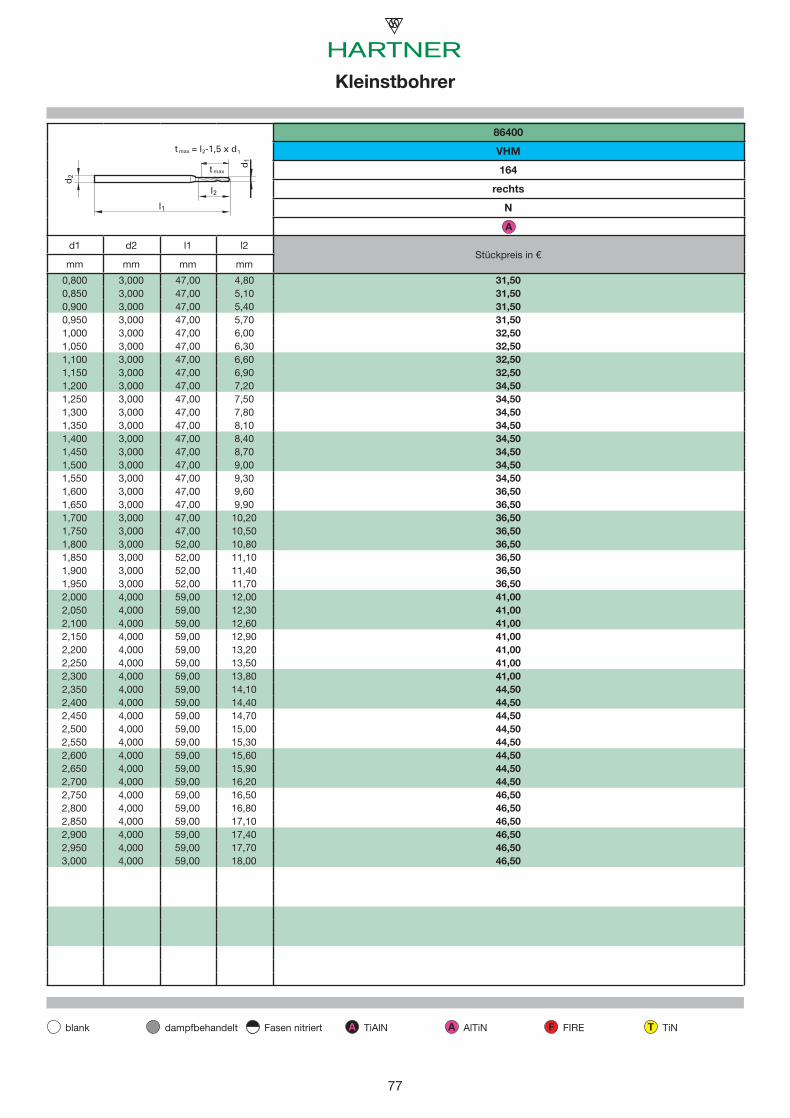
77
A A F T
l1
d1
l2
d2
tmax
tmax = l2-1,5 x d1
A
86400
VHM
164
rechts
N
d1 d2 l1 l2Stückpreis in €
mm mm mm mm
0,800 3,000 47,00 4,800,850 3,000 47,00 5,100,900 3,000 47,00 5,400,950 3,000 47,00 5,701,000 3,000 47,00 6,001,050 3,000 47,00 6,301,100 3,000 47,00 6,601,150 3,000 47,00 6,901,200 3,000 47,00 7,201,250 3,000 47,00 7,501,300 3,000 47,00 7,801,350 3,000 47,00 8,101,400 3,000 47,00 8,401,450 3,000 47,00 8,701,500 3,000 47,00 9,001,550 3,000 47,00 9,301,600 3,000 47,00 9,601,650 3,000 47,00 9,901,700 3,000 47,00 10,201,750 3,000 47,00 10,501,800 3,000 52,00 10,801,850 3,000 52,00 11,101,900 3,000 52,00 11,401,950 3,000 52,00 11,702,000 4,000 59,00 12,002,050 4,000 59,00 12,302,100 4,000 59,00 12,602,150 4,000 59,00 12,902,200 4,000 59,00 13,202,250 4,000 59,00 13,502,300 4,000 59,00 13,802,350 4,000 59,00 14,102,400 4,000 59,00 14,402,450 4,000 59,00 14,702,500 4,000 59,00 15,002,550 4,000 59,00 15,302,600 4,000 59,00 15,602,650 4,000 59,00 15,902,700 4,000 59,00 16,202,750 4,000 59,00 16,502,800 4,000 59,00 16,802,850 4,000 59,00 17,102,900 4,000 59,00 17,402,950 4,000 59,00 17,703,000 4,000 59,00 18,00
Kleinstbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
31,5031,5031,5031,5032,5032,5032,5032,5034,5034,5034,5034,5034,5034,5034,5034,5036,5036,5036,5036,5036,5036,5036,5036,5041,0041,0041,0041,0041,0041,0041,0044,5044,5044,5044,5044,5044,5044,5044,5046,5046,5046,5046,5046,5046,50
01_Bohren_ZS.indb 77 27.10.2008 10:30:05 Uhr
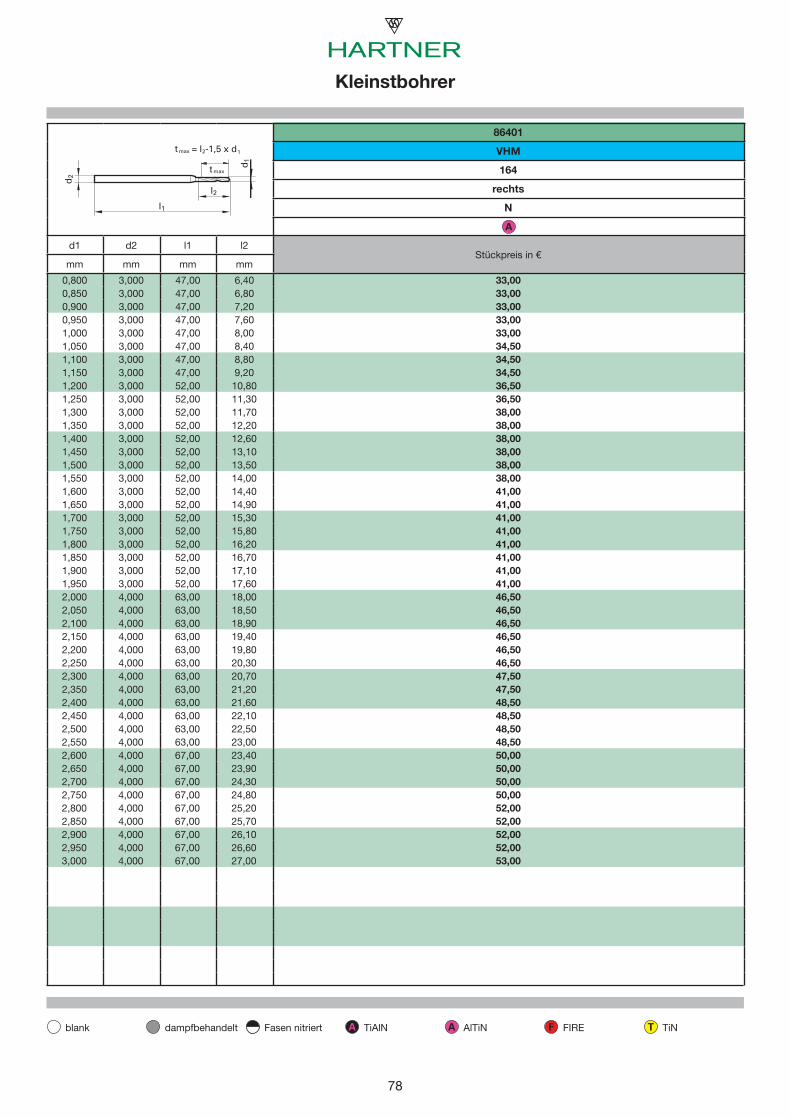
78
A A F T
l1
d1
l2
d2
tmax
tmax = l2-1,5 x d1
A
18
A A F T
A
A
86401
VHM
164
rechts
N
d1 d2 l1 l2Stückpreis in €
mm mm mm mm
0,800 3,000 47,00 6,400,850 3,000 47,00 6,800,900 3,000 47,00 7,200,950 3,000 47,00 7,601,000 3,000 47,00 8,001,050 3,000 47,00 8,401,100 3,000 47,00 8,801,150 3,000 47,00 9,201,200 3,000 52,00 10,801,250 3,000 52,00 11,301,300 3,000 52,00 11,701,350 3,000 52,00 12,201,400 3,000 52,00 12,601,450 3,000 52,00 13,101,500 3,000 52,00 13,501,550 3,000 52,00 14,001,600 3,000 52,00 14,401,650 3,000 52,00 14,901,700 3,000 52,00 15,301,750 3,000 52,00 15,801,800 3,000 52,00 16,201,850 3,000 52,00 16,701,900 3,000 52,00 17,101,950 3,000 52,00 17,602,000 4,000 63,00 18,002,050 4,000 63,00 18,502,100 4,000 63,00 18,902,150 4,000 63,00 19,402,200 4,000 63,00 19,802,250 4,000 63,00 20,302,300 4,000 63,00 20,702,350 4,000 63,00 21,202,400 4,000 63,00 21,602,450 4,000 63,00 22,102,500 4,000 63,00 22,502,550 4,000 63,00 23,002,600 4,000 67,00 23,402,650 4,000 67,00 23,902,700 4,000 67,00 24,302,750 4,000 67,00 24,802,800 4,000 67,00 25,202,850 4,000 67,00 25,702,900 4,000 67,00 26,102,950 4,000 67,00 26,603,000 4,000 67,00 27,00
Kleinstbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 86400
Norm Werksnorm
Schneidstoff VHMVHM-Spezialbohrer mit AlTiN-Beschichtung und verstärktem Schaft ohne Innenkühlung zum Bohren kleiner Löcher bis 4 x D Bohrtiefe insbesondere in Stahl. Auch geeignet für die Gussbearbeitung. Die spezielle Nutgeometrie ermöglicht optimalen Spanbruch und Spanabtransport auch bei hohen Schnittwerten. Der Zweifl ächen-Anschliff je Schneide und die Spezialausspitzung gewährleisten eine gute Selbstzentrierung.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ausspitzung ≥ Ø 0,80
Ø-Toleranz m7
Bestell-Nr. 86401
Norm Werksnorm
Schneidstoff VHMVHM-Spezialbohrer mit AlTiN-Beschichtung und verstärktem Schaft ohne Innenkühlung zum Bohren kleiner Löcher bis 7 x D Bohrtiefe insbesondere in Stahl. Auch geeignet für die Gussbearbeitung. Die spezielle Nutgeometrie ermöglicht optimalen Spanbruch und Spanabtransport auch bei hohen Schnittwerten. Der Zweifl ächen-Anschliff je Schneide und die Spezialausspitzung gewährleisten eine gute Selbstzentrierung.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ausspitzung ≥ Ø 0,80
Ø-Toleranz m7
Kleinstbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
33,0033,0033,0033,0033,0034,5034,5034,5036,5036,5038,0038,0038,0038,0038,0038,0041,0041,0041,0041,0041,0041,0041,0041,0046,5046,5046,5046,5046,5046,5047,5047,5048,5048,5048,5048,5050,0050,0050,0050,0052,0052,0052,0052,0053,00
01_Bohren_ZS.indb 78 27.10.2008 10:30:09 Uhr
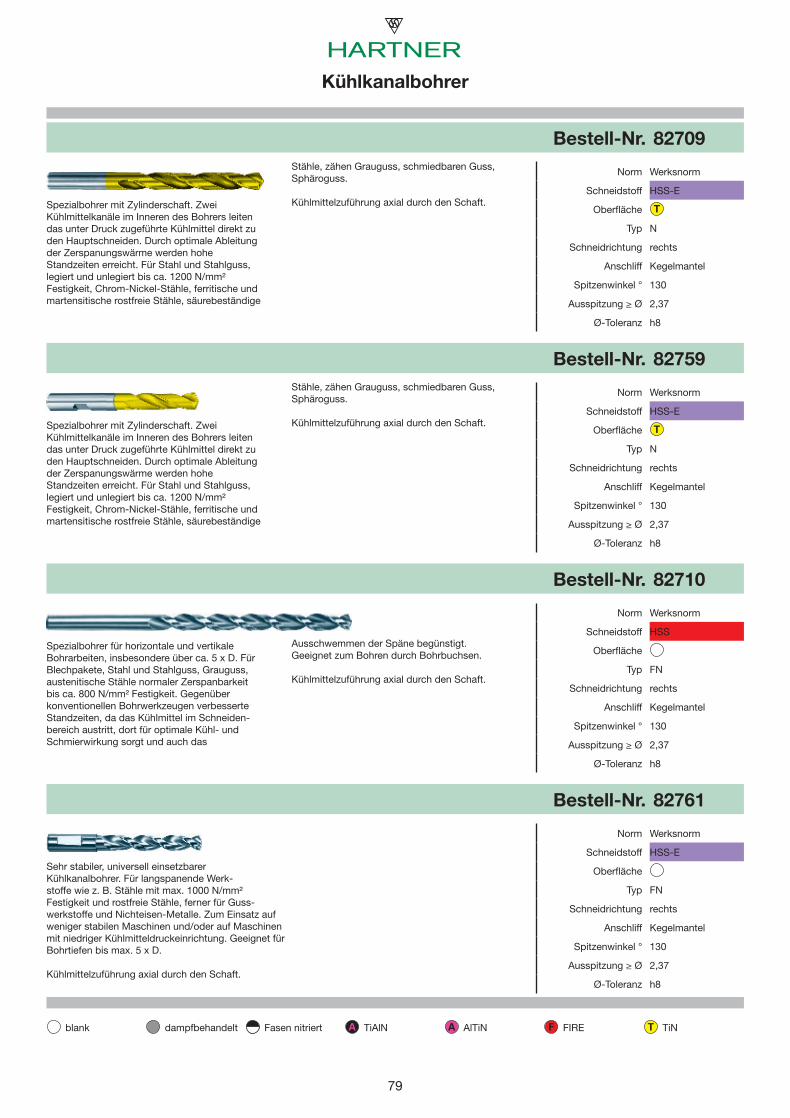
7919
A A F T
T
T
Bestell-Nr. 82709
Stähle, zähen Grauguss, schmiedbaren Guss, Sphäroguss.
Kühlmittelzuführung axial durch den Schaft.
Norm Werksnorm
Schneidstoff HSS-ESpezialbohrer mit Zylinderschaft. Zwei Kühlmittelkanäle im Inneren des Bohrers leiten das unter Druck zugeführte Kühlmittel direkt zu den Hauptschneiden. Durch optimale Ableitung der Zerspanungswärme werden hohe Standzeiten erreicht. Für Stahl und Stahlguss, legiert und unlegiert bis ca. 1200 N/mm² Festigkeit, Chrom-Nickel-Stähle, ferritische und martensitische rostfreie Stähle, säurebeständige
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 82759
Stähle, zähen Grauguss, schmiedbaren Guss, Sphäroguss.
Kühlmittelzuführung axial durch den Schaft.
Norm Werksnorm
Schneidstoff HSS-ESpezialbohrer mit Zylinderschaft. Zwei Kühlmittelkanäle im Inneren des Bohrers leiten das unter Druck zugeführte Kühlmittel direkt zu den Hauptschneiden. Durch optimale Ableitung der Zerspanungswärme werden hohe Standzeiten erreicht. Für Stahl und Stahlguss, legiert und unlegiert bis ca. 1200 N/mm² Festigkeit, Chrom-Nickel-Stähle, ferritische und martensitische rostfreie Stähle, säurebeständige
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 82710
Ausschwemmen der Späne begünstigt. Geeignet zum Bohren durch Bohrbuchsen.
Kühlmittelzuführung axial durch den Schaft.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für horizontale und vertikale Bohrarbeiten, insbesondere über ca. 5 x D. Für Blechpakete, Stahl und Stahlguss, Grauguss, austenitische Stähle normaler Zerspanbarkeit bis ca. 800 N/mm² Festigkeit. Gegenüber konventionellen Bohrwerkzeugen verbesserte Standzeiten, da das Kühlmittel im Schneiden-bereich austritt, dort für optimale Kühl- und Schmierwirkung sorgt und auch das
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 82761
Norm Werksnorm
Schneidstoff HSS-ESehr stabiler, universell einsetzbarer Kühlkanalbohrer. Für langspanende Werk-stoffe wie z. B. Stähle mit max. 1000 N/mm² Festigkeit und rostfreie Stähle, ferner für Guss-werkstoffe und Nichteisen-Metalle. Zum Einsatz auf weniger stabilen Maschinen und/oder auf Maschinen mit niedriger Kühlmitteldruckeinrichtung. Geeignet für Bohrtiefen bis max. 5 x D.
Kühlmittelzuführung axial durch den Schaft.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Kühlkanalbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 79 27.10.2008 10:30:10 Uhr
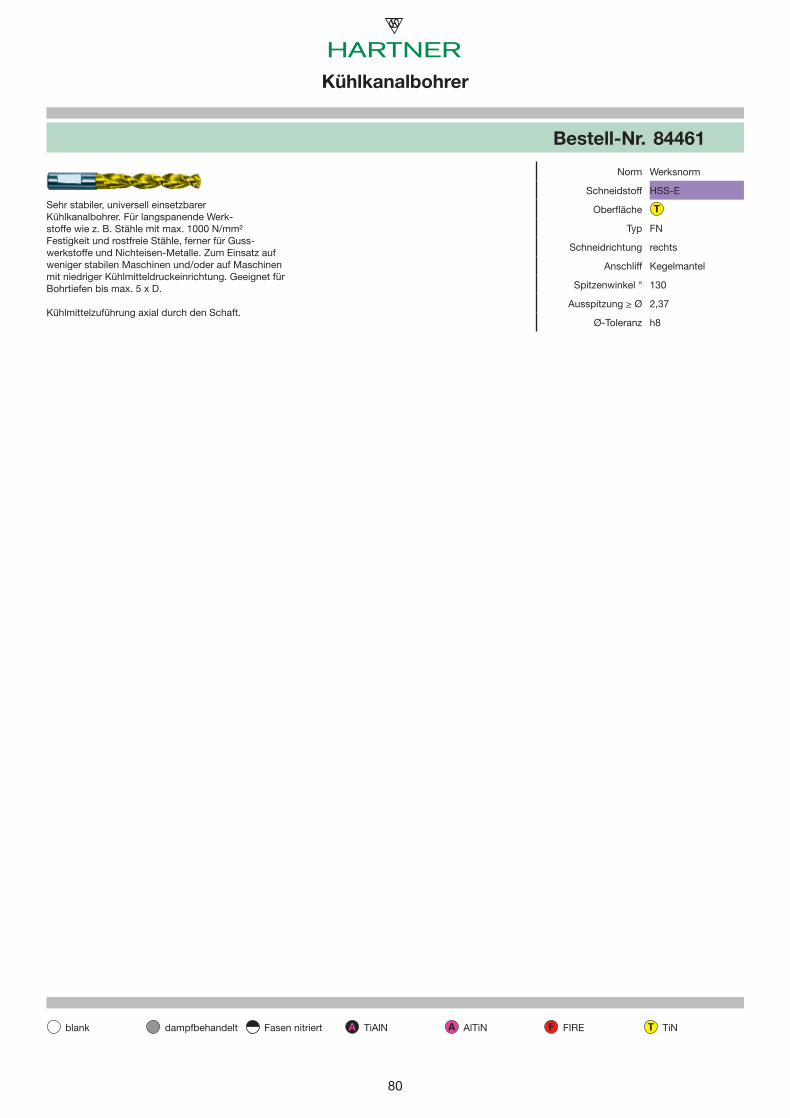
8020
A A F T
T
Bestell-Nr. 84461
Norm Werksnorm
Schneidstoff HSS-ESehr stabiler, universell einsetzbarer Kühlkanalbohrer. Für langspanende Werk-stoffe wie z. B. Stähle mit max. 1000 N/mm² Festigkeit und rostfreie Stähle, ferner für Guss-werkstoffe und Nichteisen-Metalle. Zum Einsatz auf weniger stabilen Maschinen und/oder auf Maschinen mit niedriger Kühlmitteldruckeinrichtung. Geeignet für Bohrtiefen bis max. 5 x D.
Kühlmittelzuführung axial durch den Schaft.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Kühlkanalbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 80 27.10.2008 10:30:11 Uhr
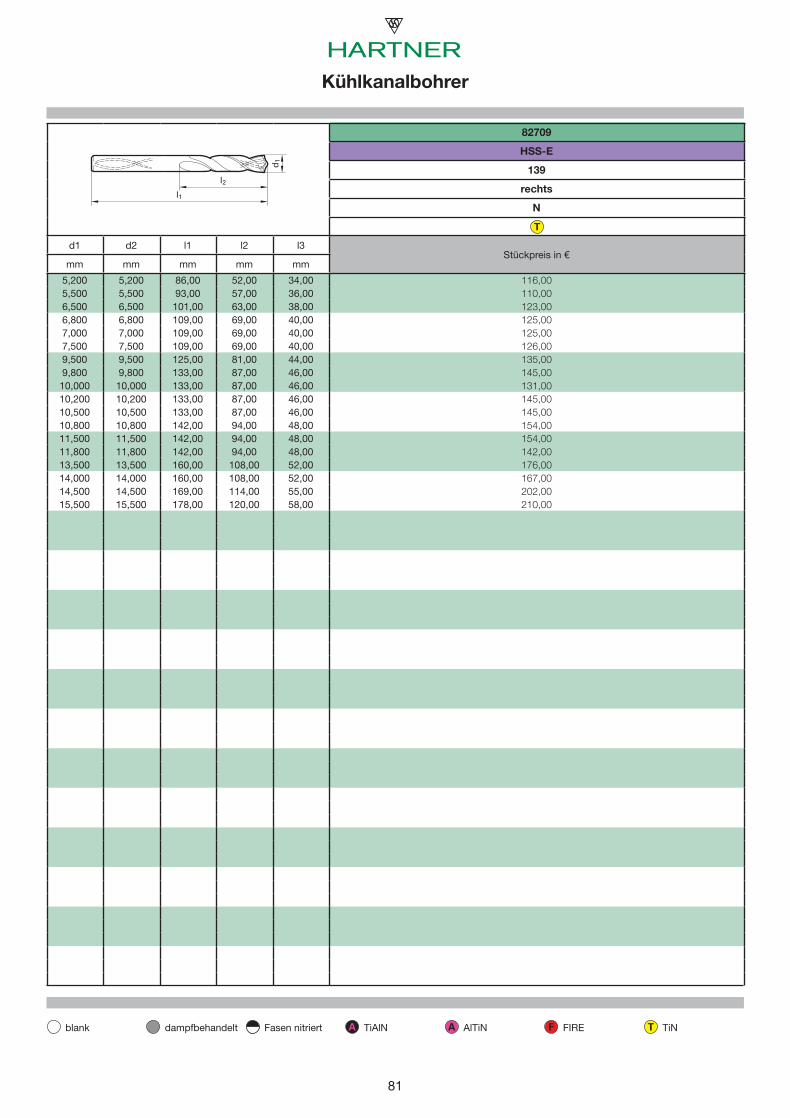
81
A A F T
l1
d1
l2
T
21
A A F T
>Ø2,36
82709
HSS-E
139
rechts
N
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
5,200 5,200 86,00 52,00 34,005,500 5,500 93,00 57,00 36,006,500 6,500 101,00 63,00 38,006,800 6,800 109,00 69,00 40,007,000 7,000 109,00 69,00 40,007,500 7,500 109,00 69,00 40,009,500 9,500 125,00 81,00 44,009,800 9,800 133,00 87,00 46,00
10,000 10,000 133,00 87,00 46,0010,200 10,200 133,00 87,00 46,0010,500 10,500 133,00 87,00 46,0010,800 10,800 142,00 94,00 48,0011,500 11,500 142,00 94,00 48,0011,800 11,800 142,00 94,00 48,0013,500 13,500 160,00 108,00 52,0014,000 14,000 160,00 108,00 52,0014,500 14,500 169,00 114,00 55,0015,500 15,500 178,00 120,00 58,00
Kühlkanalbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 81210
Norm DIN 339
Schneidstoff HSSStandardbohrer zum Bohren durch Bohrbuchsen. Für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bohrbuchsenbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
116,00110,00123,00125,00125,00126,00135,00145,00131,00145,00145,00154,00154,00142,00176,00167,00202,00210,00
01_Bohren_ZS.indb 81 27.10.2008 10:30:13 Uhr
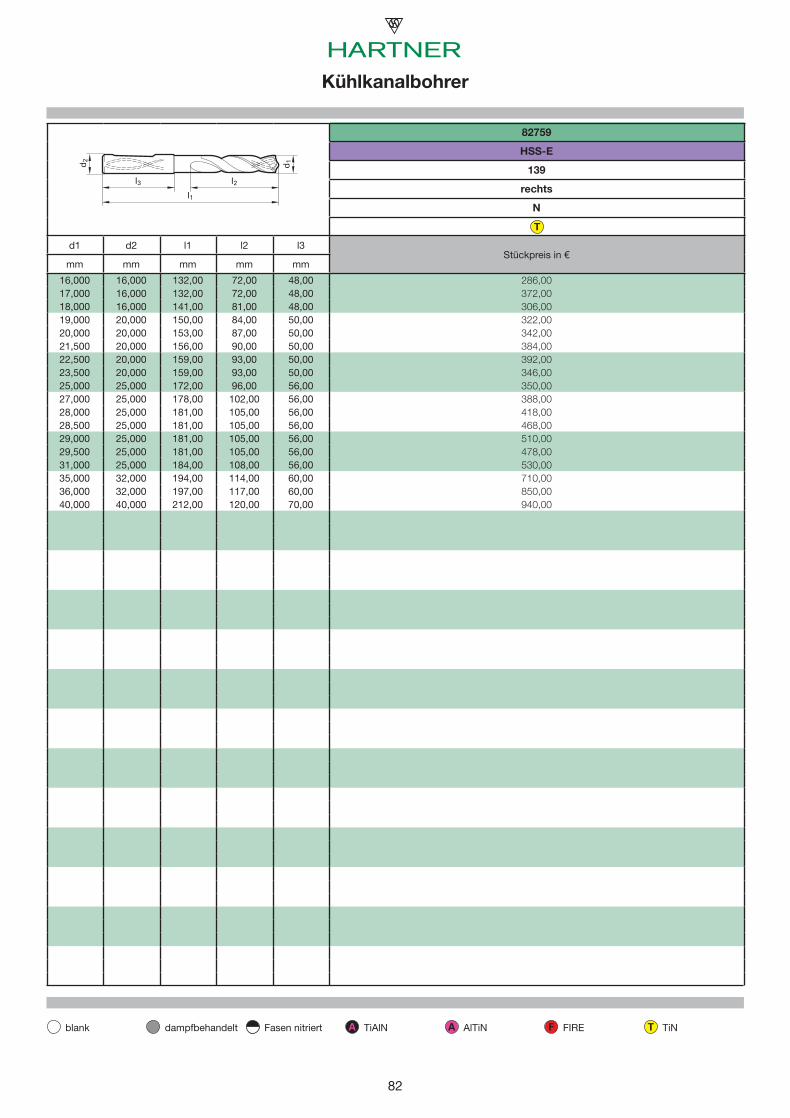
82
A A F T
l1
d1 d2
l2 l3
T
82759
HSS-E
139
rechts
N
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
16,000 16,000 132,00 72,00 48,0017,000 16,000 132,00 72,00 48,0018,000 16,000 141,00 81,00 48,0019,000 20,000 150,00 84,00 50,0020,000 20,000 153,00 87,00 50,0021,500 20,000 156,00 90,00 50,0022,500 20,000 159,00 93,00 50,0023,500 20,000 159,00 93,00 50,0025,000 25,000 172,00 96,00 56,0027,000 25,000 178,00 102,00 56,0028,000 25,000 181,00 105,00 56,0028,500 25,000 181,00 105,00 56,0029,000 25,000 181,00 105,00 56,0029,500 25,000 181,00 105,00 56,0031,000 25,000 184,00 108,00 56,0035,000 32,000 194,00 114,00 60,0036,000 32,000 197,00 117,00 60,0040,000 40,000 212,00 120,00 70,00
Kühlkanalbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
286,00372,00306,00322,00342,00384,00392,00346,00350,00388,00418,00468,00510,00478,00530,00710,00850,00940,00
01_Bohren_ZS.indb 82 27.10.2008 10:30:14 Uhr
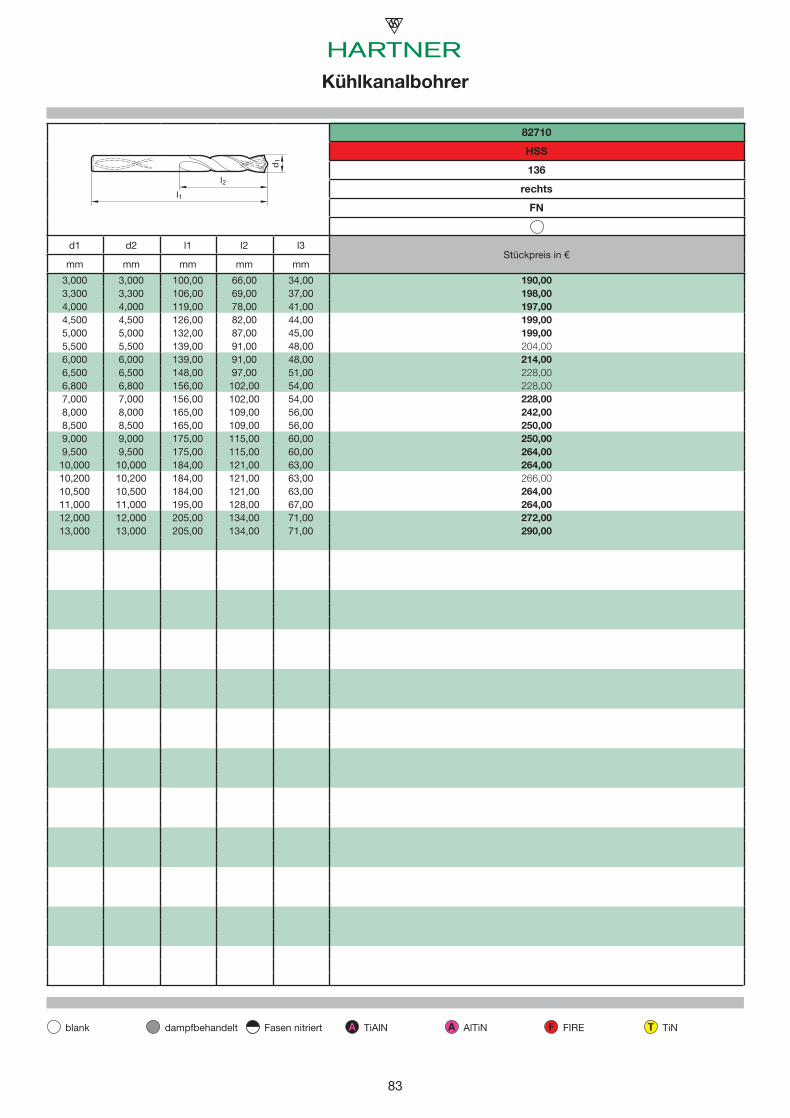
83
A A F T
l1
d1
l2
82710
HSS
136
rechts
FN
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,000 3,000 100,00 66,00 34,003,300 3,300 106,00 69,00 37,004,000 4,000 119,00 78,00 41,004,500 4,500 126,00 82,00 44,005,000 5,000 132,00 87,00 45,005,500 5,500 139,00 91,00 48,006,000 6,000 139,00 91,00 48,006,500 6,500 148,00 97,00 51,006,800 6,800 156,00 102,00 54,007,000 7,000 156,00 102,00 54,008,000 8,000 165,00 109,00 56,008,500 8,500 165,00 109,00 56,009,000 9,000 175,00 115,00 60,009,500 9,500 175,00 115,00 60,00
10,000 10,000 184,00 121,00 63,0010,200 10,200 184,00 121,00 63,0010,500 10,500 184,00 121,00 63,0011,000 11,000 195,00 128,00 67,0012,000 12,000 205,00 134,00 71,0013,000 13,000 205,00 134,00 71,00
Kühlkanalbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
190,00198,00197,00199,00199,00204,00214,00228,00228,00228,00242,00250,00250,00264,00264,00266,00264,00264,00272,00290,00
01_Bohren_ZS.indb 83 27.10.2008 10:30:15 Uhr
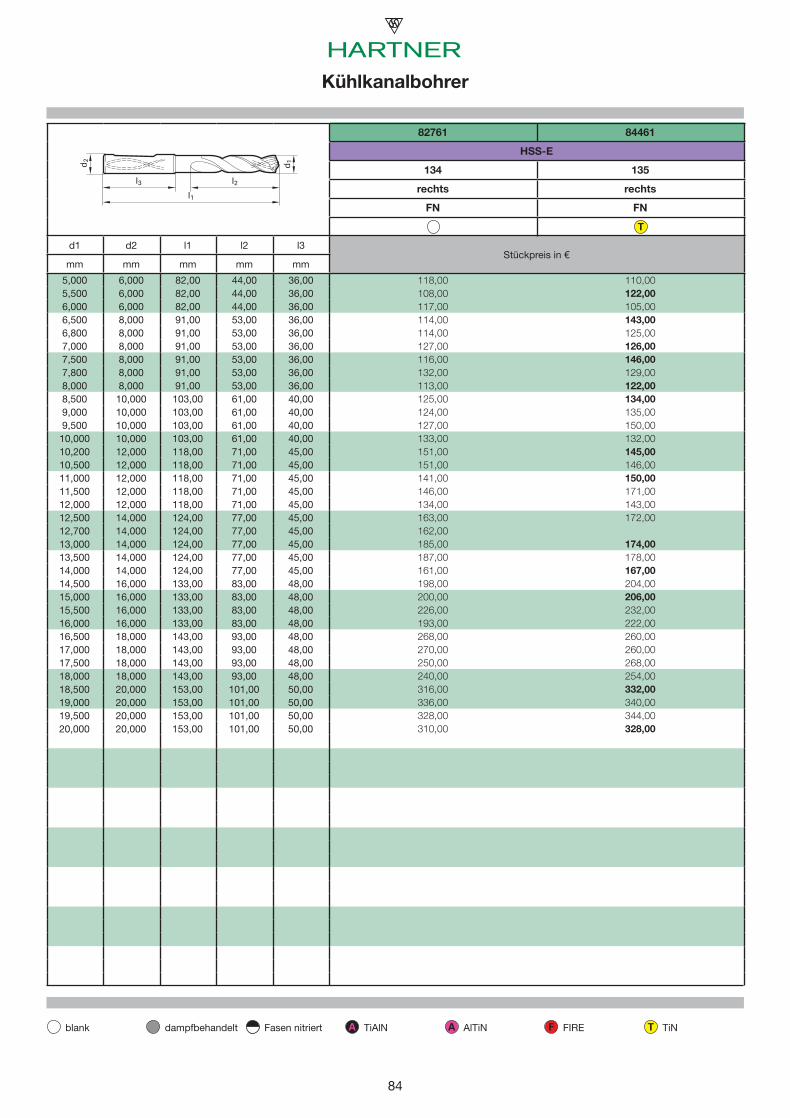
84
A A F T
l1
d1 d2
l2 l3
T
20
A A F T
T
82761 84461
HSS-E
134 135
rechts rechts
FN FN
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
5,000 6,000 82,00 44,00 36,005,500 6,000 82,00 44,00 36,006,000 6,000 82,00 44,00 36,006,500 8,000 91,00 53,00 36,006,800 8,000 91,00 53,00 36,007,000 8,000 91,00 53,00 36,007,500 8,000 91,00 53,00 36,007,800 8,000 91,00 53,00 36,008,000 8,000 91,00 53,00 36,008,500 10,000 103,00 61,00 40,009,000 10,000 103,00 61,00 40,009,500 10,000 103,00 61,00 40,00
10,000 10,000 103,00 61,00 40,0010,200 12,000 118,00 71,00 45,0010,500 12,000 118,00 71,00 45,0011,000 12,000 118,00 71,00 45,0011,500 12,000 118,00 71,00 45,0012,000 12,000 118,00 71,00 45,0012,500 14,000 124,00 77,00 45,0012,700 14,000 124,00 77,00 45,0013,000 14,000 124,00 77,00 45,0013,500 14,000 124,00 77,00 45,0014,000 14,000 124,00 77,00 45,0014,500 16,000 133,00 83,00 48,0015,000 16,000 133,00 83,00 48,0015,500 16,000 133,00 83,00 48,0016,000 16,000 133,00 83,00 48,0016,500 18,000 143,00 93,00 48,0017,000 18,000 143,00 93,00 48,0017,500 18,000 143,00 93,00 48,0018,000 18,000 143,00 93,00 48,0018,500 20,000 153,00 101,00 50,0019,000 20,000 153,00 101,00 50,0019,500 20,000 153,00 101,00 50,0020,000 20,000 153,00 101,00 50,00
Kühlkanalbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 84461
Norm Werksnorm
Schneidstoff HSS-ESehr stabiler, universell einsetzbarer Kühlkanalbohrer. Für langspanende Werk-stoffe wie z. B. Stähle mit max. 1000 N/mm² Festigkeit und rostfreie Stähle, ferner für Guss-werkstoffe und Nichteisen-Metalle. Zum Einsatz auf weniger stabilen Maschinen und/oder auf Maschinen mit niedriger Kühlmitteldruckeinrichtung. Geeignet für Bohrtiefen bis max. 5 x D.
Kühlmittelzuführung axial durch den Schaft.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Kühlkanalbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
118,00 110,00108,00 122,00117,00 105,00114,00 143,00114,00 125,00127,00 126,00116,00 146,00132,00 129,00113,00 122,00125,00 134,00124,00 135,00127,00 150,00133,00 132,00151,00 145,00151,00 146,00141,00 150,00146,00 171,00134,00 143,00163,00 172,00162,00185,00 174,00187,00 178,00161,00 167,00198,00 204,00200,00 206,00226,00 232,00193,00 222,00268,00 260,00270,00 260,00250,00 268,00240,00 254,00316,00 332,00336,00 340,00328,00 344,00310,00 328,00
01_Bohren_ZS.indb 84 27.10.2008 10:30:18 Uhr

8521
A A F T
>Ø2,36
Bestell-Nr. 81210
Norm DIN 339
Schneidstoff HSSStandardbohrer zum Bohren durch Bohrbuchsen. Für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bohrbuchsenbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 85 27.10.2008 10:30:19 Uhr
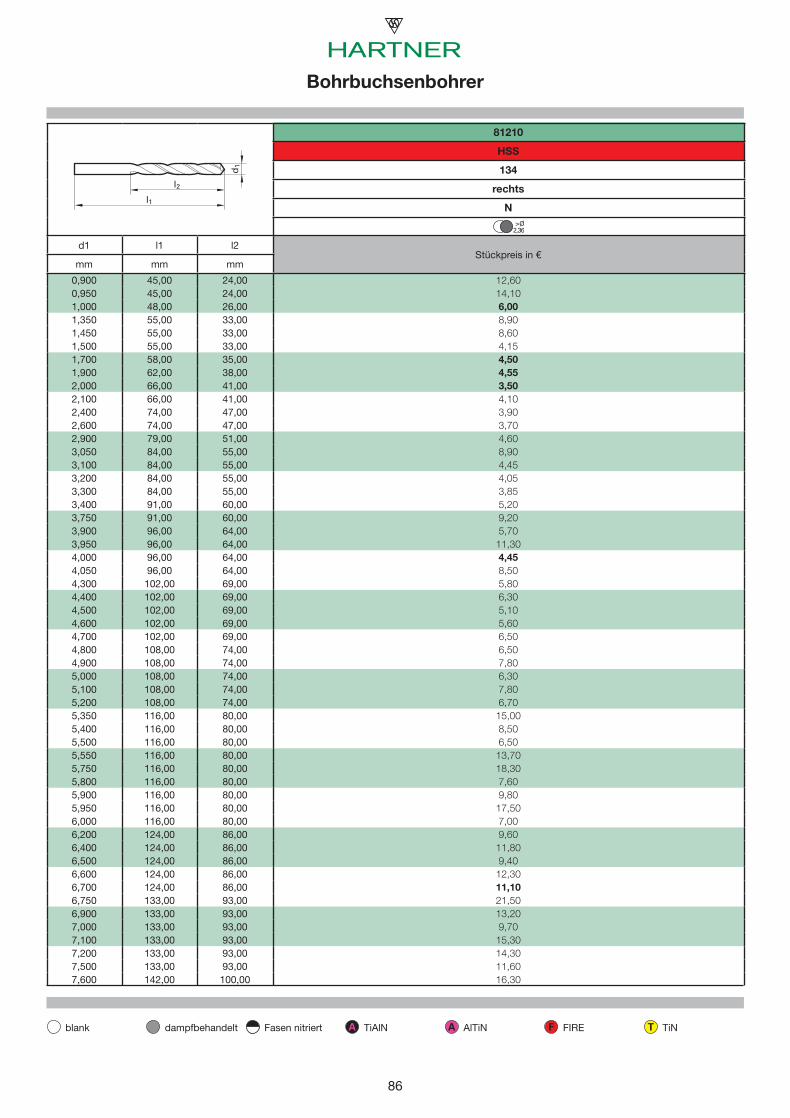
86
A A F T
l1
d1
l2
>Ø2,36
81210
HSS
134
rechts
N
d1 l1 l2Stückpreis in €
mm mm mm
0,900 45,00 24,000,950 45,00 24,001,000 48,00 26,001,350 55,00 33,001,450 55,00 33,001,500 55,00 33,001,700 58,00 35,001,900 62,00 38,002,000 66,00 41,002,100 66,00 41,002,400 74,00 47,002,600 74,00 47,002,900 79,00 51,003,050 84,00 55,003,100 84,00 55,003,200 84,00 55,003,300 84,00 55,003,400 91,00 60,003,750 91,00 60,003,900 96,00 64,003,950 96,00 64,004,000 96,00 64,004,050 96,00 64,004,300 102,00 69,004,400 102,00 69,004,500 102,00 69,004,600 102,00 69,004,700 102,00 69,004,800 108,00 74,004,900 108,00 74,005,000 108,00 74,005,100 108,00 74,005,200 108,00 74,005,350 116,00 80,005,400 116,00 80,005,500 116,00 80,005,550 116,00 80,005,750 116,00 80,005,800 116,00 80,005,900 116,00 80,005,950 116,00 80,006,000 116,00 80,006,200 124,00 86,006,400 124,00 86,006,500 124,00 86,006,600 124,00 86,006,700 124,00 86,006,750 133,00 93,006,900 133,00 93,007,000 133,00 93,007,100 133,00 93,007,200 133,00 93,007,500 133,00 93,007,600 142,00 100,00
Bohrbuchsenbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
12,6014,106,008,908,604,154,504,553,504,103,903,704,608,904,454,053,855,209,205,7011,304,458,505,806,305,105,606,506,507,806,307,806,7015,008,506,5013,7018,307,609,8017,507,009,6011,809,4012,3011,1021,5013,209,7015,3014,3011,6016,30
01_Bohren_ZS.indb 86 27.10.2008 10:30:21 Uhr
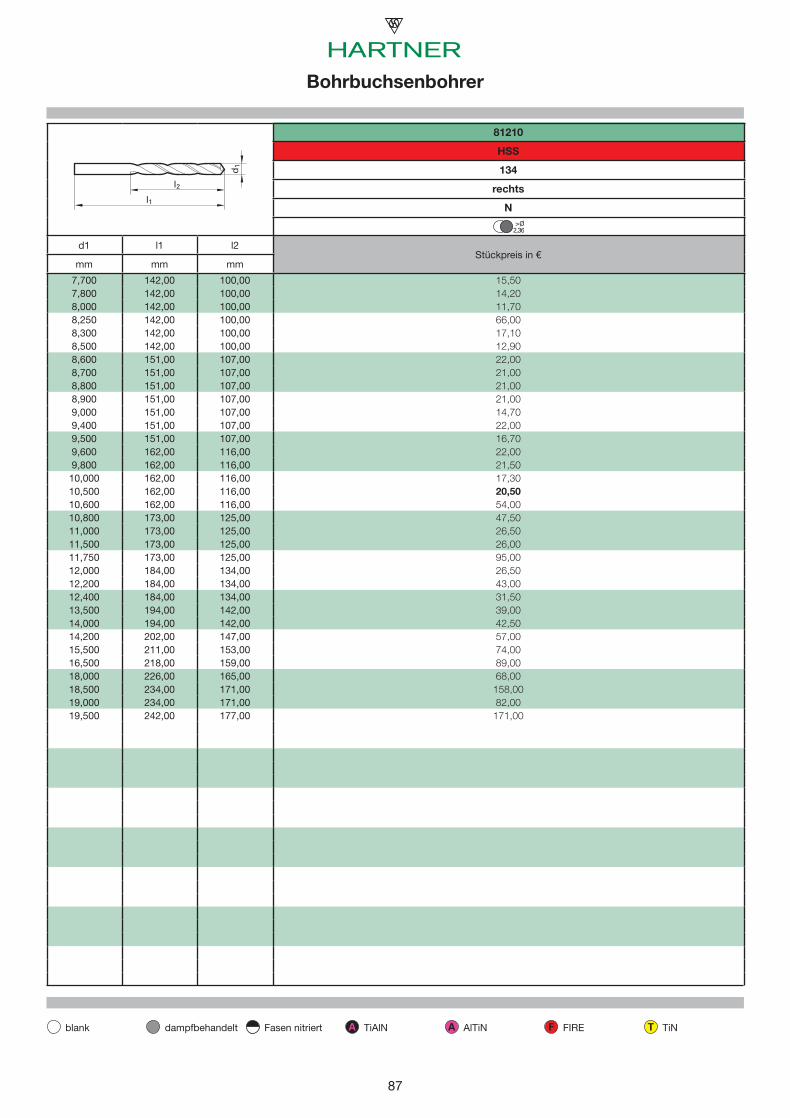
87
A A F T
l1
d1
l2
>Ø2,36
81210
HSS
134
rechts
N
d1 l1 l2Stückpreis in €
mm mm mm
7,700 142,00 100,007,800 142,00 100,008,000 142,00 100,008,250 142,00 100,008,300 142,00 100,008,500 142,00 100,008,600 151,00 107,008,700 151,00 107,008,800 151,00 107,008,900 151,00 107,009,000 151,00 107,009,400 151,00 107,009,500 151,00 107,009,600 162,00 116,009,800 162,00 116,0010,000 162,00 116,0010,500 162,00 116,0010,600 162,00 116,0010,800 173,00 125,0011,000 173,00 125,0011,500 173,00 125,0011,750 173,00 125,0012,000 184,00 134,0012,200 184,00 134,0012,400 184,00 134,0013,500 194,00 142,0014,000 194,00 142,0014,200 202,00 147,0015,500 211,00 153,0016,500 218,00 159,0018,000 226,00 165,0018,500 234,00 171,0019,000 234,00 171,0019,500 242,00 177,00
Bohrbuchsenbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
15,5014,2011,7066,0017,1012,9022,0021,0021,0021,0014,7022,0016,7022,0021,5017,3020,5054,0047,5026,5026,0095,0026,5043,0031,5039,0042,5057,0074,0089,0068,00158,0082,00171,00
01_Bohren_ZS.indb 87 27.10.2008 10:30:22 Uhr
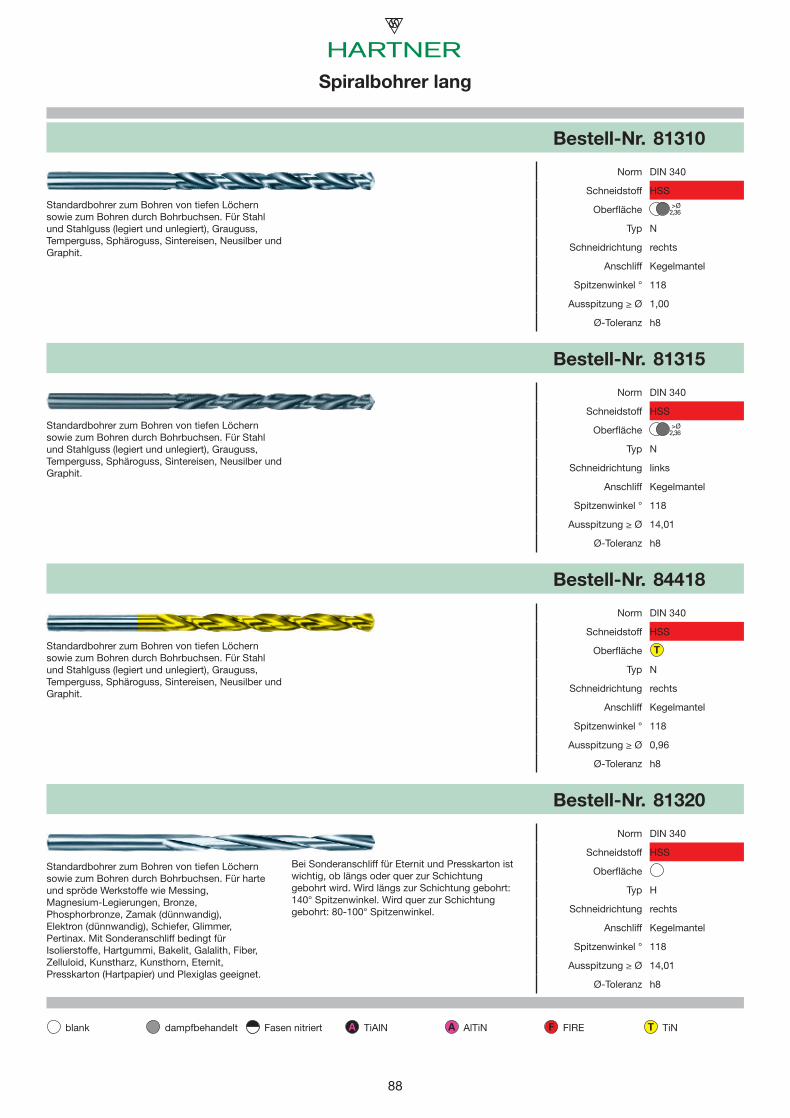
8822
A A F T
>Ø2,36
>Ø2,36
T
22
A A F T
>Ø2,36
>Ø2,36
T
Bestell-Nr. 81310
Norm DIN 340
Schneidstoff HSSStandardbohrer zum Bohren von tiefen Löchern sowie zum Bohren durch Bohrbuchsen. Für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 81315
Norm DIN 340
Schneidstoff HSSStandardbohrer zum Bohren von tiefen Löchern sowie zum Bohren durch Bohrbuchsen. Für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung links
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Bestell-Nr. 84418
Norm DIN 340
Schneidstoff HSSStandardbohrer zum Bohren von tiefen Löchern sowie zum Bohren durch Bohrbuchsen. Für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 81320
Bei Sonderanschliff für Eternit und Presskarton ist wichtig, ob längs oder quer zur Schichtung gebohrt wird. Wird längs zur Schichtung gebohrt: 140° Spitzenwinkel. Wird quer zur Schichtung gebohrt: 80-100° Spitzenwinkel.
Norm DIN 340
Schneidstoff HSSStandardbohrer zum Bohren von tiefen Löchern sowie zum Bohren durch Bohrbuchsen. Für harte und spröde Werkstoffe wie Messing, Magnesium-Legierungen, Bronze, Phosphorbronze, Zamak (dünnwandig), Elektron (dünnwandig), Schiefer, Glimmer, Pertinax. Mit Sonderanschliff bedingt für Isolierstoffe, Hartgummi, Bakelit, Galalith, Fiber, Zelluloid, Kunstharz, Kunsthorn, Eternit, Presskarton (Hartpapier) und Plexiglas geeignet.
Oberfl äche
Typ H
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 81310
Norm DIN 340
Schneidstoff HSSStandardbohrer zum Bohren von tiefen Löchern sowie zum Bohren durch Bohrbuchsen. Für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 81315
Norm DIN 340
Schneidstoff HSSStandardbohrer zum Bohren von tiefen Löchern sowie zum Bohren durch Bohrbuchsen. Für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung links
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Bestell-Nr. 84418
Norm DIN 340
Schneidstoff HSSStandardbohrer zum Bohren von tiefen Löchern sowie zum Bohren durch Bohrbuchsen. Für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 81320
Bei Sonderanschliff für Eternit und Presskarton ist wichtig, ob längs oder quer zur Schichtung gebohrt wird. Wird längs zur Schichtung gebohrt: 140° Spitzenwinkel. Wird quer zur Schichtung gebohrt: 80-100° Spitzenwinkel.
Norm DIN 340
Schneidstoff HSSStandardbohrer zum Bohren von tiefen Löchern sowie zum Bohren durch Bohrbuchsen. Für harte und spröde Werkstoffe wie Messing, Magnesium-Legierungen, Bronze, Phosphorbronze, Zamak (dünnwandig), Elektron (dünnwandig), Schiefer, Glimmer, Pertinax. Mit Sonderanschliff bedingt für Isolierstoffe, Hartgummi, Bakelit, Galalith, Fiber, Zelluloid, Kunstharz, Kunsthorn, Eternit, Presskarton (Hartpapier) und Plexiglas geeignet.
Oberfl äche
Typ H
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 88 27.10.2008 10:30:29 Uhr
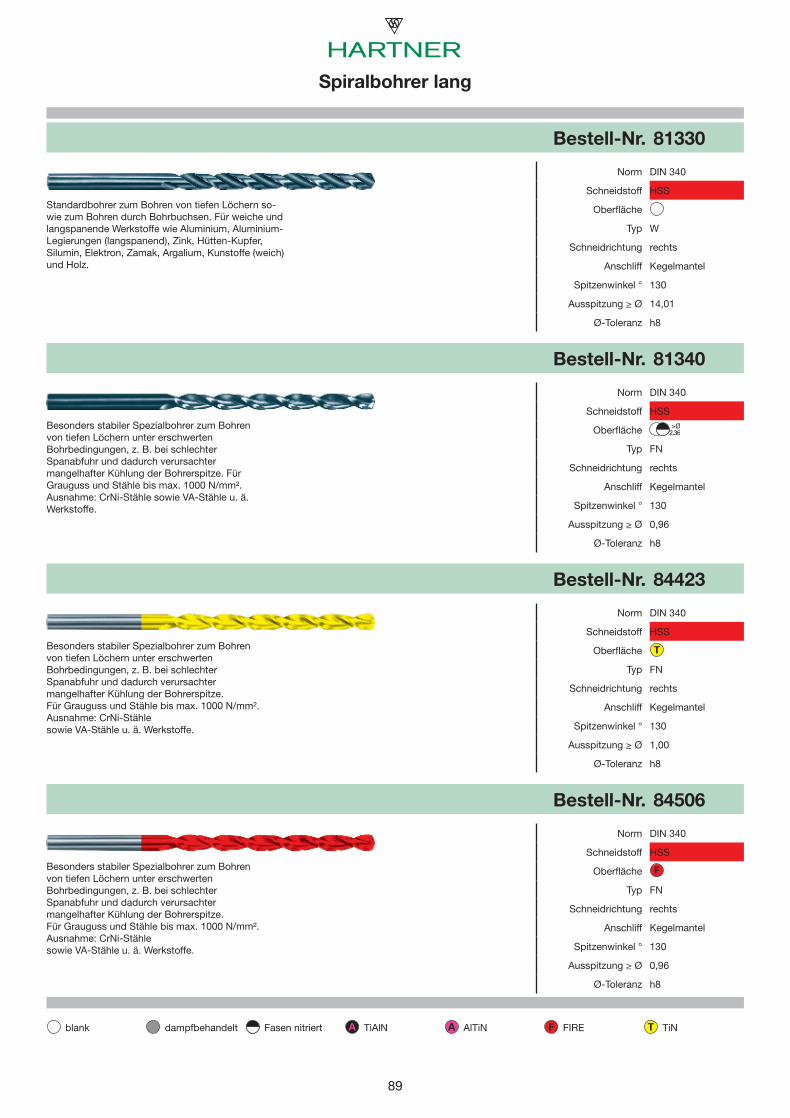
8923
A A F T
>Ø2,36
T
F
23
A A F T
>Ø2,36
T
F
Bestell-Nr. 81330
Norm DIN 340
Schneidstoff HSSStandardbohrer zum Bohren von tiefen Löchern so-wie zum Bohren durch Bohrbuchsen. Für weiche und langspanende Werkstoffe wie Aluminium, Aluminium-Legierungen (langspanend), Zink, Hütten-Kupfer, Silumin, Elektron, Zamak, Argalium, Kunstoffe (weich) und Holz.
Oberfl äche
Typ W
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Bestell-Nr. 81340
Norm DIN 340
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von tiefen Löchern unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle u. ä. Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84423
Norm DIN 340
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von tiefen Löchern unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle u. ä. Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 84506
Norm DIN 340
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von tiefen Löchern unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle u. ä. Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 81330
Norm DIN 340
Schneidstoff HSSStandardbohrer zum Bohren von tiefen Löchern so-wie zum Bohren durch Bohrbuchsen. Für weiche und langspanende Werkstoffe wie Aluminium, Aluminium-Legierungen (langspanend), Zink, Hütten-Kupfer, Silumin, Elektron, Zamak, Argalium, Kunstoffe (weich) und Holz.
Oberfl äche
Typ W
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Bestell-Nr. 81340
Norm DIN 340
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von tiefen Löchern unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle u. ä. Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84423
Norm DIN 340
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von tiefen Löchern unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle u. ä. Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 84506
Norm DIN 340
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von tiefen Löchern unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle u. ä. Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 89 27.10.2008 10:30:30 Uhr
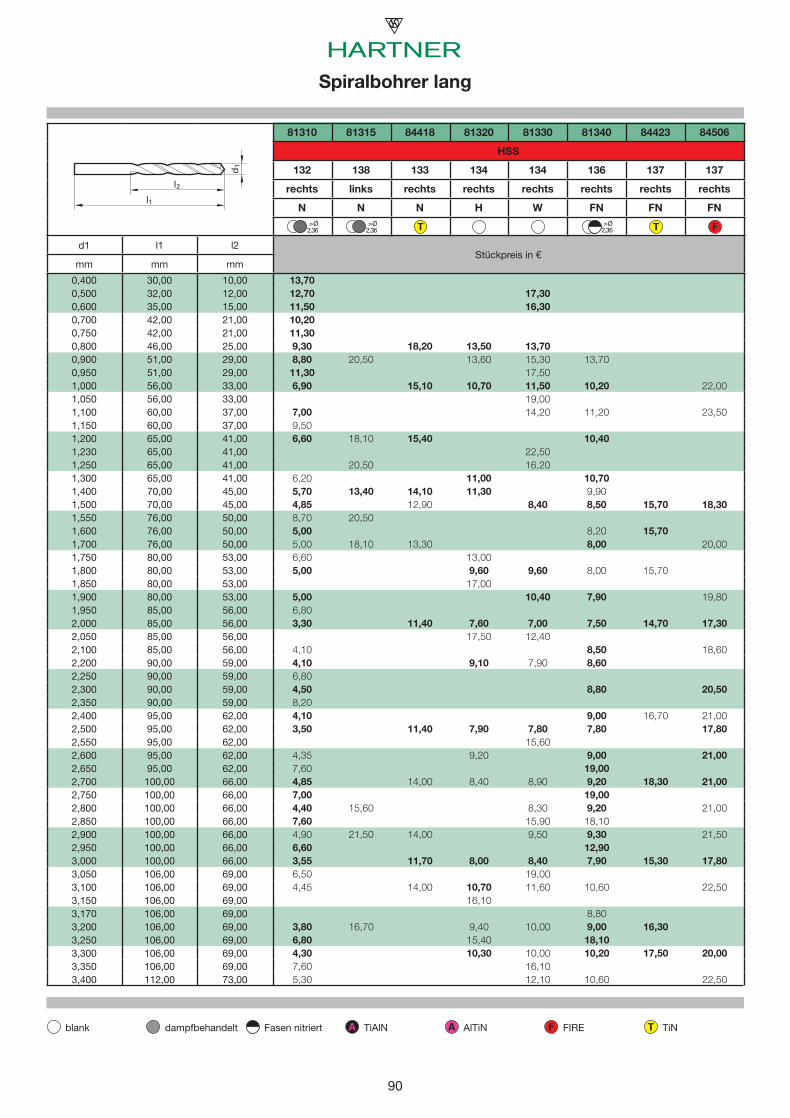
90
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T >Ø
2,36 T F
81310 81315 84418 81320 81330 81340 84423 84506
HSS
132 138 133 134 134 136 137 137
rechts links rechts rechts rechts rechts rechts rechts
N N N H W FN FN FN
d1 l1 l2Stückpreis in €
mm mm mm
0,400 30,00 10,000,500 32,00 12,000,600 35,00 15,000,700 42,00 21,000,750 42,00 21,000,800 46,00 25,000,900 51,00 29,000,950 51,00 29,001,000 56,00 33,001,050 56,00 33,001,100 60,00 37,001,150 60,00 37,001,200 65,00 41,001,230 65,00 41,001,250 65,00 41,001,300 65,00 41,001,400 70,00 45,001,500 70,00 45,001,550 76,00 50,001,600 76,00 50,001,700 76,00 50,001,750 80,00 53,001,800 80,00 53,001,850 80,00 53,001,900 80,00 53,001,950 85,00 56,002,000 85,00 56,002,050 85,00 56,002,100 85,00 56,002,200 90,00 59,002,250 90,00 59,002,300 90,00 59,002,350 90,00 59,002,400 95,00 62,002,500 95,00 62,002,550 95,00 62,002,600 95,00 62,002,650 95,00 62,002,700 100,00 66,002,750 100,00 66,002,800 100,00 66,002,850 100,00 66,002,900 100,00 66,002,950 100,00 66,003,000 100,00 66,003,050 106,00 69,003,100 106,00 69,003,150 106,00 69,003,170 106,00 69,003,200 106,00 69,003,250 106,00 69,003,300 106,00 69,003,350 106,00 69,003,400 112,00 73,00
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
13,7012,70 17,3011,50 16,3010,2011,309,30 18,20 13,50 13,708,80 20,50 13,60 15,30 13,7011,30 17,506,90 15,10 10,70 11,50 10,20 22,00
19,007,00 14,20 11,20 23,509,506,60 18,10 15,40 10,40
22,5020,50 16,20
6,20 11,00 10,705,70 13,40 14,10 11,30 9,904,85 12,90 8,40 8,50 15,70 18,308,70 20,505,00 8,20 15,705,00 18,10 13,30 8,00 20,006,60 13,005,00 9,60 9,60 8,00 15,70
17,005,00 10,40 7,90 19,806,803,30 11,40 7,60 7,00 7,50 14,70 17,30
17,50 12,404,10 8,50 18,604,10 9,10 7,90 8,606,804,50 8,80 20,508,204,10 9,00 16,70 21,003,50 11,40 7,90 7,80 7,80 17,80
15,604,35 9,20 9,00 21,007,60 19,004,85 14,00 8,40 8,90 9,20 18,30 21,007,00 19,004,40 15,60 8,30 9,20 21,007,60 15,90 18,104,90 21,50 14,00 9,50 9,30 21,506,60 12,903,55 11,70 8,00 8,40 7,90 15,30 17,806,50 19,004,45 14,00 10,70 11,60 10,60 22,50
16,108,80
3,80 16,70 9,40 10,00 9,00 16,306,80 15,40 18,104,30 10,30 10,00 10,20 17,50 20,007,60 16,105,30 12,10 10,60 22,50
01_Bohren_ZS.indb 90 27.10.2008 10:30:34 Uhr
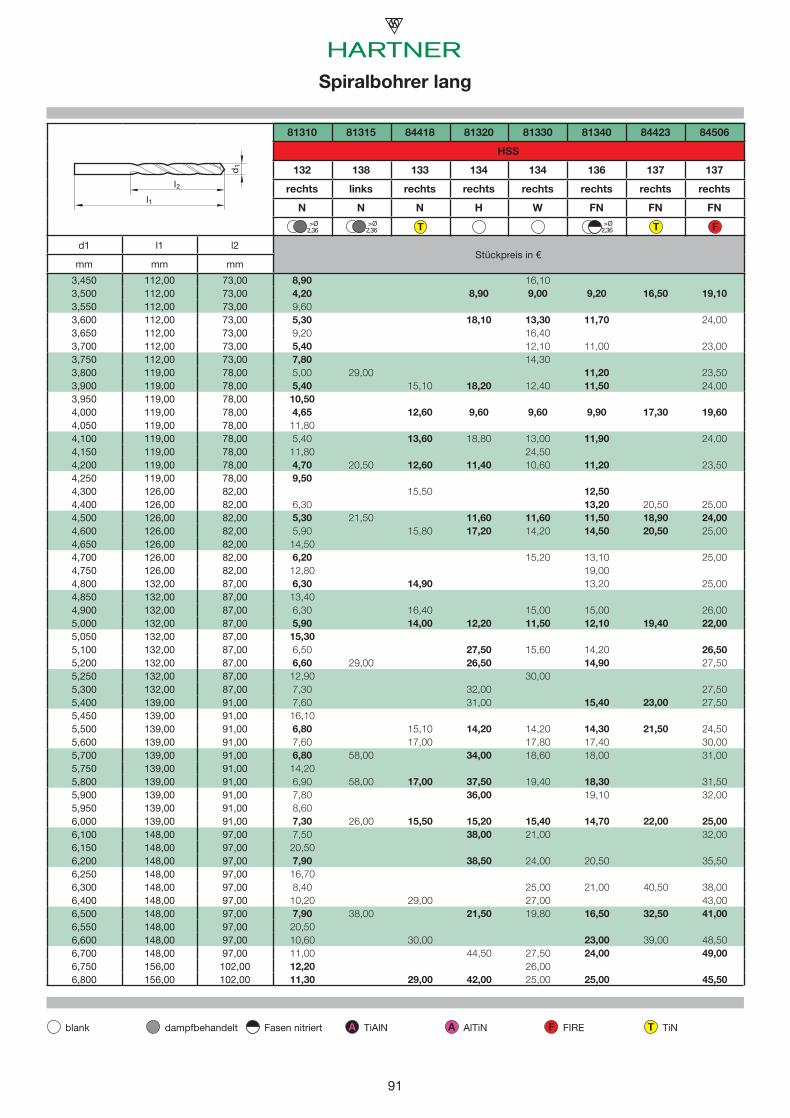
91
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T >Ø
2,36 T F
81310 81315 84418 81320 81330 81340 84423 84506
HSS
132 138 133 134 134 136 137 137
rechts links rechts rechts rechts rechts rechts rechts
N N N H W FN FN FN
d1 l1 l2Stückpreis in €
mm mm mm
3,450 112,00 73,003,500 112,00 73,003,550 112,00 73,003,600 112,00 73,003,650 112,00 73,003,700 112,00 73,003,750 112,00 73,003,800 119,00 78,003,900 119,00 78,003,950 119,00 78,004,000 119,00 78,004,050 119,00 78,004,100 119,00 78,004,150 119,00 78,004,200 119,00 78,004,250 119,00 78,004,300 126,00 82,004,400 126,00 82,004,500 126,00 82,004,600 126,00 82,004,650 126,00 82,004,700 126,00 82,004,750 126,00 82,004,800 132,00 87,004,850 132,00 87,004,900 132,00 87,005,000 132,00 87,005,050 132,00 87,005,100 132,00 87,005,200 132,00 87,005,250 132,00 87,005,300 132,00 87,005,400 139,00 91,005,450 139,00 91,005,500 139,00 91,005,600 139,00 91,005,700 139,00 91,005,750 139,00 91,005,800 139,00 91,005,900 139,00 91,005,950 139,00 91,006,000 139,00 91,006,100 148,00 97,006,150 148,00 97,006,200 148,00 97,006,250 148,00 97,006,300 148,00 97,006,400 148,00 97,006,500 148,00 97,006,550 148,00 97,006,600 148,00 97,006,700 148,00 97,006,750 156,00 102,006,800 156,00 102,00
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
8,90 16,104,20 8,90 9,00 9,20 16,50 19,109,605,30 18,10 13,30 11,70 24,009,20 16,405,40 12,10 11,00 23,007,80 14,305,00 29,00 11,20 23,505,40 15,10 18,20 12,40 11,50 24,0010,504,65 12,60 9,60 9,60 9,90 17,30 19,6011,805,40 13,60 18,80 13,00 11,90 24,0011,80 24,504,70 20,50 12,60 11,40 10,60 11,20 23,509,50
15,50 12,506,30 13,20 20,50 25,005,30 21,50 11,60 11,60 11,50 18,90 24,005,90 15,80 17,20 14,20 14,50 20,50 25,0014,506,20 15,20 13,10 25,00
12,80 19,006,30 14,90 13,20 25,0013,406,30 16,40 15,00 15,00 26,005,90 14,00 12,20 11,50 12,10 19,40 22,0015,306,50 27,50 15,60 14,20 26,506,60 29,00 26,50 14,90 27,50
12,90 30,007,30 32,00 27,507,60 31,00 15,40 23,00 27,5016,106,80 15,10 14,20 14,20 14,30 21,50 24,507,60 17,00 17,80 17,40 30,006,80 58,00 34,00 18,60 18,00 31,0014,206,90 58,00 17,00 37,50 19,40 18,30 31,507,80 36,00 19,10 32,008,607,30 26,00 15,50 15,20 15,40 14,70 22,00 25,007,50 38,00 21,00 32,0020,507,90 38,50 24,00 20,50 35,5016,708,40 25,00 21,00 40,50 38,0010,20 29,00 27,00 43,007,90 38,00 21,50 19,80 16,50 32,50 41,0020,5010,60 30,00 23,00 39,00 48,5011,00 44,50 27,50 24,00 49,0012,20 26,0011,30 29,00 42,00 25,00 25,00 45,50
01_Bohren_ZS.indb 91 27.10.2008 10:30:37 Uhr
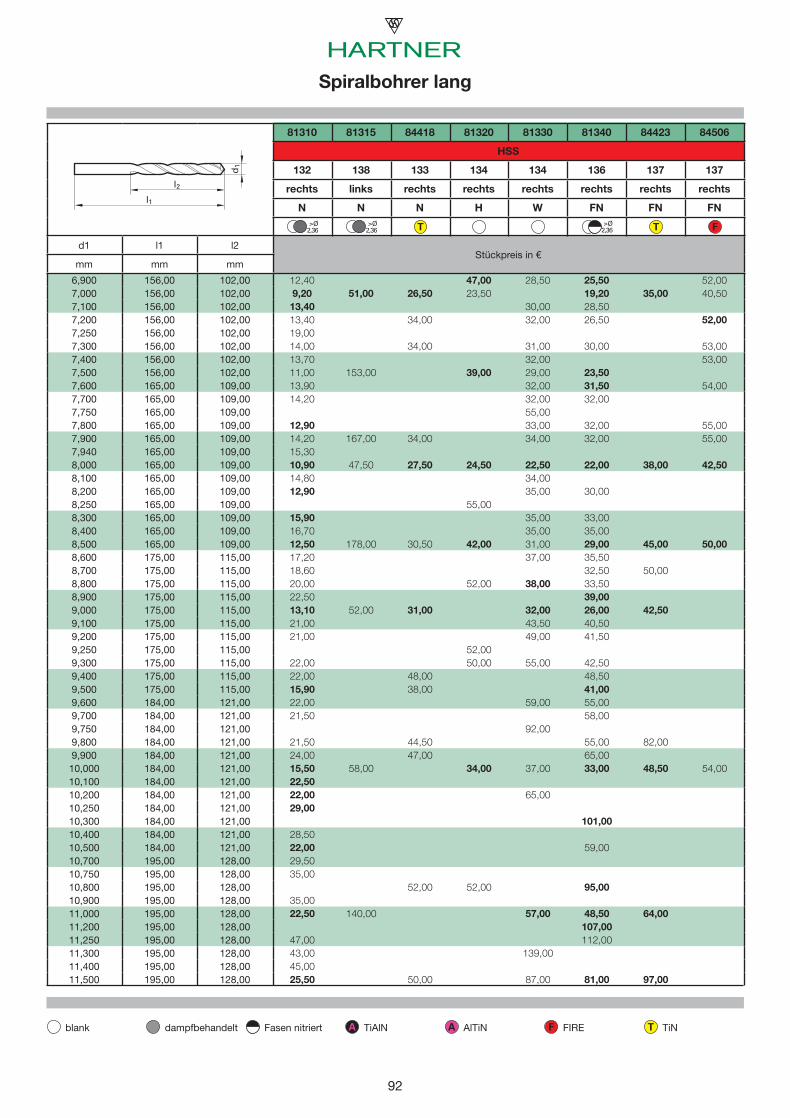
92
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T >Ø
2,36 T F
81310 81315 84418 81320 81330 81340 84423 84506
HSS
132 138 133 134 134 136 137 137
rechts links rechts rechts rechts rechts rechts rechts
N N N H W FN FN FN
d1 l1 l2Stückpreis in €
mm mm mm
6,900 156,00 102,007,000 156,00 102,007,100 156,00 102,007,200 156,00 102,007,250 156,00 102,007,300 156,00 102,007,400 156,00 102,007,500 156,00 102,007,600 165,00 109,007,700 165,00 109,007,750 165,00 109,007,800 165,00 109,007,900 165,00 109,007,940 165,00 109,008,000 165,00 109,008,100 165,00 109,008,200 165,00 109,008,250 165,00 109,008,300 165,00 109,008,400 165,00 109,008,500 165,00 109,008,600 175,00 115,008,700 175,00 115,008,800 175,00 115,008,900 175,00 115,009,000 175,00 115,009,100 175,00 115,009,200 175,00 115,009,250 175,00 115,009,300 175,00 115,009,400 175,00 115,009,500 175,00 115,009,600 184,00 121,009,700 184,00 121,009,750 184,00 121,009,800 184,00 121,009,900 184,00 121,0010,000 184,00 121,0010,100 184,00 121,0010,200 184,00 121,0010,250 184,00 121,0010,300 184,00 121,0010,400 184,00 121,0010,500 184,00 121,0010,700 195,00 128,0010,750 195,00 128,0010,800 195,00 128,0010,900 195,00 128,0011,000 195,00 128,0011,200 195,00 128,0011,250 195,00 128,0011,300 195,00 128,0011,400 195,00 128,0011,500 195,00 128,00
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
12,40 47,00 28,50 25,50 52,009,20 51,00 26,50 23,50 19,20 35,00 40,5013,40 30,00 28,5013,40 34,00 32,00 26,50 52,0019,0014,00 34,00 31,00 30,00 53,0013,70 32,00 53,0011,00 153,00 39,00 29,00 23,5013,90 32,00 31,50 54,0014,20 32,00 32,00
55,0012,90 33,00 32,00 55,0014,20 167,00 34,00 34,00 32,00 55,0015,3010,90 47,50 27,50 24,50 22,50 22,00 38,00 42,5014,80 34,0012,90 35,00 30,00
55,0015,90 35,00 33,0016,70 35,00 35,0012,50 178,00 30,50 42,00 31,00 29,00 45,00 50,0017,20 37,00 35,5018,60 32,50 50,0020,00 52,00 38,00 33,5022,50 39,0013,10 52,00 31,00 32,00 26,00 42,5021,00 43,50 40,5021,00 49,00 41,50
52,0022,00 50,00 55,00 42,5022,00 48,00 48,5015,90 38,00 41,0022,00 59,00 55,0021,50 58,00
92,0021,50 44,50 55,00 82,0024,00 47,00 65,0015,50 58,00 34,00 37,00 33,00 48,50 54,0022,5022,00 65,0029,00
101,0028,5022,00 59,0029,5035,00
52,00 52,00 95,0035,0022,50 140,00 57,00 48,50 64,00
107,0047,00 112,0043,00 139,0045,0025,50 50,00 87,00 81,00 97,00
01_Bohren_ZS.indb 92 27.10.2008 10:30:41 Uhr
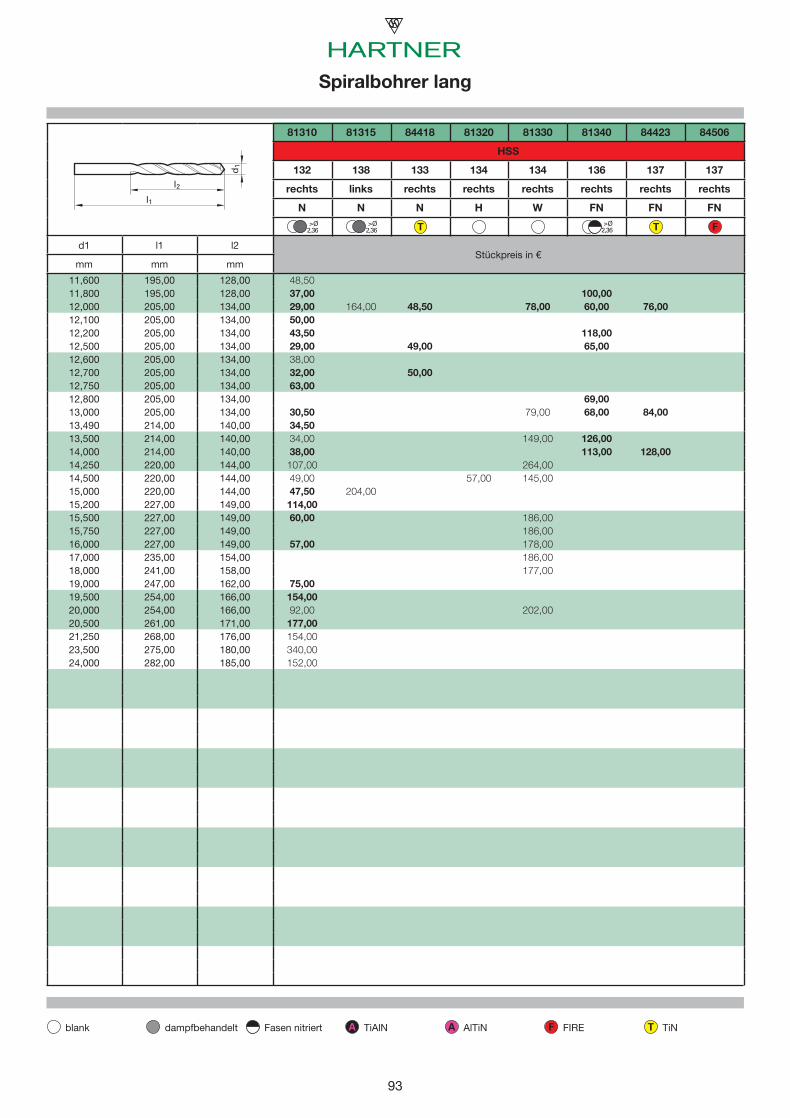
93
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T >Ø
2,36 T F
81310 81315 84418 81320 81330 81340 84423 84506
HSS
132 138 133 134 134 136 137 137
rechts links rechts rechts rechts rechts rechts rechts
N N N H W FN FN FN
d1 l1 l2Stückpreis in €
mm mm mm
11,600 195,00 128,0011,800 195,00 128,0012,000 205,00 134,0012,100 205,00 134,0012,200 205,00 134,0012,500 205,00 134,0012,600 205,00 134,0012,700 205,00 134,0012,750 205,00 134,0012,800 205,00 134,0013,000 205,00 134,0013,490 214,00 140,0013,500 214,00 140,0014,000 214,00 140,0014,250 220,00 144,0014,500 220,00 144,0015,000 220,00 144,0015,200 227,00 149,0015,500 227,00 149,0015,750 227,00 149,0016,000 227,00 149,0017,000 235,00 154,0018,000 241,00 158,0019,000 247,00 162,0019,500 254,00 166,0020,000 254,00 166,0020,500 261,00 171,0021,250 268,00 176,0023,500 275,00 180,0024,000 282,00 185,00
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
48,5037,00 100,0029,00 164,00 48,50 78,00 60,00 76,0050,0043,50 118,0029,00 49,00 65,0038,0032,00 50,0063,00
69,0030,50 79,00 68,00 84,0034,5034,00 149,00 126,0038,00 113,00 128,00107,00 264,0049,00 57,00 145,0047,50 204,00
114,0060,00 186,00
186,0057,00 178,00
186,00177,00
75,00154,0092,00 202,00177,00154,00340,00152,00
01_Bohren_ZS.indb 93 27.10.2008 10:30:43 Uhr
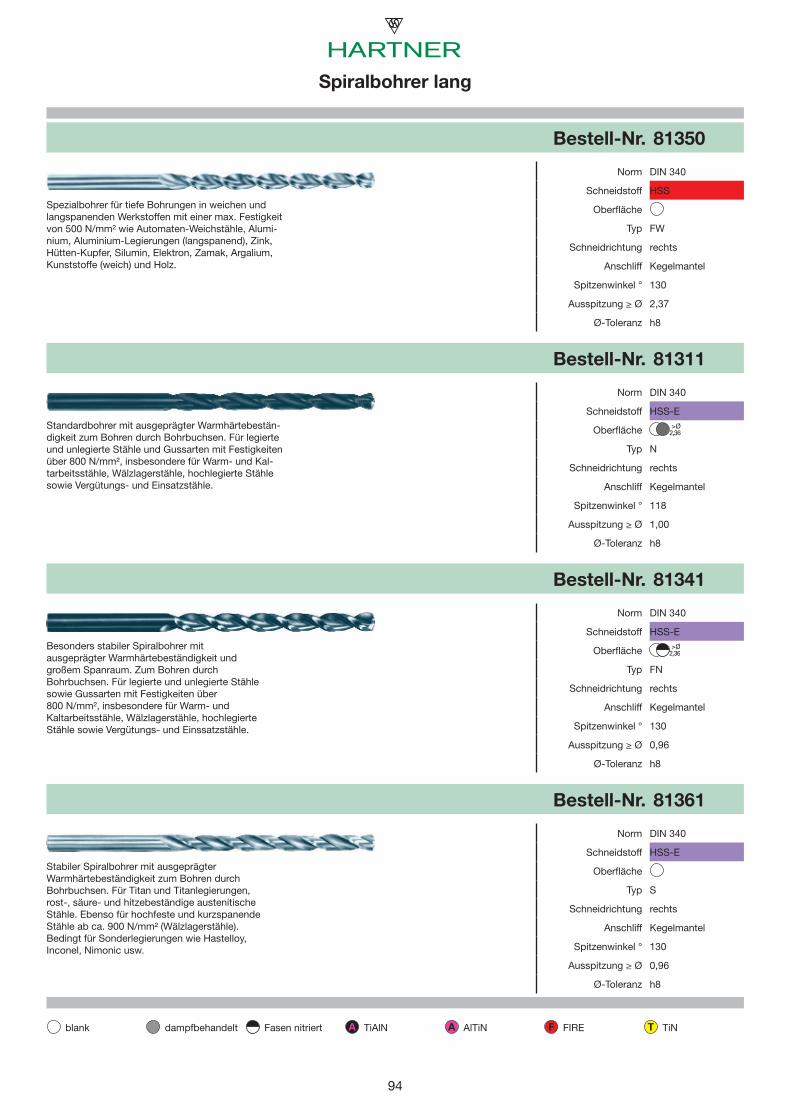
9424
A A F T
>Ø2,36
>Ø2,36
Bestell-Nr. 81350
Norm DIN 340
Schneidstoff HSSSpezialbohrer für tiefe Bohrungen in weichen und langspanenden Werkstoffen mit einer max. Festigkeit von 500 N/mm² wie Automaten-Weichstähle, Alumi-nium, Aluminium-Legierungen (langspanend), Zink, Hütten-Kupfer, Silumin, Elektron, Zamak, Argalium, Kunststoffe (weich) und Holz.
Oberfl äche
Typ FW
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 81311
Norm DIN 340
Schneidstoff HSS-EStandardbohrer mit ausgeprägter Warmhärtebestän-digkeit zum Bohren durch Bohrbuchsen. Für legierte und unlegierte Stähle und Gussarten mit Festigkeiten über 800 N/mm², insbesondere für Warm- und Kal-tarbeitsstähle, Wälzlagerstähle, hochlegierte Stähle sowie Vergütungs- und Einsatzstähle.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz h8
Bestell-Nr. 81341
Norm DIN 340
Schneidstoff HSS-EBesonders stabiler Spiralbohrer mit ausgeprägter Warmhärtebeständigkeit und großem Spanraum. Zum Bohren durch Bohrbuchsen. Für legierte und unlegierte Stähle sowie Gussarten mit Festigkeiten über 800 N/mm², insbesondere für Warm- und Kaltarbeitsstähle, Wälzlagerstähle, hochlegierteStähle sowie Vergütungs- und Einssatzstähle.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 81361
Norm DIN 340
Schneidstoff HSS-EStabiler Spiralbohrer mit ausgeprägter Warmhärtebeständigkeit zum Bohren durch Bohrbuchsen. Für Titan und Titanlegierungen, rost-, säure- und hitzebeständige austenitische Stähle. Ebenso für hochfeste und kurzspanende Stähle ab ca. 900 N/mm² (Wälzlagerstähle). Bedingt für Sonderlegierungen wie Hastelloy, Inconel, Nimonic usw.
Oberfl äche
Typ S
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 94 27.10.2008 10:30:47 Uhr
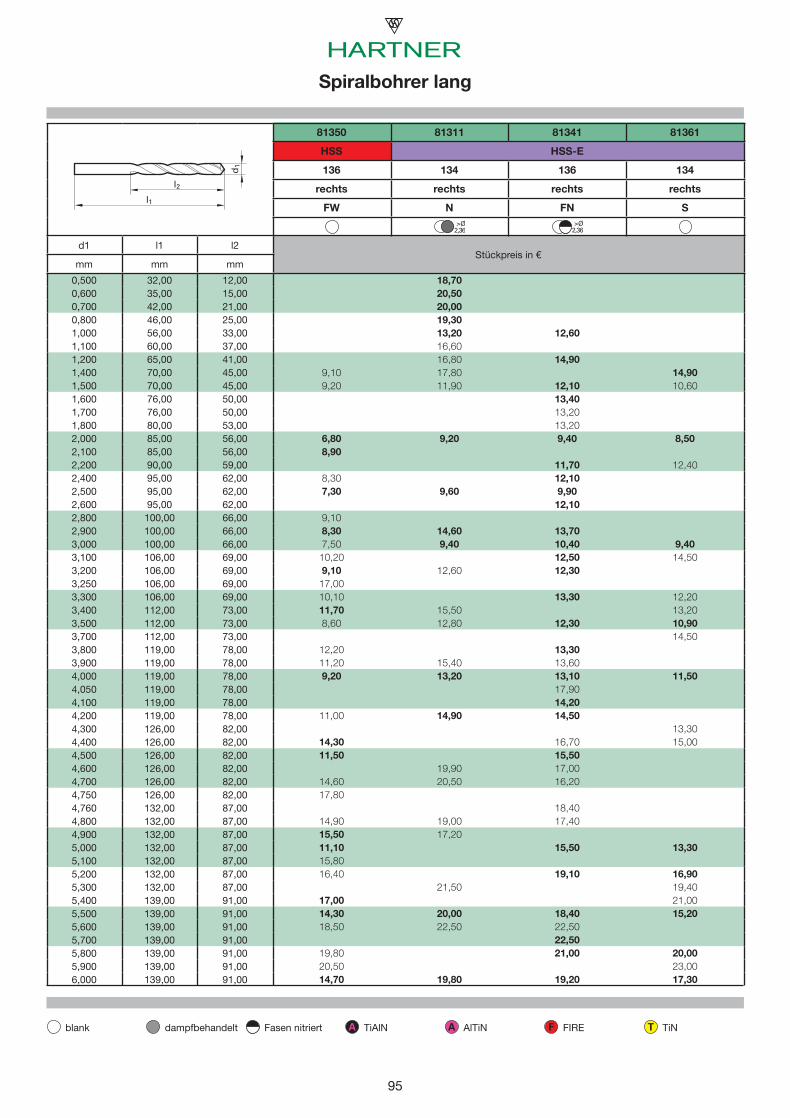
95
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36
25
A A F T
>Ø2,36
>Ø2,36
T
81350 81311 81341 81361
HSS HSS-E
136 134 136 134
rechts rechts rechts rechts
FW N FN S
d1 l1 l2Stückpreis in €
mm mm mm
0,500 32,00 12,000,600 35,00 15,000,700 42,00 21,000,800 46,00 25,001,000 56,00 33,001,100 60,00 37,001,200 65,00 41,001,400 70,00 45,001,500 70,00 45,001,600 76,00 50,001,700 76,00 50,001,800 80,00 53,002,000 85,00 56,002,100 85,00 56,002,200 90,00 59,002,400 95,00 62,002,500 95,00 62,002,600 95,00 62,002,800 100,00 66,002,900 100,00 66,003,000 100,00 66,003,100 106,00 69,003,200 106,00 69,003,250 106,00 69,003,300 106,00 69,003,400 112,00 73,003,500 112,00 73,003,700 112,00 73,003,800 119,00 78,003,900 119,00 78,004,000 119,00 78,004,050 119,00 78,004,100 119,00 78,004,200 119,00 78,004,300 126,00 82,004,400 126,00 82,004,500 126,00 82,004,600 126,00 82,004,700 126,00 82,004,750 126,00 82,004,760 132,00 87,004,800 132,00 87,004,900 132,00 87,005,000 132,00 87,005,100 132,00 87,005,200 132,00 87,005,300 132,00 87,005,400 139,00 91,005,500 139,00 91,005,600 139,00 91,005,700 139,00 91,005,800 139,00 91,005,900 139,00 91,006,000 139,00 91,00
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 81410
Norm DIN 1869
Schneidstoff HSSSpiralbohrer für extrem tiefe Bohrungen (nicht für Ölbohrungen in Kurbelwellen - hierfür Sonderbohrer). Die Schnittbedingungen (Schnittgeschwindigkeit, Vorschub) müssen der Stabilität des Bohrers Rechnung tragen. Eine häufi ge Spanentleerung ist ebenso wichtig wie genügend Kühlung. Die erzielbare Bohrleistung wird sehr positiv beeinfl usst durch einen leicht außermittigen Spitzenanschliff (sofern die Bohrlochtoleranz dies erlaubt).
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 81440
Norm DIN 1869
Schneidstoff HSSStabiler Spezialbohrer zum Bohren extrem tiefer Löcher unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrer-spitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähnliche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84425
Norm DIN 1869
Schneidstoff HSSStabiler Spezialbohrer zum Bohren extrem tiefer Löcher unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrer-spitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähnliche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 81450
Norm DIN 1869
Schneidstoff HSSSpezialbohrer für tiefe Bohrungen in weichen und langspanenden Werkstoffen mit einer max. Festigkeit von 500 N/mm² wie Automaten-Weichstähle, Alumi-nium, Aluminium-Legierungen (langspanend), Zink, Hütten-Kupfer, Silumin, Elektron, Zamak, Argalium, Kunststoffe (weich) und Holz.
Oberfl äche
Typ FW
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Spiralbohrer überlang, Reihe 1
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
18,7020,5020,0019,3013,20 12,6016,6016,80 14,90
9,10 17,80 14,909,20 11,90 12,10 10,60
13,4013,2013,20
6,80 9,20 9,40 8,508,90
11,70 12,408,30 12,107,30 9,60 9,90
12,109,108,30 14,60 13,707,50 9,40 10,40 9,4010,20 12,50 14,509,10 12,60 12,30
17,0010,10 13,30 12,2011,70 15,50 13,208,60 12,80 12,30 10,90
14,5012,20 13,3011,20 15,40 13,609,20 13,20 13,10 11,50
17,9014,20
11,00 14,90 14,5013,30
14,30 16,70 15,0011,50 15,50
19,90 17,0014,60 20,50 16,2017,80
18,4014,90 19,00 17,4015,50 17,2011,10 15,50 13,3015,8016,40 19,10 16,90
21,50 19,4017,00 21,0014,30 20,00 18,40 15,2018,50 22,50 22,50
22,5019,80 21,00 20,0020,50 23,0014,70 19,80 19,20 17,30
01_Bohren_ZS.indb 95 27.10.2008 10:30:51 Uhr
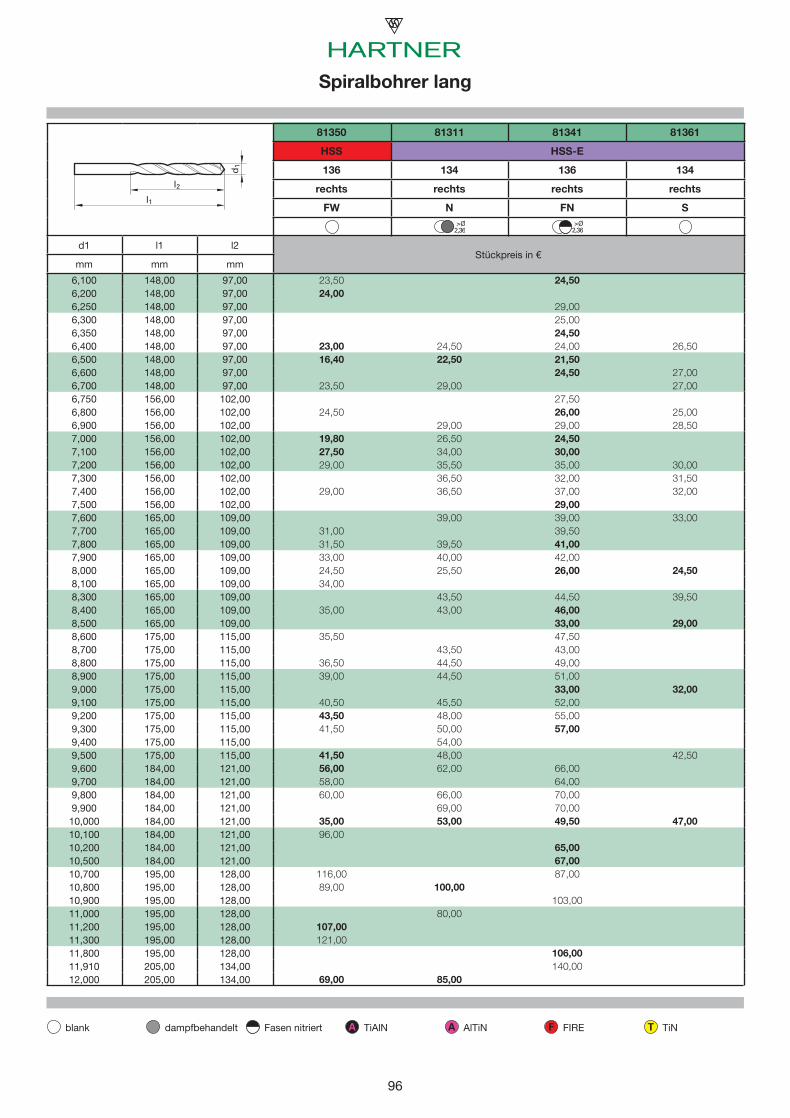
96
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36
81350 81311 81341 81361
HSS HSS-E
136 134 136 134
rechts rechts rechts rechts
FW N FN S
d1 l1 l2Stückpreis in €
mm mm mm
6,100 148,00 97,006,200 148,00 97,006,250 148,00 97,006,300 148,00 97,006,350 148,00 97,006,400 148,00 97,006,500 148,00 97,006,600 148,00 97,006,700 148,00 97,006,750 156,00 102,006,800 156,00 102,006,900 156,00 102,007,000 156,00 102,007,100 156,00 102,007,200 156,00 102,007,300 156,00 102,007,400 156,00 102,007,500 156,00 102,007,600 165,00 109,007,700 165,00 109,007,800 165,00 109,007,900 165,00 109,008,000 165,00 109,008,100 165,00 109,008,300 165,00 109,008,400 165,00 109,008,500 165,00 109,008,600 175,00 115,008,700 175,00 115,008,800 175,00 115,008,900 175,00 115,009,000 175,00 115,009,100 175,00 115,009,200 175,00 115,009,300 175,00 115,009,400 175,00 115,009,500 175,00 115,009,600 184,00 121,009,700 184,00 121,009,800 184,00 121,009,900 184,00 121,0010,000 184,00 121,0010,100 184,00 121,0010,200 184,00 121,0010,500 184,00 121,0010,700 195,00 128,0010,800 195,00 128,0010,900 195,00 128,0011,000 195,00 128,0011,200 195,00 128,0011,300 195,00 128,0011,800 195,00 128,0011,910 205,00 134,0012,000 205,00 134,00
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
23,50 24,5024,00
29,0025,0024,50
23,00 24,50 24,00 26,5016,40 22,50 21,50
24,50 27,0023,50 29,00 27,00
27,5024,50 26,00 25,00
29,00 29,00 28,5019,80 26,50 24,5027,50 34,00 30,0029,00 35,50 35,00 30,00
36,50 32,00 31,5029,00 36,50 37,00 32,00
29,0039,00 39,00 33,00
31,00 39,5031,50 39,50 41,0033,00 40,00 42,0024,50 25,50 26,00 24,5034,00
43,50 44,50 39,5035,00 43,00 46,00
33,00 29,0035,50 47,50
43,50 43,0036,50 44,50 49,0039,00 44,50 51,00
33,00 32,0040,50 45,50 52,0043,50 48,00 55,0041,50 50,00 57,00
54,0041,50 48,00 42,5056,00 62,00 66,0058,00 64,0060,00 66,00 70,00
69,00 70,0035,00 53,00 49,50 47,0096,00
65,0067,00
116,00 87,0089,00 100,00
103,0080,00
107,00121,00
106,00140,00
69,00 85,00
01_Bohren_ZS.indb 96 27.10.2008 10:30:53 Uhr
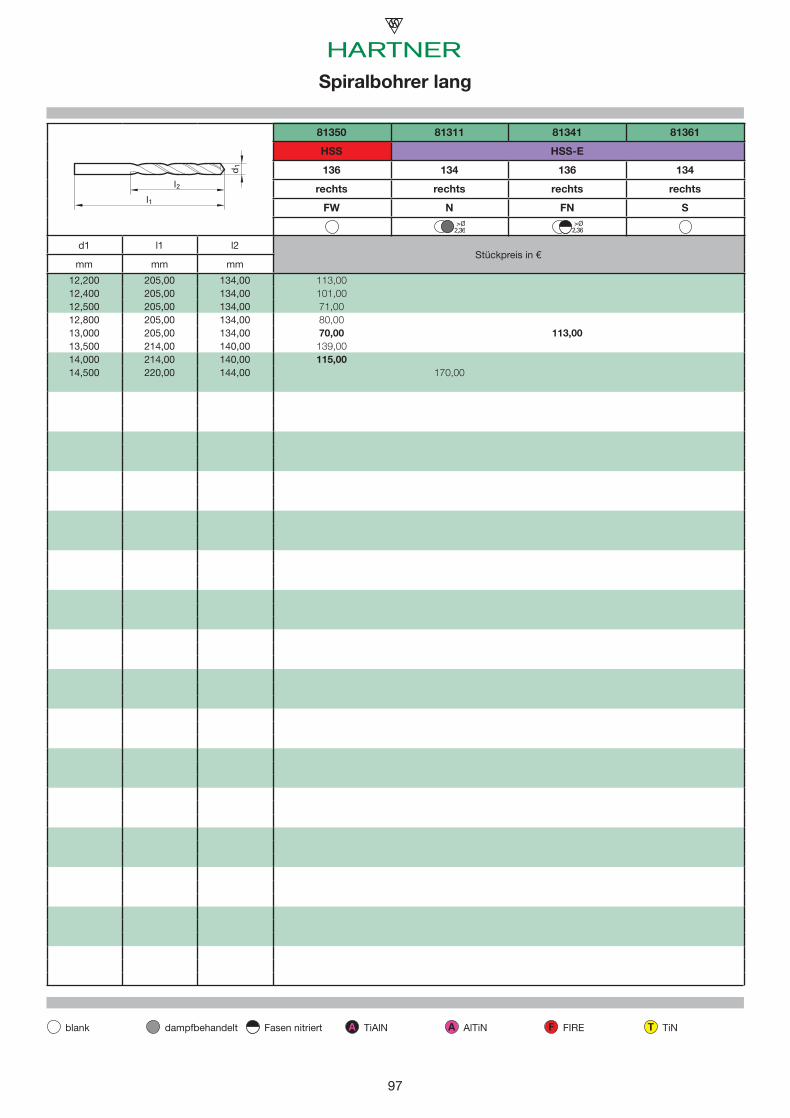
97
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36
81350 81311 81341 81361
HSS HSS-E
136 134 136 134
rechts rechts rechts rechts
FW N FN S
d1 l1 l2Stückpreis in €
mm mm mm
12,200 205,00 134,0012,400 205,00 134,0012,500 205,00 134,0012,800 205,00 134,0013,000 205,00 134,0013,500 214,00 140,0014,000 214,00 140,0014,500 220,00 144,00
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
113,00101,0071,0080,0070,00 113,00139,00115,00
170,00
01_Bohren_ZS.indb 97 27.10.2008 10:31:00 Uhr
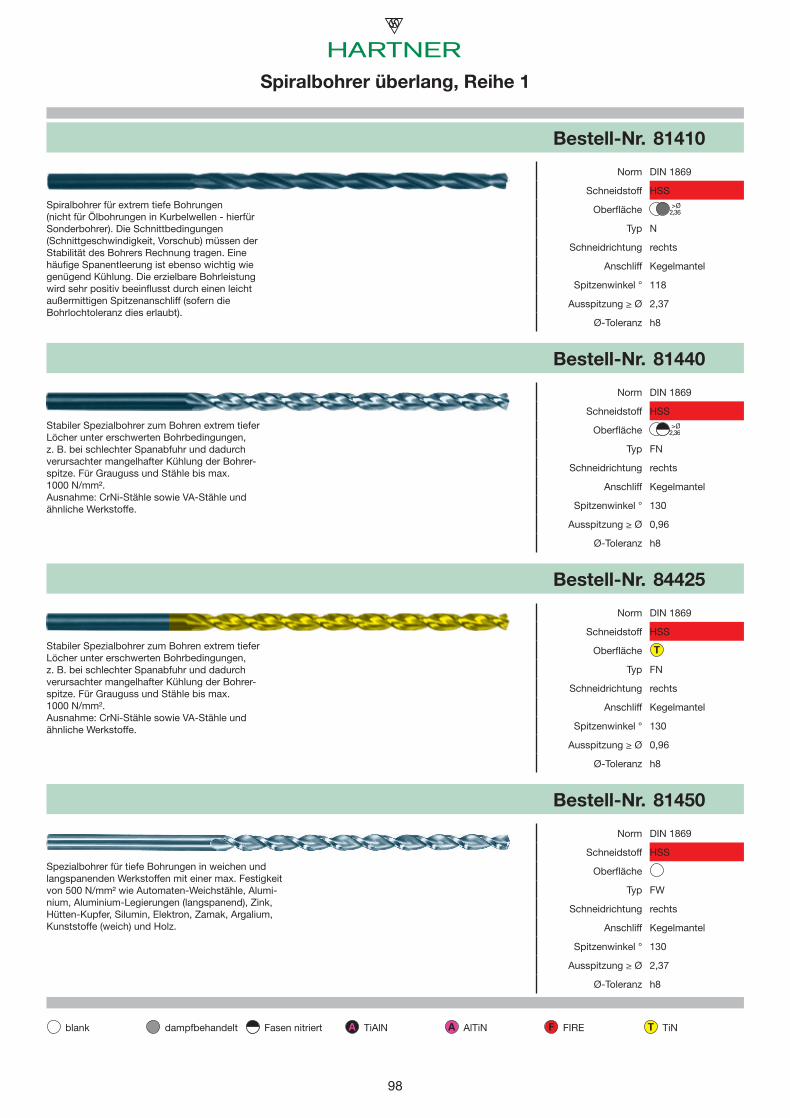
9825
A A F T
>Ø2,36
>Ø2,36
T
Bestell-Nr. 81410
Norm DIN 1869
Schneidstoff HSSSpiralbohrer für extrem tiefe Bohrungen (nicht für Ölbohrungen in Kurbelwellen - hierfür Sonderbohrer). Die Schnittbedingungen (Schnittgeschwindigkeit, Vorschub) müssen der Stabilität des Bohrers Rechnung tragen. Eine häufi ge Spanentleerung ist ebenso wichtig wie genügend Kühlung. Die erzielbare Bohrleistung wird sehr positiv beeinfl usst durch einen leicht außermittigen Spitzenanschliff (sofern die Bohrlochtoleranz dies erlaubt).
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 81440
Norm DIN 1869
Schneidstoff HSSStabiler Spezialbohrer zum Bohren extrem tiefer Löcher unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrer-spitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähnliche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84425
Norm DIN 1869
Schneidstoff HSSStabiler Spezialbohrer zum Bohren extrem tiefer Löcher unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrer-spitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähnliche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 81450
Norm DIN 1869
Schneidstoff HSSSpezialbohrer für tiefe Bohrungen in weichen und langspanenden Werkstoffen mit einer max. Festigkeit von 500 N/mm² wie Automaten-Weichstähle, Alumi-nium, Aluminium-Legierungen (langspanend), Zink, Hütten-Kupfer, Silumin, Elektron, Zamak, Argalium, Kunststoffe (weich) und Holz.
Oberfl äche
Typ FW
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Spiralbohrer überlang, Reihe 1
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 98 27.10.2008 10:31:07 Uhr
9926
A A F T
Bestell-Nr. 81441
hoher Festigkeit, Grauguss, Temperguss, Sphäroguss usw.
Norm DIN 1869
Schneidstoff HSS-ESpiralbohrer mit ausgeprägter Warmhärte-beständigkeit und großem Spanraum. Zum Bohren von extrem tiefen Löchern unter erschwerten Bedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze, also bei hoher thermischer Beanspruchung (nicht für Ölbohrungen in Kurbelwellen - hierfür Sonderbohrer). Für Stähle und Stahlguss
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer überlang, Reihe 1
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 99 27.10.2008 10:31:07 Uhr
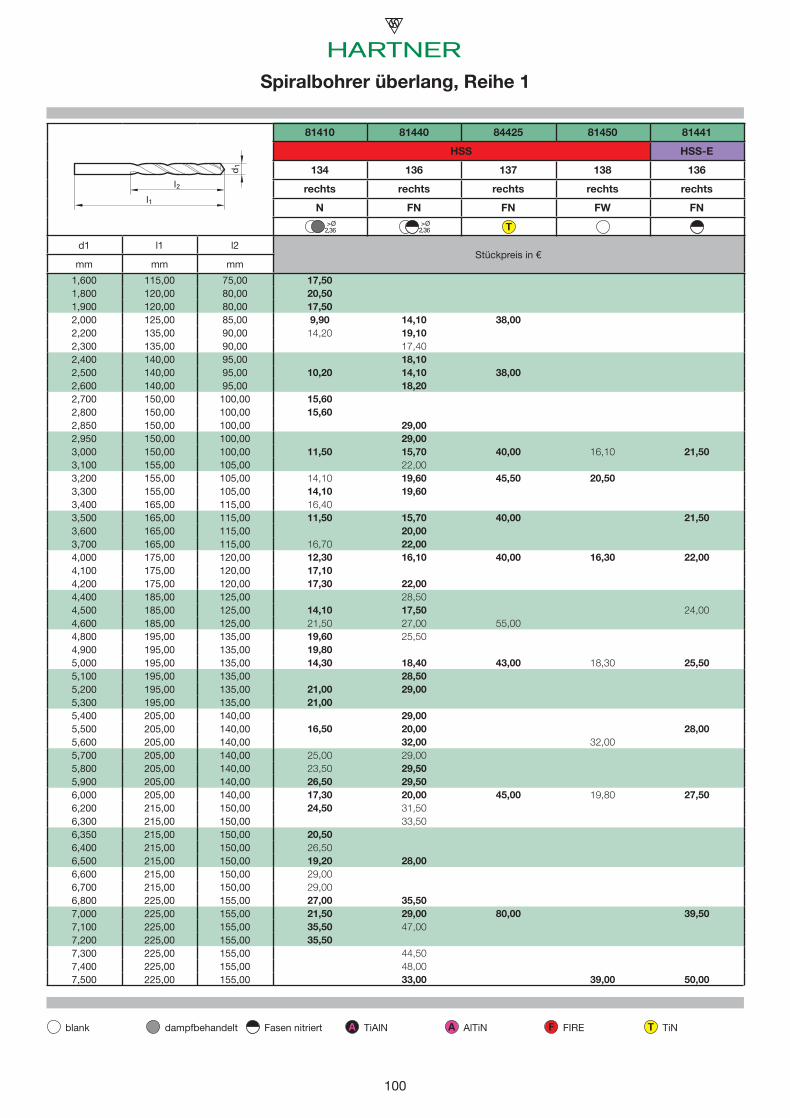
100
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T
81410 81440 84425 81450 81441
HSS HSS-E
134 136 137 138 136
rechts rechts rechts rechts rechts
N FN FN FW FN
d1 l1 l2Stückpreis in €
mm mm mm
1,600 115,00 75,001,800 120,00 80,001,900 120,00 80,002,000 125,00 85,002,200 135,00 90,002,300 135,00 90,002,400 140,00 95,002,500 140,00 95,002,600 140,00 95,002,700 150,00 100,002,800 150,00 100,002,850 150,00 100,002,950 150,00 100,003,000 150,00 100,003,100 155,00 105,003,200 155,00 105,003,300 155,00 105,003,400 165,00 115,003,500 165,00 115,003,600 165,00 115,003,700 165,00 115,004,000 175,00 120,004,100 175,00 120,004,200 175,00 120,004,400 185,00 125,004,500 185,00 125,004,600 185,00 125,004,800 195,00 135,004,900 195,00 135,005,000 195,00 135,005,100 195,00 135,005,200 195,00 135,005,300 195,00 135,005,400 205,00 140,005,500 205,00 140,005,600 205,00 140,005,700 205,00 140,005,800 205,00 140,005,900 205,00 140,006,000 205,00 140,006,200 215,00 150,006,300 215,00 150,006,350 215,00 150,006,400 215,00 150,006,500 215,00 150,006,600 215,00 150,006,700 215,00 150,006,800 225,00 155,007,000 225,00 155,007,100 225,00 155,007,200 225,00 155,007,300 225,00 155,007,400 225,00 155,007,500 225,00 155,00
Spiralbohrer überlang, Reihe 1
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
17,5020,5017,509,90 14,10 38,00
14,20 19,1017,4018,10
10,20 14,10 38,0018,20
15,6015,60
29,0029,00
11,50 15,70 40,00 16,10 21,5022,00
14,10 19,60 45,50 20,5014,10 19,6016,4011,50 15,70 40,00 21,50
20,0016,70 22,0012,30 16,10 40,00 16,30 22,0017,1017,30 22,00
28,5014,10 17,50 24,0021,50 27,00 55,0019,60 25,5019,8014,30 18,40 43,00 18,30 25,50
28,5021,00 29,0021,00
29,0016,50 20,00 28,00
32,00 32,0025,00 29,0023,50 29,5026,50 29,5017,30 20,00 45,00 19,80 27,5024,50 31,50
33,5020,5026,5019,20 28,0029,0029,0027,00 35,5021,50 29,00 80,00 39,5035,50 47,0035,50
44,5048,0033,00 39,00 50,00
01_Bohren_ZS.indb 100 27.10.2008 10:31:11 Uhr
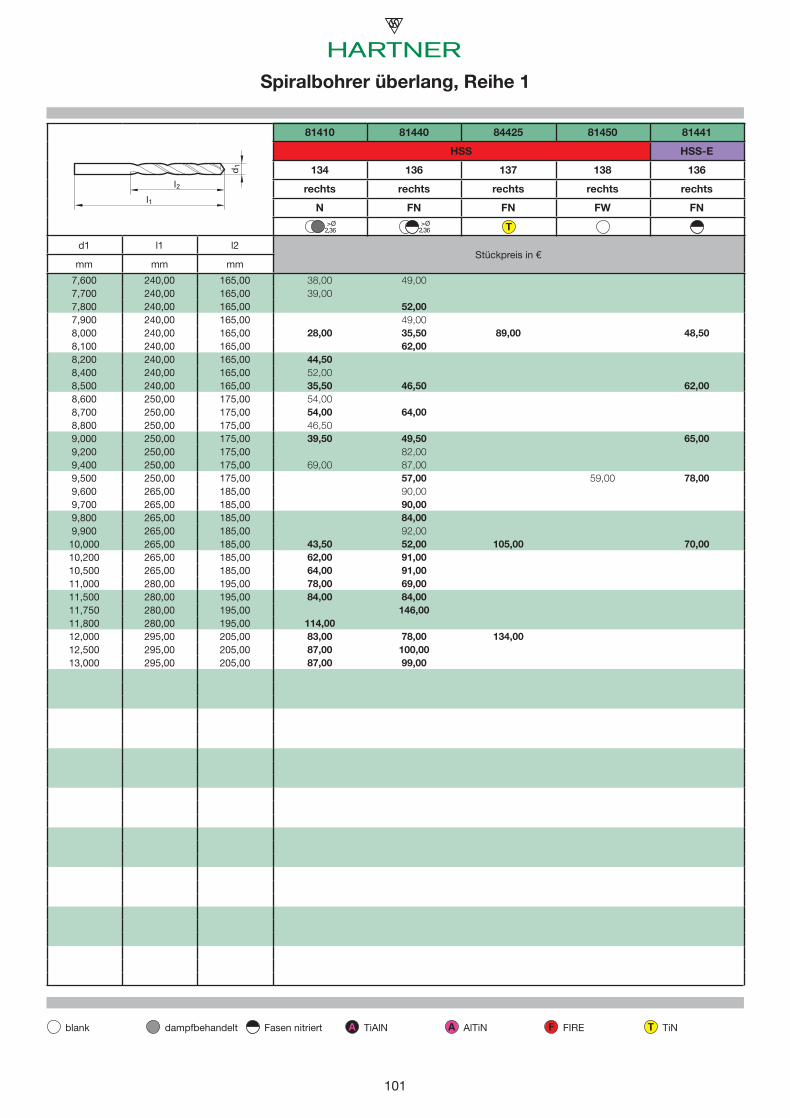
101
A A F T
l1
d1
l2
>Ø2,36
>Ø2,36 T
81410 81440 84425 81450 81441
HSS HSS-E
134 136 137 138 136
rechts rechts rechts rechts rechts
N FN FN FW FN
d1 l1 l2Stückpreis in €
mm mm mm
7,600 240,00 165,007,700 240,00 165,007,800 240,00 165,007,900 240,00 165,008,000 240,00 165,008,100 240,00 165,008,200 240,00 165,008,400 240,00 165,008,500 240,00 165,008,600 250,00 175,008,700 250,00 175,008,800 250,00 175,009,000 250,00 175,009,200 250,00 175,009,400 250,00 175,009,500 250,00 175,009,600 265,00 185,009,700 265,00 185,009,800 265,00 185,009,900 265,00 185,0010,000 265,00 185,0010,200 265,00 185,0010,500 265,00 185,0011,000 280,00 195,0011,500 280,00 195,0011,750 280,00 195,0011,800 280,00 195,0012,000 295,00 205,0012,500 295,00 205,0013,000 295,00 205,00
Spiralbohrer überlang, Reihe 1
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
38,00 49,0039,00
52,0049,00
28,00 35,50 89,00 48,5062,00
44,5052,0035,50 46,50 62,0054,0054,00 64,0046,5039,50 49,50 65,00
82,0069,00 87,00
57,00 59,00 78,0090,0090,0084,0092,00
43,50 52,00 105,00 70,0062,00 91,0064,00 91,0078,00 69,0084,00 84,00
146,00114,0083,00 78,00 134,0087,00 100,0087,00 99,00
01_Bohren_ZS.indb 101 27.10.2008 10:31:13 Uhr
10227
A A F T
T
Bestell-Nr. 81510
Norm DIN 1869
Schneidstoff HSSSpiralbohrer für extrem tiefe Bohrungen (nicht für Ölbohrungen in Kurbelwellen - hierfür Sonderbohrer). Die Schnittbedingungen (Schnittgeschwindigkeit, Vorschub) müssen der Stabilität des Bohrers Rechnung tragen. Eine häufi ge Spanentleerung ist ebenso wichtig wie genügend Kühlung. Die erzielbare Bohrleistung wird sehr positiv beeinfl usst durch einen leicht außermittigen Spitzenanschliff (sofern die Bohrlochtoleranz dies erlaubt).
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 81540
Norm DIN 1869
Schneidstoff HSSStabiler Spezialbohrer zum Bohren extrem tiefer Löcher unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrer-spitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähnliche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 84426
Norm DIN 1869
Schneidstoff HSSStabiler Spezialbohrer zum Bohren extrem tiefer Löcher unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrer-spitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähnliche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 81541
Stähle und Stahlguss hoher Festigkeit, Grauguss, Temperguss, Sphäroguss usw.
Norm DIN 1869
Schneidstoff HSS-ESpiralbohrer mit ausgeprägter Warmhärtebeständig-keit und großem Spanraum. Zum Bohren von extrem tiefen Löchern unter erschwerten Bedingungen, z. B. bei schlechter Spanabfuhr und dadurch verurs-achter mangelhafter Kühlung der Bohrerspitze, also bei hoher thermischer Beanspruchung (nicht für Ölbohrungen in Kurbelwellen - hierfür Sonderbohrer). Für Stähle und Stahlguss hoher Festigkeit, Grauguss, Temperguss, Sphäroguss usw.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer überlang, Reihe 2
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 102 27.10.2008 10:31:15 Uhr
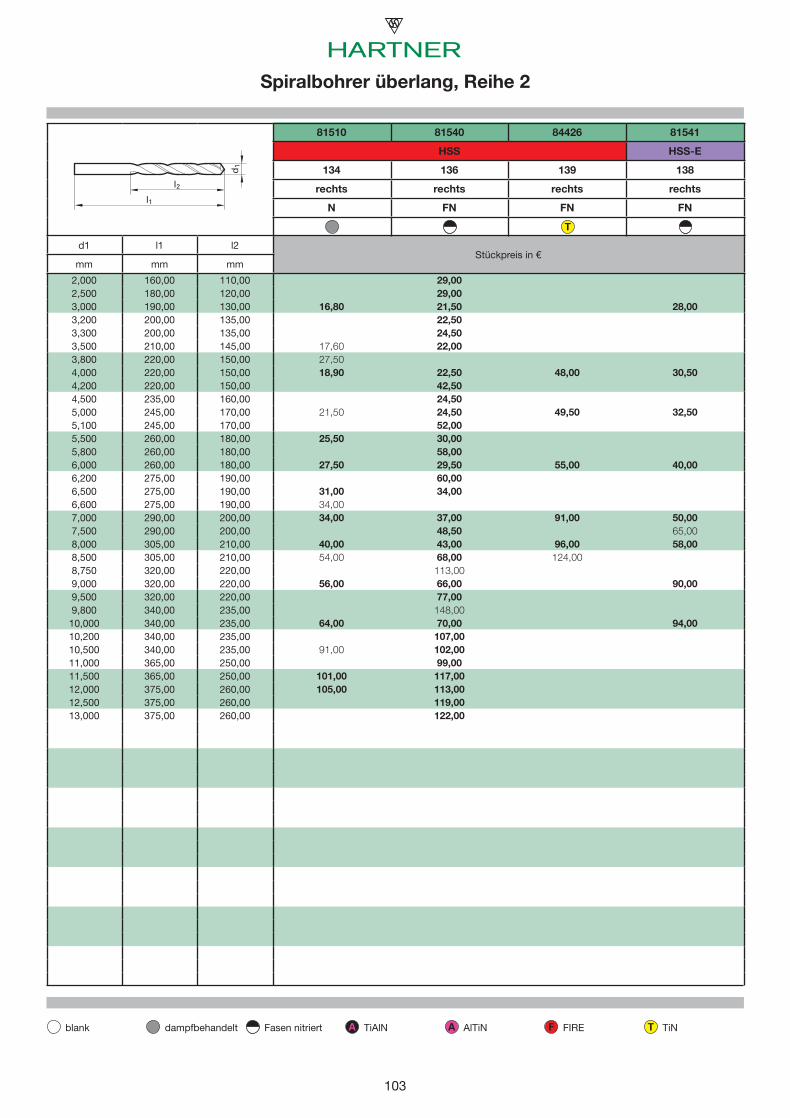
103
A A F T
l1
d1
l2
T
81510 81540 84426 81541
HSS HSS-E
134 136 139 138
rechts rechts rechts rechts
N FN FN FN
d1 l1 l2Stückpreis in €
mm mm mm
2,000 160,00 110,002,500 180,00 120,003,000 190,00 130,003,200 200,00 135,003,300 200,00 135,003,500 210,00 145,003,800 220,00 150,004,000 220,00 150,004,200 220,00 150,004,500 235,00 160,005,000 245,00 170,005,100 245,00 170,005,500 260,00 180,005,800 260,00 180,006,000 260,00 180,006,200 275,00 190,006,500 275,00 190,006,600 275,00 190,007,000 290,00 200,007,500 290,00 200,008,000 305,00 210,008,500 305,00 210,008,750 320,00 220,009,000 320,00 220,009,500 320,00 220,009,800 340,00 235,0010,000 340,00 235,0010,200 340,00 235,0010,500 340,00 235,0011,000 365,00 250,0011,500 365,00 250,0012,000 375,00 260,0012,500 375,00 260,0013,000 375,00 260,00
Spiralbohrer überlang, Reihe 2
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
29,0029,00
16,80 21,50 28,0022,5024,50
17,60 22,0027,5018,90 22,50 48,00 30,50
42,5024,50
21,50 24,50 49,50 32,5052,00
25,50 30,0058,00
27,50 29,50 55,00 40,0060,00
31,00 34,0034,0034,00 37,00 91,00 50,00
48,50 65,0040,00 43,00 96,00 58,0054,00 68,00 124,00
113,0056,00 66,00 90,00
77,00148,00
64,00 70,00 94,00107,00
91,00 102,0099,00
101,00 117,00105,00 113,00
119,00122,00
01_Bohren_ZS.indb 103 27.10.2008 10:31:18 Uhr
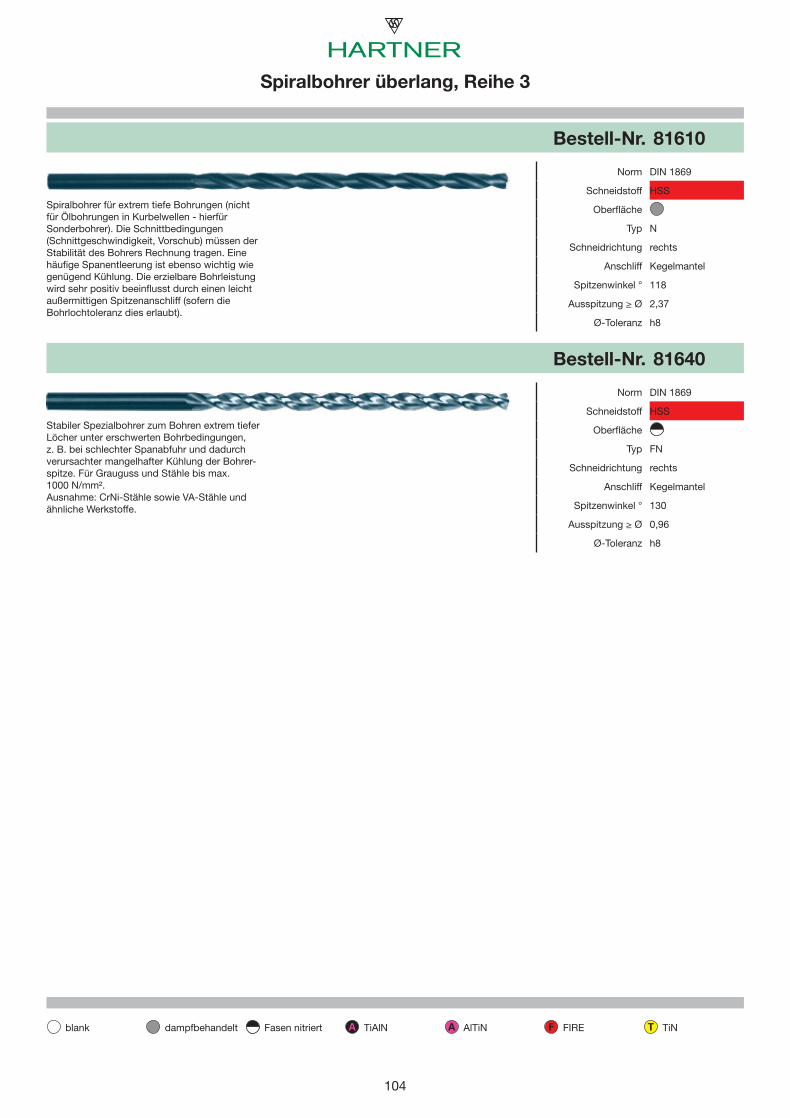
10428
A A F T
Bestell-Nr. 81610
Norm DIN 1869
Schneidstoff HSSSpiralbohrer für extrem tiefe Bohrungen (nicht für Ölbohrungen in Kurbelwellen - hierfür Sonderbohrer). Die Schnittbedingungen (Schnittgeschwindigkeit, Vorschub) müssen der Stabilität des Bohrers Rechnung tragen. Eine häufi ge Spanentleerung ist ebenso wichtig wie genügend Kühlung. Die erzielbare Bohrleistung wird sehr positiv beeinfl usst durch einen leicht außermittigen Spitzenanschliff (sofern die Bohrlochtoleranz dies erlaubt).
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 81640
Norm DIN 1869
Schneidstoff HSSStabiler Spezialbohrer zum Bohren extrem tiefer Löcher unter erschwerten Bohrbedingungen, z. B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrer-spitze. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähnliche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer überlang, Reihe 3
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 104 27.10.2008 10:31:19 Uhr
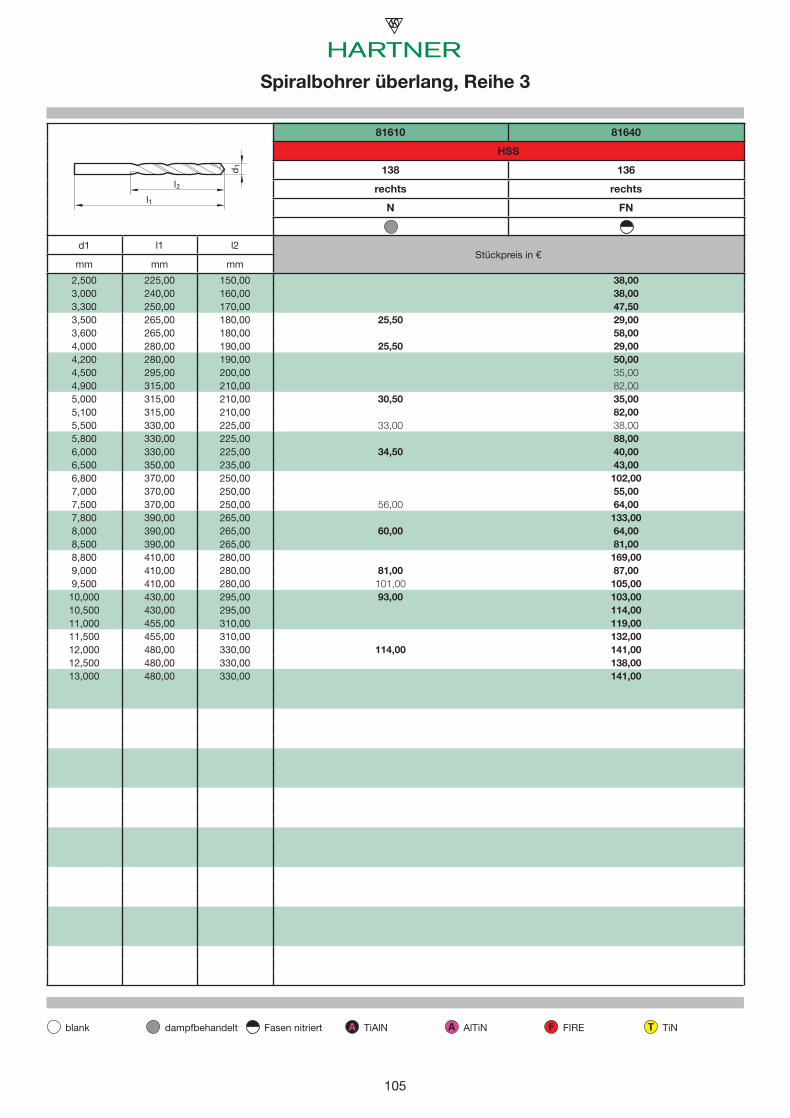
105
A A F T
l1
d1
l2
29
A A F T
81610 81640
HSS
138 136
rechts rechts
N FN
d1 l1 l2Stückpreis in €
mm mm mm
2,500 225,00 150,003,000 240,00 160,003,300 250,00 170,003,500 265,00 180,003,600 265,00 180,004,000 280,00 190,004,200 280,00 190,004,500 295,00 200,004,900 315,00 210,005,000 315,00 210,005,100 315,00 210,005,500 330,00 225,005,800 330,00 225,006,000 330,00 225,006,500 350,00 235,006,800 370,00 250,007,000 370,00 250,007,500 370,00 250,007,800 390,00 265,008,000 390,00 265,008,500 390,00 265,008,800 410,00 280,009,000 410,00 280,009,500 410,00 280,0010,000 430,00 295,0010,500 430,00 295,0011,000 455,00 310,0011,500 455,00 310,0012,000 480,00 330,0012,500 480,00 330,0013,000 480,00 330,00
Spiralbohrer überlang, Reihe 3
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 81740
Norm Werksnorm
Schneidstoff HSSBesonders langer, stabiler Bohrer. Speziell entwi-ckelt für extrem tiefe Löcher, z. B. für Kühlkanäle in Gießformen. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähnliche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
38,0038,0047,50
25,50 29,0058,00
25,50 29,0050,0035,0082,00
30,50 35,0082,00
33,00 38,0088,00
34,50 40,0043,00102,0055,00
56,00 64,00133,00
60,00 64,0081,00169,00
81,00 87,00101,00 105,0093,00 103,00
114,00119,00132,00
114,00 141,00138,00141,00
01_Bohren_ZS.indb 105 27.10.2008 10:31:21 Uhr

10629
A A F T
Bestell-Nr. 81740
Norm Werksnorm
Schneidstoff HSSBesonders langer, stabiler Bohrer. Speziell entwi-ckelt für extrem tiefe Löcher, z. B. für Kühlkanäle in Gießformen. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähnliche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 106 27.10.2008 10:31:23 Uhr
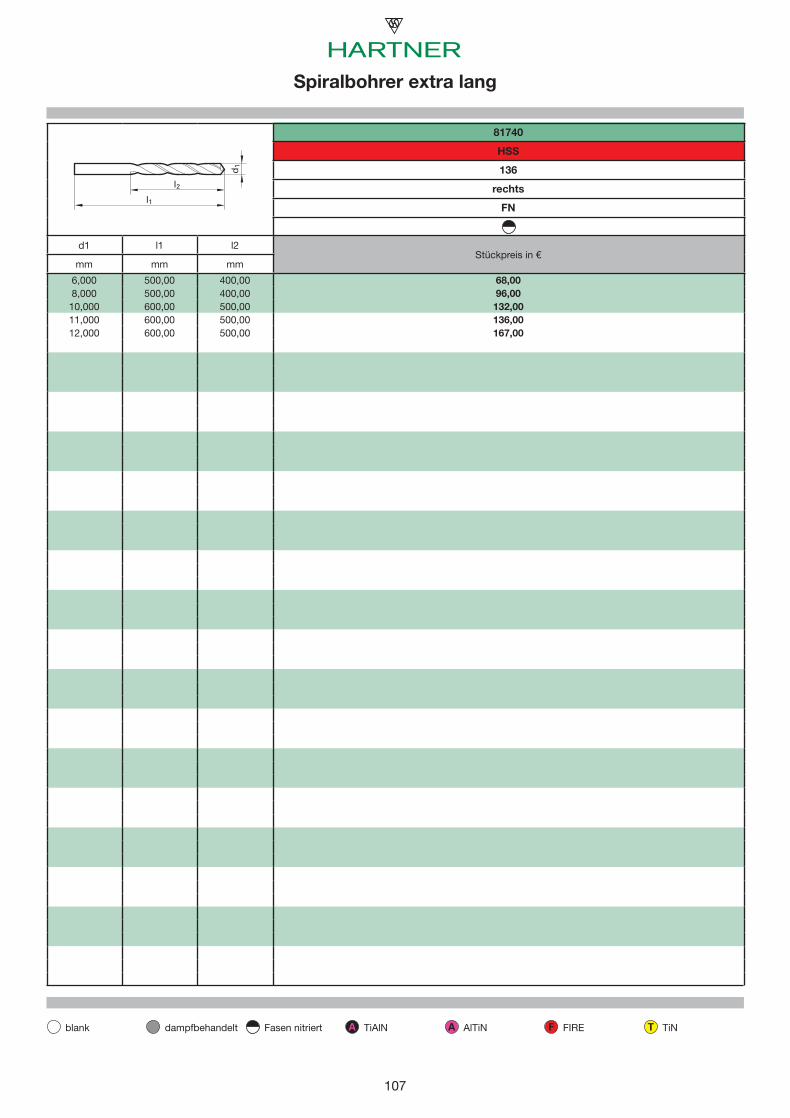
107
A A F T
l1
d1
l2
81740
HSS
136
rechts
FN
d1 l1 l2Stückpreis in €
mm mm mm
6,000 500,00 400,008,000 500,00 400,0010,000 600,00 500,0011,000 600,00 500,0012,000 600,00 500,00
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
68,0096,00132,00136,00167,00
01_Bohren_ZS.indb 107 27.10.2008 10:31:24 Uhr
10830
A A F T
Bestell-Nr. 81586
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für die Befestigungstechniken von Be-dachungs- und Wandverkleidungsprofi len. Besonders geeignet für den Metallbau zum Bohren von Hohlpro-fi len, dünnwandigen Rund-, Vierkant- und Recht-eckrohren, Fensterbauprofi len usw. Zum Bohren von Stahl und Stahlprofi lblechen, Aluminiumblechen, Zink-, Kupfer- und Messingblechen, Kunststoffplatten und Kunststoffprofi len.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 5,80
Ø-Toleranz h8
Bestell-Nr. 81587
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für die Befestigungstechniken von Be-dachungs- und Wandverkleidungsprofi len. Besonders geeignet für den Metallbau zum Bohren von Hohlpro-fi len, dünnwandigen Rund-, Vierkant- und Recht-eckrohren, Fensterbauprofi len usw. Zum Bohren von Stahl und Stahlprofi lblechen, Aluminiumblechen, Zink-, Kupfer- und Messingblechen, Kunststoffplatten und Kunststoffprofi len.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 5,80
Ø-Toleranz h8
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 108 27.10.2008 10:31:26 Uhr
109
A A F T
l1
d1
l2
31
A A F T
>Ø2,36
81586
HSS
138
rechts
N
d1 l1 l2Stückpreis in €
mm mm mm
5,800 60,00 30,00
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 81810
Norm DIN 1898
Schneidstoff HSSStiftlochbohrer für Kegelbohrungen zur Aufnahme von Kegelstiften nach DIN 1 und DIN 7978.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz
Stiftlochbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
6,10
01_Bohren_ZS.indb 109 27.10.2008 10:31:27 Uhr
110
A A F T
l1
d1
l2
30
A A F T
81587
HSS
138
rechts
N
d1 l1 l2Stückpreis in €
mm mm mm
5,800 75,00 30,00
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 81586
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für die Befestigungstechniken von Be-dachungs- und Wandverkleidungsprofi len. Besonders geeignet für den Metallbau zum Bohren von Hohlpro-fi len, dünnwandigen Rund-, Vierkant- und Recht-eckrohren, Fensterbauprofi len usw. Zum Bohren von Stahl und Stahlprofi lblechen, Aluminiumblechen, Zink-, Kupfer- und Messingblechen, Kunststoffplatten und Kunststoffprofi len.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 5,80
Ø-Toleranz h8
Bestell-Nr. 81587
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für die Befestigungstechniken von Be-dachungs- und Wandverkleidungsprofi len. Besonders geeignet für den Metallbau zum Bohren von Hohlpro-fi len, dünnwandigen Rund-, Vierkant- und Recht-eckrohren, Fensterbauprofi len usw. Zum Bohren von Stahl und Stahlprofi lblechen, Aluminiumblechen, Zink-, Kupfer- und Messingblechen, Kunststoffplatten und Kunststoffprofi len.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 5,80
Ø-Toleranz h8
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
6,30
01_Bohren_ZS.indb 110 27.10.2008 10:31:29 Uhr
11131
A A F T
>Ø2,36
Bestell-Nr. 81810
Norm DIN 1898
Schneidstoff HSSStiftlochbohrer für Kegelbohrungen zur Aufnahme von Kegelstiften nach DIN 1 und DIN 7978.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,00
Ø-Toleranz
Stiftlochbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 111 27.10.2008 10:31:29 Uhr
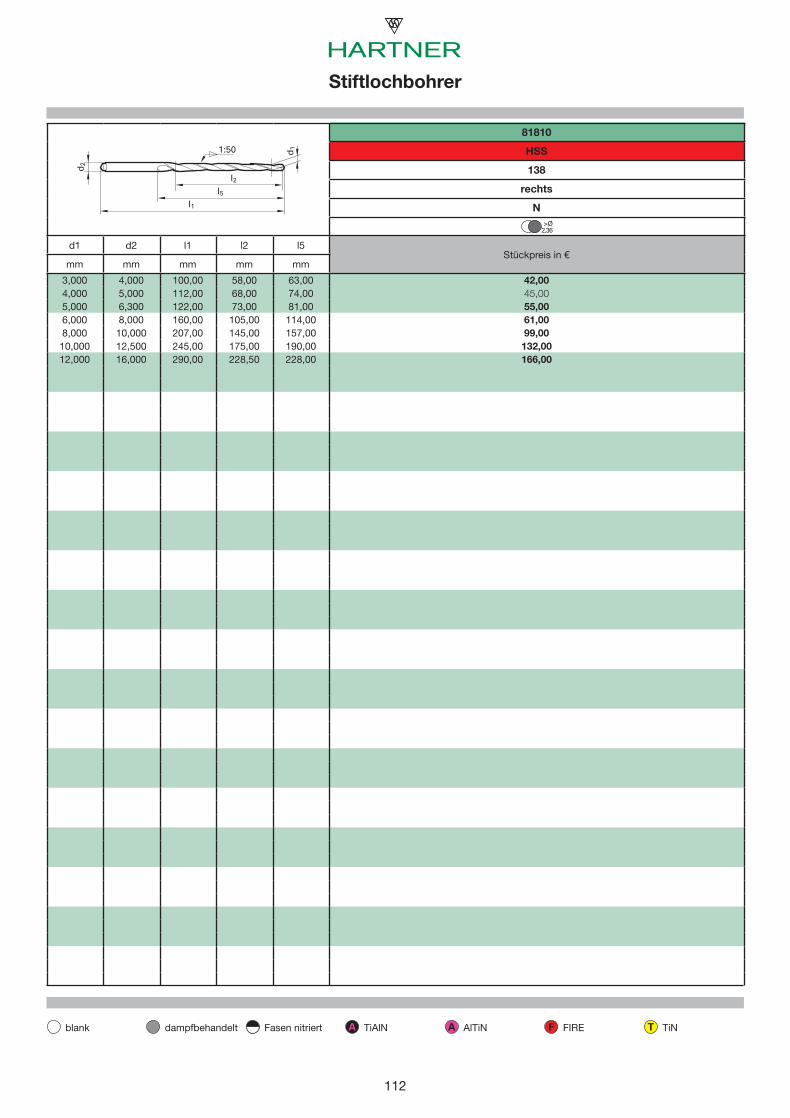
112
A A F T
l1
d1
l5
1:50
l2
d2
>Ø2,36
81810
HSS
138
rechts
N
d1 d2 l1 l2 l5Stückpreis in €
mm mm mm mm mm
3,000 4,000 100,00 58,00 63,004,000 5,000 112,00 68,00 74,005,000 6,300 122,00 73,00 81,006,000 8,000 160,00 105,00 114,008,000 10,000 207,00 145,00 157,00
10,000 12,500 245,00 175,00 190,0012,000 16,000 290,00 228,50 228,00
Stiftlochbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
42,0045,0055,0061,0099,00132,00166,00
01_Bohren_ZS.indb 112 27.10.2008 10:31:31 Uhr
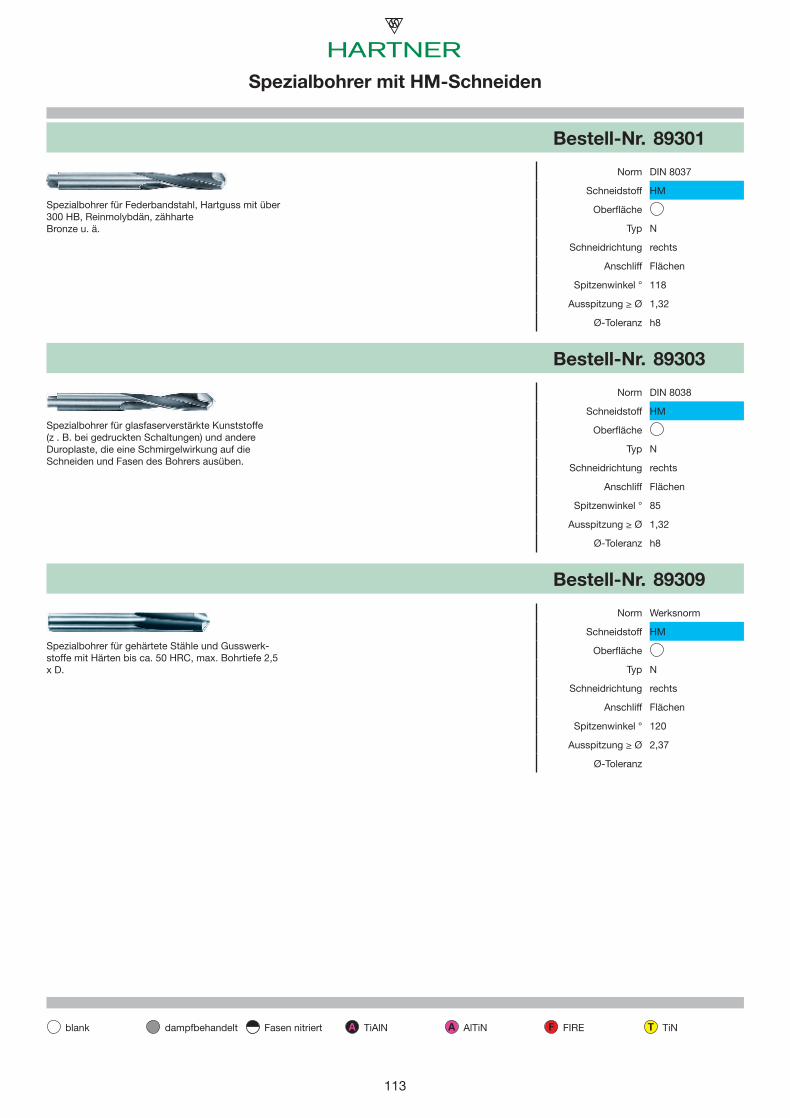
11332
A A F T
Bestell-Nr. 89301
Norm DIN 8037
Schneidstoff HMSpezialbohrer für Federbandstahl, Hartguss mit über 300 HB, Reinmolybdän, zähharte Bronze u. ä.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,32
Ø-Toleranz h8
Bestell-Nr. 89303
Norm DIN 8038
Schneidstoff HMSpezialbohrer für glasfaserverstärkte Kunststoffe (z . B. bei gedruckten Schaltungen) und andere Duroplaste, die eine Schmirgelwirkung auf die Schneiden und Fasen des Bohrers ausüben.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 85
Ausspitzung ≥ Ø 1,32
Ø-Toleranz h8
Bestell-Nr. 89309
Norm Werksnorm
Schneidstoff HMSpezialbohrer für gehärtete Stähle und Gusswerk-stoffe mit Härten bis ca. 50 HRC, max. Bohrtiefe 2,5 x D.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 120
Ausspitzung ≥ Ø 2,37
Ø-Toleranz
Spezialbohrer mit HM-Schneiden
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 113 27.10.2008 10:31:31 Uhr
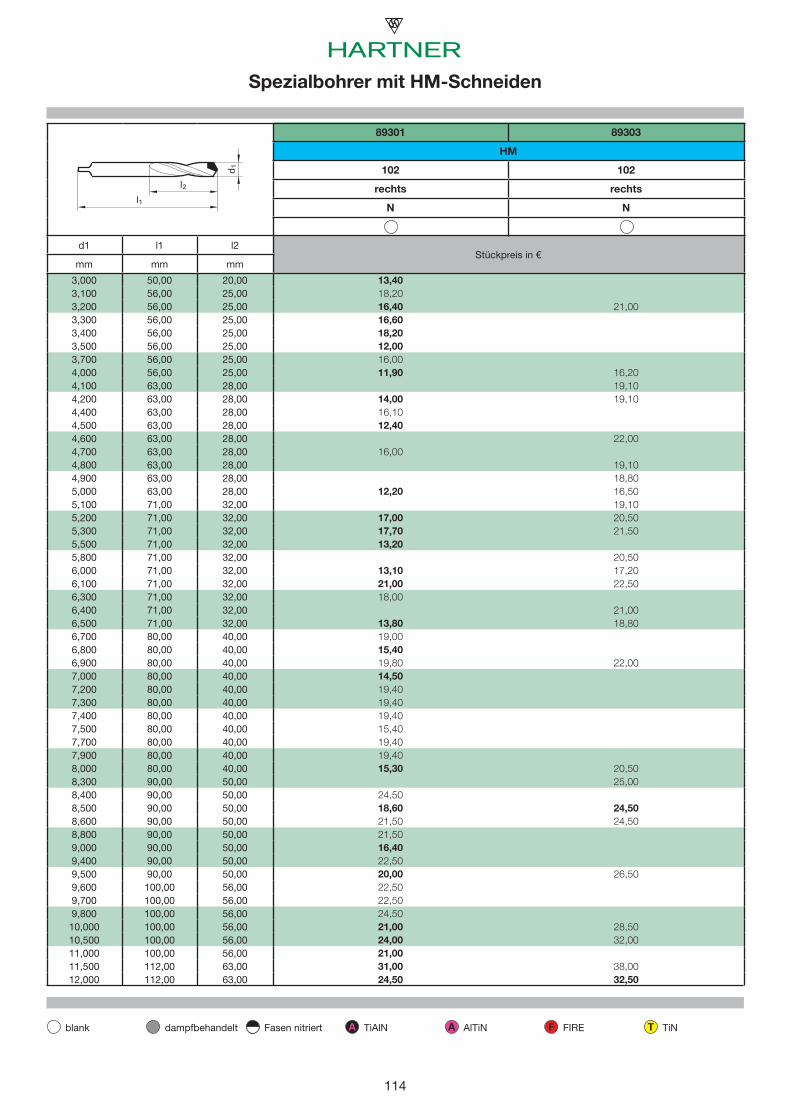
114
A A F T
l1
d1
l2
89301 89303
HM
102 102
rechts rechts
N N
d1 l1 l2Stückpreis in €
mm mm mm
3,000 50,00 20,003,100 56,00 25,003,200 56,00 25,003,300 56,00 25,003,400 56,00 25,003,500 56,00 25,003,700 56,00 25,004,000 56,00 25,004,100 63,00 28,004,200 63,00 28,004,400 63,00 28,004,500 63,00 28,004,600 63,00 28,004,700 63,00 28,004,800 63,00 28,004,900 63,00 28,005,000 63,00 28,005,100 71,00 32,005,200 71,00 32,005,300 71,00 32,005,500 71,00 32,005,800 71,00 32,006,000 71,00 32,006,100 71,00 32,006,300 71,00 32,006,400 71,00 32,006,500 71,00 32,006,700 80,00 40,006,800 80,00 40,006,900 80,00 40,007,000 80,00 40,007,200 80,00 40,007,300 80,00 40,007,400 80,00 40,007,500 80,00 40,007,700 80,00 40,007,900 80,00 40,008,000 80,00 40,008,300 90,00 50,008,400 90,00 50,008,500 90,00 50,008,600 90,00 50,008,800 90,00 50,009,000 90,00 50,009,400 90,00 50,009,500 90,00 50,009,600 100,00 56,009,700 100,00 56,009,800 100,00 56,0010,000 100,00 56,0010,500 100,00 56,0011,000 100,00 56,0011,500 112,00 63,0012,000 112,00 63,00
Spezialbohrer mit HM-Schneiden
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
13,4018,2016,40 21,0016,6018,2012,0016,0011,90 16,20
19,1014,00 19,1016,1012,40
22,0016,00
19,1018,80
12,20 16,5019,10
17,00 20,5017,70 21,5013,20
20,5013,10 17,2021,00 22,5018,00
21,0013,80 18,8019,0015,4019,80 22,0014,5019,4019,4019,4015,4019,4019,4015,30 20,50
25,0024,5018,60 24,5021,50 24,5021,5016,4022,5020,00 26,5022,5022,5024,5021,00 28,5024,00 32,0021,0031,00 38,0024,50 32,50
01_Bohren_ZS.indb 114 27.10.2008 10:31:34 Uhr
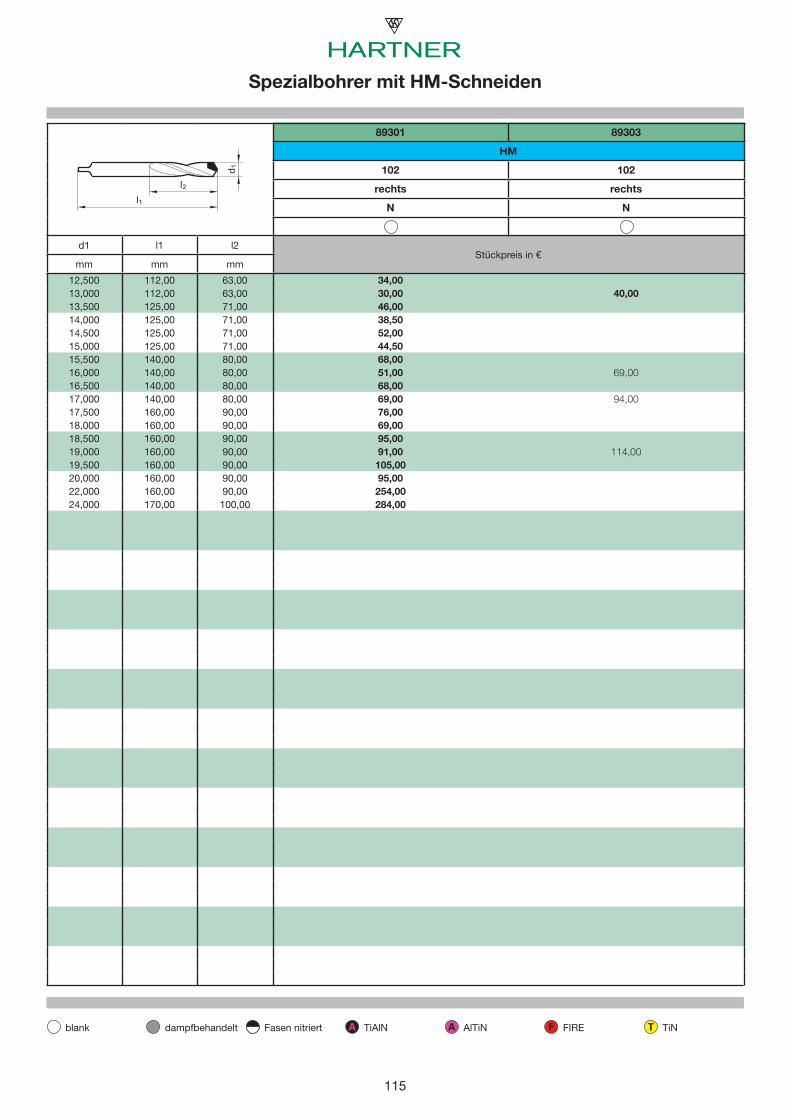
115
A A F T
l1
d1
l2
89301 89303
HM
102 102
rechts rechts
N N
d1 l1 l2Stückpreis in €
mm mm mm
12,500 112,00 63,0013,000 112,00 63,0013,500 125,00 71,0014,000 125,00 71,0014,500 125,00 71,0015,000 125,00 71,0015,500 140,00 80,0016,000 140,00 80,0016,500 140,00 80,0017,000 140,00 80,0017,500 160,00 90,0018,000 160,00 90,0018,500 160,00 90,0019,000 160,00 90,0019,500 160,00 90,0020,000 160,00 90,0022,000 160,00 90,0024,000 170,00 100,00
Spezialbohrer mit HM-Schneiden
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
34,0030,00 40,0046,0038,5052,0044,5068,0051,00 69,0068,0069,00 94,0076,0069,0095,0091,00 114,00105,0095,00254,00284,00
01_Bohren_ZS.indb 115 27.10.2008 10:31:34 Uhr
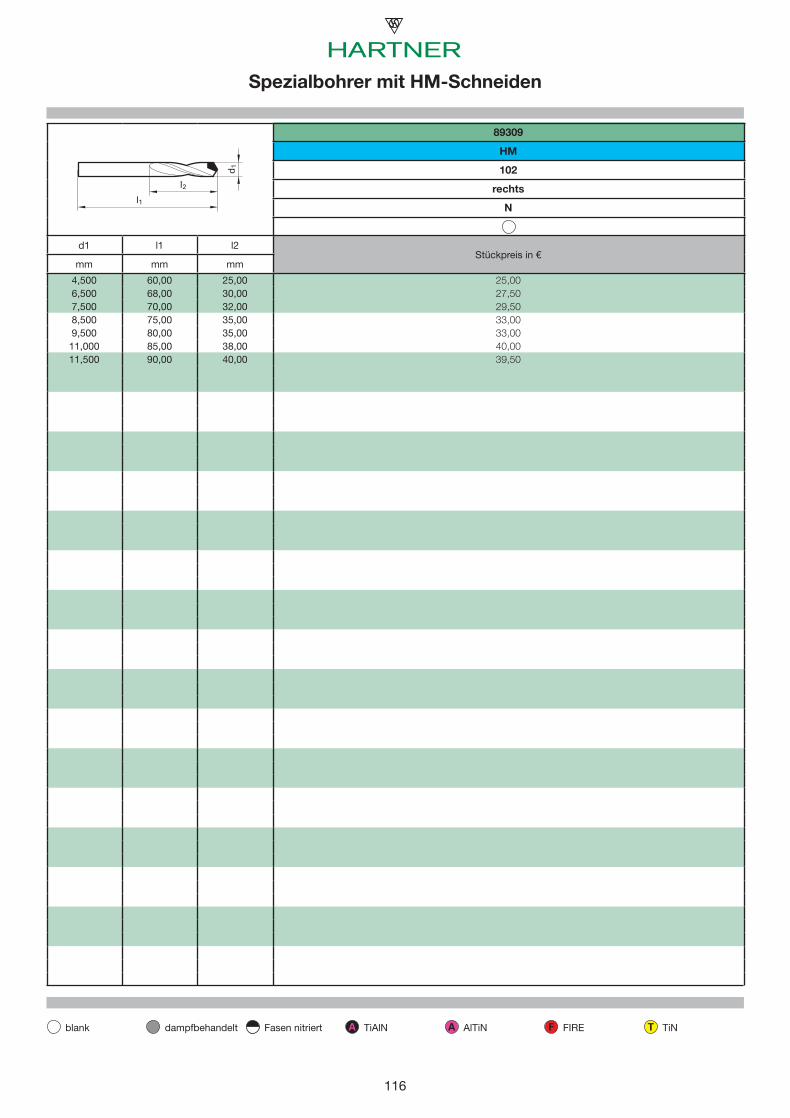
116
A A F T
l1
d1
l2
89309
HM
102
rechts
N
d1 l1 l2Stückpreis in €
mm mm mm
4,500 60,00 25,006,500 68,00 30,007,500 70,00 32,008,500 75,00 35,009,500 80,00 35,0011,000 85,00 38,0011,500 90,00 40,00
Spezialbohrer mit HM-Schneiden
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
25,0027,5029,5033,0033,0040,0039,50
01_Bohren_ZS.indb 116 27.10.2008 10:31:35 Uhr
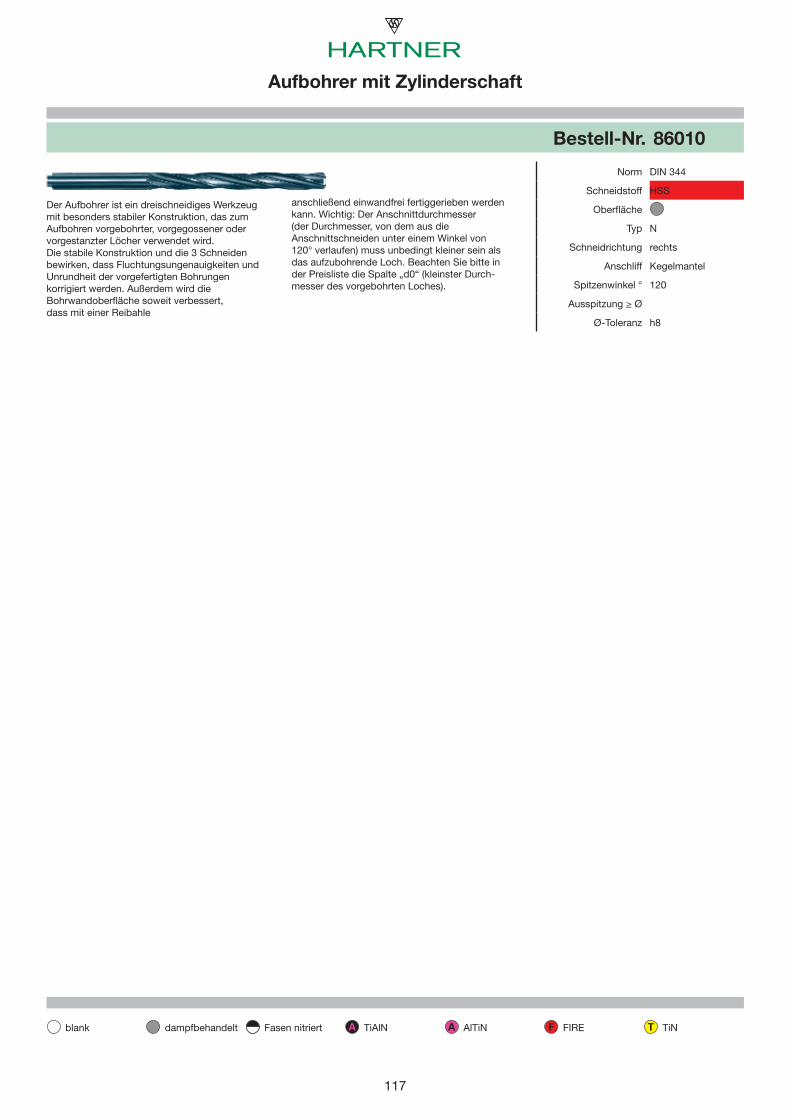
1171
A A F T
Bestell-Nr. 86010
anschließend einwandfrei fertiggerieben werden kann. Wichtig: Der Anschnittdurchmesser (der Durchmesser, von dem aus die Anschnittschneiden unter einem Winkel von 120° verlaufen) muss unbedingt kleiner sein als das aufzubohrende Loch. Beachten Sie bitte in der Preisliste die Spalte „d0“ (kleinster Durch-messer des vorgebohrten Loches).
Norm DIN 344
Schneidstoff HSSDer Aufbohrer ist ein dreischneidiges Werkzeug mit besonders stabiler Konstruktion, das zum Aufbohren vorgebohrter, vorgegossener oder vorgestanzter Löcher verwendet wird. Die stabile Konstruktion und die 3 Schneiden bewirken, dass Fluchtungsungenauigkeiten und Unrundheit der vorgefertigten Bohrungen korrigiert werden. Außerdem wird die Bohrwandoberfl äche soweit verbessert, dass mit einer Reibahle
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ausspitzung ≥ Ø
Ø-Toleranz h8
Aufbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
01_Bohren_ZS.indb 117 27.10.2008 10:31:44 Uhr
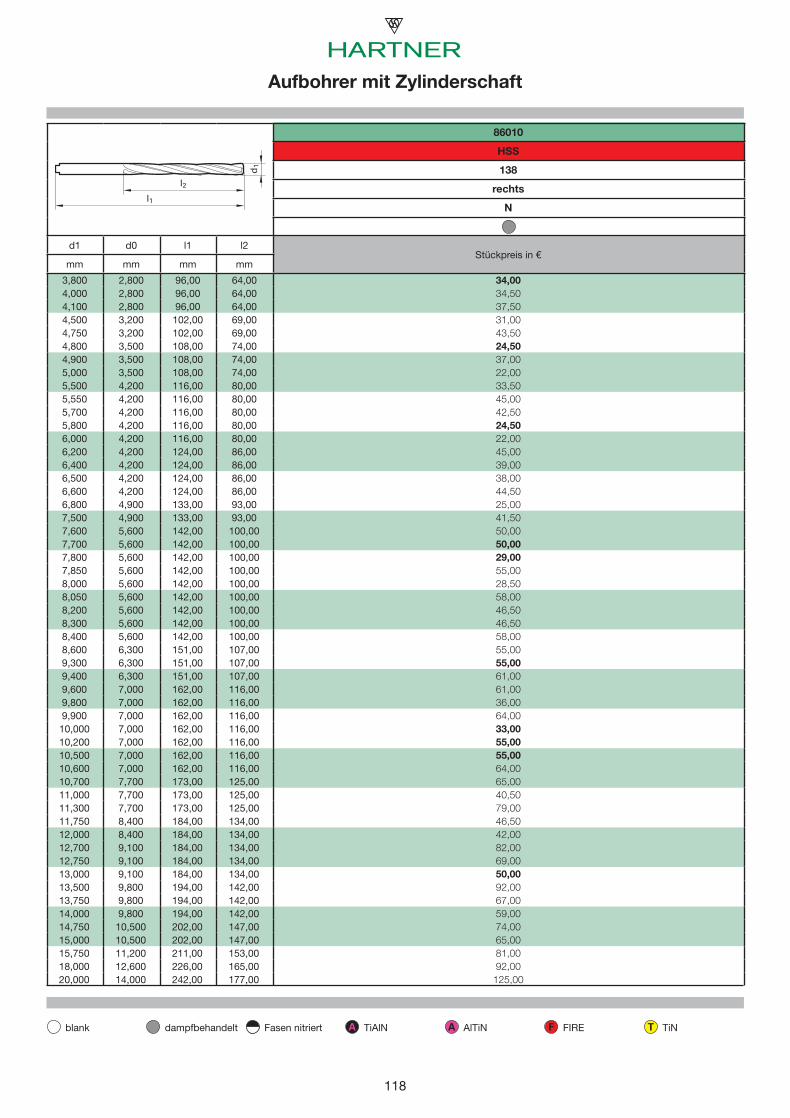
118
A A F T
l1
d1
l2
86010
HSS
138
rechts
N
d1 d0 l1 l2Stückpreis in €
mm mm mm mm
3,800 2,800 96,00 64,004,000 2,800 96,00 64,004,100 2,800 96,00 64,004,500 3,200 102,00 69,004,750 3,200 102,00 69,004,800 3,500 108,00 74,004,900 3,500 108,00 74,005,000 3,500 108,00 74,005,500 4,200 116,00 80,005,550 4,200 116,00 80,005,700 4,200 116,00 80,005,800 4,200 116,00 80,006,000 4,200 116,00 80,006,200 4,200 124,00 86,006,400 4,200 124,00 86,006,500 4,200 124,00 86,006,600 4,200 124,00 86,006,800 4,900 133,00 93,007,500 4,900 133,00 93,007,600 5,600 142,00 100,007,700 5,600 142,00 100,007,800 5,600 142,00 100,007,850 5,600 142,00 100,008,000 5,600 142,00 100,008,050 5,600 142,00 100,008,200 5,600 142,00 100,008,300 5,600 142,00 100,008,400 5,600 142,00 100,008,600 6,300 151,00 107,009,300 6,300 151,00 107,009,400 6,300 151,00 107,009,600 7,000 162,00 116,009,800 7,000 162,00 116,009,900 7,000 162,00 116,00
10,000 7,000 162,00 116,0010,200 7,000 162,00 116,0010,500 7,000 162,00 116,0010,600 7,000 162,00 116,0010,700 7,700 173,00 125,0011,000 7,700 173,00 125,0011,300 7,700 173,00 125,0011,750 8,400 184,00 134,0012,000 8,400 184,00 134,0012,700 9,100 184,00 134,0012,750 9,100 184,00 134,0013,000 9,100 184,00 134,0013,500 9,800 194,00 142,0013,750 9,800 194,00 142,0014,000 9,800 194,00 142,0014,750 10,500 202,00 147,0015,000 10,500 202,00 147,0015,750 11,200 211,00 153,0018,000 12,600 226,00 165,0020,000 14,000 242,00 177,00
Aufbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
34,0034,5037,5031,0043,5024,5037,0022,0033,5045,0042,5024,5022,0045,0039,0038,0044,5025,0041,5050,0050,0029,0055,0028,5058,0046,5046,5058,0055,0055,0061,0061,0036,0064,0033,0055,0055,0064,0065,0040,5079,0046,5042,0082,0069,0050,0092,0067,0059,0074,0065,0081,0092,00125,00
01_Bohren_ZS.indb 118 27.10.2008 10:31:50 Uhr
Sp
iralb
ohre
r
mit
Mor
seke
gel
Präzisions-Bohrwerkzeuge
Spiralbohrer mit morSekegel
Aus HSS, HSS-E, Hartmetallblank und beschichtet
02_Bohren_MK.indb 119 27.10.2008 10:34:39 Uhr
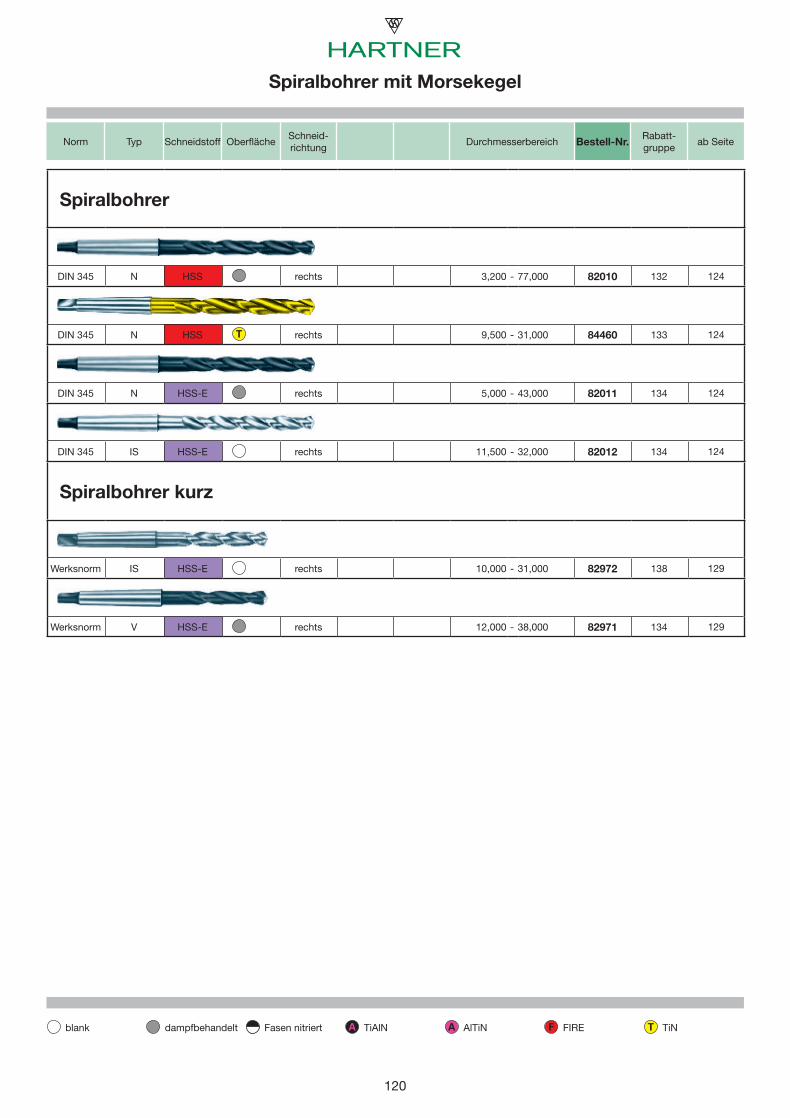
120
A A F T
124
T 124
124
124
129
129
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
Spiralbohrer
DIN 345 N HSS rechts 3,200 - 77,000 82010 132
DIN 345 N HSS rechts 9,500 - 31,000 84460 133
DIN 345 N HSS-E rechts 5,000 - 43,000 82011 134
DIN 345 IS HSS-E rechts 11,500 - 32,000 82012 134
Spiralbohrer kurz
Werksnorm IS HSS-E rechts 10,000 - 31,000 82972 138
Werksnorm V HSS-E rechts 12,000 - 38,000 82971 134
Spiralbohrer mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 120 27.10.2008 10:34:47 Uhr
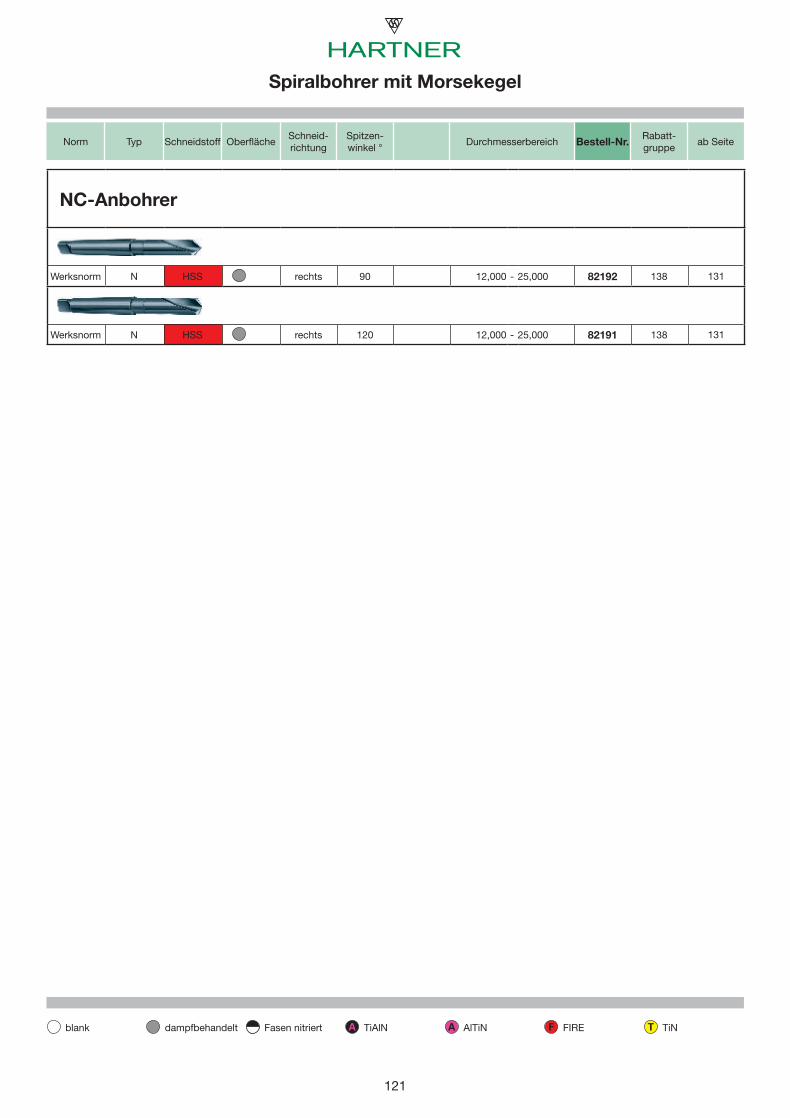
121
A A F T
131
131
Norm Typ Schneidstoff OberflächeSchneid-richtung
Spitzen-winkel °
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
NC-Anbohrer
Werksnorm N HSS rechts 90 12,000 - 25,000 82192 138
Werksnorm N HSS rechts 120 12,000 - 25,000 82191 138
Spiralbohrer mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 121 27.10.2008 10:34:48 Uhr
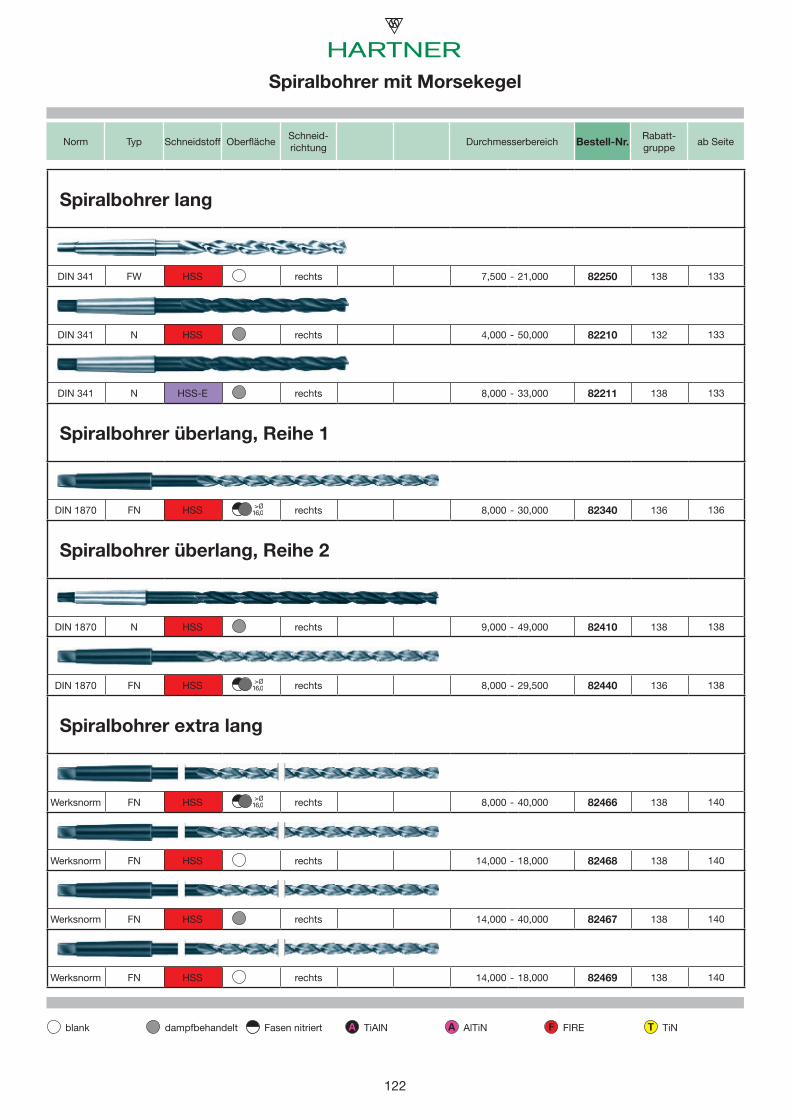
122
A A F T
133
133
133
>Ø16,0 136
138
>Ø16,0 138
>Ø16,0 140
140
140
140
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
Spiralbohrer lang
DIN 341 FW HSS rechts 7,500 - 21,000 82250 138
DIN 341 N HSS rechts 4,000 - 50,000 82210 132
DIN 341 N HSS-E rechts 8,000 - 33,000 82211 138
Spiralbohrer überlang, Reihe 1
DIN 1870 FN HSS rechts 8,000 - 30,000 82340 136
Spiralbohrer überlang, Reihe 2
DIN 1870 N HSS rechts 9,000 - 49,000 82410 138
DIN 1870 FN HSS rechts 8,000 - 29,500 82440 136
Spiralbohrer extra lang
Werksnorm FN HSS rechts 8,000 - 40,000 82466 138
Werksnorm FN HSS rechts 14,000 - 18,000 82468 138
Werksnorm FN HSS rechts 14,000 - 40,000 82467 138
Werksnorm FN HSS rechts 14,000 - 18,000 82469 138
Spiralbohrer mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 122 27.10.2008 10:34:52 Uhr
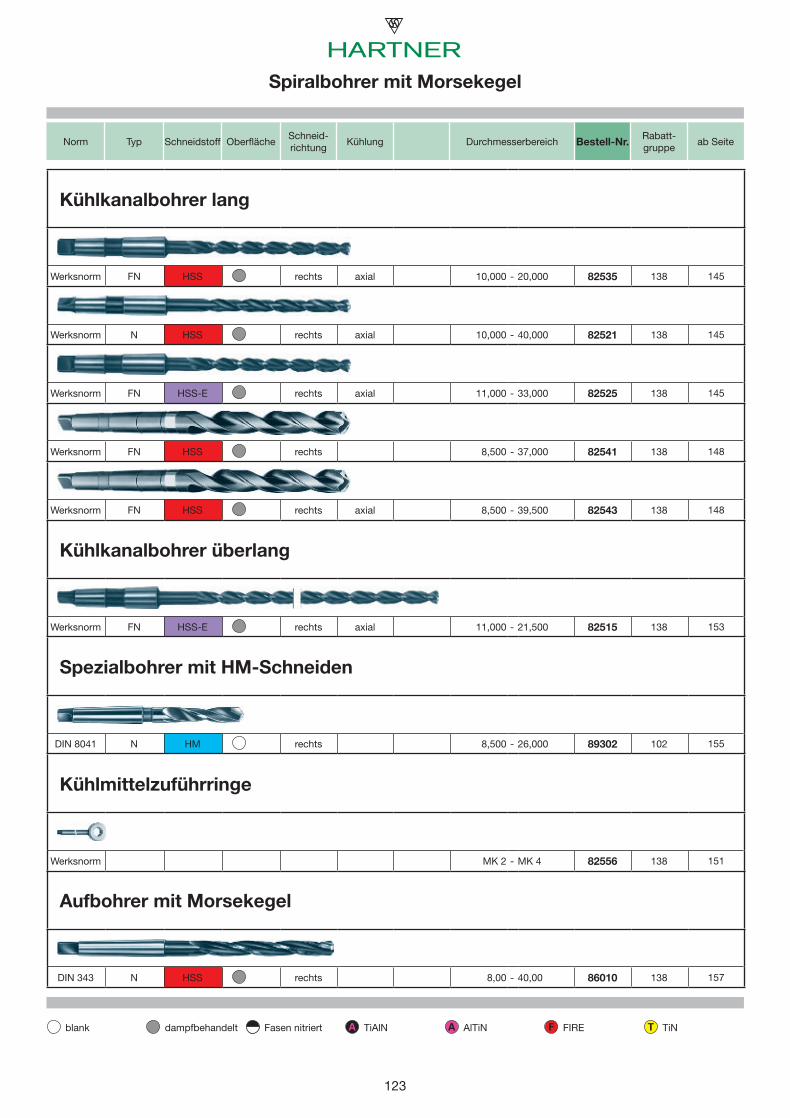
123
A A F T
145
145
145
148
148
153
155
151
157
Norm Typ Schneidstoff OberflächeSchneid-richtung
Kühlung Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
Kühlkanalbohrer lang
Werksnorm FN HSS rechts axial 10,000 - 20,000 82535 138
Werksnorm N HSS rechts axial 10,000 - 40,000 82521 138
Werksnorm FN HSS-E rechts axial 11,000 - 33,000 82525 138
Werksnorm FN HSS rechts 8,500 - 37,000 82541 138
Werksnorm FN HSS rechts axial 8,500 - 39,500 82543 138
Kühlkanalbohrer überlang
Werksnorm FN HSS-E rechts axial 11,000 - 21,500 82515 138
Spezialbohrer mit HM-Schneiden
DIN 8041 N HM rechts 8,500 - 26,000 89302 102
Spiralbohrer mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Kühlmittelzuführringe
Werksnorm MK 2 - MK 4 82556 138
Aufbohrer mit Morsekegel
DIN 343 N HSS rechts 8,00 - 40,00 86010 138
02_Bohren_MK.indb 123 27.10.2008 10:34:56 Uhr
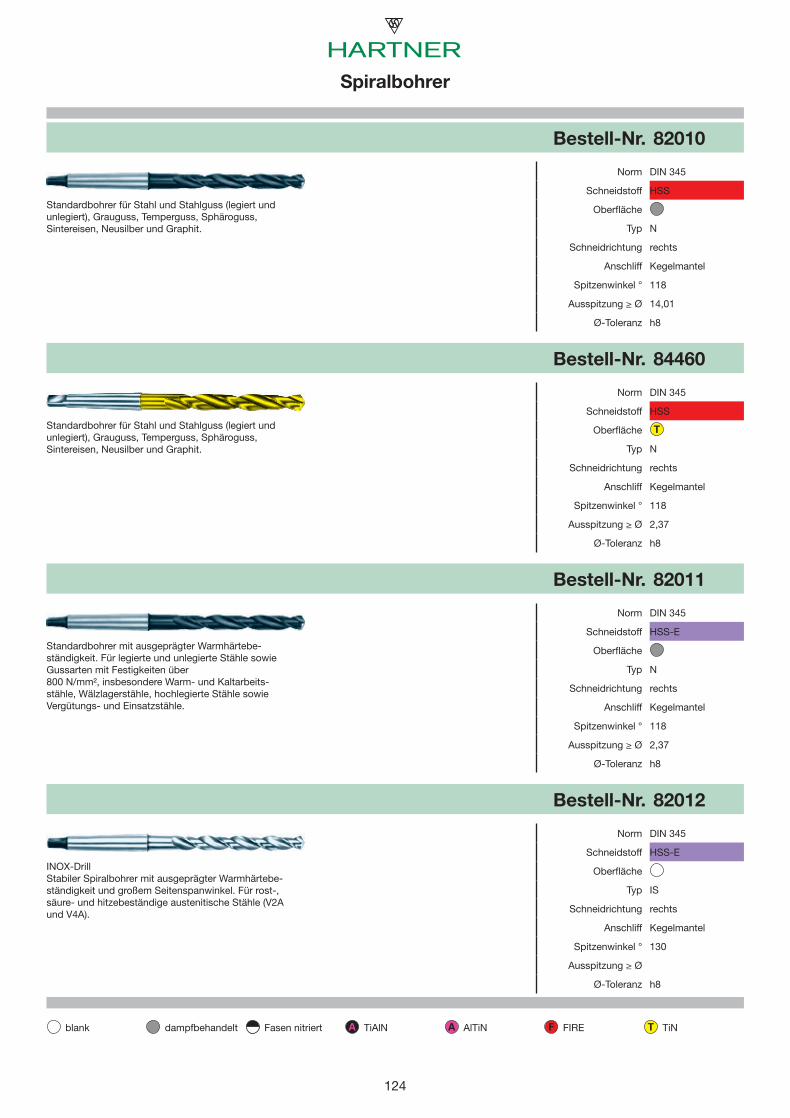
1241
A A F T
T
Bestell-Nr. 82010
Norm DIN 345
Schneidstoff HSSStandardbohrer für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Bestell-Nr. 84460
Norm DIN 345
Schneidstoff HSSStandardbohrer für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 82011
Norm DIN 345
Schneidstoff HSS-EStandardbohrer mit ausgeprägter Warmhärtebe-ständigkeit. Für legierte und unlegierte Stähle sowie Gussarten mit Festigkeiten über 800 N/mm², insbesondere Warm- und Kaltarbeits-stähle, Wälzlagerstähle, hochlegierte Stähle sowie Vergütungs- und Einsatzstähle.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 82012
Norm DIN 345
Schneidstoff HSS-EINOX-DrillStabiler Spiralbohrer mit ausgeprägter Warmhärtebe-ständigkeit und großem Seitenspanwinkel. Für rost-, säure- und hitzebeständige austenitische Stähle (V2A und V4A).
Oberfl äche
Typ IS
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø
Ø-Toleranz h8
Spiralbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 124 27.10.2008 10:35:09 Uhr
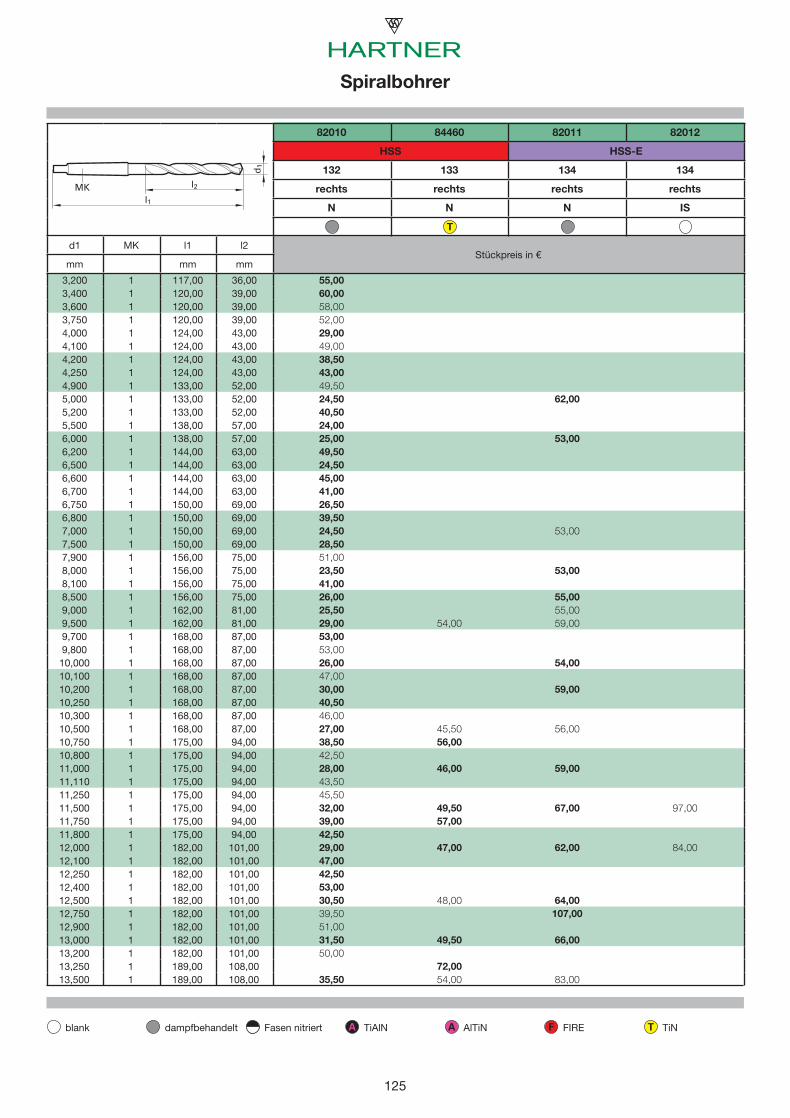
125
A A F T
l1
d1
l2 MK
T
82010 84460 82011 82012
HSS HSS-E
132 133 134 134
rechts rechts rechts rechts
N N N IS
d1 MK l1 l2Stückpreis in €
mm mm mm
3,200 1 117,00 36,003,400 1 120,00 39,003,600 1 120,00 39,003,750 1 120,00 39,004,000 1 124,00 43,004,100 1 124,00 43,004,200 1 124,00 43,004,250 1 124,00 43,004,900 1 133,00 52,005,000 1 133,00 52,005,200 1 133,00 52,005,500 1 138,00 57,006,000 1 138,00 57,006,200 1 144,00 63,006,500 1 144,00 63,006,600 1 144,00 63,006,700 1 144,00 63,006,750 1 150,00 69,006,800 1 150,00 69,007,000 1 150,00 69,007,500 1 150,00 69,007,900 1 156,00 75,008,000 1 156,00 75,008,100 1 156,00 75,008,500 1 156,00 75,009,000 1 162,00 81,009,500 1 162,00 81,009,700 1 168,00 87,009,800 1 168,00 87,00
10,000 1 168,00 87,0010,100 1 168,00 87,0010,200 1 168,00 87,0010,250 1 168,00 87,0010,300 1 168,00 87,0010,500 1 168,00 87,0010,750 1 175,00 94,0010,800 1 175,00 94,0011,000 1 175,00 94,0011,110 1 175,00 94,0011,250 1 175,00 94,0011,500 1 175,00 94,0011,750 1 175,00 94,0011,800 1 175,00 94,0012,000 1 182,00 101,0012,100 1 182,00 101,0012,250 1 182,00 101,0012,400 1 182,00 101,0012,500 1 182,00 101,0012,750 1 182,00 101,0012,900 1 182,00 101,0013,000 1 182,00 101,0013,200 1 182,00 101,0013,250 1 189,00 108,0013,500 1 189,00 108,00
Spiralbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
55,0060,0058,0052,0029,0049,0038,5043,0049,5024,50 62,0040,5024,0025,00 53,0049,5024,5045,0041,0026,5039,5024,50 53,0028,5051,0023,50 53,0041,0026,00 55,0025,50 55,0029,00 54,00 59,0053,0053,0026,00 54,0047,0030,00 59,0040,5046,0027,00 45,50 56,0038,50 56,0042,5028,00 46,00 59,0043,5045,5032,00 49,50 67,00 97,0039,00 57,0042,5029,00 47,00 62,00 84,0047,0042,5053,0030,50 48,00 64,0039,50 107,0051,0031,50 49,50 66,0050,00
72,0035,50 54,00 83,00
02_Bohren_MK.indb 125 27.10.2008 10:35:16 Uhr
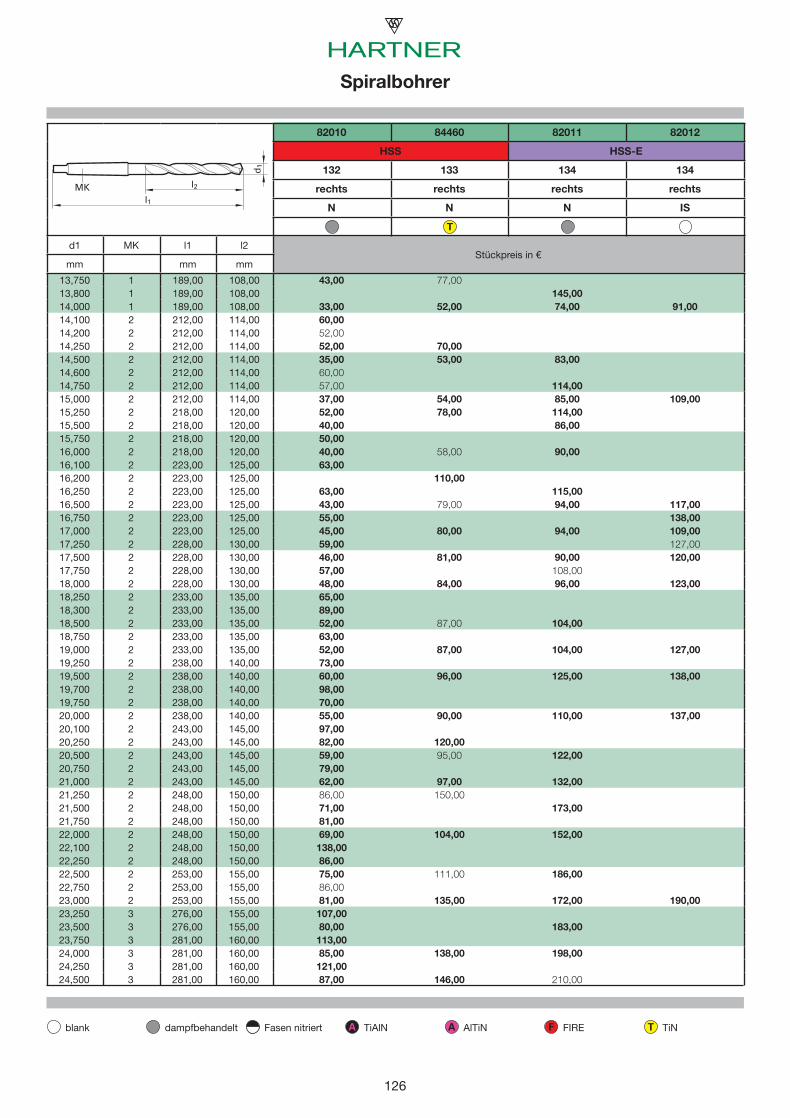
126
A A F T
l1
d1
l2 MK
T
82010 84460 82011 82012
HSS HSS-E
132 133 134 134
rechts rechts rechts rechts
N N N IS
d1 MK l1 l2Stückpreis in €
mm mm mm
13,750 1 189,00 108,0013,800 1 189,00 108,0014,000 1 189,00 108,0014,100 2 212,00 114,0014,200 2 212,00 114,0014,250 2 212,00 114,0014,500 2 212,00 114,0014,600 2 212,00 114,0014,750 2 212,00 114,0015,000 2 212,00 114,0015,250 2 218,00 120,0015,500 2 218,00 120,0015,750 2 218,00 120,0016,000 2 218,00 120,0016,100 2 223,00 125,0016,200 2 223,00 125,0016,250 2 223,00 125,0016,500 2 223,00 125,0016,750 2 223,00 125,0017,000 2 223,00 125,0017,250 2 228,00 130,0017,500 2 228,00 130,0017,750 2 228,00 130,0018,000 2 228,00 130,0018,250 2 233,00 135,0018,300 2 233,00 135,0018,500 2 233,00 135,0018,750 2 233,00 135,0019,000 2 233,00 135,0019,250 2 238,00 140,0019,500 2 238,00 140,0019,700 2 238,00 140,0019,750 2 238,00 140,0020,000 2 238,00 140,0020,100 2 243,00 145,0020,250 2 243,00 145,0020,500 2 243,00 145,0020,750 2 243,00 145,0021,000 2 243,00 145,0021,250 2 248,00 150,0021,500 2 248,00 150,0021,750 2 248,00 150,0022,000 2 248,00 150,0022,100 2 248,00 150,0022,250 2 248,00 150,0022,500 2 253,00 155,0022,750 2 253,00 155,0023,000 2 253,00 155,0023,250 3 276,00 155,0023,500 3 276,00 155,0023,750 3 281,00 160,0024,000 3 281,00 160,0024,250 3 281,00 160,0024,500 3 281,00 160,00
Spiralbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
43,00 77,00145,00
33,00 52,00 74,00 91,0060,0052,0052,00 70,0035,00 53,00 83,0060,0057,00 114,0037,00 54,00 85,00 109,0052,00 78,00 114,0040,00 86,0050,0040,00 58,00 90,0063,00
110,0063,00 115,0043,00 79,00 94,00 117,0055,00 138,0045,00 80,00 94,00 109,0059,00 127,0046,00 81,00 90,00 120,0057,00 108,0048,00 84,00 96,00 123,0065,0089,0052,00 87,00 104,0063,0052,00 87,00 104,00 127,0073,0060,00 96,00 125,00 138,0098,0070,0055,00 90,00 110,00 137,0097,0082,00 120,0059,00 95,00 122,0079,0062,00 97,00 132,0086,00 150,0071,00 173,0081,0069,00 104,00 152,00
138,0086,0075,00 111,00 186,0086,0081,00 135,00 172,00 190,00
107,0080,00 183,00113,0085,00 138,00 198,00121,0087,00 146,00 210,00
02_Bohren_MK.indb 126 27.10.2008 10:35:19 Uhr
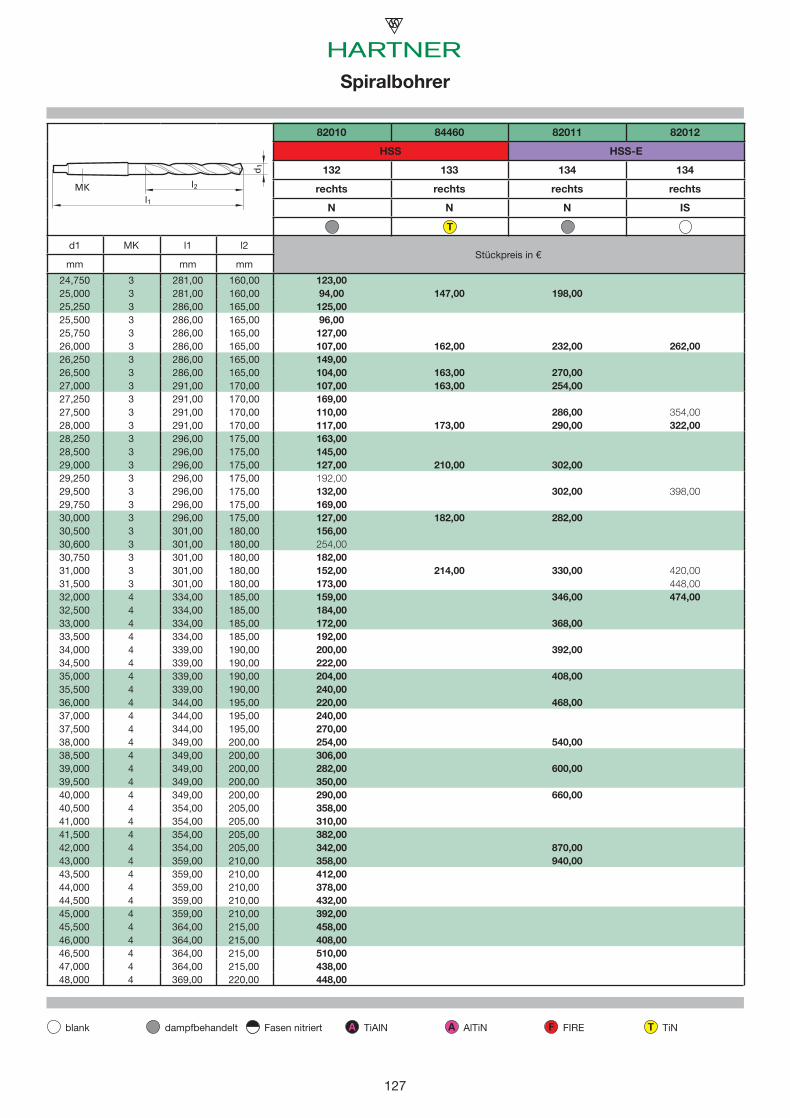
127
A A F T
l1
d1
l2 MK
T
82010 84460 82011 82012
HSS HSS-E
132 133 134 134
rechts rechts rechts rechts
N N N IS
d1 MK l1 l2Stückpreis in €
mm mm mm
24,750 3 281,00 160,0025,000 3 281,00 160,0025,250 3 286,00 165,0025,500 3 286,00 165,0025,750 3 286,00 165,0026,000 3 286,00 165,0026,250 3 286,00 165,0026,500 3 286,00 165,0027,000 3 291,00 170,0027,250 3 291,00 170,0027,500 3 291,00 170,0028,000 3 291,00 170,0028,250 3 296,00 175,0028,500 3 296,00 175,0029,000 3 296,00 175,0029,250 3 296,00 175,0029,500 3 296,00 175,0029,750 3 296,00 175,0030,000 3 296,00 175,0030,500 3 301,00 180,0030,600 3 301,00 180,0030,750 3 301,00 180,0031,000 3 301,00 180,0031,500 3 301,00 180,0032,000 4 334,00 185,0032,500 4 334,00 185,0033,000 4 334,00 185,0033,500 4 334,00 185,0034,000 4 339,00 190,0034,500 4 339,00 190,0035,000 4 339,00 190,0035,500 4 339,00 190,0036,000 4 344,00 195,0037,000 4 344,00 195,0037,500 4 344,00 195,0038,000 4 349,00 200,0038,500 4 349,00 200,0039,000 4 349,00 200,0039,500 4 349,00 200,0040,000 4 349,00 200,0040,500 4 354,00 205,0041,000 4 354,00 205,0041,500 4 354,00 205,0042,000 4 354,00 205,0043,000 4 359,00 210,0043,500 4 359,00 210,0044,000 4 359,00 210,0044,500 4 359,00 210,0045,000 4 359,00 210,0045,500 4 364,00 215,0046,000 4 364,00 215,0046,500 4 364,00 215,0047,000 4 364,00 215,0048,000 4 369,00 220,00
Spiralbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
123,0094,00 147,00 198,00
125,0096,00127,00107,00 162,00 232,00 262,00149,00104,00 163,00 270,00107,00 163,00 254,00169,00110,00 286,00 354,00117,00 173,00 290,00 322,00163,00145,00127,00 210,00 302,00192,00132,00 302,00 398,00169,00127,00 182,00 282,00156,00254,00182,00152,00 214,00 330,00 420,00173,00 448,00159,00 346,00 474,00184,00172,00 368,00192,00200,00 392,00222,00204,00 408,00240,00220,00 468,00240,00270,00254,00 540,00306,00282,00 600,00350,00290,00 660,00358,00310,00382,00342,00 870,00358,00 940,00412,00378,00432,00392,00458,00408,00510,00438,00448,00
02_Bohren_MK.indb 127 27.10.2008 10:35:22 Uhr
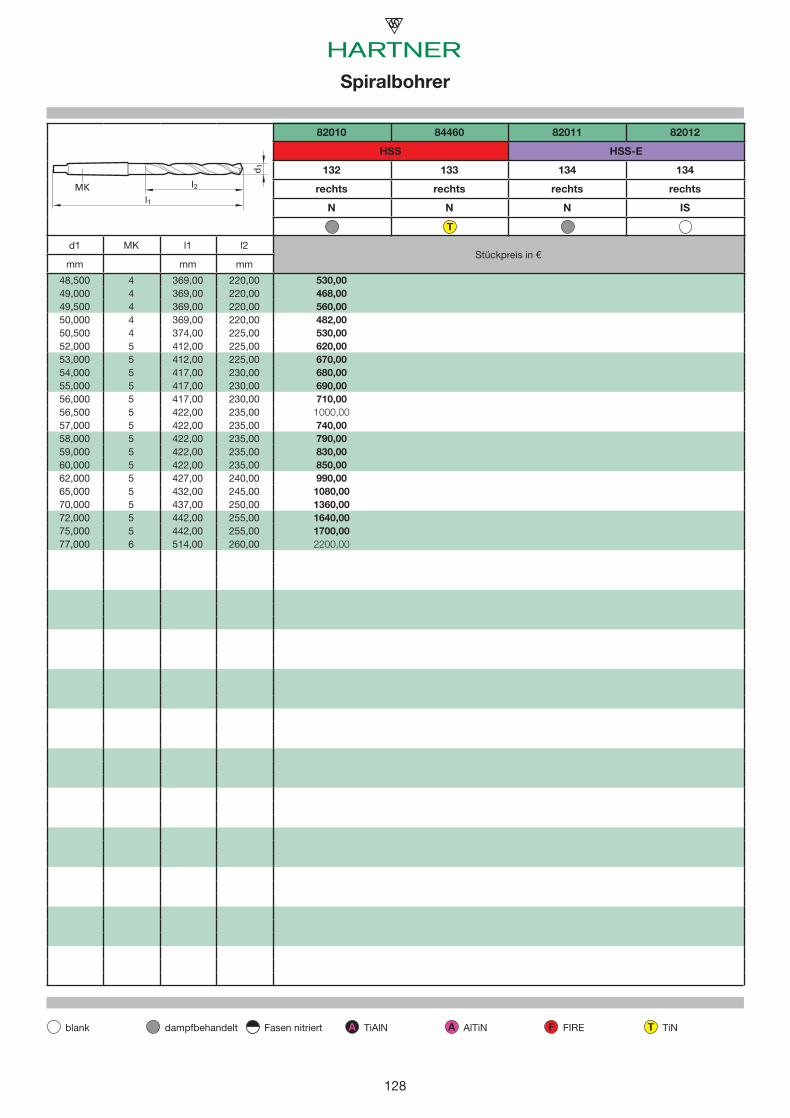
128
A A F T
l1
d1
l2 MK
T
82010 84460 82011 82012
HSS HSS-E
132 133 134 134
rechts rechts rechts rechts
N N N IS
d1 MK l1 l2Stückpreis in €
mm mm mm
48,500 4 369,00 220,0049,000 4 369,00 220,0049,500 4 369,00 220,0050,000 4 369,00 220,0050,500 4 374,00 225,0052,000 5 412,00 225,0053,000 5 412,00 225,0054,000 5 417,00 230,0055,000 5 417,00 230,0056,000 5 417,00 230,0056,500 5 422,00 235,0057,000 5 422,00 235,0058,000 5 422,00 235,0059,000 5 422,00 235,0060,000 5 422,00 235,0062,000 5 427,00 240,0065,000 5 432,00 245,0070,000 5 437,00 250,0072,000 5 442,00 255,0075,000 5 442,00 255,0077,000 6 514,00 260,00
Spiralbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
530,00468,00560,00482,00530,00620,00670,00680,00690,00710,001000,00740,00790,00830,00850,00990,001080,001360,001640,001700,002200,00
02_Bohren_MK.indb 128 27.10.2008 10:35:26 Uhr
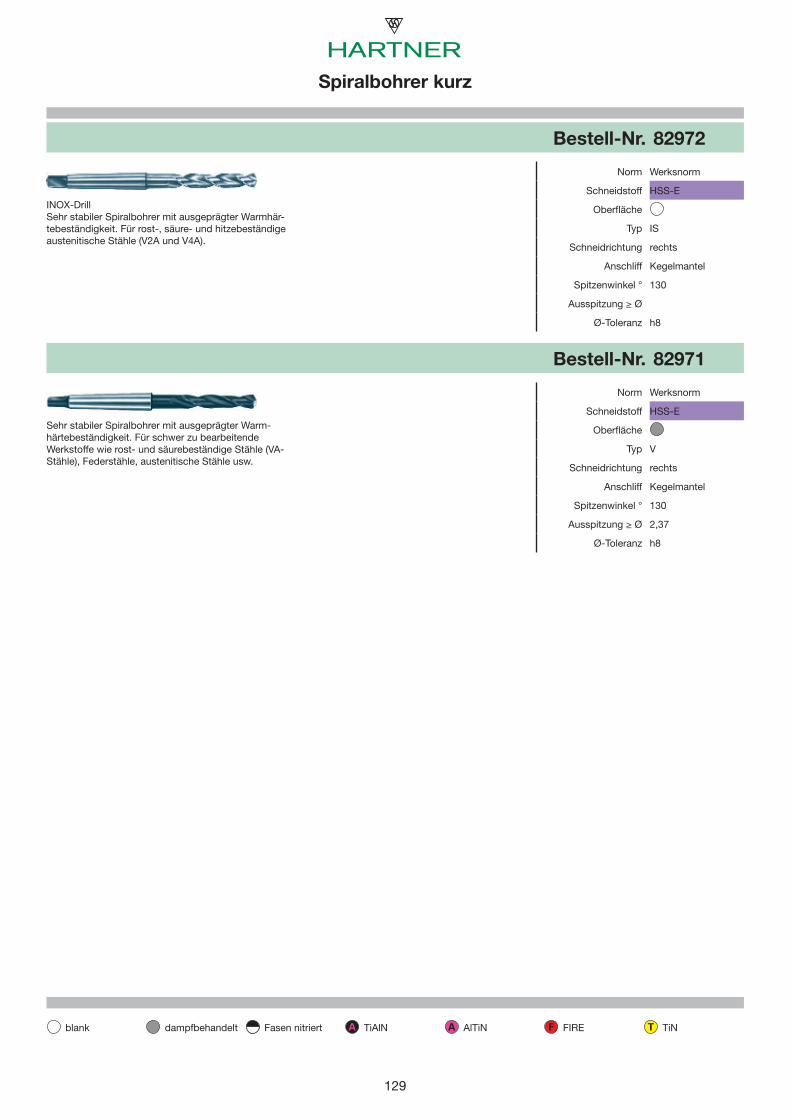
1292
A A F T
Bestell-Nr. 82972
Norm Werksnorm
Schneidstoff HSS-EINOX-DrillSehr stabiler Spiralbohrer mit ausgeprägter Warmhär-tebeständigkeit. Für rost-, säure- und hitzebeständige austenitische Stähle (V2A und V4A).
Oberfl äche
Typ IS
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø
Ø-Toleranz h8
Bestell-Nr. 82971
Norm Werksnorm
Schneidstoff HSS-ESehr stabiler Spiralbohrer mit ausgeprägter Warm-härtebeständigkeit. Für schwer zu bearbeitende Werkstoffe wie rost- und säurebeständige Stähle (VA-Stähle), Federstähle, austenitische Stähle usw.
Oberfl äche
Typ V
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 129 27.10.2008 10:35:26 Uhr
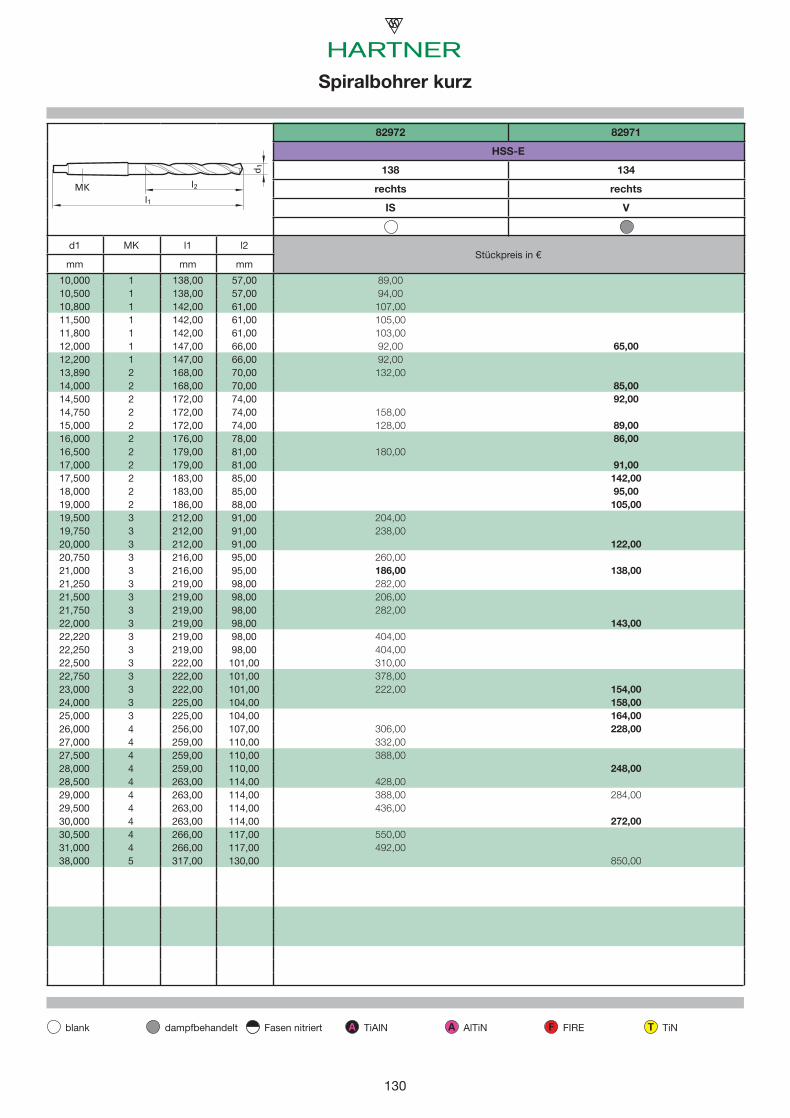
130
A A F T
l1
d1
l2 MK
2
A A F T
82972 82971
HSS-E
138 134
rechts rechts
IS V
d1 MK l1 l2Stückpreis in €
mm mm mm
10,000 1 138,00 57,0010,500 1 138,00 57,0010,800 1 142,00 61,0011,500 1 142,00 61,0011,800 1 142,00 61,0012,000 1 147,00 66,0012,200 1 147,00 66,0013,890 2 168,00 70,0014,000 2 168,00 70,0014,500 2 172,00 74,0014,750 2 172,00 74,0015,000 2 172,00 74,0016,000 2 176,00 78,0016,500 2 179,00 81,0017,000 2 179,00 81,0017,500 2 183,00 85,0018,000 2 183,00 85,0019,000 2 186,00 88,0019,500 3 212,00 91,0019,750 3 212,00 91,0020,000 3 212,00 91,0020,750 3 216,00 95,0021,000 3 216,00 95,0021,250 3 219,00 98,0021,500 3 219,00 98,0021,750 3 219,00 98,0022,000 3 219,00 98,0022,220 3 219,00 98,0022,250 3 219,00 98,0022,500 3 222,00 101,0022,750 3 222,00 101,0023,000 3 222,00 101,0024,000 3 225,00 104,0025,000 3 225,00 104,0026,000 4 256,00 107,0027,000 4 259,00 110,0027,500 4 259,00 110,0028,000 4 259,00 110,0028,500 4 263,00 114,0029,000 4 263,00 114,0029,500 4 263,00 114,0030,000 4 263,00 114,0030,500 4 266,00 117,0031,000 4 266,00 117,0038,000 5 317,00 130,00
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 82972
Norm Werksnorm
Schneidstoff HSS-EINOX-DrillSehr stabiler Spiralbohrer mit ausgeprägter Warmhär-tebeständigkeit. Für rost-, säure- und hitzebeständige austenitische Stähle (V2A und V4A).
Oberfl äche
Typ IS
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø
Ø-Toleranz h8
Bestell-Nr. 82971
Norm Werksnorm
Schneidstoff HSS-ESehr stabiler Spiralbohrer mit ausgeprägter Warm-härtebeständigkeit. Für schwer zu bearbeitende Werkstoffe wie rost- und säurebeständige Stähle (VA-Stähle), Federstähle, austenitische Stähle usw.
Oberfl äche
Typ V
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Spiralbohrer kurz
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
89,0094,00107,00105,00103,0092,00 65,0092,00132,00
85,0092,00
158,00128,00 89,00
86,00180,00
91,00142,0095,00105,00
204,00238,00
122,00260,00186,00 138,00282,00206,00282,00
143,00404,00404,00310,00378,00222,00 154,00
158,00164,00
306,00 228,00332,00388,00
248,00428,00388,00 284,00436,00
272,00550,00492,00
850,00
02_Bohren_MK.indb 130 27.10.2008 10:35:30 Uhr
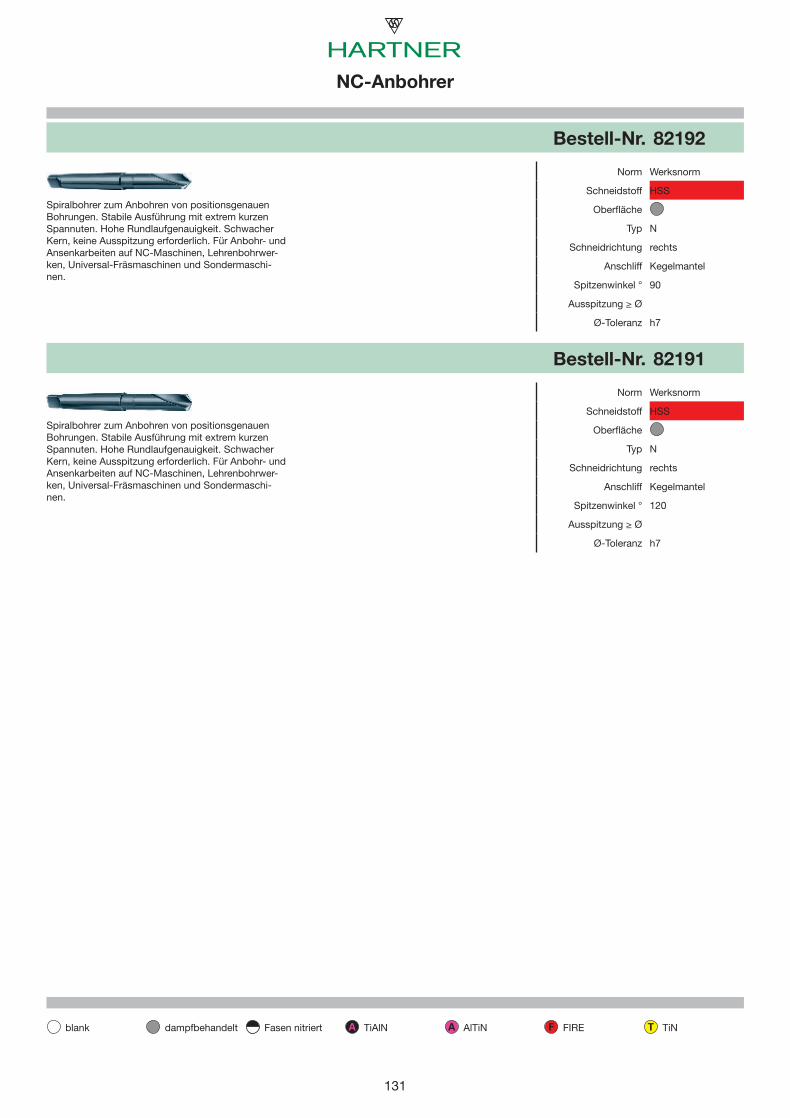
1313
A A F T
Bestell-Nr. 82192
Norm Werksnorm
Schneidstoff HSSSpiralbohrer zum Anbohren von positionsgenauen Bohrungen. Stabile Ausführung mit extrem kurzen Spannuten. Hohe Rundlaufgenauigkeit. Schwacher Kern, keine Ausspitzung erforderlich. Für Anbohr- und Ansenkarbeiten auf NC-Maschinen, Lehrenbohrwer-ken, Universal-Fräsmaschinen und Sondermaschi-nen.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 90
Ausspitzung ≥ Ø
Ø-Toleranz h7
Bestell-Nr. 82191
Norm Werksnorm
Schneidstoff HSSSpiralbohrer zum Anbohren von positionsgenauen Bohrungen. Stabile Ausführung mit extrem kurzen Spannuten. Hohe Rundlaufgenauigkeit. Schwacher Kern, keine Ausspitzung erforderlich. Für Anbohr- und Ansenkarbeiten auf NC-Maschinen, Lehrenbohrwer-ken, Universal-Fräsmaschinen und Sondermaschi-nen.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ausspitzung ≥ Ø
Ø-Toleranz h7
NC-Anbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 131 27.10.2008 10:35:31 Uhr
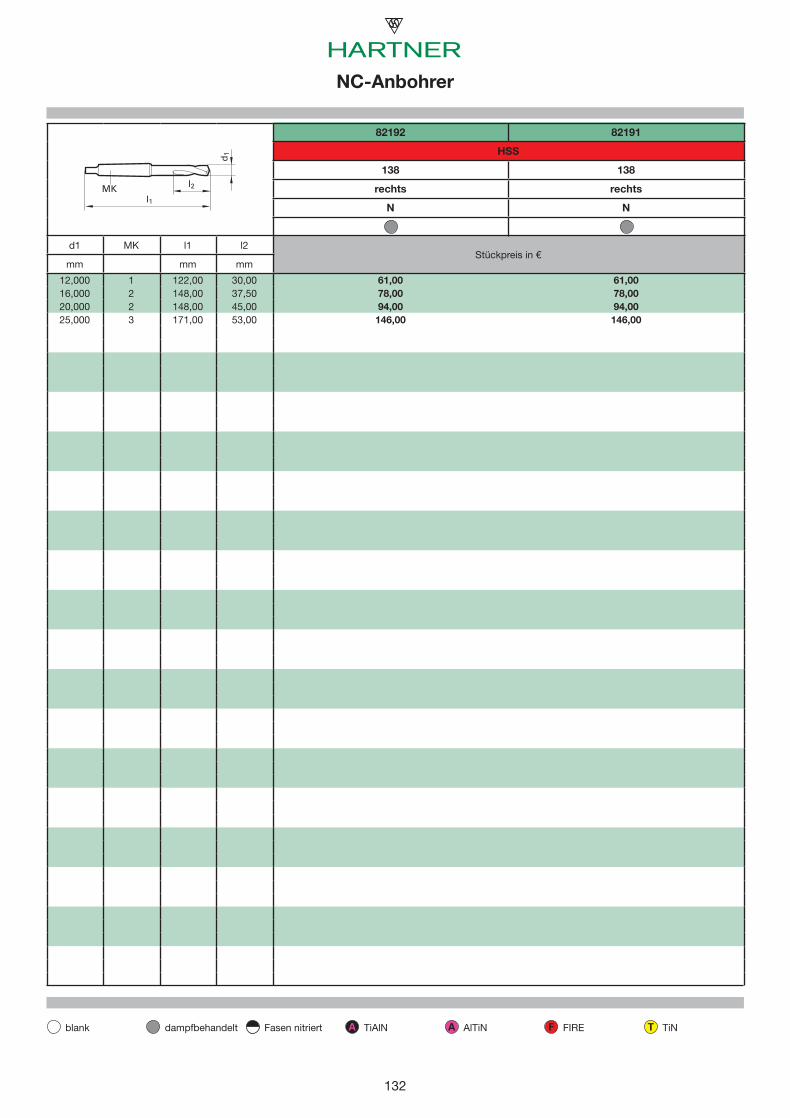
132
A A F T
l1
d1
l2 MK
82192 82191
HSS
138 138
rechts rechts
N N
d1 MK l1 l2Stückpreis in €
mm mm mm
12,000 1 122,00 30,0016,000 2 148,00 37,5020,000 2 148,00 45,0025,000 3 171,00 53,00
NC-Anbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
61,00 61,0078,00 78,0094,00 94,00
146,00 146,00
02_Bohren_MK.indb 132 27.10.2008 10:35:34 Uhr
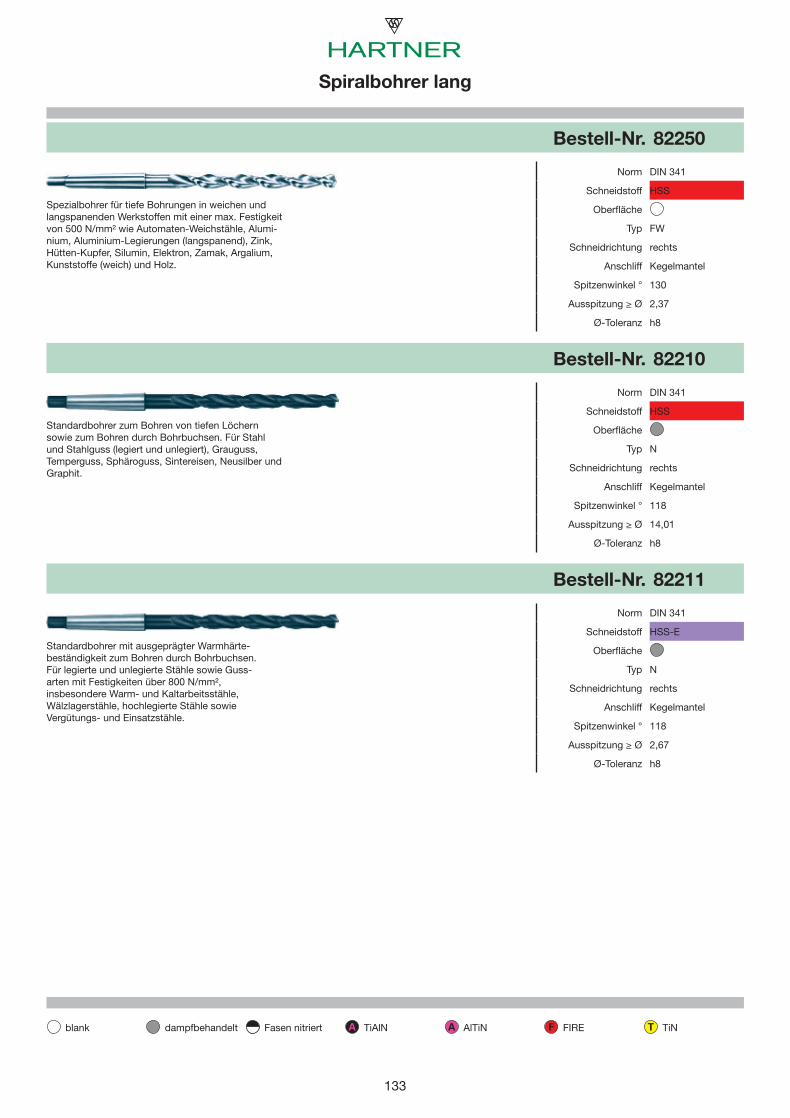
1334
A A F T
Bestell-Nr. 82250
Norm DIN 341
Schneidstoff HSSSpezialbohrer für tiefe Bohrungen in weichen und langspanenden Werkstoffen mit einer max. Festigkeit von 500 N/mm² wie Automaten-Weichstähle, Alumi-nium, Aluminium-Legierungen (langspanend), Zink, Hütten-Kupfer, Silumin, Elektron, Zamak, Argalium, Kunststoffe (weich) und Holz.
Oberfl äche
Typ FW
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 82210
Norm DIN 341
Schneidstoff HSSStandardbohrer zum Bohren von tiefen Löchern sowie zum Bohren durch Bohrbuchsen. Für Stahl und Stahlguss (legiert und unlegiert), Grauguss, Temperguss, Sphäroguss, Sintereisen, Neusilber und Graphit.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 14,01
Ø-Toleranz h8
Bestell-Nr. 82211
Norm DIN 341
Schneidstoff HSS-EStandardbohrer mit ausgeprägter Warmhärte-beständigkeit zum Bohren durch Bohrbuchsen. Für legierte und unlegierte Stähle sowie Guss-arten mit Festigkeiten über 800 N/mm², insbesondere Warm- und Kaltarbeitsstähle, Wälzlagerstähle, hochlegierte Stähle sowie Vergütungs- und Einsatzstähle.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,67
Ø-Toleranz h8
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 133 27.10.2008 10:35:35 Uhr
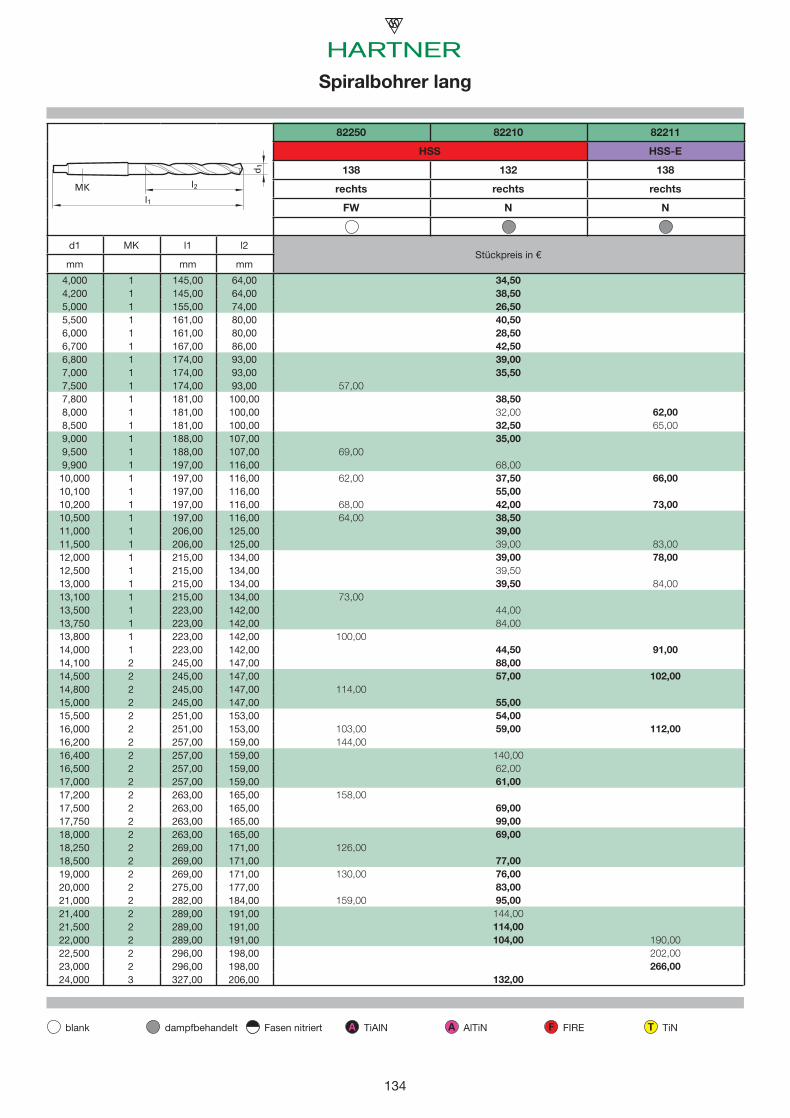
134
A A F T
l1
d1
l2 MK
82250 82210 82211
HSS HSS-E
138 132 138
rechts rechts rechts
FW N N
d1 MK l1 l2Stückpreis in €
mm mm mm
4,000 1 145,00 64,004,200 1 145,00 64,005,000 1 155,00 74,005,500 1 161,00 80,006,000 1 161,00 80,006,700 1 167,00 86,006,800 1 174,00 93,007,000 1 174,00 93,007,500 1 174,00 93,007,800 1 181,00 100,008,000 1 181,00 100,008,500 1 181,00 100,009,000 1 188,00 107,009,500 1 188,00 107,009,900 1 197,00 116,00
10,000 1 197,00 116,0010,100 1 197,00 116,0010,200 1 197,00 116,0010,500 1 197,00 116,0011,000 1 206,00 125,0011,500 1 206,00 125,0012,000 1 215,00 134,0012,500 1 215,00 134,0013,000 1 215,00 134,0013,100 1 215,00 134,0013,500 1 223,00 142,0013,750 1 223,00 142,0013,800 1 223,00 142,0014,000 1 223,00 142,0014,100 2 245,00 147,0014,500 2 245,00 147,0014,800 2 245,00 147,0015,000 2 245,00 147,0015,500 2 251,00 153,0016,000 2 251,00 153,0016,200 2 257,00 159,0016,400 2 257,00 159,0016,500 2 257,00 159,0017,000 2 257,00 159,0017,200 2 263,00 165,0017,500 2 263,00 165,0017,750 2 263,00 165,0018,000 2 263,00 165,0018,250 2 269,00 171,0018,500 2 269,00 171,0019,000 2 269,00 171,0020,000 2 275,00 177,0021,000 2 282,00 184,0021,400 2 289,00 191,0021,500 2 289,00 191,0022,000 2 289,00 191,0022,500 2 296,00 198,0023,000 2 296,00 198,0024,000 3 327,00 206,00
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
34,5038,5026,5040,5028,5042,5039,0035,50
57,0038,5032,00 62,0032,50 65,0035,00
69,0068,00
62,00 37,50 66,0055,00
68,00 42,00 73,0064,00 38,50
39,0039,00 83,0039,00 78,0039,5039,50 84,00
73,0044,0084,00
100,0044,50 91,0088,0057,00 102,00
114,0055,0054,00
103,00 59,00 112,00144,00
140,0062,0061,00
158,0069,0099,0069,00
126,0077,00
130,00 76,0083,00
159,00 95,00144,00114,00104,00 190,00
202,00266,00
132,00
02_Bohren_MK.indb 134 27.10.2008 10:35:37 Uhr
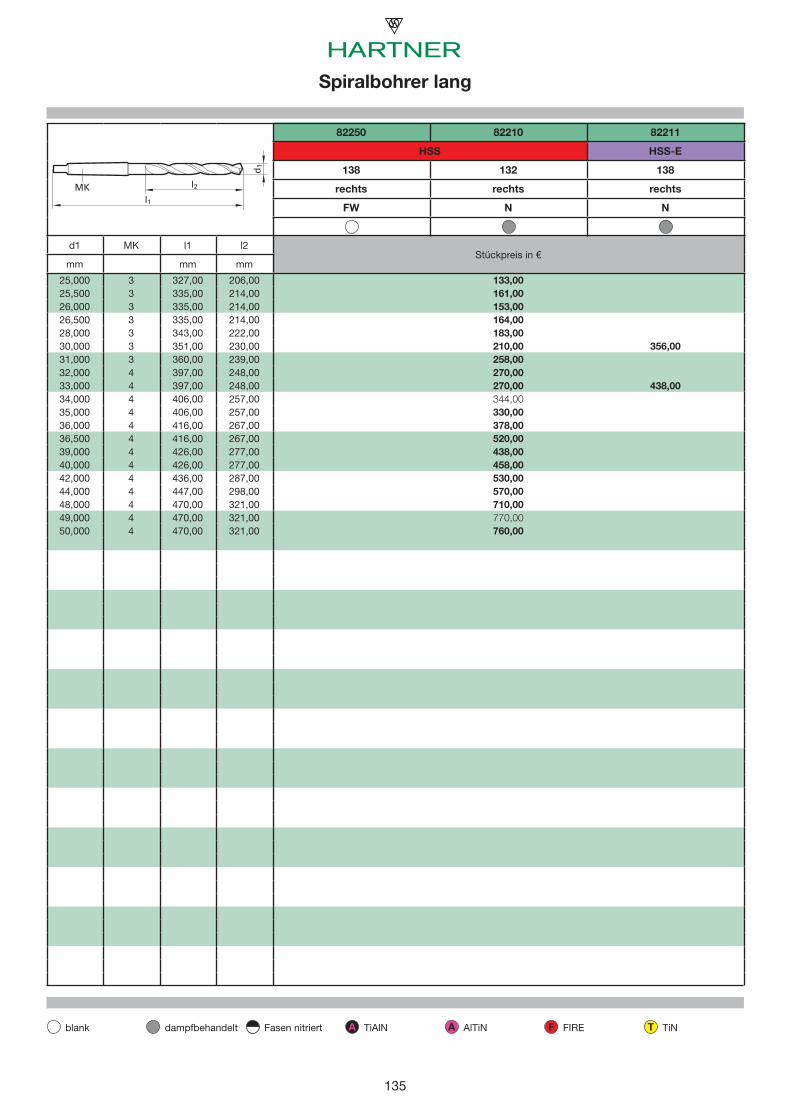
135
A A F T
l1
d1
l2 MK
82250 82210 82211
HSS HSS-E
138 132 138
rechts rechts rechts
FW N N
d1 MK l1 l2Stückpreis in €
mm mm mm
25,000 3 327,00 206,0025,500 3 335,00 214,0026,000 3 335,00 214,0026,500 3 335,00 214,0028,000 3 343,00 222,0030,000 3 351,00 230,0031,000 3 360,00 239,0032,000 4 397,00 248,0033,000 4 397,00 248,0034,000 4 406,00 257,0035,000 4 406,00 257,0036,000 4 416,00 267,0036,500 4 416,00 267,0039,000 4 426,00 277,0040,000 4 426,00 277,0042,000 4 436,00 287,0044,000 4 447,00 298,0048,000 4 470,00 321,0049,000 4 470,00 321,0050,000 4 470,00 321,00
Spiralbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
133,00161,00153,00164,00183,00210,00 356,00258,00270,00270,00 438,00344,00330,00378,00520,00438,00458,00530,00570,00710,00770,00760,00
02_Bohren_MK.indb 135 27.10.2008 10:35:39 Uhr

1365
A A F T
>Ø16,0
Bestell-Nr. 82340
Norm DIN 1870
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren extrem tiefer Löcher unter erschwerten Bedingungen, z.B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze (nicht für Ölbohrungen in Kurbelwellen - hierfür Sonderbohrer). Geeignet zum Bohren von Grauguss und Stählen bis max. 1000 N/mm².Ausnahme: CrNi-Stähle, VA-Stähle und ähnliche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer überlang, Reihe 1
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 136 27.10.2008 10:35:40 Uhr
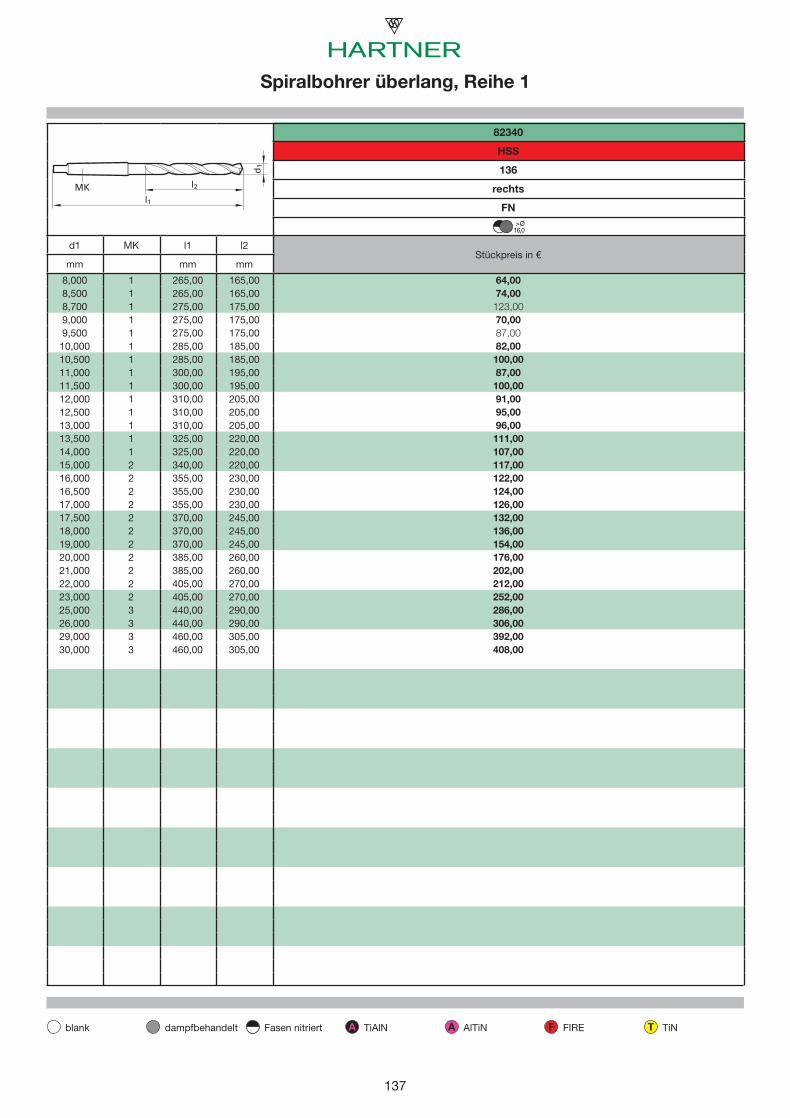
137
A A F T
l1
d1
l2 MK
>Ø16,0
82340
HSS
136
rechts
FN
d1 MK l1 l2Stückpreis in €
mm mm mm
8,000 1 265,00 165,008,500 1 265,00 165,008,700 1 275,00 175,009,000 1 275,00 175,009,500 1 275,00 175,00
10,000 1 285,00 185,0010,500 1 285,00 185,0011,000 1 300,00 195,0011,500 1 300,00 195,0012,000 1 310,00 205,0012,500 1 310,00 205,0013,000 1 310,00 205,0013,500 1 325,00 220,0014,000 1 325,00 220,0015,000 2 340,00 220,0016,000 2 355,00 230,0016,500 2 355,00 230,0017,000 2 355,00 230,0017,500 2 370,00 245,0018,000 2 370,00 245,0019,000 2 370,00 245,0020,000 2 385,00 260,0021,000 2 385,00 260,0022,000 2 405,00 270,0023,000 2 405,00 270,0025,000 3 440,00 290,0026,000 3 440,00 290,0029,000 3 460,00 305,0030,000 3 460,00 305,00
Spiralbohrer überlang, Reihe 1
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
64,0074,00123,0070,0087,0082,00100,0087,00100,0091,0095,0096,00111,00107,00117,00122,00124,00126,00132,00136,00154,00176,00202,00212,00252,00286,00306,00392,00408,00
02_Bohren_MK.indb 137 27.10.2008 10:35:42 Uhr
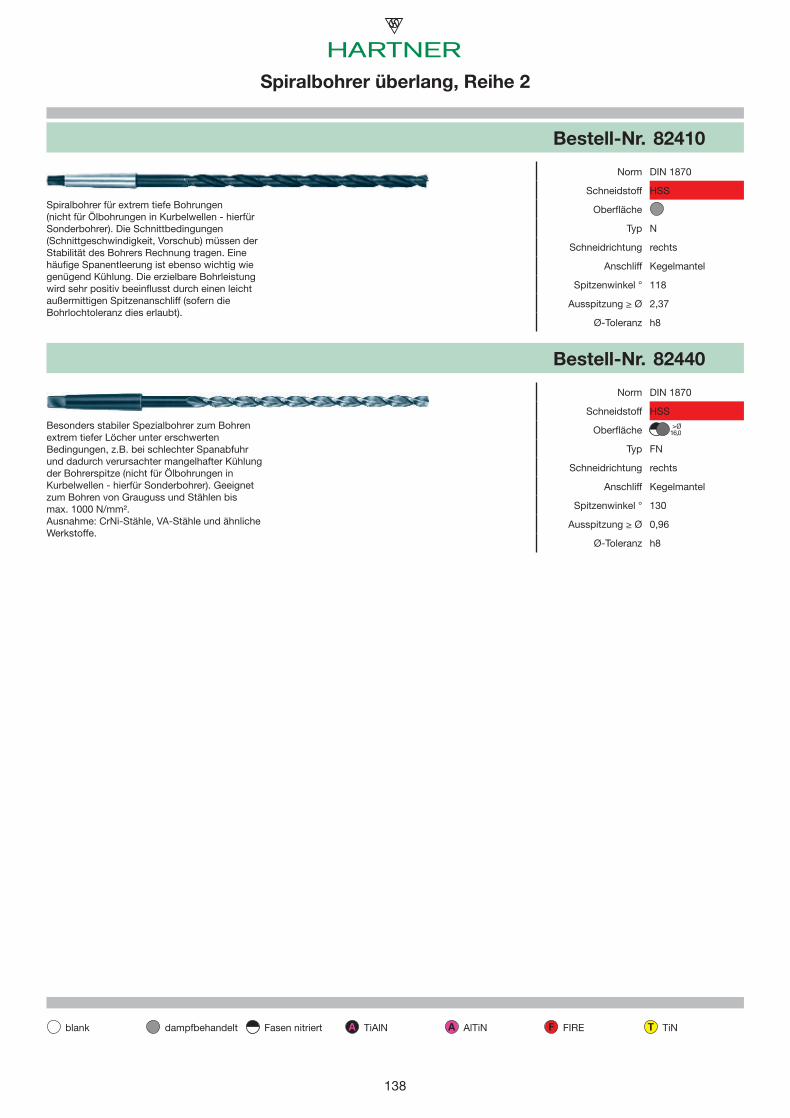
1386
A A F T
>Ø16,0
Bestell-Nr. 82410
Norm DIN 1870
Schneidstoff HSSSpiralbohrer für extrem tiefe Bohrungen (nicht für Ölbohrungen in Kurbelwellen - hierfür Sonderbohrer). Die Schnittbedingungen (Schnittgeschwindigkeit, Vorschub) müssen der Stabilität des Bohrers Rechnung tragen. Eine häufi ge Spanentleerung ist ebenso wichtig wie genügend Kühlung. Die erzielbare Bohrleistung wird sehr positiv beeinfl usst durch einen leicht außermittigen Spitzenanschliff (sofern die Bohrlochtoleranz dies erlaubt).
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 82440
Norm DIN 1870
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren extrem tiefer Löcher unter erschwerten Bedingungen, z.B. bei schlechter Spanabfuhr und dadurch verursachter mangelhafter Kühlung der Bohrerspitze (nicht für Ölbohrungen in Kurbelwellen - hierfür Sonderbohrer). Geeignet zum Bohren von Grauguss und Stählen bis max. 1000 N/mm².Ausnahme: CrNi-Stähle, VA-Stähle und ähnliche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Spiralbohrer überlang, Reihe 2
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 138 27.10.2008 10:35:46 Uhr
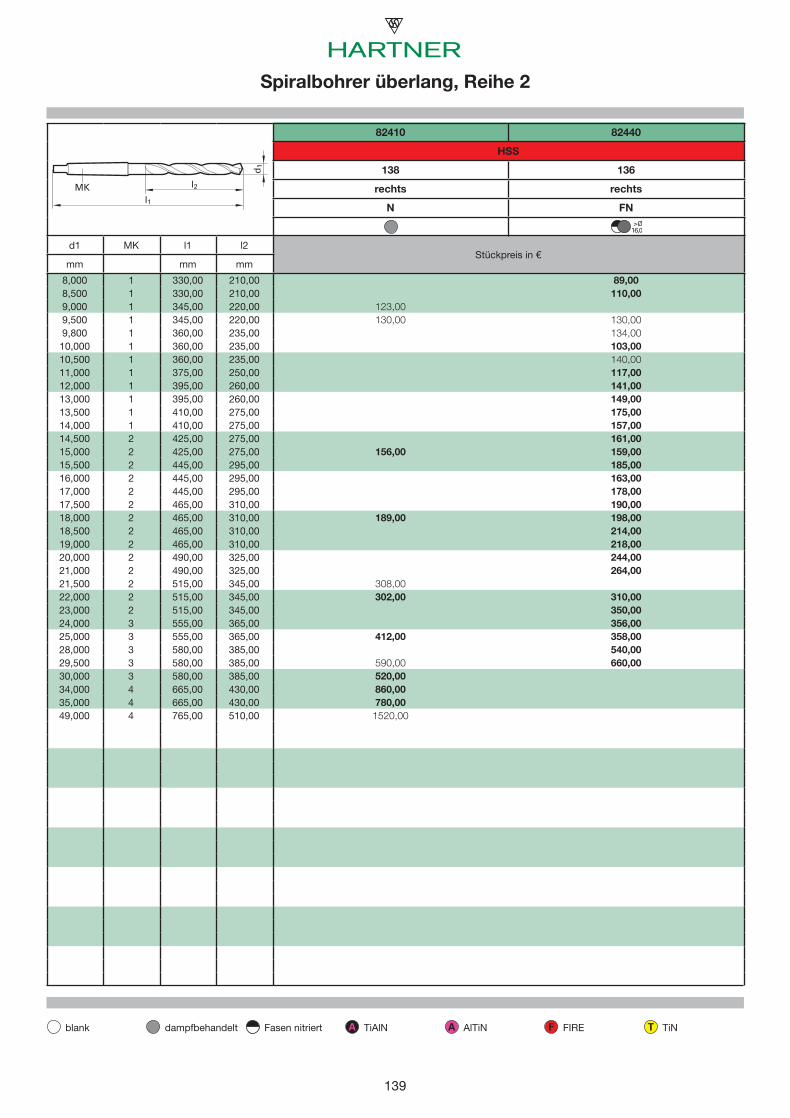
139
A A F T
l1
d1
l2 MK
>Ø16,0
7
A A F T
>Ø16,0
82410 82440
HSS
138 136
rechts rechts
N FN
d1 MK l1 l2Stückpreis in €
mm mm mm
8,000 1 330,00 210,008,500 1 330,00 210,009,000 1 345,00 220,009,500 1 345,00 220,009,800 1 360,00 235,00
10,000 1 360,00 235,0010,500 1 360,00 235,0011,000 1 375,00 250,0012,000 1 395,00 260,0013,000 1 395,00 260,0013,500 1 410,00 275,0014,000 1 410,00 275,0014,500 2 425,00 275,0015,000 2 425,00 275,0015,500 2 445,00 295,0016,000 2 445,00 295,0017,000 2 445,00 295,0017,500 2 465,00 310,0018,000 2 465,00 310,0018,500 2 465,00 310,0019,000 2 465,00 310,0020,000 2 490,00 325,0021,000 2 490,00 325,0021,500 2 515,00 345,0022,000 2 515,00 345,0023,000 2 515,00 345,0024,000 3 555,00 365,0025,000 3 555,00 365,0028,000 3 580,00 385,0029,500 3 580,00 385,0030,000 3 580,00 385,0034,000 4 665,00 430,0035,000 4 665,00 430,0049,000 4 765,00 510,00
Spiralbohrer überlang, Reihe 2
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 82466
Norm Werksnorm
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von extrem tiefen Löchern, z. B. von Kühlkanälen in Gieß-formen oder im Gussmotorenbau. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähn-liche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 82468
Norm Werksnorm
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von extrem tiefen Löchern, z. B. von Kühlkanälen in Gieß-formen oder im Gussmotorenbau. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähn-liche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 13,20
Ø-Toleranz h8
Bestell-Nr. 82467
Norm Werksnorm
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von extrem tiefen Löchern, z. B. von Kühlkanälen in Gieß-formen oder im Gussmotorenbau. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähn-liche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 82469
Norm Werksnorm
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von extrem tiefen Löchern, z. B. von Kühlkanälen in Gieß-formen oder im Gussmotorenbau. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähn-liche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 13,20
Ø-Toleranz h8
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
89,00110,00
123,00130,00 130,00
134,00103,00140,00117,00141,00149,00175,00157,00161,00
156,00 159,00185,00163,00178,00190,00
189,00 198,00214,00218,00244,00264,00
308,00302,00 310,00
350,00356,00
412,00 358,00540,00
590,00 660,00520,00860,00780,001520,00
02_Bohren_MK.indb 139 27.10.2008 10:35:48 Uhr
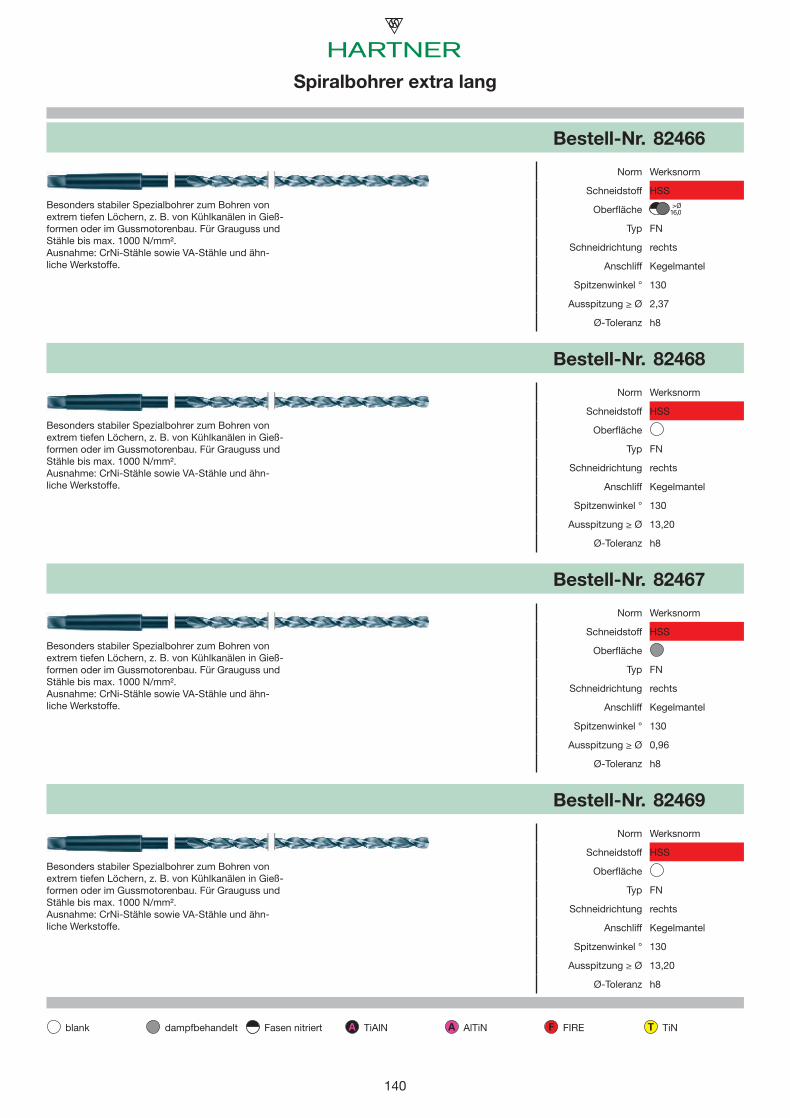
1407
A A F T
>Ø16,0
Bestell-Nr. 82466
Norm Werksnorm
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von extrem tiefen Löchern, z. B. von Kühlkanälen in Gieß-formen oder im Gussmotorenbau. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähn-liche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 82468
Norm Werksnorm
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von extrem tiefen Löchern, z. B. von Kühlkanälen in Gieß-formen oder im Gussmotorenbau. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähn-liche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 13,20
Ø-Toleranz h8
Bestell-Nr. 82467
Norm Werksnorm
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von extrem tiefen Löchern, z. B. von Kühlkanälen in Gieß-formen oder im Gussmotorenbau. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähn-liche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 0,96
Ø-Toleranz h8
Bestell-Nr. 82469
Norm Werksnorm
Schneidstoff HSSBesonders stabiler Spezialbohrer zum Bohren von extrem tiefen Löchern, z. B. von Kühlkanälen in Gieß-formen oder im Gussmotorenbau. Für Grauguss und Stähle bis max. 1000 N/mm². Ausnahme: CrNi-Stähle sowie VA-Stähle und ähn-liche Werkstoffe.
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 13,20
Ø-Toleranz h8
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 140 27.10.2008 10:35:50 Uhr
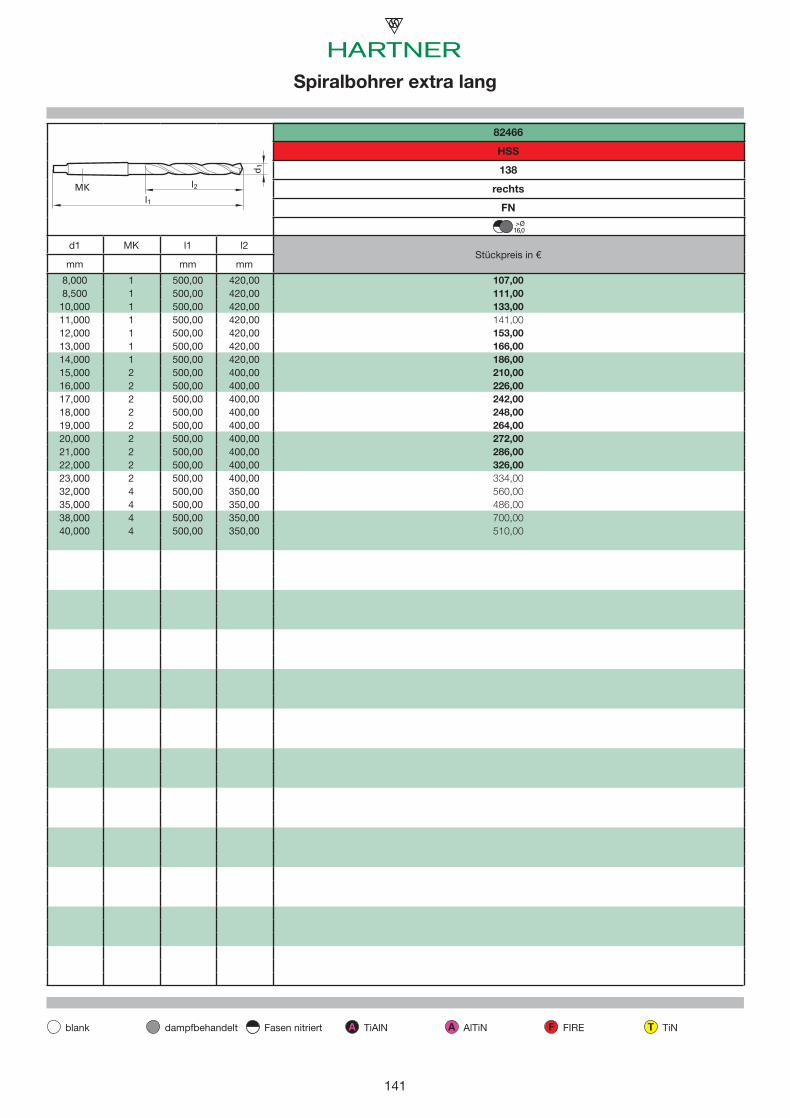
141
A A F T
l1
d1
l2 MK
>Ø16,0
82466
HSS
138
rechts
FN
d1 MK l1 l2Stückpreis in €
mm mm mm
8,000 1 500,00 420,008,500 1 500,00 420,00
10,000 1 500,00 420,0011,000 1 500,00 420,0012,000 1 500,00 420,0013,000 1 500,00 420,0014,000 1 500,00 420,0015,000 2 500,00 400,0016,000 2 500,00 400,0017,000 2 500,00 400,0018,000 2 500,00 400,0019,000 2 500,00 400,0020,000 2 500,00 400,0021,000 2 500,00 400,0022,000 2 500,00 400,0023,000 2 500,00 400,0032,000 4 500,00 350,0035,000 4 500,00 350,0038,000 4 500,00 350,0040,000 4 500,00 350,00
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
107,00111,00133,00141,00153,00166,00186,00210,00226,00242,00248,00264,00272,00286,00326,00334,00560,00486,00700,00510,00
02_Bohren_MK.indb 141 27.10.2008 10:35:51 Uhr
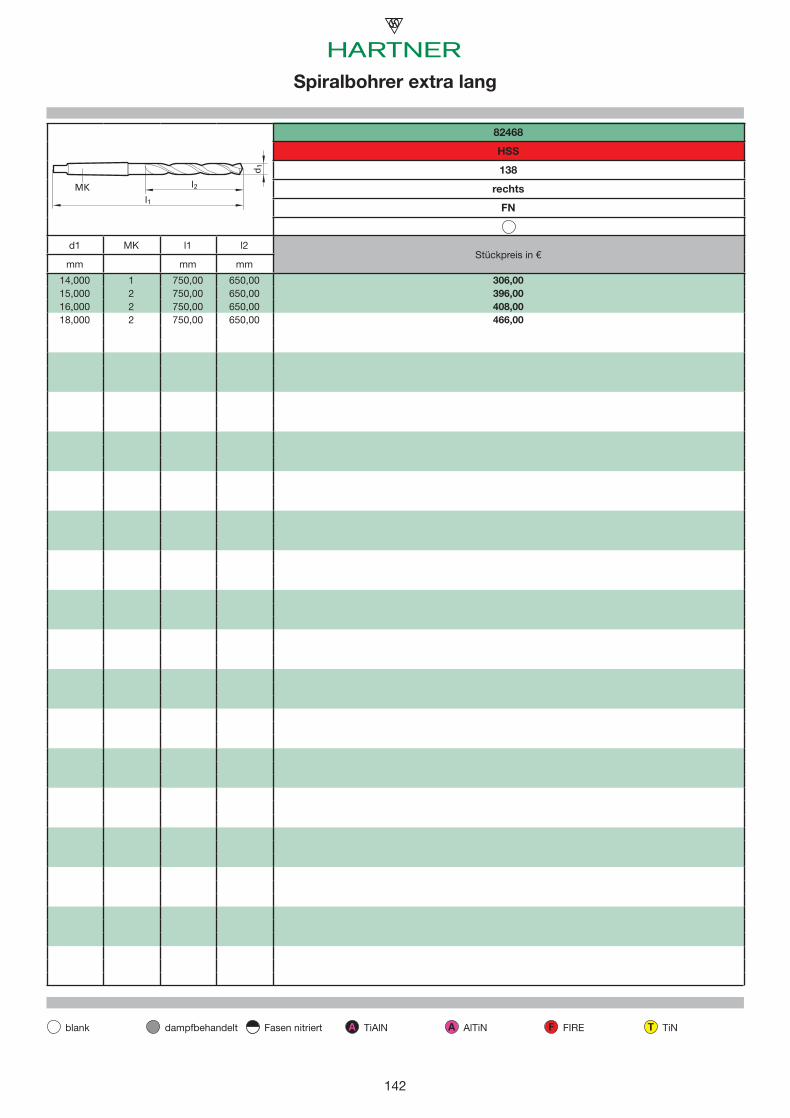
142
A A F T
l1
d1
l2 MK
82468
HSS
138
rechts
FN
d1 MK l1 l2Stückpreis in €
mm mm mm
14,000 1 750,00 650,0015,000 2 750,00 650,0016,000 2 750,00 650,0018,000 2 750,00 650,00
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
306,00396,00408,00466,00
02_Bohren_MK.indb 142 27.10.2008 10:35:52 Uhr
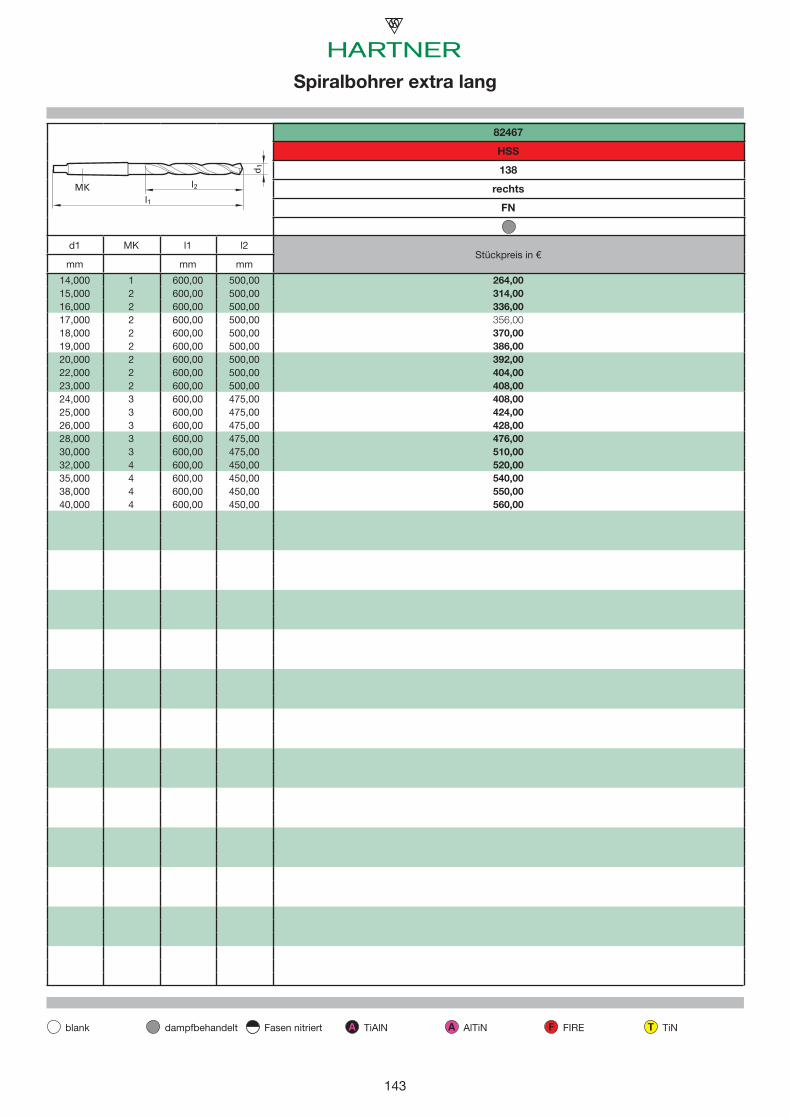
143
A A F T
l1
d1
l2 MK
82467
HSS
138
rechts
FN
d1 MK l1 l2Stückpreis in €
mm mm mm
14,000 1 600,00 500,0015,000 2 600,00 500,0016,000 2 600,00 500,0017,000 2 600,00 500,0018,000 2 600,00 500,0019,000 2 600,00 500,0020,000 2 600,00 500,0022,000 2 600,00 500,0023,000 2 600,00 500,0024,000 3 600,00 475,0025,000 3 600,00 475,0026,000 3 600,00 475,0028,000 3 600,00 475,0030,000 3 600,00 475,0032,000 4 600,00 450,0035,000 4 600,00 450,0038,000 4 600,00 450,0040,000 4 600,00 450,00
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
264,00314,00336,00356,00370,00386,00392,00404,00408,00408,00424,00428,00476,00510,00520,00540,00550,00560,00
02_Bohren_MK.indb 143 27.10.2008 10:35:59 Uhr
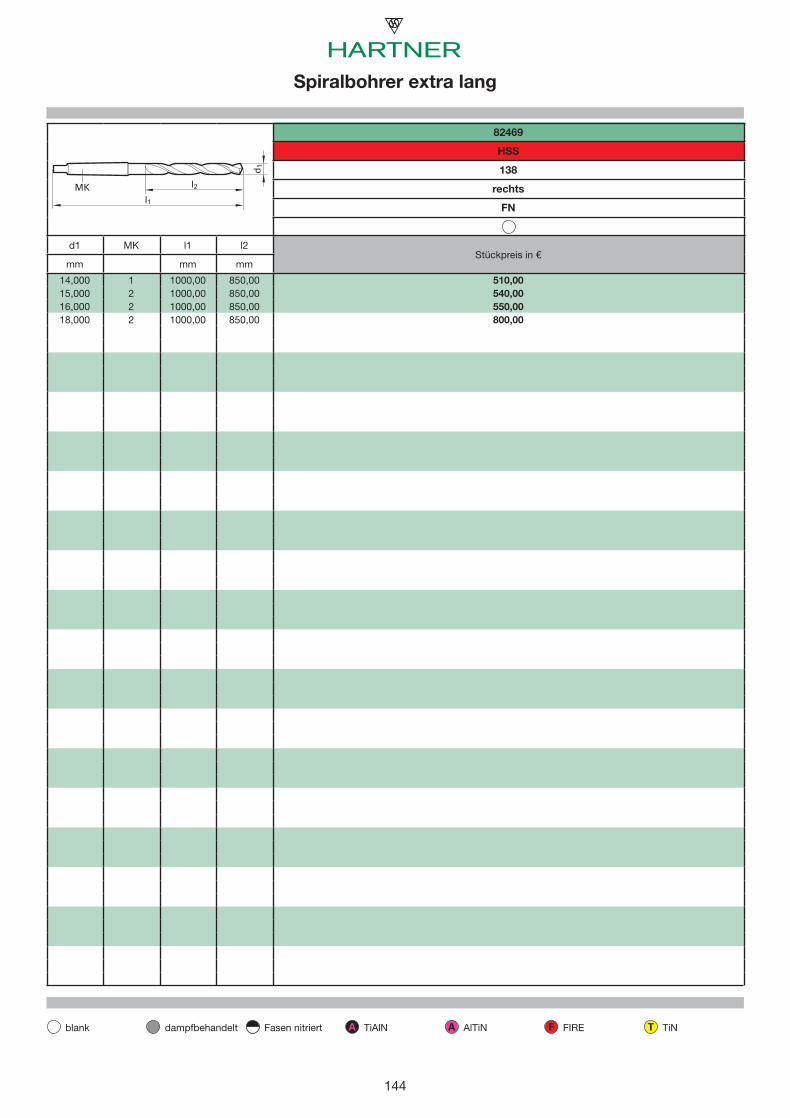
144
A A F T
l1
d1
l2 MK
82469
HSS
138
rechts
FN
d1 MK l1 l2Stückpreis in €
mm mm mm
14,000 1 1000,00 850,0015,000 2 1000,00 850,0016,000 2 1000,00 850,0018,000 2 1000,00 850,00
Spiralbohrer extra lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
510,00540,00550,00800,00
02_Bohren_MK.indb 144 27.10.2008 10:36:03 Uhr
1458
A A F T
Bestell-Nr. 82535
legiert und unlegiert bis ca. 900 N/mm² Festigkeit, rost- und säurebeständige Stähle, Temperguss, Aluminium-Legierungen kurzspanend, Messing zäh, Elektrolytkupfer, Bronze, Rotguss usw.
Kühlmittelzuführung axial durch den Morsekegel.Nutlänge nach DIN 341.
Norm Werksnorm
Schneidstoff HSSSpiralbohrer mit Morsekegel. Zwei Kühlmittelkanäle im Inneren des Bohrers leiten das unter Druck zugeführte Kühlmittel direkt zu den Hauptschneiden. Durch gute Schmierung, optimale Abführung der Zerspanungswärme undAusschwemmen der Späne aus dem Bohrloch werden hohe Standzeiten erreicht. Geeignet für tiefe Bohrungen, insbesondere zum Bohren in horizontaler Richtung. Für Stahl und Stahlguss
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,65
Ø-Toleranz h8
Bestell-Nr. 82521
Ausschwemmen der Späne begünstigt. Geeignet zum Bohren durch Bohrbuchsen.
Kühlmittelzuführung axial durch den Morsekegel.Nutlänge nach DIN 341.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer für horizontale und vertikale Bohrarbeiten, insbesondere über ca. 5 x D. Für Blechpakete, Stahl und Stahlguss, Grauguss, austenitische Stähle normaler Zerspanbarkeit bis ca. 800 N/mm² Festigkeit. Gegenüber konventionellen Bohrwerkzeugen verbesserte Standzeiten, da das Kühlmittel im Schneiden-bereich austritt, dort für optimale Kühl- und Schmierwirkung sorgt und auch das
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,65
Ø-Toleranz h8
Bestell-Nr. 82525
Spanabfuhr so, dass zumeist kein Entspanen nötig ist. Geeignet zum Bohren durch Bohrbuchsen.
Kühlmittelzuführung axial durch den Morsekegel.Nutlänge nach DIN 341.
Norm Werksnorm
Schneidstoff HSS-ESpezialbohrer für horizontale und vertikale Bohrarbeiten insbesondere über ca. 5 x D. Für feste bis hochfeste Stähle, Stahlguss, Grauguss, rost-, säure- und hitzebeständige Stähle mit Festigkeiten über 800 N/mm² bis ca. 1300 N/mm². Ausgezeichnete Standzeiten aufgrund hoher Warmfestigkeit. Die innere Kühlmittelzufuhr, die weiten Spanräume und der große Spanwinkel verbessern die
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,65
Ø-Toleranz h8
Kühlkanalbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 145 27.10.2008 10:36:03 Uhr
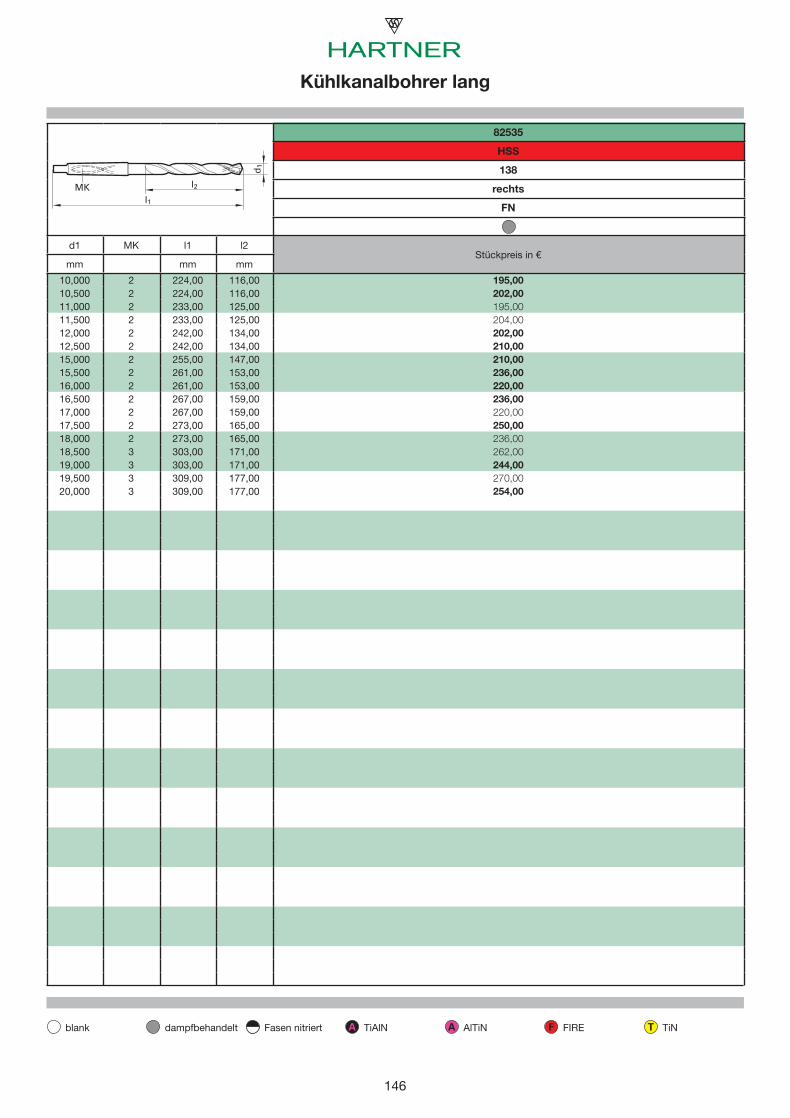
146
A A F T
l1
d1
l2 MK
82535
HSS
138
rechts
FN
d1 MK l1 l2Stückpreis in €
mm mm mm
10,000 2 224,00 116,0010,500 2 224,00 116,0011,000 2 233,00 125,0011,500 2 233,00 125,0012,000 2 242,00 134,0012,500 2 242,00 134,0015,000 2 255,00 147,0015,500 2 261,00 153,0016,000 2 261,00 153,0016,500 2 267,00 159,0017,000 2 267,00 159,0017,500 2 273,00 165,0018,000 2 273,00 165,0018,500 3 303,00 171,0019,000 3 303,00 171,0019,500 3 309,00 177,0020,000 3 309,00 177,00
Kühlkanalbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
195,00202,00195,00204,00202,00210,00210,00236,00220,00236,00220,00250,00236,00262,00244,00270,00254,00
02_Bohren_MK.indb 146 27.10.2008 10:36:05 Uhr
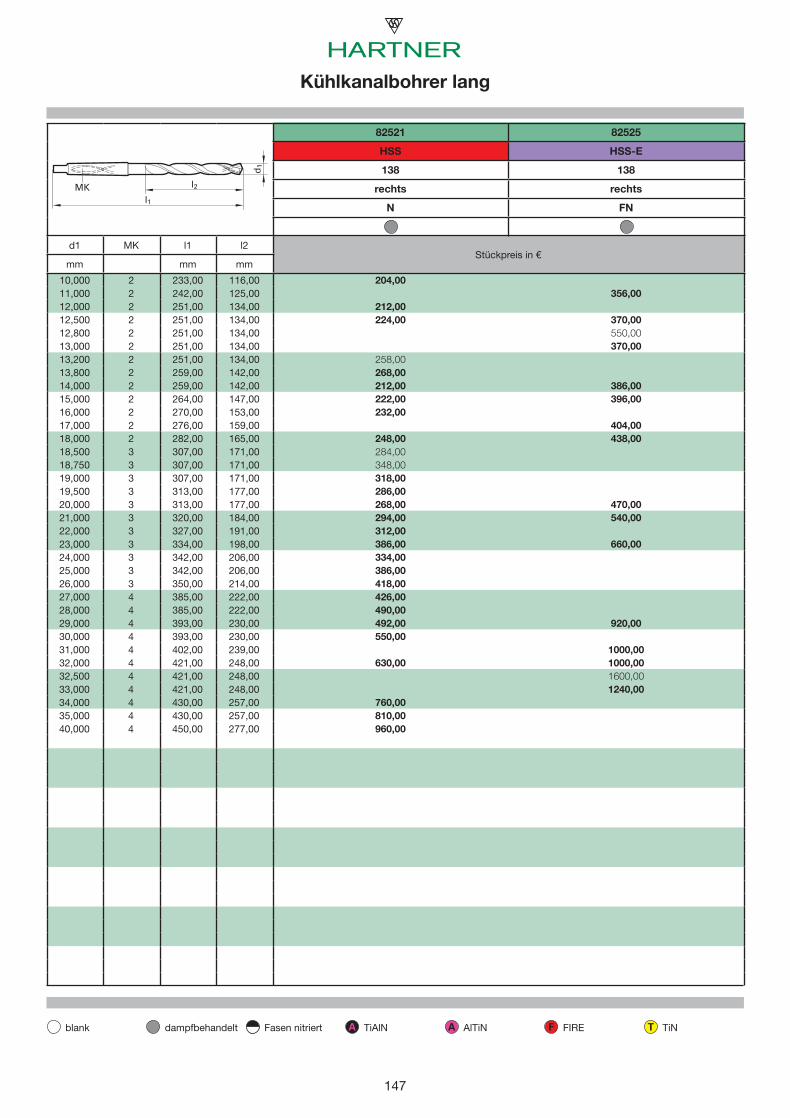
147
A A F T
l1
d1
l2 MK
82521 82525
HSS HSS-E
138 138
rechts rechts
N FN
d1 MK l1 l2Stückpreis in €
mm mm mm
10,000 2 233,00 116,0011,000 2 242,00 125,0012,000 2 251,00 134,0012,500 2 251,00 134,0012,800 2 251,00 134,0013,000 2 251,00 134,0013,200 2 251,00 134,0013,800 2 259,00 142,0014,000 2 259,00 142,0015,000 2 264,00 147,0016,000 2 270,00 153,0017,000 2 276,00 159,0018,000 2 282,00 165,0018,500 3 307,00 171,0018,750 3 307,00 171,0019,000 3 307,00 171,0019,500 3 313,00 177,0020,000 3 313,00 177,0021,000 3 320,00 184,0022,000 3 327,00 191,0023,000 3 334,00 198,0024,000 3 342,00 206,0025,000 3 342,00 206,0026,000 3 350,00 214,0027,000 4 385,00 222,0028,000 4 385,00 222,0029,000 4 393,00 230,0030,000 4 393,00 230,0031,000 4 402,00 239,0032,000 4 421,00 248,0032,500 4 421,00 248,0033,000 4 421,00 248,0034,000 4 430,00 257,0035,000 4 430,00 257,0040,000 4 450,00 277,00
Kühlkanalbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
204,00356,00
212,00224,00 370,00
550,00370,00
258,00268,00212,00 386,00222,00 396,00232,00
404,00248,00 438,00284,00348,00318,00286,00268,00 470,00294,00 540,00312,00386,00 660,00334,00386,00418,00426,00490,00492,00 920,00550,00
1000,00630,00 1000,00
1600,001240,00
760,00810,00960,00
02_Bohren_MK.indb 147 27.10.2008 10:36:07 Uhr
1489
A A F T
Bestell-Nr. 82541
legiert und unlegiert bis ca. 900 N/mm² Festigkeit, rost- und säurebeständige Stähle, Temperguss, Aluminium-Legierungen kurzspanend, Messing zäh, Elektrolytkupfer, Bronze, Rotguss usw.
Kühlmittelzuführung radial an Ringlauffl äche für den Einsatz mit Kühlmittelzuführring 82556.Nutlänge nach DIN 341.
Norm Werksnorm
Schneidstoff HSSSpiralbohrer mit Morsekegel. Zwei Kühlmittelkanäle im Inneren des Bohrers leiten das unter Druck zugeführte Kühlmittel direkt zu den Hauptschneiden. Durch gute Schmierung, optimale Abführung der Zerspanungswärme undAusschwemmen der Späne aus dem Bohrloch werden hohe Standzeiten erreicht. Geeignet für tiefe Bohrungen, insbesondere zum Bohren in horizontaler Richtung. Für Stahl und Stahlguss
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 8,50
Ø-Toleranz h8
Bestell-Nr. 82543
rostfreie austenitische Stähle, Temperguss, Aluminium-Legierungen kurzspanend, Messing zäh, Elektrolytkupfer, Bronze, Rotguss usw.
Kühlmittelzuführung axial durch den Morsekegel.
Norm Werksnorm
Schneidstoff HSSSpiralbohrer mit Morsekegel. Zwei Kühlmittelkanäle im Inneren des Bohrers leiten das unter Druck zugeführte Kühlmittel direkt zu den Hauptschneiden. Durch gute Schmierung, optimale Abführung der Zerspanungswärme und Ausschwemmen der Späne aus dem Bohrloch werden hohe Standzeiten erreicht. Geeignet für tiefe Bohrungen, insbesondere zum Bohren in horizontaler Richtung. Für Stahl und Stahlguss,legiert und unlegiert bis ca. 900 N/mm² Festigkeit,
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Kühlkanalbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 148 27.10.2008 10:36:09 Uhr
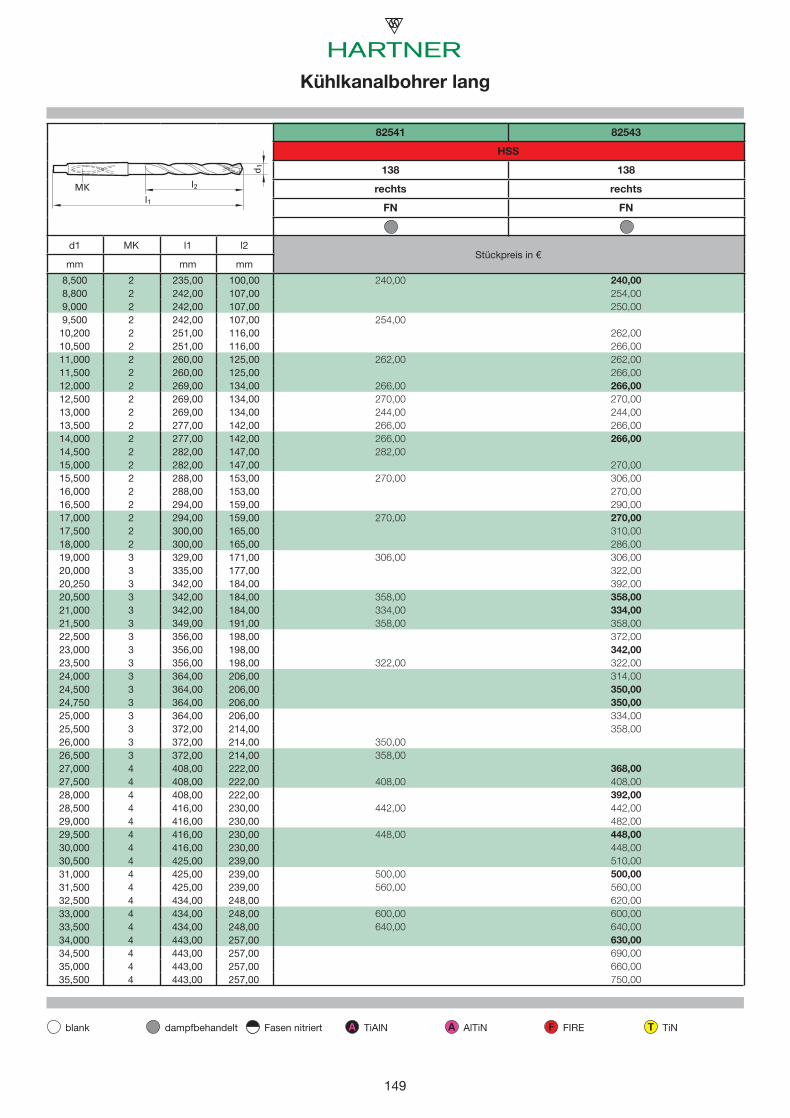
149
A A F T
l1
d1
l2 MK
82541 82543
HSS
138 138
rechts rechts
FN FN
d1 MK l1 l2Stückpreis in €
mm mm mm
8,500 2 235,00 100,008,800 2 242,00 107,009,000 2 242,00 107,009,500 2 242,00 107,00
10,200 2 251,00 116,0010,500 2 251,00 116,0011,000 2 260,00 125,0011,500 2 260,00 125,0012,000 2 269,00 134,0012,500 2 269,00 134,0013,000 2 269,00 134,0013,500 2 277,00 142,0014,000 2 277,00 142,0014,500 2 282,00 147,0015,000 2 282,00 147,0015,500 2 288,00 153,0016,000 2 288,00 153,0016,500 2 294,00 159,0017,000 2 294,00 159,0017,500 2 300,00 165,0018,000 2 300,00 165,0019,000 3 329,00 171,0020,000 3 335,00 177,0020,250 3 342,00 184,0020,500 3 342,00 184,0021,000 3 342,00 184,0021,500 3 349,00 191,0022,500 3 356,00 198,0023,000 3 356,00 198,0023,500 3 356,00 198,0024,000 3 364,00 206,0024,500 3 364,00 206,0024,750 3 364,00 206,0025,000 3 364,00 206,0025,500 3 372,00 214,0026,000 3 372,00 214,0026,500 3 372,00 214,0027,000 4 408,00 222,0027,500 4 408,00 222,0028,000 4 408,00 222,0028,500 4 416,00 230,0029,000 4 416,00 230,0029,500 4 416,00 230,0030,000 4 416,00 230,0030,500 4 425,00 239,0031,000 4 425,00 239,0031,500 4 425,00 239,0032,500 4 434,00 248,0033,000 4 434,00 248,0033,500 4 434,00 248,0034,000 4 443,00 257,0034,500 4 443,00 257,0035,000 4 443,00 257,0035,500 4 443,00 257,00
Kühlkanalbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
240,00 240,00254,00250,00
254,00262,00266,00
262,00 262,00266,00
266,00 266,00270,00 270,00244,00 244,00266,00 266,00266,00 266,00282,00
270,00270,00 306,00
270,00290,00
270,00 270,00310,00286,00
306,00 306,00322,00392,00
358,00 358,00334,00 334,00358,00 358,00
372,00342,00
322,00 322,00314,00350,00350,00334,00358,00
350,00358,00
368,00408,00 408,00
392,00442,00 442,00
482,00448,00 448,00
448,00510,00
500,00 500,00560,00 560,00
620,00600,00 600,00640,00 640,00
630,00690,00660,00750,00
02_Bohren_MK.indb 149 27.10.2008 10:36:12 Uhr
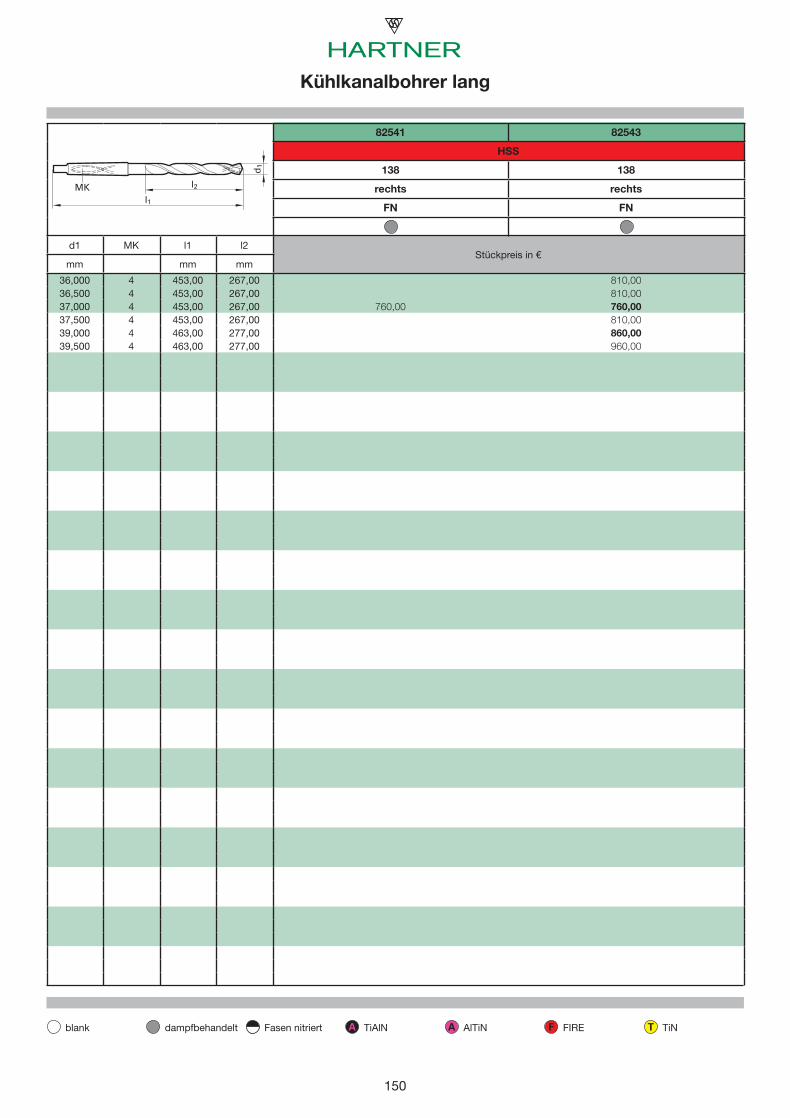
150
A A F T
l1
d1
l2 MK
82541 82543
HSS
138 138
rechts rechts
FN FN
d1 MK l1 l2Stückpreis in €
mm mm mm
36,000 4 453,00 267,0036,500 4 453,00 267,0037,000 4 453,00 267,0037,500 4 453,00 267,0039,000 4 463,00 277,0039,500 4 463,00 277,00
Kühlkanalbohrer lang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
810,00810,00
760,00 760,00810,00860,00960,00
02_Bohren_MK.indb 150 27.10.2008 10:36:23 Uhr

151
A A F T
149
Kühlmittelzuführringe
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 82556
Norm Werksnorm
SchneidstoffFür Bestell-Nr. 82541Kühlmittelzuführring komplett mit Sicherungsrin-gen und Zuführrohr (200 mm lang). Für Kühlka-nalbohrer mit Kühlmittelzuführbohrung an der Ringlauffl äche. Der Kühlmittelzuführring wird auf der Lauffl äche des Bohrers zwischen Konus und Spannuten durch zwei Sicherungsringe axial fi xiert.
Oberfl äche
Typ
Schneidrichtung
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
02_Bohren_MK.indb 151 27.10.2008 10:36:23 Uhr
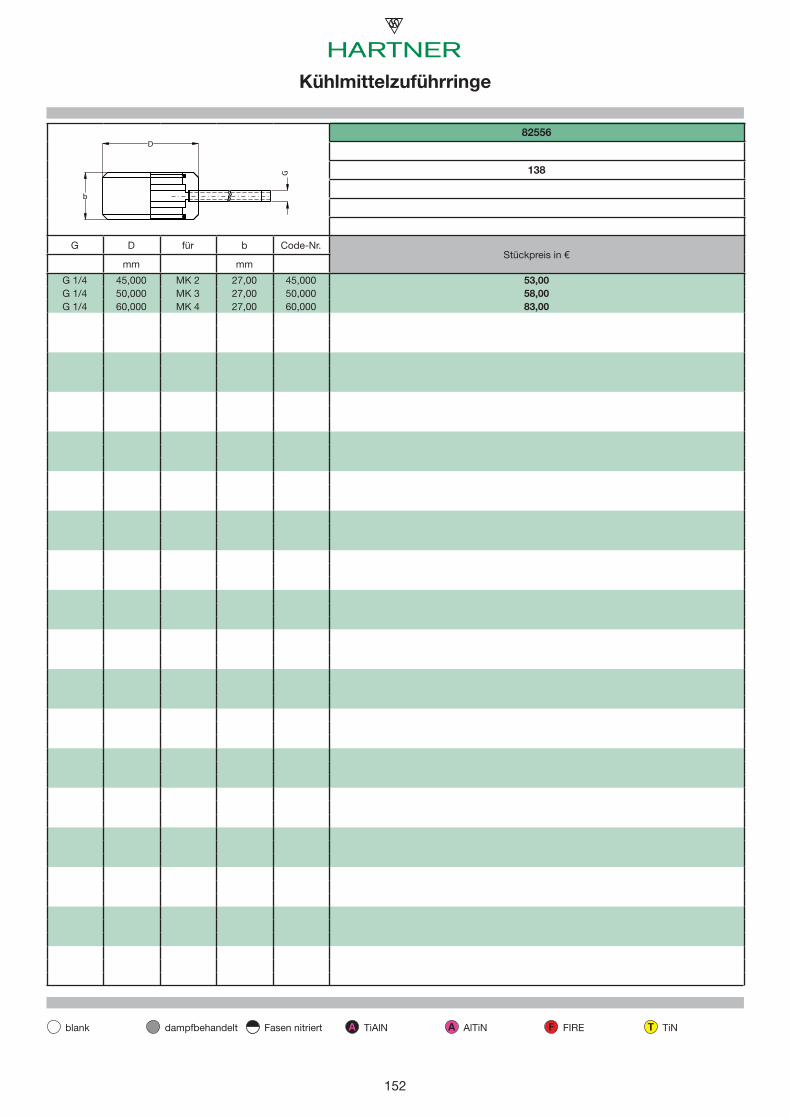
152
A A F T
150
G
b
D
Kühlmittelzuführringe
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
82556
138
G D für b Code-Nr.Stückpreis in €
mm mm
G 1/4 45,000 MK 2 27,00 45,000G 1/4 50,000 MK 3 27,00 50,000G 1/4 60,000 MK 4 27,00 60,000
53,0058,0083,00
02_Bohren_MK.indb 152 27.10.2008 10:36:32 Uhr
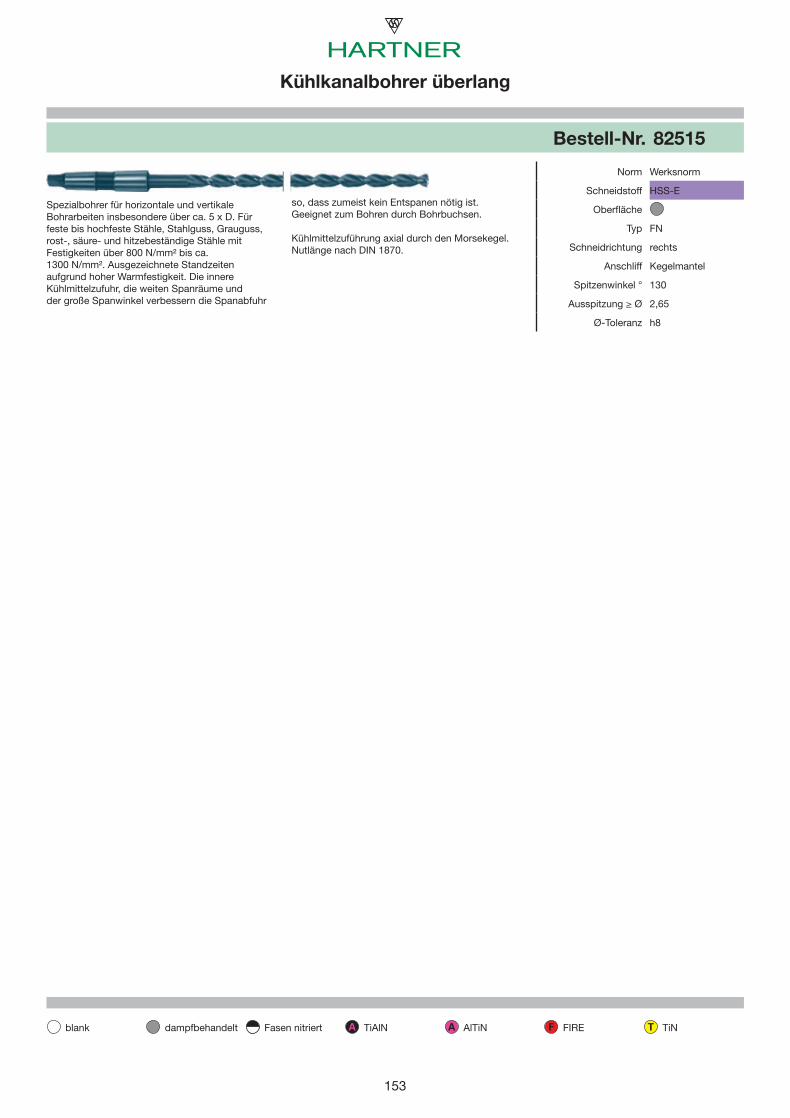
15310
A A F T
Bestell-Nr. 82515
so, dass zumeist kein Entspanen nötig ist. Geeignet zum Bohren durch Bohrbuchsen.
Kühlmittelzuführung axial durch den Morsekegel.Nutlänge nach DIN 1870.
Norm Werksnorm
Schneidstoff HSS-ESpezialbohrer für horizontale und vertikale Bohrarbeiten insbesondere über ca. 5 x D. Für feste bis hochfeste Stähle, Stahlguss, Grauguss, rost-, säure- und hitzebeständige Stähle mit Festigkeiten über 800 N/mm² bis ca. 1300 N/mm². Ausgezeichnete Standzeiten aufgrund hoher Warmfestigkeit. Die innere Kühlmittelzufuhr, die weiten Spanräume und der große Spanwinkel verbessern die Spanabfuhr
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,65
Ø-Toleranz h8
Kühlkanalbohrer überlang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 153 27.10.2008 10:36:32 Uhr
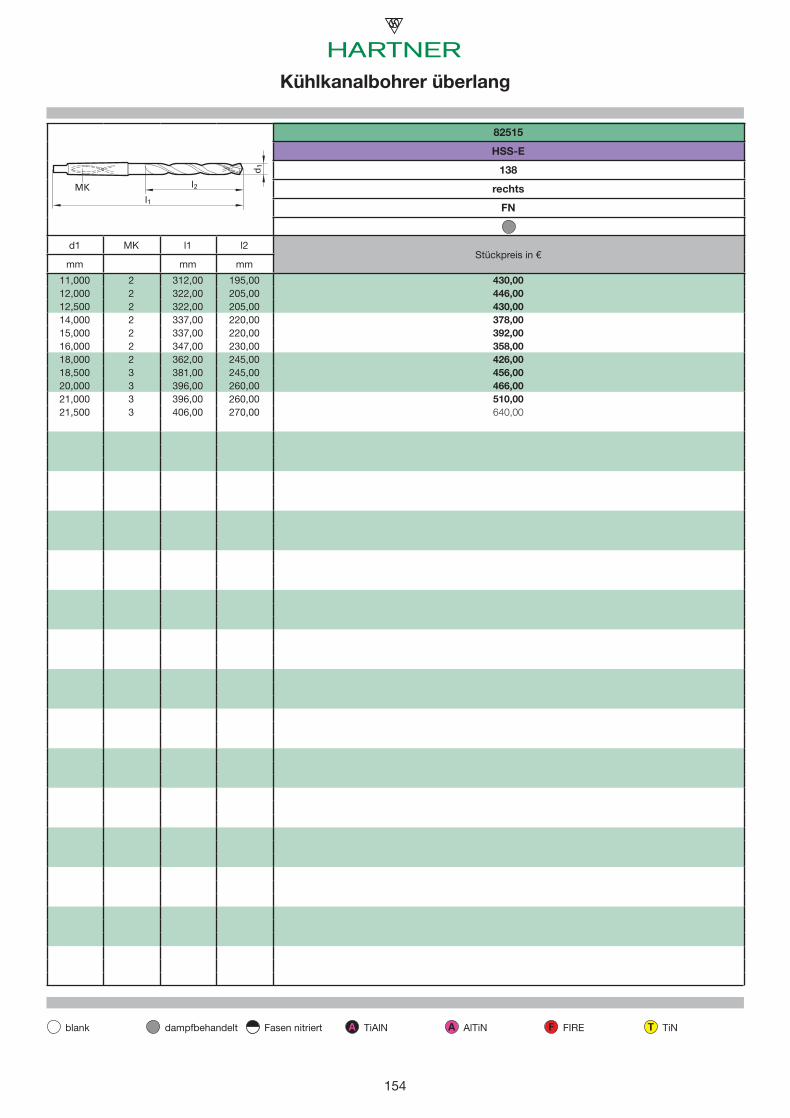
154
A A F T
l1
d1
l2 MK
10
A A F T
82515
HSS-E
138
rechts
FN
d1 MK l1 l2Stückpreis in €
mm mm mm
11,000 2 312,00 195,0012,000 2 322,00 205,0012,500 2 322,00 205,0014,000 2 337,00 220,0015,000 2 337,00 220,0016,000 2 347,00 230,0018,000 2 362,00 245,0018,500 3 381,00 245,0020,000 3 396,00 260,0021,000 3 396,00 260,0021,500 3 406,00 270,00
Kühlkanalbohrer überlang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 82515
so, dass zumeist kein Entspanen nötig ist. Geeignet zum Bohren durch Bohrbuchsen.
Kühlmittelzuführung axial durch den Morsekegel.Nutlänge nach DIN 1870.
Norm Werksnorm
Schneidstoff HSS-ESpezialbohrer für horizontale und vertikale Bohrarbeiten insbesondere über ca. 5 x D. Für feste bis hochfeste Stähle, Stahlguss, Grauguss, rost-, säure- und hitzebeständige Stähle mit Festigkeiten über 800 N/mm² bis ca. 1300 N/mm². Ausgezeichnete Standzeiten aufgrund hoher Warmfestigkeit. Die innere Kühlmittelzufuhr, die weiten Spanräume und der große Spanwinkel verbessern die Spanabfuhr
Oberfl äche
Typ FN
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 130
Ausspitzung ≥ Ø 2,65
Ø-Toleranz h8
Kühlkanalbohrer überlang
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
430,00446,00430,00378,00392,00358,00426,00456,00466,00510,00640,00
02_Bohren_MK.indb 154 27.10.2008 10:36:35 Uhr

15511
A A F T
Bestell-Nr. 89302
Norm DIN 8041
Schneidstoff HMSpiralbohrer für Federbandstahl, Hartguss über 300 HB, Reinmolybdän, zähharte Bronzen u. ä. sowie glasfaserverstärkte Kunststoffe (z. B. bei gedruck-ten Schaltungen) und anderen Duroplaste, die eine Schmirgelwirkung auf die Schneiden und Fasen des Bohrers ausüben.
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,90
Ø-Toleranz h8
Spezialbohrer mit HM-Schneiden
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 155 27.10.2008 10:36:35 Uhr
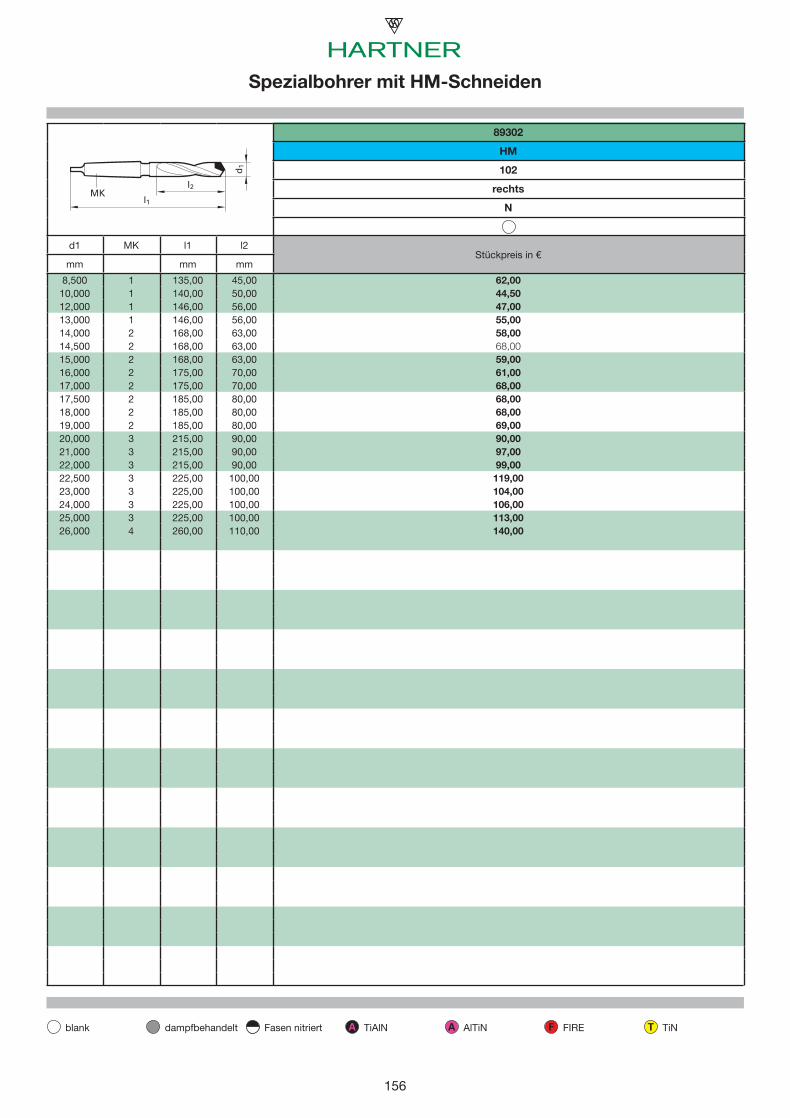
156
A A F T
l1
d1
l2 MK
89302
HM
102
rechts
N
d1 MK l1 l2Stückpreis in €
mm mm mm
8,500 1 135,00 45,0010,000 1 140,00 50,0012,000 1 146,00 56,0013,000 1 146,00 56,0014,000 2 168,00 63,0014,500 2 168,00 63,0015,000 2 168,00 63,0016,000 2 175,00 70,0017,000 2 175,00 70,0017,500 2 185,00 80,0018,000 2 185,00 80,0019,000 2 185,00 80,0020,000 3 215,00 90,0021,000 3 215,00 90,0022,000 3 215,00 90,0022,500 3 225,00 100,0023,000 3 225,00 100,0024,000 3 225,00 100,0025,000 3 225,00 100,0026,000 4 260,00 110,00
Spezialbohrer mit HM-Schneiden
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
62,0044,5047,0055,0058,0068,0059,0061,0068,0068,0068,0069,0090,0097,0099,00119,00104,00106,00113,00140,00
02_Bohren_MK.indb 156 27.10.2008 10:36:36 Uhr
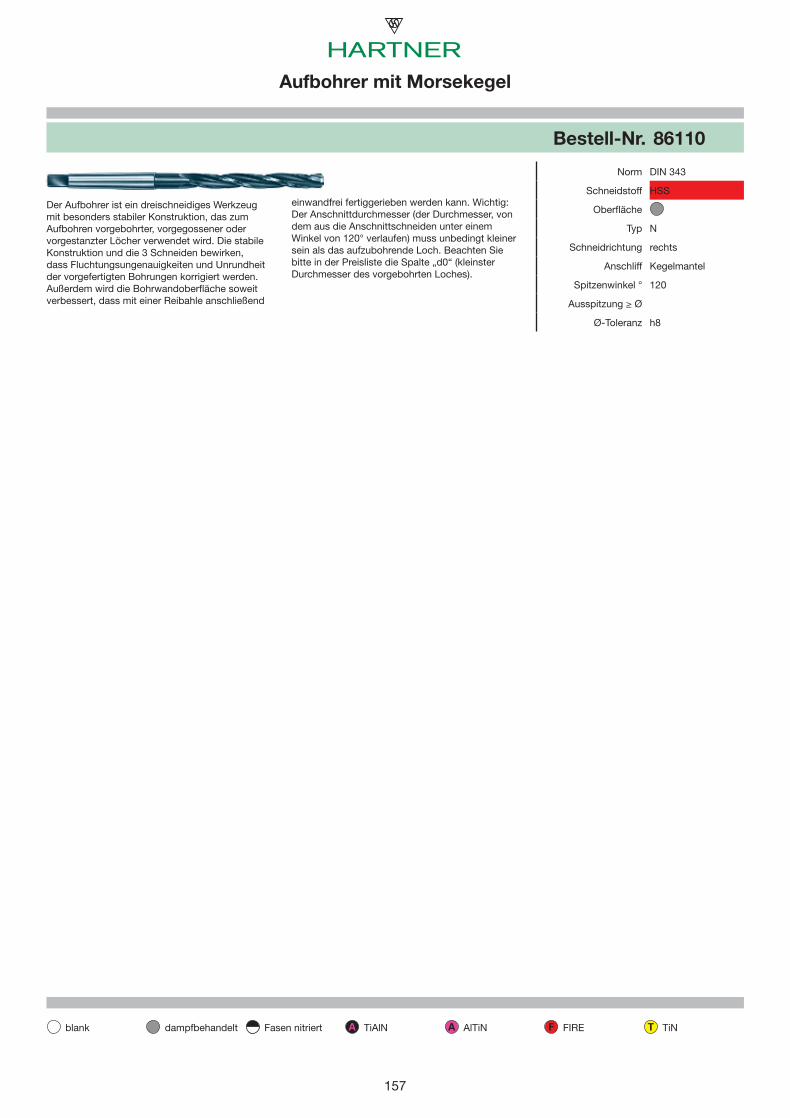
1572
A A F T
Bestell-Nr. 86110
einwandfrei fertiggerieben werden kann. Wichtig: Der Anschnittdurchmesser (der Durchmesser, von dem aus die Anschnittschneiden unter einem Winkel von 120° verlaufen) muss unbedingt kleiner sein als das aufzubohrende Loch. Beachten Sie bitte in der Preisliste die Spalte „d0“ (kleinster Durchmesser des vorgebohrten Loches).
Norm DIN 343
Schneidstoff HSSDer Aufbohrer ist ein dreischneidiges Werkzeug mit besonders stabiler Konstruktion, das zum Aufbohren vorgebohrter, vorgegossener oder vorgestanzter Löcher verwendet wird. Die stabile Konstruktion und die 3 Schneiden bewirken, dass Fluchtungsungenauigkeiten und Unrundheit der vorgefertigten Bohrungen korrigiert werden. Außerdem wird die Bohrwandoberfl äche soweit verbessert, dass mit einer Reibahle anschließend
Oberfl äche
Typ N
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ausspitzung ≥ Ø
Ø-Toleranz h8
Aufbohrer mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
02_Bohren_MK.indb 157 27.10.2008 10:36:45 Uhr
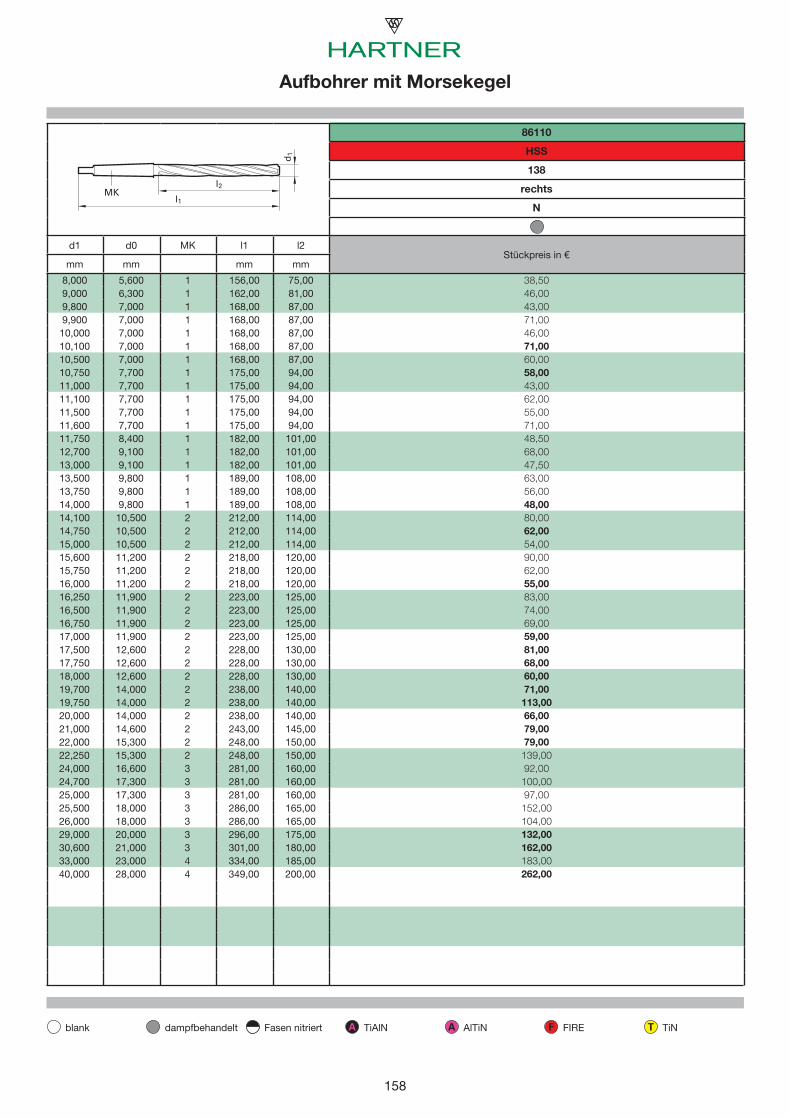
158
A A F T
l1
d1
l2 MK
86110
HSS
138
rechts
N
d1 d0 MK l1 l2Stückpreis in €
mm mm mm mm
8,000 5,600 1 156,00 75,009,000 6,300 1 162,00 81,009,800 7,000 1 168,00 87,009,900 7,000 1 168,00 87,00
10,000 7,000 1 168,00 87,0010,100 7,000 1 168,00 87,0010,500 7,000 1 168,00 87,0010,750 7,700 1 175,00 94,0011,000 7,700 1 175,00 94,0011,100 7,700 1 175,00 94,0011,500 7,700 1 175,00 94,0011,600 7,700 1 175,00 94,0011,750 8,400 1 182,00 101,0012,700 9,100 1 182,00 101,0013,000 9,100 1 182,00 101,0013,500 9,800 1 189,00 108,0013,750 9,800 1 189,00 108,0014,000 9,800 1 189,00 108,0014,100 10,500 2 212,00 114,0014,750 10,500 2 212,00 114,0015,000 10,500 2 212,00 114,0015,600 11,200 2 218,00 120,0015,750 11,200 2 218,00 120,0016,000 11,200 2 218,00 120,0016,250 11,900 2 223,00 125,0016,500 11,900 2 223,00 125,0016,750 11,900 2 223,00 125,0017,000 11,900 2 223,00 125,0017,500 12,600 2 228,00 130,0017,750 12,600 2 228,00 130,0018,000 12,600 2 228,00 130,0019,700 14,000 2 238,00 140,0019,750 14,000 2 238,00 140,0020,000 14,000 2 238,00 140,0021,000 14,600 2 243,00 145,0022,000 15,300 2 248,00 150,0022,250 15,300 2 248,00 150,0024,000 16,600 3 281,00 160,0024,700 17,300 3 281,00 160,0025,000 17,300 3 281,00 160,0025,500 18,000 3 286,00 165,0026,000 18,000 3 286,00 165,0029,000 20,000 3 296,00 175,0030,600 21,000 3 301,00 180,0033,000 23,000 4 334,00 185,0040,000 28,000 4 349,00 200,00
Aufbohrer mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
38,5046,0043,0071,0046,0071,0060,0058,0043,0062,0055,0071,0048,5068,0047,5063,0056,0048,0080,0062,0054,0090,0062,0055,0083,0074,0069,0059,0081,0068,0060,0071,00113,0066,0079,0079,00139,0092,00100,0097,00152,00104,00132,00162,00183,00262,00
02_Bohren_MK.indb 158 27.10.2008 10:36:52 Uhr
TS-D
rills
Präzisions-Bohrwerkzeuge
TS-DrillS
High-Tech-Werkzeuge aus Hartmetallblank und beschichtet
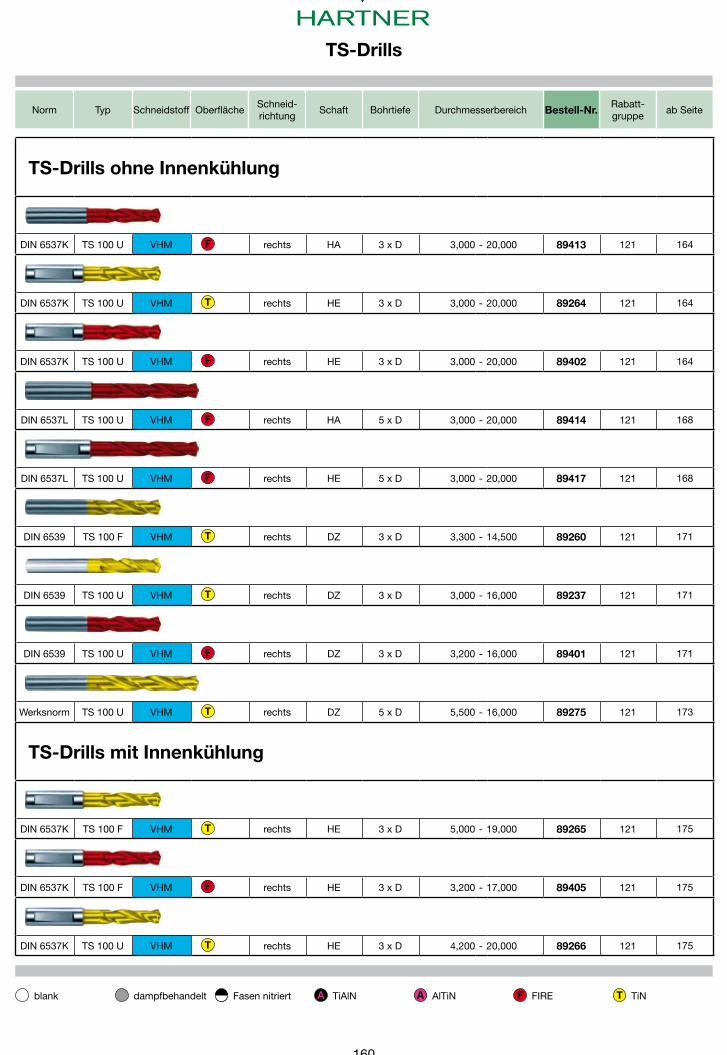
160
A A F T
F 164
T 164
F 164
F 168
F 168
T 171
T 171
F 171
T 173
T 175
F 175
T 175
Norm Typ Schneidstoff OberflächeSchneid-richtung
Schaft Bohrtiefe Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
TS-Drills ohne Innenkühlung
DIN 6537K TS 100 U VHM rechts HA 3 x D 3,000 - 20,000 89413 121
DIN 6537K TS 100 U VHM rechts HE 3 x D 3,000 - 20,000 89264 121
DIN 6537K TS 100 U VHM rechts HE 3 x D 3,000 - 20,000 89402 121
DIN 6537L TS 100 U VHM rechts HA 5 x D 3,000 - 20,000 89414 121
DIN 6537L TS 100 U VHM rechts HE 5 x D 3,000 - 20,000 89417 121
DIN 6539 TS 100 F VHM rechts DZ 3 x D 3,300 - 14,500 89260 121
DIN 6539 TS 100 U VHM rechts DZ 3 x D 3,000 - 16,000 89237 121
DIN 6539 TS 100 U VHM rechts DZ 3 x D 3,200 - 16,000 89401 121
Werksnorm TS 100 U VHM rechts DZ 5 x D 5,500 - 16,000 89275 121
TS-Drills mit Innenkühlung
DIN 6537K TS 100 F VHM rechts HE 3 x D 5,000 - 19,000 89265 121
DIN 6537K TS 100 F VHM rechts HE 3 x D 3,200 - 17,000 89405 121
DIN 6537K TS 100 U VHM rechts HE 3 x D 4,200 - 20,000 89266 121
TS-Drills
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
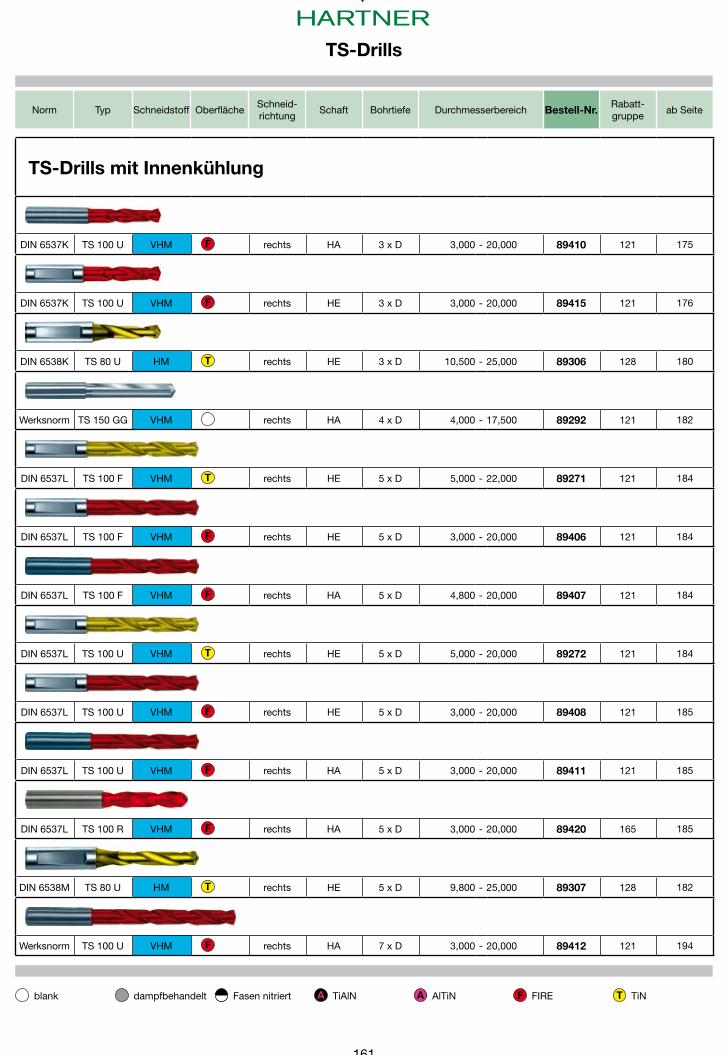
161
A A F T
F 175
F 176
T 180
182
T 184
F 184
F 184
T 184
F 185
F 185
F 185
T 182
F 194
Norm Typ Schneidstoff OberflächeSchneid-richtung
Schaft Bohrtiefe Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
TS-Drills mit Innenkühlung
DIN 6537K TS 100 U VHM rechts HA 3 x D 3,000 - 20,000 89410 121
DIN 6537K TS 100 U VHM rechts HE 3 x D 3,000 - 20,000 89415 121
DIN 6538K TS 80 U HM rechts HE 3 x D 10,500 - 25,000 89306 128
Werksnorm TS 150 GG VHM rechts HA 4 x D 4,000 - 17,500 89292 121
DIN 6537L TS 100 F VHM rechts HE 5 x D 5,000 - 22,000 89271 121
DIN 6537L TS 100 F VHM rechts HE 5 x D 3,000 - 20,000 89406 121
DIN 6537L TS 100 F VHM rechts HA 5 x D 4,800 - 20,000 89407 121
DIN 6537L TS 100 U VHM rechts HE 5 x D 5,000 - 20,000 89272 121
DIN 6537L TS 100 U VHM rechts HE 5 x D 3,000 - 20,000 89408 121
DIN 6537L TS 100 U VHM rechts HA 5 x D 3,000 - 20,000 89411 121
DIN 6537L TS 100 R VHM rechts HA 5 x D 3,000 - 20,000 89420 165
DIN 6538M TS 80 U HM rechts HE 5 x D 9,800 - 25,000 89307 128
Werksnorm TS 100 U VHM rechts HA 7 x D 3,000 - 20,000 89412 121
TS-Drills
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
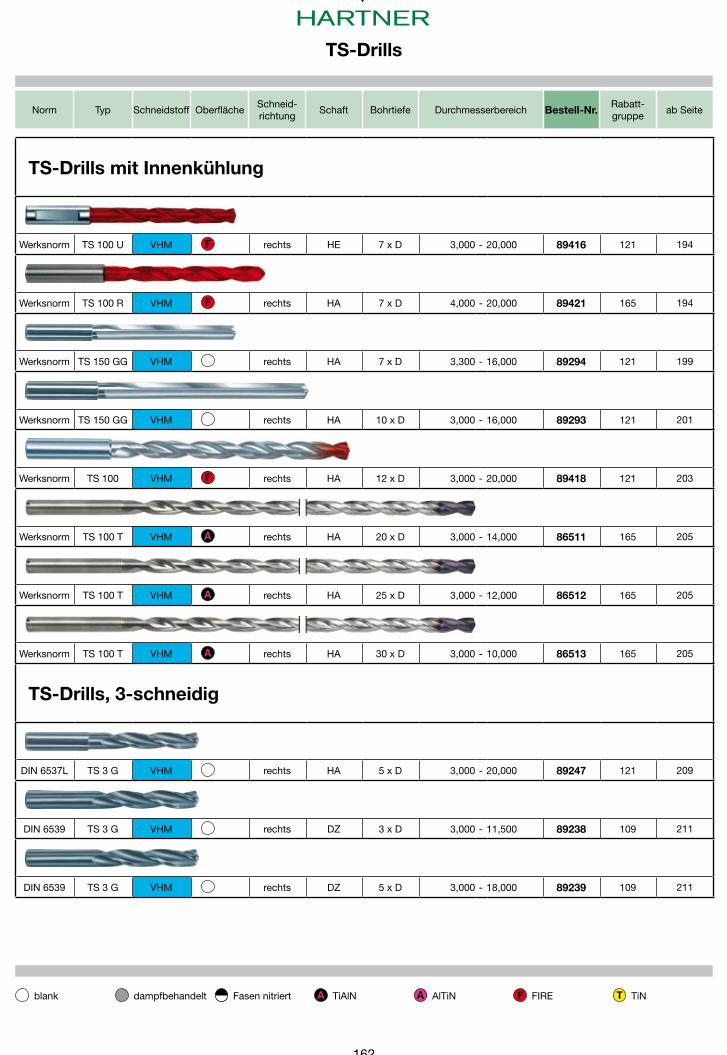
162
A A F T
F 194
F 194
199
201
F 203
A 205
A 205
A 205
209
211
211
Norm Typ Schneidstoff OberflächeSchneid-richtung
Schaft Bohrtiefe Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
TS-Drills mit Innenkühlung
Werksnorm TS 100 U VHM rechts HE 7 x D 3,000 - 20,000 89416 121
Werksnorm TS 100 R VHM rechts HA 7 x D 4,000 - 20,000 89421 165
Werksnorm TS 150 GG VHM rechts HA 7 x D 3,300 - 16,000 89294 121
Werksnorm TS 150 GG VHM rechts HA 10 x D 3,000 - 16,000 89293 121
Werksnorm TS 100 VHM rechts HA 12 x D 3,000 - 20,000 89418 121
Werksnorm TS 100 T VHM rechts HA 20 x D 3,000 - 14,000 86511 165
Werksnorm TS 100 T VHM rechts HA 25 x D 3,000 - 12,000 86512 165
Werksnorm TS 100 T VHM rechts HA 30 x D 3,000 - 10,000 86513 165
TS-Drills, 3-schneidig
DIN 6537L TS 3 G VHM rechts HA 5 x D 3,000 - 20,000 89247 121
DIN 6539 TS 3 G VHM rechts DZ 3 x D 3,000 - 11,500 89238 109
DIN 6539 TS 3 G VHM rechts DZ 5 x D 3,000 - 18,000 89239 109
TS-Drills
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
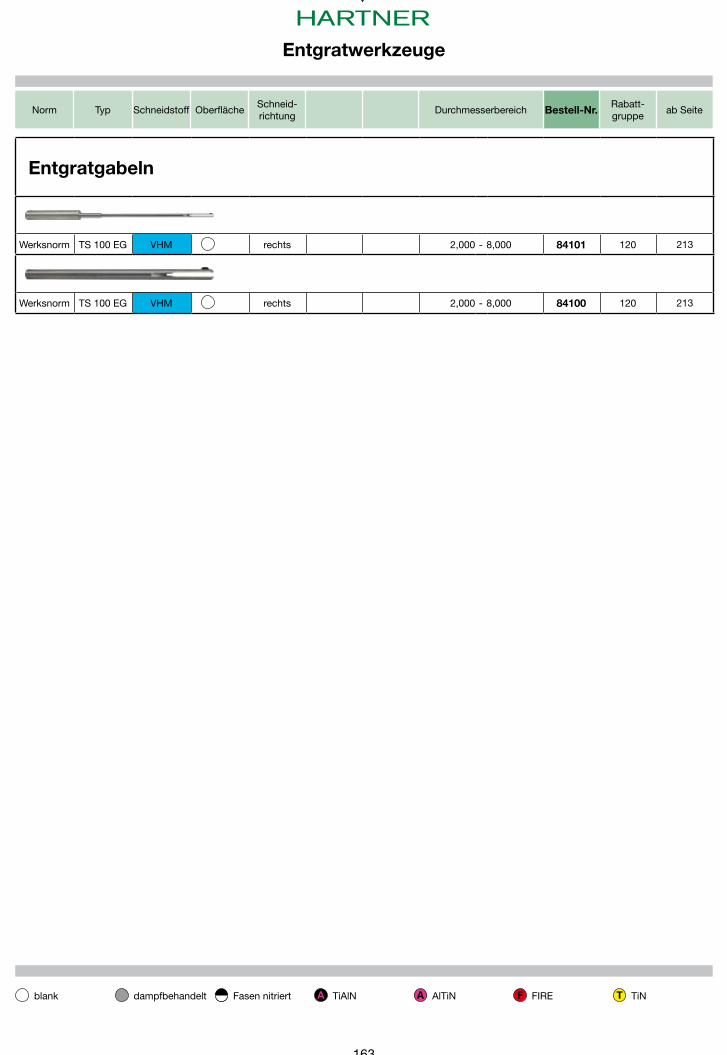
163
A A F T
213
213
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
Entgratgabeln
Werksnorm TS 100 EG VHM rechts 2,000 - 8,000 84101 120
Werksnorm TS 100 EG VHM rechts 2,000 - 8,000 84100 120
Entgratwerkzeuge
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
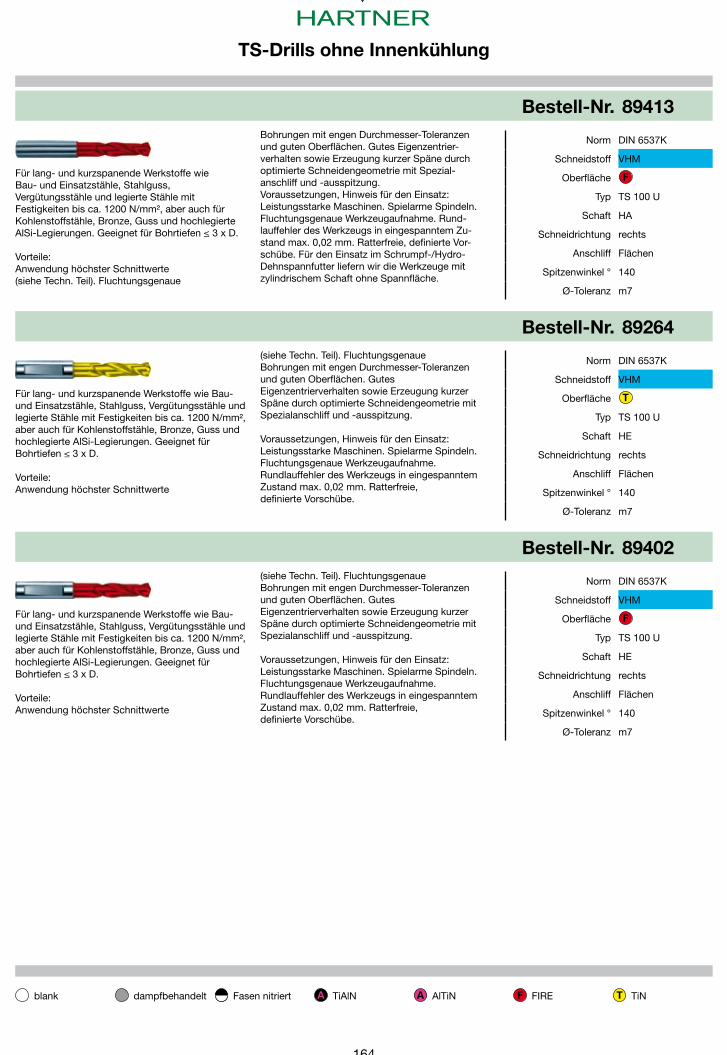
1641
A A F T
F
T
F
Bestell-Nr. 89413
Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrier-verhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezial-anschliff und -ausspitzung. Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rund-lauffehler des Werkzeugs in eingespanntem Zu-stand max. 0,02 mm. Ratterfreie, defi nierte Vor-schübe. Für den Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm DIN 6537K
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile:Anwendung höchster Schnittwerte (siehe Techn. Teil). Fluchtungsgenaue
Oberfl äche
Typ TS 100 U
Schaft HA
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89264
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntemZustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6537K
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89402
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntemZustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6537K
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
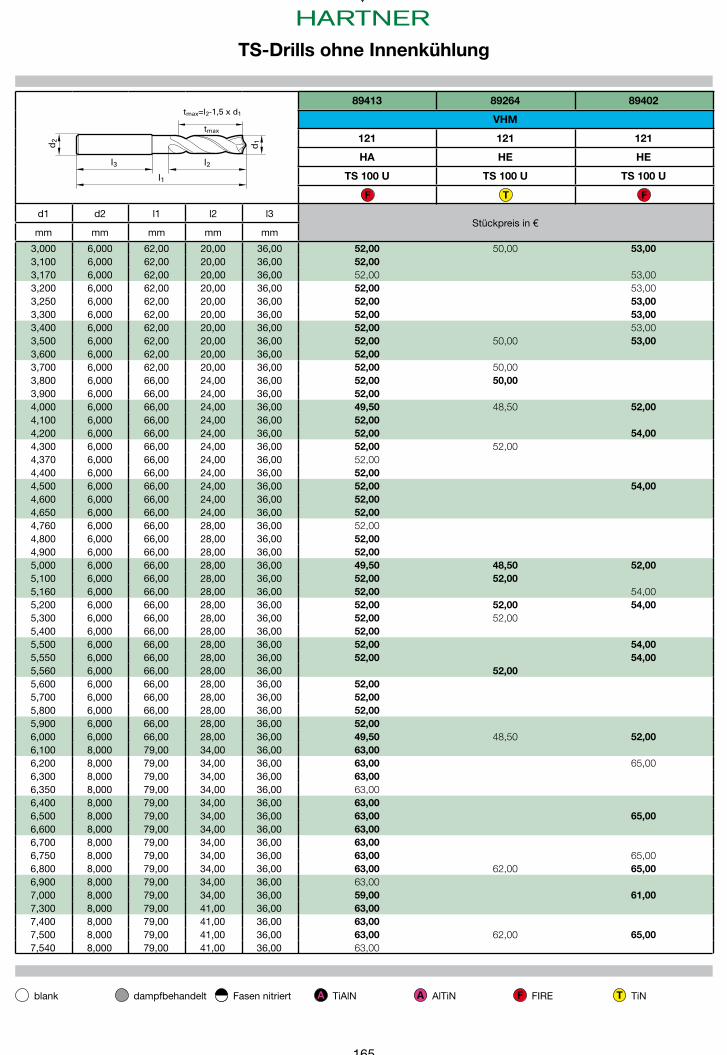
165
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
F T F
89413 89264 89402
VHM
121 121 121
HA HE HE
TS 100 U TS 100 U TS 100 U
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,000 6,000 62,00 20,00 36,003,100 6,000 62,00 20,00 36,003,170 6,000 62,00 20,00 36,003,200 6,000 62,00 20,00 36,003,250 6,000 62,00 20,00 36,003,300 6,000 62,00 20,00 36,003,400 6,000 62,00 20,00 36,003,500 6,000 62,00 20,00 36,003,600 6,000 62,00 20,00 36,003,700 6,000 62,00 20,00 36,003,800 6,000 66,00 24,00 36,003,900 6,000 66,00 24,00 36,004,000 6,000 66,00 24,00 36,004,100 6,000 66,00 24,00 36,004,200 6,000 66,00 24,00 36,004,300 6,000 66,00 24,00 36,004,370 6,000 66,00 24,00 36,004,400 6,000 66,00 24,00 36,004,500 6,000 66,00 24,00 36,004,600 6,000 66,00 24,00 36,004,650 6,000 66,00 24,00 36,004,760 6,000 66,00 28,00 36,004,800 6,000 66,00 28,00 36,004,900 6,000 66,00 28,00 36,005,000 6,000 66,00 28,00 36,005,100 6,000 66,00 28,00 36,005,160 6,000 66,00 28,00 36,005,200 6,000 66,00 28,00 36,005,300 6,000 66,00 28,00 36,005,400 6,000 66,00 28,00 36,005,500 6,000 66,00 28,00 36,005,550 6,000 66,00 28,00 36,005,560 6,000 66,00 28,00 36,005,600 6,000 66,00 28,00 36,005,700 6,000 66,00 28,00 36,005,800 6,000 66,00 28,00 36,005,900 6,000 66,00 28,00 36,006,000 6,000 66,00 28,00 36,006,100 8,000 79,00 34,00 36,006,200 8,000 79,00 34,00 36,006,300 8,000 79,00 34,00 36,006,350 8,000 79,00 34,00 36,006,400 8,000 79,00 34,00 36,006,500 8,000 79,00 34,00 36,006,600 8,000 79,00 34,00 36,006,700 8,000 79,00 34,00 36,006,750 8,000 79,00 34,00 36,006,800 8,000 79,00 34,00 36,006,900 8,000 79,00 34,00 36,007,000 8,000 79,00 34,00 36,007,300 8,000 79,00 41,00 36,007,400 8,000 79,00 41,00 36,007,500 8,000 79,00 41,00 36,007,540 8,000 79,00 41,00 36,00
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
52,00 50,00 53,0052,0052,00 53,0052,00 53,0052,00 53,0052,00 53,0052,00 53,0052,00 50,00 53,0052,0052,00 50,0052,00 50,0052,0049,50 48,50 52,0052,0052,00 54,0052,00 52,0052,0052,0052,00 54,0052,0052,0052,0052,0052,0049,50 48,50 52,0052,00 52,0052,00 54,0052,00 52,00 54,0052,00 52,0052,0052,00 54,0052,00 54,00
52,0052,0052,0052,0052,0049,50 48,50 52,0063,0063,00 65,0063,0063,0063,0063,00 65,0063,0063,0063,00 65,0063,00 62,00 65,0063,0059,00 61,0063,0063,0063,00 62,00 65,0063,00
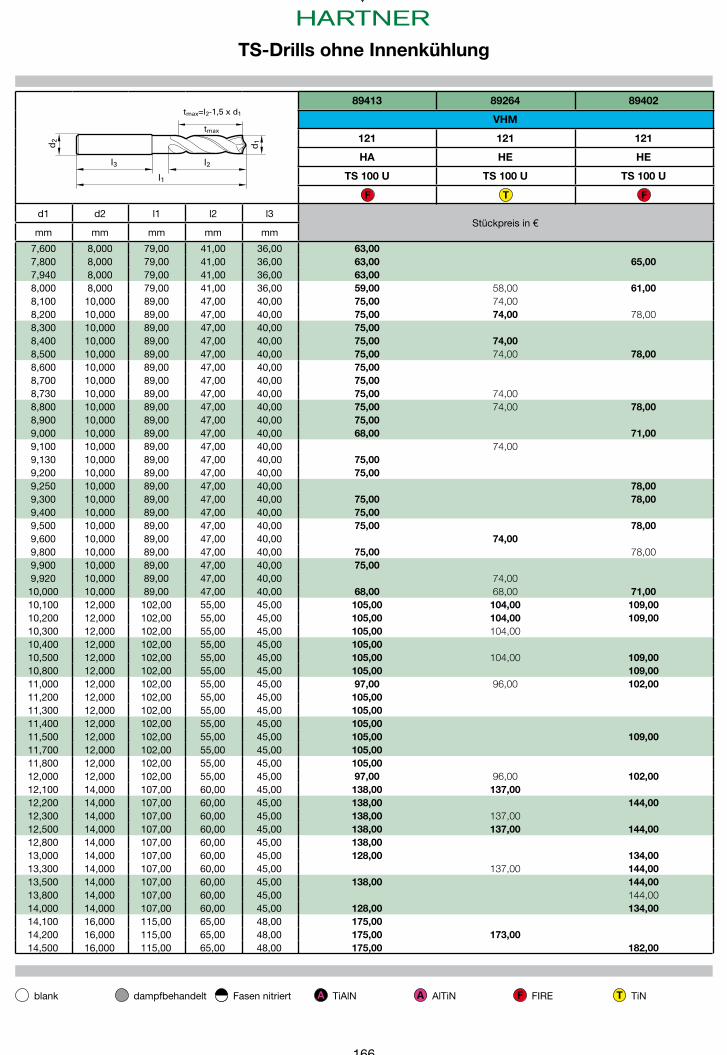
166
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
F T F
89413 89264 89402
VHM
121 121 121
HA HE HE
TS 100 U TS 100 U TS 100 U
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
7,600 8,000 79,00 41,00 36,007,800 8,000 79,00 41,00 36,007,940 8,000 79,00 41,00 36,008,000 8,000 79,00 41,00 36,008,100 10,000 89,00 47,00 40,008,200 10,000 89,00 47,00 40,008,300 10,000 89,00 47,00 40,008,400 10,000 89,00 47,00 40,008,500 10,000 89,00 47,00 40,008,600 10,000 89,00 47,00 40,008,700 10,000 89,00 47,00 40,008,730 10,000 89,00 47,00 40,008,800 10,000 89,00 47,00 40,008,900 10,000 89,00 47,00 40,009,000 10,000 89,00 47,00 40,009,100 10,000 89,00 47,00 40,009,130 10,000 89,00 47,00 40,009,200 10,000 89,00 47,00 40,009,250 10,000 89,00 47,00 40,009,300 10,000 89,00 47,00 40,009,400 10,000 89,00 47,00 40,009,500 10,000 89,00 47,00 40,009,600 10,000 89,00 47,00 40,009,800 10,000 89,00 47,00 40,009,900 10,000 89,00 47,00 40,009,920 10,000 89,00 47,00 40,00
10,000 10,000 89,00 47,00 40,0010,100 12,000 102,00 55,00 45,0010,200 12,000 102,00 55,00 45,0010,300 12,000 102,00 55,00 45,0010,400 12,000 102,00 55,00 45,0010,500 12,000 102,00 55,00 45,0010,800 12,000 102,00 55,00 45,0011,000 12,000 102,00 55,00 45,0011,200 12,000 102,00 55,00 45,0011,300 12,000 102,00 55,00 45,0011,400 12,000 102,00 55,00 45,0011,500 12,000 102,00 55,00 45,0011,700 12,000 102,00 55,00 45,0011,800 12,000 102,00 55,00 45,0012,000 12,000 102,00 55,00 45,0012,100 14,000 107,00 60,00 45,0012,200 14,000 107,00 60,00 45,0012,300 14,000 107,00 60,00 45,0012,500 14,000 107,00 60,00 45,0012,800 14,000 107,00 60,00 45,0013,000 14,000 107,00 60,00 45,0013,300 14,000 107,00 60,00 45,0013,500 14,000 107,00 60,00 45,0013,800 14,000 107,00 60,00 45,0014,000 14,000 107,00 60,00 45,0014,100 16,000 115,00 65,00 48,0014,200 16,000 115,00 65,00 48,0014,500 16,000 115,00 65,00 48,00
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
63,0063,00 65,0063,0059,00 58,00 61,0075,00 74,0075,00 74,00 78,0075,0075,00 74,0075,00 74,00 78,0075,0075,0075,00 74,0075,00 74,00 78,0075,0068,00 71,00
74,0075,0075,00
78,0075,00 78,0075,0075,00 78,00
74,0075,00 78,0075,00
74,0068,00 68,00 71,00
105,00 104,00 109,00105,00 104,00 109,00105,00 104,00105,00105,00 104,00 109,00105,00 109,0097,00 96,00 102,00
105,00105,00105,00105,00 109,00105,00105,0097,00 96,00 102,00
138,00 137,00138,00 144,00138,00 137,00138,00 137,00 144,00138,00128,00 134,00
137,00 144,00138,00 144,00
144,00128,00 134,00175,00175,00 173,00175,00 182,00
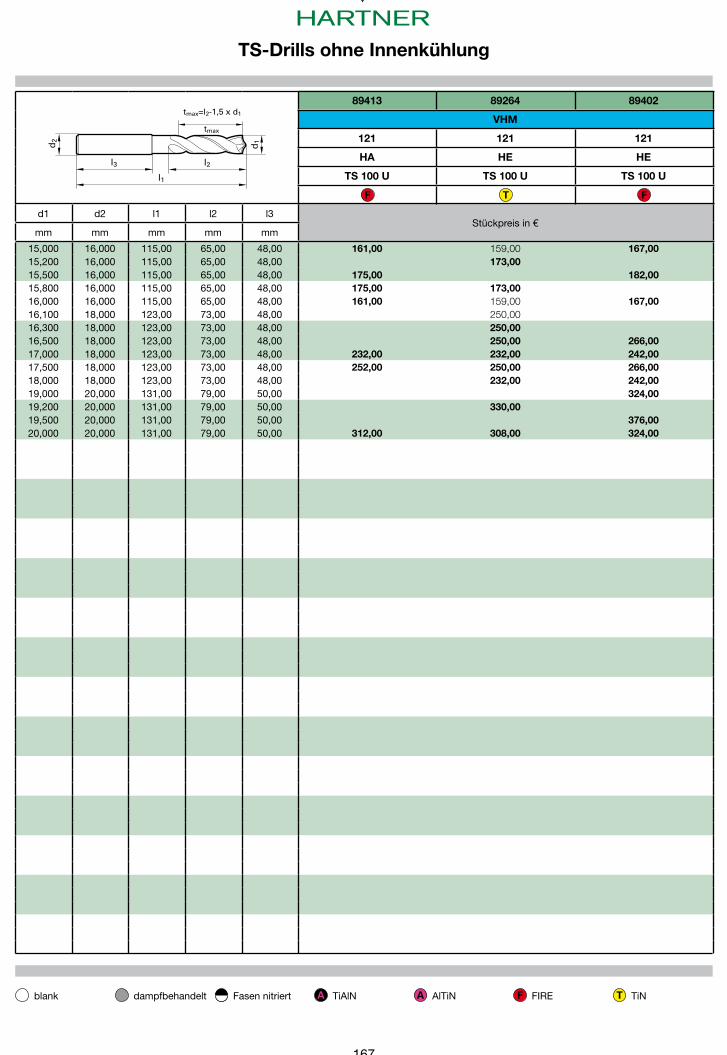
167
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
F T F
89413 89264 89402
VHM
121 121 121
HA HE HE
TS 100 U TS 100 U TS 100 U
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
15,000 16,000 115,00 65,00 48,0015,200 16,000 115,00 65,00 48,0015,500 16,000 115,00 65,00 48,0015,800 16,000 115,00 65,00 48,0016,000 16,000 115,00 65,00 48,0016,100 18,000 123,00 73,00 48,0016,300 18,000 123,00 73,00 48,0016,500 18,000 123,00 73,00 48,0017,000 18,000 123,00 73,00 48,0017,500 18,000 123,00 73,00 48,0018,000 18,000 123,00 73,00 48,0019,000 20,000 131,00 79,00 50,0019,200 20,000 131,00 79,00 50,0019,500 20,000 131,00 79,00 50,0020,000 20,000 131,00 79,00 50,00
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
161,00 159,00 167,00173,00
175,00 182,00175,00 173,00161,00 159,00 167,00
250,00250,00250,00 266,00
232,00 232,00 242,00252,00 250,00 266,00
232,00 242,00324,00
330,00376,00
312,00 308,00 324,00
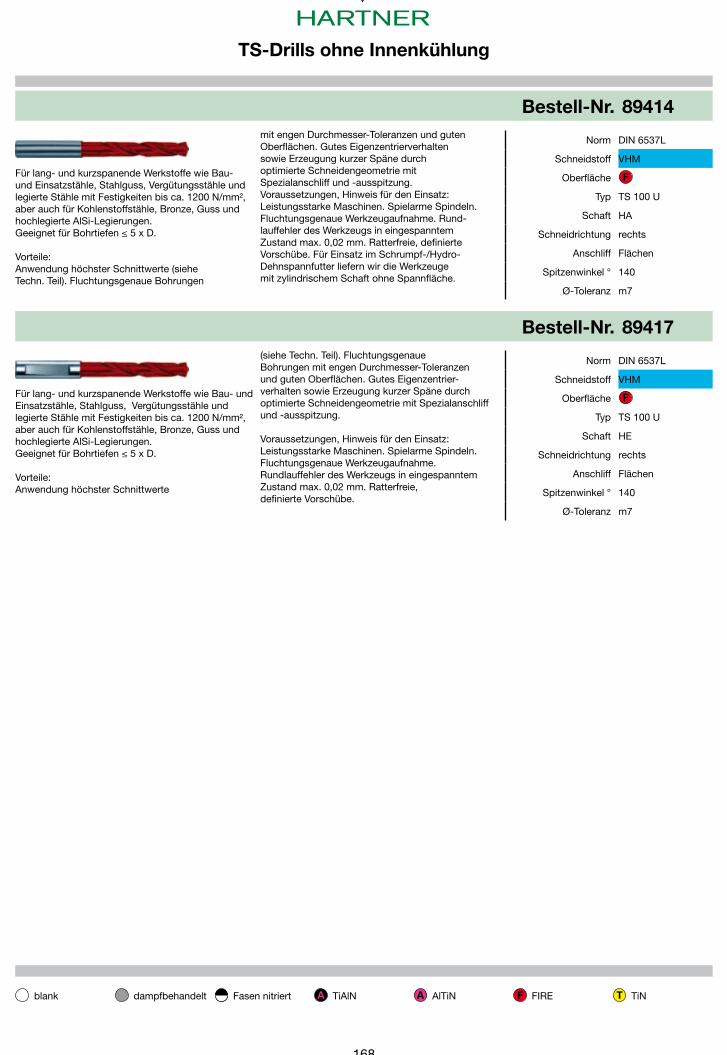
168 3
A A F T
2
A A F T
T
T
F
F
F
Bestell-Nr. 89260
Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahmen. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6539
Schneidstoff VHMFür hochlegierte Stähle, rost-, säure- und hitzebeständige Stähle, Inconel, Hastelloy, Monel, aber auch für Gusseisen, Messing, Bronzen, Aluminium und Magnesium sowie deren Legierungen, Titan und Titan-Leg., Sintermetalle. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte (s. Techn. Teil). Fluchtungsgenaue
Oberfl äche
Typ TS 100 F
Schaft DZ
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89237
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntemZustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6539
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft DZ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89401
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntemZustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6539
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft DZ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89414
mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung. Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rund-lauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe. Für Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm DIN 6537L
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte (siehe Techn. Teil). Fluchtungsgenaue Bohrungen
Oberfl äche
Typ TS 100 U
Schaft HA
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89417
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrier-verhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6537L
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
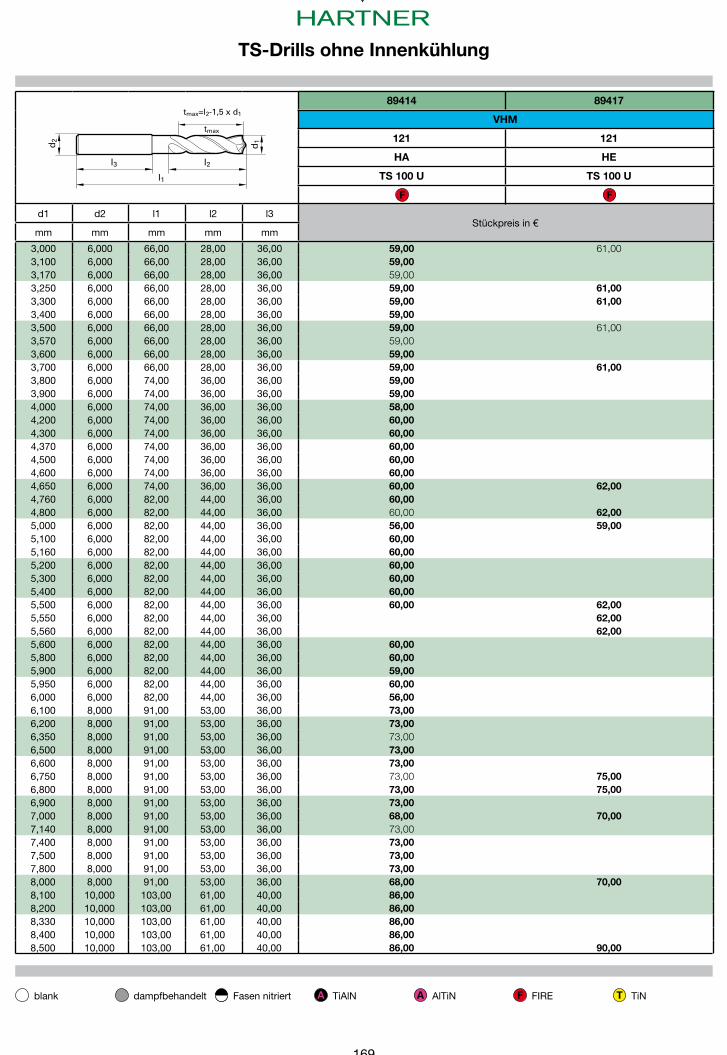
169
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
F F
89414 89417
VHM
121 121
HA HE
TS 100 U TS 100 U
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,000 6,000 66,00 28,00 36,003,100 6,000 66,00 28,00 36,003,170 6,000 66,00 28,00 36,003,250 6,000 66,00 28,00 36,003,300 6,000 66,00 28,00 36,003,400 6,000 66,00 28,00 36,003,500 6,000 66,00 28,00 36,003,570 6,000 66,00 28,00 36,003,600 6,000 66,00 28,00 36,003,700 6,000 66,00 28,00 36,003,800 6,000 74,00 36,00 36,003,900 6,000 74,00 36,00 36,004,000 6,000 74,00 36,00 36,004,200 6,000 74,00 36,00 36,004,300 6,000 74,00 36,00 36,004,370 6,000 74,00 36,00 36,004,500 6,000 74,00 36,00 36,004,600 6,000 74,00 36,00 36,004,650 6,000 74,00 36,00 36,004,760 6,000 82,00 44,00 36,004,800 6,000 82,00 44,00 36,005,000 6,000 82,00 44,00 36,005,100 6,000 82,00 44,00 36,005,160 6,000 82,00 44,00 36,005,200 6,000 82,00 44,00 36,005,300 6,000 82,00 44,00 36,005,400 6,000 82,00 44,00 36,005,500 6,000 82,00 44,00 36,005,550 6,000 82,00 44,00 36,005,560 6,000 82,00 44,00 36,005,600 6,000 82,00 44,00 36,005,800 6,000 82,00 44,00 36,005,900 6,000 82,00 44,00 36,005,950 6,000 82,00 44,00 36,006,000 6,000 82,00 44,00 36,006,100 8,000 91,00 53,00 36,006,200 8,000 91,00 53,00 36,006,350 8,000 91,00 53,00 36,006,500 8,000 91,00 53,00 36,006,600 8,000 91,00 53,00 36,006,750 8,000 91,00 53,00 36,006,800 8,000 91,00 53,00 36,006,900 8,000 91,00 53,00 36,007,000 8,000 91,00 53,00 36,007,140 8,000 91,00 53,00 36,007,400 8,000 91,00 53,00 36,007,500 8,000 91,00 53,00 36,007,800 8,000 91,00 53,00 36,008,000 8,000 91,00 53,00 36,008,100 10,000 103,00 61,00 40,008,200 10,000 103,00 61,00 40,008,330 10,000 103,00 61,00 40,008,400 10,000 103,00 61,00 40,008,500 10,000 103,00 61,00 40,00
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
59,00 61,0059,0059,0059,00 61,0059,00 61,0059,0059,00 61,0059,0059,0059,00 61,0059,0059,0058,0060,0060,0060,0060,0060,0060,00 62,0060,0060,00 62,0056,00 59,0060,0060,0060,0060,0060,0060,00 62,00
62,0062,00
60,0060,0059,0060,0056,0073,0073,0073,0073,0073,0073,00 75,0073,00 75,0073,0068,00 70,0073,0073,0073,0073,0068,00 70,0086,0086,0086,0086,0086,00 90,00
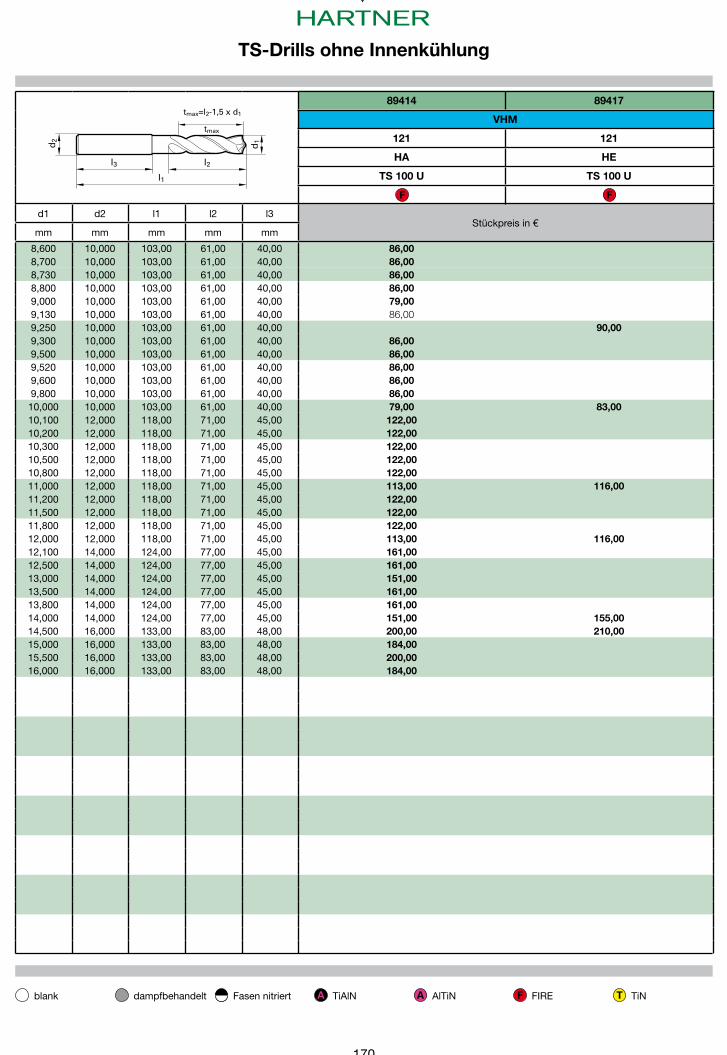
170
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
F F
89414 89417
VHM
121 121
HA HE
TS 100 U TS 100 U
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
8,600 10,000 103,00 61,00 40,008,700 10,000 103,00 61,00 40,008,730 10,000 103,00 61,00 40,008,800 10,000 103,00 61,00 40,009,000 10,000 103,00 61,00 40,009,130 10,000 103,00 61,00 40,009,250 10,000 103,00 61,00 40,009,300 10,000 103,00 61,00 40,009,500 10,000 103,00 61,00 40,009,520 10,000 103,00 61,00 40,009,600 10,000 103,00 61,00 40,009,800 10,000 103,00 61,00 40,00
10,000 10,000 103,00 61,00 40,0010,100 12,000 118,00 71,00 45,0010,200 12,000 118,00 71,00 45,0010,300 12,000 118,00 71,00 45,0010,500 12,000 118,00 71,00 45,0010,800 12,000 118,00 71,00 45,0011,000 12,000 118,00 71,00 45,0011,200 12,000 118,00 71,00 45,0011,500 12,000 118,00 71,00 45,0011,800 12,000 118,00 71,00 45,0012,000 12,000 118,00 71,00 45,0012,100 14,000 124,00 77,00 45,0012,500 14,000 124,00 77,00 45,0013,000 14,000 124,00 77,00 45,0013,500 14,000 124,00 77,00 45,0013,800 14,000 124,00 77,00 45,0014,000 14,000 124,00 77,00 45,0014,500 16,000 133,00 83,00 48,0015,000 16,000 133,00 83,00 48,0015,500 16,000 133,00 83,00 48,0016,000 16,000 133,00 83,00 48,00
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
86,0086,0086,0086,0079,0086,00
90,0086,0086,0086,0086,0086,0079,00 83,00122,00122,00122,00122,00122,00113,00 116,00122,00122,00122,00113,00 116,00161,00161,00151,00161,00161,00151,00 155,00200,00 210,00184,00200,00184,00
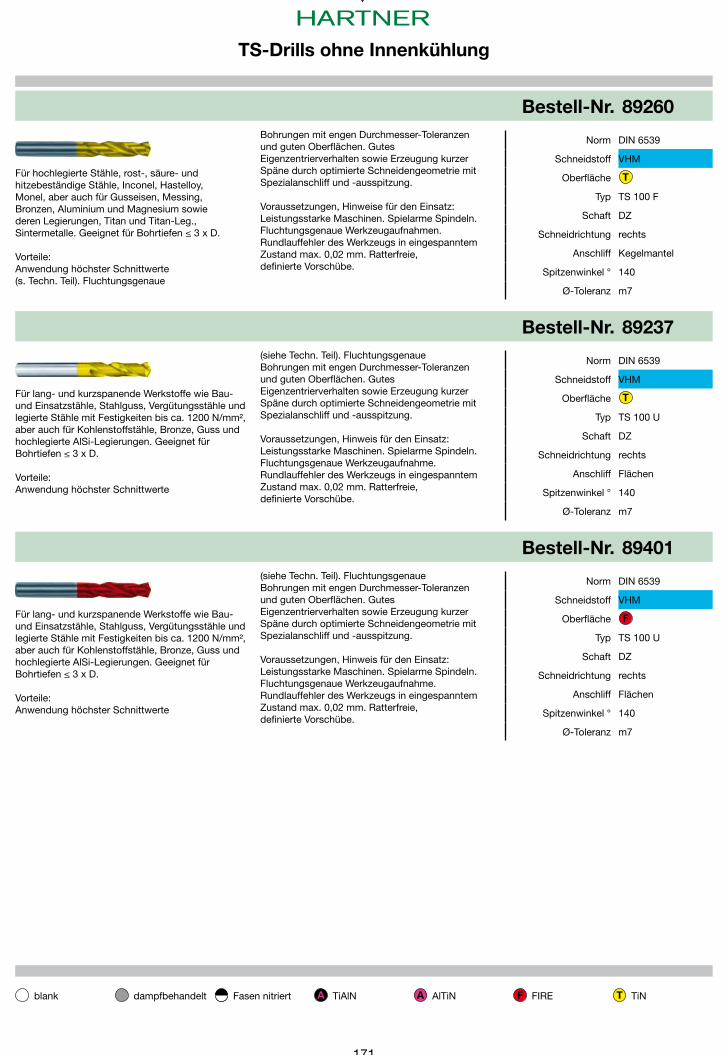
1713
A A F T
2
A A F T
T
T
F
F
F
Bestell-Nr. 89260
Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahmen. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6539
Schneidstoff VHMFür hochlegierte Stähle, rost-, säure- und hitzebeständige Stähle, Inconel, Hastelloy, Monel, aber auch für Gusseisen, Messing, Bronzen, Aluminium und Magnesium sowie deren Legierungen, Titan und Titan-Leg., Sintermetalle. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte (s. Techn. Teil). Fluchtungsgenaue
Oberfl äche
Typ TS 100 F
Schaft DZ
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89237
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntemZustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6539
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft DZ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89401
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntemZustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6539
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft DZ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89414
mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung. Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rund-lauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe. Für Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm DIN 6537L
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte (siehe Techn. Teil). Fluchtungsgenaue Bohrungen
Oberfl äche
Typ TS 100 U
Schaft HA
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89417
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrier-verhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6537L
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
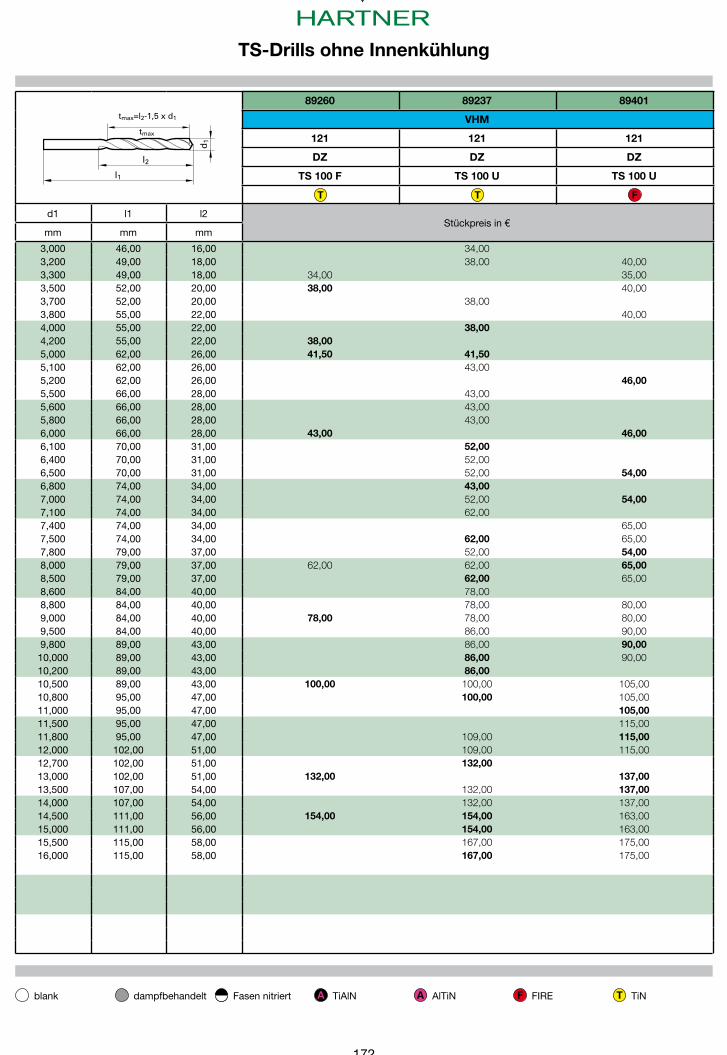
172
A A F T
l1
d1
l2
tmax
tmax=l2-1,5 x d1
T T F
89260 89237 89401
VHM
121 121 121
DZ DZ DZ
TS 100 F TS 100 U TS 100 U
d1 l1 l2Stückpreis in €
mm mm mm
3,000 46,00 16,003,200 49,00 18,003,300 49,00 18,003,500 52,00 20,003,700 52,00 20,003,800 55,00 22,004,000 55,00 22,004,200 55,00 22,005,000 62,00 26,005,100 62,00 26,005,200 62,00 26,005,500 66,00 28,005,600 66,00 28,005,800 66,00 28,006,000 66,00 28,006,100 70,00 31,006,400 70,00 31,006,500 70,00 31,006,800 74,00 34,007,000 74,00 34,007,100 74,00 34,007,400 74,00 34,007,500 74,00 34,007,800 79,00 37,008,000 79,00 37,008,500 79,00 37,008,600 84,00 40,008,800 84,00 40,009,000 84,00 40,009,500 84,00 40,009,800 89,00 43,0010,000 89,00 43,0010,200 89,00 43,0010,500 89,00 43,0010,800 95,00 47,0011,000 95,00 47,0011,500 95,00 47,0011,800 95,00 47,0012,000 102,00 51,0012,700 102,00 51,0013,000 102,00 51,0013,500 107,00 54,0014,000 107,00 54,0014,500 111,00 56,0015,000 111,00 56,0015,500 115,00 58,0016,000 115,00 58,00
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
34,0038,00 40,00
34,00 35,0038,00 40,00
38,0040,00
38,0038,0041,50 41,50
43,0046,00
43,0043,0043,00
43,00 46,0052,0052,0052,00 54,0043,0052,00 54,0062,00
65,0062,00 65,0052,00 54,00
62,00 62,00 65,0062,00 65,0078,0078,00 80,00
78,00 78,00 80,0086,00 90,0086,00 90,0086,00 90,0086,00
100,00 100,00 105,00100,00 105,00
105,00115,00
109,00 115,00109,00 115,00132,00
132,00 137,00132,00 137,00132,00 137,00
154,00 154,00 163,00154,00 163,00167,00 175,00167,00 175,00

173 5
A A F T
4
A A F T
T
F
T
F
T
Bestell-Nr. 89265
Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierver-halten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialan-schliff und -ausspitzung.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke, starre Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugauf-nahmen. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm.
Norm DIN 6537K
Schneidstoff VHMFür hochlegierte Stähle, rost-, säure- und hitzebeständige Stähle, Inconel, Hastelloy, Monel, aber auch für Gusseisen, Messing, Bronzen, Aluminium und Magnesium sowie deren Legierungen, Titan und Titan-Leg., Sintermetalle. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte (s. Techn. Teil). Fluchtungsgenaue
Oberfl äche
Typ TS 100 F
Schaft HE
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89405
Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierver-halten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialan-schliff und -ausspitzung.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke, starre Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugauf-nahmen. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm.
Norm DIN 6537K
Schneidstoff VHMFür hochlegierte Stähle, rost-, säure- und hitzebeständige Stähle, Inconel, Hastelloy, Monel, aber auch für Gusseisen, Messing, Bronzen, Aluminium und Magnesium sowie deren Legierungen, Titan und Titan-Leg., Sintermetalle. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte (s. Techn. Teil). Fluchtungsgenaue
Oberfl äche
Typ TS 100 F
Schaft HE
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89266
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntemZustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6537K
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89410
Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrier-verhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauf-fehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm DIN 6537K
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungs-stähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoff-stähle, Bronze, Guss und hochlegierte AlSi-Leg.. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte (siehe Techn. Teil). Fluchtungsgenaue
Oberfl äche
Typ TS 100 U
Schaft HA
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89275
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrier-verhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm Werksnorm
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft DZ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
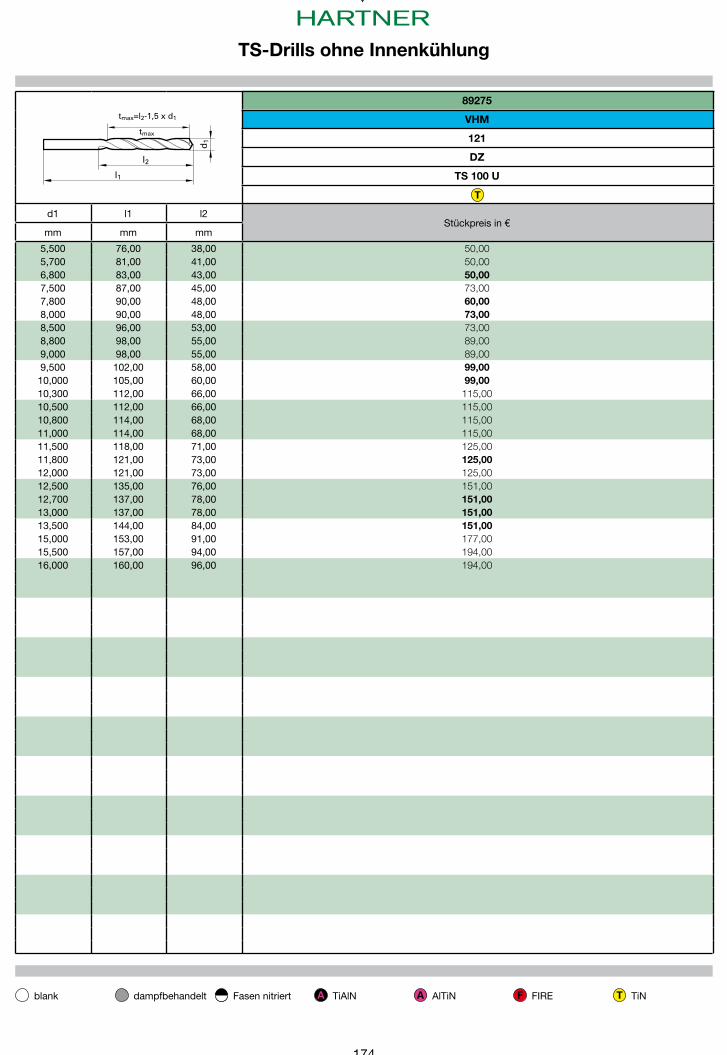
174
A A F T
l1
d1
l2
tmax
tmax=l2-1,5 x d1
T
89275
VHM
121
DZ
TS 100 U
d1 l1 l2Stückpreis in €
mm mm mm
5,500 76,00 38,005,700 81,00 41,006,800 83,00 43,007,500 87,00 45,007,800 90,00 48,008,000 90,00 48,008,500 96,00 53,008,800 98,00 55,009,000 98,00 55,009,500 102,00 58,0010,000 105,00 60,0010,300 112,00 66,0010,500 112,00 66,0010,800 114,00 68,0011,000 114,00 68,0011,500 118,00 71,0011,800 121,00 73,0012,000 121,00 73,0012,500 135,00 76,0012,700 137,00 78,0013,000 137,00 78,0013,500 144,00 84,0015,000 153,00 91,0015,500 157,00 94,0016,000 160,00 96,00
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
50,0050,0050,0073,0060,0073,0073,0089,0089,0099,0099,00115,00115,00115,00115,00125,00125,00125,00151,00151,00151,00151,00177,00194,00194,00
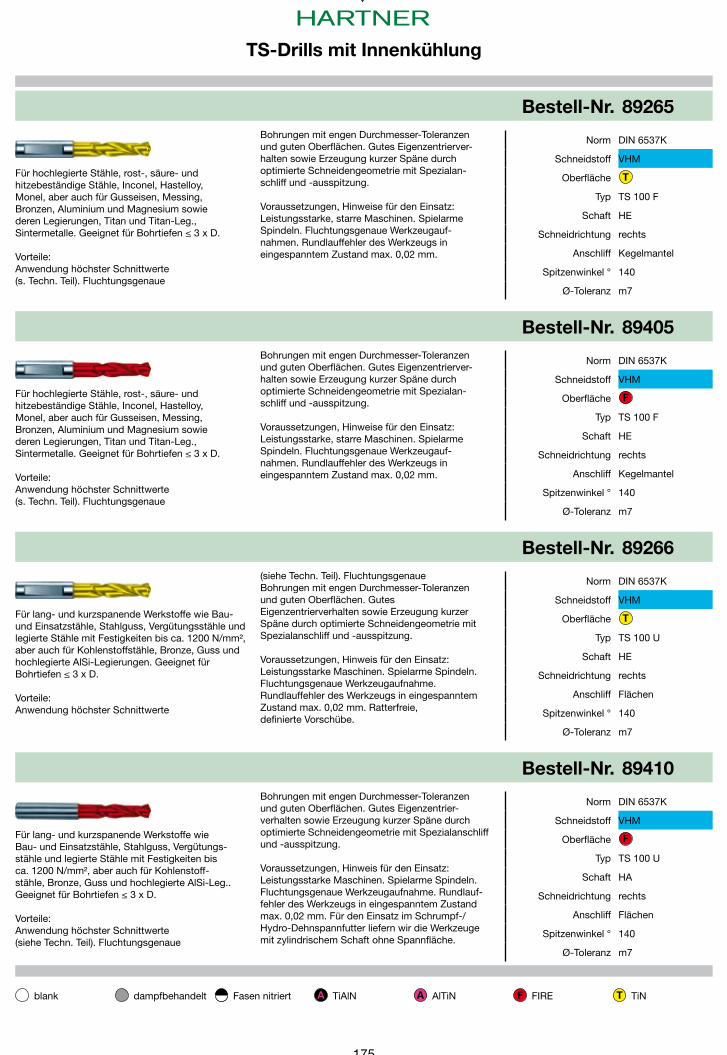
1755
A A F T
4
A A F T
T
F
T
F
T
Bestell-Nr. 89265
Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierver-halten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialan-schliff und -ausspitzung.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke, starre Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugauf-nahmen. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm.
Norm DIN 6537K
Schneidstoff VHMFür hochlegierte Stähle, rost-, säure- und hitzebeständige Stähle, Inconel, Hastelloy, Monel, aber auch für Gusseisen, Messing, Bronzen, Aluminium und Magnesium sowie deren Legierungen, Titan und Titan-Leg., Sintermetalle. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte (s. Techn. Teil). Fluchtungsgenaue
Oberfl äche
Typ TS 100 F
Schaft HE
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89405
Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierver-halten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialan-schliff und -ausspitzung.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke, starre Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugauf-nahmen. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm.
Norm DIN 6537K
Schneidstoff VHMFür hochlegierte Stähle, rost-, säure- und hitzebeständige Stähle, Inconel, Hastelloy, Monel, aber auch für Gusseisen, Messing, Bronzen, Aluminium und Magnesium sowie deren Legierungen, Titan und Titan-Leg., Sintermetalle. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte (s. Techn. Teil). Fluchtungsgenaue
Oberfl äche
Typ TS 100 F
Schaft HE
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89266
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntemZustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6537K
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89410
Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrier-verhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauf-fehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm DIN 6537K
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungs-stähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoff-stähle, Bronze, Guss und hochlegierte AlSi-Leg.. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte (siehe Techn. Teil). Fluchtungsgenaue
Oberfl äche
Typ TS 100 U
Schaft HA
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89275
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrier-verhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm Werksnorm
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft DZ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills ohne Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN

176 7
A A F T
6
A A F T
TF
Bestell-Nr. 89306
von instabileren Maschinen verursacht werden. Die spezielle Schneidengeometrie erzeugt stets kurze Späne, auch bei weichen, langspanenden Stählen. Die anwendungs-optimierte Hartmetallsorte sowie die Spitzen-geometrie ermöglichen höchste Schnittwerte, fl uchtungsgenaue Bohrungen mit engen Ø-Toleranzen und guten Oberfl ächen.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahmen. Rund-lauffehler des eingesp. Wkzgs max. 0,02 mm.
Norm DIN 6538K
Schneidstoff HMHochleistungs-Spiralbohrer für unlegierte, niedrig- und hochlegierte sowie rost-, säure- und hitze-beständige Stähle (bis 900 N/mm²), Grauguss, Kugelgraphitguss, Messing, Bronzen, Kunststoffe und Graphit. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Guter Dämpfungseffekt durch Werkzeugstahl als Trägermaterial für die eingelötete Hartmetall-Platte. Widersteht besser Deformationen, die
Oberfl äche
Typ TS 80 U
Schaft HE
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz h7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89415
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntemZustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6537K
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
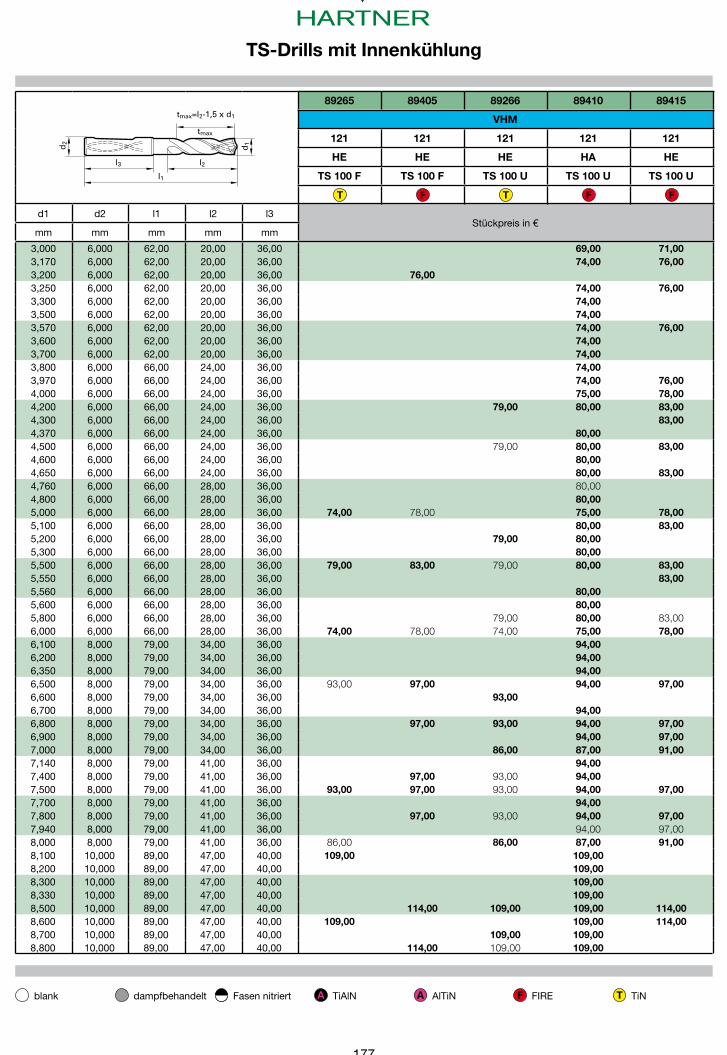
177
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
T F T F F
89265 89405 89266 89410 89415
VHM
121 121 121 121 121
HE HE HE HA HE
TS 100 F TS 100 F TS 100 U TS 100 U TS 100 U
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,000 6,000 62,00 20,00 36,003,170 6,000 62,00 20,00 36,003,200 6,000 62,00 20,00 36,003,250 6,000 62,00 20,00 36,003,300 6,000 62,00 20,00 36,003,500 6,000 62,00 20,00 36,003,570 6,000 62,00 20,00 36,003,600 6,000 62,00 20,00 36,003,700 6,000 62,00 20,00 36,003,800 6,000 66,00 24,00 36,003,970 6,000 66,00 24,00 36,004,000 6,000 66,00 24,00 36,004,200 6,000 66,00 24,00 36,004,300 6,000 66,00 24,00 36,004,370 6,000 66,00 24,00 36,004,500 6,000 66,00 24,00 36,004,600 6,000 66,00 24,00 36,004,650 6,000 66,00 24,00 36,004,760 6,000 66,00 28,00 36,004,800 6,000 66,00 28,00 36,005,000 6,000 66,00 28,00 36,005,100 6,000 66,00 28,00 36,005,200 6,000 66,00 28,00 36,005,300 6,000 66,00 28,00 36,005,500 6,000 66,00 28,00 36,005,550 6,000 66,00 28,00 36,005,560 6,000 66,00 28,00 36,005,600 6,000 66,00 28,00 36,005,800 6,000 66,00 28,00 36,006,000 6,000 66,00 28,00 36,006,100 8,000 79,00 34,00 36,006,200 8,000 79,00 34,00 36,006,350 8,000 79,00 34,00 36,006,500 8,000 79,00 34,00 36,006,600 8,000 79,00 34,00 36,006,700 8,000 79,00 34,00 36,006,800 8,000 79,00 34,00 36,006,900 8,000 79,00 34,00 36,007,000 8,000 79,00 34,00 36,007,140 8,000 79,00 41,00 36,007,400 8,000 79,00 41,00 36,007,500 8,000 79,00 41,00 36,007,700 8,000 79,00 41,00 36,007,800 8,000 79,00 41,00 36,007,940 8,000 79,00 41,00 36,008,000 8,000 79,00 41,00 36,008,100 10,000 89,00 47,00 40,008,200 10,000 89,00 47,00 40,008,300 10,000 89,00 47,00 40,008,330 10,000 89,00 47,00 40,008,500 10,000 89,00 47,00 40,008,600 10,000 89,00 47,00 40,008,700 10,000 89,00 47,00 40,008,800 10,000 89,00 47,00 40,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
69,00 71,0074,00 76,00
76,0074,00 76,0074,0074,0074,00 76,0074,0074,0074,0074,00 76,0075,00 78,00
79,00 80,00 83,0083,00
80,0079,00 80,00 83,00
80,0080,00 83,0080,0080,00
74,00 78,00 75,00 78,0080,00 83,00
79,00 80,0080,00
79,00 83,00 79,00 80,00 83,0083,00
80,0080,00
79,00 80,00 83,0074,00 78,00 74,00 75,00 78,00
94,0094,0094,00
93,00 97,00 94,00 97,0093,00
94,0097,00 93,00 94,00 97,00
94,00 97,0086,00 87,00 91,00
94,0097,00 93,00 94,00
93,00 97,00 93,00 94,00 97,0094,00
97,00 93,00 94,00 97,0094,00 97,00
86,00 86,00 87,00 91,00109,00 109,00
109,00109,00109,00
114,00 109,00 109,00 114,00109,00 109,00 114,00
109,00 109,00114,00 109,00 109,00
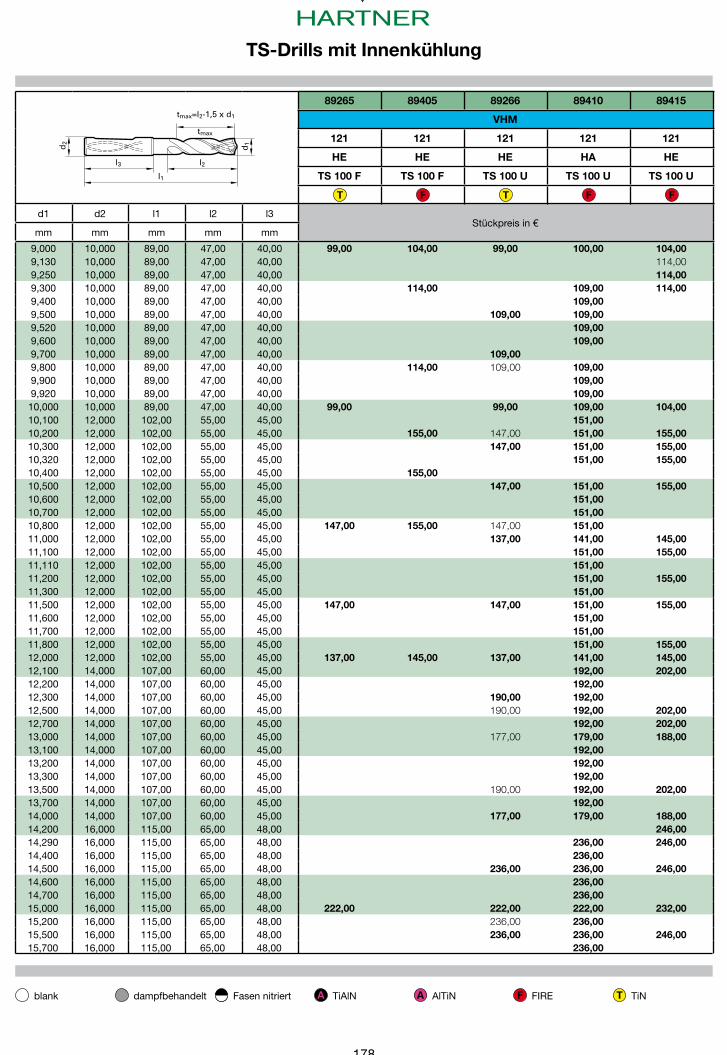
178
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
T F T F F
89265 89405 89266 89410 89415
VHM
121 121 121 121 121
HE HE HE HA HE
TS 100 F TS 100 F TS 100 U TS 100 U TS 100 U
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
9,000 10,000 89,00 47,00 40,009,130 10,000 89,00 47,00 40,009,250 10,000 89,00 47,00 40,009,300 10,000 89,00 47,00 40,009,400 10,000 89,00 47,00 40,009,500 10,000 89,00 47,00 40,009,520 10,000 89,00 47,00 40,009,600 10,000 89,00 47,00 40,009,700 10,000 89,00 47,00 40,009,800 10,000 89,00 47,00 40,009,900 10,000 89,00 47,00 40,009,920 10,000 89,00 47,00 40,00
10,000 10,000 89,00 47,00 40,0010,100 12,000 102,00 55,00 45,0010,200 12,000 102,00 55,00 45,0010,300 12,000 102,00 55,00 45,0010,320 12,000 102,00 55,00 45,0010,400 12,000 102,00 55,00 45,0010,500 12,000 102,00 55,00 45,0010,600 12,000 102,00 55,00 45,0010,700 12,000 102,00 55,00 45,0010,800 12,000 102,00 55,00 45,0011,000 12,000 102,00 55,00 45,0011,100 12,000 102,00 55,00 45,0011,110 12,000 102,00 55,00 45,0011,200 12,000 102,00 55,00 45,0011,300 12,000 102,00 55,00 45,0011,500 12,000 102,00 55,00 45,0011,600 12,000 102,00 55,00 45,0011,700 12,000 102,00 55,00 45,0011,800 12,000 102,00 55,00 45,0012,000 12,000 102,00 55,00 45,0012,100 14,000 107,00 60,00 45,0012,200 14,000 107,00 60,00 45,0012,300 14,000 107,00 60,00 45,0012,500 14,000 107,00 60,00 45,0012,700 14,000 107,00 60,00 45,0013,000 14,000 107,00 60,00 45,0013,100 14,000 107,00 60,00 45,0013,200 14,000 107,00 60,00 45,0013,300 14,000 107,00 60,00 45,0013,500 14,000 107,00 60,00 45,0013,700 14,000 107,00 60,00 45,0014,000 14,000 107,00 60,00 45,0014,200 16,000 115,00 65,00 48,0014,290 16,000 115,00 65,00 48,0014,400 16,000 115,00 65,00 48,0014,500 16,000 115,00 65,00 48,0014,600 16,000 115,00 65,00 48,0014,700 16,000 115,00 65,00 48,0015,000 16,000 115,00 65,00 48,0015,200 16,000 115,00 65,00 48,0015,500 16,000 115,00 65,00 48,0015,700 16,000 115,00 65,00 48,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
99,00 104,00 99,00 100,00 104,00114,00114,00
114,00 109,00 114,00109,00
109,00 109,00109,00109,00
109,00114,00 109,00 109,00
109,00109,00
99,00 99,00 109,00 104,00151,00
155,00 147,00 151,00 155,00147,00 151,00 155,00
151,00 155,00155,00
147,00 151,00 155,00151,00151,00
147,00 155,00 147,00 151,00137,00 141,00 145,00
151,00 155,00151,00151,00 155,00151,00
147,00 147,00 151,00 155,00151,00151,00151,00 155,00
137,00 145,00 137,00 141,00 145,00192,00 202,00192,00
190,00 192,00190,00 192,00 202,00
192,00 202,00177,00 179,00 188,00
192,00192,00192,00
190,00 192,00 202,00192,00
177,00 179,00 188,00246,00
236,00 246,00236,00
236,00 236,00 246,00236,00236,00
222,00 222,00 222,00 232,00236,00 236,00236,00 236,00 246,00
236,00
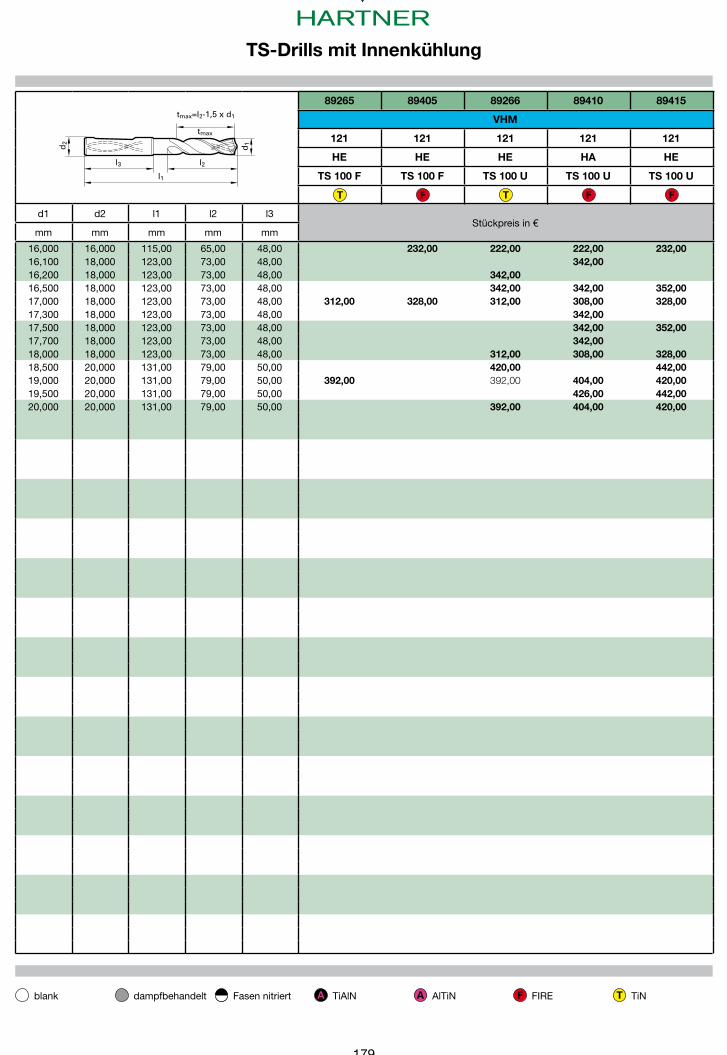
179
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
T F T F F
89265 89405 89266 89410 89415
VHM
121 121 121 121 121
HE HE HE HA HE
TS 100 F TS 100 F TS 100 U TS 100 U TS 100 U
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
16,000 16,000 115,00 65,00 48,0016,100 18,000 123,00 73,00 48,0016,200 18,000 123,00 73,00 48,0016,500 18,000 123,00 73,00 48,0017,000 18,000 123,00 73,00 48,0017,300 18,000 123,00 73,00 48,0017,500 18,000 123,00 73,00 48,0017,700 18,000 123,00 73,00 48,0018,000 18,000 123,00 73,00 48,0018,500 20,000 131,00 79,00 50,0019,000 20,000 131,00 79,00 50,0019,500 20,000 131,00 79,00 50,0020,000 20,000 131,00 79,00 50,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
232,00 222,00 222,00 232,00342,00
342,00342,00 342,00 352,00
312,00 328,00 312,00 308,00 328,00342,00342,00 352,00342,00
312,00 308,00 328,00420,00 442,00
392,00 392,00 404,00 420,00426,00 442,00
392,00 404,00 420,00
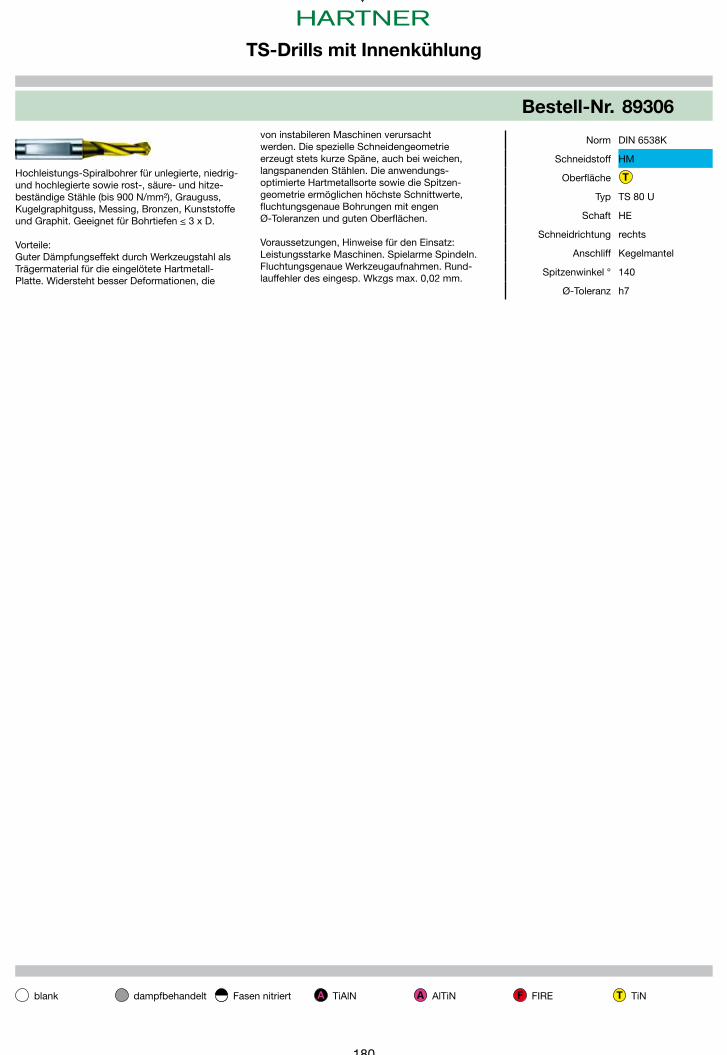
1807
A A F T
6
A A F T
TF
Bestell-Nr. 89306
von instabileren Maschinen verursacht werden. Die spezielle Schneidengeometrie erzeugt stets kurze Späne, auch bei weichen, langspanenden Stählen. Die anwendungs-optimierte Hartmetallsorte sowie die Spitzen-geometrie ermöglichen höchste Schnittwerte, fl uchtungsgenaue Bohrungen mit engen Ø-Toleranzen und guten Oberfl ächen.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahmen. Rund-lauffehler des eingesp. Wkzgs max. 0,02 mm.
Norm DIN 6538K
Schneidstoff HMHochleistungs-Spiralbohrer für unlegierte, niedrig- und hochlegierte sowie rost-, säure- und hitze-beständige Stähle (bis 900 N/mm²), Grauguss, Kugelgraphitguss, Messing, Bronzen, Kunststoffe und Graphit. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Guter Dämpfungseffekt durch Werkzeugstahl als Trägermaterial für die eingelötete Hartmetall-Platte. Widersteht besser Deformationen, die
Oberfl äche
Typ TS 80 U
Schaft HE
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz h7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89415
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntemZustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6537K
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 3 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
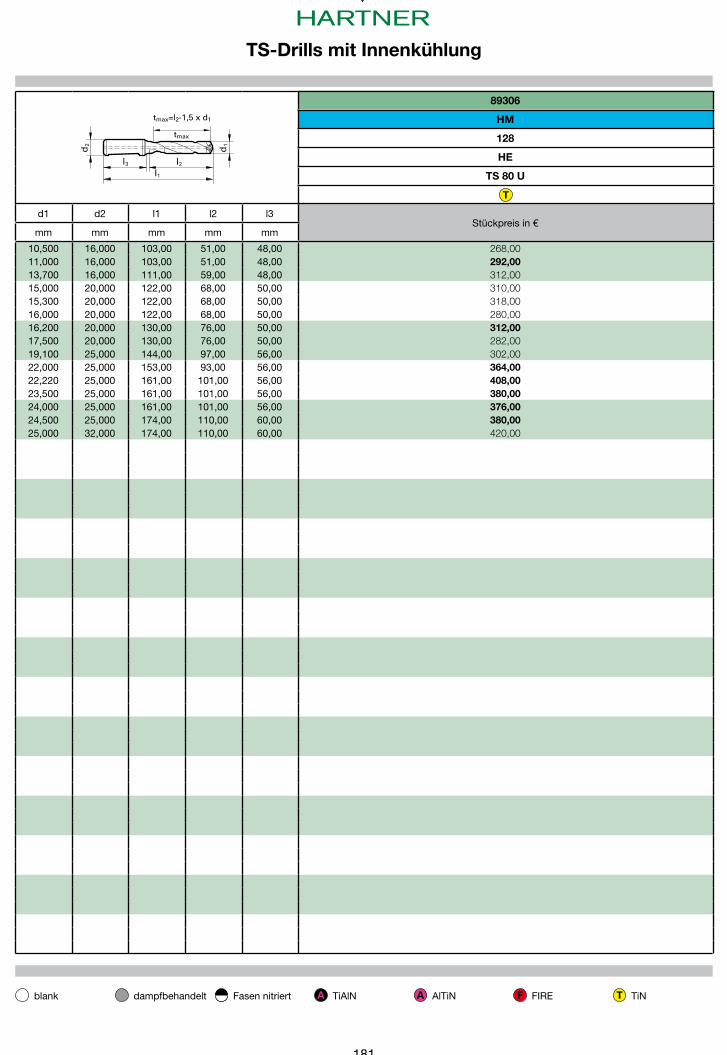
181
A A F T
l 1
l 2 l 3
d 1
d 2
tmax
tmax=l2-1,5 x d1
T
89306
HM
128
HE
TS 80 U
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
10,500 16,000 103,00 51,00 48,0011,000 16,000 103,00 51,00 48,0013,700 16,000 111,00 59,00 48,0015,000 20,000 122,00 68,00 50,0015,300 20,000 122,00 68,00 50,0016,000 20,000 122,00 68,00 50,0016,200 20,000 130,00 76,00 50,0017,500 20,000 130,00 76,00 50,0019,100 25,000 144,00 97,00 56,0022,000 25,000 153,00 93,00 56,0022,220 25,000 161,00 101,00 56,0023,500 25,000 161,00 101,00 56,0024,000 25,000 161,00 101,00 56,0024,500 25,000 174,00 110,00 60,0025,000 32,000 174,00 110,00 60,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
268,00292,00312,00310,00318,00280,00312,00282,00302,00364,00408,00380,00376,00380,00420,00

182 9
A A F T
8
A A F T
T
F
F
T
Bestell-Nr. 89271
mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke, starre Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugauf-nahmen. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm.
Norm DIN 6537L
Schneidstoff VHMFür hochlegierte Stähle, rost-, säure- und hitzebeständige Stähle, Inconel, Hastelloy,Monel, aber auch für Gusseisen, Messing, Bronzen, Al und Magnesium sowie deren Legierungen, Ti und Ti-Leg., Sintermetalle. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte (s. Techn. Teil). Fluchtungsgenaue Bohrungen
Oberfl äche
Typ TS 100 F
Schaft HE
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89406
mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke, starre Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugauf-nahmen. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm.
Norm DIN 6537L
Schneidstoff VHMFür hochlegierte Stähle, rost-, säure- und hitzebeständige Stähle, Inconel, Hastelloy,Monel, aber auch für Gusseisen, Messing, Bronzen, Al und Magnesium sowie deren Legierungen, Ti und Ti-Leg., Sintermetalle. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte (s. Techn. Teil). Fluchtungsgenaue Bohrungen
Oberfl äche
Typ TS 100 F
Schaft HE
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89407
mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schnei-dengeometrie mit Spezialanschliff/-ausspitzung.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke, starre Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugauf-nahmen. Rundlauffehler des Werkzeugs in ein-gespanntem Zustand max. 0,02 mm. Für Einsatz im Schrumpf-/Hydraulik-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm DIN 6537L
Schneidstoff VHMFür hochlegierte Stähle, rost-, säure- und hitzebeständige Stähle, Inconel, Hastelloy,Monel, aber auch für Gusseisen, Messing, Bronzen, Al und Magnesium sowie deren Legierungen, Ti und Ti-Leg., Sintermetalle. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte (s. Techn. Teil). Fluchtungsgenaue Bohrungen
Oberfl äche
Typ TS 100 F
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89272
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrier-verhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6537L
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89292
Vorteile:Extrem gutes Eigenzentrierverhalten, enge Durch-messertoleranzen, sehr gute Oberfl ächen. Hohe Schnittgeschwindigkeiten und hohe Produktivität.
Voraussetzungen, Hinweise für den Einsatz:Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydraulik-Dehnspannfutter liefern wir Ihnen die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm Werksnorm
Schneidstoff VHMLeistungsstarker VHM-Bohrer mit Kühlkanälen für die Bearbeitung von kurzspanenden Werk-stoffen wie z. B. Gusseisen, Grauguss, Temper- und Kugelgraphitguss, Aluminium-Legierungen mit hohem Siliziumgehalt. Zur Herstellung von Bohrungen mit extrem hoher Fluchtungs-genauigkeit (minimale Geradheitsabweichung). Auf Wunsch auch mit unseren Beschichtungen lieferbar.Für Bohrtiefen ≤ 4 x D.
Oberfl äche
Typ TS 150 GG
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
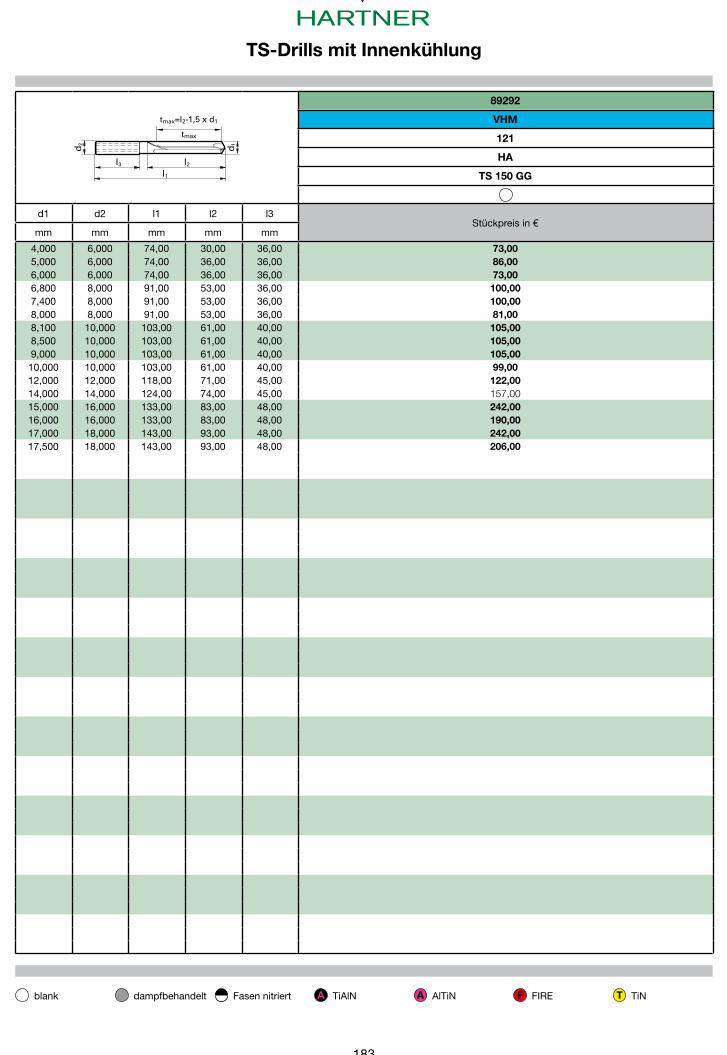
183
A A F T
l 1
l 2 l 3
d 1 d 2
tmax
tmax=l2-1,5 x d1
89292
VHM
121
HA
TS 150 GG
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
4,000 6,000 74,00 30,00 36,005,000 6,000 74,00 36,00 36,006,000 6,000 74,00 36,00 36,006,800 8,000 91,00 53,00 36,007,400 8,000 91,00 53,00 36,008,000 8,000 91,00 53,00 36,008,100 10,000 103,00 61,00 40,008,500 10,000 103,00 61,00 40,009,000 10,000 103,00 61,00 40,00
10,000 10,000 103,00 61,00 40,0012,000 12,000 118,00 71,00 45,0014,000 14,000 124,00 74,00 45,0015,000 16,000 133,00 83,00 48,0016,000 16,000 133,00 83,00 48,0017,000 18,000 143,00 93,00 48,0017,500 18,000 143,00 93,00 48,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
73,0086,0073,00100,00100,0081,00105,00105,00105,0099,00122,00157,00242,00190,00242,00206,00
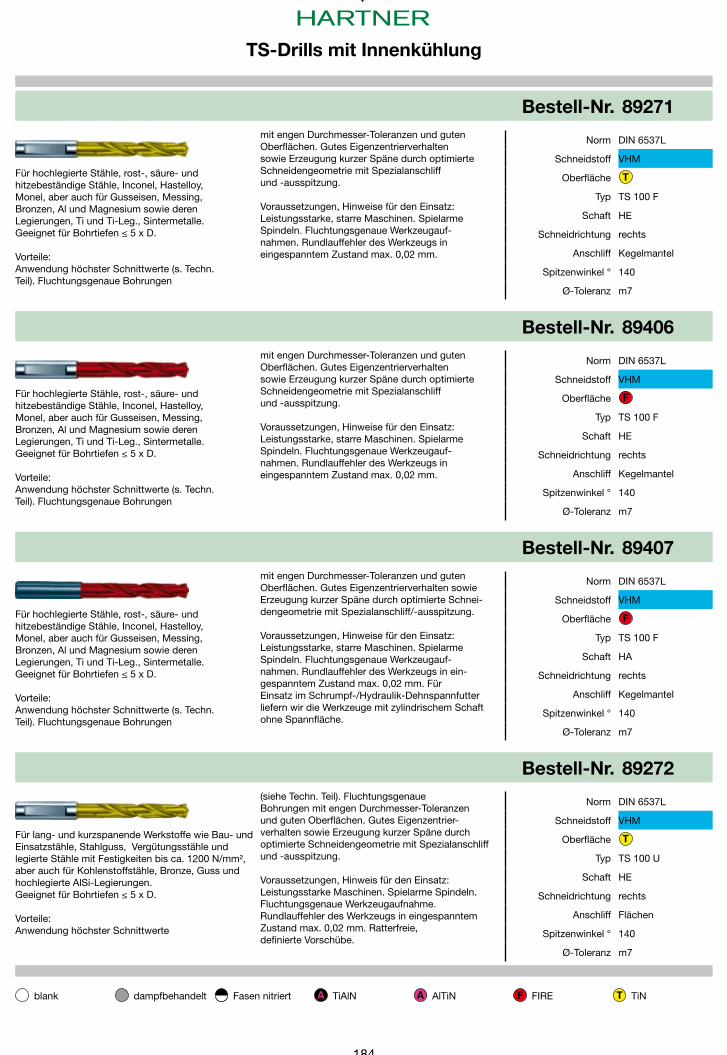
1849
A A F T
8
A A F T
T
F
F
T
Bestell-Nr. 89271
mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke, starre Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugauf-nahmen. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm.
Norm DIN 6537L
Schneidstoff VHMFür hochlegierte Stähle, rost-, säure- und hitzebeständige Stähle, Inconel, Hastelloy,Monel, aber auch für Gusseisen, Messing, Bronzen, Al und Magnesium sowie deren Legierungen, Ti und Ti-Leg., Sintermetalle. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte (s. Techn. Teil). Fluchtungsgenaue Bohrungen
Oberfl äche
Typ TS 100 F
Schaft HE
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89406
mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke, starre Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugauf-nahmen. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm.
Norm DIN 6537L
Schneidstoff VHMFür hochlegierte Stähle, rost-, säure- und hitzebeständige Stähle, Inconel, Hastelloy,Monel, aber auch für Gusseisen, Messing, Bronzen, Al und Magnesium sowie deren Legierungen, Ti und Ti-Leg., Sintermetalle. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte (s. Techn. Teil). Fluchtungsgenaue Bohrungen
Oberfl äche
Typ TS 100 F
Schaft HE
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89407
mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schnei-dengeometrie mit Spezialanschliff/-ausspitzung.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke, starre Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugauf-nahmen. Rundlauffehler des Werkzeugs in ein-gespanntem Zustand max. 0,02 mm. Für Einsatz im Schrumpf-/Hydraulik-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm DIN 6537L
Schneidstoff VHMFür hochlegierte Stähle, rost-, säure- und hitzebeständige Stähle, Inconel, Hastelloy,Monel, aber auch für Gusseisen, Messing, Bronzen, Al und Magnesium sowie deren Legierungen, Ti und Ti-Leg., Sintermetalle. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte (s. Techn. Teil). Fluchtungsgenaue Bohrungen
Oberfl äche
Typ TS 100 F
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89272
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrier-verhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6537L
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89292
Vorteile:Extrem gutes Eigenzentrierverhalten, enge Durch-messertoleranzen, sehr gute Oberfl ächen. Hohe Schnittgeschwindigkeiten und hohe Produktivität.
Voraussetzungen, Hinweise für den Einsatz:Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydraulik-Dehnspannfutter liefern wir Ihnen die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm Werksnorm
Schneidstoff VHMLeistungsstarker VHM-Bohrer mit Kühlkanälen für die Bearbeitung von kurzspanenden Werk-stoffen wie z. B. Gusseisen, Grauguss, Temper- und Kugelgraphitguss, Aluminium-Legierungen mit hohem Siliziumgehalt. Zur Herstellung von Bohrungen mit extrem hoher Fluchtungs-genauigkeit (minimale Geradheitsabweichung). Auf Wunsch auch mit unseren Beschichtungen lieferbar.Für Bohrtiefen ≤ 4 x D.
Oberfl äche
Typ TS 150 GG
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
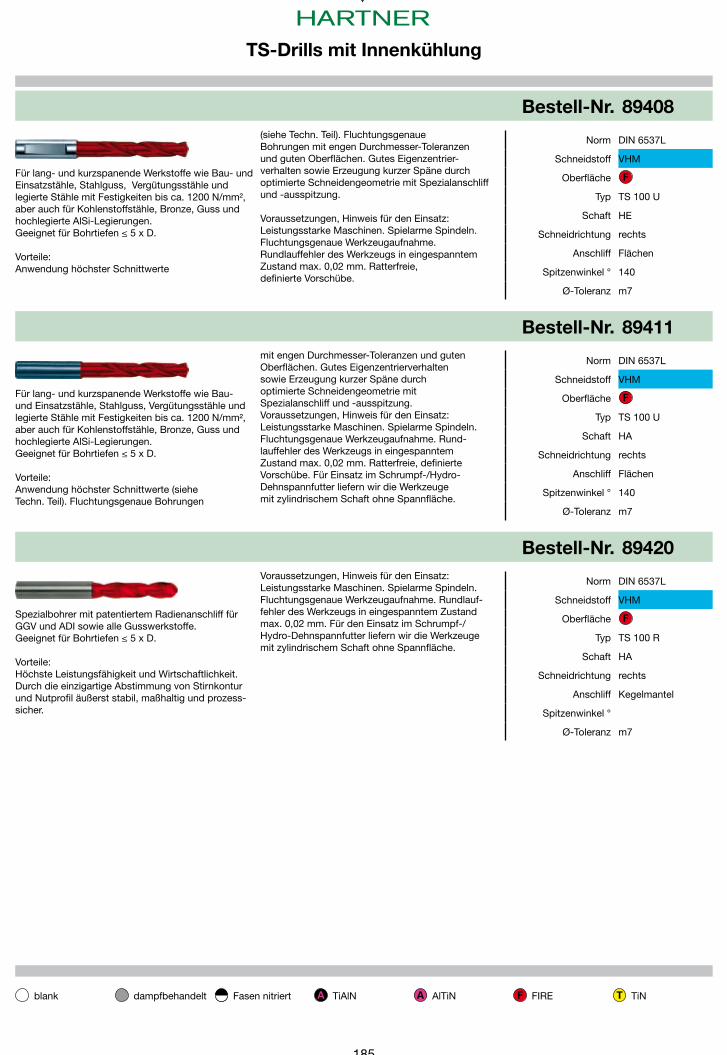
185 11
A A F T
10
A A F T
TF
F
F
Bestell-Nr. 89307
von instabileren Maschinen verursacht werden. Die spezielle Schneidengeometrie erzeugt stets kurze Späne, auch bei weichen, langspanenden Stählen. Die anwendungs-optimierte Hartmetallsorte sowie die Spitzen-geometrie ermöglichen höchste Schnittwerte, fl uchtungsgenaue Bohrungen mit engen Ø-Toleranzen und guten Oberfl ächen.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahmen. Rund-lauffehler des eingesp. Wkzgs max. 0,02 mm.
Norm DIN 6538M
Schneidstoff HMHochleistungs-Spiralbohrer für unlegierte, niedrig- und hochlegierte sowie rost-, säure- und hitze-beständige Stähle (bis 900 N/mm²), Grauguss, Kugelgraphitguss, Messing, Bronzen, Kunststoffe und Graphit. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Guter Dämpfungseffekt durch Werkzeugstahl als Trägermaterial für die eingelötete Hartmetall-Platte. Widersteht besser Deformationen, die
Oberfl äche
Typ TS 80 U
Schaft HE
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz h7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89408
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrier-verhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6537L
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89411
mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung. Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rund-lauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe. Für Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm DIN 6537L
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte (siehe Techn. Teil). Fluchtungsgenaue Bohrungen
Oberfl äche
Typ TS 100 U
Schaft HA
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89420
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauf-fehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm DIN 6537L
Schneidstoff VHMSpezialbohrer mit patentiertem Radienanschliff für GGV und ADI sowie alle Gusswerkstoffe.Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile:Höchste Leistungsfähigkeit und Wirtschaftlichkeit. Durch die einzigartige Abstimmung von Stirnkontur und Nutprofi l äußerst stabil, maßhaltig und prozess-sicher.
Oberfl äche
Typ TS 100 R
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel °
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
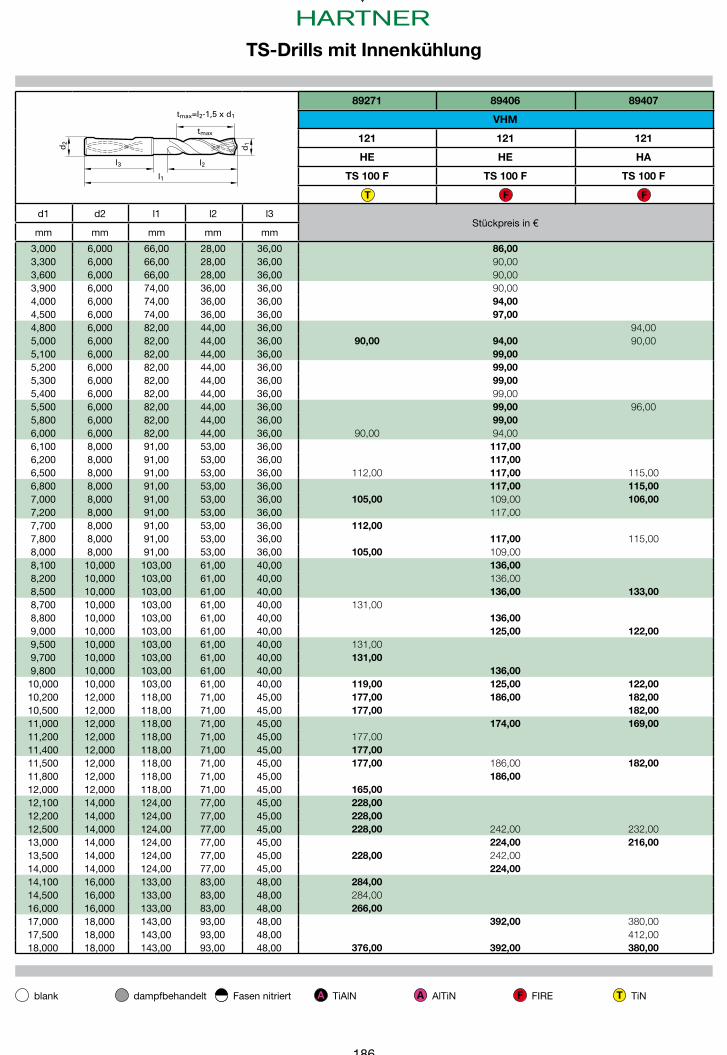
186
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
T F F
89271 89406 89407
VHM
121 121 121
HE HE HA
TS 100 F TS 100 F TS 100 F
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,000 6,000 66,00 28,00 36,003,300 6,000 66,00 28,00 36,003,600 6,000 66,00 28,00 36,003,900 6,000 74,00 36,00 36,004,000 6,000 74,00 36,00 36,004,500 6,000 74,00 36,00 36,004,800 6,000 82,00 44,00 36,005,000 6,000 82,00 44,00 36,005,100 6,000 82,00 44,00 36,005,200 6,000 82,00 44,00 36,005,300 6,000 82,00 44,00 36,005,400 6,000 82,00 44,00 36,005,500 6,000 82,00 44,00 36,005,800 6,000 82,00 44,00 36,006,000 6,000 82,00 44,00 36,006,100 8,000 91,00 53,00 36,006,200 8,000 91,00 53,00 36,006,500 8,000 91,00 53,00 36,006,800 8,000 91,00 53,00 36,007,000 8,000 91,00 53,00 36,007,200 8,000 91,00 53,00 36,007,700 8,000 91,00 53,00 36,007,800 8,000 91,00 53,00 36,008,000 8,000 91,00 53,00 36,008,100 10,000 103,00 61,00 40,008,200 10,000 103,00 61,00 40,008,500 10,000 103,00 61,00 40,008,700 10,000 103,00 61,00 40,008,800 10,000 103,00 61,00 40,009,000 10,000 103,00 61,00 40,009,500 10,000 103,00 61,00 40,009,700 10,000 103,00 61,00 40,009,800 10,000 103,00 61,00 40,00
10,000 10,000 103,00 61,00 40,0010,200 12,000 118,00 71,00 45,0010,500 12,000 118,00 71,00 45,0011,000 12,000 118,00 71,00 45,0011,200 12,000 118,00 71,00 45,0011,400 12,000 118,00 71,00 45,0011,500 12,000 118,00 71,00 45,0011,800 12,000 118,00 71,00 45,0012,000 12,000 118,00 71,00 45,0012,100 14,000 124,00 77,00 45,0012,200 14,000 124,00 77,00 45,0012,500 14,000 124,00 77,00 45,0013,000 14,000 124,00 77,00 45,0013,500 14,000 124,00 77,00 45,0014,000 14,000 124,00 77,00 45,0014,100 16,000 133,00 83,00 48,0014,500 16,000 133,00 83,00 48,0016,000 16,000 133,00 83,00 48,0017,000 18,000 143,00 93,00 48,0017,500 18,000 143,00 93,00 48,0018,000 18,000 143,00 93,00 48,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
86,0090,0090,0090,0094,0097,00
94,0090,00 94,00 90,00
99,0099,0099,0099,0099,00 96,0099,00
90,00 94,00117,00117,00
112,00 117,00 115,00117,00 115,00
105,00 109,00 106,00117,00
112,00117,00 115,00
105,00 109,00136,00136,00136,00 133,00
131,00136,00125,00 122,00
131,00131,00
136,00119,00 125,00 122,00177,00 186,00 182,00177,00 182,00
174,00 169,00177,00177,00177,00 186,00 182,00
186,00165,00228,00228,00228,00 242,00 232,00
224,00 216,00228,00 242,00
224,00284,00284,00266,00
392,00 380,00412,00
376,00 392,00 380,00
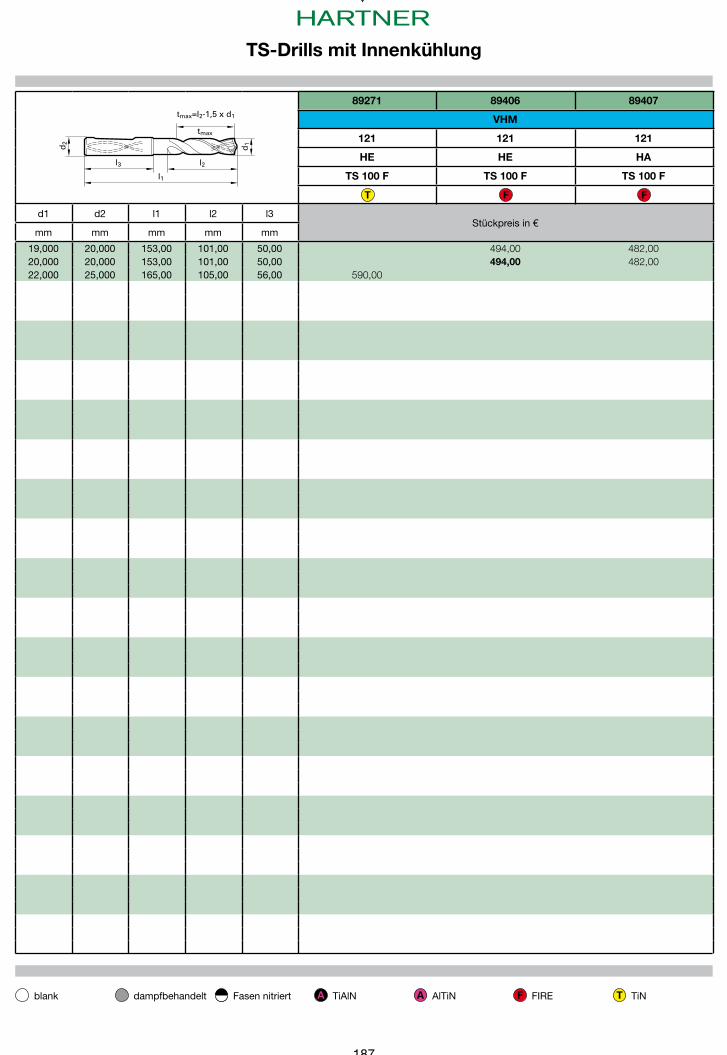
187
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
T F F
89271 89406 89407
VHM
121 121 121
HE HE HA
TS 100 F TS 100 F TS 100 F
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
19,000 20,000 153,00 101,00 50,0020,000 20,000 153,00 101,00 50,0022,000 25,000 165,00 105,00 56,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
494,00 482,00494,00 482,00
590,00
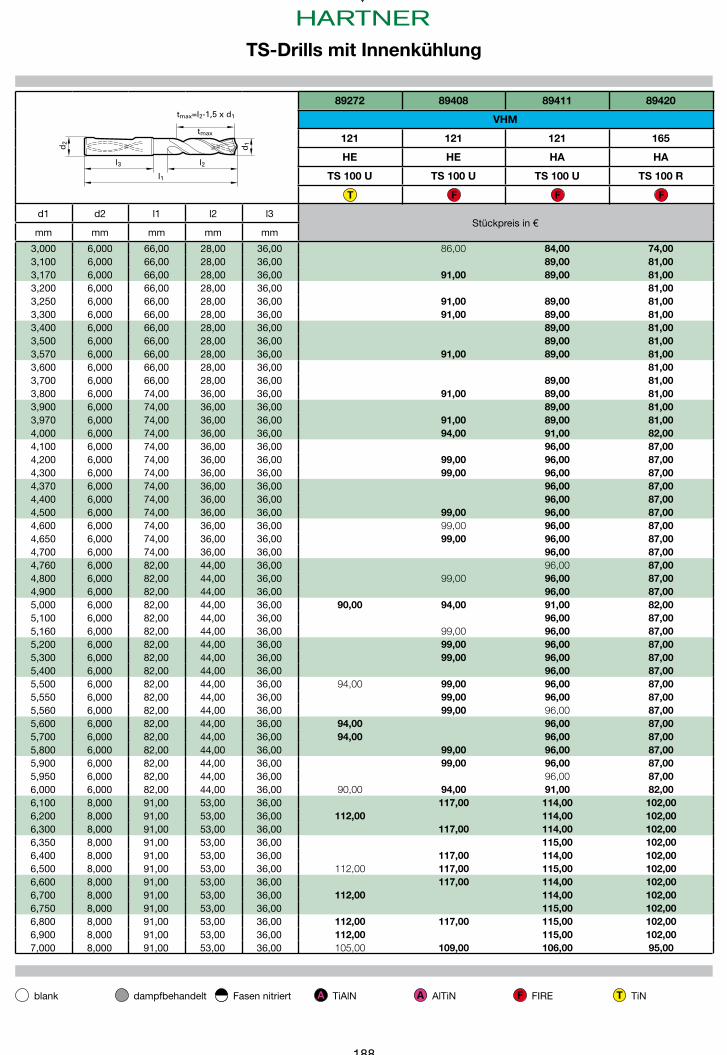
188
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
T F F F
89272 89408 89411 89420
VHM
121 121 121 165
HE HE HA HA
TS 100 U TS 100 U TS 100 U TS 100 R
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,000 6,000 66,00 28,00 36,003,100 6,000 66,00 28,00 36,003,170 6,000 66,00 28,00 36,003,200 6,000 66,00 28,00 36,003,250 6,000 66,00 28,00 36,003,300 6,000 66,00 28,00 36,003,400 6,000 66,00 28,00 36,003,500 6,000 66,00 28,00 36,003,570 6,000 66,00 28,00 36,003,600 6,000 66,00 28,00 36,003,700 6,000 66,00 28,00 36,003,800 6,000 74,00 36,00 36,003,900 6,000 74,00 36,00 36,003,970 6,000 74,00 36,00 36,004,000 6,000 74,00 36,00 36,004,100 6,000 74,00 36,00 36,004,200 6,000 74,00 36,00 36,004,300 6,000 74,00 36,00 36,004,370 6,000 74,00 36,00 36,004,400 6,000 74,00 36,00 36,004,500 6,000 74,00 36,00 36,004,600 6,000 74,00 36,00 36,004,650 6,000 74,00 36,00 36,004,700 6,000 74,00 36,00 36,004,760 6,000 82,00 44,00 36,004,800 6,000 82,00 44,00 36,004,900 6,000 82,00 44,00 36,005,000 6,000 82,00 44,00 36,005,100 6,000 82,00 44,00 36,005,160 6,000 82,00 44,00 36,005,200 6,000 82,00 44,00 36,005,300 6,000 82,00 44,00 36,005,400 6,000 82,00 44,00 36,005,500 6,000 82,00 44,00 36,005,550 6,000 82,00 44,00 36,005,560 6,000 82,00 44,00 36,005,600 6,000 82,00 44,00 36,005,700 6,000 82,00 44,00 36,005,800 6,000 82,00 44,00 36,005,900 6,000 82,00 44,00 36,005,950 6,000 82,00 44,00 36,006,000 6,000 82,00 44,00 36,006,100 8,000 91,00 53,00 36,006,200 8,000 91,00 53,00 36,006,300 8,000 91,00 53,00 36,006,350 8,000 91,00 53,00 36,006,400 8,000 91,00 53,00 36,006,500 8,000 91,00 53,00 36,006,600 8,000 91,00 53,00 36,006,700 8,000 91,00 53,00 36,006,750 8,000 91,00 53,00 36,006,800 8,000 91,00 53,00 36,006,900 8,000 91,00 53,00 36,007,000 8,000 91,00 53,00 36,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
86,00 84,00 74,0089,00 81,00
91,00 89,00 81,0081,00
91,00 89,00 81,0091,00 89,00 81,00
89,00 81,0089,00 81,00
91,00 89,00 81,0081,00
89,00 81,0091,00 89,00 81,00
89,00 81,0091,00 89,00 81,0094,00 91,00 82,00
96,00 87,0099,00 96,00 87,0099,00 96,00 87,00
96,00 87,0096,00 87,00
99,00 96,00 87,0099,00 96,00 87,0099,00 96,00 87,00
96,00 87,0096,00 87,00
99,00 96,00 87,0096,00 87,00
90,00 94,00 91,00 82,0096,00 87,00
99,00 96,00 87,0099,00 96,00 87,0099,00 96,00 87,00
96,00 87,0094,00 99,00 96,00 87,00
99,00 96,00 87,0099,00 96,00 87,00
94,00 96,00 87,0094,00 96,00 87,00
99,00 96,00 87,0099,00 96,00 87,00
96,00 87,0090,00 94,00 91,00 82,00
117,00 114,00 102,00112,00 114,00 102,00
117,00 114,00 102,00115,00 102,00
117,00 114,00 102,00112,00 117,00 115,00 102,00
117,00 114,00 102,00112,00 114,00 102,00
115,00 102,00112,00 117,00 115,00 102,00112,00 115,00 102,00105,00 109,00 106,00 95,00
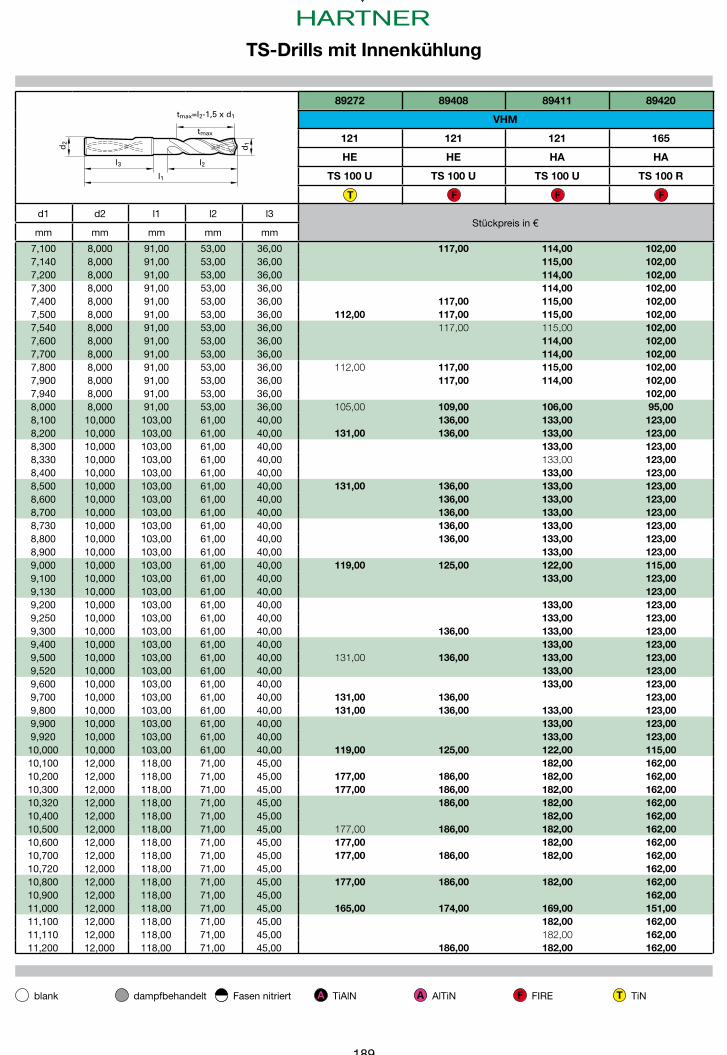
189
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
T F F F
89272 89408 89411 89420
VHM
121 121 121 165
HE HE HA HA
TS 100 U TS 100 U TS 100 U TS 100 R
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
7,100 8,000 91,00 53,00 36,007,140 8,000 91,00 53,00 36,007,200 8,000 91,00 53,00 36,007,300 8,000 91,00 53,00 36,007,400 8,000 91,00 53,00 36,007,500 8,000 91,00 53,00 36,007,540 8,000 91,00 53,00 36,007,600 8,000 91,00 53,00 36,007,700 8,000 91,00 53,00 36,007,800 8,000 91,00 53,00 36,007,900 8,000 91,00 53,00 36,007,940 8,000 91,00 53,00 36,008,000 8,000 91,00 53,00 36,008,100 10,000 103,00 61,00 40,008,200 10,000 103,00 61,00 40,008,300 10,000 103,00 61,00 40,008,330 10,000 103,00 61,00 40,008,400 10,000 103,00 61,00 40,008,500 10,000 103,00 61,00 40,008,600 10,000 103,00 61,00 40,008,700 10,000 103,00 61,00 40,008,730 10,000 103,00 61,00 40,008,800 10,000 103,00 61,00 40,008,900 10,000 103,00 61,00 40,009,000 10,000 103,00 61,00 40,009,100 10,000 103,00 61,00 40,009,130 10,000 103,00 61,00 40,009,200 10,000 103,00 61,00 40,009,250 10,000 103,00 61,00 40,009,300 10,000 103,00 61,00 40,009,400 10,000 103,00 61,00 40,009,500 10,000 103,00 61,00 40,009,520 10,000 103,00 61,00 40,009,600 10,000 103,00 61,00 40,009,700 10,000 103,00 61,00 40,009,800 10,000 103,00 61,00 40,009,900 10,000 103,00 61,00 40,009,920 10,000 103,00 61,00 40,00
10,000 10,000 103,00 61,00 40,0010,100 12,000 118,00 71,00 45,0010,200 12,000 118,00 71,00 45,0010,300 12,000 118,00 71,00 45,0010,320 12,000 118,00 71,00 45,0010,400 12,000 118,00 71,00 45,0010,500 12,000 118,00 71,00 45,0010,600 12,000 118,00 71,00 45,0010,700 12,000 118,00 71,00 45,0010,720 12,000 118,00 71,00 45,0010,800 12,000 118,00 71,00 45,0010,900 12,000 118,00 71,00 45,0011,000 12,000 118,00 71,00 45,0011,100 12,000 118,00 71,00 45,0011,110 12,000 118,00 71,00 45,0011,200 12,000 118,00 71,00 45,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
117,00 114,00 102,00115,00 102,00114,00 102,00114,00 102,00
117,00 115,00 102,00112,00 117,00 115,00 102,00
117,00 115,00 102,00114,00 102,00114,00 102,00
112,00 117,00 115,00 102,00117,00 114,00 102,00
102,00105,00 109,00 106,00 95,00
136,00 133,00 123,00131,00 136,00 133,00 123,00
133,00 123,00133,00 123,00133,00 123,00
131,00 136,00 133,00 123,00136,00 133,00 123,00136,00 133,00 123,00136,00 133,00 123,00136,00 133,00 123,00
133,00 123,00119,00 125,00 122,00 115,00
133,00 123,00123,00
133,00 123,00133,00 123,00
136,00 133,00 123,00133,00 123,00
131,00 136,00 133,00 123,00133,00 123,00133,00 123,00
131,00 136,00 123,00131,00 136,00 133,00 123,00
133,00 123,00133,00 123,00
119,00 125,00 122,00 115,00182,00 162,00
177,00 186,00 182,00 162,00177,00 186,00 182,00 162,00
186,00 182,00 162,00182,00 162,00
177,00 186,00 182,00 162,00177,00 182,00 162,00177,00 186,00 182,00 162,00
162,00177,00 186,00 182,00 162,00
162,00165,00 174,00 169,00 151,00
182,00 162,00182,00 162,00
186,00 182,00 162,00
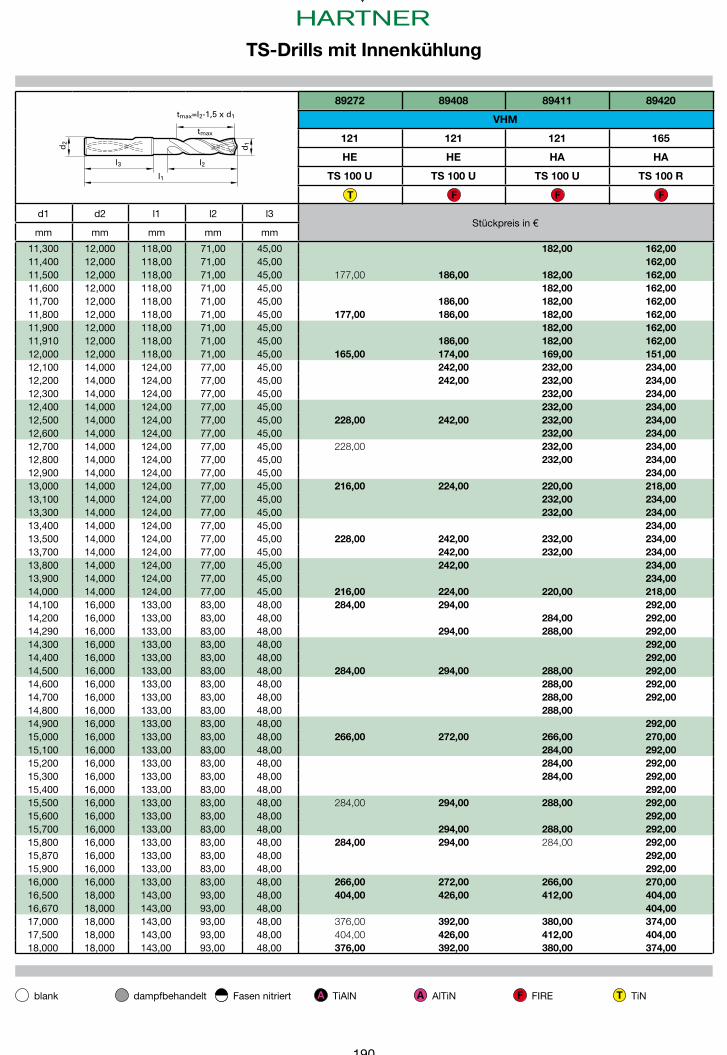
190
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
T F F F
89272 89408 89411 89420
VHM
121 121 121 165
HE HE HA HA
TS 100 U TS 100 U TS 100 U TS 100 R
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
11,300 12,000 118,00 71,00 45,0011,400 12,000 118,00 71,00 45,0011,500 12,000 118,00 71,00 45,0011,600 12,000 118,00 71,00 45,0011,700 12,000 118,00 71,00 45,0011,800 12,000 118,00 71,00 45,0011,900 12,000 118,00 71,00 45,0011,910 12,000 118,00 71,00 45,0012,000 12,000 118,00 71,00 45,0012,100 14,000 124,00 77,00 45,0012,200 14,000 124,00 77,00 45,0012,300 14,000 124,00 77,00 45,0012,400 14,000 124,00 77,00 45,0012,500 14,000 124,00 77,00 45,0012,600 14,000 124,00 77,00 45,0012,700 14,000 124,00 77,00 45,0012,800 14,000 124,00 77,00 45,0012,900 14,000 124,00 77,00 45,0013,000 14,000 124,00 77,00 45,0013,100 14,000 124,00 77,00 45,0013,300 14,000 124,00 77,00 45,0013,400 14,000 124,00 77,00 45,0013,500 14,000 124,00 77,00 45,0013,700 14,000 124,00 77,00 45,0013,800 14,000 124,00 77,00 45,0013,900 14,000 124,00 77,00 45,0014,000 14,000 124,00 77,00 45,0014,100 16,000 133,00 83,00 48,0014,200 16,000 133,00 83,00 48,0014,290 16,000 133,00 83,00 48,0014,300 16,000 133,00 83,00 48,0014,400 16,000 133,00 83,00 48,0014,500 16,000 133,00 83,00 48,0014,600 16,000 133,00 83,00 48,0014,700 16,000 133,00 83,00 48,0014,800 16,000 133,00 83,00 48,0014,900 16,000 133,00 83,00 48,0015,000 16,000 133,00 83,00 48,0015,100 16,000 133,00 83,00 48,0015,200 16,000 133,00 83,00 48,0015,300 16,000 133,00 83,00 48,0015,400 16,000 133,00 83,00 48,0015,500 16,000 133,00 83,00 48,0015,600 16,000 133,00 83,00 48,0015,700 16,000 133,00 83,00 48,0015,800 16,000 133,00 83,00 48,0015,870 16,000 133,00 83,00 48,0015,900 16,000 133,00 83,00 48,0016,000 16,000 133,00 83,00 48,0016,500 18,000 143,00 93,00 48,0016,670 18,000 143,00 93,00 48,0017,000 18,000 143,00 93,00 48,0017,500 18,000 143,00 93,00 48,0018,000 18,000 143,00 93,00 48,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
182,00 162,00162,00
177,00 186,00 182,00 162,00182,00 162,00
186,00 182,00 162,00177,00 186,00 182,00 162,00
182,00 162,00186,00 182,00 162,00
165,00 174,00 169,00 151,00242,00 232,00 234,00242,00 232,00 234,00
232,00 234,00232,00 234,00
228,00 242,00 232,00 234,00232,00 234,00
228,00 232,00 234,00232,00 234,00
234,00216,00 224,00 220,00 218,00
232,00 234,00232,00 234,00
234,00228,00 242,00 232,00 234,00
242,00 232,00 234,00242,00 234,00
234,00216,00 224,00 220,00 218,00284,00 294,00 292,00
284,00 292,00294,00 288,00 292,00
292,00292,00
284,00 294,00 288,00 292,00288,00 292,00288,00 292,00288,00
292,00266,00 272,00 266,00 270,00
284,00 292,00284,00 292,00284,00 292,00
292,00284,00 294,00 288,00 292,00
292,00294,00 288,00 292,00
284,00 294,00 284,00 292,00292,00292,00
266,00 272,00 266,00 270,00404,00 426,00 412,00 404,00
404,00376,00 392,00 380,00 374,00404,00 426,00 412,00 404,00376,00 392,00 380,00 374,00
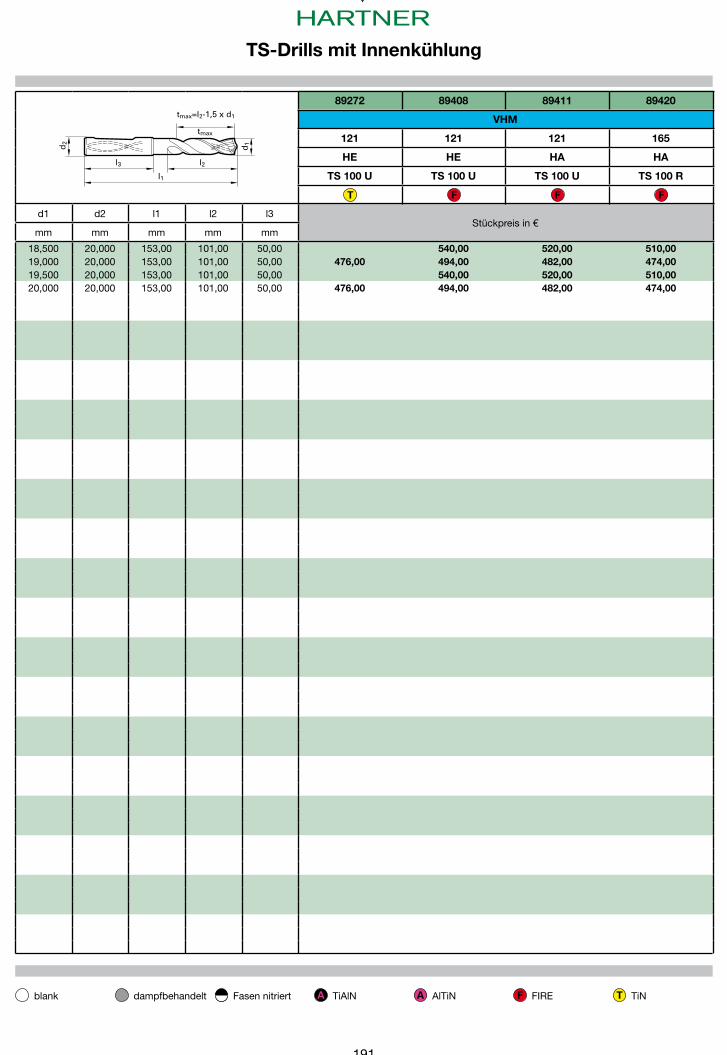
191
A A F T
l1
d1 d2
l2 l3
tmax
tmax=l2-1,5 x d1
T F F F
89272 89408 89411 89420
VHM
121 121 121 165
HE HE HA HA
TS 100 U TS 100 U TS 100 U TS 100 R
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
18,500 20,000 153,00 101,00 50,0019,000 20,000 153,00 101,00 50,0019,500 20,000 153,00 101,00 50,0020,000 20,000 153,00 101,00 50,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
540,00 520,00 510,00476,00 494,00 482,00 474,00
540,00 520,00 510,00476,00 494,00 482,00 474,00
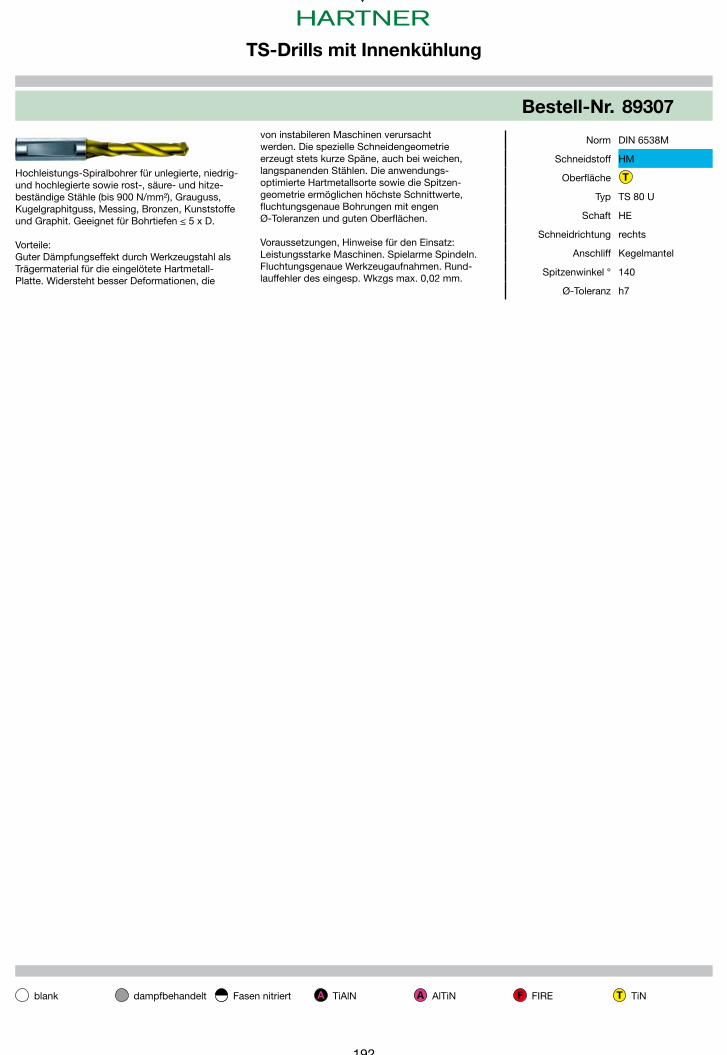
19211
A A F T
10
A A F T
TF
F
F
Bestell-Nr. 89307
von instabileren Maschinen verursacht werden. Die spezielle Schneidengeometrie erzeugt stets kurze Späne, auch bei weichen, langspanenden Stählen. Die anwendungs-optimierte Hartmetallsorte sowie die Spitzen-geometrie ermöglichen höchste Schnittwerte, fl uchtungsgenaue Bohrungen mit engen Ø-Toleranzen und guten Oberfl ächen.
Voraussetzungen, Hinweise für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahmen. Rund-lauffehler des eingesp. Wkzgs max. 0,02 mm.
Norm DIN 6538M
Schneidstoff HMHochleistungs-Spiralbohrer für unlegierte, niedrig- und hochlegierte sowie rost-, säure- und hitze-beständige Stähle (bis 900 N/mm²), Grauguss, Kugelgraphitguss, Messing, Bronzen, Kunststoffe und Graphit. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Guter Dämpfungseffekt durch Werkzeugstahl als Trägermaterial für die eingelötete Hartmetall-Platte. Widersteht besser Deformationen, die
Oberfl äche
Typ TS 80 U
Schaft HE
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 140
Ø-Toleranz h7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89408
(siehe Techn. Teil). Fluchtungsgenaue Bohrungen mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrier-verhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe.
Norm DIN 6537L
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89411
mit engen Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung. Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rund-lauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Ratterfreie, defi nierte Vorschübe. Für Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm DIN 6537L
Schneidstoff VHMFür lang- und kurzspanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Bronze, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile: Anwendung höchster Schnittwerte (siehe Techn. Teil). Fluchtungsgenaue Bohrungen
Oberfl äche
Typ TS 100 U
Schaft HA
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89420
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauf-fehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm DIN 6537L
Schneidstoff VHMSpezialbohrer mit patentiertem Radienanschliff für GGV und ADI sowie alle Gusswerkstoffe.Geeignet für Bohrtiefen ≤ 5 x D.
Vorteile:Höchste Leistungsfähigkeit und Wirtschaftlichkeit. Durch die einzigartige Abstimmung von Stirnkontur und Nutprofi l äußerst stabil, maßhaltig und prozess-sicher.
Oberfl äche
Typ TS 100 R
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel °
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
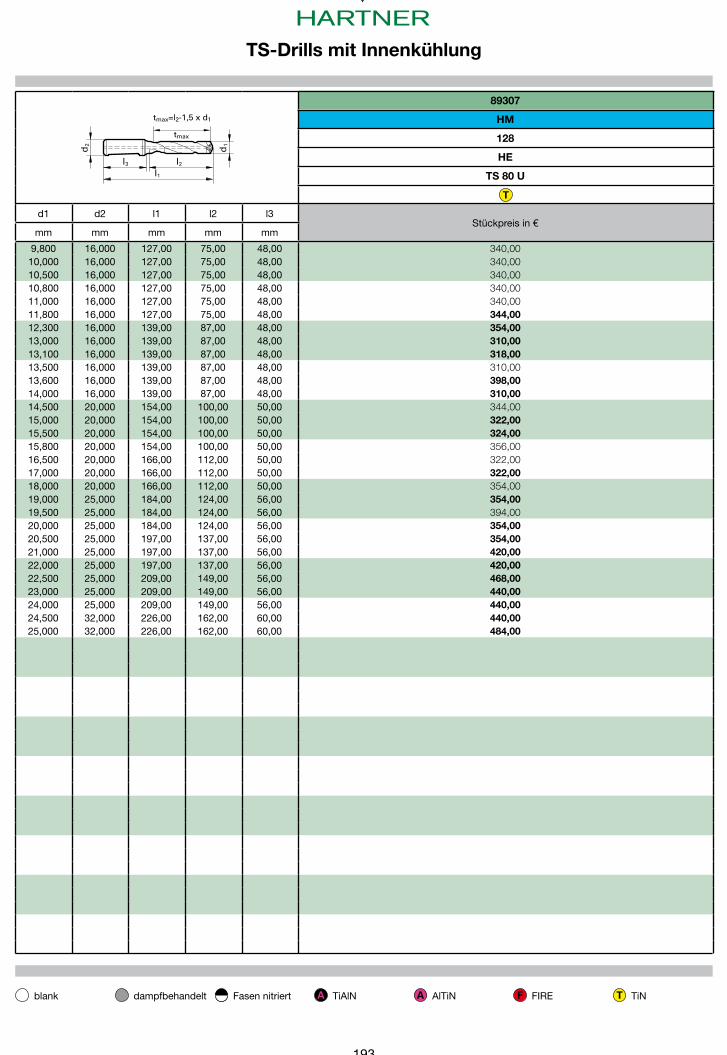
193
A A F T
l 1
l 2 l 3
d 1
d 2
tmax
tmax=l2-1,5 x d1
T
89307
HM
128
HE
TS 80 U
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
9,800 16,000 127,00 75,00 48,0010,000 16,000 127,00 75,00 48,0010,500 16,000 127,00 75,00 48,0010,800 16,000 127,00 75,00 48,0011,000 16,000 127,00 75,00 48,0011,800 16,000 127,00 75,00 48,0012,300 16,000 139,00 87,00 48,0013,000 16,000 139,00 87,00 48,0013,100 16,000 139,00 87,00 48,0013,500 16,000 139,00 87,00 48,0013,600 16,000 139,00 87,00 48,0014,000 16,000 139,00 87,00 48,0014,500 20,000 154,00 100,00 50,0015,000 20,000 154,00 100,00 50,0015,500 20,000 154,00 100,00 50,0015,800 20,000 154,00 100,00 50,0016,500 20,000 166,00 112,00 50,0017,000 20,000 166,00 112,00 50,0018,000 20,000 166,00 112,00 50,0019,000 25,000 184,00 124,00 56,0019,500 25,000 184,00 124,00 56,0020,000 25,000 184,00 124,00 56,0020,500 25,000 197,00 137,00 56,0021,000 25,000 197,00 137,00 56,0022,000 25,000 197,00 137,00 56,0022,500 25,000 209,00 149,00 56,0023,000 25,000 209,00 149,00 56,0024,000 25,000 209,00 149,00 56,0024,500 32,000 226,00 162,00 60,0025,000 32,000 226,00 162,00 60,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
340,00340,00340,00340,00340,00344,00354,00310,00318,00310,00398,00310,00344,00322,00324,00356,00322,00322,00354,00354,00394,00354,00354,00420,00420,00468,00440,00440,00440,00484,00
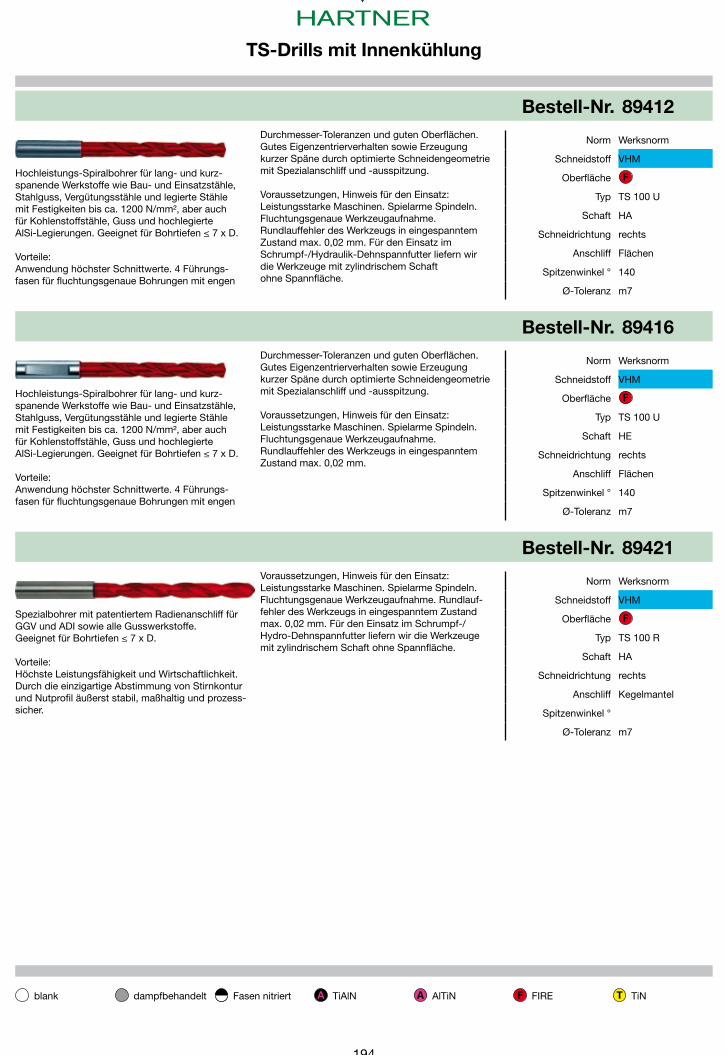
194 13
A A F T
12
A A F T
F
F
F
Bestell-Nr. 89294
Vorteile:Extrem gutes Eigenzentrierverhalten, enge Durch-messertoleranzen, sehr gute Oberfl ächen. Hohe Schnittgeschwindigkeiten und hohe Produktivität.
Voraussetzungen, Hinweise für den Einsatz:Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydraulik-Dehnspannfutter liefern wir Ihnen die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm Werksnorm
Schneidstoff VHMLeistungsstarker VHM-Bohrer mit Kühlkanälen für die Bearbeitung von kurzspanenden Werk-stoffen wie z. B. Gusseisen, Grauguss, Temper- und Kugelgraphitguss, Aluminium-Legierungen mit hohem Siliziumgehalt. Zur Herstellung von Bohrungen mit extrem hoher Fluchtungs-genauigkeit (minimale Geradheitsabweichung). Auf Wunsch auch mit unseren Beschichtungen lieferbar.Für Bohrtiefen ≤ 7 x D.
Oberfl äche
Typ TS 150 GG
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89412
Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydraulik-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm Werksnorm
Schneidstoff VHMHochleistungs-Spiralbohrer für lang- und kurz-spanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 7 x D.
Vorteile: Anwendung höchster Schnittwerte. 4 Führungs-fasen für fl uchtungsgenaue Bohrungen mit engen
Oberfl äche
Typ TS 100 U
Schaft HA
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89416
Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm.
Norm Werksnorm
Schneidstoff VHMHochleistungs-Spiralbohrer für lang- und kurz-spanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 7 x D.
Vorteile: Anwendung höchster Schnittwerte. 4 Führungs-fasen für fl uchtungsgenaue Bohrungen mit engen
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89421
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauf-fehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm Werksnorm
Schneidstoff VHMSpezialbohrer mit patentiertem Radienanschliff für GGV und ADI sowie alle Gusswerkstoffe.Geeignet für Bohrtiefen ≤ 7 x D.
Vorteile:Höchste Leistungsfähigkeit und Wirtschaftlichkeit. Durch die einzigartige Abstimmung von Stirnkontur und Nutprofi l äußerst stabil, maßhaltig und prozess-sicher.
Oberfl äche
Typ TS 100 R
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel °
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
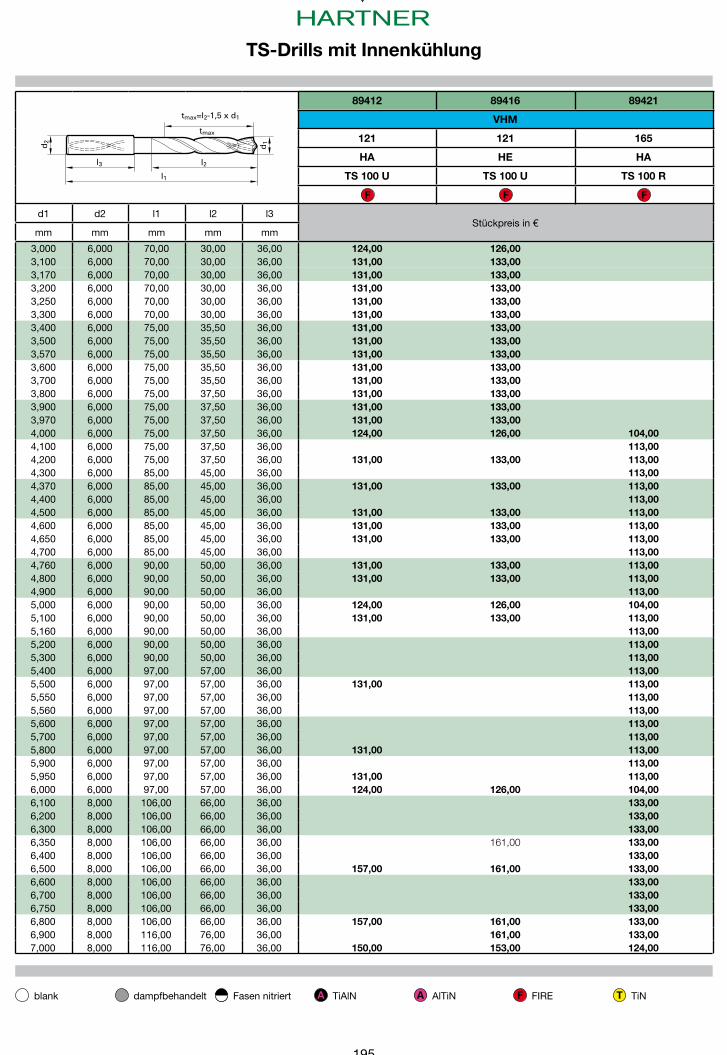
195
A A F T
l1
d2
l3
d1
l2
tmax
tmax=l2-1,5 x d1
F F F
89412 89416 89421
VHM
121 121 165
HA HE HA
TS 100 U TS 100 U TS 100 R
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,000 6,000 70,00 30,00 36,003,100 6,000 70,00 30,00 36,003,170 6,000 70,00 30,00 36,003,200 6,000 70,00 30,00 36,003,250 6,000 70,00 30,00 36,003,300 6,000 70,00 30,00 36,003,400 6,000 75,00 35,50 36,003,500 6,000 75,00 35,50 36,003,570 6,000 75,00 35,50 36,003,600 6,000 75,00 35,50 36,003,700 6,000 75,00 35,50 36,003,800 6,000 75,00 37,50 36,003,900 6,000 75,00 37,50 36,003,970 6,000 75,00 37,50 36,004,000 6,000 75,00 37,50 36,004,100 6,000 75,00 37,50 36,004,200 6,000 75,00 37,50 36,004,300 6,000 85,00 45,00 36,004,370 6,000 85,00 45,00 36,004,400 6,000 85,00 45,00 36,004,500 6,000 85,00 45,00 36,004,600 6,000 85,00 45,00 36,004,650 6,000 85,00 45,00 36,004,700 6,000 85,00 45,00 36,004,760 6,000 90,00 50,00 36,004,800 6,000 90,00 50,00 36,004,900 6,000 90,00 50,00 36,005,000 6,000 90,00 50,00 36,005,100 6,000 90,00 50,00 36,005,160 6,000 90,00 50,00 36,005,200 6,000 90,00 50,00 36,005,300 6,000 90,00 50,00 36,005,400 6,000 97,00 57,00 36,005,500 6,000 97,00 57,00 36,005,550 6,000 97,00 57,00 36,005,560 6,000 97,00 57,00 36,005,600 6,000 97,00 57,00 36,005,700 6,000 97,00 57,00 36,005,800 6,000 97,00 57,00 36,005,900 6,000 97,00 57,00 36,005,950 6,000 97,00 57,00 36,006,000 6,000 97,00 57,00 36,006,100 8,000 106,00 66,00 36,006,200 8,000 106,00 66,00 36,006,300 8,000 106,00 66,00 36,006,350 8,000 106,00 66,00 36,006,400 8,000 106,00 66,00 36,006,500 8,000 106,00 66,00 36,006,600 8,000 106,00 66,00 36,006,700 8,000 106,00 66,00 36,006,750 8,000 106,00 66,00 36,006,800 8,000 106,00 66,00 36,006,900 8,000 116,00 76,00 36,007,000 8,000 116,00 76,00 36,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
124,00 126,00131,00 133,00131,00 133,00131,00 133,00131,00 133,00131,00 133,00131,00 133,00131,00 133,00131,00 133,00131,00 133,00131,00 133,00131,00 133,00131,00 133,00131,00 133,00124,00 126,00 104,00
113,00131,00 133,00 113,00
113,00131,00 133,00 113,00
113,00131,00 133,00 113,00131,00 133,00 113,00131,00 133,00 113,00
113,00131,00 133,00 113,00131,00 133,00 113,00
113,00124,00 126,00 104,00131,00 133,00 113,00
113,00113,00113,00113,00
131,00 113,00113,00113,00113,00113,00
131,00 113,00113,00
131,00 113,00124,00 126,00 104,00
133,00133,00133,00
161,00 133,00133,00
157,00 161,00 133,00133,00133,00133,00
157,00 161,00 133,00161,00 133,00
150,00 153,00 124,00
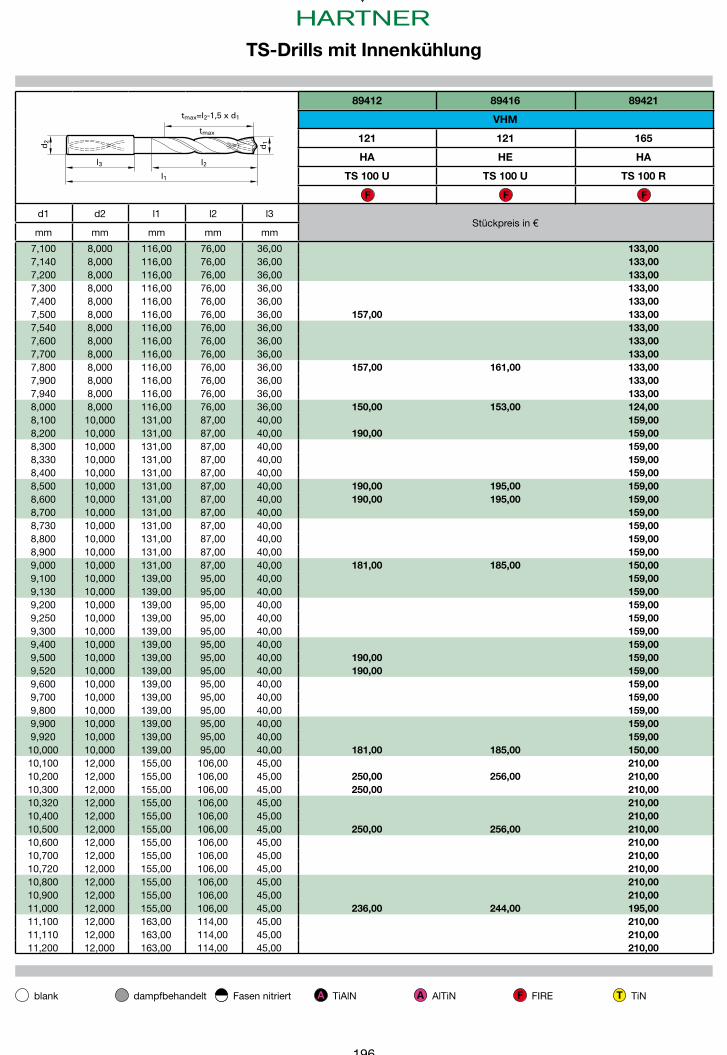
196
A A F T
l1
d2
l3
d1
l2
tmax
tmax=l2-1,5 x d1
F F F
89412 89416 89421
VHM
121 121 165
HA HE HA
TS 100 U TS 100 U TS 100 R
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
7,100 8,000 116,00 76,00 36,007,140 8,000 116,00 76,00 36,007,200 8,000 116,00 76,00 36,007,300 8,000 116,00 76,00 36,007,400 8,000 116,00 76,00 36,007,500 8,000 116,00 76,00 36,007,540 8,000 116,00 76,00 36,007,600 8,000 116,00 76,00 36,007,700 8,000 116,00 76,00 36,007,800 8,000 116,00 76,00 36,007,900 8,000 116,00 76,00 36,007,940 8,000 116,00 76,00 36,008,000 8,000 116,00 76,00 36,008,100 10,000 131,00 87,00 40,008,200 10,000 131,00 87,00 40,008,300 10,000 131,00 87,00 40,008,330 10,000 131,00 87,00 40,008,400 10,000 131,00 87,00 40,008,500 10,000 131,00 87,00 40,008,600 10,000 131,00 87,00 40,008,700 10,000 131,00 87,00 40,008,730 10,000 131,00 87,00 40,008,800 10,000 131,00 87,00 40,008,900 10,000 131,00 87,00 40,009,000 10,000 131,00 87,00 40,009,100 10,000 139,00 95,00 40,009,130 10,000 139,00 95,00 40,009,200 10,000 139,00 95,00 40,009,250 10,000 139,00 95,00 40,009,300 10,000 139,00 95,00 40,009,400 10,000 139,00 95,00 40,009,500 10,000 139,00 95,00 40,009,520 10,000 139,00 95,00 40,009,600 10,000 139,00 95,00 40,009,700 10,000 139,00 95,00 40,009,800 10,000 139,00 95,00 40,009,900 10,000 139,00 95,00 40,009,920 10,000 139,00 95,00 40,00
10,000 10,000 139,00 95,00 40,0010,100 12,000 155,00 106,00 45,0010,200 12,000 155,00 106,00 45,0010,300 12,000 155,00 106,00 45,0010,320 12,000 155,00 106,00 45,0010,400 12,000 155,00 106,00 45,0010,500 12,000 155,00 106,00 45,0010,600 12,000 155,00 106,00 45,0010,700 12,000 155,00 106,00 45,0010,720 12,000 155,00 106,00 45,0010,800 12,000 155,00 106,00 45,0010,900 12,000 155,00 106,00 45,0011,000 12,000 155,00 106,00 45,0011,100 12,000 163,00 114,00 45,0011,110 12,000 163,00 114,00 45,0011,200 12,000 163,00 114,00 45,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
133,00133,00133,00133,00133,00
157,00 133,00133,00133,00133,00
157,00 161,00 133,00133,00133,00
150,00 153,00 124,00159,00
190,00 159,00159,00159,00159,00
190,00 195,00 159,00190,00 195,00 159,00
159,00159,00159,00159,00
181,00 185,00 150,00159,00159,00159,00159,00159,00159,00
190,00 159,00190,00 159,00
159,00159,00159,00159,00159,00
181,00 185,00 150,00210,00
250,00 256,00 210,00250,00 210,00
210,00210,00
250,00 256,00 210,00210,00210,00210,00210,00210,00
236,00 244,00 195,00210,00210,00210,00
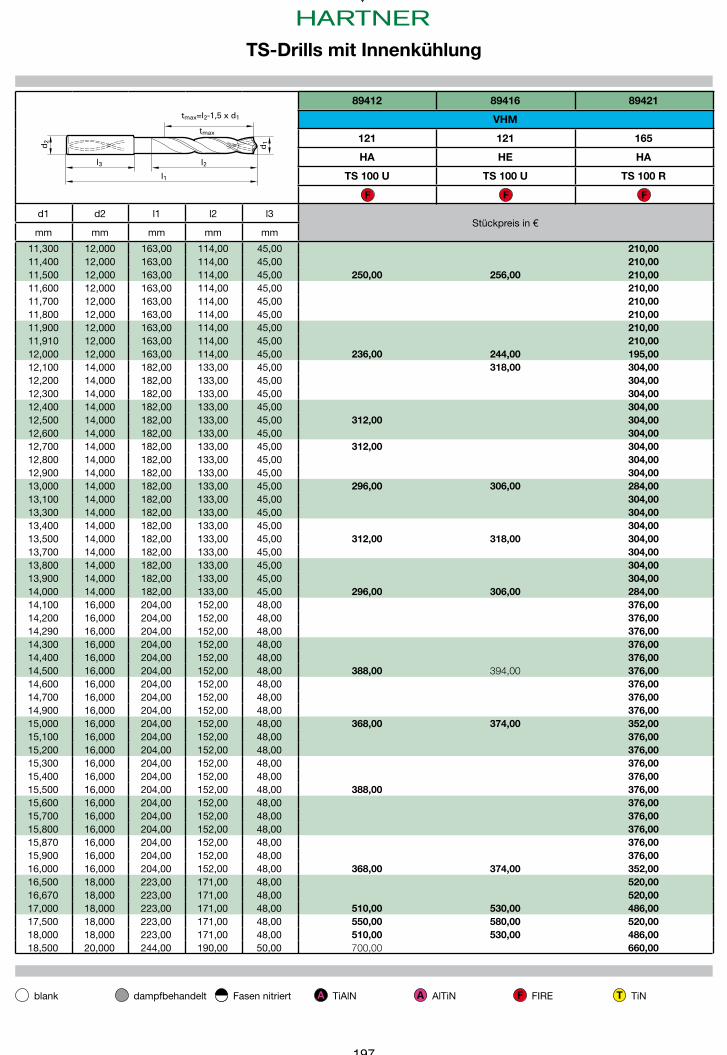
197
A A F T
l1
d2
l3
d1
l2
tmax
tmax=l2-1,5 x d1
F F F
89412 89416 89421
VHM
121 121 165
HA HE HA
TS 100 U TS 100 U TS 100 R
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
11,300 12,000 163,00 114,00 45,0011,400 12,000 163,00 114,00 45,0011,500 12,000 163,00 114,00 45,0011,600 12,000 163,00 114,00 45,0011,700 12,000 163,00 114,00 45,0011,800 12,000 163,00 114,00 45,0011,900 12,000 163,00 114,00 45,0011,910 12,000 163,00 114,00 45,0012,000 12,000 163,00 114,00 45,0012,100 14,000 182,00 133,00 45,0012,200 14,000 182,00 133,00 45,0012,300 14,000 182,00 133,00 45,0012,400 14,000 182,00 133,00 45,0012,500 14,000 182,00 133,00 45,0012,600 14,000 182,00 133,00 45,0012,700 14,000 182,00 133,00 45,0012,800 14,000 182,00 133,00 45,0012,900 14,000 182,00 133,00 45,0013,000 14,000 182,00 133,00 45,0013,100 14,000 182,00 133,00 45,0013,300 14,000 182,00 133,00 45,0013,400 14,000 182,00 133,00 45,0013,500 14,000 182,00 133,00 45,0013,700 14,000 182,00 133,00 45,0013,800 14,000 182,00 133,00 45,0013,900 14,000 182,00 133,00 45,0014,000 14,000 182,00 133,00 45,0014,100 16,000 204,00 152,00 48,0014,200 16,000 204,00 152,00 48,0014,290 16,000 204,00 152,00 48,0014,300 16,000 204,00 152,00 48,0014,400 16,000 204,00 152,00 48,0014,500 16,000 204,00 152,00 48,0014,600 16,000 204,00 152,00 48,0014,700 16,000 204,00 152,00 48,0014,900 16,000 204,00 152,00 48,0015,000 16,000 204,00 152,00 48,0015,100 16,000 204,00 152,00 48,0015,200 16,000 204,00 152,00 48,0015,300 16,000 204,00 152,00 48,0015,400 16,000 204,00 152,00 48,0015,500 16,000 204,00 152,00 48,0015,600 16,000 204,00 152,00 48,0015,700 16,000 204,00 152,00 48,0015,800 16,000 204,00 152,00 48,0015,870 16,000 204,00 152,00 48,0015,900 16,000 204,00 152,00 48,0016,000 16,000 204,00 152,00 48,0016,500 18,000 223,00 171,00 48,0016,670 18,000 223,00 171,00 48,0017,000 18,000 223,00 171,00 48,0017,500 18,000 223,00 171,00 48,0018,000 18,000 223,00 171,00 48,0018,500 20,000 244,00 190,00 50,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
210,00210,00
250,00 256,00 210,00210,00210,00210,00210,00210,00
236,00 244,00 195,00318,00 304,00
304,00304,00304,00
312,00 304,00304,00
312,00 304,00304,00304,00
296,00 306,00 284,00304,00304,00304,00
312,00 318,00 304,00304,00304,00304,00
296,00 306,00 284,00376,00376,00376,00376,00376,00
388,00 394,00 376,00376,00376,00376,00
368,00 374,00 352,00376,00376,00376,00376,00
388,00 376,00376,00376,00376,00376,00376,00
368,00 374,00 352,00520,00520,00
510,00 530,00 486,00550,00 580,00 520,00510,00 530,00 486,00700,00 660,00
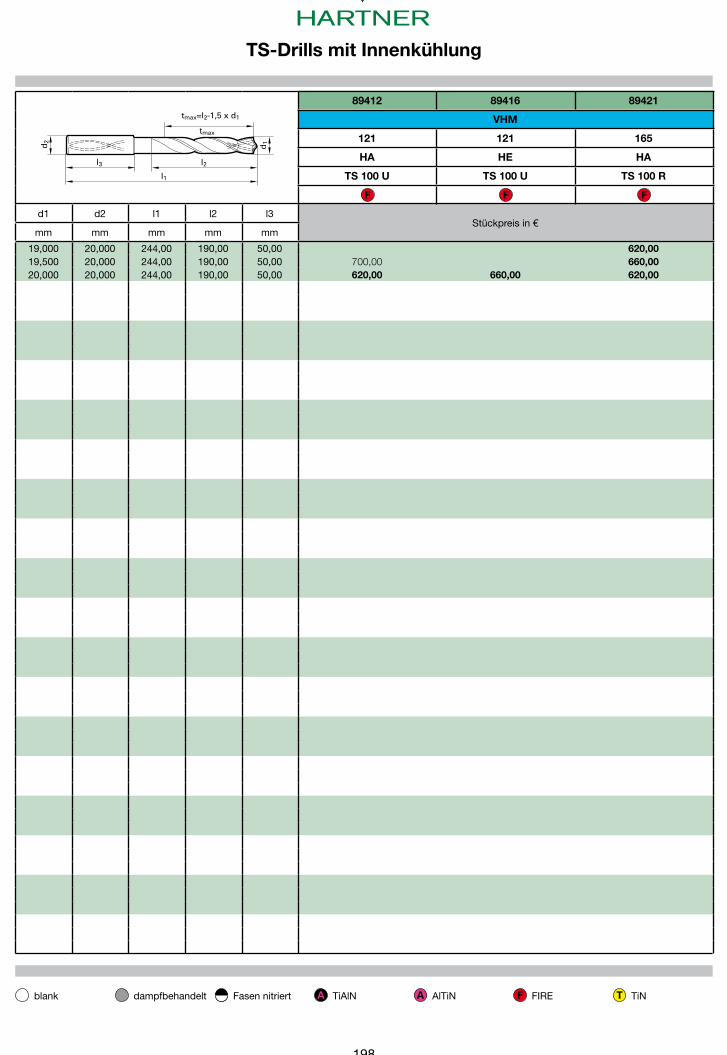
198
A A F T
l1
d2
l3
d1
l2
tmax
tmax=l2-1,5 x d1
F F F
89412 89416 89421
VHM
121 121 165
HA HE HA
TS 100 U TS 100 U TS 100 R
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
19,000 20,000 244,00 190,00 50,0019,500 20,000 244,00 190,00 50,0020,000 20,000 244,00 190,00 50,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
620,00700,00 660,00620,00 660,00 620,00

19913
A A F T
12
A A F T
F
F
F
Bestell-Nr. 89294
Vorteile:Extrem gutes Eigenzentrierverhalten, enge Durch-messertoleranzen, sehr gute Oberfl ächen. Hohe Schnittgeschwindigkeiten und hohe Produktivität.
Voraussetzungen, Hinweise für den Einsatz:Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydraulik-Dehnspannfutter liefern wir Ihnen die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm Werksnorm
Schneidstoff VHMLeistungsstarker VHM-Bohrer mit Kühlkanälen für die Bearbeitung von kurzspanenden Werk-stoffen wie z. B. Gusseisen, Grauguss, Temper- und Kugelgraphitguss, Aluminium-Legierungen mit hohem Siliziumgehalt. Zur Herstellung von Bohrungen mit extrem hoher Fluchtungs-genauigkeit (minimale Geradheitsabweichung). Auf Wunsch auch mit unseren Beschichtungen lieferbar.Für Bohrtiefen ≤ 7 x D.
Oberfl äche
Typ TS 150 GG
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89412
Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydraulik-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm Werksnorm
Schneidstoff VHMHochleistungs-Spiralbohrer für lang- und kurz-spanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 7 x D.
Vorteile: Anwendung höchster Schnittwerte. 4 Führungs-fasen für fl uchtungsgenaue Bohrungen mit engen
Oberfl äche
Typ TS 100 U
Schaft HA
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89416
Durchmesser-Toleranzen und guten Oberfl ächen. Gutes Eigenzentrierverhalten sowie Erzeugung kurzer Späne durch optimierte Schneidengeometrie mit Spezialanschliff und -ausspitzung.
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauffehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm.
Norm Werksnorm
Schneidstoff VHMHochleistungs-Spiralbohrer für lang- und kurz-spanende Werkstoffe wie Bau- und Einsatzstähle, Stahlguss, Vergütungsstähle und legierte Stähle mit Festigkeiten bis ca. 1200 N/mm², aber auch für Kohlenstoffstähle, Guss und hochlegierte AlSi-Legierungen. Geeignet für Bohrtiefen ≤ 7 x D.
Vorteile: Anwendung höchster Schnittwerte. 4 Führungs-fasen für fl uchtungsgenaue Bohrungen mit engen
Oberfl äche
Typ TS 100 U
Schaft HE
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
Bestell-Nr. 89421
Voraussetzungen, Hinweis für den Einsatz: Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauf-fehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm Werksnorm
Schneidstoff VHMSpezialbohrer mit patentiertem Radienanschliff für GGV und ADI sowie alle Gusswerkstoffe.Geeignet für Bohrtiefen ≤ 7 x D.
Vorteile:Höchste Leistungsfähigkeit und Wirtschaftlichkeit. Durch die einzigartige Abstimmung von Stirnkontur und Nutprofi l äußerst stabil, maßhaltig und prozess-sicher.
Oberfl äche
Typ TS 100 R
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel °
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
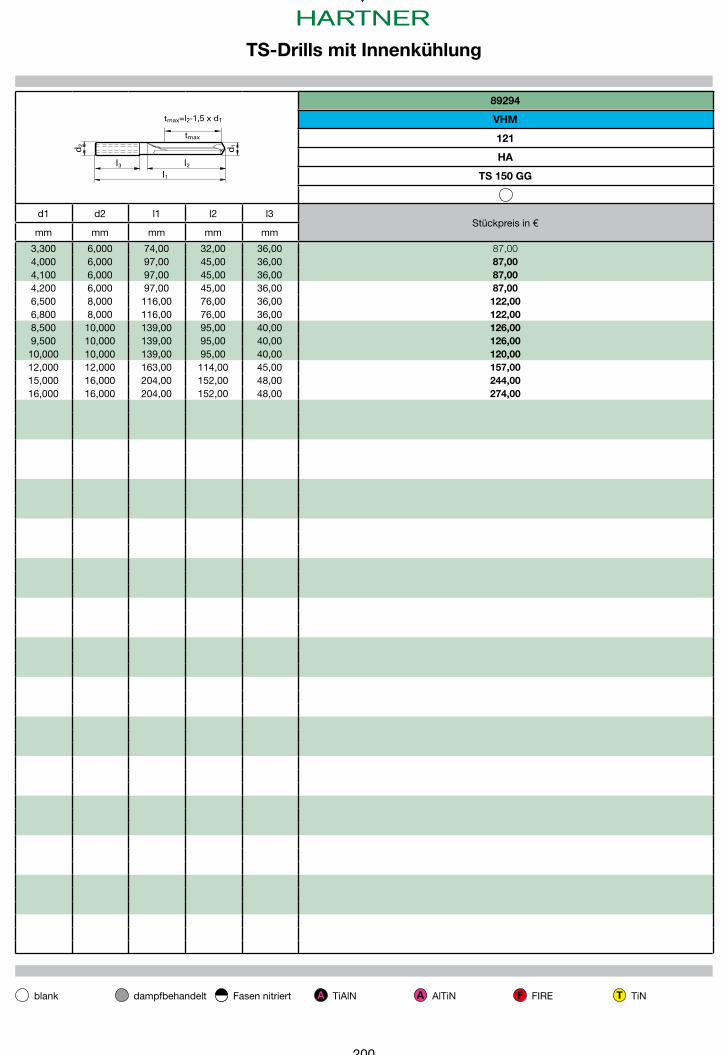
200
A A F T
l 1
l 2 l 3
d 1 d 2
tmax
tmax=l2-1,5 x d1
89294
VHM
121
HA
TS 150 GG
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,300 6,000 74,00 32,00 36,004,000 6,000 97,00 45,00 36,004,100 6,000 97,00 45,00 36,004,200 6,000 97,00 45,00 36,006,500 8,000 116,00 76,00 36,006,800 8,000 116,00 76,00 36,008,500 10,000 139,00 95,00 40,009,500 10,000 139,00 95,00 40,00
10,000 10,000 139,00 95,00 40,0012,000 12,000 163,00 114,00 45,0015,000 16,000 204,00 152,00 48,0016,000 16,000 204,00 152,00 48,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
87,0087,0087,0087,00122,00122,00126,00126,00120,00157,00244,00274,00

201 15
A A F T
14
A A F T
F
Bestell-Nr. 89418
Bohrungen mit guten Oberfl ächen und optimale Abstützung des Werkzeugs beim Austritt.
Voraussetzungen, Hinweise für den Einsatz:Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauf-fehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydraulik-Dehnspannfutter liefern wir die Werk-zeuge mit zylindr. Schaft ohne Spannfl äche.
Norm Werksnorm
Schneidstoff VHMLeistungsstarker VHM-Bohrer für die rationelle Fertigung tiefer Bohrungen in Stahl, Guss und NE-Metallen. Für Bohrtiefen ≤ 12 x D.
Vorteile:Gutes Zentrierverhalten durch spezielle Aus-spitzung. Auch bei zähen und langspanenden Werkstoffen sicherer Spanfl uss durch ange-passtes Bohrerprofi l und große Spankammern. 4 Führungsfasen für fl uchtungsgenaue
Oberfl äche
Typ TS 100
Schaft HA
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89293
Vorteile: Extrem gutes Eigenzentrierverhalten, enge Durchmessertoleranzen, sehr gute Ober-fl ächen. Hohe Schnittgeschwindigkeiten und hohe Produktivität.Voraussetzungen, Hinweise für den Einsatz:Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauf-fehler max. 0,02 mm. Für Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm Werksnorm
Schneidstoff VHMLeistungsstarker VHM-Bohrer mit Kühlkanälen für die Bearbeitung von kurzspanenden Werk-stoffen wie z. B. Gusseisen, Grauguss, Temper- und Kugelgraphitguss, Aluminium-Legierungen mit hohem Siliziumgehalt. Zur Herstellung von Bohrungen mit extrem hoher Fluchtungs-genauigkeit (minimale Geradheitsabweichung). Auf Wunsch auch mit unseren Beschichtungen lieferbar.Für Bohrtiefen ≤ 10 x D.
Oberfl äche
Typ TS 150 GG
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
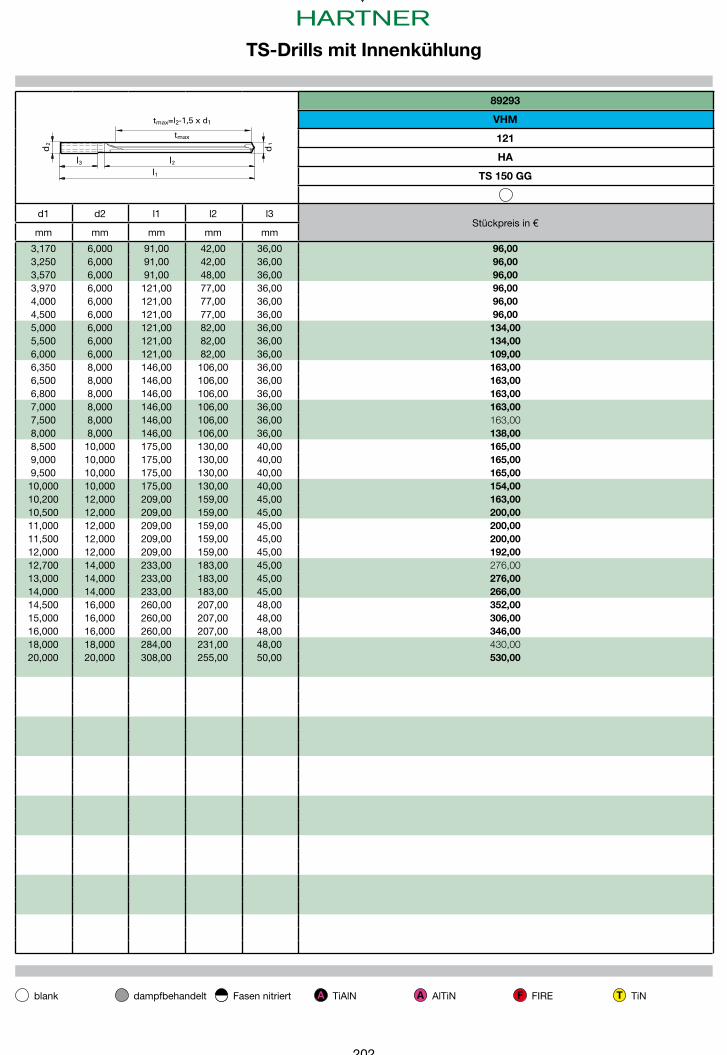
202
A A F T
l 1
l 2 l 3
d 1
d 2
tmax
tmax=l2-1,5 x d1
89293
VHM
121
HA
TS 150 GG
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,170 6,000 91,00 42,00 36,003,250 6,000 91,00 42,00 36,003,570 6,000 91,00 48,00 36,003,970 6,000 121,00 77,00 36,004,000 6,000 121,00 77,00 36,004,500 6,000 121,00 77,00 36,005,000 6,000 121,00 82,00 36,005,500 6,000 121,00 82,00 36,006,000 6,000 121,00 82,00 36,006,350 8,000 146,00 106,00 36,006,500 8,000 146,00 106,00 36,006,800 8,000 146,00 106,00 36,007,000 8,000 146,00 106,00 36,007,500 8,000 146,00 106,00 36,008,000 8,000 146,00 106,00 36,008,500 10,000 175,00 130,00 40,009,000 10,000 175,00 130,00 40,009,500 10,000 175,00 130,00 40,00
10,000 10,000 175,00 130,00 40,0010,200 12,000 209,00 159,00 45,0010,500 12,000 209,00 159,00 45,0011,000 12,000 209,00 159,00 45,0011,500 12,000 209,00 159,00 45,0012,000 12,000 209,00 159,00 45,0012,700 14,000 233,00 183,00 45,0013,000 14,000 233,00 183,00 45,0014,000 14,000 233,00 183,00 45,0014,500 16,000 260,00 207,00 48,0015,000 16,000 260,00 207,00 48,0016,000 16,000 260,00 207,00 48,0018,000 18,000 284,00 231,00 48,0020,000 20,000 308,00 255,00 50,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
96,0096,0096,0096,0096,0096,00134,00134,00109,00163,00163,00163,00163,00163,00138,00165,00165,00165,00154,00163,00200,00200,00200,00192,00276,00276,00266,00352,00306,00346,00430,00530,00
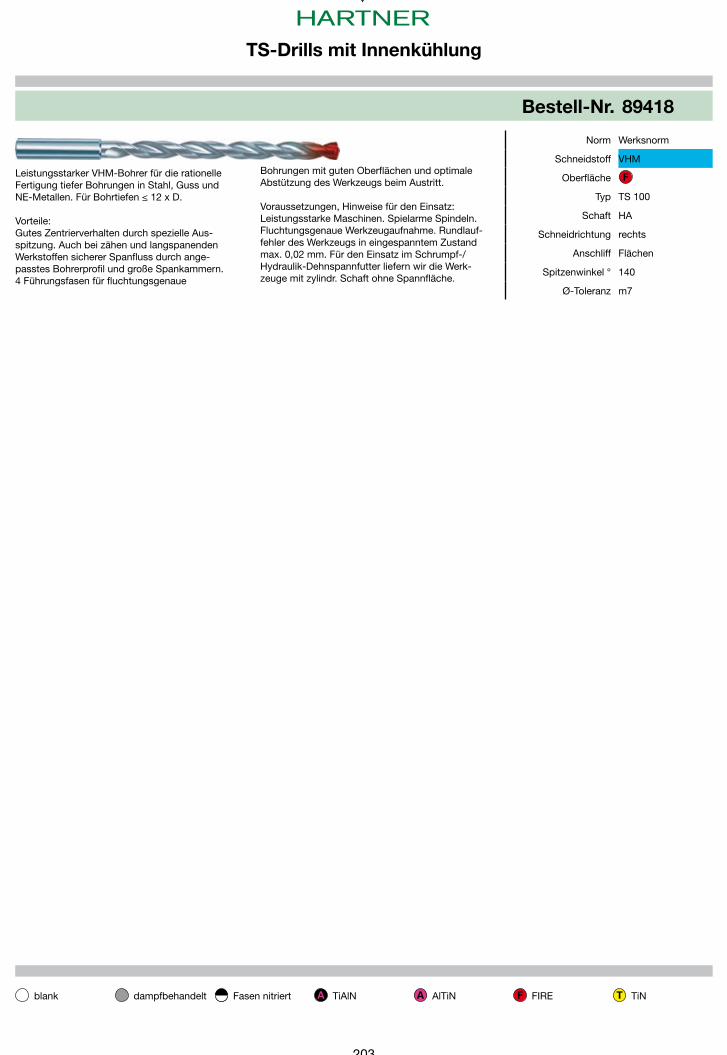
20315
A A F T
14
A A F T
F
Bestell-Nr. 89418
Bohrungen mit guten Oberfl ächen und optimale Abstützung des Werkzeugs beim Austritt.
Voraussetzungen, Hinweise für den Einsatz:Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauf-fehler des Werkzeugs in eingespanntem Zustand max. 0,02 mm. Für den Einsatz im Schrumpf-/Hydraulik-Dehnspannfutter liefern wir die Werk-zeuge mit zylindr. Schaft ohne Spannfl äche.
Norm Werksnorm
Schneidstoff VHMLeistungsstarker VHM-Bohrer für die rationelle Fertigung tiefer Bohrungen in Stahl, Guss und NE-Metallen. Für Bohrtiefen ≤ 12 x D.
Vorteile:Gutes Zentrierverhalten durch spezielle Aus-spitzung. Auch bei zähen und langspanenden Werkstoffen sicherer Spanfl uss durch ange-passtes Bohrerprofi l und große Spankammern. 4 Führungsfasen für fl uchtungsgenaue
Oberfl äche
Typ TS 100
Schaft HA
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 140
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89293
Vorteile: Extrem gutes Eigenzentrierverhalten, enge Durchmessertoleranzen, sehr gute Ober-fl ächen. Hohe Schnittgeschwindigkeiten und hohe Produktivität.Voraussetzungen, Hinweise für den Einsatz:Leistungsstarke Maschinen. Spielarme Spindeln. Fluchtungsgenaue Werkzeugaufnahme. Rundlauf-fehler max. 0,02 mm. Für Einsatz im Schrumpf-/Hydro-Dehnspannfutter liefern wir die Werkzeuge mit zylindrischem Schaft ohne Spannfl äche.
Norm Werksnorm
Schneidstoff VHMLeistungsstarker VHM-Bohrer mit Kühlkanälen für die Bearbeitung von kurzspanenden Werk-stoffen wie z. B. Gusseisen, Grauguss, Temper- und Kugelgraphitguss, Aluminium-Legierungen mit hohem Siliziumgehalt. Zur Herstellung von Bohrungen mit extrem hoher Fluchtungs-genauigkeit (minimale Geradheitsabweichung). Auf Wunsch auch mit unseren Beschichtungen lieferbar.Für Bohrtiefen ≤ 10 x D.
Oberfl äche
Typ TS 150 GG
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 120
Ø-Toleranz m7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
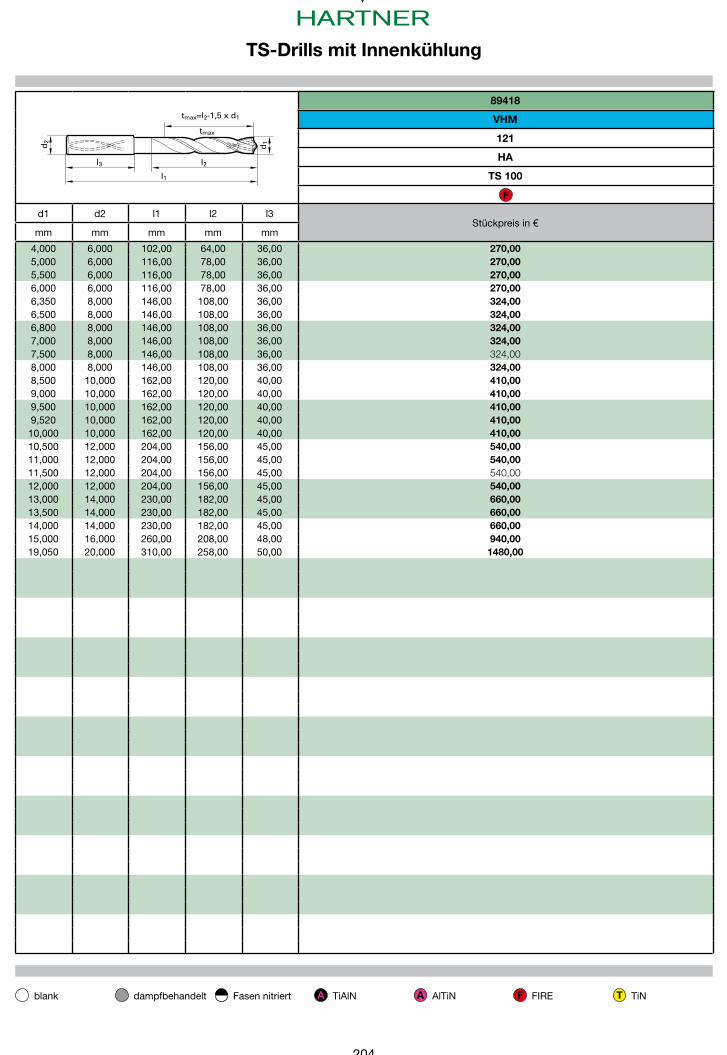
204
A A F T
l1
d2
l3
d1
l2
tmax
tmax=l2-1,5 x d1
F
89418
VHM
121
HA
TS 100
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
4,000 6,000 102,00 64,00 36,005,000 6,000 116,00 78,00 36,005,500 6,000 116,00 78,00 36,006,000 6,000 116,00 78,00 36,006,350 8,000 146,00 108,00 36,006,500 8,000 146,00 108,00 36,006,800 8,000 146,00 108,00 36,007,000 8,000 146,00 108,00 36,007,500 8,000 146,00 108,00 36,008,000 8,000 146,00 108,00 36,008,500 10,000 162,00 120,00 40,009,000 10,000 162,00 120,00 40,009,500 10,000 162,00 120,00 40,009,520 10,000 162,00 120,00 40,00
10,000 10,000 162,00 120,00 40,0010,500 12,000 204,00 156,00 45,0011,000 12,000 204,00 156,00 45,0011,500 12,000 204,00 156,00 45,0012,000 12,000 204,00 156,00 45,0013,000 14,000 230,00 182,00 45,0013,500 14,000 230,00 182,00 45,0014,000 14,000 230,00 182,00 45,0015,000 16,000 260,00 208,00 48,0019,050 20,000 310,00 258,00 50,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
270,00270,00270,00270,00324,00324,00324,00324,00324,00324,00410,00410,00410,00410,00410,00540,00540,00540,00540,00660,00660,00660,00940,001480,00
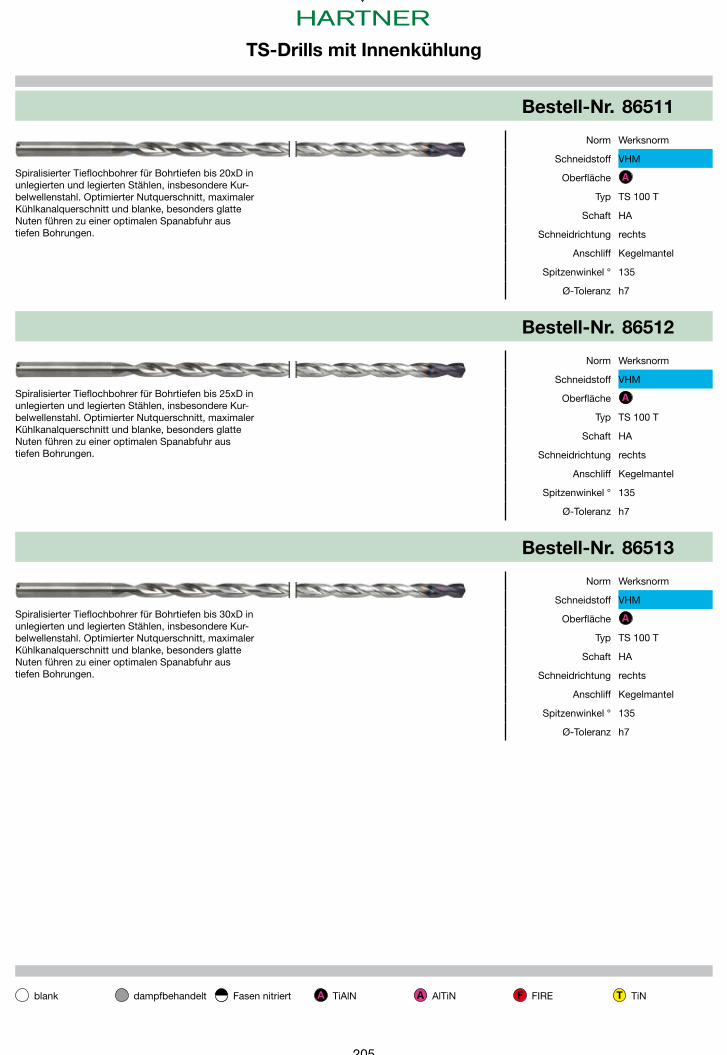
205 17
A A F T
16
A A F T
A
A
A
Bestell-Nr. 89247
Norm DIN 6537L
Schneidstoff VHMZum Bohren ins Volle für positions- und formgenaue Bohrungen. Kann auch zum Anbohren auf schrägen Flächen und zum Ausbohren bei unterbrochenem Schnitt verwendet werden. Maßgenauigkeit und Oberfl ächengüte entsprechen der Aufbohrqualität. Anzentrieren kann in der Regel entfallen. Für Guss und langspanende Al-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Oberfl äche
Typ TS 3 G
Schaft HA
Schneidrichtung rechts
Anschliff Spiropoint
Spitzenwinkel ° 130
Ø-Toleranz m7
TS-Drills, 3-schneidig
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 86511
Norm Werksnorm
Schneidstoff VHMSpiralisierter Tiefl ochbohrer für Bohrtiefen bis 20xD in unlegierten und legierten Stählen, insbesondere Kur-belwellenstahl. Optimierter Nutquerschnitt, maximaler Kühlkanalquerschnitt und blanke, besonders glatte Nuten führen zu einer optimalen Spanabfuhr aus tiefen Bohrungen.
Oberfl äche
Typ TS 100 T
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 135
Ø-Toleranz h7
Bestell-Nr. 86512
Norm Werksnorm
Schneidstoff VHMSpiralisierter Tiefl ochbohrer für Bohrtiefen bis 25xD in unlegierten und legierten Stählen, insbesondere Kur-belwellenstahl. Optimierter Nutquerschnitt, maximaler Kühlkanalquerschnitt und blanke, besonders glatte Nuten führen zu einer optimalen Spanabfuhr aus tiefen Bohrungen.
Oberfl äche
Typ TS 100 T
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 135
Ø-Toleranz h7
Bestell-Nr. 86513
Norm Werksnorm
Schneidstoff VHMSpiralisierter Tiefl ochbohrer für Bohrtiefen bis 30xD in unlegierten und legierten Stählen, insbesondere Kur-belwellenstahl. Optimierter Nutquerschnitt, maximaler Kühlkanalquerschnitt und blanke, besonders glatte Nuten führen zu einer optimalen Spanabfuhr aus tiefen Bohrungen.
Oberfl äche
Typ TS 100 T
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 135
Ø-Toleranz h7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
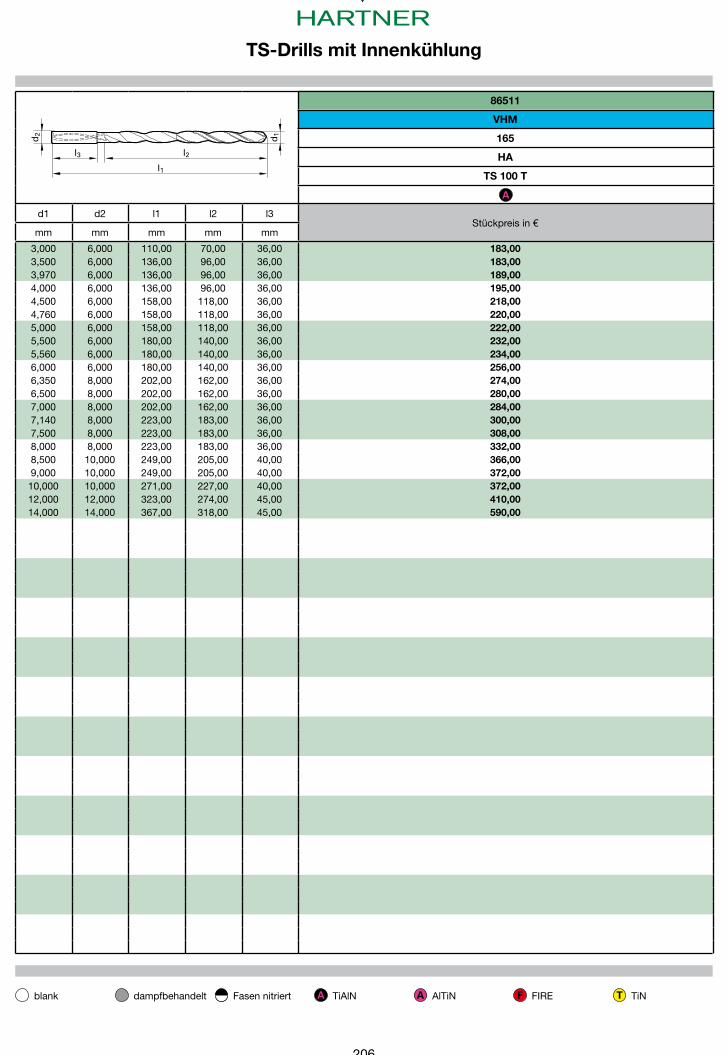
206
A A F T
l1
l2l3
d2
d1
A
86511
VHM
165
HA
TS 100 T
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,000 6,000 110,00 70,00 36,003,500 6,000 136,00 96,00 36,003,970 6,000 136,00 96,00 36,004,000 6,000 136,00 96,00 36,004,500 6,000 158,00 118,00 36,004,760 6,000 158,00 118,00 36,005,000 6,000 158,00 118,00 36,005,500 6,000 180,00 140,00 36,005,560 6,000 180,00 140,00 36,006,000 6,000 180,00 140,00 36,006,350 8,000 202,00 162,00 36,006,500 8,000 202,00 162,00 36,007,000 8,000 202,00 162,00 36,007,140 8,000 223,00 183,00 36,007,500 8,000 223,00 183,00 36,008,000 8,000 223,00 183,00 36,008,500 10,000 249,00 205,00 40,009,000 10,000 249,00 205,00 40,00
10,000 10,000 271,00 227,00 40,0012,000 12,000 323,00 274,00 45,0014,000 14,000 367,00 318,00 45,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
183,00183,00189,00195,00218,00220,00222,00232,00234,00256,00274,00280,00284,00300,00308,00332,00366,00372,00372,00410,00590,00
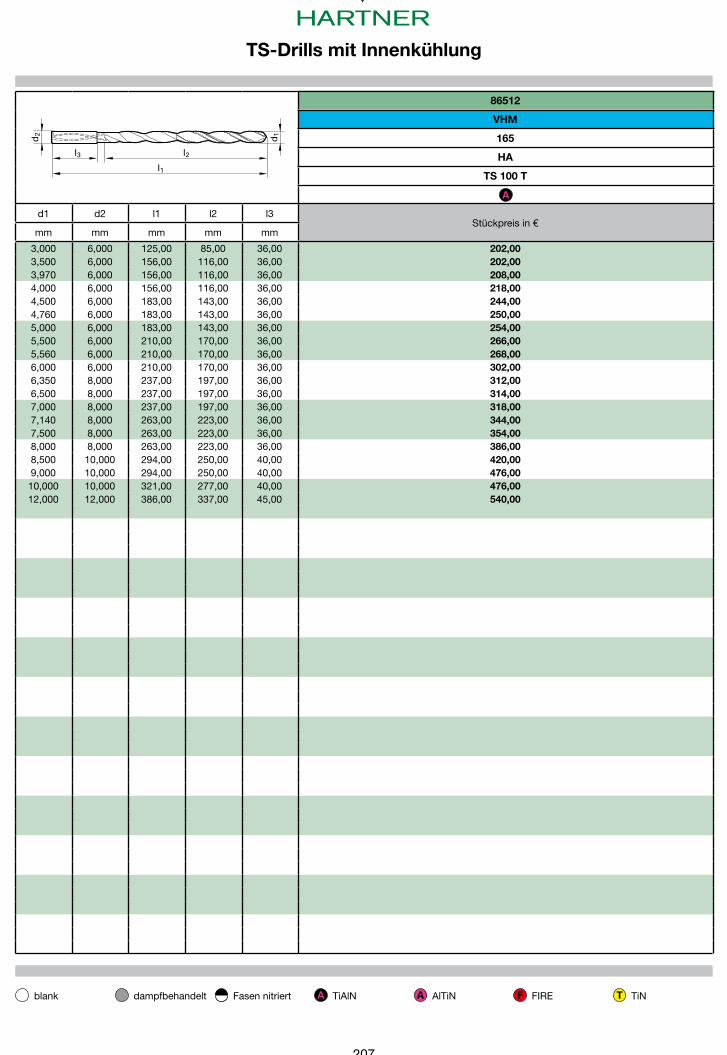
207
A A F T
l1
l2l3
d2
d1
A
86512
VHM
165
HA
TS 100 T
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,000 6,000 125,00 85,00 36,003,500 6,000 156,00 116,00 36,003,970 6,000 156,00 116,00 36,004,000 6,000 156,00 116,00 36,004,500 6,000 183,00 143,00 36,004,760 6,000 183,00 143,00 36,005,000 6,000 183,00 143,00 36,005,500 6,000 210,00 170,00 36,005,560 6,000 210,00 170,00 36,006,000 6,000 210,00 170,00 36,006,350 8,000 237,00 197,00 36,006,500 8,000 237,00 197,00 36,007,000 8,000 237,00 197,00 36,007,140 8,000 263,00 223,00 36,007,500 8,000 263,00 223,00 36,008,000 8,000 263,00 223,00 36,008,500 10,000 294,00 250,00 40,009,000 10,000 294,00 250,00 40,00
10,000 10,000 321,00 277,00 40,0012,000 12,000 386,00 337,00 45,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
202,00202,00208,00218,00244,00250,00254,00266,00268,00302,00312,00314,00318,00344,00354,00386,00420,00476,00476,00540,00
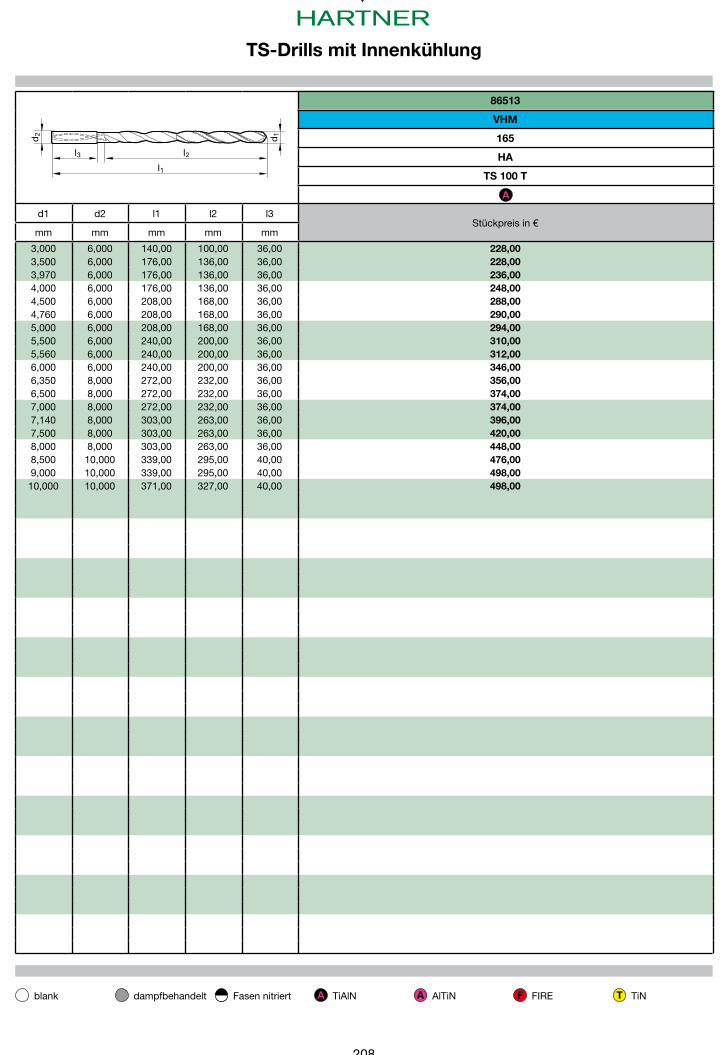
208
A A F T
l1
l2l3
d2
d1
A
86513
VHM
165
HA
TS 100 T
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,000 6,000 140,00 100,00 36,003,500 6,000 176,00 136,00 36,003,970 6,000 176,00 136,00 36,004,000 6,000 176,00 136,00 36,004,500 6,000 208,00 168,00 36,004,760 6,000 208,00 168,00 36,005,000 6,000 208,00 168,00 36,005,500 6,000 240,00 200,00 36,005,560 6,000 240,00 200,00 36,006,000 6,000 240,00 200,00 36,006,350 8,000 272,00 232,00 36,006,500 8,000 272,00 232,00 36,007,000 8,000 272,00 232,00 36,007,140 8,000 303,00 263,00 36,007,500 8,000 303,00 263,00 36,008,000 8,000 303,00 263,00 36,008,500 10,000 339,00 295,00 40,009,000 10,000 339,00 295,00 40,00
10,000 10,000 371,00 327,00 40,00
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
228,00228,00236,00248,00288,00290,00294,00310,00312,00346,00356,00374,00374,00396,00420,00448,00476,00498,00498,00

20917
A A F T
16
A A F T
A
A
A
Bestell-Nr. 89247
Norm DIN 6537L
Schneidstoff VHMZum Bohren ins Volle für positions- und formgenaue Bohrungen. Kann auch zum Anbohren auf schrägen Flächen und zum Ausbohren bei unterbrochenem Schnitt verwendet werden. Maßgenauigkeit und Oberfl ächengüte entsprechen der Aufbohrqualität. Anzentrieren kann in der Regel entfallen. Für Guss und langspanende Al-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Oberfl äche
Typ TS 3 G
Schaft HA
Schneidrichtung rechts
Anschliff Spiropoint
Spitzenwinkel ° 130
Ø-Toleranz m7
TS-Drills, 3-schneidig
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 86511
Norm Werksnorm
Schneidstoff VHMSpiralisierter Tiefl ochbohrer für Bohrtiefen bis 20xD in unlegierten und legierten Stählen, insbesondere Kur-belwellenstahl. Optimierter Nutquerschnitt, maximaler Kühlkanalquerschnitt und blanke, besonders glatte Nuten führen zu einer optimalen Spanabfuhr aus tiefen Bohrungen.
Oberfl äche
Typ TS 100 T
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 135
Ø-Toleranz h7
Bestell-Nr. 86512
Norm Werksnorm
Schneidstoff VHMSpiralisierter Tiefl ochbohrer für Bohrtiefen bis 25xD in unlegierten und legierten Stählen, insbesondere Kur-belwellenstahl. Optimierter Nutquerschnitt, maximaler Kühlkanalquerschnitt und blanke, besonders glatte Nuten führen zu einer optimalen Spanabfuhr aus tiefen Bohrungen.
Oberfl äche
Typ TS 100 T
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 135
Ø-Toleranz h7
Bestell-Nr. 86513
Norm Werksnorm
Schneidstoff VHMSpiralisierter Tiefl ochbohrer für Bohrtiefen bis 30xD in unlegierten und legierten Stählen, insbesondere Kur-belwellenstahl. Optimierter Nutquerschnitt, maximaler Kühlkanalquerschnitt und blanke, besonders glatte Nuten führen zu einer optimalen Spanabfuhr aus tiefen Bohrungen.
Oberfl äche
Typ TS 100 T
Schaft HA
Schneidrichtung rechts
Anschliff Kegelmantel
Spitzenwinkel ° 135
Ø-Toleranz h7
TS-Drills mit Innenkühlung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
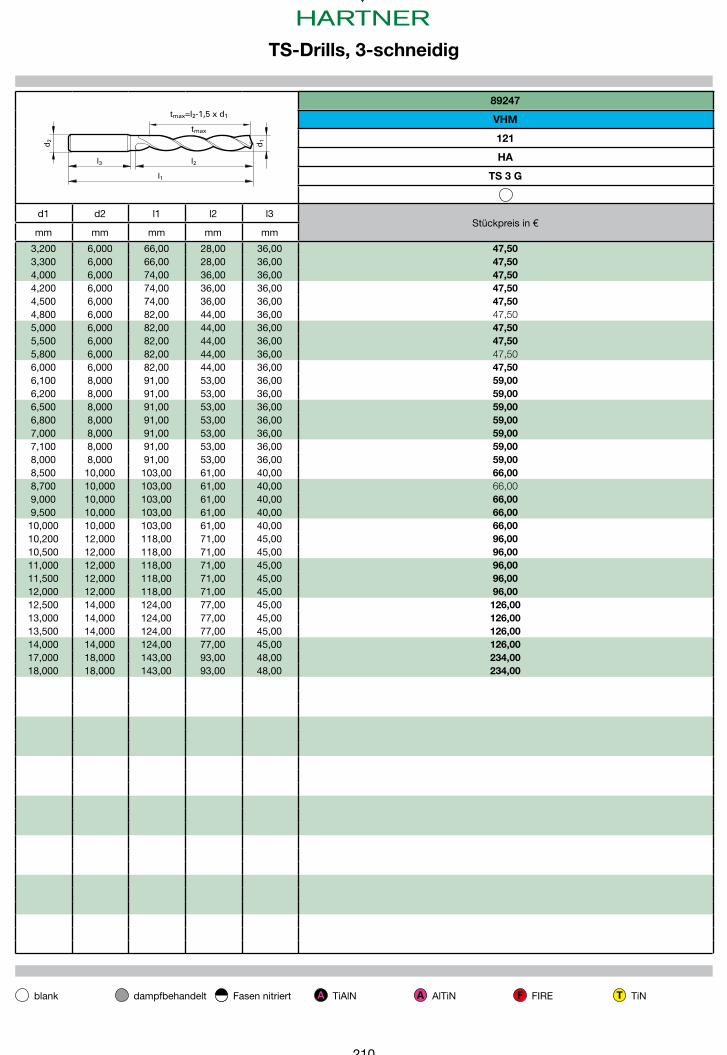
210
A A F T
l2
l1
d1
d2
l3
tmax
tmax=l2-1,5 x d1
89247
VHM
121
HA
TS 3 G
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
3,200 6,000 66,00 28,00 36,003,300 6,000 66,00 28,00 36,004,000 6,000 74,00 36,00 36,004,200 6,000 74,00 36,00 36,004,500 6,000 74,00 36,00 36,004,800 6,000 82,00 44,00 36,005,000 6,000 82,00 44,00 36,005,500 6,000 82,00 44,00 36,005,800 6,000 82,00 44,00 36,006,000 6,000 82,00 44,00 36,006,100 8,000 91,00 53,00 36,006,200 8,000 91,00 53,00 36,006,500 8,000 91,00 53,00 36,006,800 8,000 91,00 53,00 36,007,000 8,000 91,00 53,00 36,007,100 8,000 91,00 53,00 36,008,000 8,000 91,00 53,00 36,008,500 10,000 103,00 61,00 40,008,700 10,000 103,00 61,00 40,009,000 10,000 103,00 61,00 40,009,500 10,000 103,00 61,00 40,00
10,000 10,000 103,00 61,00 40,0010,200 12,000 118,00 71,00 45,0010,500 12,000 118,00 71,00 45,0011,000 12,000 118,00 71,00 45,0011,500 12,000 118,00 71,00 45,0012,000 12,000 118,00 71,00 45,0012,500 14,000 124,00 77,00 45,0013,000 14,000 124,00 77,00 45,0013,500 14,000 124,00 77,00 45,0014,000 14,000 124,00 77,00 45,0017,000 18,000 143,00 93,00 48,0018,000 18,000 143,00 93,00 48,00
TS-Drills, 3-schneidig
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
47,5047,5047,5047,5047,5047,5047,5047,5047,5047,5059,0059,0059,0059,0059,0059,0059,0066,0066,0066,0066,0066,0096,0096,0096,0096,0096,00126,00126,00126,00126,00234,00234,00
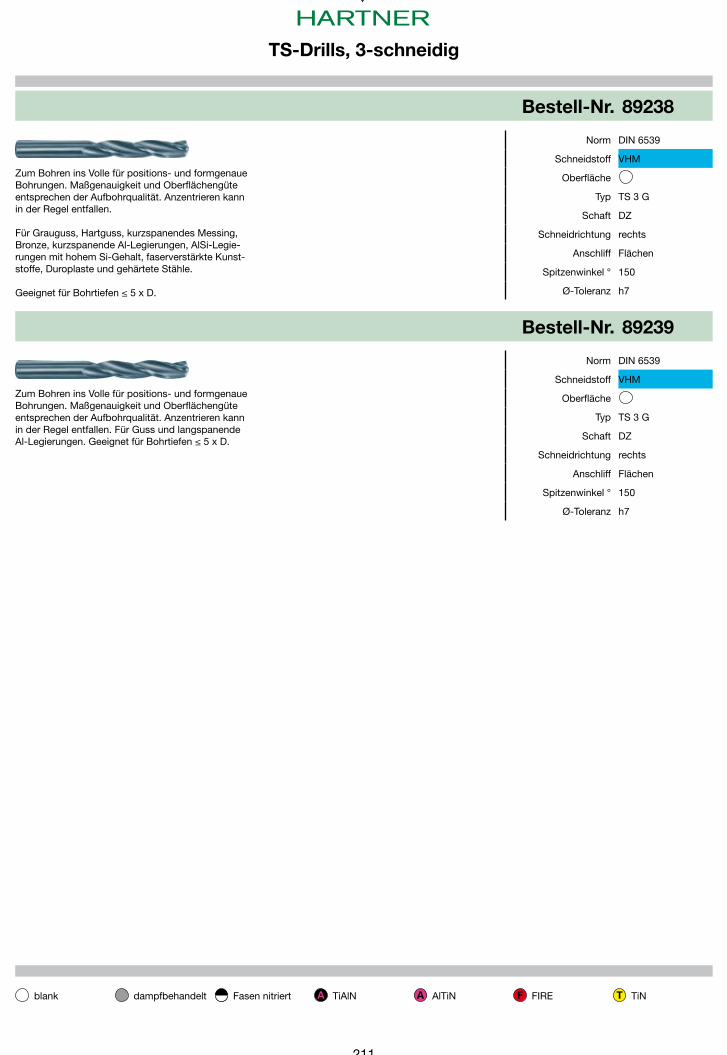
21118
A A F T
Bestell-Nr. 89238
Norm DIN 6539
Schneidstoff VHMZum Bohren ins Volle für positions- und formgenaue Bohrungen. Maßgenauigkeit und Oberfl ächengüte entsprechen der Aufbohrqualität. Anzentrieren kann in der Regel entfallen.
Für Grauguss, Hartguss, kurzspanendes Messing, Bronze, kurzspanende Al-Legierungen, AlSi-Legie-rungen mit hohem Si-Gehalt, faserverstärkte Kunst-stoffe, Duroplaste und gehärtete Stähle.
Geeignet für Bohrtiefen ≤ 5 x D.
Oberfl äche
Typ TS 3 G
Schaft DZ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 150
Ø-Toleranz h7
Bestell-Nr. 89239
Norm DIN 6539
Schneidstoff VHMZum Bohren ins Volle für positions- und formgenaue Bohrungen. Maßgenauigkeit und Oberfl ächengüte entsprechen der Aufbohrqualität. Anzentrieren kann in der Regel entfallen. Für Guss und langspanende Al-Legierungen. Geeignet für Bohrtiefen ≤ 5 x D.
Oberfl äche
Typ TS 3 G
Schaft DZ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel ° 150
Ø-Toleranz h7
TS-Drills, 3-schneidig
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
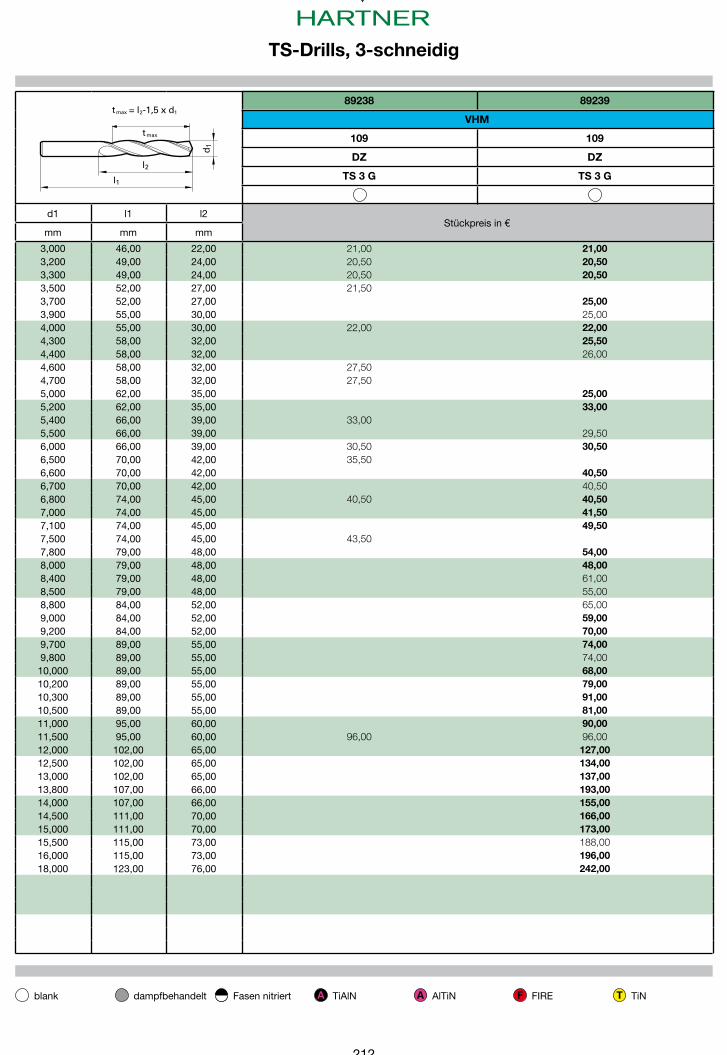
212
A A F T
l1
d1
l2
tmax
tmax = l2-1,5 x d1
89238 89239
VHM
109 109
DZ DZ
TS 3 G TS 3 G
d1 l1 l2Stückpreis in €
mm mm mm
3,000 46,00 22,003,200 49,00 24,003,300 49,00 24,003,500 52,00 27,003,700 52,00 27,003,900 55,00 30,004,000 55,00 30,004,300 58,00 32,004,400 58,00 32,004,600 58,00 32,004,700 58,00 32,005,000 62,00 35,005,200 62,00 35,005,400 66,00 39,005,500 66,00 39,006,000 66,00 39,006,500 70,00 42,006,600 70,00 42,006,700 70,00 42,006,800 74,00 45,007,000 74,00 45,007,100 74,00 45,007,500 74,00 45,007,800 79,00 48,008,000 79,00 48,008,400 79,00 48,008,500 79,00 48,008,800 84,00 52,009,000 84,00 52,009,200 84,00 52,009,700 89,00 55,009,800 89,00 55,0010,000 89,00 55,0010,200 89,00 55,0010,300 89,00 55,0010,500 89,00 55,0011,000 95,00 60,0011,500 95,00 60,0012,000 102,00 65,0012,500 102,00 65,0013,000 102,00 65,0013,800 107,00 66,0014,000 107,00 66,0014,500 111,00 70,0015,000 111,00 70,0015,500 115,00 73,0016,000 115,00 73,0018,000 123,00 76,00
TS-Drills, 3-schneidig
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
21,00 21,0020,50 20,5020,50 20,5021,50
25,0025,00
22,00 22,0025,5026,00
27,5027,50
25,0033,00
33,0029,50
30,50 30,5035,50
40,5040,50
40,50 40,5041,5049,50
43,5054,0048,0061,0055,0065,0059,0070,0074,0074,0068,0079,0091,0081,0090,00
96,00 96,00127,00134,00137,00193,00155,00166,00173,00188,00196,00242,00
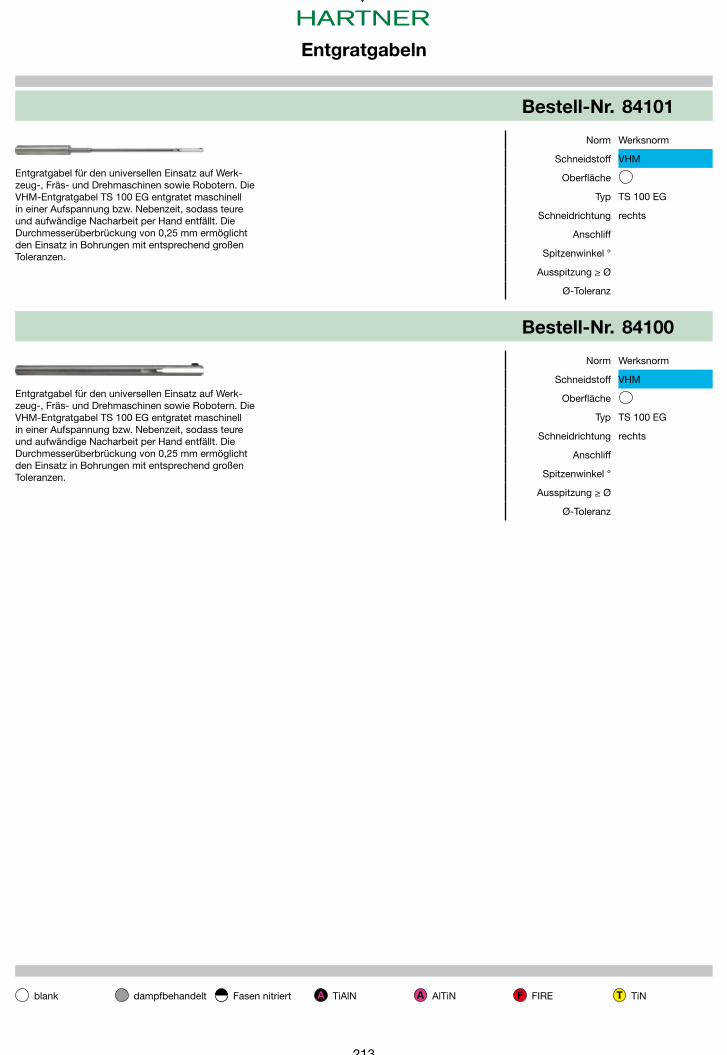
213
A A F T
Bestell-Nr. 84101
Norm Werksnorm
Schneidstoff VHMEntgratgabel für den universellen Einsatz auf Werk-zeug-, Fräs- und Drehmaschinen sowie Robotern. Die VHM-Entgratgabel TS 100 EG entgratet maschinell in einer Aufspannung bzw. Nebenzeit, sodass teure und aufwändige Nacharbeit per Hand entfällt. Die Durchmesserüberbrückung von 0,25 mm ermöglicht den Einsatz in Bohrungen mit entsprechend großen Toleranzen.
Oberfläche
Typ TS 100 EG
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Bestell-Nr. 84100
Norm Werksnorm
Schneidstoff VHMEntgratgabel für den universellen Einsatz auf Werk-zeug-, Fräs- und Drehmaschinen sowie Robotern. Die VHM-Entgratgabel TS 100 EG entgratet maschinell in einer Aufspannung bzw. Nebenzeit, sodass teure und aufwändige Nacharbeit per Hand entfällt. Die Durchmesserüberbrückung von 0,25 mm ermöglicht den Einsatz in Bohrungen mit entsprechend großen Toleranzen.
Oberfläche
Typ TS 100 EG
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Entgratgabeln
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
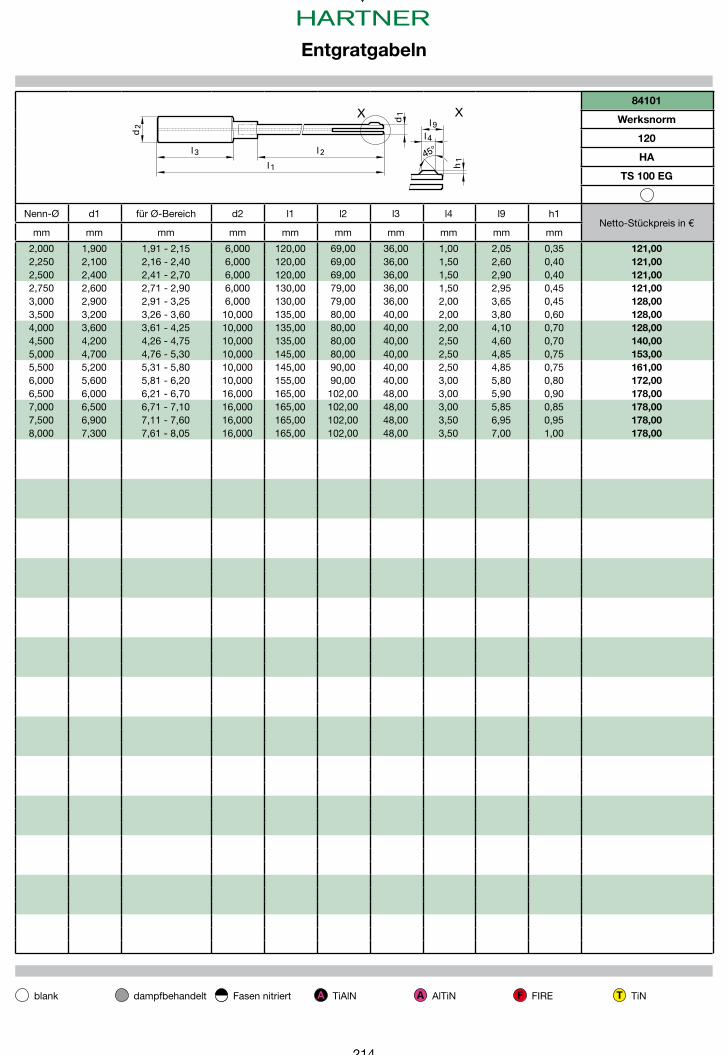
214
A A F T
d2
d1
l 2
l1
l3
X X
45o
l9
h1
l4
84101
Werksnorm
120
HA
TS 100 EG
Nenn-Ø d1 für Ø-Bereich d2 l1 l2 l3 l4 l9 h1Netto-Stückpreis in €
mm mm mm mm mm mm mm mm mm mm
2,000 1,900 1,91 - 2,15 6,000 120,00 69,00 36,00 1,00 2,05 0,352,250 2,100 2,16 - 2,40 6,000 120,00 69,00 36,00 1,50 2,60 0,402,500 2,400 2,41 - 2,70 6,000 120,00 69,00 36,00 1,50 2,90 0,402,750 2,600 2,71 - 2,90 6,000 130,00 79,00 36,00 1,50 2,95 0,453,000 2,900 2,91 - 3,25 6,000 130,00 79,00 36,00 2,00 3,65 0,453,500 3,200 3,26 - 3,60 10,000 135,00 80,00 40,00 2,00 3,80 0,604,000 3,600 3,61 - 4,25 10,000 135,00 80,00 40,00 2,00 4,10 0,704,500 4,200 4,26 - 4,75 10,000 135,00 80,00 40,00 2,50 4,60 0,705,000 4,700 4,76 - 5,30 10,000 145,00 80,00 40,00 2,50 4,85 0,755,500 5,200 5,31 - 5,80 10,000 145,00 90,00 40,00 2,50 4,85 0,756,000 5,600 5,81 - 6,20 10,000 155,00 90,00 40,00 3,00 5,80 0,806,500 6,000 6,21 - 6,70 16,000 165,00 102,00 48,00 3,00 5,90 0,907,000 6,500 6,71 - 7,10 16,000 165,00 102,00 48,00 3,00 5,85 0,857,500 6,900 7,11 - 7,60 16,000 165,00 102,00 48,00 3,50 6,95 0,958,000 7,300 7,61 - 8,05 16,000 165,00 102,00 48,00 3,50 7,00 1,00
Entgratgabeln
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
121,00121,00121,00121,00128,00128,00128,00140,00153,00161,00172,00178,00178,00178,00178,00
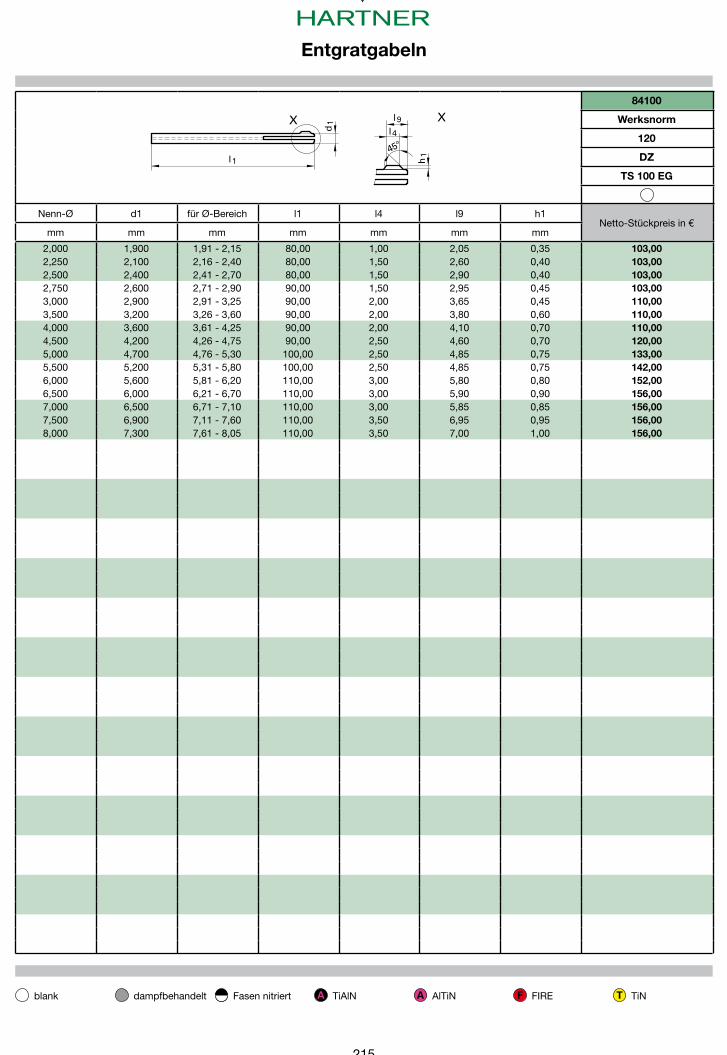
215
A A F T
d1
l 1
X X
45o
l9
h1
l4
84100
Werksnorm
120
DZ
TS 100 EG
Nenn-Ø d1 für Ø-Bereich l1 l4 l9 h1Netto-Stückpreis in €
mm mm mm mm mm mm mm
2,000 1,900 1,91 - 2,15 80,00 1,00 2,05 0,352,250 2,100 2,16 - 2,40 80,00 1,50 2,60 0,402,500 2,400 2,41 - 2,70 80,00 1,50 2,90 0,402,750 2,600 2,71 - 2,90 90,00 1,50 2,95 0,453,000 2,900 2,91 - 3,25 90,00 2,00 3,65 0,453,500 3,200 3,26 - 3,60 90,00 2,00 3,80 0,604,000 3,600 3,61 - 4,25 90,00 2,00 4,10 0,704,500 4,200 4,26 - 4,75 90,00 2,50 4,60 0,705,000 4,700 4,76 - 5,30 100,00 2,50 4,85 0,755,500 5,200 5,31 - 5,80 100,00 2,50 4,85 0,756,000 5,600 5,81 - 6,20 110,00 3,00 5,80 0,806,500 6,000 6,21 - 6,70 110,00 3,00 5,90 0,907,000 6,500 6,71 - 7,10 110,00 3,00 5,85 0,857,500 6,900 7,11 - 7,60 110,00 3,50 6,95 0,958,000 7,300 7,61 - 8,05 110,00 3,50 7,00 1,00
Entgratgabeln
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
103,00103,00103,00103,00110,00110,00110,00120,00133,00142,00152,00156,00156,00156,00156,00
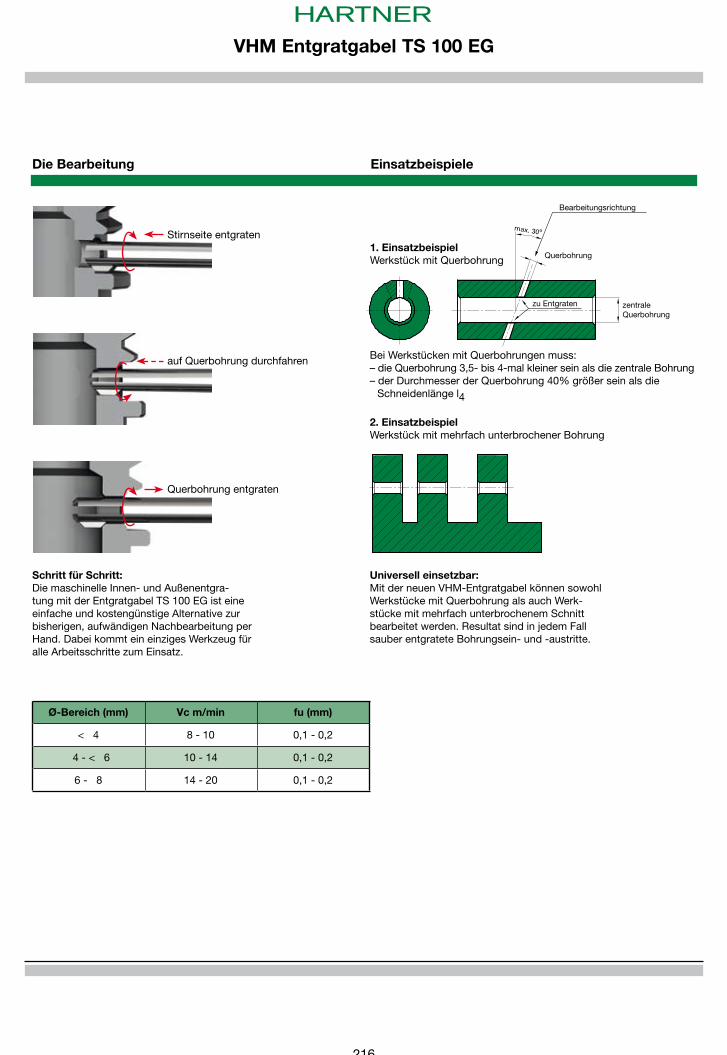
216369
max. 30o
max. 30o
VHM Entgratgabel TS 100 EG
Universell einsetzbar:Mit der neuen VHM-Entgratgabel können sowohl Werkstücke mit Querbohrung als auch Werk-stücke mit mehrfach unterbrochenem Schnitt bearbeitet werden. Resultat sind in jedem Fall sauber entgratete Bohrungsein- und -austritte.
Schritt für Schritt:Die maschinelle Innen- und Außenentgra-tung mit der Entgratgabel TS 100 EG ist eine einfache und kostengünstige Alternative zur bisherigen, aufwändigen Nachbearbeitung per Hand. Dabei kommt ein einziges Werkzeug für alle Arbeitsschritte zum Einsatz.
Ø-Bereich (mm) Vc m/min fu (mm)
< � 4 8 - 10 0,1 - 0,2
� 4 - < � 6 10 - 14 0,1 - 0,2
6 - � 8 14 - 20 0,1 - 0,2
Querbohrung
zu Entgraten
Bearbeitungsrichtung
zentrale Querbohrung
Bei Werkstücken mit Querbohrungen muss:– die Querbohrung 3,5- bis 4-mal kleiner sein als die zentrale Bohrung– der Durchmesser der Querbohrung 40% größer sein als die Schneidenlänge l4
2. EinsatzbeispielWerkstück mit mehrfach unterbrochener Bohrung
1. EinsatzbeispielWerkstück mit Querbohrung
Stirnseite entgraten
auf Querbohrung durchfahren
Querbohrung entgraten
Die Bearbeitung Einsatzbeispiele
Ein
- &
Zw
eilip
pen-
Tief
loch
bohr
er
Präzisions-Bohrwerkzeuge
Ein- und ZwEilippEn-TiEflochbohrEr
aus VHM, mit HM-Kopf oder Wechselplattenblank und beschichtet
04_TLB.indb 217 27.10.2008 16:20:02 Uhr
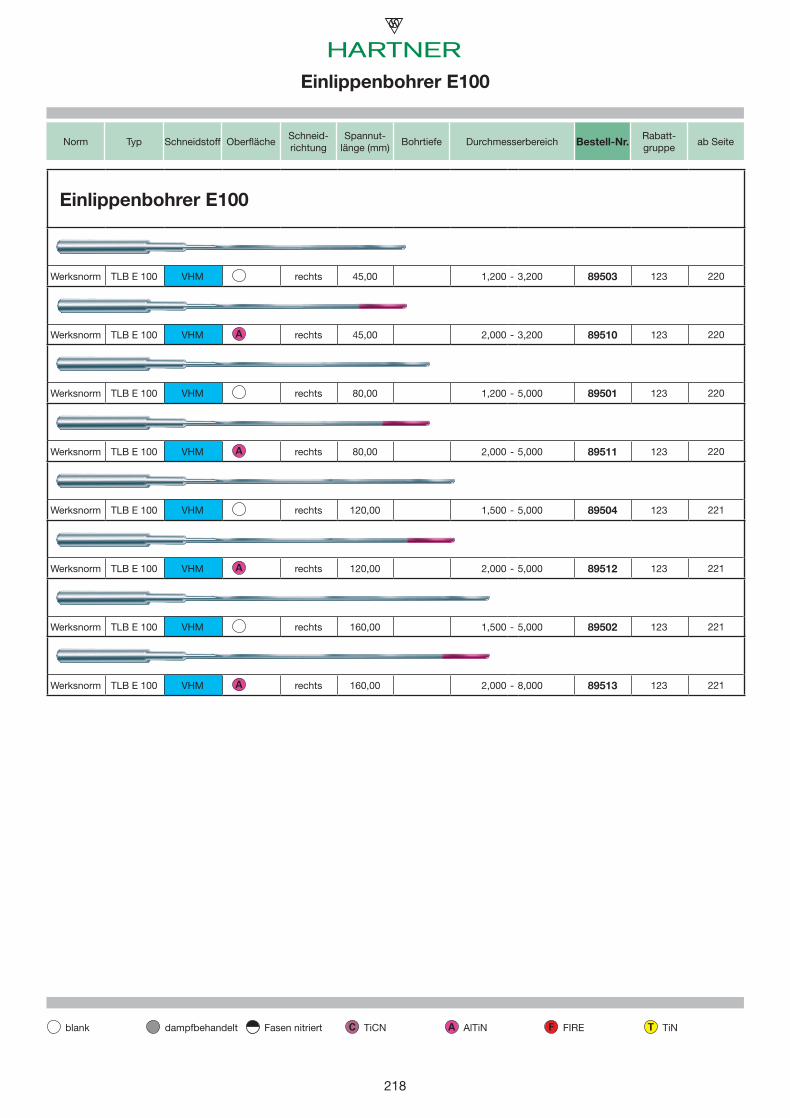
218
A F T
220
A 220
220
A 220
221
A 221
221
A 221
Norm Typ Schneidstoff OberflächeSchneid-richtung
Spannut-länge (mm)
Bohrtiefe Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
Einlippenbohrer E100
Werksnorm TLB E 100 VHM rechts 45,00 1,200 - 3,200 89503 123
Werksnorm TLB E 100 VHM rechts 45,00 2,000 - 3,200 89510 123
Werksnorm TLB E 100 VHM rechts 80,00 1,200 - 5,000 89501 123
Werksnorm TLB E 100 VHM rechts 80,00 2,000 - 5,000 89511 123
Werksnorm TLB E 100 VHM rechts 120,00 1,500 - 5,000 89504 123
Werksnorm TLB E 100 VHM rechts 120,00 2,000 - 5,000 89512 123
Werksnorm TLB E 100 VHM rechts 160,00 1,500 - 5,000 89502 123
Werksnorm TLB E 100 VHM rechts 160,00 2,000 - 8,000 89513 123
Einlippenbohrer E100
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
04_TLB.indb 218 27.10.2008 16:20:10 Uhr
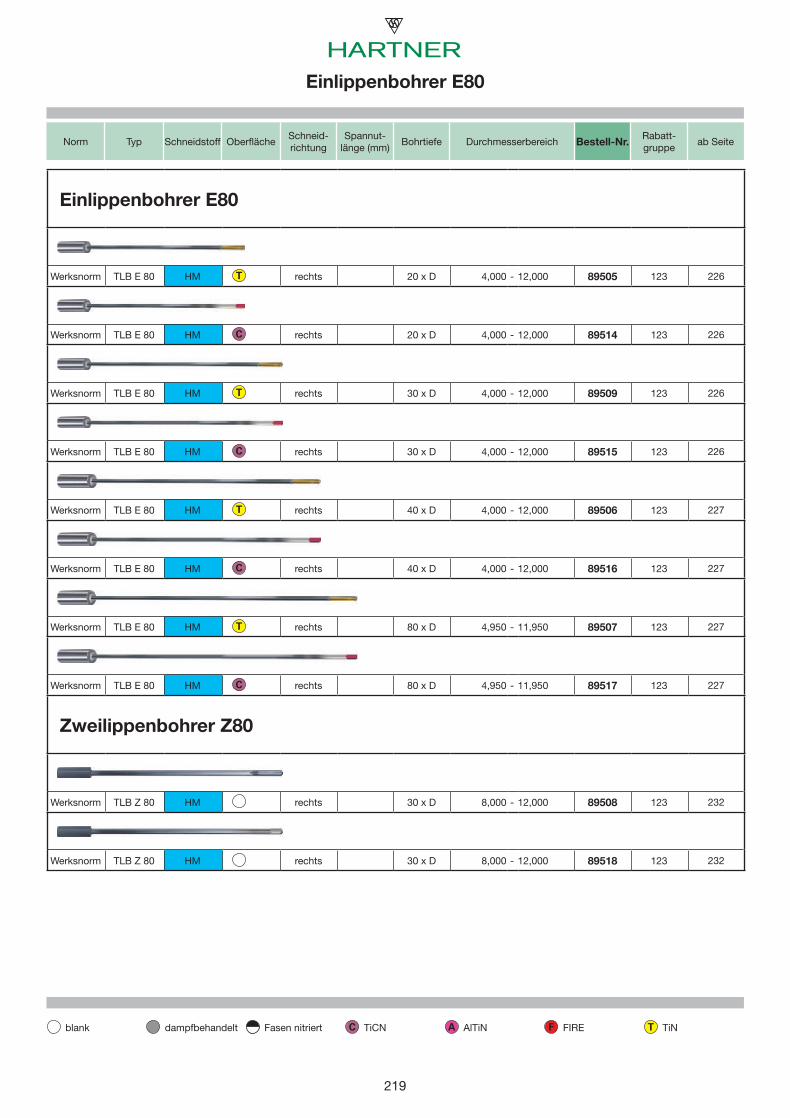
219
A F T
T 226
226
T 226
226
T 227
227
T 227
227
232
232
Norm Typ Schneidstoff OberflächeSchneid-richtung
Spannut-länge (mm)
Bohrtiefe Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
Einlippenbohrer E80
Werksnorm TLB E 80 HM rechts 20 x D 4,000 - 12,000 89505 123
Werksnorm TLB E 80 HM rechts 20 x D 4,000 - 12,000 89514 123
Werksnorm TLB E 80 HM rechts 30 x D 4,000 - 12,000 89509 123
Werksnorm TLB E 80 HM rechts 30 x D 4,000 - 12,000 89515 123
Werksnorm TLB E 80 HM rechts 40 x D 4,000 - 12,000 89506 123
Werksnorm TLB E 80 HM rechts 40 x D 4,000 - 12,000 89516 123
Werksnorm TLB E 80 HM rechts 80 x D 4,950 - 11,950 89507 123
Werksnorm TLB E 80 HM rechts 80 x D 4,950 - 11,950 89517 123
Zweilippenbohrer Z80
Werksnorm TLB Z 80 HM rechts 30 x D 8,000 - 12,000 89508 123
Werksnorm TLB Z 80 HM rechts 30 x D 8,000 - 12,000 89518 123
Einlippenbohrer E80
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
04_TLB.indb 219 27.10.2008 16:20:14 Uhr
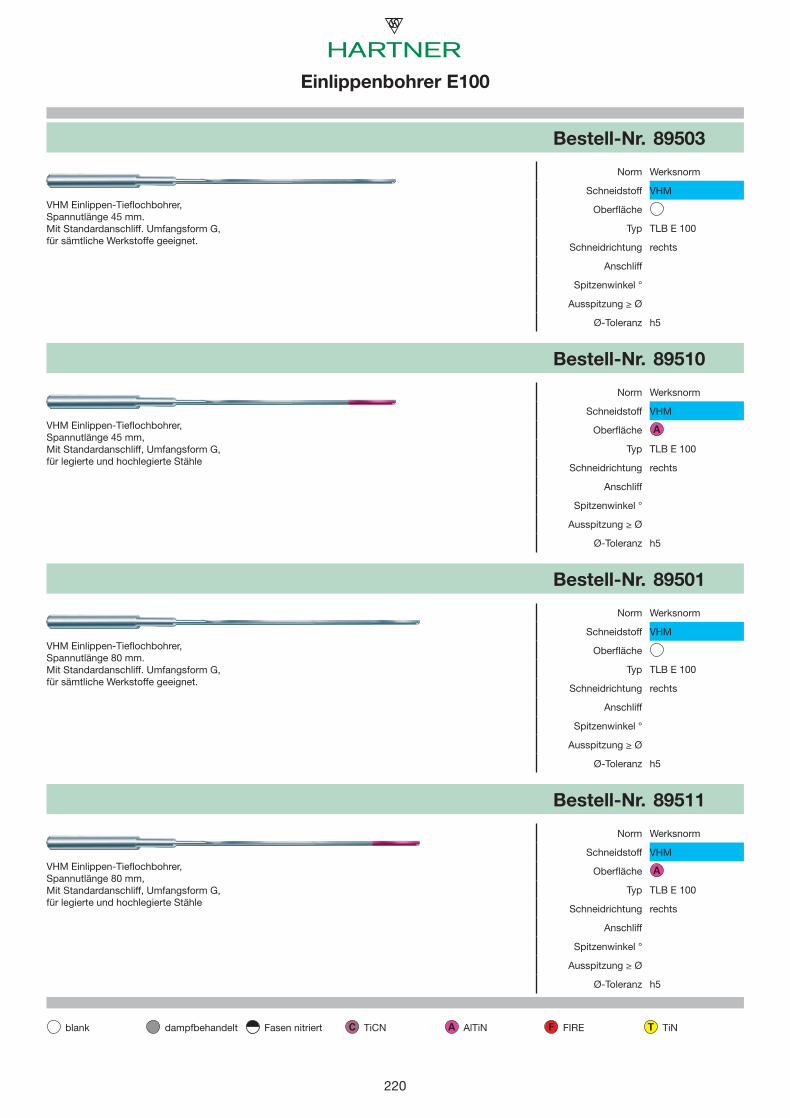
2202
A F T
A
A
2
A F T
A
A
Bestell-Nr. 89503
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer, Spannutlänge 45 mm.Mit Standardanschliff. Umfangsform G, für sämtliche Werkstoffe geeignet.
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89510
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer,Spannutlänge 45 mm,Mit Standardanschliff, Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89501
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer, Spannutlänge 80 mm.Mit Standardanschliff. Umfangsform G, für sämtliche Werkstoffe geeignet.
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89511
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer,Spannutlänge 80 mm,Mit Standardanschliff, Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Einlippenbohrer E100
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
Bestell-Nr. 89503
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer, Spannutlänge 45 mm.Mit Standardanschliff. Umfangsform G, für sämtliche Werkstoffe geeignet.
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89510
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer,Spannutlänge 45 mm,Mit Standardanschliff, Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89501
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer, Spannutlänge 80 mm.Mit Standardanschliff. Umfangsform G, für sämtliche Werkstoffe geeignet.
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89511
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer,Spannutlänge 80 mm,Mit Standardanschliff, Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Einlippenbohrer E100
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
04_TLB.indb 220 27.10.2008 16:20:26 Uhr
2213
A F T
A
A
3
A F T
A
A
Bestell-Nr. 89504
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer, Spannutlänge 120 mm.Mit Standardanschliff. Umfangsform G, für sämtliche Werkstoffe geeignet.
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89512
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer,Spannutlänge 120 mm,Mit Standardanschliff, Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89502
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer, Spannutlänge 160 mm.Mit Standardanschliff. Umfangsform G, für sämtliche Werkstoffe geeignet.
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89513
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer,Spannutlänge 160 mm,Mit Standardanschliff, Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Einlippenbohrer E100
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
Bestell-Nr. 89504
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer, Spannutlänge 120 mm.Mit Standardanschliff. Umfangsform G, für sämtliche Werkstoffe geeignet.
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89512
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer,Spannutlänge 120 mm,Mit Standardanschliff, Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89502
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer, Spannutlänge 160 mm.Mit Standardanschliff. Umfangsform G, für sämtliche Werkstoffe geeignet.
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89513
Norm Werksnorm
Schneidstoff VHMVHM Einlippen-Tiefl ochbohrer,Spannutlänge 160 mm,Mit Standardanschliff, Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 100
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Einlippenbohrer E100
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
04_TLB.indb 221 27.10.2008 16:20:27 Uhr
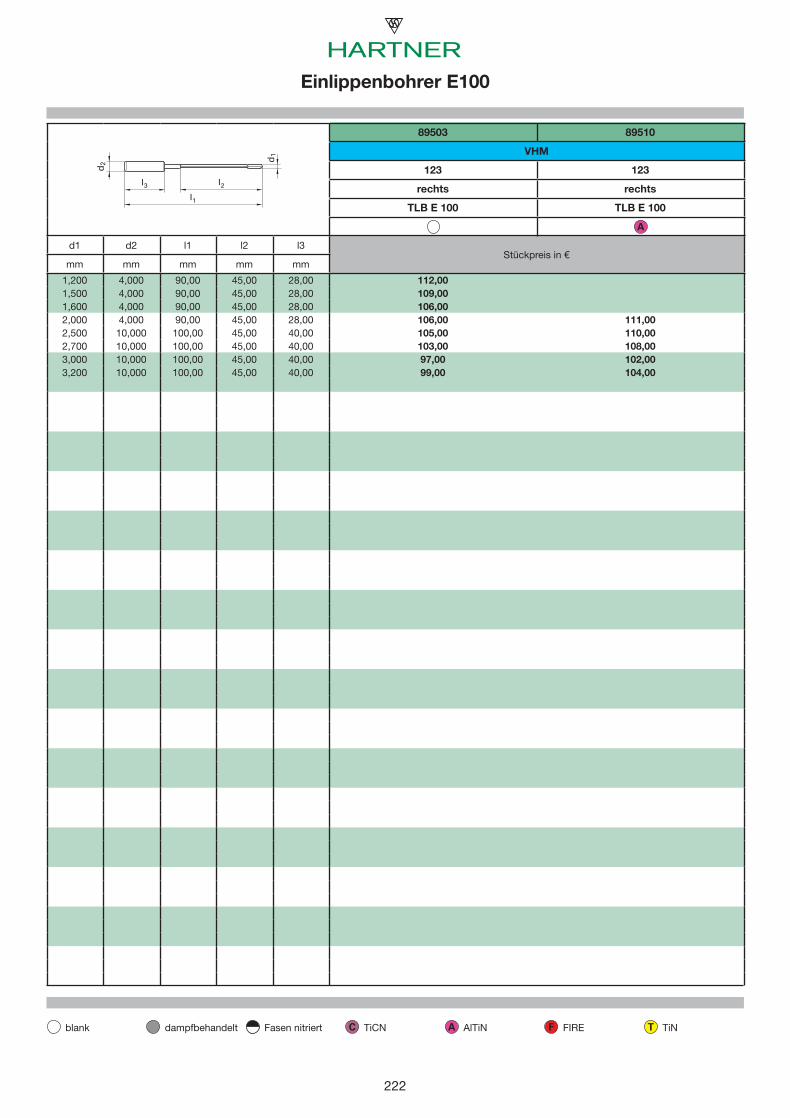
222
A F T
l3 l2l1
d2 d
1
A
89503 89510
VHM
123 123
rechts rechts
TLB E 100 TLB E 100
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
1,200 4,000 90,00 45,00 28,001,500 4,000 90,00 45,00 28,001,600 4,000 90,00 45,00 28,002,000 4,000 90,00 45,00 28,002,500 10,000 100,00 45,00 40,002,700 10,000 100,00 45,00 40,003,000 10,000 100,00 45,00 40,003,200 10,000 100,00 45,00 40,00
Einlippenbohrer E100
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
112,00109,00106,00106,00 111,00105,00 110,00103,00 108,0097,00 102,0099,00 104,00
04_TLB.indb 222 27.10.2008 16:20:32 Uhr
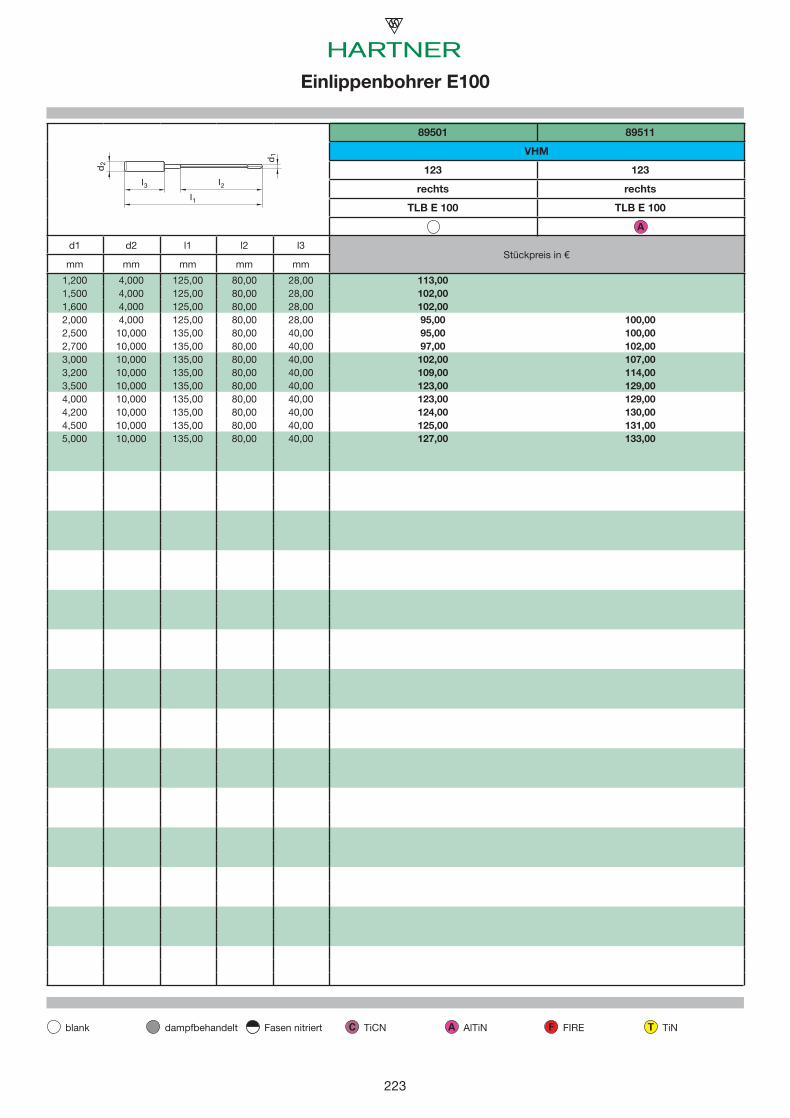
223
A F T
l3 l2l1
d2 d
1
A
89501 89511
VHM
123 123
rechts rechts
TLB E 100 TLB E 100
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
1,200 4,000 125,00 80,00 28,001,500 4,000 125,00 80,00 28,001,600 4,000 125,00 80,00 28,002,000 4,000 125,00 80,00 28,002,500 10,000 135,00 80,00 40,002,700 10,000 135,00 80,00 40,003,000 10,000 135,00 80,00 40,003,200 10,000 135,00 80,00 40,003,500 10,000 135,00 80,00 40,004,000 10,000 135,00 80,00 40,004,200 10,000 135,00 80,00 40,004,500 10,000 135,00 80,00 40,005,000 10,000 135,00 80,00 40,00
Einlippenbohrer E100
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
113,00102,00102,0095,00 100,0095,00 100,0097,00 102,00
102,00 107,00109,00 114,00123,00 129,00123,00 129,00124,00 130,00125,00 131,00127,00 133,00
04_TLB.indb 223 27.10.2008 16:20:33 Uhr
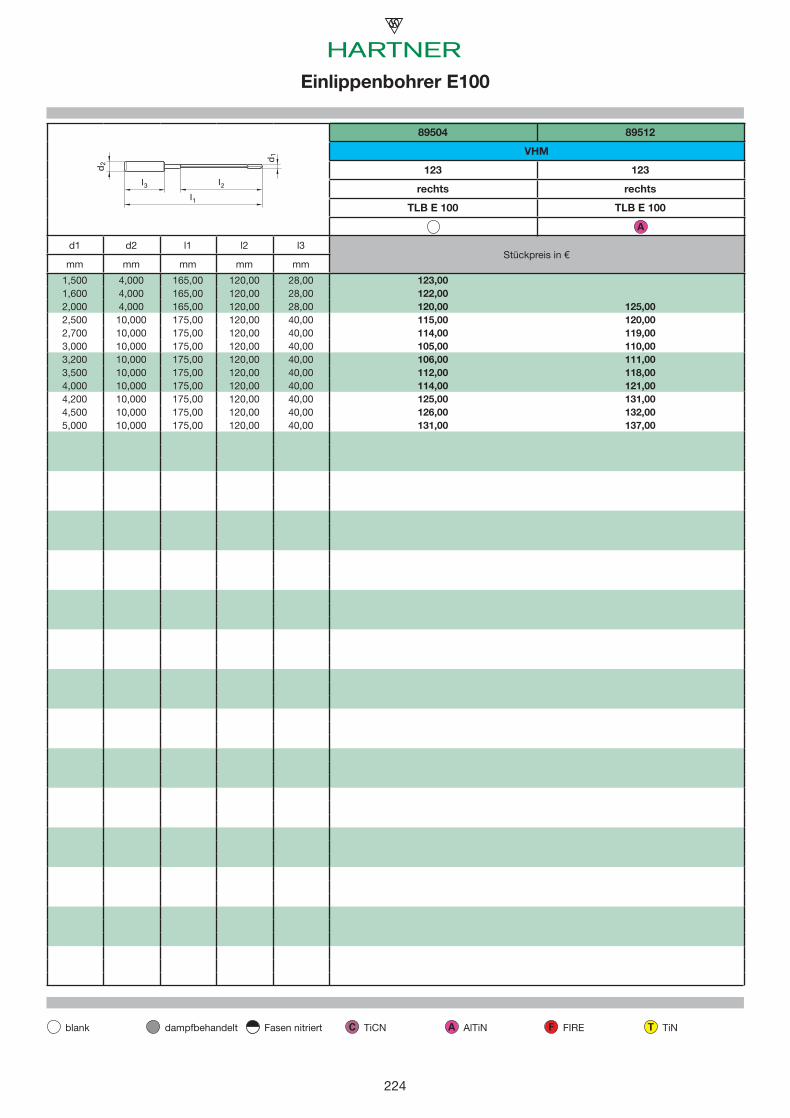
224
A F T
l3 l2l1
d2 d
1
A
89504 89512
VHM
123 123
rechts rechts
TLB E 100 TLB E 100
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
1,500 4,000 165,00 120,00 28,001,600 4,000 165,00 120,00 28,002,000 4,000 165,00 120,00 28,002,500 10,000 175,00 120,00 40,002,700 10,000 175,00 120,00 40,003,000 10,000 175,00 120,00 40,003,200 10,000 175,00 120,00 40,003,500 10,000 175,00 120,00 40,004,000 10,000 175,00 120,00 40,004,200 10,000 175,00 120,00 40,004,500 10,000 175,00 120,00 40,005,000 10,000 175,00 120,00 40,00
Einlippenbohrer E100
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
123,00122,00120,00 125,00115,00 120,00114,00 119,00105,00 110,00106,00 111,00112,00 118,00114,00 121,00125,00 131,00126,00 132,00131,00 137,00
04_TLB.indb 224 27.10.2008 16:20:35 Uhr
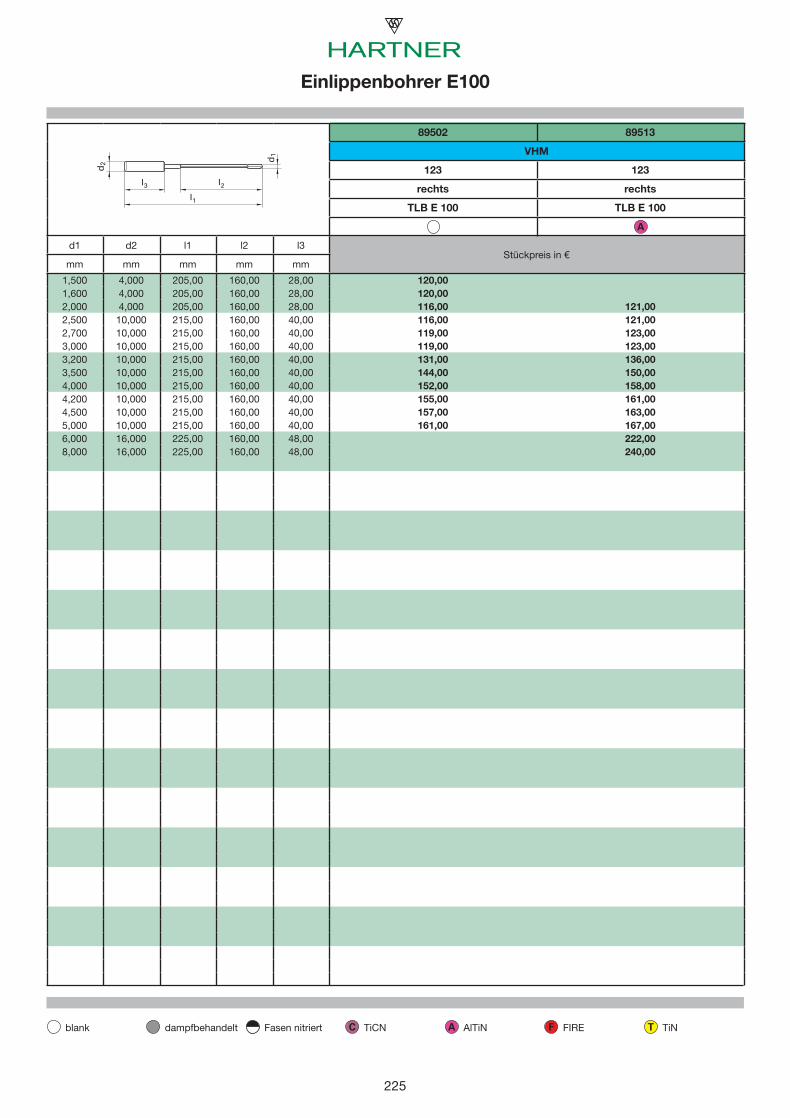
225
A F T
l3 l2l1
d2 d
1
A
89502 89513
VHM
123 123
rechts rechts
TLB E 100 TLB E 100
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
1,500 4,000 205,00 160,00 28,001,600 4,000 205,00 160,00 28,002,000 4,000 205,00 160,00 28,002,500 10,000 215,00 160,00 40,002,700 10,000 215,00 160,00 40,003,000 10,000 215,00 160,00 40,003,200 10,000 215,00 160,00 40,003,500 10,000 215,00 160,00 40,004,000 10,000 215,00 160,00 40,004,200 10,000 215,00 160,00 40,004,500 10,000 215,00 160,00 40,005,000 10,000 215,00 160,00 40,006,000 16,000 225,00 160,00 48,008,000 16,000 225,00 160,00 48,00
Einlippenbohrer E100
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
120,00120,00116,00 121,00116,00 121,00119,00 123,00119,00 123,00131,00 136,00144,00 150,00152,00 158,00155,00 161,00157,00 163,00161,00 167,00
222,00240,00
04_TLB.indb 225 27.10.2008 16:20:36 Uhr
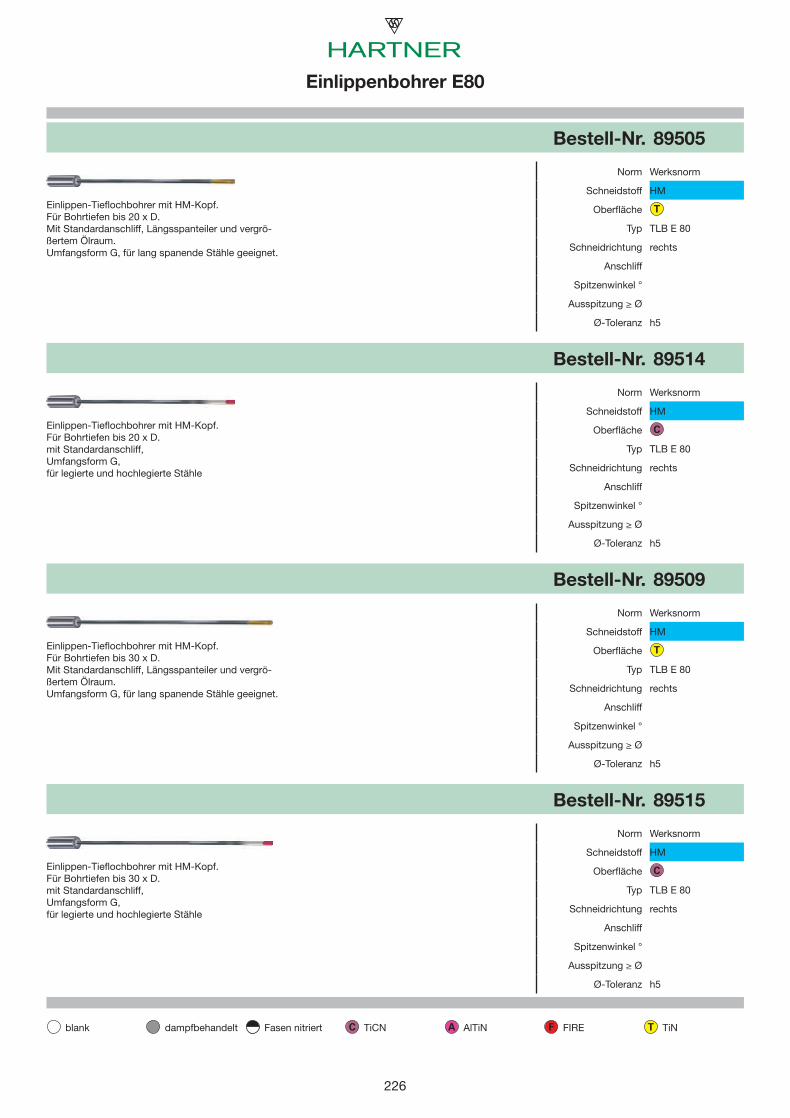
2264
A F T
T
T
4
A F T
T
T
Bestell-Nr. 89505
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 20 x D.Mit Standardanschliff, Längsspanteiler und vergrö-ßertem Ölraum.Umfangsform G, für lang spanende Stähle geeignet.
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89514
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 20 x D.mit Standardanschliff,Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89509
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 30 x D.Mit Standardanschliff, Längsspanteiler und vergrö-ßertem Ölraum.Umfangsform G, für lang spanende Stähle geeignet.
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89515
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 30 x D.mit Standardanschliff,Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Einlippenbohrer E80
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
Bestell-Nr. 89505
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 20 x D.Mit Standardanschliff, Längsspanteiler und vergrö-ßertem Ölraum.Umfangsform G, für lang spanende Stähle geeignet.
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89514
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 20 x D.mit Standardanschliff,Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89509
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 30 x D.Mit Standardanschliff, Längsspanteiler und vergrö-ßertem Ölraum.Umfangsform G, für lang spanende Stähle geeignet.
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89515
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 30 x D.mit Standardanschliff,Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Einlippenbohrer E80
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
04_TLB.indb 226 27.10.2008 16:20:42 Uhr
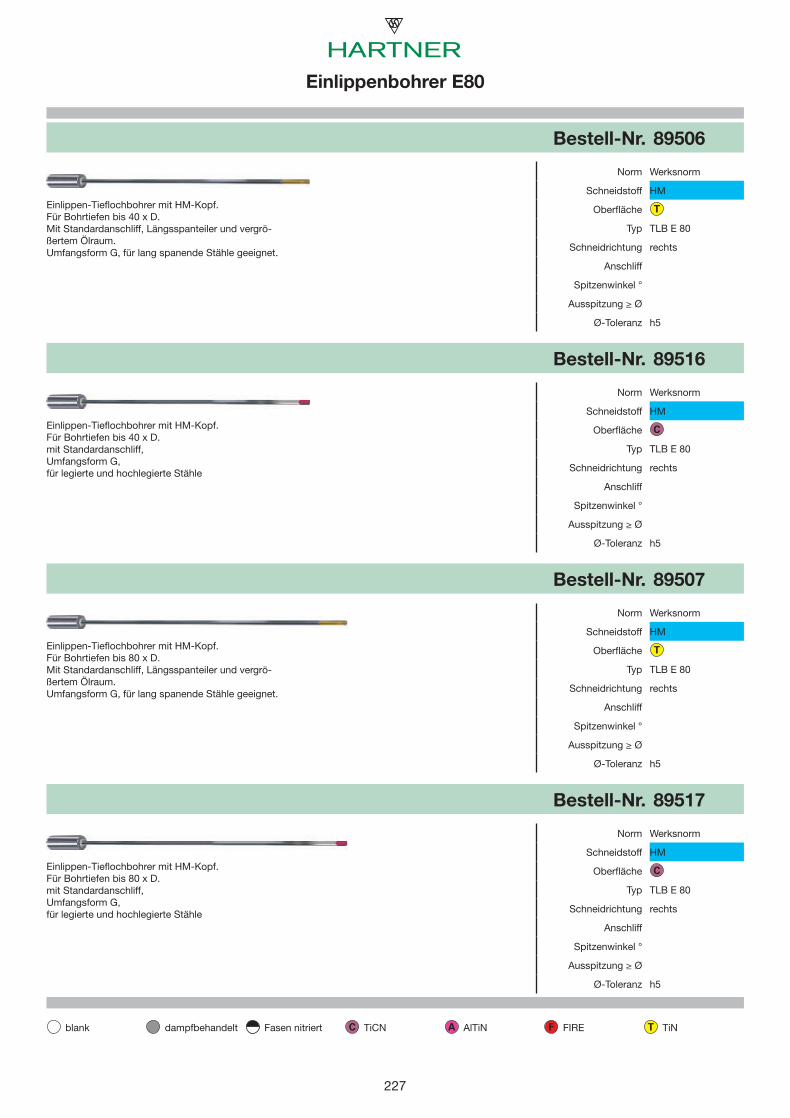
2275
A F T
T
T
5
A F T
T
T
Bestell-Nr. 89506
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 40 x D.Mit Standardanschliff, Längsspanteiler und vergrö-ßertem Ölraum.Umfangsform G, für lang spanende Stähle geeignet.
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89516
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 40 x D.mit Standardanschliff,Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89507
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 80 x D.Mit Standardanschliff, Längsspanteiler und vergrö-ßertem Ölraum.Umfangsform G, für lang spanende Stähle geeignet.
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89517
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 80 x D.mit Standardanschliff,Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Einlippenbohrer E80
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
Bestell-Nr. 89506
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 40 x D.Mit Standardanschliff, Längsspanteiler und vergrö-ßertem Ölraum.Umfangsform G, für lang spanende Stähle geeignet.
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89516
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 40 x D.mit Standardanschliff,Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89507
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 80 x D.Mit Standardanschliff, Längsspanteiler und vergrö-ßertem Ölraum.Umfangsform G, für lang spanende Stähle geeignet.
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89517
Norm Werksnorm
Schneidstoff HMEinlippen-Tiefl ochbohrer mit HM-Kopf. Für Bohrtiefen bis 80 x D.mit Standardanschliff,Umfangsform G,für legierte und hochlegierte Stähle
Oberfl äche
Typ TLB E 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Einlippenbohrer E80
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
04_TLB.indb 227 27.10.2008 16:20:42 Uhr
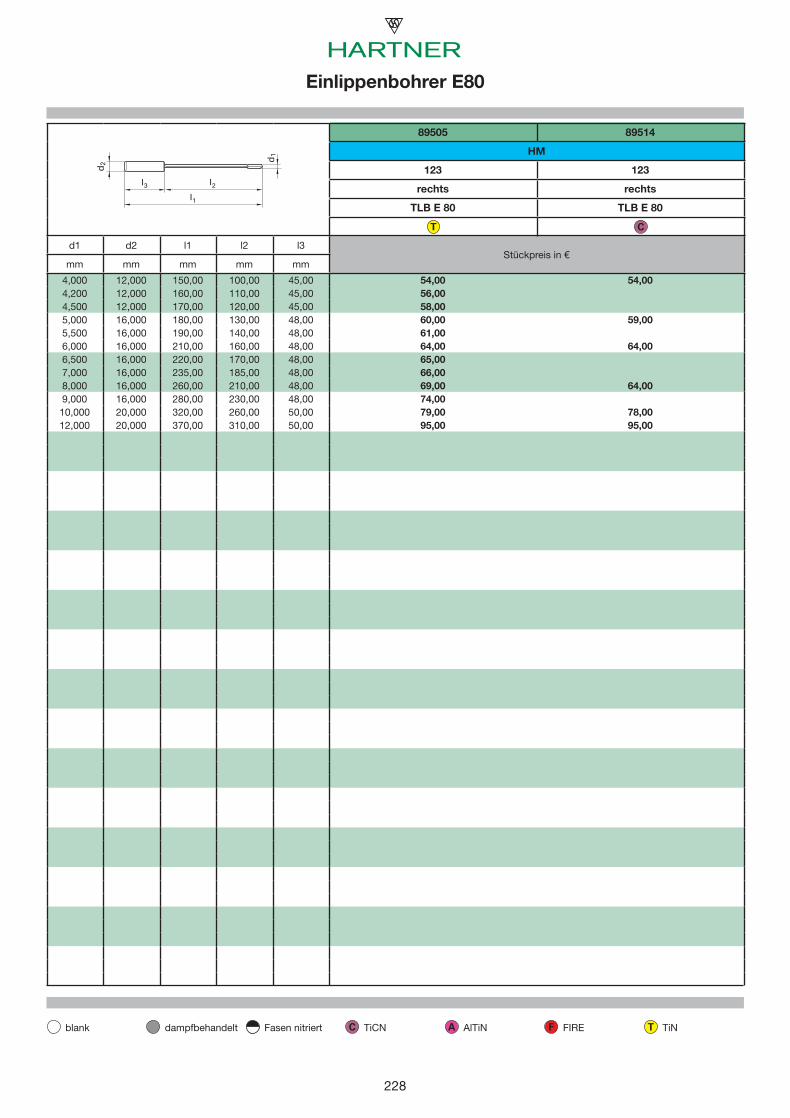
228
A F T
l3 l2l1
d2 d
1
T
89505 89514
HM
123 123
rechts rechts
TLB E 80 TLB E 80
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
4,000 12,000 150,00 100,00 45,004,200 12,000 160,00 110,00 45,004,500 12,000 170,00 120,00 45,005,000 16,000 180,00 130,00 48,005,500 16,000 190,00 140,00 48,006,000 16,000 210,00 160,00 48,006,500 16,000 220,00 170,00 48,007,000 16,000 235,00 185,00 48,008,000 16,000 260,00 210,00 48,009,000 16,000 280,00 230,00 48,00
10,000 20,000 320,00 260,00 50,0012,000 20,000 370,00 310,00 50,00
Einlippenbohrer E80
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
54,00 54,0056,0058,0060,00 59,0061,0064,00 64,0065,0066,0069,00 64,0074,0079,00 78,0095,00 95,00
04_TLB.indb 228 27.10.2008 16:20:44 Uhr
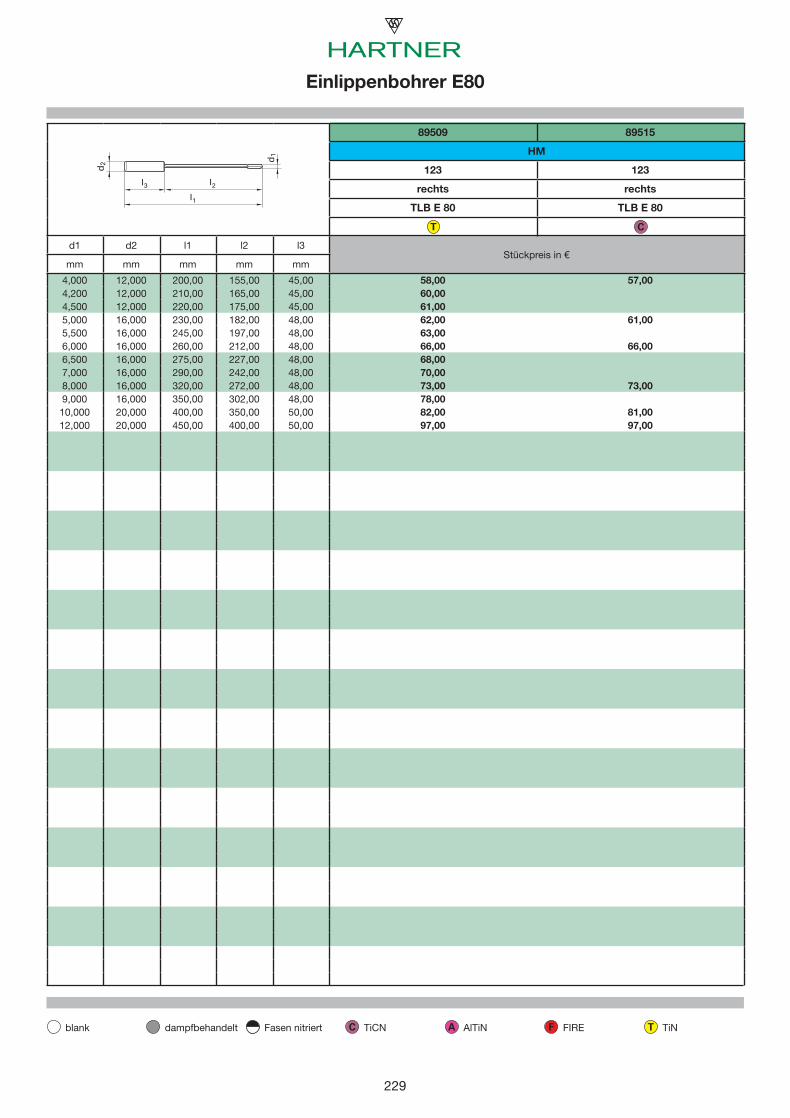
229
A F T
l3 l2l1
d2 d
1
T
89509 89515
HM
123 123
rechts rechts
TLB E 80 TLB E 80
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
4,000 12,000 200,00 155,00 45,004,200 12,000 210,00 165,00 45,004,500 12,000 220,00 175,00 45,005,000 16,000 230,00 182,00 48,005,500 16,000 245,00 197,00 48,006,000 16,000 260,00 212,00 48,006,500 16,000 275,00 227,00 48,007,000 16,000 290,00 242,00 48,008,000 16,000 320,00 272,00 48,009,000 16,000 350,00 302,00 48,00
10,000 20,000 400,00 350,00 50,0012,000 20,000 450,00 400,00 50,00
Einlippenbohrer E80
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
58,00 57,0060,0061,0062,00 61,0063,0066,00 66,0068,0070,0073,00 73,0078,0082,00 81,0097,00 97,00
04_TLB.indb 229 27.10.2008 16:20:45 Uhr
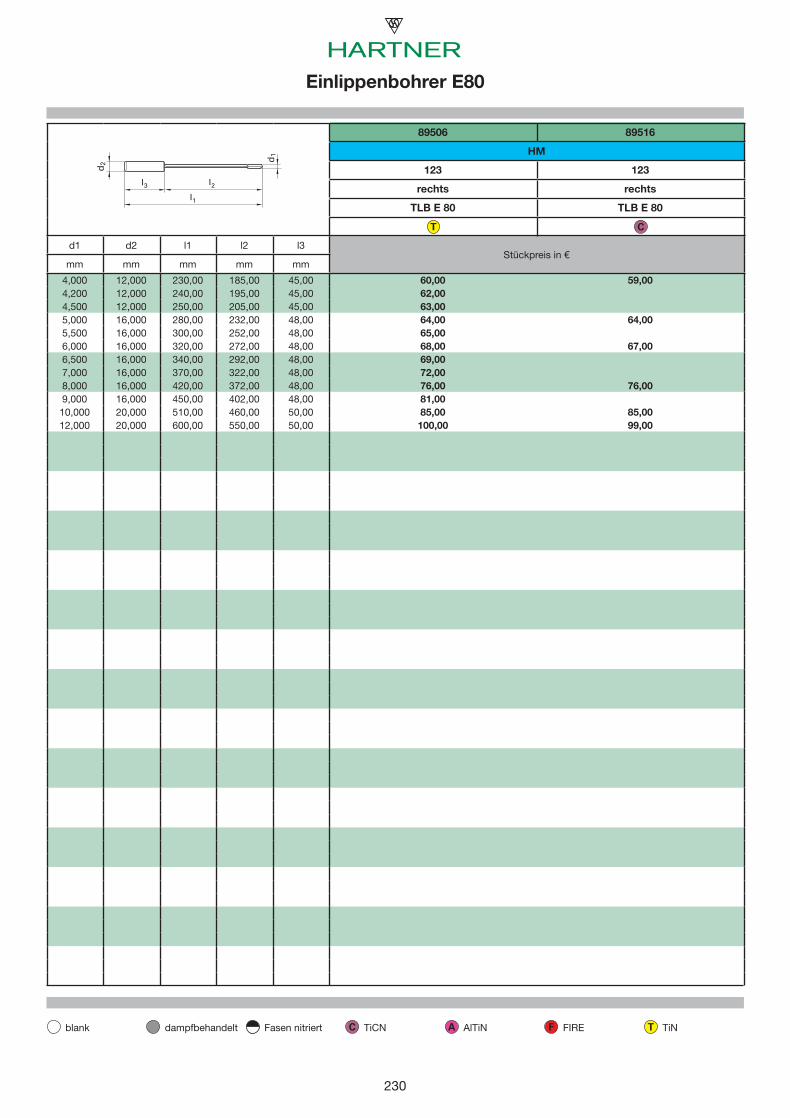
230
A F T
l3 l2l1
d2 d
1
T
89506 89516
HM
123 123
rechts rechts
TLB E 80 TLB E 80
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
4,000 12,000 230,00 185,00 45,004,200 12,000 240,00 195,00 45,004,500 12,000 250,00 205,00 45,005,000 16,000 280,00 232,00 48,005,500 16,000 300,00 252,00 48,006,000 16,000 320,00 272,00 48,006,500 16,000 340,00 292,00 48,007,000 16,000 370,00 322,00 48,008,000 16,000 420,00 372,00 48,009,000 16,000 450,00 402,00 48,00
10,000 20,000 510,00 460,00 50,0012,000 20,000 600,00 550,00 50,00
Einlippenbohrer E80
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
60,00 59,0062,0063,0064,00 64,0065,0068,00 67,0069,0072,0076,00 76,0081,0085,00 85,00100,00 99,00
04_TLB.indb 230 27.10.2008 16:20:46 Uhr
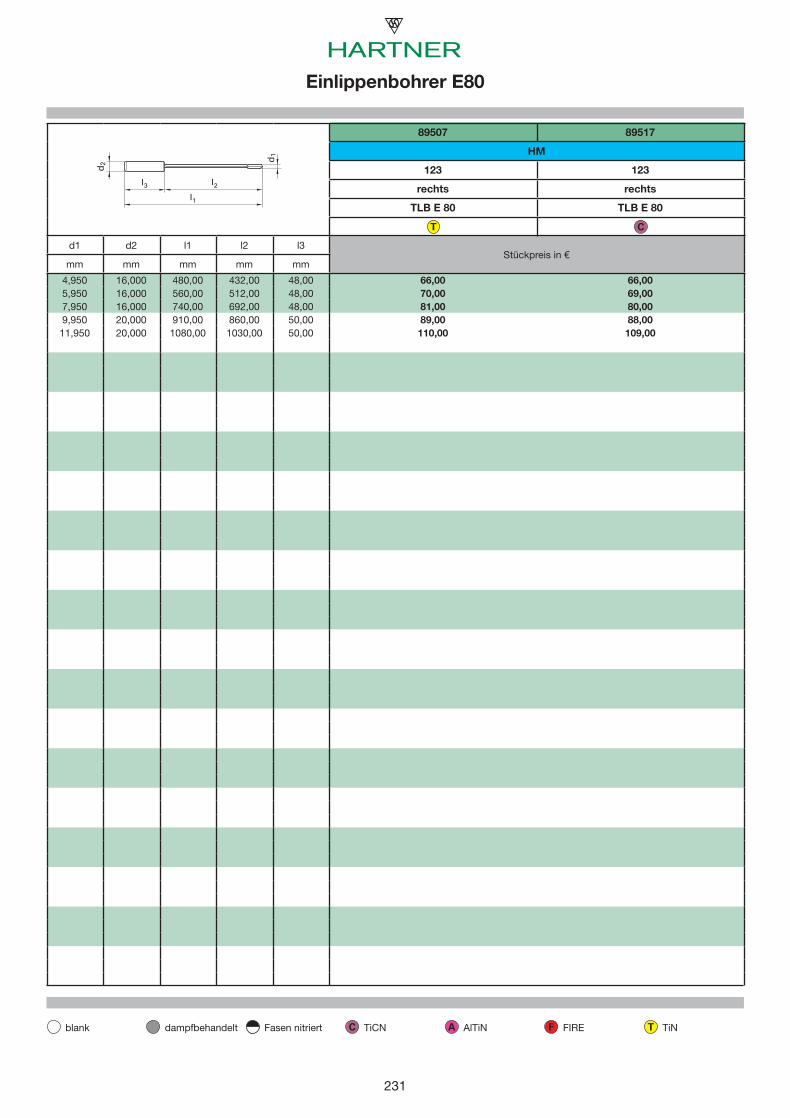
231
A F T
l3 l2l1
d2 d
1
T
89507 89517
HM
123 123
rechts rechts
TLB E 80 TLB E 80
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
4,950 16,000 480,00 432,00 48,005,950 16,000 560,00 512,00 48,007,950 16,000 740,00 692,00 48,009,950 20,000 910,00 860,00 50,00
11,950 20,000 1080,00 1030,00 50,00
Einlippenbohrer E80
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
66,00 66,0070,00 69,0081,00 80,0089,00 88,00110,00 109,00
04_TLB.indb 231 27.10.2008 16:20:47 Uhr
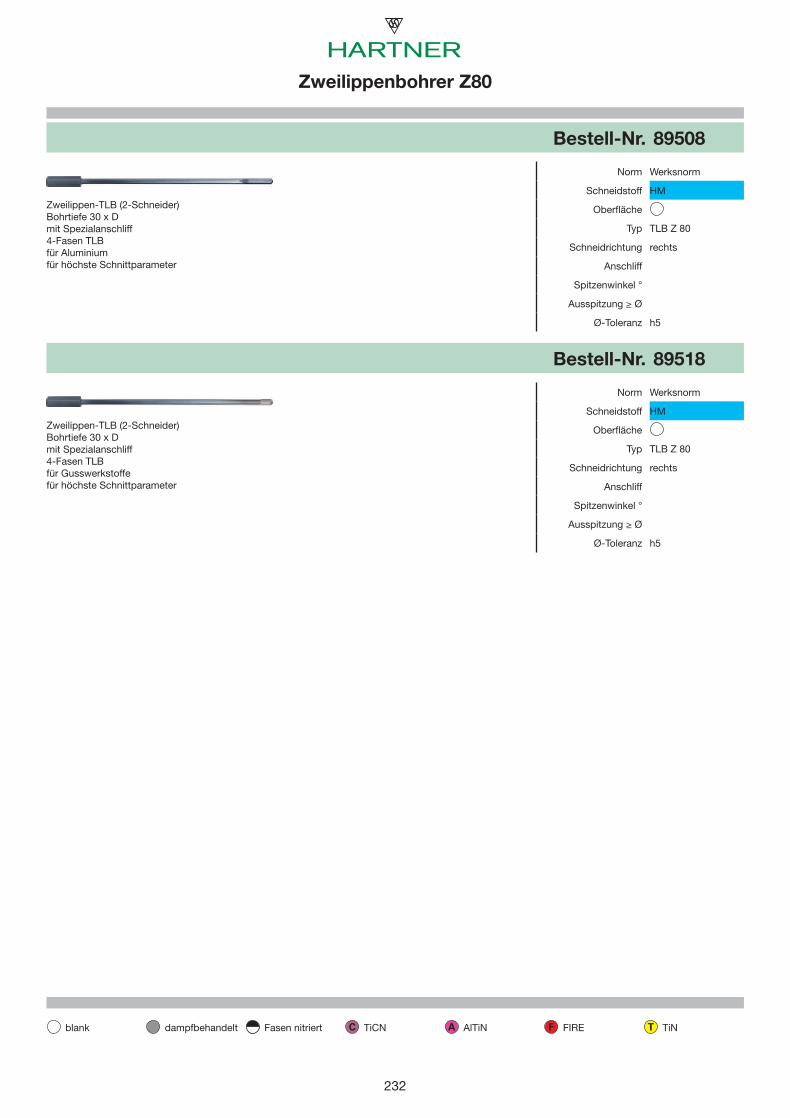
2326
A F T
Bestell-Nr. 89508
Norm Werksnorm
Schneidstoff HMZweilippen-TLB (2-Schneider)Bohrtiefe 30 x Dmit Spezialanschliff4-Fasen TLBfür Aluminiumfür höchste Schnittparameter
Oberfl äche
Typ TLB Z 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Bestell-Nr. 89518
Norm Werksnorm
Schneidstoff HMZweilippen-TLB (2-Schneider)Bohrtiefe 30 x Dmit Spezialanschliff4-Fasen TLBfür Gusswerkstoffefür höchste Schnittparameter
Oberfl äche
Typ TLB Z 80
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz h5
Zweilippenbohrer Z80
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
04_TLB.indb 232 27.10.2008 16:20:48 Uhr
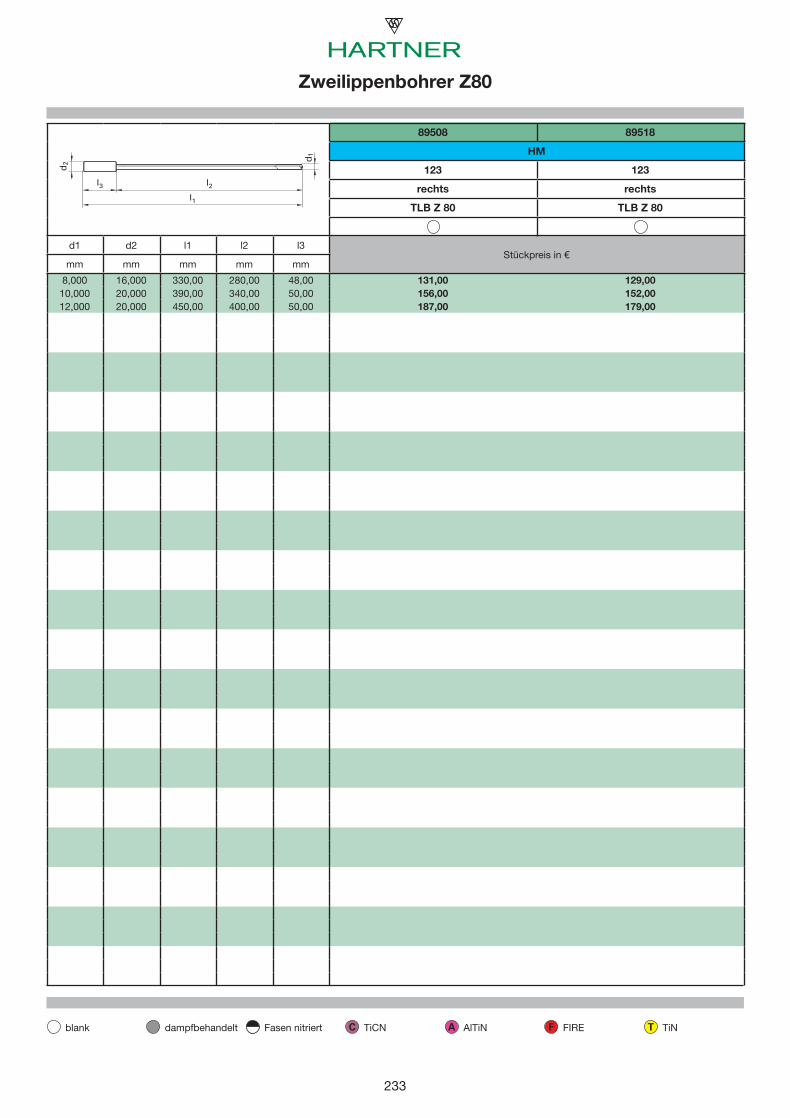
233
A F T
l3
d2 d
1
l2l1
89508 89518
HM
123 123
rechts rechts
TLB Z 80 TLB Z 80
d1 d2 l1 l2 l3Stückpreis in €
mm mm mm mm mm
8,000 16,000 330,00 280,00 48,0010,000 20,000 390,00 340,00 50,0012,000 20,000 450,00 400,00 50,00
Zweilippenbohrer Z80
blank dampfbehandelt Fasen nitriert TiCN AlTiN FIRE TiN
131,00 129,00156,00 152,00187,00 179,00
04_TLB.indb 233 27.10.2008 16:20:49 Uhr
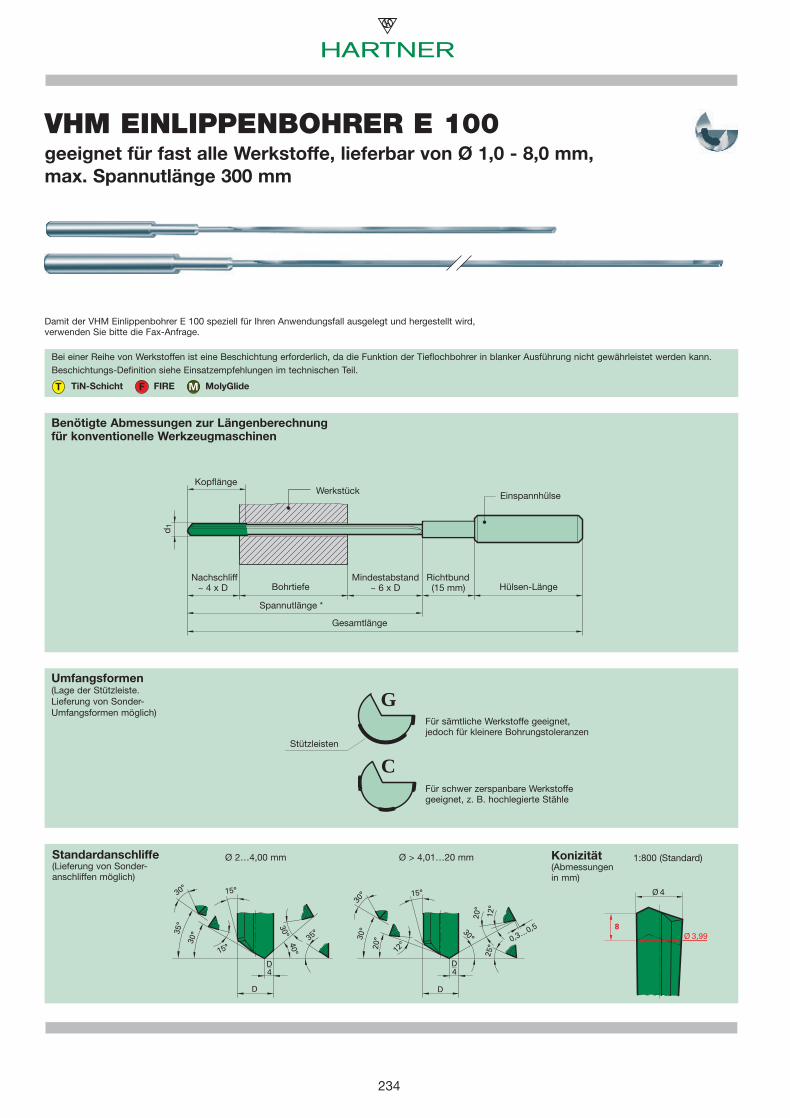
234
G
C
E
A
D
0,3…0,5
30°
20°
12°
25°
D
D
D
D
15° 15°
30° 30°
20° 30
°
30° 35
°
15° 12°
30° 40°
35°
4 4
Ø 2…4,00 mm Ø > 4,01…20 mm
Ø 4
Ø 3,998
(15 mm)~ 4 x D ~ 6 x D
d1
T
Bei einer Reihe von Werkstoffen ist eine Beschichtung erforderlich, da die Funktion der Tieflochbohrer in blanker Ausführung nicht gewährleistet werden kann.Beschichtungs-Definition siehe Einsatzempfehlungen im technischen Teil.
TiN-Schicht FIRE MolyGlide
vhM EinlippEnbohrEr E 100geeignet für fast alle Werkstoffe, lieferbar von Ø 1,0 - 8,0 mm,max. Spannutlänge 300 mm
Standardanschliffe(Lieferung von Sonder- anschliffen möglich)
Umfangsformen(Lage der Stützleiste.Lieferung von Sonder-Umfangsformen möglich)
Für schwer zerspanbare Werkstoffegeeignet, z. B. hochlegierte Stähle
Für sämtliche Werkstoffe geeignet,jedoch für kleinere Bohrungstoleranzen
Stützleisten
Benötigte Abmessungen zur Längenberechnung für konventionelle Werkzeugmaschinen
Konizität (Abmessungen in mm)
1:800 (Standard)
Damit der VHM Einlippenbohrer E 100 speziell für Ihren Anwendungsfall ausgelegt und hergestellt wird, verwenden Sie bitte die Fax-Anfrage.
KopflängeWerkstück Einspannhülse
Hülsen-LängeMindestabstand
BohrtiefeNachschliff
Spannutlänge *
Gesamtlänge
Richtbund
04_TLB.indb 234 27.10.2008 16:20:54 Uhr
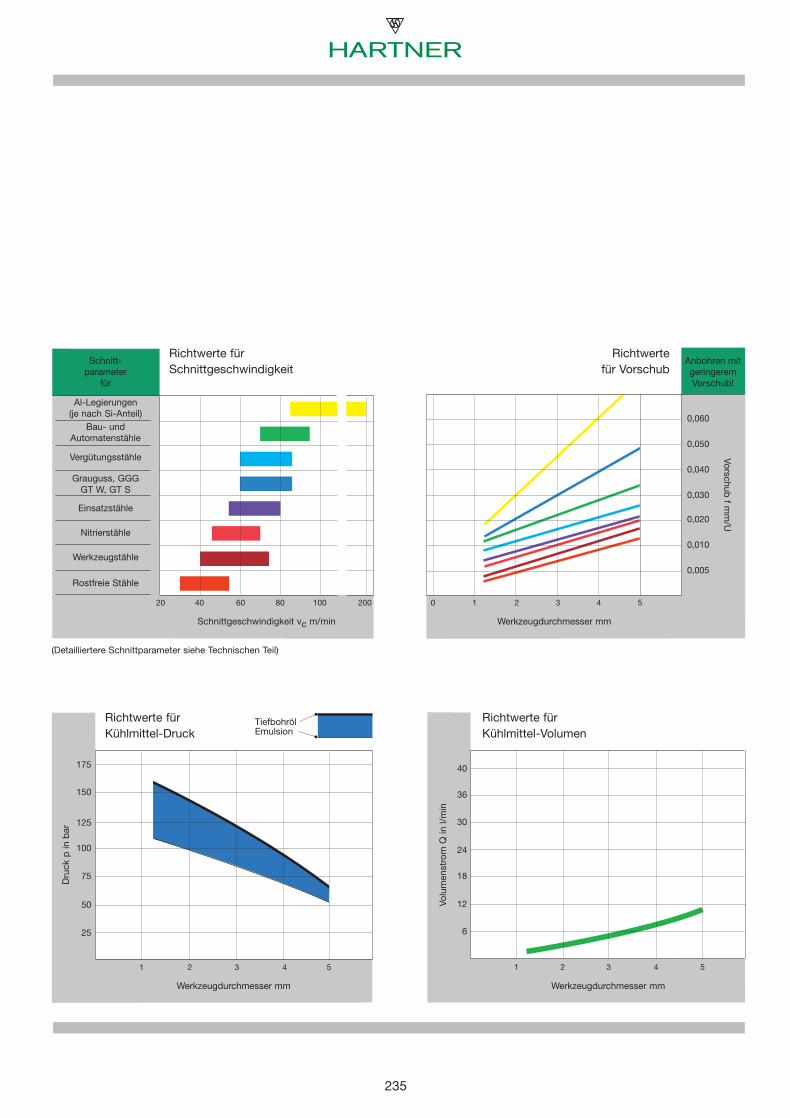
235
1 32 54
40
36
30
24
18
12
6
175
150
125
100
75
50
25
1 32 54
20 6040 100 80 200 0 21 43 5
0,060
0,050
0,040
0,030
0,020
0,010
0,005
(Detailliertere Schnittparameter siehe Technischen Teil)
Dru
ck p
in b
ar
Werkzeugdurchmesser mm
Schnitt-parameter
für
Al-Legierungen(je nach Si-Anteil)
Bau- und Automatenstähle
Vergütungsstähle
Grauguss, GGGGT W, GT S
Einsatzstähle
Nitrierstähle
Werkzeugstähle
Rostfreie Stähle
Schnittgeschwindigkeit vc m/min
Richtwerte fürSchnittgeschwindigkeit
Richtwertefür Vorschub
Anbohren mit geringeremVorschub!
Richtwerte fürKühlmittel-Druck
Richtwerte fürKühlmittel-VolumenEmulsion
Werkzeugdurchmesser mm
Werkzeugdurchmesser mm
Vorschub f m
m/U
Tiefbohröl
Volu
men
stro
m Q
in l/
min
04_TLB.indb 235 27.10.2008 16:20:56 Uhr
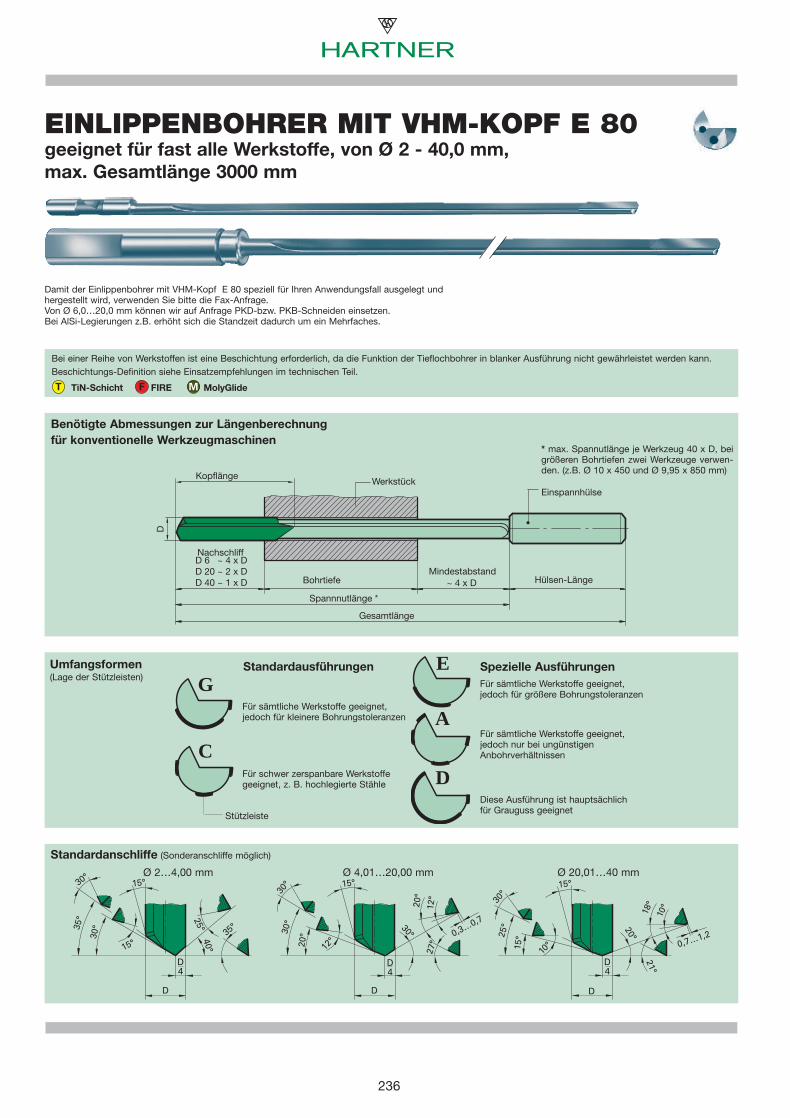
236
G
C
E
A
D
G
C
E
A
D
Ø 2…4,00 mm Ø 4,01…20,00 mm Ø 20,01…40 mm
D
D
15° 30°
30° 35
°
15°
25° 40°
35°
4
0,3…0,7
30°
20°
27°
D
D
15°
30°
20° 30
°
4
12°
12°
0,7…1,2
20°
18°
10°
21°
D
D
15°
30°
15° 25
°
10°
4
D 6 ~ 4 x DD 20 ~ 2 x DD 40 ~ 1 x D ~ 4 x D
D G
C
E
A
D
G
C
E
A
D
T
Bei einer Reihe von Werkstoffen ist eine Beschichtung erforderlich, da die Funktion der Tieflochbohrer in blanker Ausführung nicht gewährleistet werden kann.Beschichtungs-Definition siehe Einsatzempfehlungen im technischen Teil.
TiN-Schicht FIRE MolyGlide
Standardanschliffe (Sonderanschliffe möglich)
Benötigte Abmessungen zur Längenberechnung für konventionelle Werkzeugmaschinen
* max. Spannutlänge je Werkzeug 40 x D, bei größeren Bohrtiefen zwei Werkzeuge verwen-den. (z.B. Ø 10 x 450 und Ø 9,95 x 850 mm)
Spezielle Ausführungen
Für sämtliche Werkstoffe geeignet,jedoch für kleinere Bohrungstoleranzen
Für sämtliche Werkstoffe geeignet,jedoch für größere Bohrungstoleranzen
Für sämtliche Werkstoffe geeignet,jedoch nur bei ungünstigenAnbohrverhältnissen
Diese Ausführung ist hauptsächlichfür Grauguss geeignet
Für schwer zerspanbare Werkstoffegeeignet, z. B. hochlegierte Stähle
Umfangsformen(Lage der Stützleisten)
Standardausführungen
Stützleiste
Damit der Einlippenbohrer mit VHM-Kopf E 80 speziell für Ihren Anwendungsfall ausgelegt und hergestellt wird, verwenden Sie bitte die Fax-Anfrage.Von Ø 6,0…20,0 mm können wir auf Anfrage PKD-bzw. PKB-Schneiden einsetzen. Bei AlSi-Legierungen z.B. erhöht sich die Standzeit dadurch um ein Mehrfaches.
KopflängeWerkstück
Einspannhülse
Hülsen-LängeMindestabstand
Bohrtiefe
Nachschliff
Spannnutlänge *
Gesamtlänge
EinlippEnbohrEr MiT vhM-Kopf E 80geeignet für fast alle Werkstoffe, von Ø 2 - 40,0 mm,max. Gesamtlänge 3000 mm
04_TLB.indb 236 27.10.2008 16:20:59 Uhr
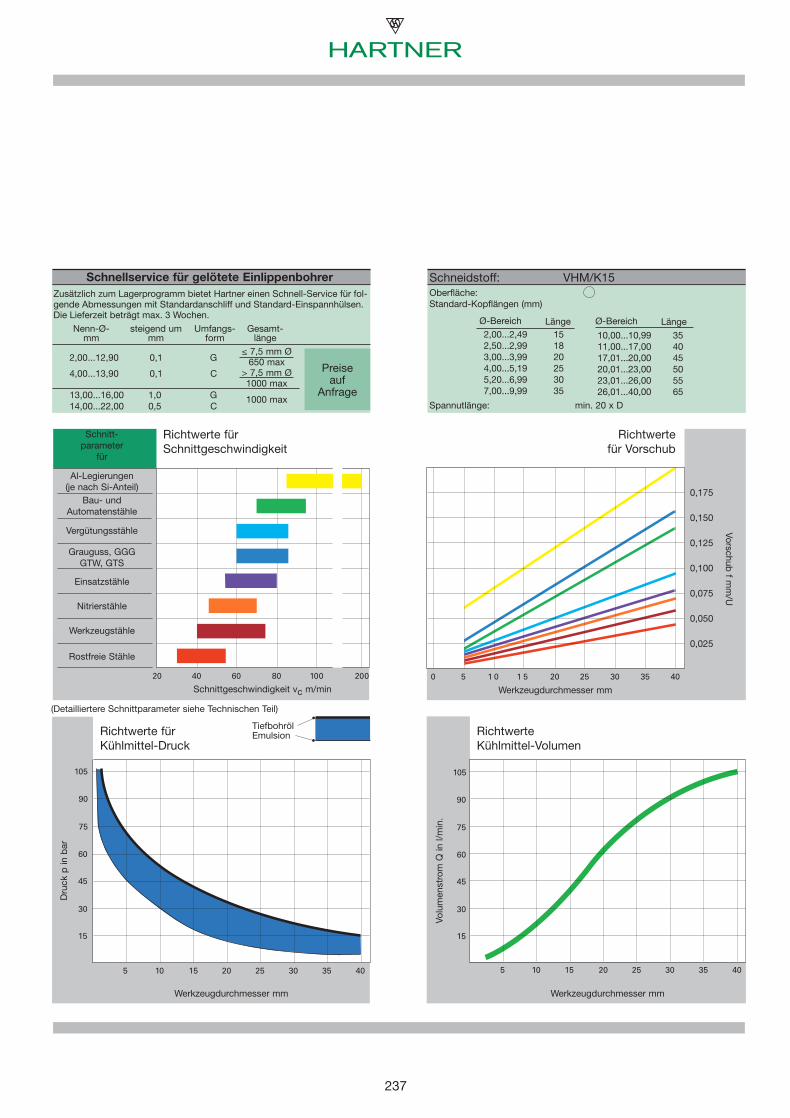
237
30
15
30
45
60
75
5 15 10 25 20
90
105
35 40 30
15
30
45
60
75
5 15 10 25 20
90
105
35 40
100 40 60 80 200 20 20 5 1 0 1 5 25 0 30 35 40
2,00...12,90 0,1 G
4,00...13,90 0,1 C
≤ 7,5 mm Ø650 max
> 7,5 mm Ø1000 max
13,00...16,00 1,0 G14,00...22,00 0,5 C
1000 max
2,00...2,49 15 2,50...2,99 18 3,00...3,99 20 4,00...5,19 25 5,20...6,99 30 7,00...9,99 35
10,00...10,99 3511,00...17,00 4017,01...20,00 4520,01...23,00 5023,01...26,00 5526,01...40,00 65
0,175
0,150
0,125
0,100
0,075
0,050
0,025
Schnellservice für gelötete Einlippenbohrer
Nenn-Ø-mm
steigend ummm
Umfangs-form
Gesamt-länge
Zusätzlich zum Lagerprogramm bietet Hartner einen Schnell-Service für fol-gende Abmessungen mit Standardanschliff und Standard-Einspannhülsen. Die Lieferzeit beträgt max. 3 Wochen.
Preiseauf
Anfrage
Schneidstoff: VHM/K15Oberfläche:Standard-Kopflängen (mm)
Spannutlänge: min. 20 x D
(Detailliertere Schnittparameter siehe Technischen Teil)
Schnitt-parameter
für
Al-Legierungen(je nach Si-Anteil)
Bau- und Automatenstähle
Vergütungsstähle
Grauguss, GGGGTW, GTS
Einsatzstähle
Nitrierstähle
Werkzeugstähle
Rostfreie Stähle
Schnittgeschwindigkeit vc m/min Werkzeugdurchmesser mm
Richtwerte fürSchnittgeschwindigkeit
Richtwertefür Vorschub
Vorschub f m
m/U
Dru
ck p
in b
ar
Volu
men
stro
m Q
in l/
min
.
Werkzeugdurchmesser mm Werkzeugdurchmesser mm
Richtwerte fürKühlmittel-Druck
RichtwerteKühlmittel-Volumen
TiefbohrölEmulsion
Ø-Bereich Länge Ø-Bereich Länge
04_TLB.indb 237 27.10.2008 16:21:01 Uhr
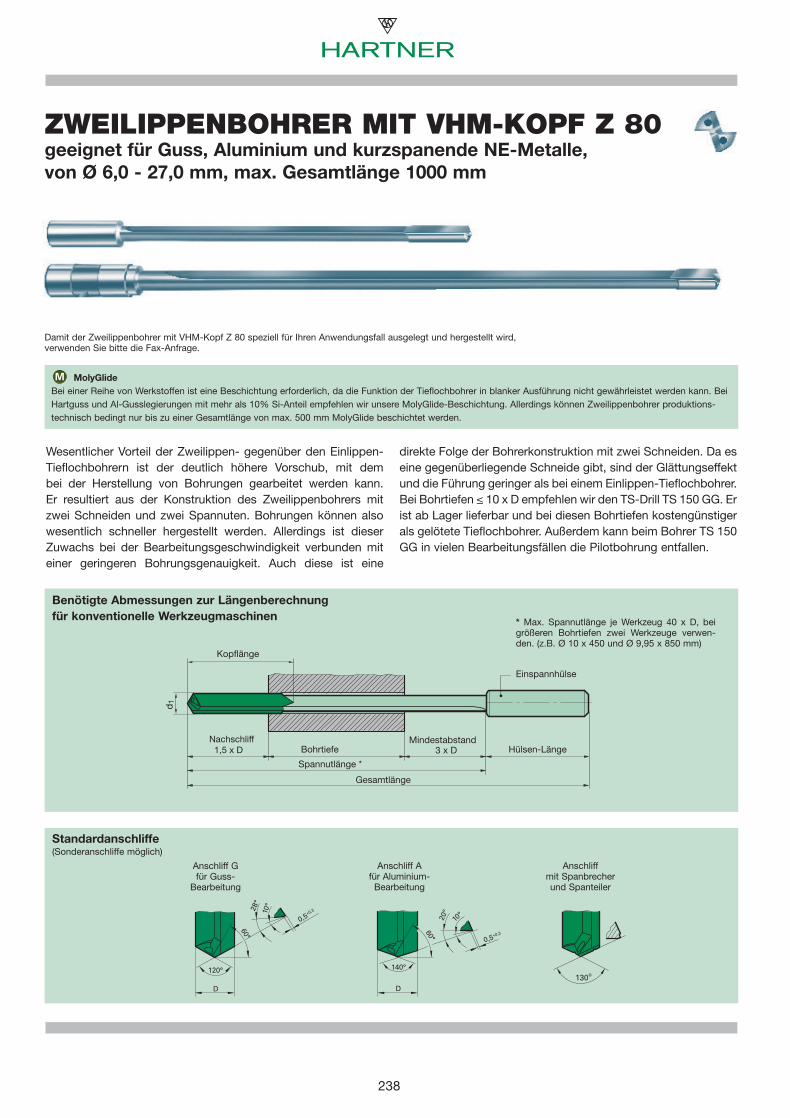
238
0,5+0,3 60°
20°
10°
140°
D
0,5+0,3
60°
28°
10°
120°
D
3 x D
d1
130o
ZwEilippEnbohrEr MiT vhM-Kopf Z 80geeignet für Guss, Aluminium und kurzspanende NE-Metalle,von Ø 6,0 - 27,0 mm, max. Gesamtlänge 1000 mm
Wesentlicher Vorteil der Zweilippen- gegenüber den Einlippen-Tieflochbohrern ist der deutlich höhere Vorschub, mit dem bei der Herstellung von Bohrungen gearbeitet werden kann. Er resultiert aus der Konstruktion des Zweilippenbohrers mit zwei Schneiden und zwei Spannuten. Bohrungen können also wesentlich schneller hergestellt werden. Allerdings ist dieser Zuwachs bei der Bearbeitungsgeschwindigkeit verbunden mit einer geringeren Bohrungsgenauigkeit. Auch diese ist eine
direkte Folge der Bohrerkonstruktion mit zwei Schneiden. Da es eine gegenüberliegende Schneide gibt, sind der Glättungseffekt und die Führung geringer als bei einem Einlippen-Tieflochbohrer. Bei Bohrtiefen ≤ 10 x D empfehlen wir den TS-Drill TS 150 GG. Er ist ab Lager lieferbar und bei diesen Bohrtiefen kostengünstiger als gelötete Tieflochbohrer. Außerdem kann beim Bohrer TS 150 GG in vielen Bearbeitungsfällen die Pilotbohrung entfallen.
Standardanschliffe (Sonderanschliffe möglich)
Benötigte Abmessungen zur Längenberechnung für konventionelle Werkzeugmaschinen * Max. Spannutlänge je Werkzeug 40 x D, bei
größeren Bohrtiefen zwei Werkzeuge verwen-den. (z.B. Ø 10 x 450 und Ø 9,95 x 850 mm)
Anschliff Gfür Guss-
Bearbeitung
Anschliff Afür Aluminium-
Bearbeitung
Anschliff mit Spanbrecher und Spanteiler
MolyGlideBei einer Reihe von Werkstoffen ist eine Beschichtung erforderlich, da die Funktion der Tieflochbohrer in blanker Ausführung nicht gewährleistet werden kann. Bei Hartguss und Al-Gusslegierungen mit mehr als 10% Si-Anteil empfehlen wir unsere MolyGlide-Beschichtung. Allerdings können Zweilippenbohrer produktions-technisch bedingt nur bis zu einer Gesamtlänge von max. 500 mm MolyGlide beschichtet werden.
Damit der Zweilippenbohrer mit VHM-Kopf Z 80 speziell für Ihren Anwendungsfall ausgelegt und hergestellt wird, verwenden Sie bitte die Fax-Anfrage.
Kopflänge
Einspannhülse
Hülsen-LängeMindestabstand
Bohrtiefe Nachschliff 1,5 x D
Spannutlänge *
Gesamtlänge
04_TLB.indb 238 27.10.2008 16:21:04 Uhr
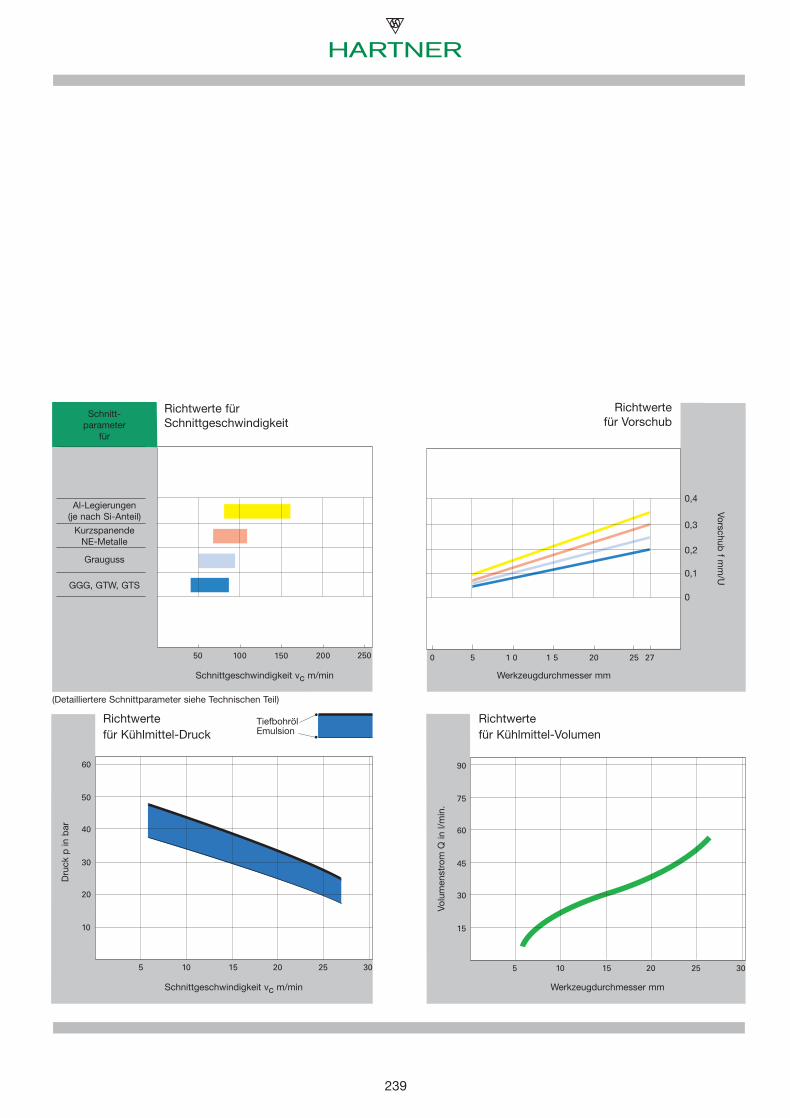
239
250 100 150 200 50
30
10
20
30
40
5 15 10 25 20
50
60
30
15
30
45
60
5 15 10 25 20
75
90
20 5 1 0 1 5 0 25 27
0,4
0,3
0,2
0,1
0
(Detailliertere Schnittparameter siehe Technischen Teil)
Schnitt-parameter
für
Al-Legierungen(je nach Si-Anteil)
KurzspanendeNE-Metalle
Grauguss
GGG, GTW, GTS
Schnittgeschwindigkeit vc m/min
Vorschub f m
m/U
Dru
ck p
in b
ar
Werkzeugdurchmesser mm
Richtwerte fürSchnittgeschwindigkeit
Richtwertefür Vorschub
Schnittgeschwindigkeit vc m/min Werkzeugdurchmesser mm
Richtwertefür Kühlmittel-Druck
Richtwertefür Kühlmittel-Volumen
TiefbohrölEmulsion
Volu
men
stro
m Q
in l/
min
.
04_TLB.indb 239 27.10.2008 16:21:05 Uhr
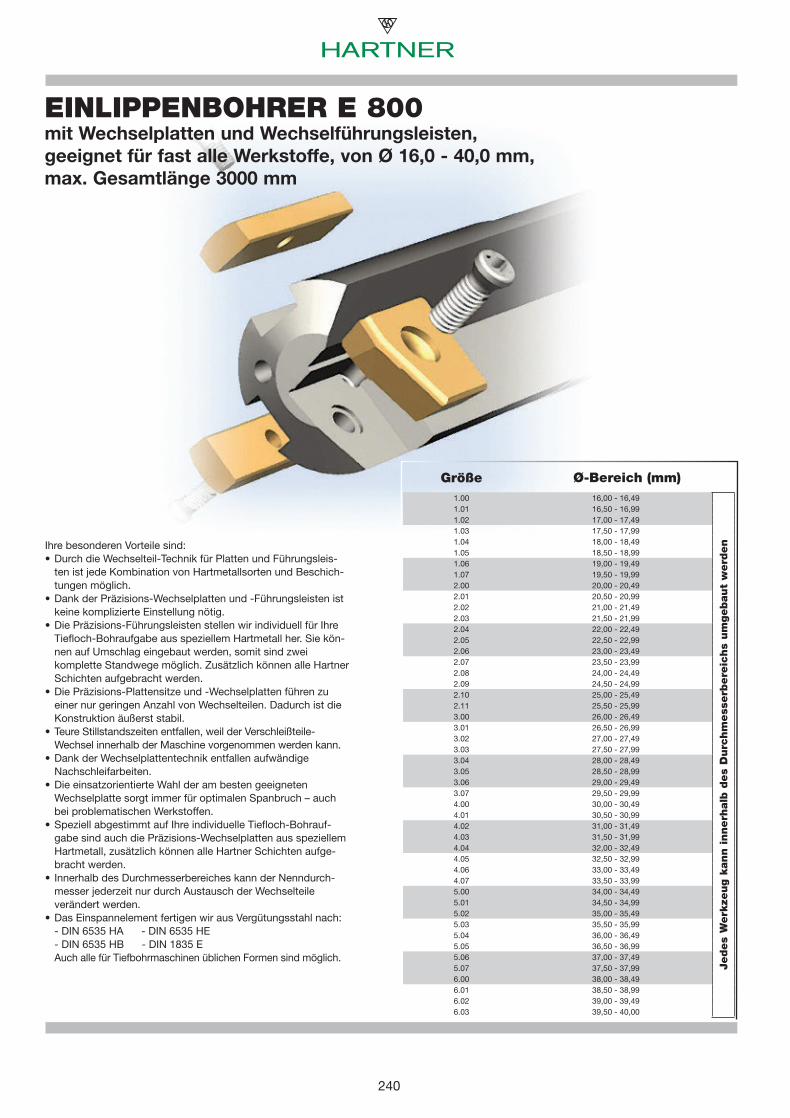
240
EinlippEnbohrEr E 800mit Wechselplatten und Wechselführungsleisten,geeignet für fast alle Werkstoffe, von Ø 16,0 - 40,0 mm, max. Gesamtlänge 3000 mm
Ihre besonderen Vorteile sind:• Durch die Wechselteil-Technik für Platten und Führungsleis- ten ist jede Kombination von Hartmetallsorten und Beschich- tungen möglich.• Dank der Präzisions-Wechselplatten und -Führungsleisten ist keine komplizierte Einstellung nötig.• Die Präzisions-Führungsleisten stellen wir individuell für Ihre Tiefloch-Bohraufgabe aus speziellem Hartmetall her. Sie kön- nen auf Umschlag eingebaut werden, somit sind zwei komplette Standwege möglich. Zusätzlich können alle Hartner Schichten aufgebracht werden.• Die Präzisions-Plattensitze und -Wechselplatten führen zu einer nur geringen Anzahl von Wechselteilen. Dadurch ist die Konstruktion äußerst stabil.• Teure Stillstandszeiten entfallen, weil der Verschleißteile- Wechsel innerhalb der Maschine vorgenommen werden kann.• Dank der Wechselplattentechnik entfallen aufwändige Nachschleifarbeiten.• Die einsatzorientierte Wahl der am besten geeigneten Wechselplatte sorgt immer für optimalen Spanbruch – auch bei problematischen Werkstoffen.• Speziell abgestimmt auf Ihre individuelle Tiefloch-Bohrauf- gabe sind auch die Präzisions-Wechselplatten aus speziellem Hartmetall, zusätzlich können alle Hartner Schichten aufge- bracht werden.• Innerhalb des Durchmesserbereiches kann der Nenndurch- messer jederzeit nur durch Austausch der Wechselteile
verändert werden.• Das Einspannelement fertigen wir aus Vergütungsstahl nach: - DIN 6535 HA - DIN 6535 HE - DIN 6535 HB - DIN 1835 E
Auch alle für Tiefbohrmaschinen üblichen Formen sind möglich.
größe Ø-bereich (mm)1.00 16,00 - 16,49
jedes
werk
zeug k
ann i
nnerh
alb
des
durc
hm
ess
erb
ere
ichs
um
gebaut
werd
en
1.01 16,50 - 16,991.02 17,00 - 17,491.03 17,50 - 17,991.04 18,00 - 18,491.05 18,50 - 18,991.06 19,00 - 19,491.07 19,50 - 19,992.00 20,00 - 20,492.01 20,50 - 20,992.02 21,00 - 21,492.03 21,50 - 21,992.04 22,00 - 22,492.05 22,50 - 22,992.06 23,00 - 23,492.07 23,50 - 23,992.08 24,00 - 24,492.09 24,50 - 24,992.10 25,00 - 25,492.11 25,50 - 25,993.00 26,00 - 26,493.01 26,50 - 26,993.02 27,00 - 27,493.03 27,50 - 27,993.04 28,00 - 28,493.05 28,50 - 28,993.06 29,00 - 29,493.07 29,50 - 29,994.00 30,00 - 30,494.01 30,50 - 30,994.02 31,00 - 31,494.03 31,50 - 31,994.04 32,00 - 32,494.05 32,50 - 32,994.06 33,00 - 33,494.07 33,50 - 33,995.00 34,00 - 34,495.01 34,50 - 34,995.02 35,00 - 35,495.03 35,50 - 35,995.04 36,00 - 36,495.05 36,50 - 36,995.06 37,00 - 37,495.07 37,50 - 37,996.00 38,00 - 38,496.01 38,50 - 38,996.02 39,00 - 39,496.03 39,50 - 40,00
04_TLB.indb 240 27.10.2008 16:21:11 Uhr
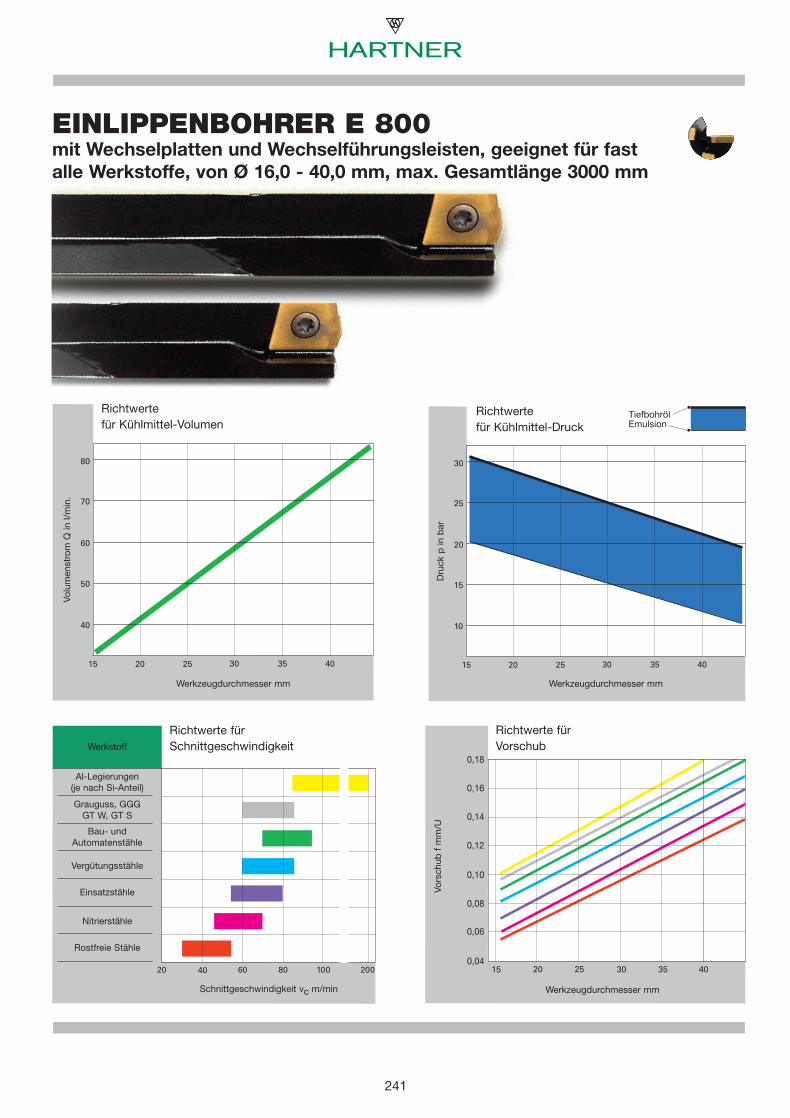
241
35 30 4015 25 20
0,18
0,16
0,14
0,12
0,10
0,08
0,06
0,04
35
40
50
60
30
70
80
40 20 15 25
100 40 60 80 200 20
35
10
15
20
30
25
30
40 20 15 25
EinlippEnbohrEr E 800mit Wechselplatten und Wechselführungsleisten, geeignet für fast alle Werkstoffe, von Ø 16,0 - 40,0 mm, max. Gesamtlänge 3000 mm
Werkzeugdurchmesser mm
Richtwerte für Kühlmittel-Volumen
Richtwerte für Kühlmittel-Druck
Richtwerte fürSchnittgeschwindigkeit
Richtwerte fürVorschub
Volu
men
stro
m Q
in l/
min
.
Werkzeugdurchmesser mm
TiefbohrölEmulsion
Vors
chub
f m
m/U
Schnittgeschwindigkeit vc m/min
Werkstoff
Al-Legierungen(je nach Si-Anteil)
Grauguss, GGGGT W, GT S
Bau- und Automatenstähle
Vergütungsstähle
Einsatzstähle
Nitrierstähle
Rostfreie Stähle
Werkzeugdurchmesser mm
Dru
ck p
in b
ar
04_TLB.indb 241 27.10.2008 16:21:16 Uhr
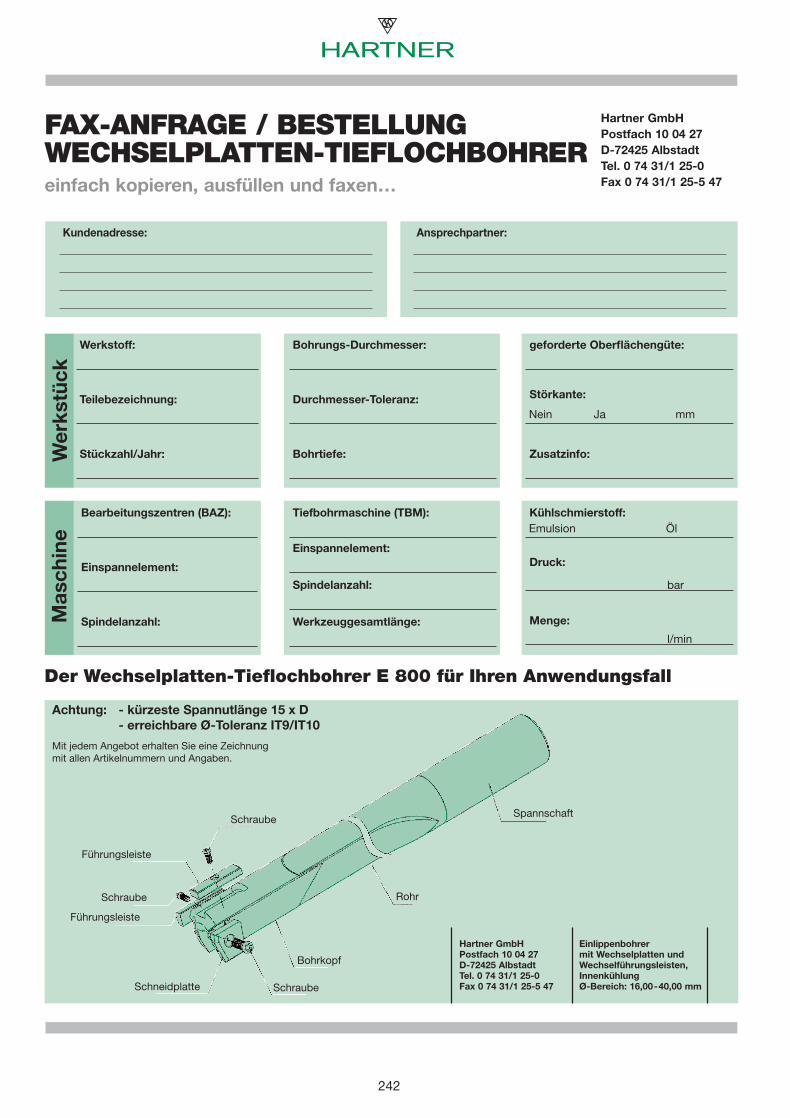
242
fax-anfragE / bEsTEllungwEchsElplaTTEn-TiEflochbohrEreinfach kopieren, ausfüllen und faxen…
Hartner GmbHPostfach 10 04 27D-72425 AlbstadtTel. 0 74 31/1 25-0Fax 0 74 31/1 25-5 47
Kundenadresse: Ansprechpartner:
Tiefbohrmaschine (TBM):
Einspannelement:
Spindelanzahl:
Werkzeuggesamtlänge:
Bohrungs-Durchmesser:
Durchmesser-Toleranz:
Bohrtiefe:
geforderte Oberflächengüte:
Störkante:
Zusatzinfo:
Bearbeitungszentren (BAZ):
Einspannelement:
Spindelanzahl:
Kühlschmierstoff:
Druck:
Menge:
Werkstoff:
Teilebezeichnung:
Stückzahl/Jahr:
der wechselplatten-Tieflochbohrer E 800 für ihren anwendungsfall
Achtung: - kürzeste Spannutlänge 15 x D - erreichbare Ø-Toleranz IT9/IT10
Mit jedem Angebot erhalten Sie eine Zeichnung mit allen Artikelnummern und Angaben.
Nein Ja mm
Mas
chin
e Emulsion Öl
bar
l/min
Wer
kstü
ck
SpannschaftSchraube
Führungsleiste
Schraube
Schneidplatte Schraube
Bohrkopf
Rohr
Führungsleiste
Hartner GmbHPostfach 10 04 27D-72425 AlbstadtTel. 0 74 31/1 25-0Fax 0 74 31/1 25-5 47
Einlippenbohrer mit Wechselplatten und Wechselführungsleisten, InnenkühlungØ-Bereich: 16,00-40,00 mm
04_TLB.indb 242 27.10.2008 16:21:21 Uhr
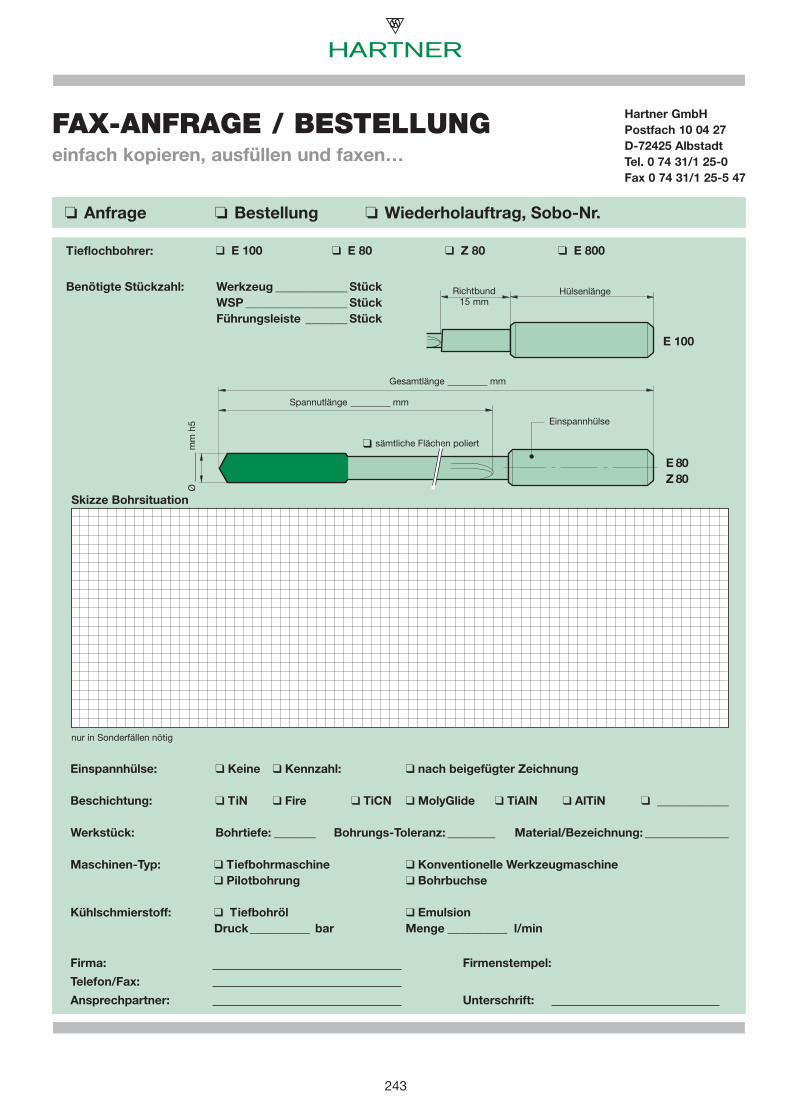
243
Ø
m
m h
5
❏ ❏ ❏
E 100
E 80Z 80
E 100 E 80 Z 80 E 800
fax-anfragE / bEsTEllungeinfach kopieren, ausfüllen und faxen…
Hartner GmbHPostfach 10 04 27D-72425 AlbstadtTel. 0 74 31/1 25-0Fax 0 74 31/1 25-5 47
Gesamtlänge mm
Spannutlänge mm
Einspannhülse
Richtbund15 mm
Hülsenlänge
Einspannhülse: Keine Kennzahl: nach beigefügter Zeichnung Beschichtung: TiN Fire TiCN MolyGlide TiAlN AlTiN ____________ Werkstück: Bohrtiefe: _______ Bohrungs-Toleranz: ________ Material/Bezeichnung: ______________ Maschinen-Typ: Tiefbohrmaschine Konventionelle Werkzeugmaschine Pilotbohrung Bohrbuchse Kühlschmierstoff: Tiefbohröl Emulsion Druck __________ bar Menge __________ l/min Firma: Firmenstempel: Telefon/Fax: Ansprechpartner: Unterschrift:
Skizze Bohrsituation
nur in Sonderfällen nötig
Tieflochbohrer:
Benötigte Stückzahl: Werkzeug ____________ Stück WSP _________________ Stück Führungsleiste _______ Stück
Anfrage Bestellung Wiederholauftrag, Sobo-Nr.
sämtliche Flächen poliert
04_TLB.indb 243 27.10.2008 16:21:22 Uhr

244
Sämtliche Tieflochbohrer müssen beim Anbohren geführt werden. Tieflochbohrer dürfen nie mit voller Drehzahl frei im Maschinenraum bewegt werden.
Tiefbohren ist kein Buch mit sieben Siegeln, sondern durch Einhaltung von gewis-sen Voraussetzungen von jedermann beherrschbar.
Richtwerte für den Einsatz der Hartner-Tieflochbohrer finden Sie auf den Seiten des jeweiligen Typs!
das bohrvErfahrEnKurze Einführung zum Thema Tieflochbohren
In der Zerspanungstechnik wird ab einer Bohrtiefe von 10 x D und mehr vom so genannten Tieflochbohren gesprochen, wobei selbstverständlich auch kürzere Bohrungen mit Tief-lochbohrern hergestellt werden können. Man nutzt somit die positiven Begleiterscheinungen der Bohrung wie gute Ober- fläche, geringe Durchmesserabweichung und optimierte Gerad-heit.
(Bild rechts oben) Vorgehensweise auf konventionellen Werkzeugmaschinen mit allen Tiefbohrwerkzeugen:• Herstellen einer Pilotbohrung (Toleranz H8). Einfahren mit einer
Drehzahl von ca. 200 U/min, Vorschub ca. 500 mm/min.• Einstellen des Kühlschmierstoff-Druckes und der Drehzahl.• Kontinuierliches Bohren auf Bohrtiefe ohne Entspanen. Bei
Einsatz von Tieflochbohrern mit sehr großem Längen-Durch-messer-Verhältnis (z.B. VHM Einlippenbohrer ab Spannut-Länge 160 mm) empfehlen wir, bis zu einer Bohrtiefe von ca. 25 mm mit reduzierten Schnittparametern (ca. 75% der optimalen Schnittgeschwindigkeit) zu arbeiten.
• Abschalten der Kühlschmierstoff-Zufuhr nach Erreichen der Bohrtiefe.
• Rückzug im Eilgang mit stehender Spindel.
Hochdruckkühlung - inzwischen eine SelbstverständlichkeitDa sich in den letzten Jahren die Innenkühlung bei sämtlichen Bohrwerkzeugen durchgesetzt hat, wird der Kühlschmierstoff seinem Namen gerecht und durch Kühlkanäle dorthin gebracht, wo er dringend benötigt wird. Man erreichte mit dieser Maßnah-me auch bei Spiralbohrern, Gewindeschneidern usw. deutliche Standzeit-Verbesserungen und weniger Werkzeugbrüche.Jede konventionelle Werkzeugmaschine wird heute mit Hochdruck-Innenkühlung angeboten und ist somit auch zum Tiefbohren geeignet. Der Anteil der Tieflochbohrer auf Bearbeitungszen-tren, Drehmaschinen usw. gewinnt immer mehr an Bedeutung. Das Verfahren wird dadurch in der Zerspanungstechnik immer populärer. Tipps und Tricks• Bei Bohrtiefen über 40 x D empfehlen wir die Verwendung von
zwei oder mehr Tieflochbohrern, z. B. Ø 10 x 400 mm und Ø 9,95 x 800 mm.
• Tieflochbohrer für Bohrtiefen über 40 x D sollten im Linkslauf in die Pilotbohrung eingefahren werden.
• Für die Bearbeitung langspanender Werkstoffe empfehlen wir die Bestellung von Tieflochbohrern mit polierten Spannuten.
• Einlippen-Tieflochbohrer für langspanendes Aluminium sollten mit Anschliff 180° und Ölraumabsatz bestellt werden.
• Generell empfehlen wir, den Fettgehalt der Emulsion auf min-destens 10 % einzustellen.
04_TLB.indb 244 27.10.2008 16:21:22 Uhr
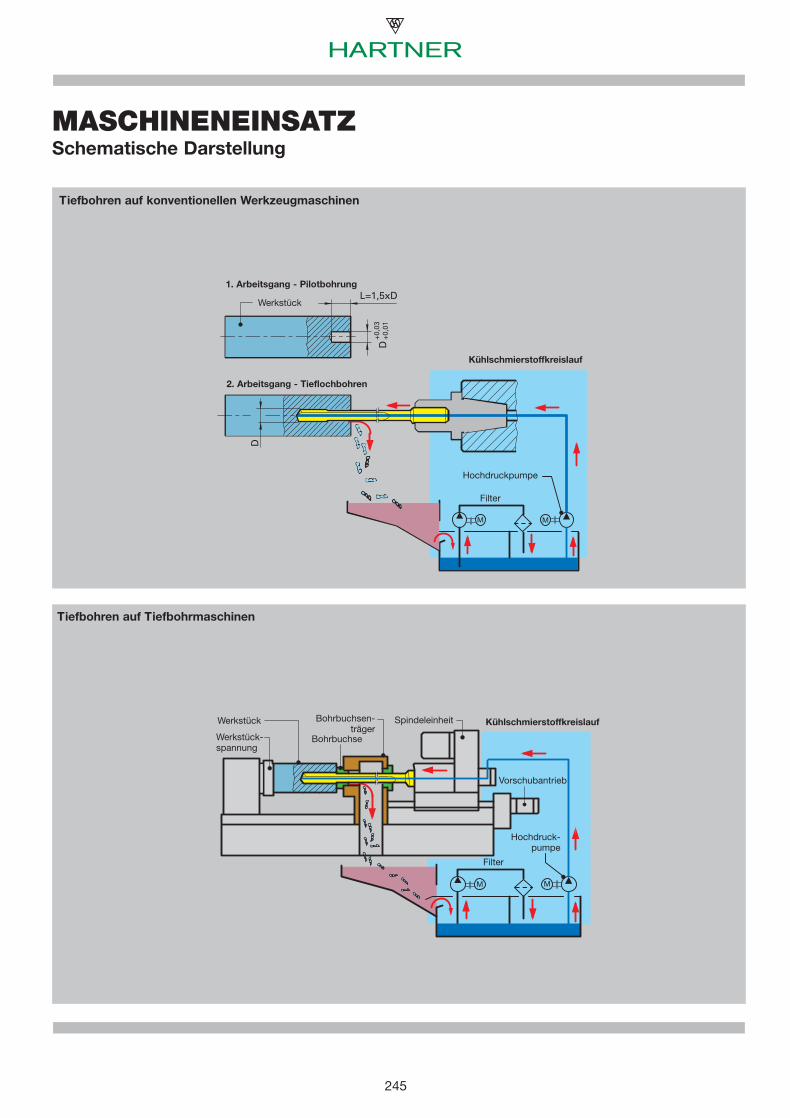
245
M M
L=1,5xD
M
D
D
M
+0,0
3 +0
,01
Werkstück
Kühlschmierstoffkreislauf
Tiefbohren auf konventionellen Werkzeugmaschinen
1. Arbeitsgang - Pilotbohrung
2. Arbeitsgang - Tieflochbohren
Tiefbohren auf Tiefbohrmaschinen
Kühlschmierstoffkreislauf
Hochdruckpumpe
Filter
Werkstück
Werkstück- spannung
Bohrbuchsen-träger
Bohrbuchse
Spindeleinheit
Vorschubantrieb
Hochdruck-pumpe
Filter
MaschinEnEinsaTZSchematische Darstellung
04_TLB.indb 245 27.10.2008 16:21:24 Uhr
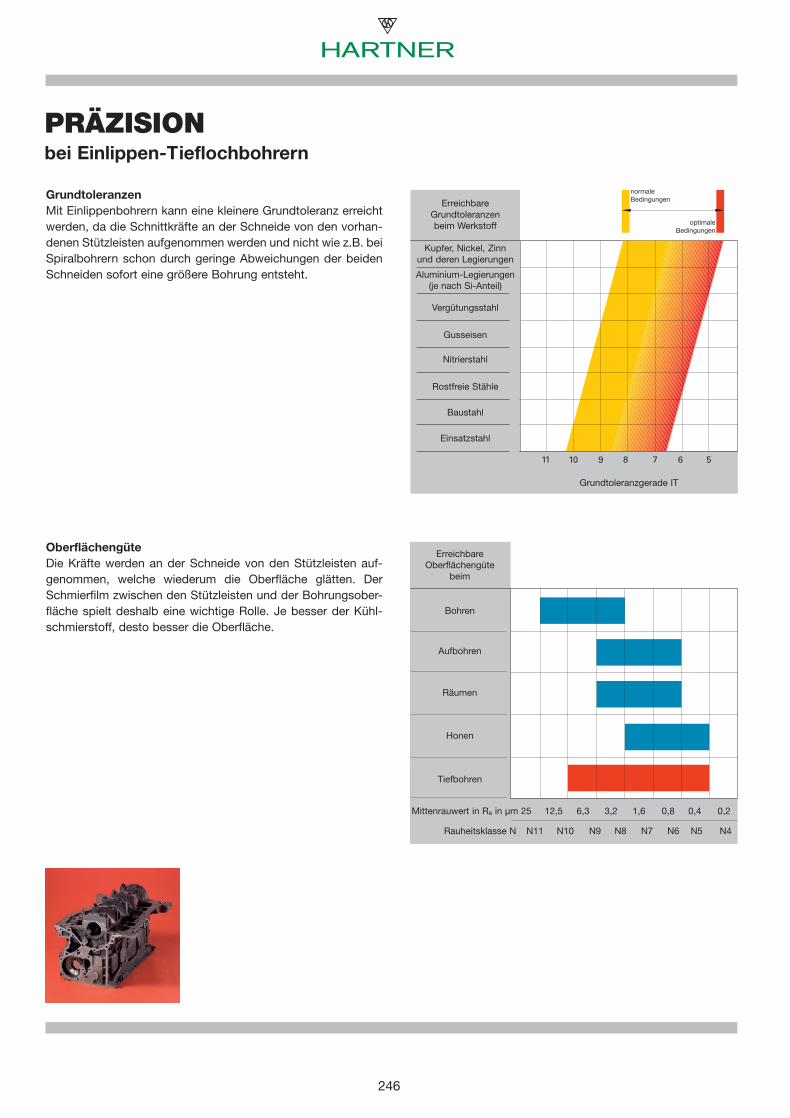
246
11 10 9 8 7 6 5
GrundtoleranzenMit Einlippenbohrern kann eine kleinere Grundtoleranz erreicht werden, da die Schnittkräfte an der Schneide von den vorhan-denen Stützleisten aufgenommen werden und nicht wie z.B. bei Spiralbohrern schon durch geringe Abweichungen der beiden Schneiden sofort eine größere Bohrung entsteht.
OberflächengüteDie Kräfte werden an der Schneide von den Stützleisten auf-genommen, welche wiederum die Oberfläche glätten. Der Schmierfilm zwischen den Stützleisten und der Bohrungsober-fläche spielt deshalb eine wichtige Rolle. Je besser der Kühl-schmierstoff, desto besser die Oberfläche.
präZisionbei Einlippen-Tieflochbohrern
ErreichbareGrundtoleranzenbeim Werkstoff
Kupfer, Nickel, Zinnund deren Legierungen
Aluminium-Legierungen(je nach Si-Anteil)
Vergütungsstahl
Gusseisen
Nitrierstahl
Rostfreie Stähle
Baustahl
Einsatzstahl
ErreichbareOberflächengüte
beim
Bohren
Aufbohren
Räumen
Honen
Tiefbohren
Mittenrauwert in Rª in µm 25 12,5 6,3 3,2 1,6 0,8 0,4 0,2
Rauheitsklasse N N11 N10 N9 N8 N7 N6 N5 N4
Grundtoleranzgerade IT
normaleBedingungen
optimaleBedingungen
04_TLB.indb 246 27.10.2008 16:21:26 Uhr
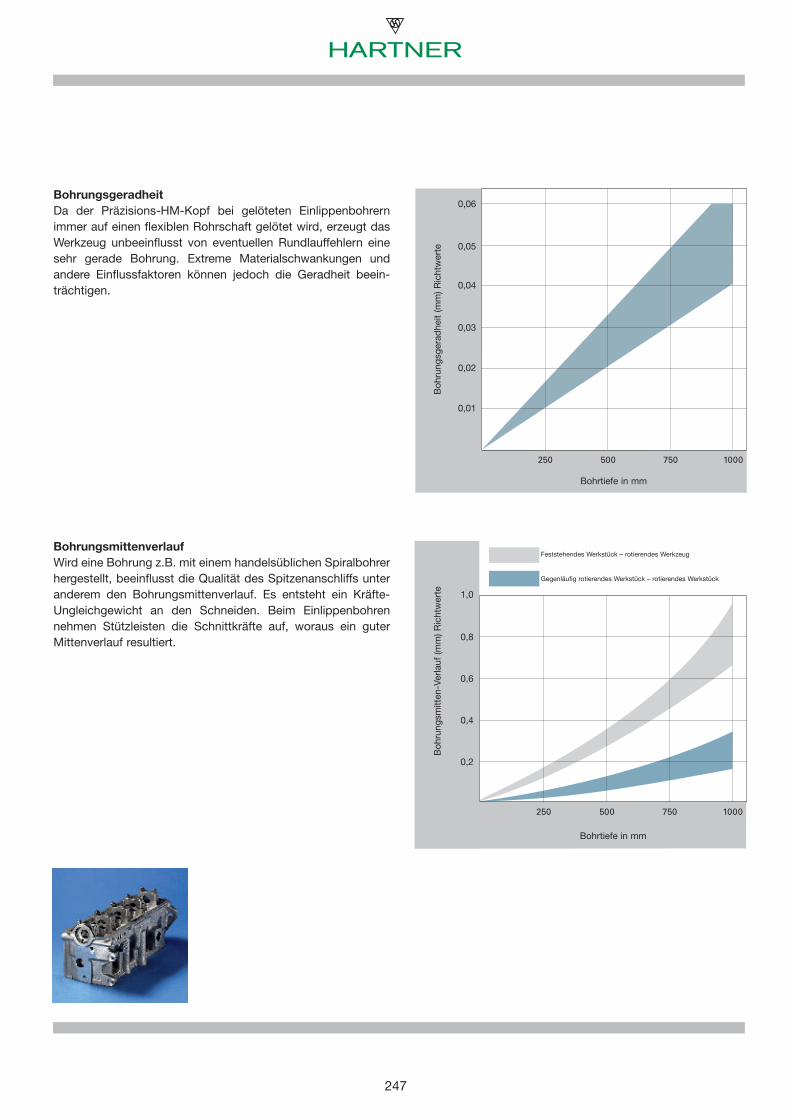
247
250 500 750 1000
250 500 750 1000
0,06
0,05
0,04
0,03
0,02
0,01
1,0
0,8
0,6
0,4
0,2
BohrungsgeradheitDa der Präzisions-HM-Kopf bei gelöteten Einlippenbohrern immer auf einen flexiblen Rohrschaft gelötet wird, erzeugt das Werkzeug unbeeinflusst von eventuellen Rundlauffehlern eine sehr gerade Bohrung. Extreme Materialschwankungen und andere Einflussfaktoren können jedoch die Geradheit beein-trächtigen.
BohrungsmittenverlaufWird eine Bohrung z.B. mit einem handelsüblichen Spiralbohrer hergestellt, beeinflusst die Qualität des Spitzenanschliffs unter anderem den Bohrungsmittenverlauf. Es entsteht ein Kräfte-Ungleichgewicht an den Schneiden. Beim Einlippenbohren nehmen Stützleisten die Schnittkräfte auf, woraus ein guter Mittenverlauf resultiert.
Bohrtiefe in mm
Boh
rung
sger
adhe
it (m
m) R
icht
wer
teB
ohru
ngsm
itten
-Ver
lauf
(mm
) Ric
htw
erte
Bohrtiefe in mm
Feststehendes Werkstück – rotierendes Werkzeug
Gegenläufig rotierendes Werkstück – rotierendes Werkstück
04_TLB.indb 247 27.10.2008 16:21:28 Uhr
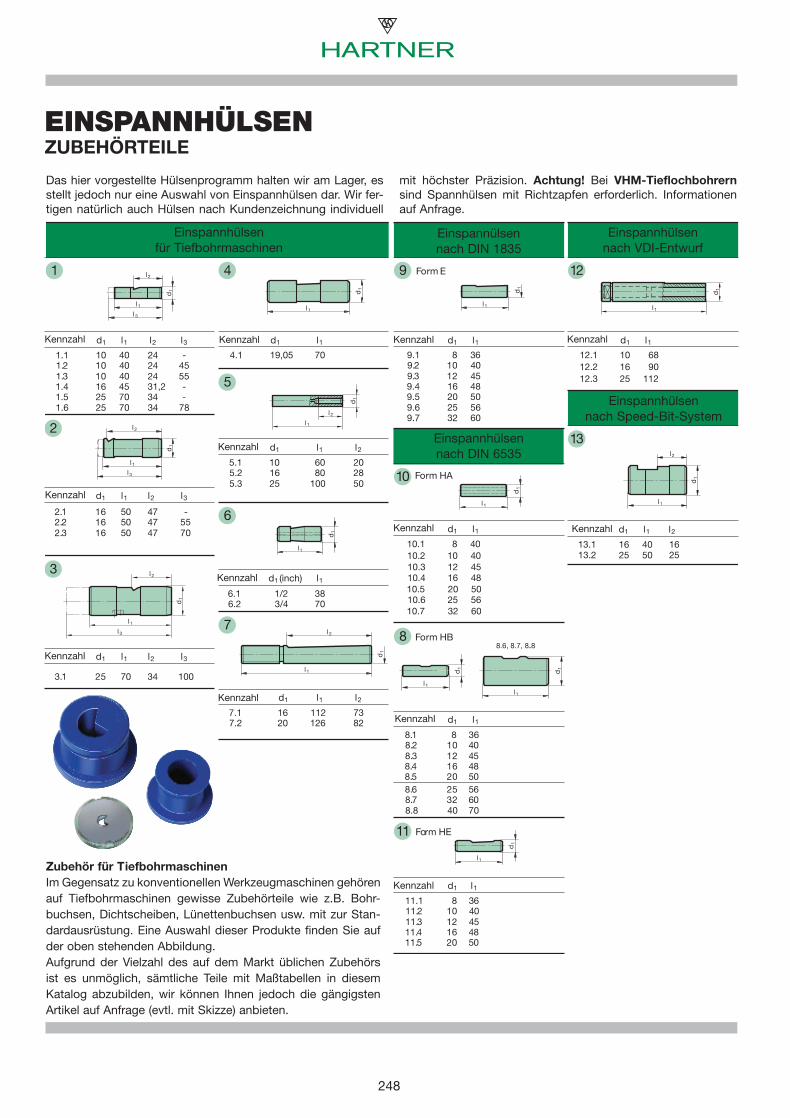
248
4 9 12
2
5
11
13
6
3
78
10
l1
l 3
d1
l 2
l 1
l 3
d1
l 2
l 1
l 3
d1
l 2
l 1
d1
l 1
d1
l 2
l 1
d1
l 1
d1
l 2
l 1
d1
l 1
d1
l 1
d1
l 1
d1
l 1
d1
l 1
d1
l 1
d1
l 2
1
d1 l1 l2 l31.1 10 40 241.2 10 40 24 451.3 10 40 24 551.4 16 45 31,21.5 25 70 341.6 25 70 34 78
d1 l1 l2 l3
2.1 16 50 472.2 16 50 47 552.3 16 50 47 70
d1 l1 l2 l3
3.1 25 70 34 100
d1 l14.1 19,05 70
d1 l1 l25.1 10 60 205.2 16 80 285.3 25 100 50
d1 (inch) l1
6.1 1/2 386.2 3/4 70
d1 l17.1 16 1127.2 20 126
l27382
d1 l19.1 8 369.2 10 409.3 12 459.4 16 489.5 20 509.6 25 569.7 32 60
d1 l112.1 10 68
d1 l1 l213.1 16
d1 l110.1 8 4010.2 10 40
d1 l1
8.1 8 368.2 10 408.3 12 458.4 16 488.5 20 508.6 25 568.7 32 608.8 40 70
d1 l111.1 8 3611.2 10 4011.3 12 4511.4 16 4811.5 20 50
Form E
Form HA
Form HB8.6, 8.7, 8..8
Form HE
-
--
-
16 4013.2 2525 50
12.2 16 9012.3 25 112
10.3 12 4510.4 16 4810.5 20 5010.6 25 5610.7 32 60
Das hier vorgestellte Hülsenprogramm halten wir am Lager, es stellt jedoch nur eine Auswahl von Einspannhülsen dar. Wir fer-tigen natürlich auch Hülsen nach Kundenzeichnung individuell
mit höchster Präzision. Achtung! Bei VHM-Tieflochbohrern sind Spannhülsen mit Richtzapfen erforderlich. Informationen auf Anfrage.
EinspannhülsEn ZUBEHöRTEILE
Zubehör für TiefbohrmaschinenIm Gegensatz zu konventionellen Werkzeugmaschinen gehören auf Tiefbohrmaschinen gewisse Zubehörteile wie z.B. Bohr-buchsen, Dichtscheiben, Lünettenbuchsen usw. mit zur Stan-dardausrüstung. Eine Auswahl dieser Produkte finden Sie auf der oben stehenden Abbildung. Aufgrund der Vielzahl des auf dem Markt üblichen Zubehörs ist es unmöglich, sämtliche Teile mit Maßtabellen in diesem Katalog abzubilden, wir können Ihnen jedoch die gängigsten Artikel auf Anfrage (evtl. mit Skizze) anbieten.
Einspannhülsenfür Tiefbohrmaschinen
Einspannülsen nach DIN 1835
Einspannhülsennach VDI-Entwurf
Einspannhülsennach Speed-Bit-System
Einspannhülsennach DIN 6535
Kennzahl Kennzahl Kennzahl Kennzahl
KennzahlKennzahl
Kennzahl
Kennzahl
Kennzahl
Kennzahl
Kennzahl
Kennzahl
Kennzahl
04_TLB.indb 248 27.10.2008 16:21:29 Uhr
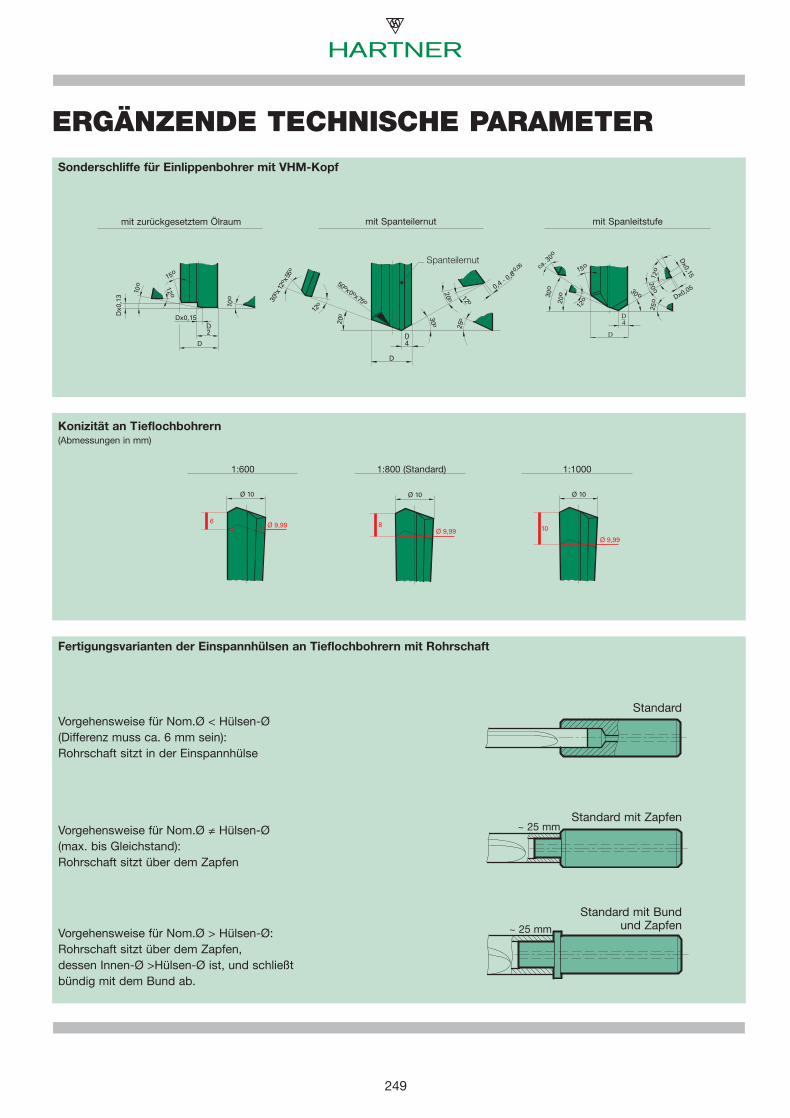
249
1:600
Ø 10
6 Ø 9,99
Ø 10
Ø 9,99
Ø 10
Ø 9,99
8 10
Ø 10
6 Ø 9,99
Ø 10
Ø 9,99
Ø 10
Ø 9,99
8 10
1:1000
Ø 10
6 Ø 9,99
Ø 10
Ø 9,99
Ø 10
Ø 9,99
8 10
~ 25 mm
~ 25 mm
D
D 2
Dx0,15
10o
12 o
10o
Dx0
,13
15o ca
. 30o
30o
20o
12o
15o
30 o
20 o
12o
25o
Dx0,15
Dx0,05
D
D 4 20
o
1 2 o 30
o x1 2
o x5 5
o 5 0 o x 0 o x 7 5 o
0,4 - 0,6 + 0 ,0 5
20 o 12 o
30 o 25 o
D
D 4
Spanteilernut
Konizität an Tieflochbohrern (Abmessungen in mm)
Sonderschliffe für Einlippenbohrer mit VHM-Kopf
Fertigungsvarianten der Einspannhülsen an Tieflochbohrern mit Rohrschaft
ErgänZEndE TEchnischE paraMETEr
mit Spanteilernut mit Spanleitstufemit zurückgesetztem Ölraum
Vorgehensweise für Nom.Ø < Hülsen-Ø(Differenz muss ca. 6 mm sein):Rohrschaft sitzt in der Einspannhülse
Vorgehensweise für Nom.Ø ≠ Hülsen-Ø(max. bis Gleichstand):Rohrschaft sitzt über dem Zapfen
Vorgehensweise für Nom.Ø > Hülsen-Ø:Rohrschaft sitzt über dem Zapfen, dessen Innen-Ø >Hülsen-Ø ist, und schließt bündig mit dem Bund ab.
Standard
Standard mit Zapfen
Standard mit Bund und Zapfen
Spanteilernut
1:800 (Standard)
04_TLB.indb 249 27.10.2008 16:21:32 Uhr
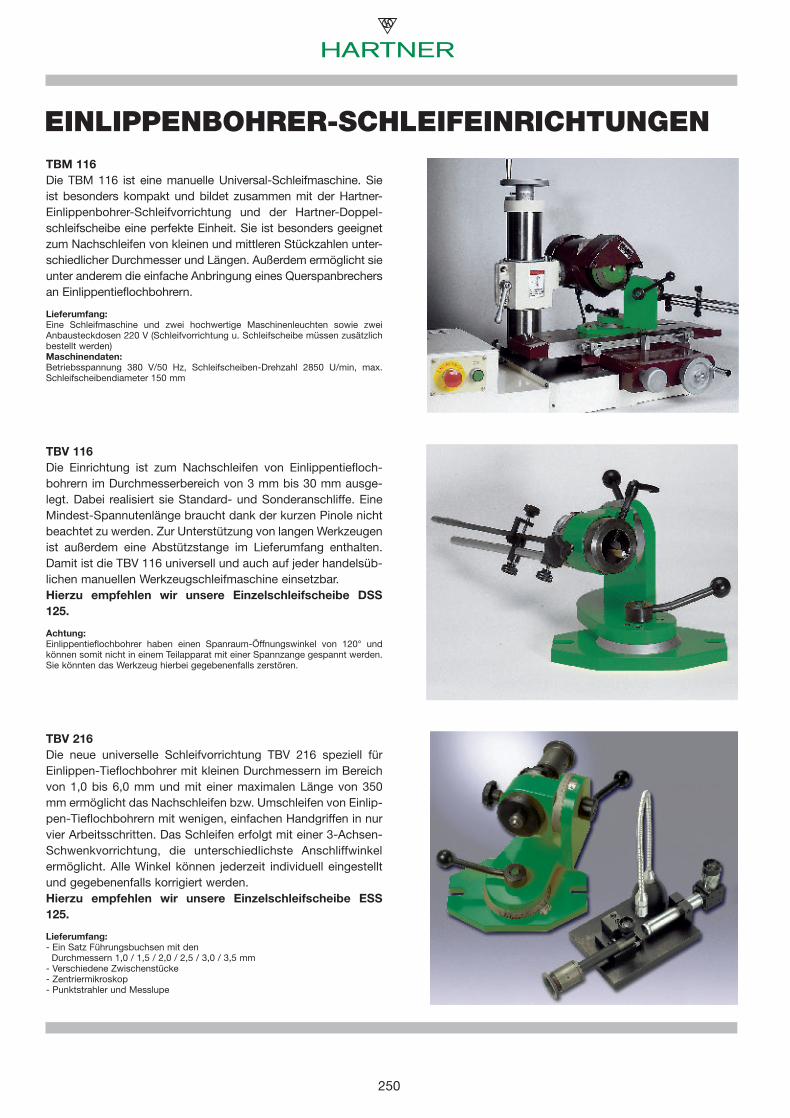
250
TBM 116Die TBM 116 ist eine manuelle Universal-Schleifmaschine. Sie ist besonders kompakt und bildet zusammen mit der Hartner-Einlippenbohrer-Schleifvorrichtung und der Hartner-Doppel-schleifscheibe eine perfekte Einheit. Sie ist besonders geeignet zum Nachschleifen von kleinen und mittleren Stückzahlen unter-schiedlicher Durchmesser und Längen. Außerdem ermöglicht sie unter anderem die einfache Anbringung eines Querspanbrechers an Einlippentieflochbohrern.
Lieferumfang: Eine Schleifmaschine und zwei hochwertige Maschinenleuchten sowie zwei Anbausteckdosen 220 V (Schleifvorrichtung u. Schleifscheibe müssen zusätzlich bestellt werden)Maschinendaten: Betriebsspannung 380 V/50 Hz, Schleifscheiben-Drehzahl 2850 U/min, max. Schleifscheibendiameter 150 mm
TBV 116Die Einrichtung ist zum Nachschleifen von Einlippentiefloch-bohrern im Durchmesserbereich von 3 mm bis 30 mm ausge-legt. Dabei realisiert sie Standard- und Sonderanschliffe. Eine Mindest-Spannutenlänge braucht dank der kurzen Pinole nicht beachtet zu werden. Zur Unterstützung von langen Werkzeugen ist außerdem eine Abstützstange im Lieferumfang enthalten. Damit ist die TBV 116 universell und auch auf jeder handelsüb-lichen manuellen Werkzeugschleifmaschine einsetzbar. Hierzu empfehlen wir unsere Einzelschleifscheibe DSS 125.
Achtung: Einlippentieflochbohrer haben einen Spanraum-Öffnungswinkel von 120° und können somit nicht in einem Teilapparat mit einer Spannzange gespannt werden. Sie könnten das Werkzeug hierbei gegebenenfalls zerstören.
TBV 216Die neue universelle Schleifvorrichtung TBV 216 speziell für Einlippen-Tieflochbohrer mit kleinen Durchmessern im Bereich von 1,0 bis 6,0 mm und mit einer maximalen Länge von 350 mm ermöglicht das Nachschleifen bzw. Umschleifen von Einlip-pen-Tieflochbohrern mit wenigen, einfachen Handgriffen in nur vier Arbeitsschritten. Das Schleifen erfolgt mit einer 3-Achsen-Schwenkvorrichtung, die unterschiedlichste Anschliffwinkel ermöglicht. Alle Winkel können jederzeit individuell eingestellt und gegebenenfalls korrigiert werden. Hierzu empfehlen wir unsere Einzelschleifscheibe ESS 125.
Lieferumfang:- Ein Satz Führungsbuchsen mit den Durchmessern 1,0 / 1,5 / 2,0 / 2,5 / 3,0 / 3,5 mm- Verschiedene Zwischenstücke- Zentriermikroskop- Punktstrahler und Messlupe
EinlippEnbohrEr-schlEifEinrichTungEn
04_TLB.indb 250 27.10.2008 16:21:35 Uhr

Stu
fenb
ohre
r
Präzisions-Bohrwerkzeuge
Stufenbohrer
Kurzstufenbohrer, Mehrfasenstufenbohrer aus HSS und VHM mit Zylinderschaft und Morsekegel
05_Stubo.indb 251 27.10.2008 11:01:25 Uhr
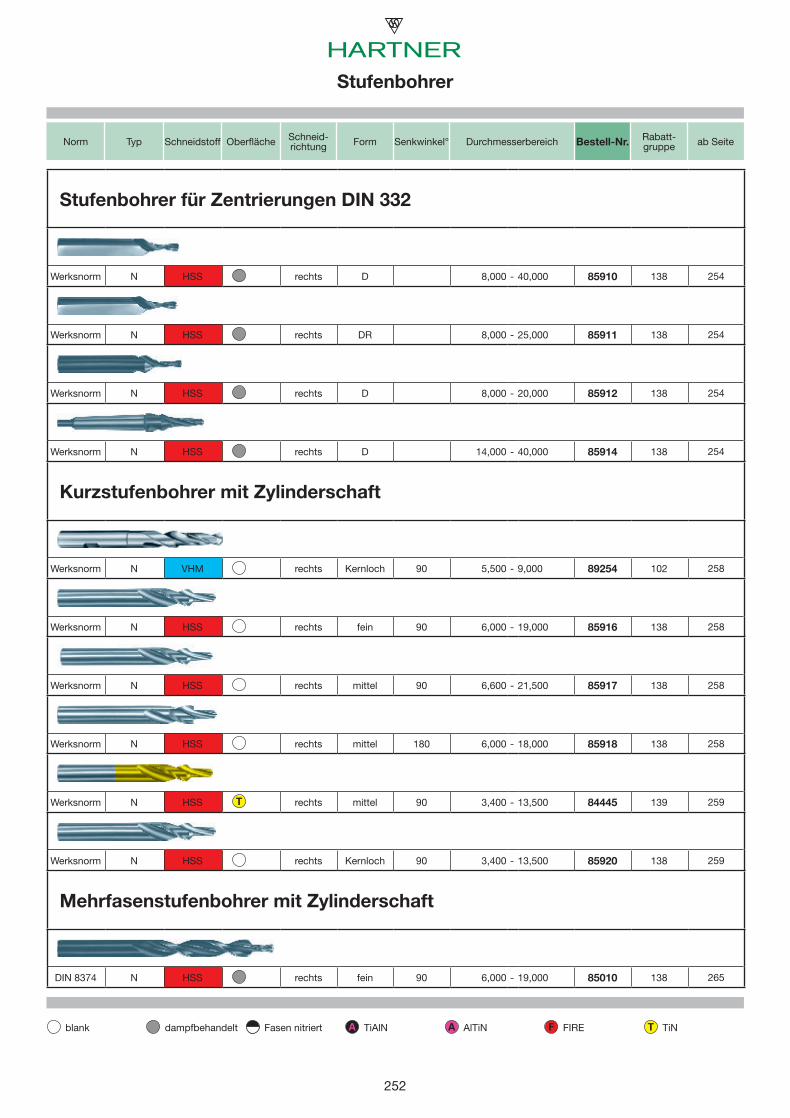
252
A A F T
254
254
254
254
258
258
258
258
T 259
259
265
Norm Typ Schneidstoff Oberfläche Schneid-richtung Form Senkwinkel° Durchmesserbereich Bestell-Nr. Rabatt-
gruppe ab Seite
Stufenbohrer für Zentrierungen DIN 332
Werksnorm N HSS rechts D 8,000 - 40,000 85910 138
Werksnorm N HSS rechts DR 8,000 - 25,000 85911 138
Werksnorm N HSS rechts D 8,000 - 20,000 85912 138
Werksnorm N HSS rechts D 14,000 - 40,000 85914 138
Kurzstufenbohrer mit Zylinderschaft
Werksnorm N VHM rechts Kernloch 90 5,500 - 9,000 89254 102
Werksnorm N HSS rechts fein 90 6,000 - 19,000 85916 138
Werksnorm N HSS rechts mittel 90 6,600 - 21,500 85917 138
Werksnorm N HSS rechts mittel 180 6,000 - 18,000 85918 138
Werksnorm N HSS rechts mittel 90 3,400 - 13,500 84445 139
Werksnorm N HSS rechts Kernloch 90 3,400 - 13,500 85920 138
Mehrfasenstufenbohrer mit Zylinderschaft
DIN 8374 N HSS rechts fein 90 6,000 - 19,000 85010 138
Stufenbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
05_Stubo.indb 252 27.10.2008 11:01:33 Uhr
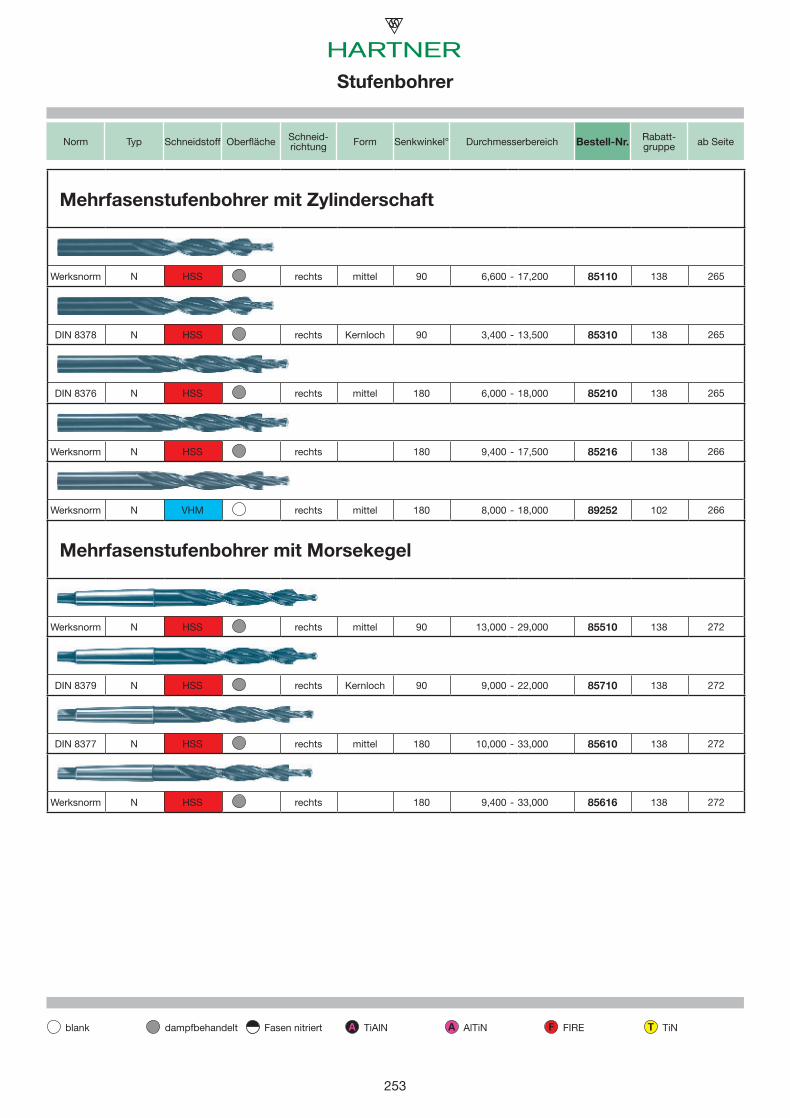
253
A A F T
265
265
265
266
266
272
272
272
272
Norm Typ Schneidstoff Oberfläche Schneid-richtung Form Senkwinkel° Durchmesserbereich Bestell-Nr. Rabatt-
gruppe ab Seite
Mehrfasenstufenbohrer mit Zylinderschaft
Werksnorm N HSS rechts mittel 90 6,600 - 17,200 85110 138
DIN 8378 N HSS rechts Kernloch 90 3,400 - 13,500 85310 138
DIN 8376 N HSS rechts mittel 180 6,000 - 18,000 85210 138
Werksnorm N HSS rechts 180 9,400 - 17,500 85216 138
Werksnorm N VHM rechts mittel 180 8,000 - 18,000 89252 102
Mehrfasenstufenbohrer mit Morsekegel
Werksnorm N HSS rechts mittel 90 13,000 - 29,000 85510 138
DIN 8379 N HSS rechts Kernloch 90 9,000 - 22,000 85710 138
DIN 8377 N HSS rechts mittel 180 10,000 - 33,000 85610 138
Werksnorm N HSS rechts 180 9,400 - 33,000 85616 138
Stufenbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
05_Stubo.indb 253 27.10.2008 11:01:36 Uhr
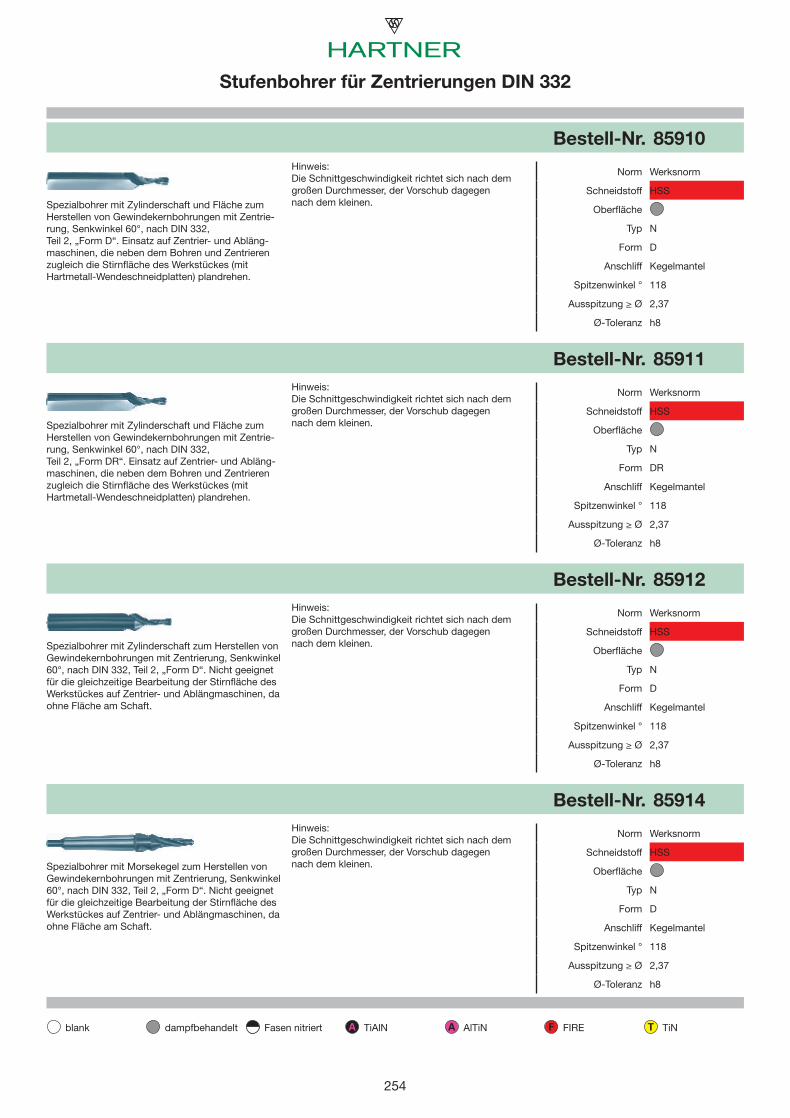
2541
A A F T
Bestell-Nr. 85910
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer mit Zylinderschaft und Fläche zum Herstellen von Gewindekernbohrungen mit Zentrie-rung, Senkwinkel 60°, nach DIN 332, Teil 2, „Form D“. Einsatz auf Zentrier- und Abläng-maschinen, die neben dem Bohren und Zentrieren zugleich die Stirnfl äche des Werkstückes (mit Hartmetall-Wendeschneidplatten) plandrehen.
Oberfl äche
Typ N
Form D
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 85911
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer mit Zylinderschaft und Fläche zum Herstellen von Gewindekernbohrungen mit Zentrie-rung, Senkwinkel 60°, nach DIN 332, Teil 2, „Form DR“. Einsatz auf Zentrier- und Abläng-maschinen, die neben dem Bohren und Zentrieren zugleich die Stirnfl äche des Werkstückes (mit Hartmetall-Wendeschneidplatten) plandrehen.
Oberfl äche
Typ N
Form DR
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 85912
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer mit Zylinderschaft zum Herstellen von Gewindekernbohrungen mit Zentrierung, Senkwinkel 60°, nach DIN 332, Teil 2, „Form D“. Nicht geeignet für die gleichzeitige Bearbeitung der Stirnfl äche des Werkstückes auf Zentrier- und Ablängmaschinen, da ohne Fläche am Schaft.
Oberfl äche
Typ N
Form D
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Bestell-Nr. 85914
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSSpezialbohrer mit Morsekegel zum Herstellen von Gewindekernbohrungen mit Zentrierung, Senkwinkel 60°, nach DIN 332, Teil 2, „Form D“. Nicht geeignet für die gleichzeitige Bearbeitung der Stirnfl äche des Werkstückes auf Zentrier- und Ablängmaschinen, da ohne Fläche am Schaft.
Oberfl äche
Typ N
Form D
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,37
Ø-Toleranz h8
Stufenbohrer für Zentrierungen DIN 332
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
05_Stubo.indb 254 27.10.2008 11:01:38 Uhr
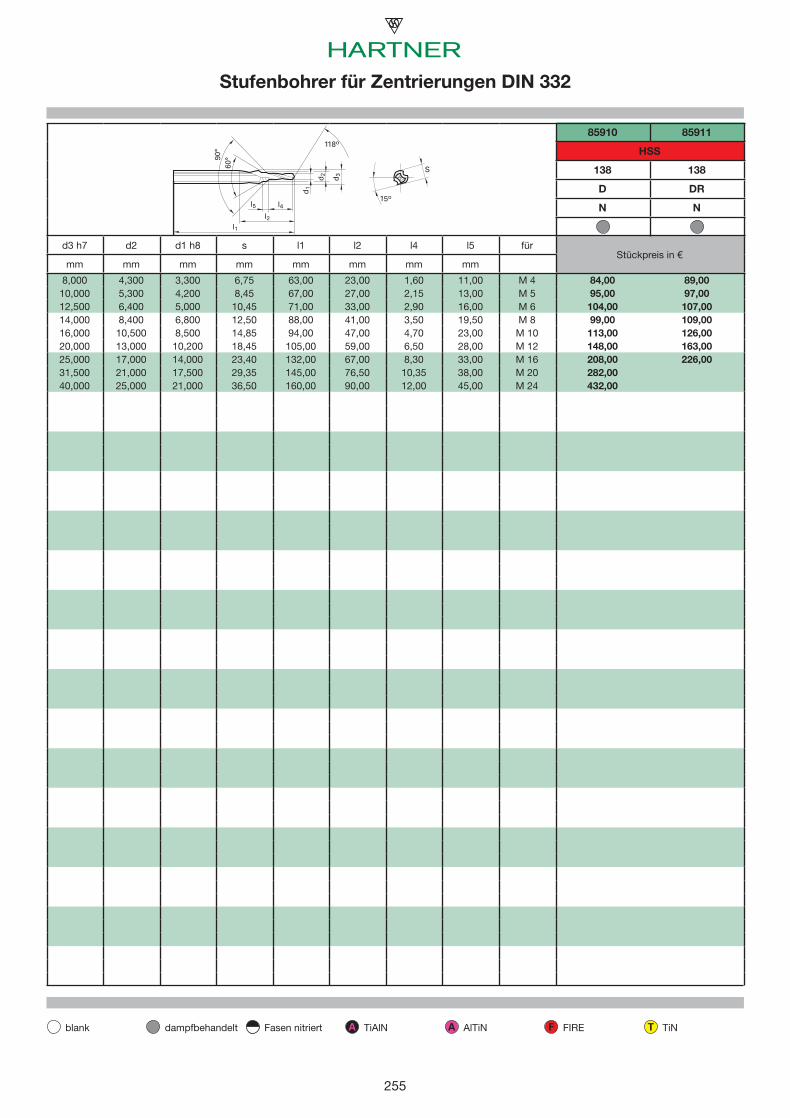
255
A A F T
d1
d2
l1
118o
l2
d3
l4 l5
90°
60°
S
15o
85910 85911
HSS
138 138
D DR
N N
d3 h7 d2 d1 h8 s l1 l2 l4 l5 fürStückpreis in €
mm mm mm mm mm mm mm mm
8,000 4,300 3,300 6,75 63,00 23,00 1,60 11,00 M 410,000 5,300 4,200 8,45 67,00 27,00 2,15 13,00 M 512,500 6,400 5,000 10,45 71,00 33,00 2,90 16,00 M 614,000 8,400 6,800 12,50 88,00 41,00 3,50 19,50 M 816,000 10,500 8,500 14,85 94,00 47,00 4,70 23,00 M 1020,000 13,000 10,200 18,45 105,00 59,00 6,50 28,00 M 1225,000 17,000 14,000 23,40 132,00 67,00 8,30 33,00 M 1631,500 21,000 17,500 29,35 145,00 76,50 10,35 38,00 M 2040,000 25,000 21,000 36,50 160,00 90,00 12,00 45,00 M 24
Stufenbohrer für Zentrierungen DIN 332
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
84,00 89,0095,00 97,00
104,00 107,0099,00 109,00113,00 126,00148,00 163,00208,00 226,00282,00432,00
05_Stubo.indb 255 27.10.2008 11:01:44 Uhr
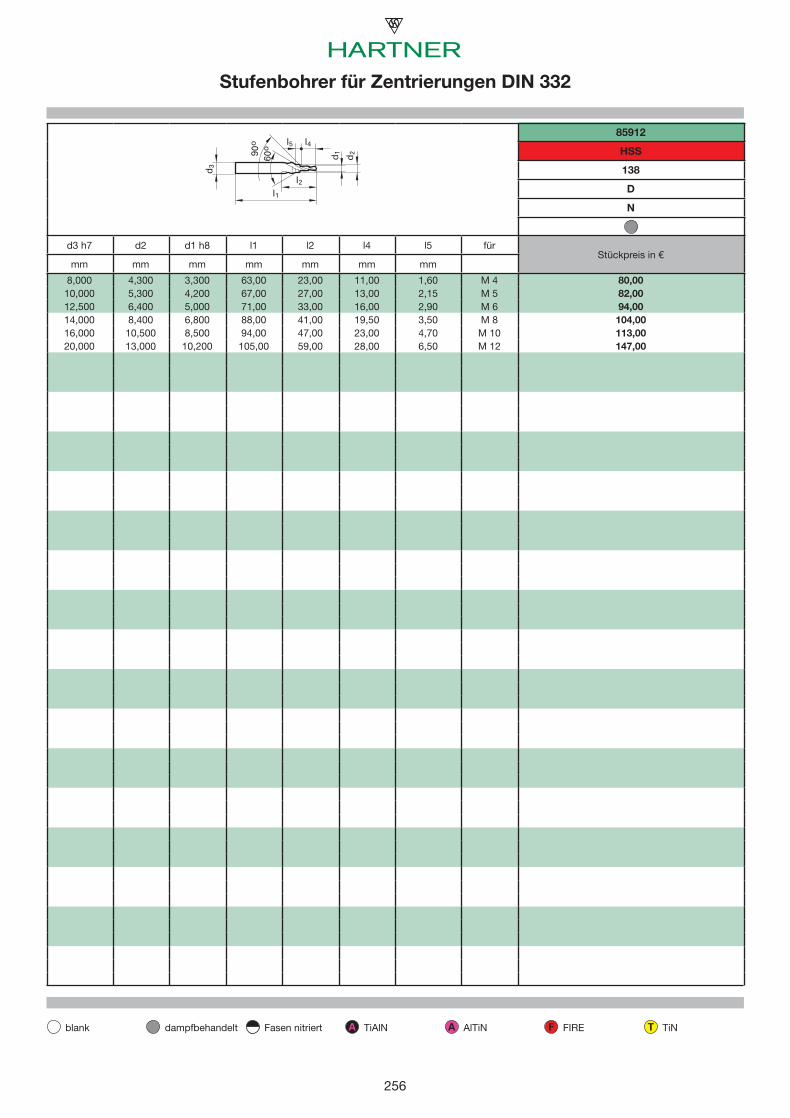
256
A A F T
l1
d3
l2
60o
d1
d290
o l4 l5
85912
HSS
138
D
N
d3 h7 d2 d1 h8 l1 l2 l4 l5 fürStückpreis in €
mm mm mm mm mm mm mm
8,000 4,300 3,300 63,00 23,00 11,00 1,60 M 410,000 5,300 4,200 67,00 27,00 13,00 2,15 M 512,500 6,400 5,000 71,00 33,00 16,00 2,90 M 614,000 8,400 6,800 88,00 41,00 19,50 3,50 M 816,000 10,500 8,500 94,00 47,00 23,00 4,70 M 1020,000 13,000 10,200 105,00 59,00 28,00 6,50 M 12
Stufenbohrer für Zentrierungen DIN 332
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
80,0082,0094,00104,00113,00147,00
05_Stubo.indb 256 27.10.2008 11:01:45 Uhr
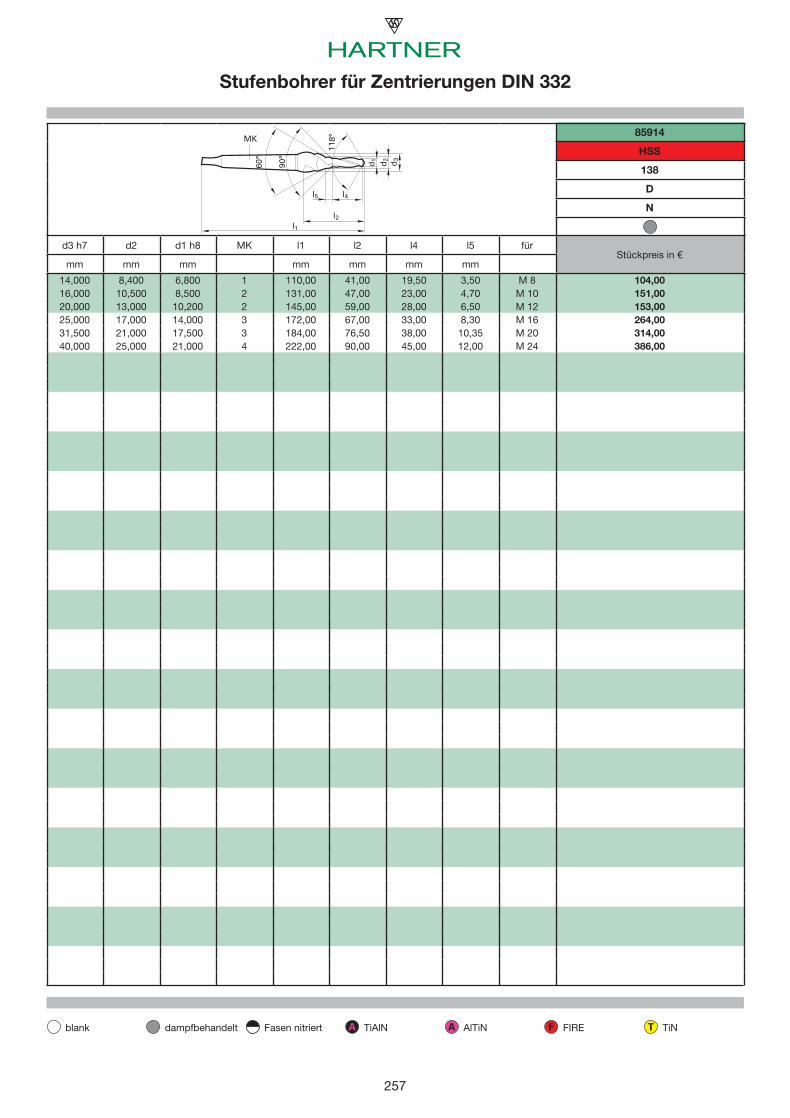
257
A A F T
l2
l4
l1
l5
MK
90°
d1 d2 d3
60°
118°
85914
HSS
138
D
N
d3 h7 d2 d1 h8 MK l1 l2 l4 l5 fürStückpreis in €
mm mm mm mm mm mm mm
14,000 8,400 6,800 1 110,00 41,00 19,50 3,50 M 816,000 10,500 8,500 2 131,00 47,00 23,00 4,70 M 1020,000 13,000 10,200 2 145,00 59,00 28,00 6,50 M 1225,000 17,000 14,000 3 172,00 67,00 33,00 8,30 M 1631,500 21,000 17,500 3 184,00 76,50 38,00 10,35 M 2040,000 25,000 21,000 4 222,00 90,00 45,00 12,00 M 24
Stufenbohrer für Zentrierungen DIN 332
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
104,00151,00153,00264,00314,00386,00
05_Stubo.indb 257 27.10.2008 11:01:46 Uhr
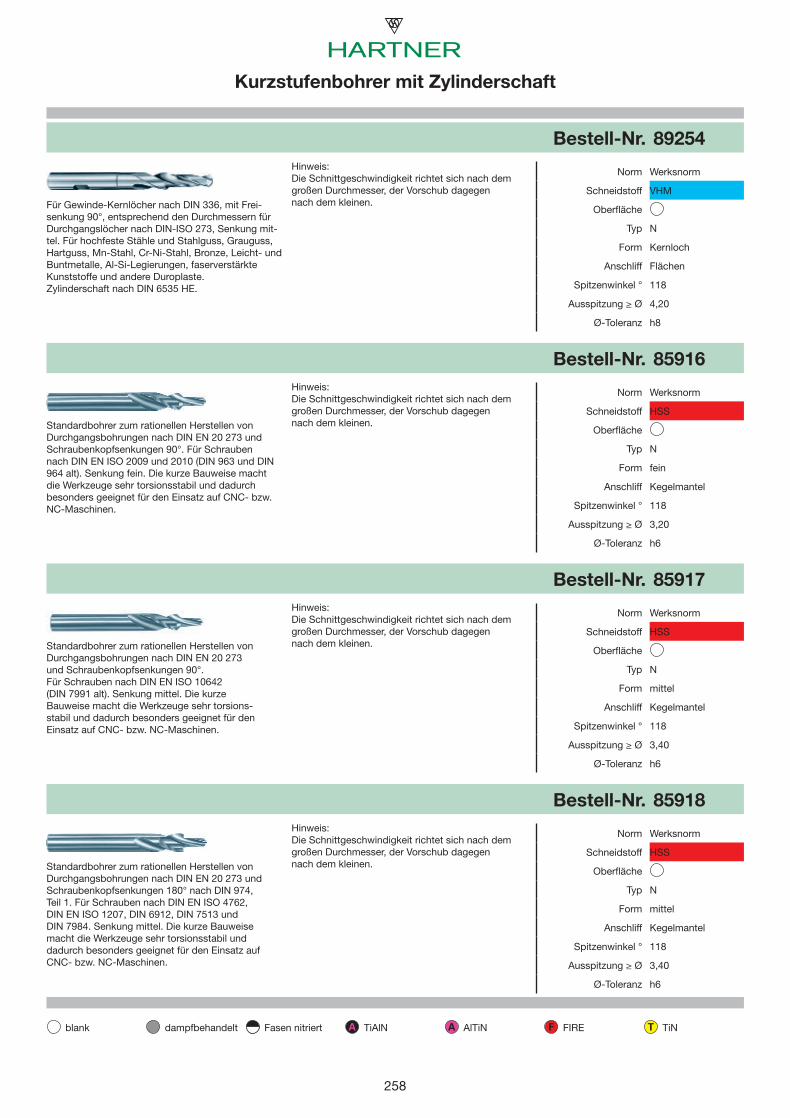
2582
A A F T
2
A A F T
Bestell-Nr. 89254
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff VHMFür Gewinde-Kernlöcher nach DIN 336, mit Frei-senkung 90°, entsprechend den Durchmessern für Durchgangslöcher nach DIN-ISO 273, Senkung mit-tel. Für hochfeste Stähle und Stahlguss, Grauguss, Hartguss, Mn-Stahl, Cr-Ni-Stahl, Bronze, Leicht- und Buntmetalle, Al-Si-Legierungen, faserverstärkte Kunststoffe und andere Duroplaste.Zylinderschaft nach DIN 6535 HE.
Oberfl äche
Typ N
Form Kernloch
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 4,20
Ø-Toleranz h8
Bestell-Nr. 85916
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen nach DIN EN 20 273 und Schraubenkopfsenkungen 90°. Für Schrauben nach DIN EN ISO 2009 und 2010 (DIN 963 und DIN 964 alt). Senkung fein. Die kurze Bauweise macht die Werkzeuge sehr torsionsstabil und dadurch besonders geeignet für den Einsatz auf CNC- bzw. NC-Maschinen.
Oberfl äche
Typ N
Form fein
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 3,20
Ø-Toleranz h6
Bestell-Nr. 85917
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen nach DIN EN 20 273 und Schraubenkopfsenkungen 90°. Für Schrauben nach DIN EN ISO 10642 (DIN 7991 alt). Senkung mittel. Die kurze Bauweise macht die Werkzeuge sehr torsions-stabil und dadurch besonders geeignet für den Einsatz auf CNC- bzw. NC-Maschinen.
Oberfl äche
Typ N
Form mittel
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 3,40
Ø-Toleranz h6
Bestell-Nr. 85918
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen nach DIN EN 20 273 und Schraubenkopfsenkungen 180° nach DIN 974, Teil 1. Für Schrauben nach DIN EN ISO 4762, DIN EN ISO 1207, DIN 6912, DIN 7513 und DIN 7984. Senkung mittel. Die kurze Bauweise macht die Werkzeuge sehr torsionsstabil und dadurch besonders geeignet für den Einsatz auf CNC- bzw. NC-Maschinen.
Oberfl äche
Typ N
Form mittel
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 3,40
Ø-Toleranz h6
Kurzstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 89254
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff VHMFür Gewinde-Kernlöcher nach DIN 336, mit Frei-senkung 90°, entsprechend den Durchmessern für Durchgangslöcher nach DIN-ISO 273, Senkung mit-tel. Für hochfeste Stähle und Stahlguss, Grauguss, Hartguss, Mn-Stahl, Cr-Ni-Stahl, Bronze, Leicht- und Buntmetalle, Al-Si-Legierungen, faserverstärkte Kunststoffe und andere Duroplaste.Zylinderschaft nach DIN 6535 HE.
Oberfl äche
Typ N
Form Kernloch
Anschliff Flächen
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 4,20
Ø-Toleranz h8
Bestell-Nr. 85916
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen nach DIN EN 20 273 und Schraubenkopfsenkungen 90°. Für Schrauben nach DIN EN ISO 2009 und 2010 (DIN 963 und DIN 964 alt). Senkung fein. Die kurze Bauweise macht die Werkzeuge sehr torsionsstabil und dadurch besonders geeignet für den Einsatz auf CNC- bzw. NC-Maschinen.
Oberfl äche
Typ N
Form fein
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 3,20
Ø-Toleranz h6
Bestell-Nr. 85917
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen nach DIN EN 20 273 und Schraubenkopfsenkungen 90°. Für Schrauben nach DIN EN ISO 10642 (DIN 7991 alt). Senkung mittel. Die kurze Bauweise macht die Werkzeuge sehr torsions-stabil und dadurch besonders geeignet für den Einsatz auf CNC- bzw. NC-Maschinen.
Oberfl äche
Typ N
Form mittel
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 3,40
Ø-Toleranz h6
Bestell-Nr. 85918
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen nach DIN EN 20 273 und Schraubenkopfsenkungen 180° nach DIN 974, Teil 1. Für Schrauben nach DIN EN ISO 4762, DIN EN ISO 1207, DIN 6912, DIN 7513 und DIN 7984. Senkung mittel. Die kurze Bauweise macht die Werkzeuge sehr torsionsstabil und dadurch besonders geeignet für den Einsatz auf CNC- bzw. NC-Maschinen.
Oberfl äche
Typ N
Form mittel
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 3,40
Ø-Toleranz h6
Kurzstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
05_Stubo.indb 258 27.10.2008 11:01:50 Uhr
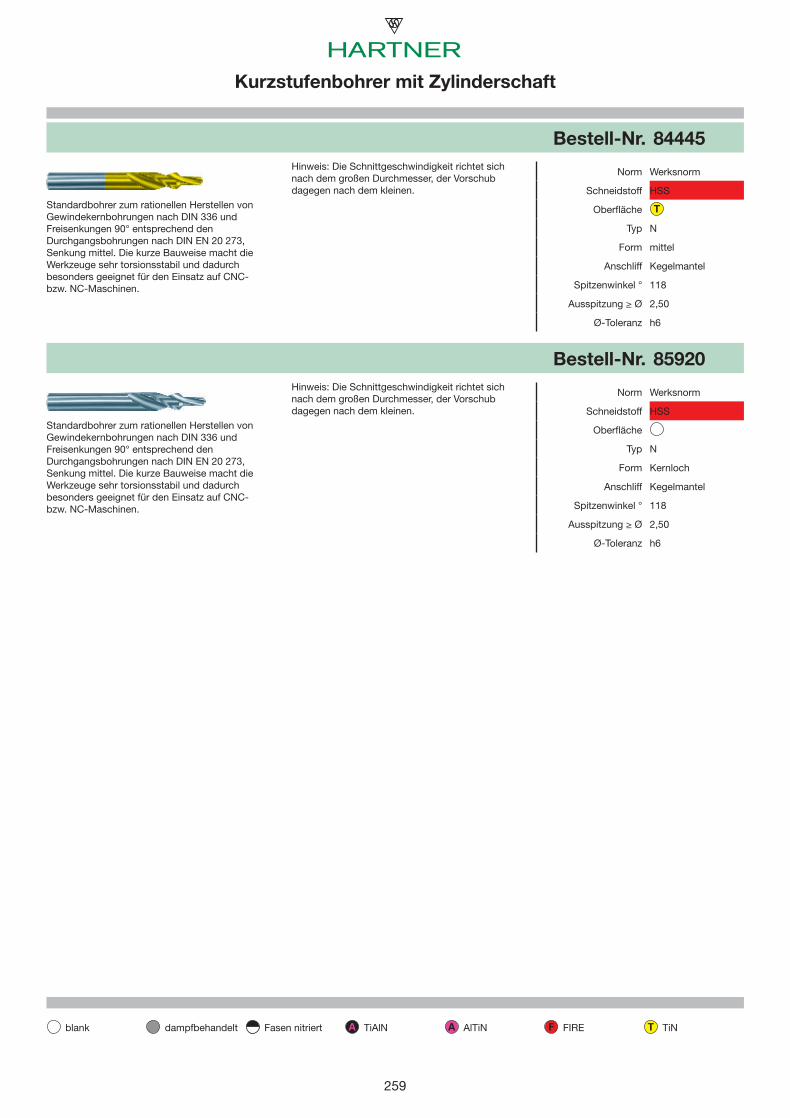
2593
A A F T
T
3
A A F T
T
Bestell-Nr. 84445
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Gewindekernbohrungen nach DIN 336 und Freisenkungen 90° entsprechend den Durchgangsbohrungen nach DIN EN 20 273, Senkung mittel. Die kurze Bauweise macht die Werkzeuge sehr torsionsstabil und dadurch besonders geeignet für den Einsatz auf CNC- bzw. NC-Maschinen.
Oberfl äche
Typ N
Form mittel
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,50
Ø-Toleranz h6
Bestell-Nr. 85920
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Gewindekernbohrungen nach DIN 336 und Freisenkungen 90° entsprechend den Durchgangsbohrungen nach DIN EN 20 273, Senkung mittel. Die kurze Bauweise macht die Werkzeuge sehr torsionsstabil und dadurch besonders geeignet für den Einsatz auf CNC- bzw. NC-Maschinen.
Oberfl äche
Typ N
Form Kernloch
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,50
Ø-Toleranz h6
Kurzstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 84445
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Gewindekernbohrungen nach DIN 336 und Freisenkungen 90° entsprechend den Durchgangsbohrungen nach DIN EN 20 273, Senkung mittel. Die kurze Bauweise macht die Werkzeuge sehr torsionsstabil und dadurch besonders geeignet für den Einsatz auf CNC- bzw. NC-Maschinen.
Oberfl äche
Typ N
Form mittel
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,50
Ø-Toleranz h6
Bestell-Nr. 85920
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Gewindekernbohrungen nach DIN 336 und Freisenkungen 90° entsprechend den Durchgangsbohrungen nach DIN EN 20 273, Senkung mittel. Die kurze Bauweise macht die Werkzeuge sehr torsionsstabil und dadurch besonders geeignet für den Einsatz auf CNC- bzw. NC-Maschinen.
Oberfl äche
Typ N
Form Kernloch
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,50
Ø-Toleranz h6
Kurzstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
05_Stubo.indb 259 27.10.2008 11:01:50 Uhr
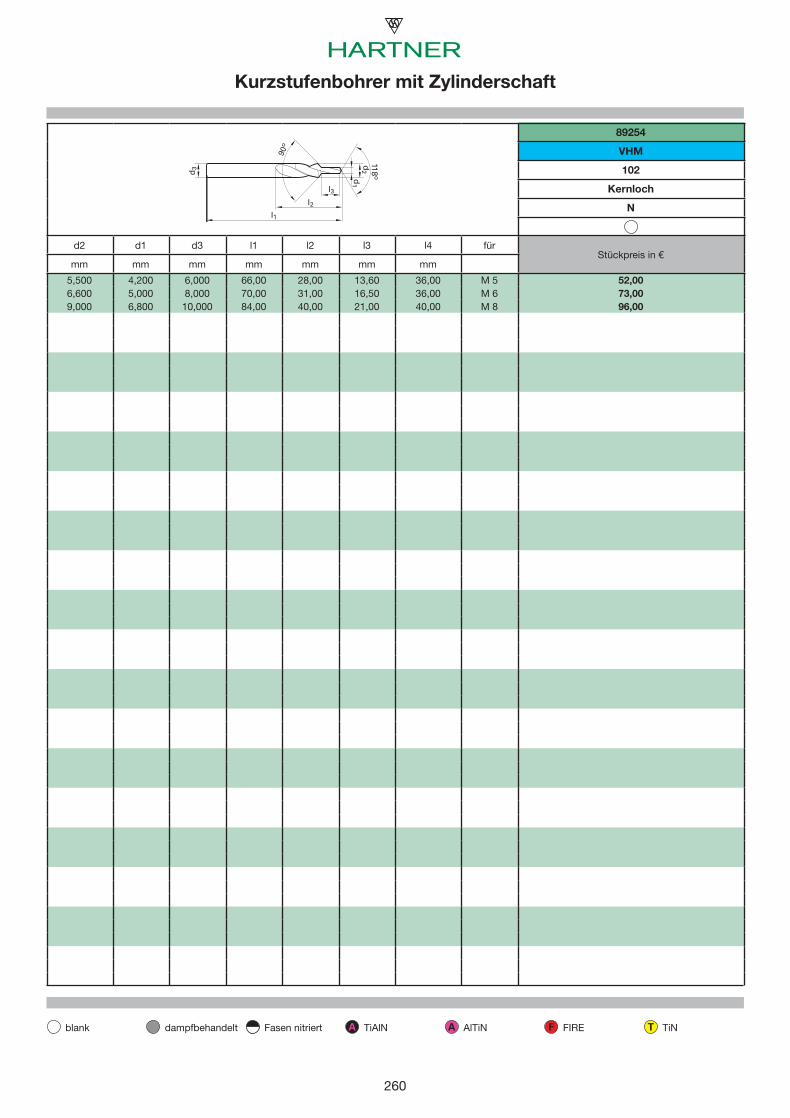
260
A A F T
90o
d1
d2
l1
118o
l2
l3 d
3
89254
VHM
102
Kernloch
N
d2 d1 d3 l1 l2 l3 l4 fürStückpreis in €
mm mm mm mm mm mm mm
5,500 4,200 6,000 66,00 28,00 13,60 36,00 M 56,600 5,000 8,000 70,00 31,00 16,50 36,00 M 69,000 6,800 10,000 84,00 40,00 21,00 40,00 M 8
Kurzstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
52,0073,0096,00
05_Stubo.indb 260 27.10.2008 11:01:51 Uhr
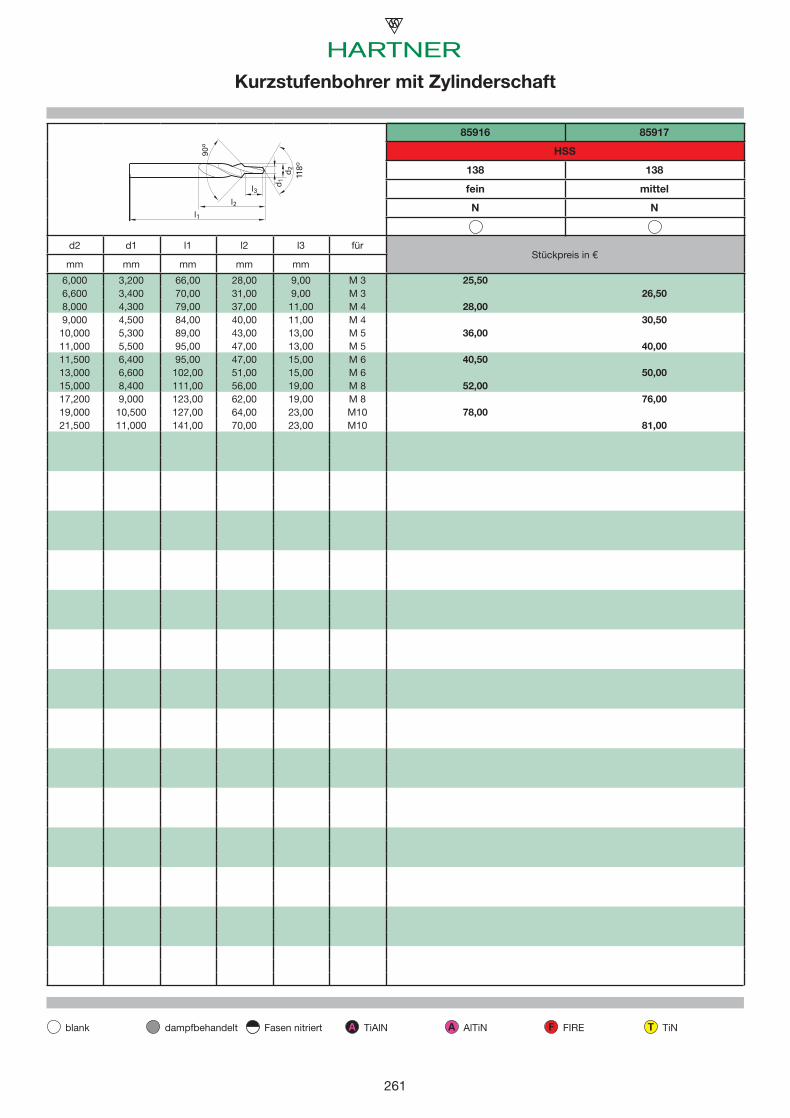
261
A A F T
90o
d1
d2
l1
118o
l2
l3
85916 85917
HSS
138 138
fein mittel
N N
d2 d1 l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
6,000 3,200 66,00 28,00 9,00 M 36,600 3,400 70,00 31,00 9,00 M 38,000 4,300 79,00 37,00 11,00 M 49,000 4,500 84,00 40,00 11,00 M 4
10,000 5,300 89,00 43,00 13,00 M 511,000 5,500 95,00 47,00 13,00 M 511,500 6,400 95,00 47,00 15,00 M 613,000 6,600 102,00 51,00 15,00 M 615,000 8,400 111,00 56,00 19,00 M 817,200 9,000 123,00 62,00 19,00 M 819,000 10,500 127,00 64,00 23,00 M1021,500 11,000 141,00 70,00 23,00 M10
Kurzstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
25,5026,50
28,0030,50
36,0040,00
40,5050,00
52,0076,00
78,0081,00
05_Stubo.indb 261 27.10.2008 11:01:52 Uhr
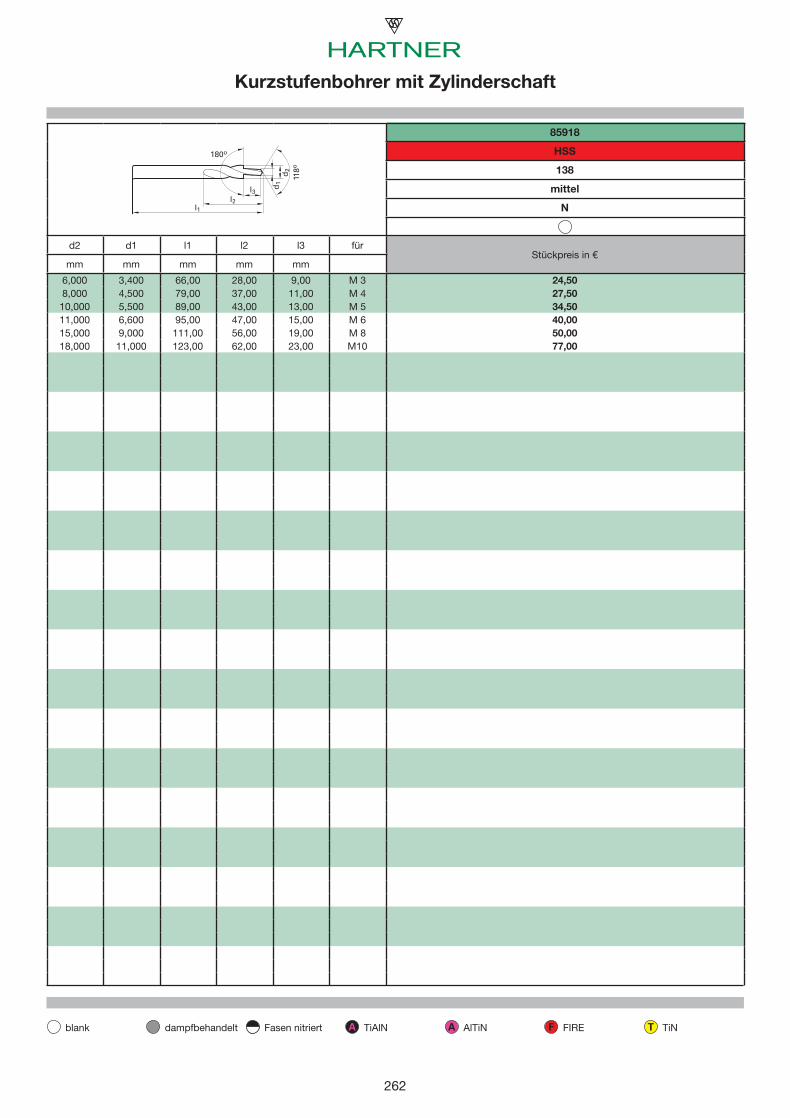
262
A A F T
d1
d2
l1
180o
118o
l2
l3
85918
HSS
138
mittel
N
d2 d1 l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
6,000 3,400 66,00 28,00 9,00 M 38,000 4,500 79,00 37,00 11,00 M 4
10,000 5,500 89,00 43,00 13,00 M 511,000 6,600 95,00 47,00 15,00 M 615,000 9,000 111,00 56,00 19,00 M 818,000 11,000 123,00 62,00 23,00 M10
Kurzstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
24,5027,5034,5040,0050,0077,00
05_Stubo.indb 262 27.10.2008 11:01:53 Uhr
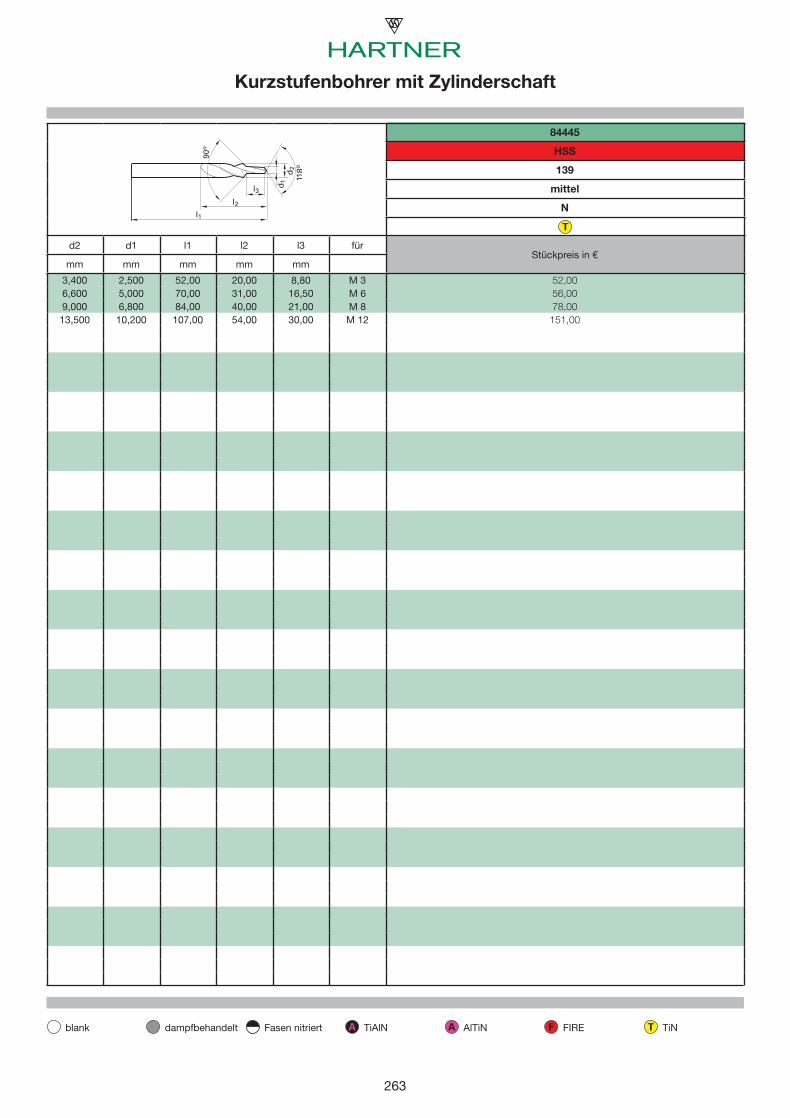
263
A A F T
90o
d1
d2
l1
118o
l2
l3
T
84445
HSS
139
mittel
N
d2 d1 l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
3,400 2,500 52,00 20,00 8,80 M 36,600 5,000 70,00 31,00 16,50 M 69,000 6,800 84,00 40,00 21,00 M 8
13,500 10,200 107,00 54,00 30,00 M 12
Kurzstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
52,0056,0078,00151,00
05_Stubo.indb 263 27.10.2008 11:01:54 Uhr
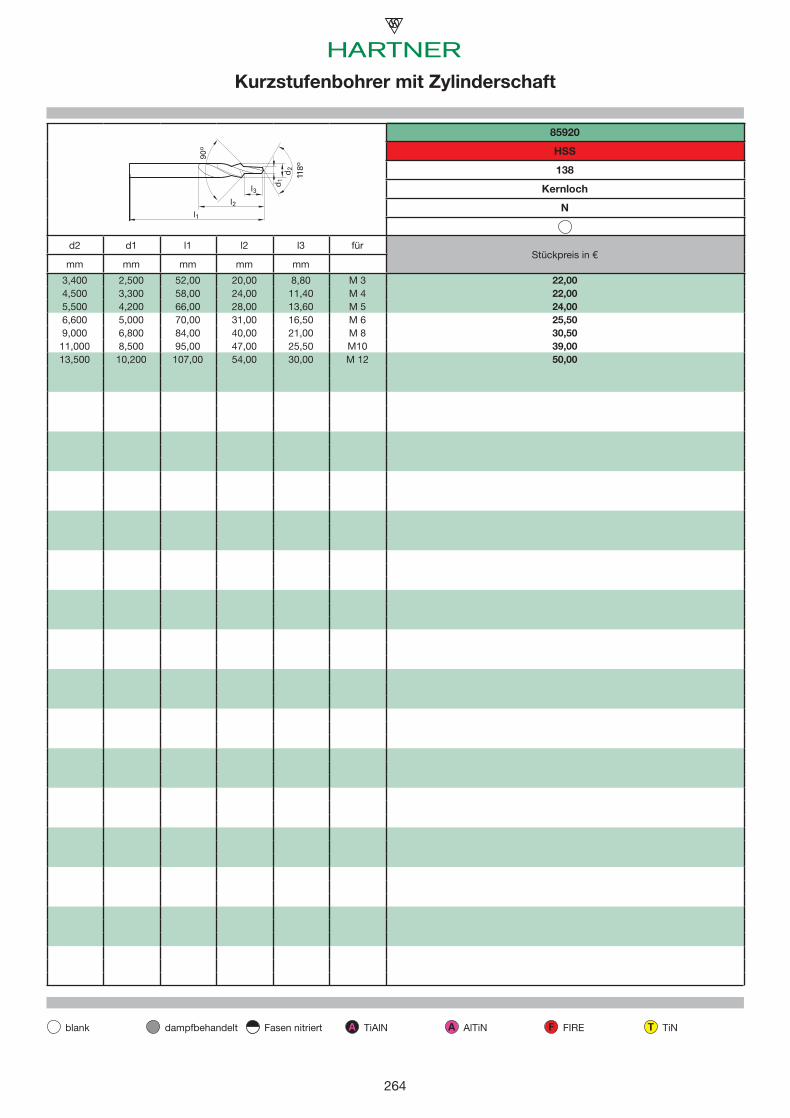
264
A A F T
90o
d1
d2
l1
118o
l2
l3
85920
HSS
138
Kernloch
N
d2 d1 l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
3,400 2,500 52,00 20,00 8,80 M 34,500 3,300 58,00 24,00 11,40 M 45,500 4,200 66,00 28,00 13,60 M 56,600 5,000 70,00 31,00 16,50 M 69,000 6,800 84,00 40,00 21,00 M 8
11,000 8,500 95,00 47,00 25,50 M1013,500 10,200 107,00 54,00 30,00 M 12
Kurzstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
22,0022,0024,0025,5030,5039,0050,00
05_Stubo.indb 264 27.10.2008 11:01:57 Uhr
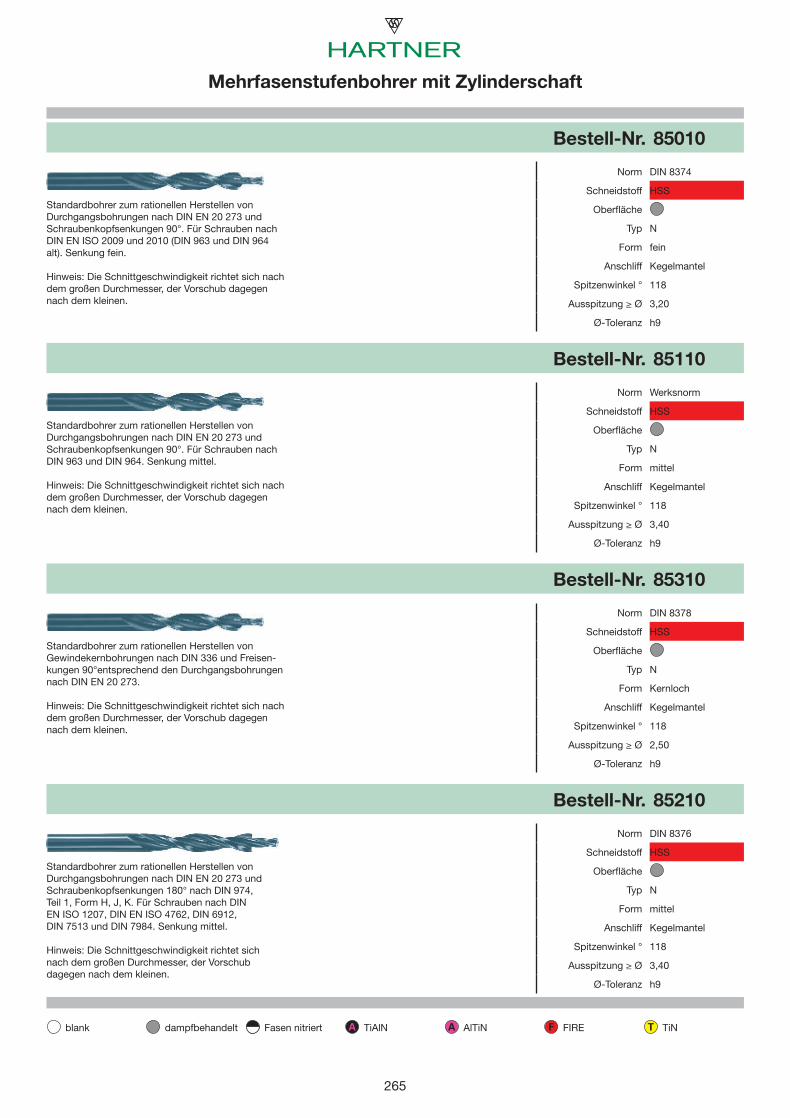
2654
A A F T
Bestell-Nr. 85010
Norm DIN 8374
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen nach DIN EN 20 273 und Schraubenkopfsenkungen 90°. Für Schrauben nach DIN EN ISO 2009 und 2010 (DIN 963 und DIN 964 alt). Senkung fein.
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Oberfl äche
Typ N
Form fein
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 3,20
Ø-Toleranz h9
Bestell-Nr. 85110
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen nach DIN EN 20 273 und Schraubenkopfsenkungen 90°. Für Schrauben nach DIN 963 und DIN 964. Senkung mittel.
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Oberfl äche
Typ N
Form mittel
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 3,40
Ø-Toleranz h9
Bestell-Nr. 85310
Norm DIN 8378
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Gewindekernbohrungen nach DIN 336 und Freisen-kungen 90°entsprechend den Durchgangsbohrungen nach DIN EN 20 273.
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Oberfl äche
Typ N
Form Kernloch
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 2,50
Ø-Toleranz h9
Bestell-Nr. 85210
Norm DIN 8376
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen nach DIN EN 20 273 und Schraubenkopfsenkungen 180° nach DIN 974, Teil 1, Form H, J, K. Für Schrauben nach DIN EN ISO 1207, DIN EN ISO 4762, DIN 6912, DIN 7513 und DIN 7984. Senkung mittel.
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Oberfl äche
Typ N
Form mittel
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 3,40
Ø-Toleranz h9
Mehrfasenstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
05_Stubo.indb 265 27.10.2008 11:01:57 Uhr
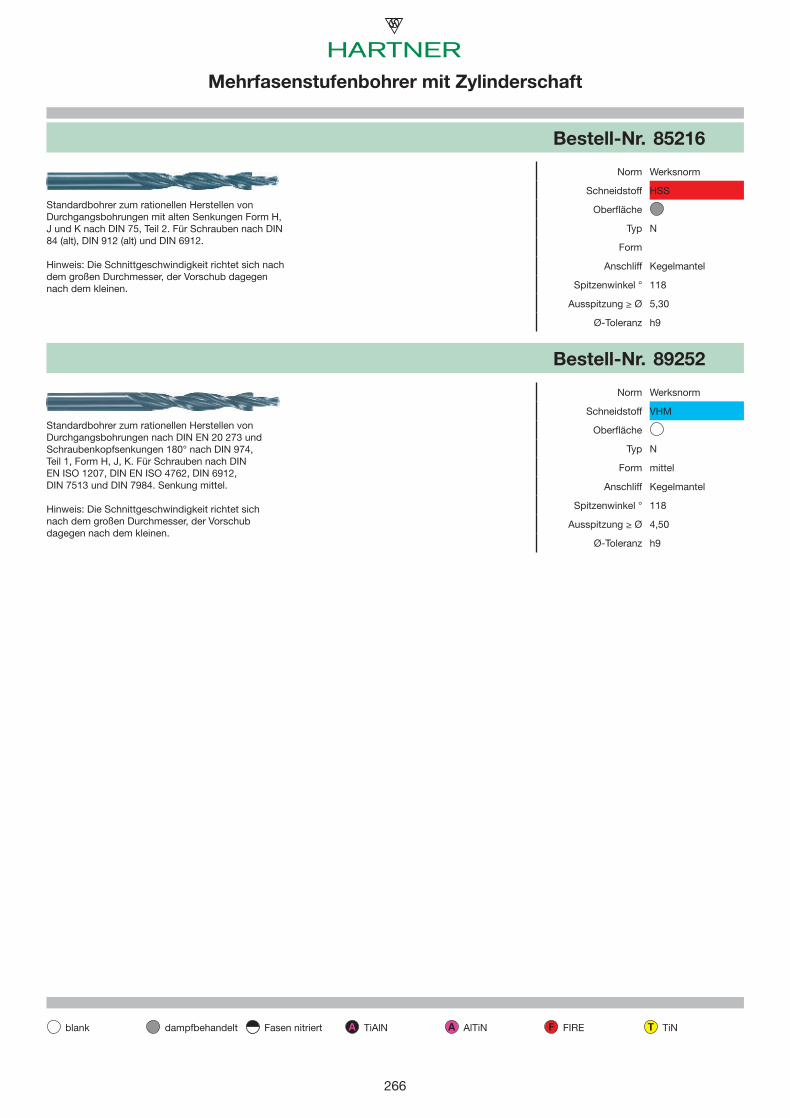
2665
A A F T
Bestell-Nr. 85216
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen mit alten Senkungen Form H, J und K nach DIN 75, Teil 2. Für Schrauben nach DIN 84 (alt), DIN 912 (alt) und DIN 6912.
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Oberfl äche
Typ N
Form
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 5,30
Ø-Toleranz h9
Bestell-Nr. 89252
Norm Werksnorm
Schneidstoff VHMStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen nach DIN EN 20 273 und Schraubenkopfsenkungen 180° nach DIN 974, Teil 1, Form H, J, K. Für Schrauben nach DIN EN ISO 1207, DIN EN ISO 4762, DIN 6912, DIN 7513 und DIN 7984. Senkung mittel.
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Oberfl äche
Typ N
Form mittel
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 4,50
Ø-Toleranz h9
Mehrfasenstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
05_Stubo.indb 266 27.10.2008 11:01:59 Uhr
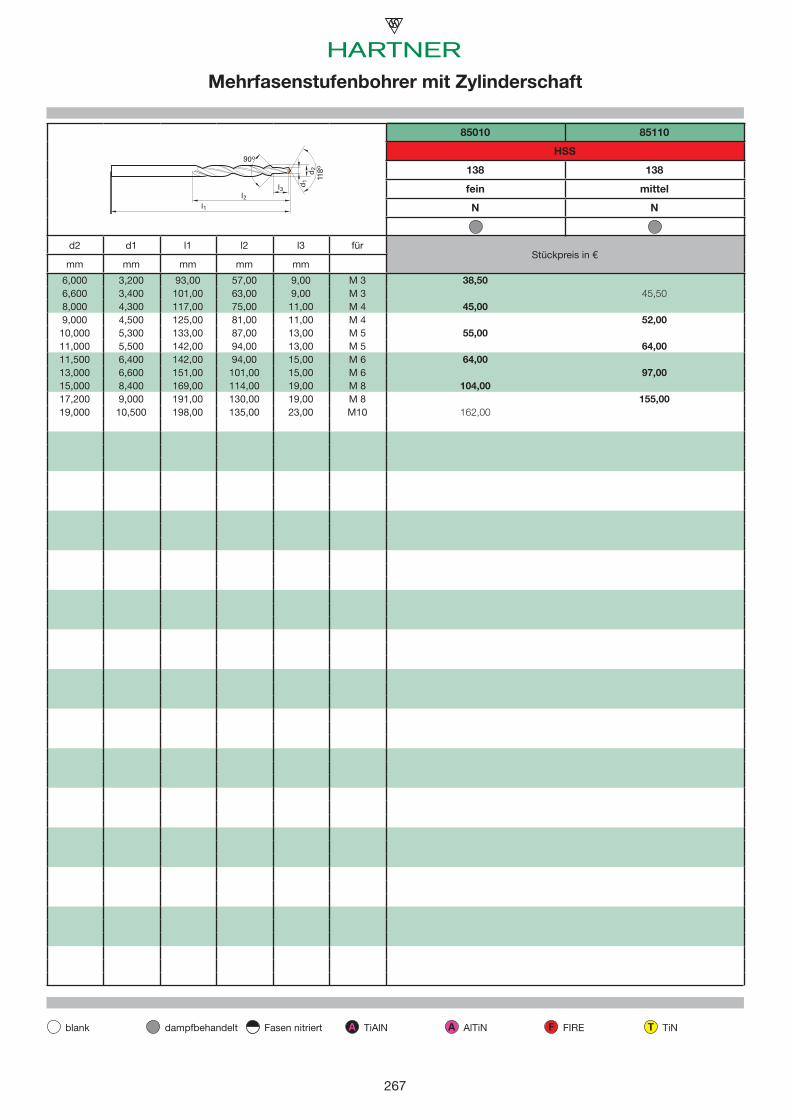
267
A A F T
d1
d2
l1
90o
118o
l2
l3
85010 85110
HSS
138 138
fein mittel
N N
d2 d1 l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
6,000 3,200 93,00 57,00 9,00 M 36,600 3,400 101,00 63,00 9,00 M 38,000 4,300 117,00 75,00 11,00 M 49,000 4,500 125,00 81,00 11,00 M 4
10,000 5,300 133,00 87,00 13,00 M 511,000 5,500 142,00 94,00 13,00 M 511,500 6,400 142,00 94,00 15,00 M 613,000 6,600 151,00 101,00 15,00 M 615,000 8,400 169,00 114,00 19,00 M 817,200 9,000 191,00 130,00 19,00 M 819,000 10,500 198,00 135,00 23,00 M10
Mehrfasenstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
38,5045,50
45,0052,00
55,0064,00
64,0097,00
104,00155,00
162,00
05_Stubo.indb 267 27.10.2008 11:02:01 Uhr
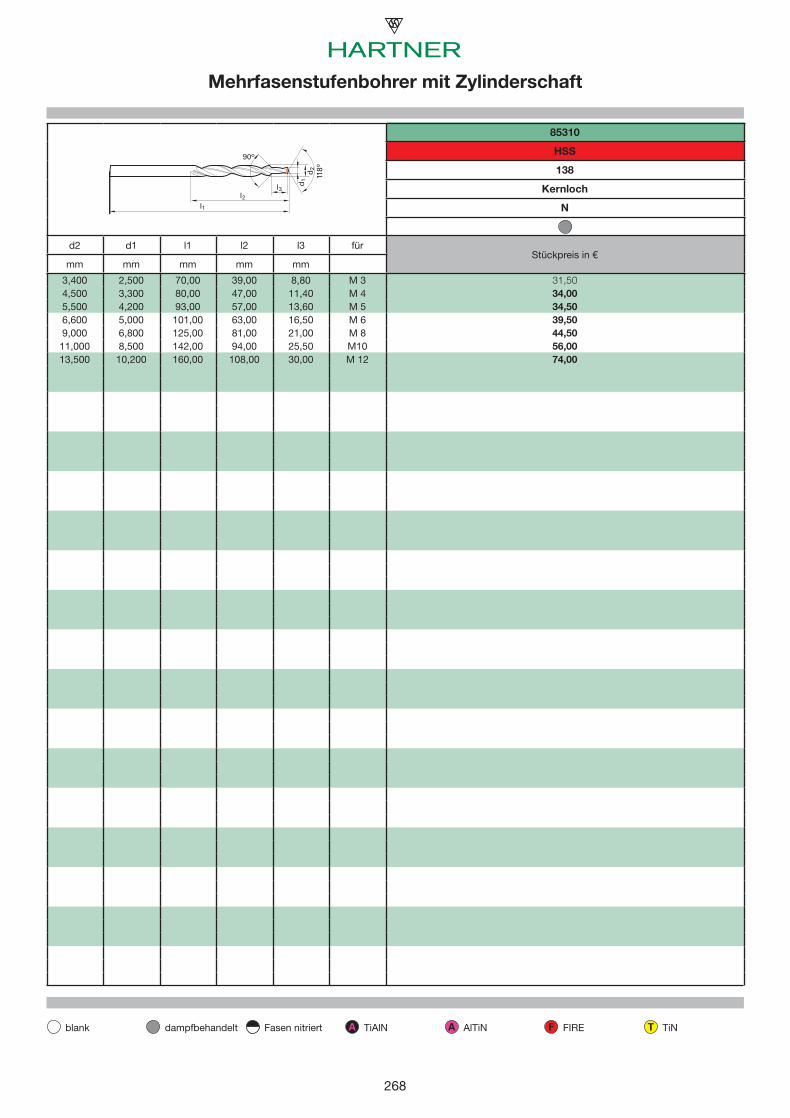
268
A A F T
d1
d2
l1
90o
118o
l2
l3
85310
HSS
138
Kernloch
N
d2 d1 l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
3,400 2,500 70,00 39,00 8,80 M 34,500 3,300 80,00 47,00 11,40 M 45,500 4,200 93,00 57,00 13,60 M 56,600 5,000 101,00 63,00 16,50 M 69,000 6,800 125,00 81,00 21,00 M 8
11,000 8,500 142,00 94,00 25,50 M1013,500 10,200 160,00 108,00 30,00 M 12
Mehrfasenstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
31,5034,0034,5039,5044,5056,0074,00
05_Stubo.indb 268 27.10.2008 11:02:02 Uhr
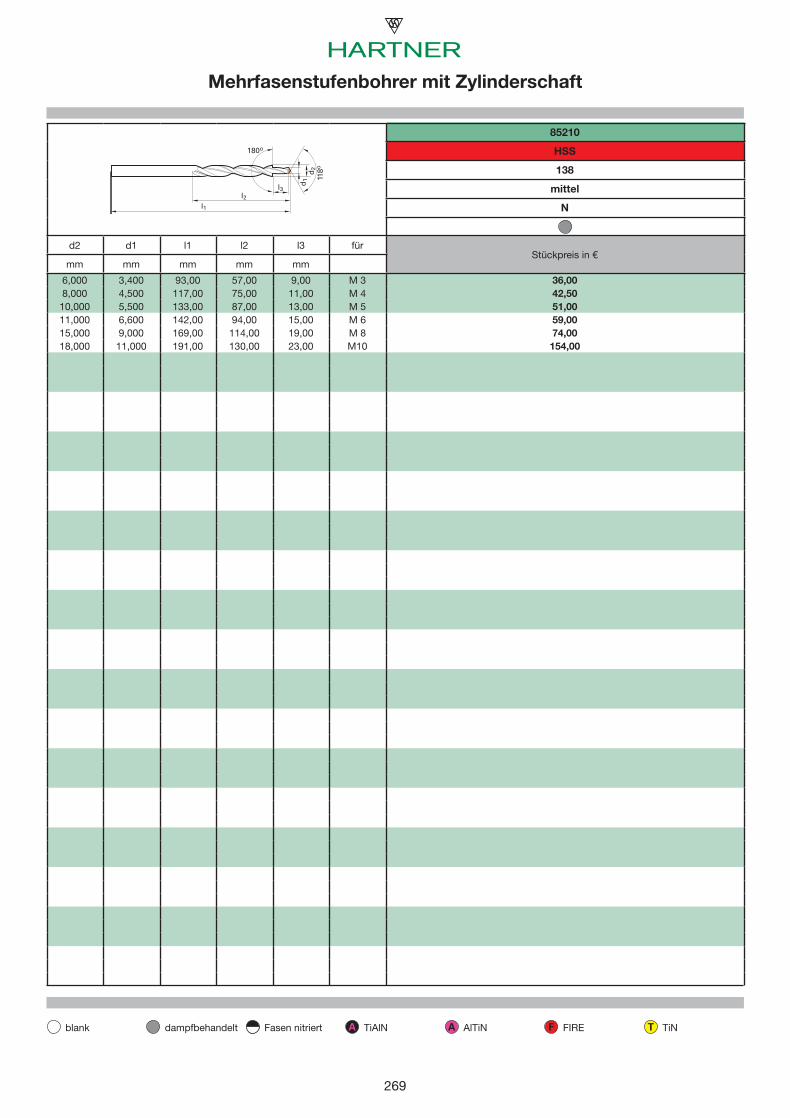
269
A A F T
d1
d2
l1
180o
118o
l2
l3
85210
HSS
138
mittel
N
d2 d1 l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
6,000 3,400 93,00 57,00 9,00 M 38,000 4,500 117,00 75,00 11,00 M 4
10,000 5,500 133,00 87,00 13,00 M 511,000 6,600 142,00 94,00 15,00 M 615,000 9,000 169,00 114,00 19,00 M 818,000 11,000 191,00 130,00 23,00 M10
Mehrfasenstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
36,0042,5051,0059,0074,00154,00
05_Stubo.indb 269 27.10.2008 11:02:02 Uhr
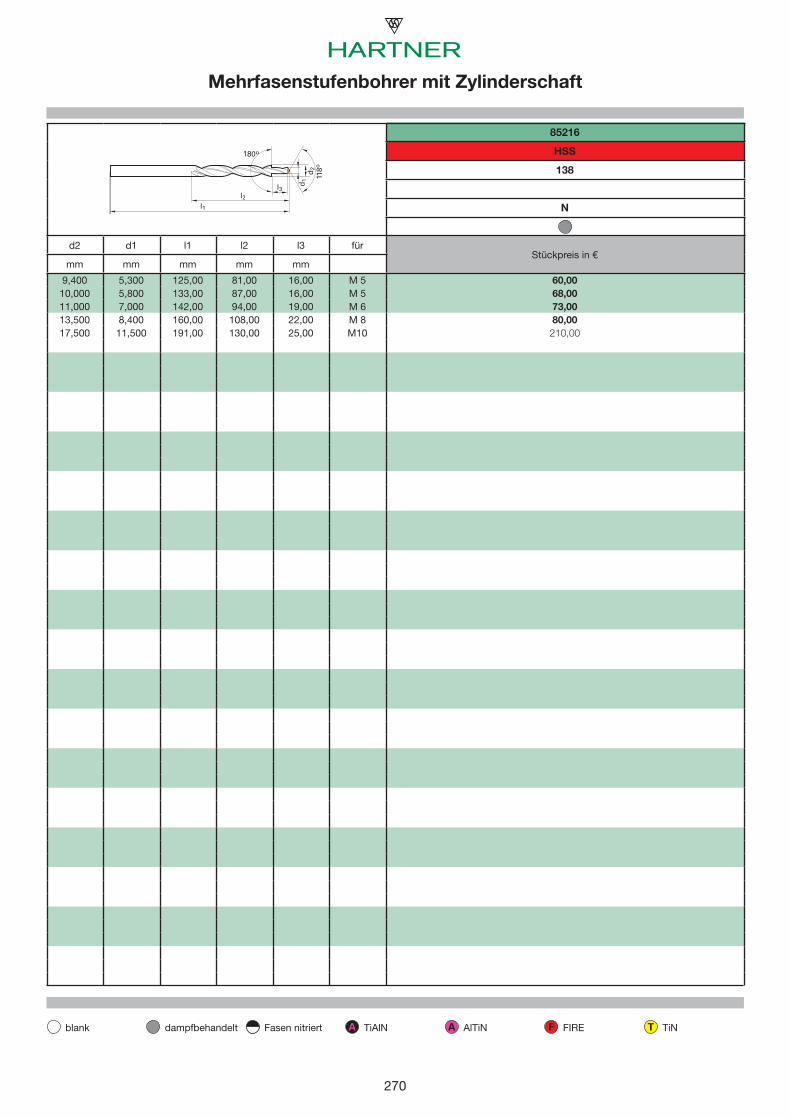
270
A A F T
d1
d2
l1
180o
118o
l2
l3
85216
HSS
138
N
d2 d1 l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
9,400 5,300 125,00 81,00 16,00 M 510,000 5,800 133,00 87,00 16,00 M 511,000 7,000 142,00 94,00 19,00 M 613,500 8,400 160,00 108,00 22,00 M 817,500 11,500 191,00 130,00 25,00 M10
Mehrfasenstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
60,0068,0073,0080,00210,00
05_Stubo.indb 270 27.10.2008 11:02:03 Uhr
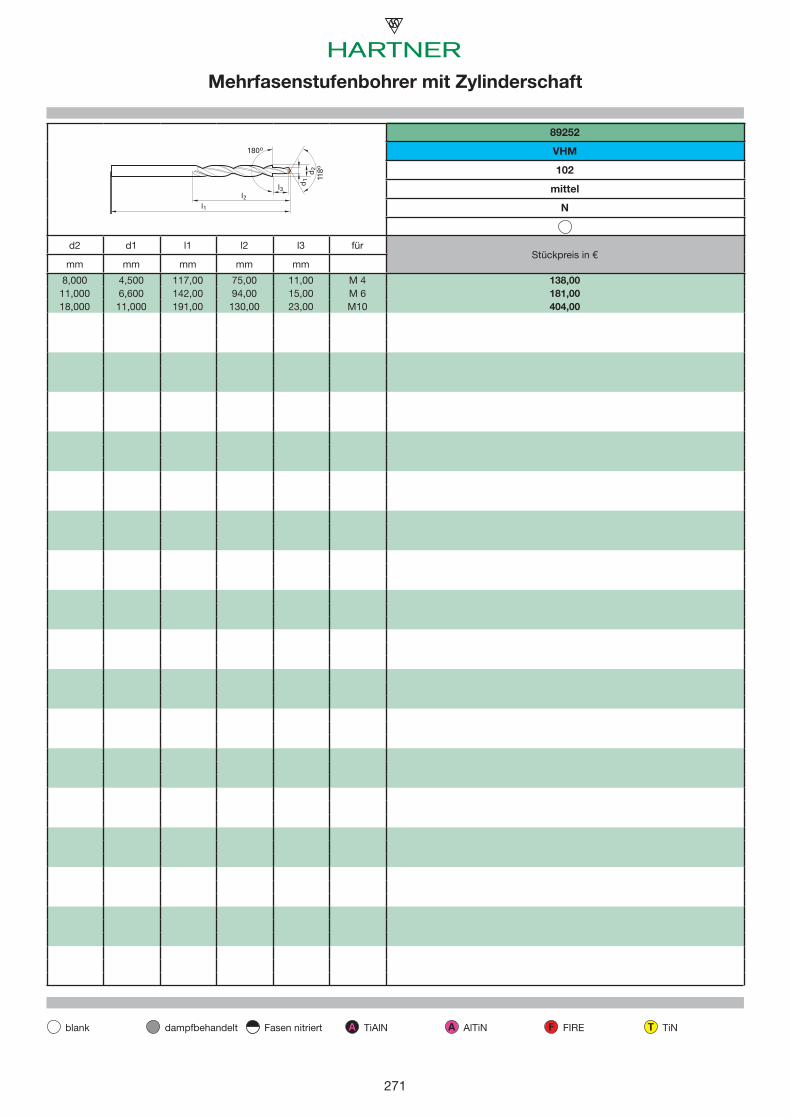
271
A A F T
d1
d2
l1
180o
118o
l2
l3
89252
VHM
102
mittel
N
d2 d1 l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
8,000 4,500 117,00 75,00 11,00 M 411,000 6,600 142,00 94,00 15,00 M 618,000 11,000 191,00 130,00 23,00 M10
Mehrfasenstufenbohrer mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
138,00181,00404,00
05_Stubo.indb 271 27.10.2008 11:02:04 Uhr
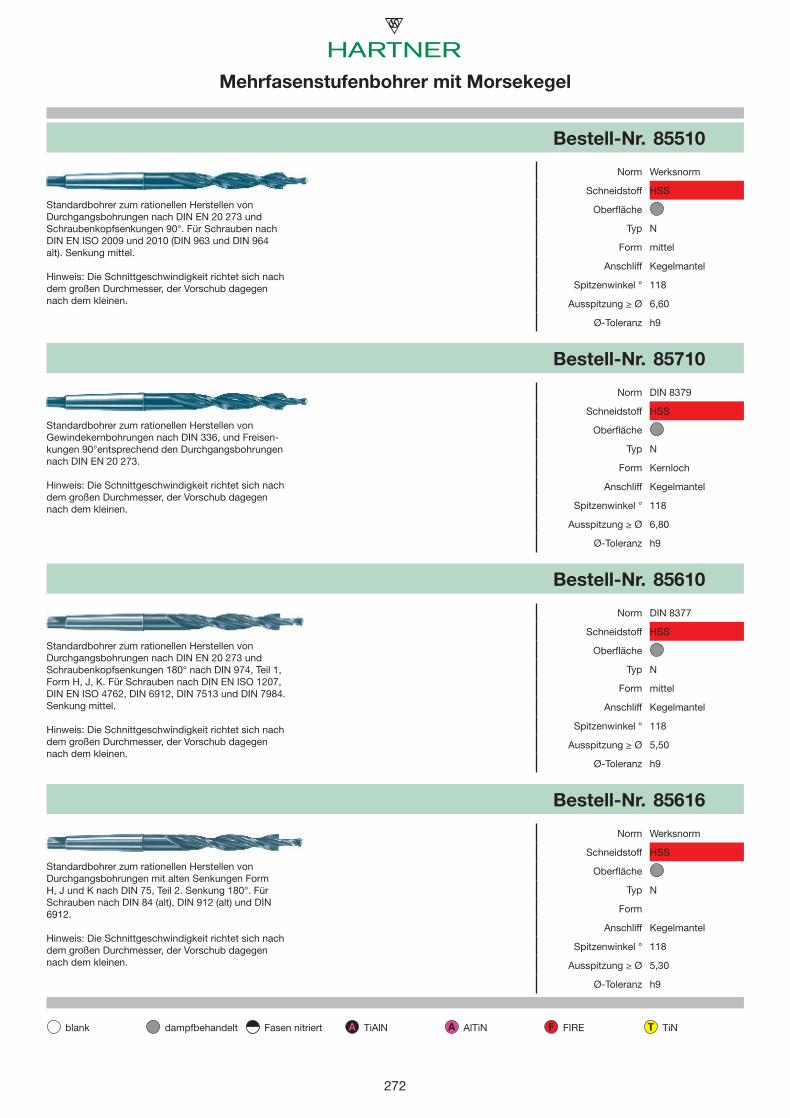
2726
A A F T
Bestell-Nr. 85510
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen nach DIN EN 20 273 und Schraubenkopfsenkungen 90°. Für Schrauben nach DIN EN ISO 2009 und 2010 (DIN 963 und DIN 964 alt). Senkung mittel.
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Oberfl äche
Typ N
Form mittel
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 6,60
Ø-Toleranz h9
Bestell-Nr. 85710
Norm DIN 8379
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Gewindekernbohrungen nach DIN 336, und Freisen-kungen 90°entsprechend den Durchgangsbohrungen nach DIN EN 20 273.
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Oberfl äche
Typ N
Form Kernloch
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 6,80
Ø-Toleranz h9
Bestell-Nr. 85610
Norm DIN 8377
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen nach DIN EN 20 273 und Schraubenkopfsenkungen 180° nach DIN 974, Teil 1, Form H, J, K. Für Schrauben nach DIN EN ISO 1207, DIN EN ISO 4762, DIN 6912, DIN 7513 und DIN 7984. Senkung mittel.
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Oberfl äche
Typ N
Form mittel
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 5,50
Ø-Toleranz h9
Bestell-Nr. 85616
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum rationellen Herstellen von Durchgangsbohrungen mit alten Senkungen Form H, J und K nach DIN 75, Teil 2. Senkung 180°. Für Schrauben nach DIN 84 (alt), DIN 912 (alt) und DIN 6912.
Hinweis: Die Schnittgeschwindigkeit richtet sich nach dem großen Durchmesser, der Vorschub dagegen nach dem kleinen.
Oberfl äche
Typ N
Form
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 5,30
Ø-Toleranz h9
Mehrfasenstufenbohrer mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
05_Stubo.indb 272 27.10.2008 11:02:06 Uhr
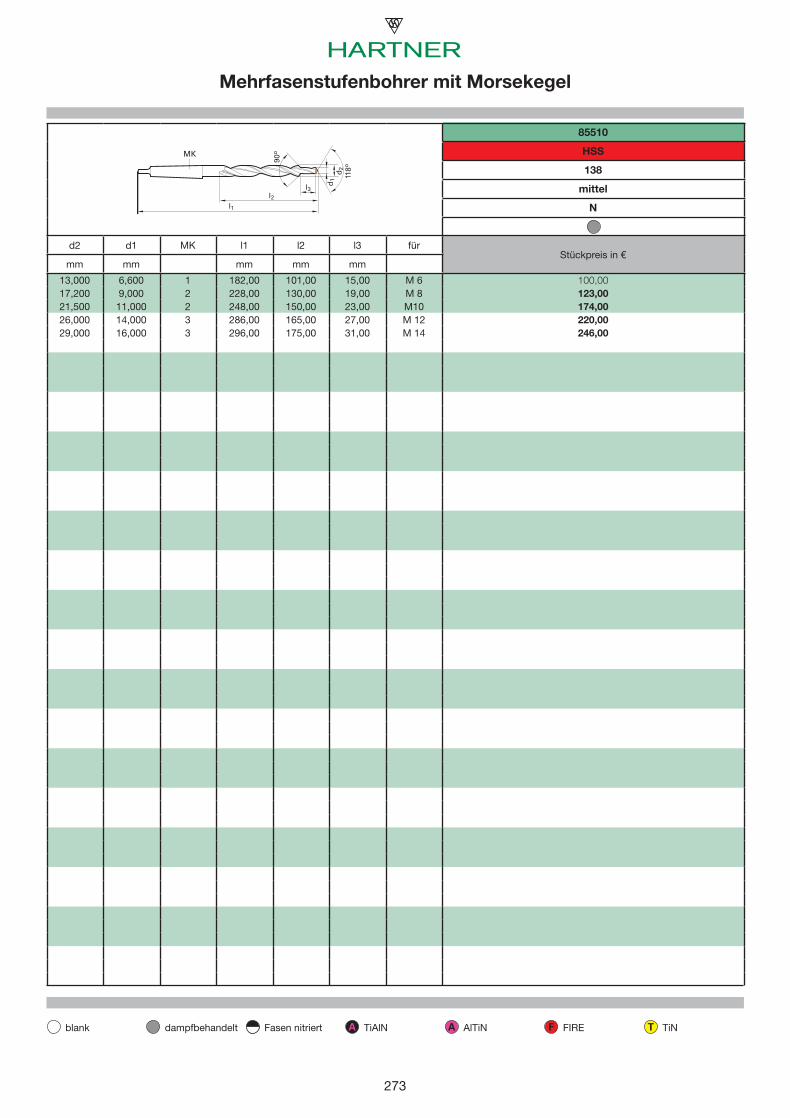
273
A A F T
MK
d1
d2
l1
118o
l2
l3
90o
85510
HSS
138
mittel
N
d2 d1 MK l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
13,000 6,600 1 182,00 101,00 15,00 M 617,200 9,000 2 228,00 130,00 19,00 M 821,500 11,000 2 248,00 150,00 23,00 M1026,000 14,000 3 286,00 165,00 27,00 M 1229,000 16,000 3 296,00 175,00 31,00 M 14
Mehrfasenstufenbohrer mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
100,00123,00174,00220,00246,00
05_Stubo.indb 273 27.10.2008 11:02:07 Uhr
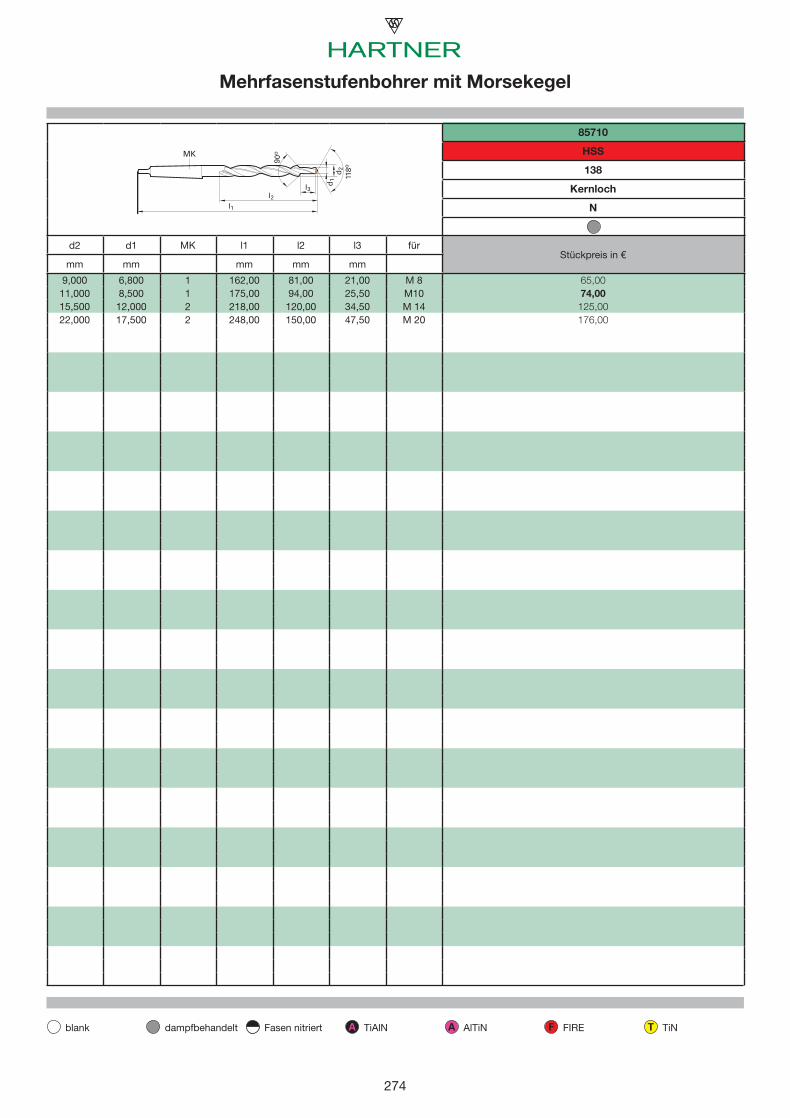
274
A A F T
MK
d1
d2
l1
118o
l2
l3
90o
85710
HSS
138
Kernloch
N
d2 d1 MK l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
9,000 6,800 1 162,00 81,00 21,00 M 811,000 8,500 1 175,00 94,00 25,50 M1015,500 12,000 2 218,00 120,00 34,50 M 1422,000 17,500 2 248,00 150,00 47,50 M 20
Mehrfasenstufenbohrer mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
65,0074,00125,00176,00
05_Stubo.indb 274 27.10.2008 11:02:08 Uhr
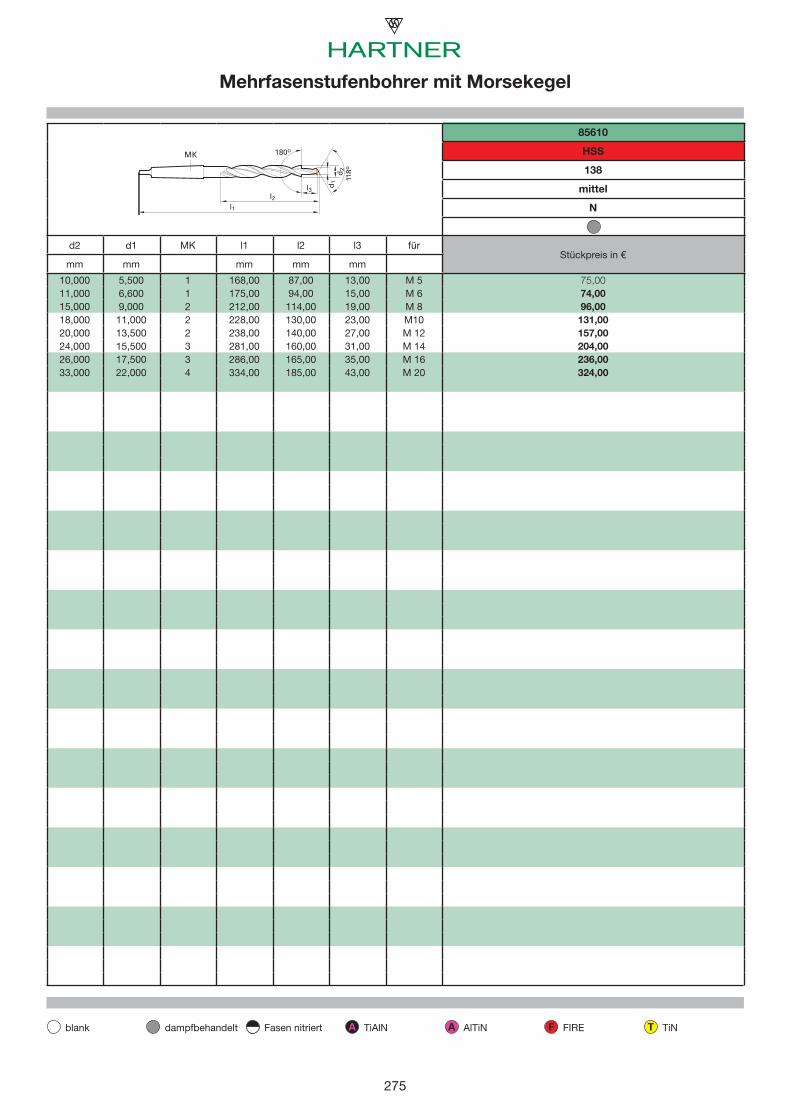
275
A A F T
MK
d1
d2
l1
180o
118o
l2
l3
85610
HSS
138
mittel
N
d2 d1 MK l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
10,000 5,500 1 168,00 87,00 13,00 M 511,000 6,600 1 175,00 94,00 15,00 M 615,000 9,000 2 212,00 114,00 19,00 M 818,000 11,000 2 228,00 130,00 23,00 M1020,000 13,500 2 238,00 140,00 27,00 M 1224,000 15,500 3 281,00 160,00 31,00 M 1426,000 17,500 3 286,00 165,00 35,00 M 1633,000 22,000 4 334,00 185,00 43,00 M 20
Mehrfasenstufenbohrer mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
75,0074,0096,00131,00157,00204,00236,00324,00
05_Stubo.indb 275 27.10.2008 11:02:08 Uhr
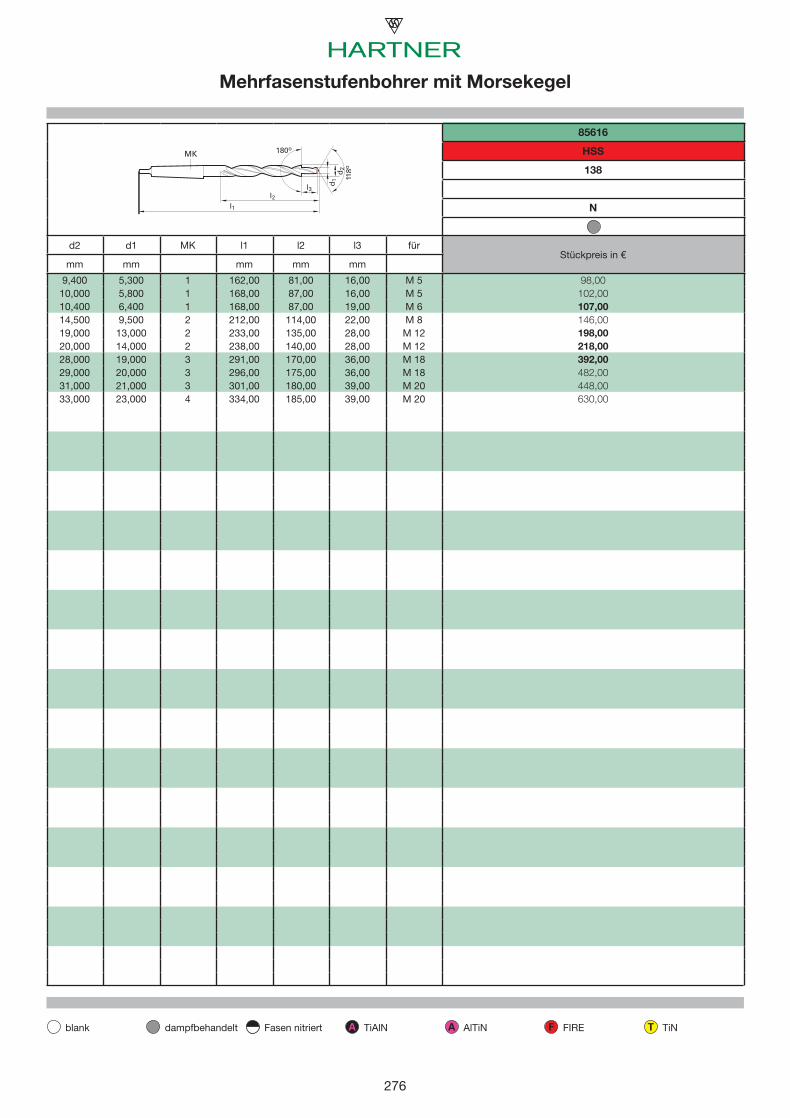
276
A A F T
MK
d1
d2
l1
180o
118o
l2
l3
85616
HSS
138
N
d2 d1 MK l1 l2 l3 fürStückpreis in €
mm mm mm mm mm
9,400 5,300 1 162,00 81,00 16,00 M 510,000 5,800 1 168,00 87,00 16,00 M 510,400 6,400 1 168,00 87,00 19,00 M 614,500 9,500 2 212,00 114,00 22,00 M 819,000 13,000 2 233,00 135,00 28,00 M 1220,000 14,000 2 238,00 140,00 28,00 M 1228,000 19,000 3 291,00 170,00 36,00 M 1829,000 20,000 3 296,00 175,00 36,00 M 1831,000 21,000 3 301,00 180,00 39,00 M 2033,000 23,000 4 334,00 185,00 39,00 M 20
Mehrfasenstufenbohrer mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
98,00102,00107,00146,00198,00218,00392,00482,00448,00630,00
05_Stubo.indb 276 27.10.2008 11:02:09 Uhr
Zen
trie
rboh
rer
Präzisions-Bohrwerkzeuge
Zentrierbohrer
Aus HSS und HSS-Eblank und beschichtet
06_Zentrier.indb 277 27.10.2008 11:48:40 Uhr
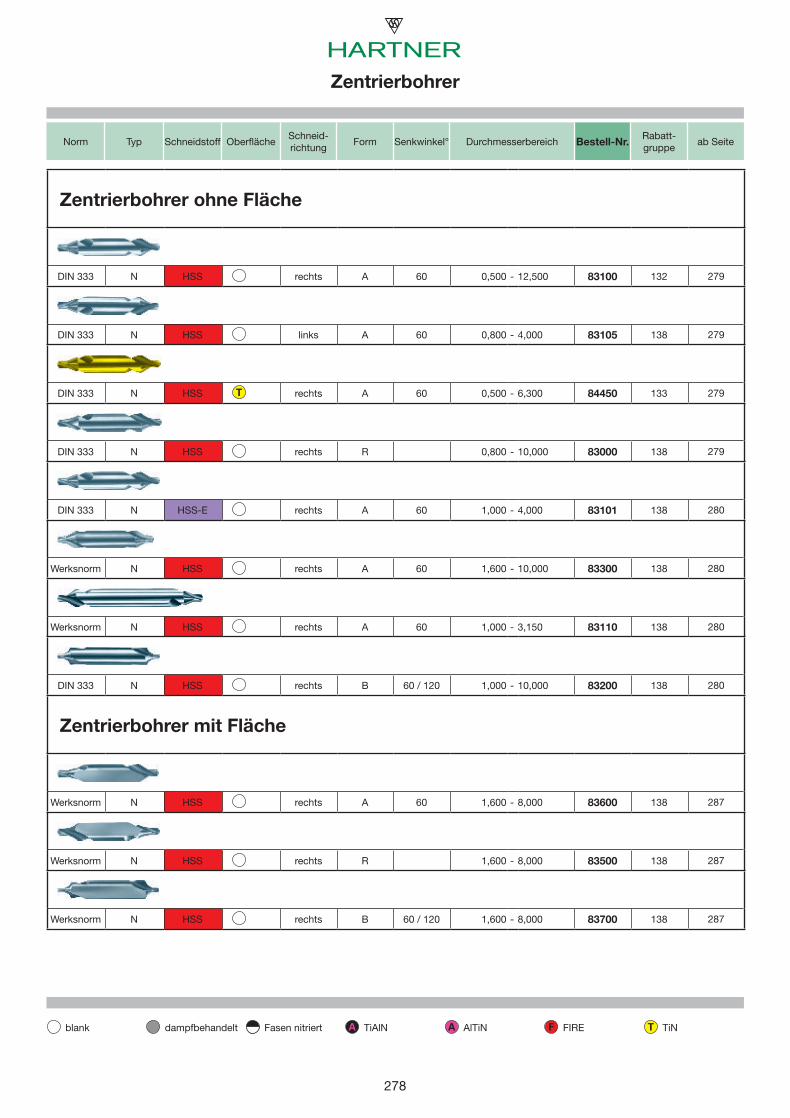
278
A A F T
279
279
T 279
279
280
280
280
280
287
287
287
Norm Typ Schneidstoff OberflächeSchneid-richtung
Form Senkwinkel° Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
Zentrierbohrer ohne Fläche
DIN 333 N HSS rechts A 60 0,500 - 12,500 83100 132
DIN 333 N HSS links A 60 0,800 - 4,000 83105 138
DIN 333 N HSS rechts A 60 0,500 - 6,300 84450 133
DIN 333 N HSS rechts R 0,800 - 10,000 83000 138
DIN 333 N HSS-E rechts A 60 1,000 - 4,000 83101 138
Werksnorm N HSS rechts A 60 1,600 - 10,000 83300 138
Werksnorm N HSS rechts A 60 1,000 - 3,150 83110 138
DIN 333 N HSS rechts B 60 / 120 1,000 - 10,000 83200 138
Zentrierbohrer mit Fläche
Werksnorm N HSS rechts A 60 1,600 - 8,000 83600 138
Werksnorm N HSS rechts R 1,600 - 8,000 83500 138
Werksnorm N HSS rechts B 60 / 120 1,600 - 8,000 83700 138
Zentrierbohrer
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
06_Zentrier.indb 278 27.10.2008 11:48:50 Uhr
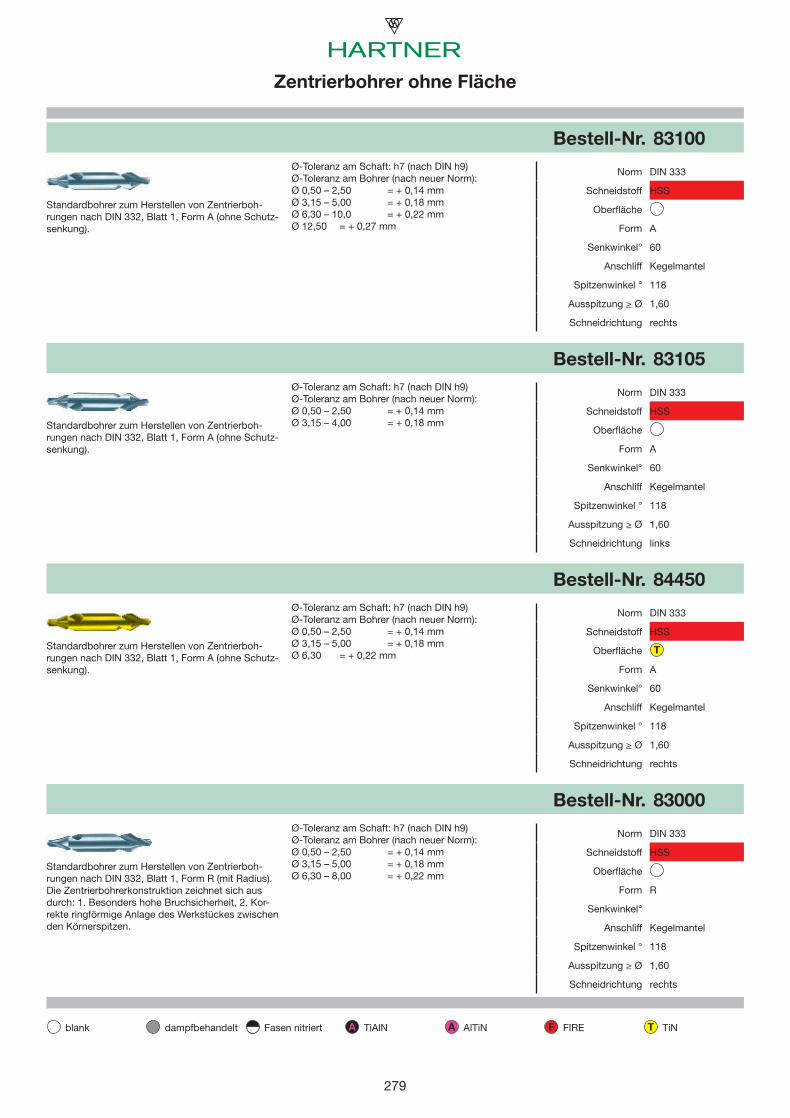
2791
A A F T
T
Bestell-Nr. 83100
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 0,50 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 – 10,0 = + 0,22 mmØ 12,50 = + 0,27 mm
Norm DIN 333
Schneidstoff HSSStandardbohrer zum Herstellen von Zentrierboh-rungen nach DIN 332, Blatt 1, Form A (ohne Schutz-senkung).
Oberfl äche
Form A
Senkwinkel° 60
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Bestell-Nr. 83105
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 0,50 – 2,50 = + 0,14 mmØ 3,15 – 4,00 = + 0,18 mm
Norm DIN 333
Schneidstoff HSSStandardbohrer zum Herstellen von Zentrierboh-rungen nach DIN 332, Blatt 1, Form A (ohne Schutz-senkung).
Oberfl äche
Form A
Senkwinkel° 60
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung links
Bestell-Nr. 84450
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 0,50 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 = + 0,22 mm
Norm DIN 333
Schneidstoff HSSStandardbohrer zum Herstellen von Zentrierboh-rungen nach DIN 332, Blatt 1, Form A (ohne Schutz-senkung).
Oberfl äche
Form A
Senkwinkel° 60
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Bestell-Nr. 83000
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 0,50 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 – 8,00 = + 0,22 mm
Norm DIN 333
Schneidstoff HSSStandardbohrer zum Herstellen von Zentrierboh-rungen nach DIN 332, Blatt 1, Form R (mit Radius). Die Zentrierbohrerkonstruktion zeichnet sich aus durch: 1. Besonders hohe Bruchsicherheit, 2. Kor-rekte ringförmige Anlage des Werkstückes zwischen den Körnerspitzen.
Oberfl äche
Form R
Senkwinkel°
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Zentrierbohrer ohne Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
06_Zentrier.indb 279 27.10.2008 11:49:03 Uhr
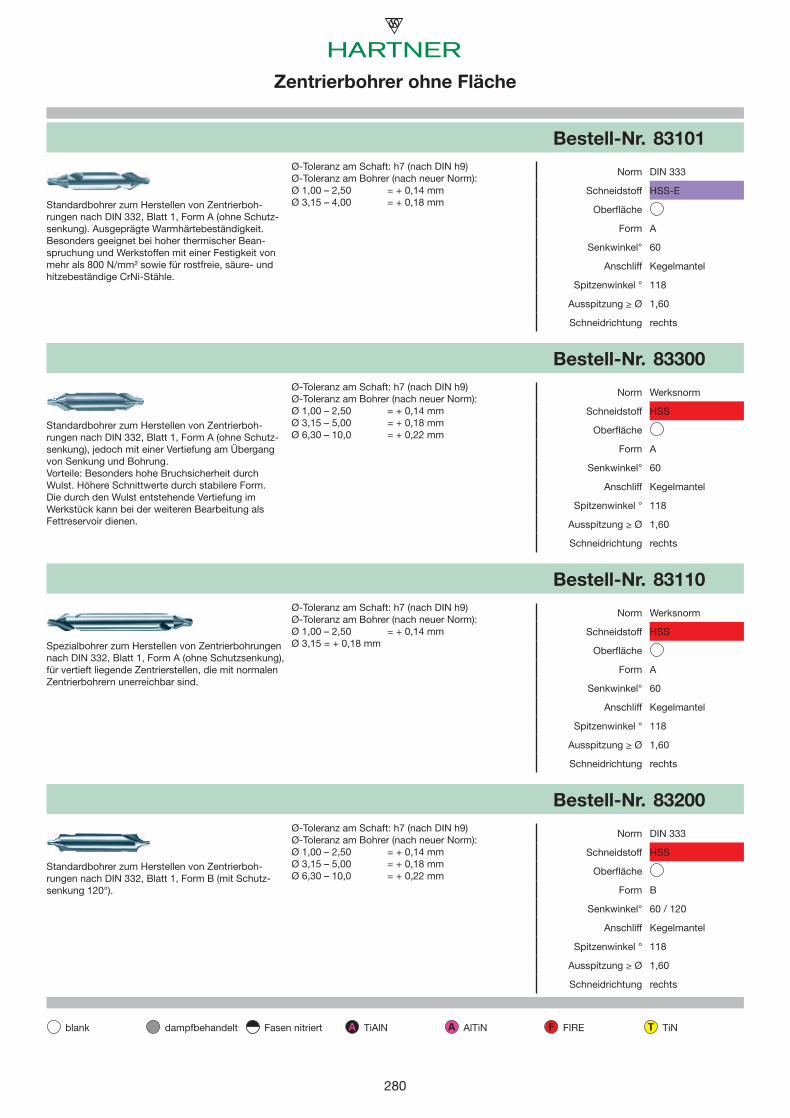
2802
A A F T
Bestell-Nr. 83101
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,00 – 2,50 = + 0,14 mmØ 3,15 – 4,00 = + 0,18 mm
Norm DIN 333
Schneidstoff HSS-EStandardbohrer zum Herstellen von Zentrierboh-rungen nach DIN 332, Blatt 1, Form A (ohne Schutz-senkung). Ausgeprägte Warmhärtebeständigkeit. Besonders geeignet bei hoher thermischer Bean-spruchung und Werkstoffen mit einer Festigkeit von mehr als 800 N/mm² sowie für rostfreie, säure- und hitzebeständige CrNi-Stähle.
Oberfl äche
Form A
Senkwinkel° 60
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Bestell-Nr. 83300
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,00 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 – 10,0 = + 0,22 mm
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum Herstellen von Zentrierboh-rungen nach DIN 332, Blatt 1, Form A (ohne Schutz-senkung), jedoch mit einer Vertiefung am Übergang von Senkung und Bohrung. Vorteile: Besonders hohe Bruchsicherheit durch Wulst. Höhere Schnittwerte durch stabilere Form. Die durch den Wulst entstehende Vertiefung im Werkstück kann bei der weiteren Bearbeitung als Fettreservoir dienen.
Oberfl äche
Form A
Senkwinkel° 60
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Bestell-Nr. 83110
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,00 – 2,50 = + 0,14 mmØ 3,15 = + 0,18 mm
Norm Werksnorm
Schneidstoff HSSSpezialbohrer zum Herstellen von Zentrierbohrungen nach DIN 332, Blatt 1, Form A (ohne Schutzsenkung), für vertieft liegende Zentrierstellen, die mit normalen Zentrierbohrern unerreichbar sind.
Oberfl äche
Form A
Senkwinkel° 60
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Bestell-Nr. 83200
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,00 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 – 10,0 = + 0,22 mm
Norm DIN 333
Schneidstoff HSSStandardbohrer zum Herstellen von Zentrierboh-rungen nach DIN 332, Blatt 1, Form B (mit Schutz-senkung 120°).
Oberfl äche
Form B
Senkwinkel° 60 / 120
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Zentrierbohrer ohne Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
06_Zentrier.indb 280 27.10.2008 11:49:06 Uhr
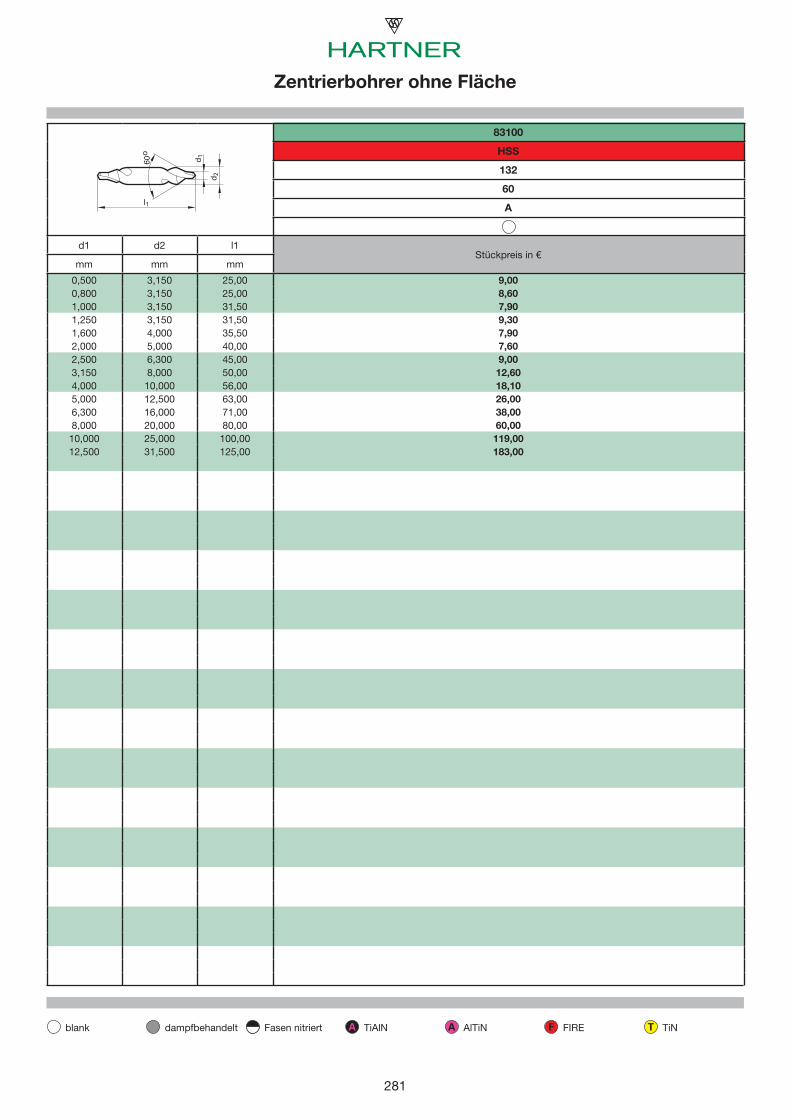
281
A A F T
d1
d2
l1
60o
3
A A F T
83100
HSS
132
60
A
d1 d2 l1Stückpreis in €
mm mm mm
0,500 3,150 25,000,800 3,150 25,001,000 3,150 31,501,250 3,150 31,501,600 4,000 35,502,000 5,000 40,002,500 6,300 45,003,150 8,000 50,004,000 10,000 56,005,000 12,500 63,006,300 16,000 71,008,000 20,000 80,0010,000 25,000 100,0012,500 31,500 125,00
Zentrierbohrer ohne Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 83600
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,60 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 – 10,0 = + 0,22 mm
Norm Werksnorm
Schneidstoff HSSSpezialbohrer zum Herstellen von Zentrierbohrungen nach DIN 332, Blatt 1, Form A. Einsatz auf Zentrier- und Ablängmaschinen, die neben dem Zentrieren zugleich die Stirnfl äche des Werkstückes plandrehen.
Oberfl äche
Form A
Senkwinkel° 60
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Bestell-Nr. 83500
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,60 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 – 10,0 = + 0,22 mm
Norm Werksnorm
Schneidstoff HSSSpezialbohrer zum Herstellen von Zentrierbohrungen nach DIN 332, Blatt 1, Form R. Einsatz auf Zentrier- und Ablängmaschinen, die neben dem Zentrieren zugleich die Stirnfl äche des Werkstückes plandrehen. Ausführung R zeichnet sich aus durch: 1. Besondere hohe Bruchsicherheit, 2. Korrekte ringförmige Anlage des Werkstückes zwischen den Körnerspitzen.
Oberfl äche
Form R
Senkwinkel°
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Bestell-Nr. 83700
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,60 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 – 10,0 = + 0,22 mm
Norm Werksnorm
Schneidstoff HSSSpezialbohrer zum Herstellen von Zentrierbohrungen nach DIN 332, Blatt 1, Form B ( mit Schutzsenkung 120°). Einsatz auf Zentrier- und Ablängmaschinen, die neben dem Zentrieren zugleich die Stirnfl äche des Werkstückes plandrehen.
Oberfl äche
Form B
Senkwinkel° 60 / 120
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Zentrierbohrer mit Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
9,008,607,909,307,907,609,0012,6018,1026,0038,0060,00119,00183,00
06_Zentrier.indb 281 27.10.2008 11:49:12 Uhr
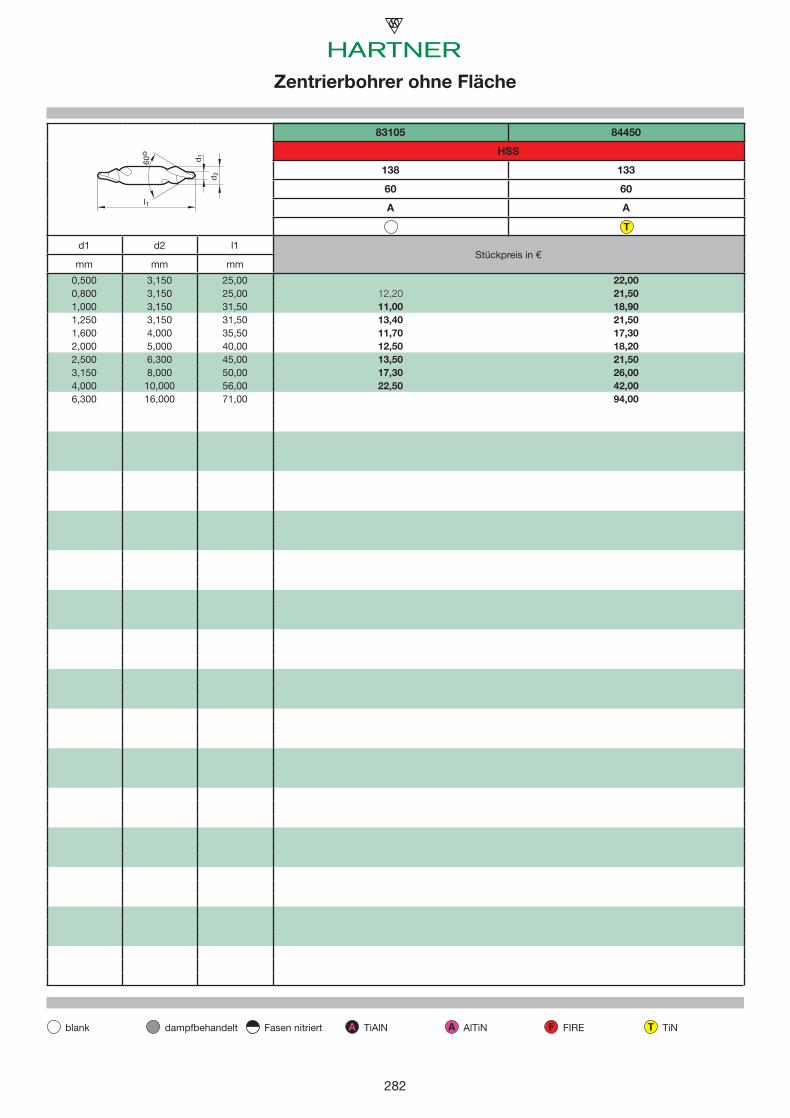
282
A A F T
d1
d2
l1
60o
T
83105 84450
HSS
138 133
60 60
A A
d1 d2 l1Stückpreis in €
mm mm mm
0,500 3,150 25,000,800 3,150 25,001,000 3,150 31,501,250 3,150 31,501,600 4,000 35,502,000 5,000 40,002,500 6,300 45,003,150 8,000 50,004,000 10,000 56,006,300 16,000 71,00
Zentrierbohrer ohne Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
22,0012,20 21,5011,00 18,9013,40 21,5011,70 17,3012,50 18,2013,50 21,5017,30 26,0022,50 42,00
94,00
06_Zentrier.indb 282 27.10.2008 11:49:14 Uhr
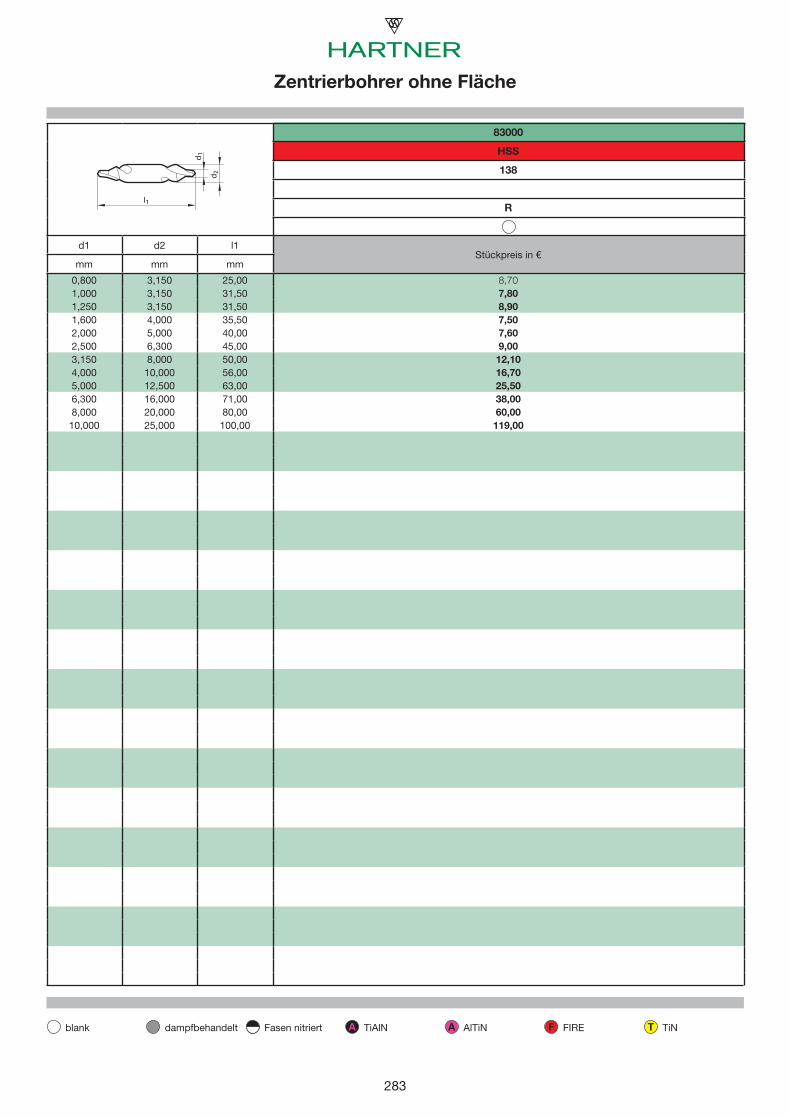
283
A A F T
d1
d2
l1
83000
HSS
138
R
d1 d2 l1Stückpreis in €
mm mm mm
0,800 3,150 25,001,000 3,150 31,501,250 3,150 31,501,600 4,000 35,502,000 5,000 40,002,500 6,300 45,003,150 8,000 50,004,000 10,000 56,005,000 12,500 63,006,300 16,000 71,008,000 20,000 80,0010,000 25,000 100,00
Zentrierbohrer ohne Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
8,707,808,907,507,609,0012,1016,7025,5038,0060,00119,00
06_Zentrier.indb 283 27.10.2008 11:49:14 Uhr
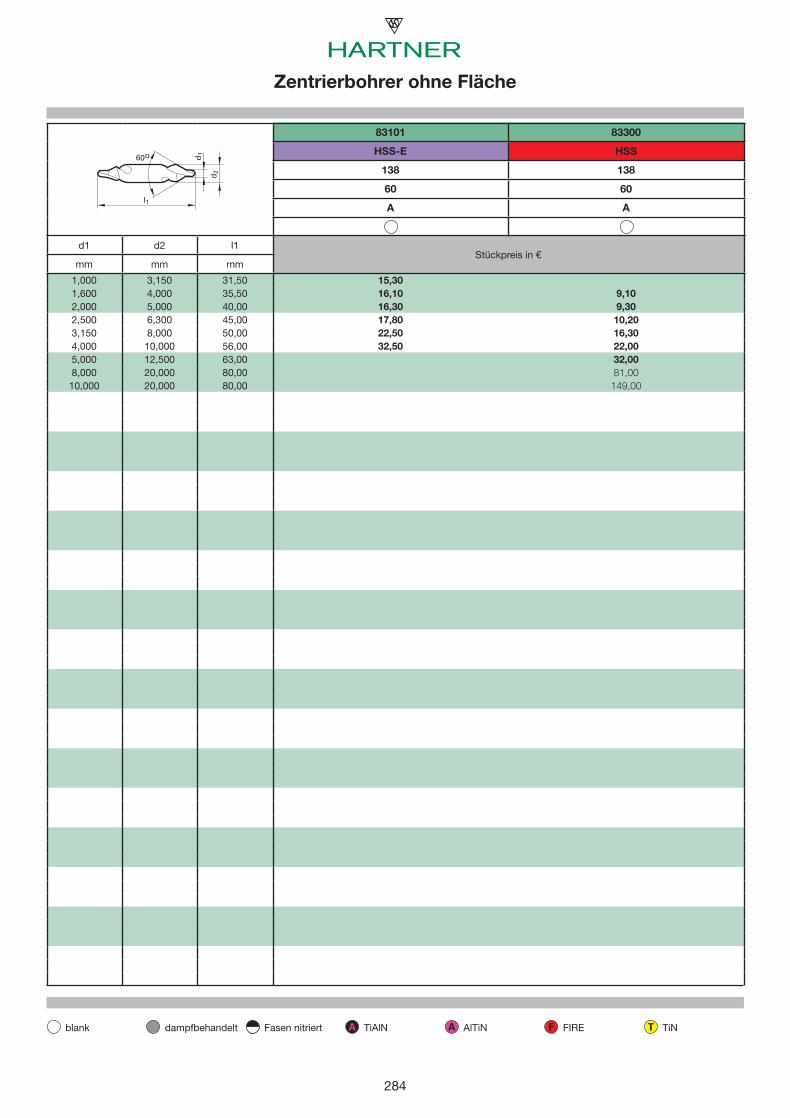
284
A A F T
d1
d2
l1
60o
83101 83300
HSS-E HSS
138 138
60 60
A A
d1 d2 l1Stückpreis in €
mm mm mm
1,000 3,150 31,501,600 4,000 35,502,000 5,000 40,002,500 6,300 45,003,150 8,000 50,004,000 10,000 56,005,000 12,500 63,008,000 20,000 80,0010,000 20,000 80,00
Zentrierbohrer ohne Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
15,3016,10 9,1016,30 9,3017,80 10,2022,50 16,3032,50 22,00
32,0081,00149,00
06_Zentrier.indb 284 27.10.2008 11:49:15 Uhr
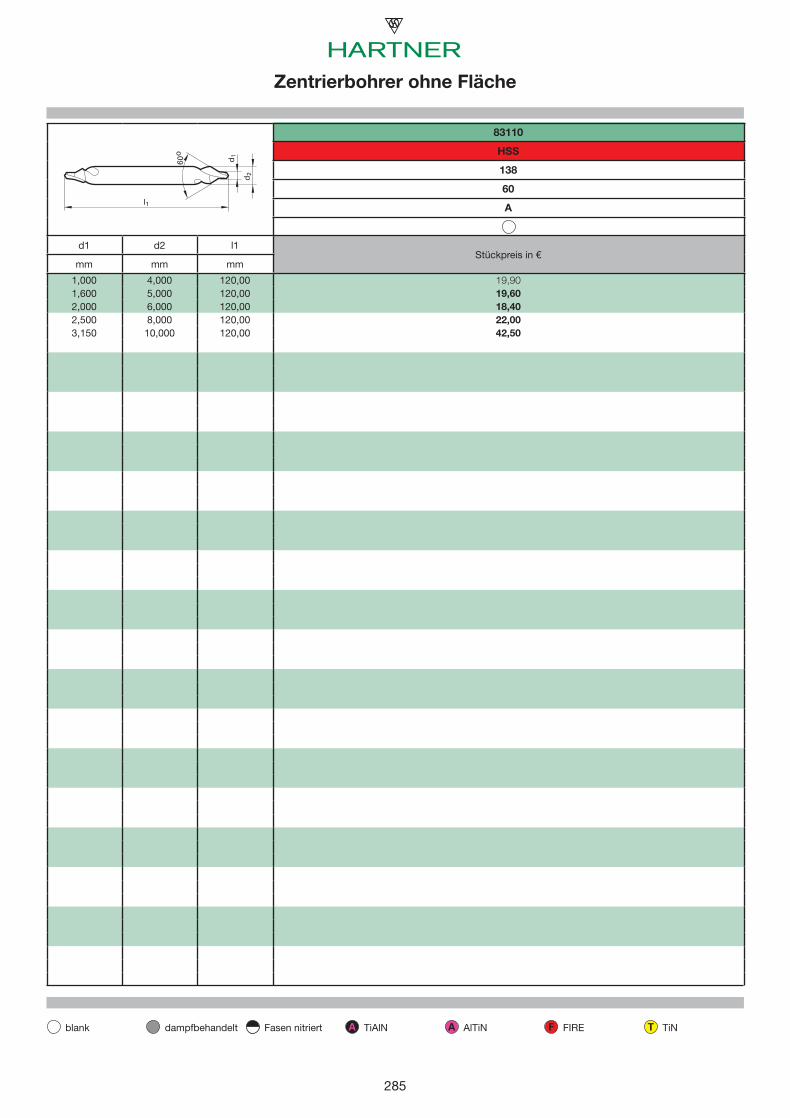
285
A A F T
d1
d2
l1
60o
83110
HSS
138
60
A
d1 d2 l1Stückpreis in €
mm mm mm
1,000 4,000 120,001,600 5,000 120,002,000 6,000 120,002,500 8,000 120,003,150 10,000 120,00
Zentrierbohrer ohne Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
19,9019,6018,4022,0042,50
06_Zentrier.indb 285 27.10.2008 11:49:16 Uhr
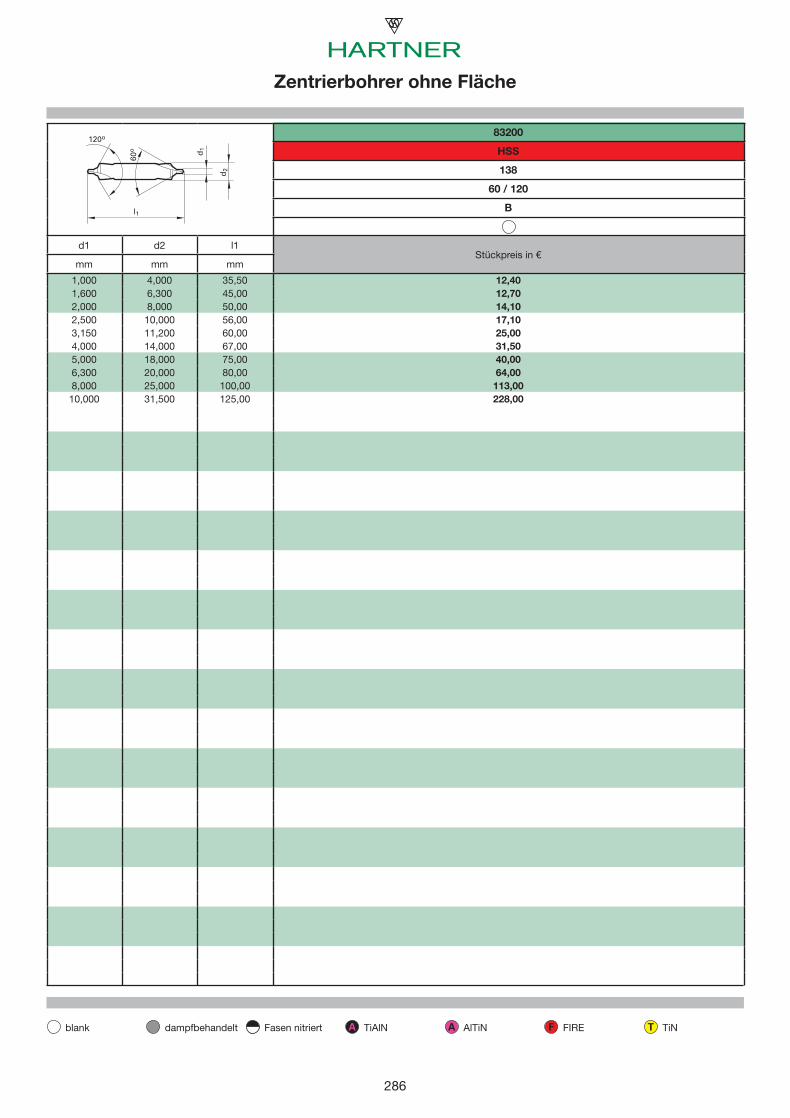
286
A A F T
d1
d2
l1
60o
120o
2
A A F T
83200
HSS
138
60 / 120
B
d1 d2 l1Stückpreis in €
mm mm mm
1,000 4,000 35,501,600 6,300 45,002,000 8,000 50,002,500 10,000 56,003,150 11,200 60,004,000 14,000 67,005,000 18,000 75,006,300 20,000 80,008,000 25,000 100,0010,000 31,500 125,00
Zentrierbohrer ohne Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 83101
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,00 – 2,50 = + 0,14 mmØ 3,15 – 4,00 = + 0,18 mm
Norm DIN 333
Schneidstoff HSS-EStandardbohrer zum Herstellen von Zentrierboh-rungen nach DIN 332, Blatt 1, Form A (ohne Schutz-senkung). Ausgeprägte Warmhärtebeständigkeit. Besonders geeignet bei hoher thermischer Bean-spruchung und Werkstoffen mit einer Festigkeit von mehr als 800 N/mm² sowie für rostfreie, säure- und hitzebeständige CrNi-Stähle.
Oberfl äche
Form A
Senkwinkel° 60
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Bestell-Nr. 83300
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,00 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 – 10,0 = + 0,22 mm
Norm Werksnorm
Schneidstoff HSSStandardbohrer zum Herstellen von Zentrierboh-rungen nach DIN 332, Blatt 1, Form A (ohne Schutz-senkung), jedoch mit einer Vertiefung am Übergang von Senkung und Bohrung. Vorteile: Besonders hohe Bruchsicherheit durch Wulst. Höhere Schnittwerte durch stabilere Form. Die durch den Wulst entstehende Vertiefung im Werkstück kann bei der weiteren Bearbeitung als Fettreservoir dienen.
Oberfl äche
Form A
Senkwinkel° 60
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Bestell-Nr. 83110
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,00 – 2,50 = + 0,14 mmØ 3,15 = + 0,18 mm
Norm Werksnorm
Schneidstoff HSSSpezialbohrer zum Herstellen von Zentrierbohrungen nach DIN 332, Blatt 1, Form A (ohne Schutzsenkung), für vertieft liegende Zentrierstellen, die mit normalen Zentrierbohrern unerreichbar sind.
Oberfl äche
Form A
Senkwinkel° 60
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Bestell-Nr. 83200
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,00 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 – 10,0 = + 0,22 mm
Norm DIN 333
Schneidstoff HSSStandardbohrer zum Herstellen von Zentrierboh-rungen nach DIN 332, Blatt 1, Form B (mit Schutz-senkung 120°).
Oberfl äche
Form B
Senkwinkel° 60 / 120
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Zentrierbohrer ohne Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
12,4012,7014,1017,1025,0031,5040,0064,00113,00228,00
06_Zentrier.indb 286 27.10.2008 11:49:19 Uhr
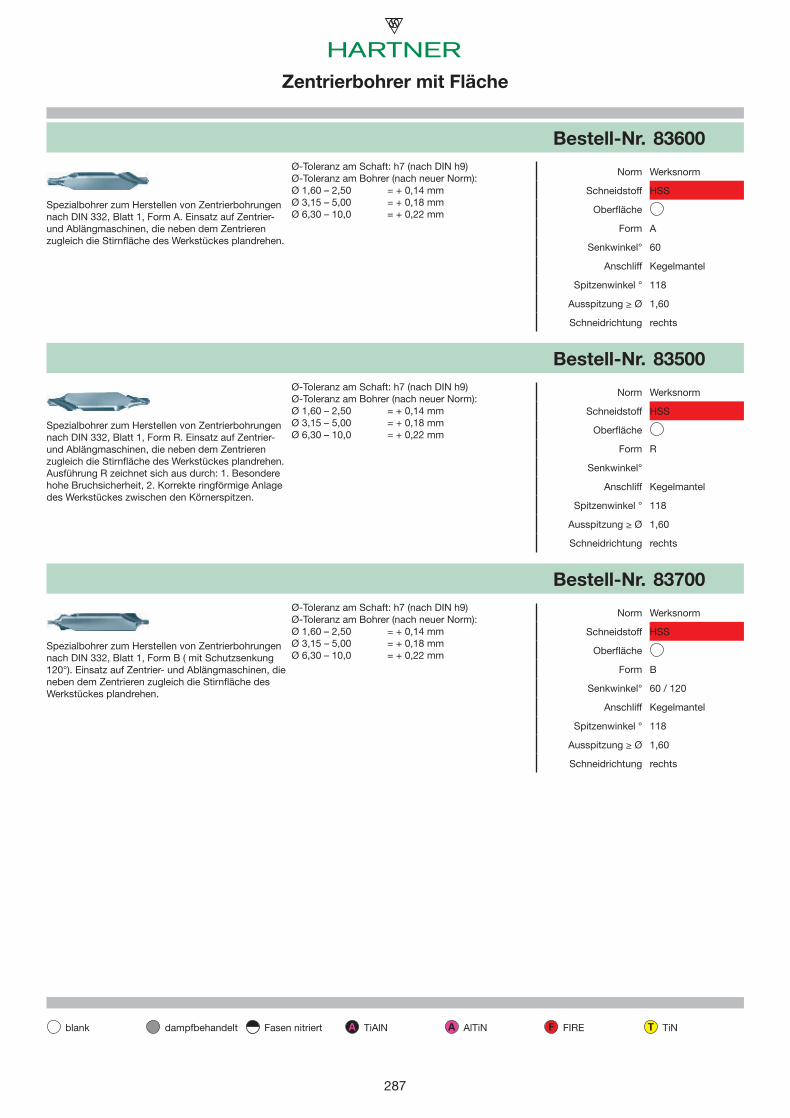
2873
A A F T
Bestell-Nr. 83600
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,60 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 – 10,0 = + 0,22 mm
Norm Werksnorm
Schneidstoff HSSSpezialbohrer zum Herstellen von Zentrierbohrungen nach DIN 332, Blatt 1, Form A. Einsatz auf Zentrier- und Ablängmaschinen, die neben dem Zentrieren zugleich die Stirnfl äche des Werkstückes plandrehen.
Oberfl äche
Form A
Senkwinkel° 60
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Bestell-Nr. 83500
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,60 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 – 10,0 = + 0,22 mm
Norm Werksnorm
Schneidstoff HSSSpezialbohrer zum Herstellen von Zentrierbohrungen nach DIN 332, Blatt 1, Form R. Einsatz auf Zentrier- und Ablängmaschinen, die neben dem Zentrieren zugleich die Stirnfl äche des Werkstückes plandrehen. Ausführung R zeichnet sich aus durch: 1. Besondere hohe Bruchsicherheit, 2. Korrekte ringförmige Anlage des Werkstückes zwischen den Körnerspitzen.
Oberfl äche
Form R
Senkwinkel°
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Bestell-Nr. 83700
Ø-Toleranz am Schaft: h7 (nach DIN h9)Ø-Toleranz am Bohrer (nach neuer Norm):Ø 1,60 – 2,50 = + 0,14 mmØ 3,15 – 5,00 = + 0,18 mmØ 6,30 – 10,0 = + 0,22 mm
Norm Werksnorm
Schneidstoff HSSSpezialbohrer zum Herstellen von Zentrierbohrungen nach DIN 332, Blatt 1, Form B ( mit Schutzsenkung 120°). Einsatz auf Zentrier- und Ablängmaschinen, die neben dem Zentrieren zugleich die Stirnfl äche des Werkstückes plandrehen.
Oberfl äche
Form B
Senkwinkel° 60 / 120
Anschliff Kegelmantel
Spitzenwinkel ° 118
Ausspitzung ≥ Ø 1,60
Schneidrichtung rechts
Zentrierbohrer mit Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
06_Zentrier.indb 287 27.10.2008 11:49:20 Uhr
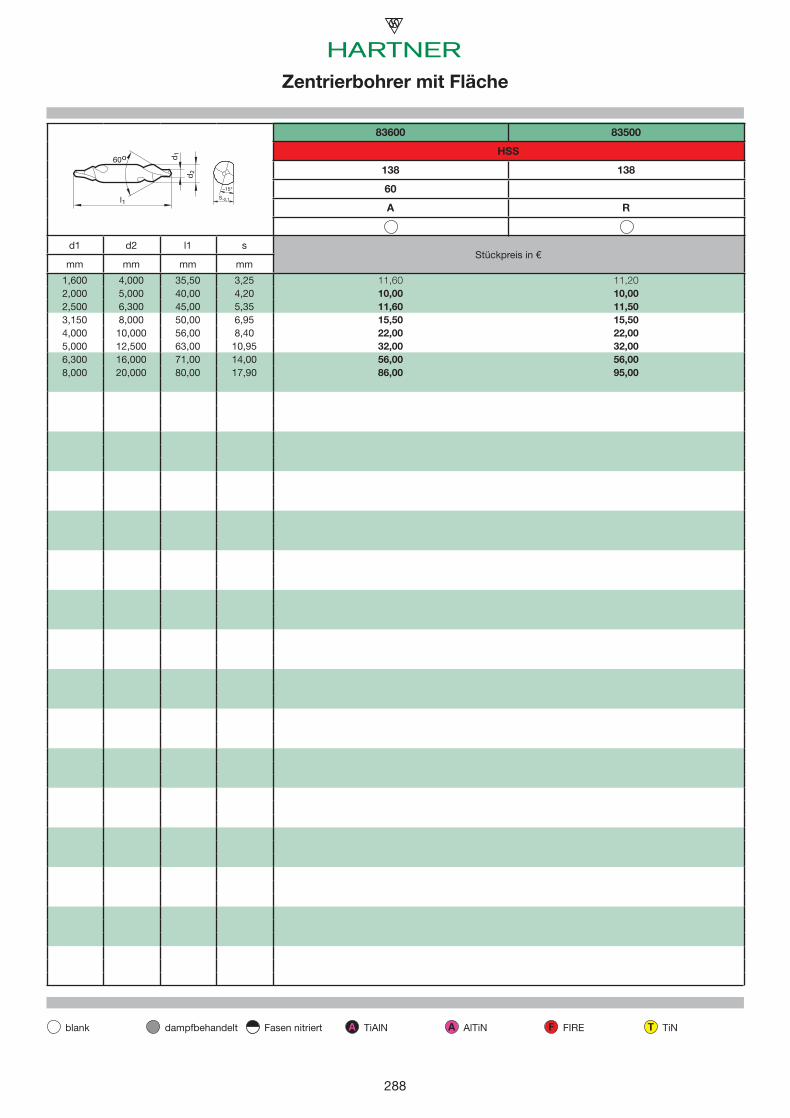
288
A A F T
S-0,1
~15°
d1
d2
l1
60o
83600 83500
HSS
138 138
60
A R
d1 d2 l1 sStückpreis in €
mm mm mm mm
1,600 4,000 35,50 3,252,000 5,000 40,00 4,202,500 6,300 45,00 5,353,150 8,000 50,00 6,954,000 10,000 56,00 8,405,000 12,500 63,00 10,956,300 16,000 71,00 14,008,000 20,000 80,00 17,90
Zentrierbohrer mit Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
11,60 11,2010,00 10,0011,60 11,5015,50 15,5022,00 22,0032,00 32,0056,00 56,0086,00 95,00
06_Zentrier.indb 288 27.10.2008 11:49:21 Uhr
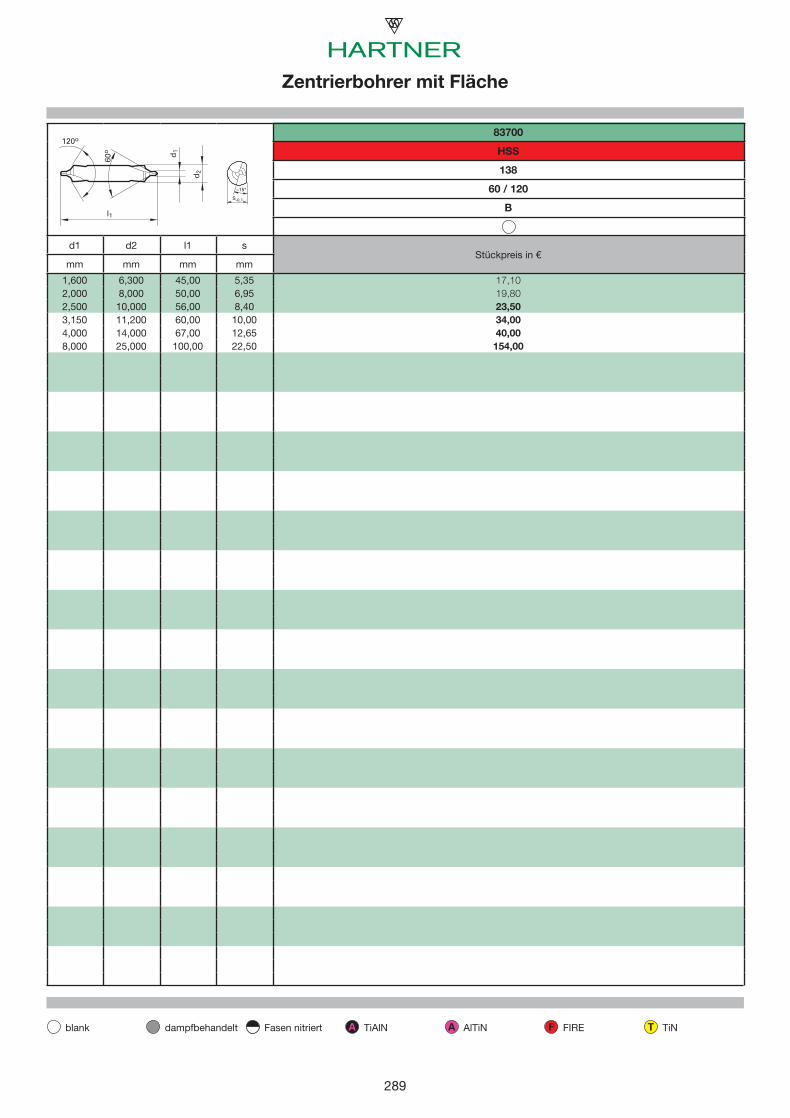
289
A A F T
S-0,1
~15°
d1
d2
l1
60o
120o83700
HSS
138
60 / 120
B
d1 d2 l1 sStückpreis in €
mm mm mm mm
1,600 6,300 45,00 5,352,000 8,000 50,00 6,952,500 10,000 56,00 8,403,150 11,200 60,00 10,004,000 14,000 67,00 12,658,000 25,000 100,00 22,50
Zentrierbohrer mit Fläche
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
17,1019,8023,5034,0040,00154,00
06_Zentrier.indb 289 27.10.2008 11:49:22 Uhr
Präzisions-Bohrwerkzeuge
tM-WerKZeuG-ausGabesYsteM eco
Intelligente Werkzeugverwaltung rund um die Uhr
06_Zentrier.indb 290 27.10.2008 11:49:25 Uhr
Multiplex
Mul
tiple
x
Präzisions-Bohrwerkzeuge
Wechselplatten-Spiralbohrer mit Innenkühlung
07_Multi.indb 291 27.10.2008 11:09:18 Uhr
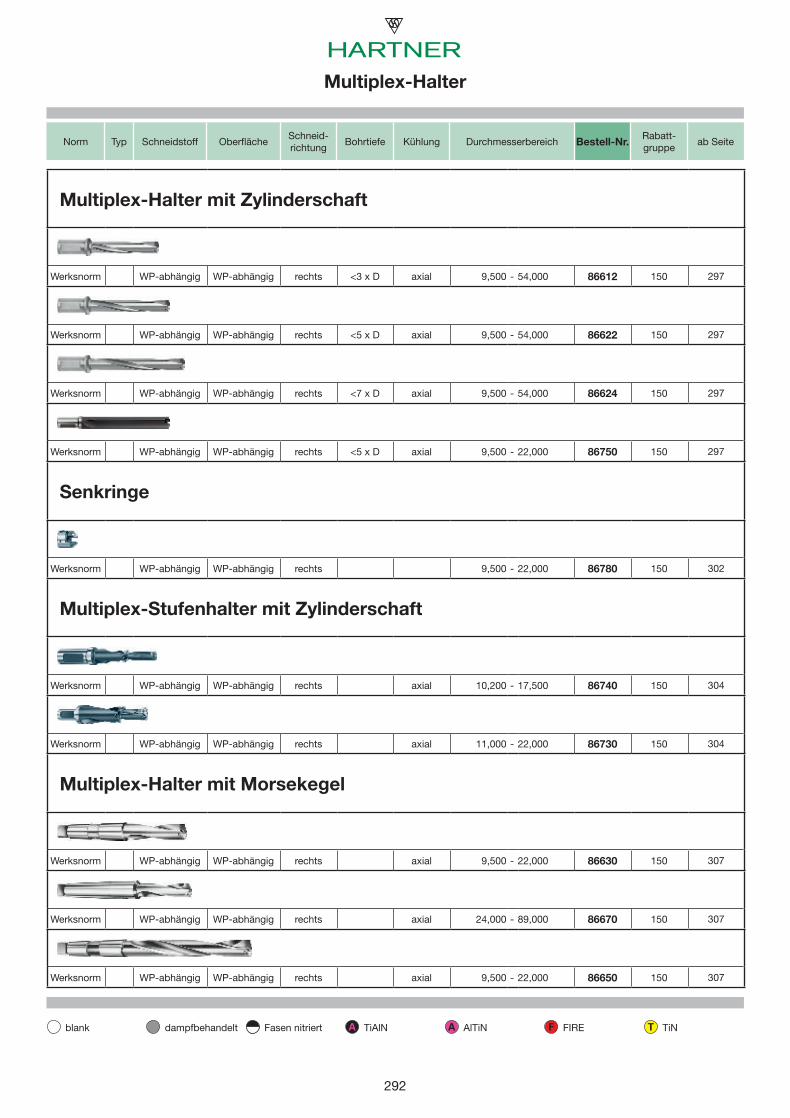
292
A A F T
297
297
297
297
302
304
304
307
307
307
Multiplex-Halter
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Norm Typ Schneidstoff OberflächeSchneid-richtung
Bohrtiefe Kühlung Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
Multiplex-Halter mit Zylinderschaft
Werksnorm WP-abhängig WP-abhängig rechts <3 x D axial 9,500 - 54,000 86612 150
Werksnorm WP-abhängig WP-abhängig rechts <5 x D axial 9,500 - 54,000 86622 150
Werksnorm WP-abhängig WP-abhängig rechts <7 x D axial 9,500 - 54,000 86624 150
Werksnorm WP-abhängig WP-abhängig rechts <5 x D axial 9,500 - 22,000 86750 150
Senkringe
Werksnorm WP-abhängig WP-abhängig rechts 9,500 - 22,000 86780 150
Multiplex-Stufenhalter mit Zylinderschaft
Werksnorm WP-abhängig WP-abhängig rechts axial 10,200 - 17,500 86740 150
Werksnorm WP-abhängig WP-abhängig rechts axial 11,000 - 22,000 86730 150
Multiplex-Halter mit Morsekegel
Werksnorm WP-abhängig WP-abhängig rechts axial 9,500 - 22,000 86630 150
Werksnorm WP-abhängig WP-abhängig rechts axial 24,000 - 89,000 86670 150
Werksnorm WP-abhängig WP-abhängig rechts axial 9,500 - 22,000 86650 150
07_Multi.indb 292 27.10.2008 11:09:27 Uhr
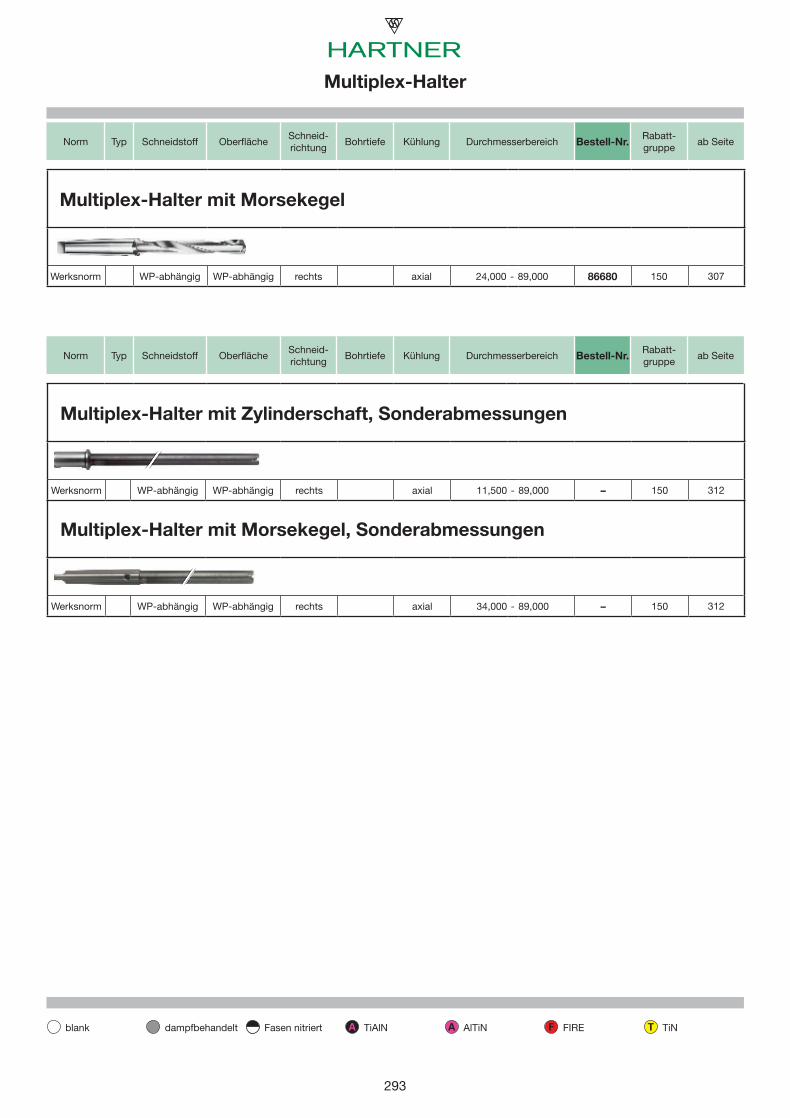
293
A A F T
307
312
312
Multiplex-Halter
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Norm Typ Schneidstoff OberflächeSchneid-richtung
Bohrtiefe Kühlung Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
Multiplex-Halter mit Morsekegel
Werksnorm WP-abhängig WP-abhängig rechts axial 24,000 - 89,000 86680 150
Norm Typ Schneidstoff OberflächeSchneid-richtung
Bohrtiefe Kühlung Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
Multiplex-Halter mit Zylinderschaft, Sonderabmessungen
Werksnorm WP-abhängig WP-abhängig rechts axial 11,500 - 89,000 – 150
Multiplex-Halter mit Morsekegel, Sonderabmessungen
Werksnorm WP-abhängig WP-abhängig rechts axial 34,000 - 89,000 – 150
07_Multi.indb 293 27.10.2008 11:09:29 Uhr
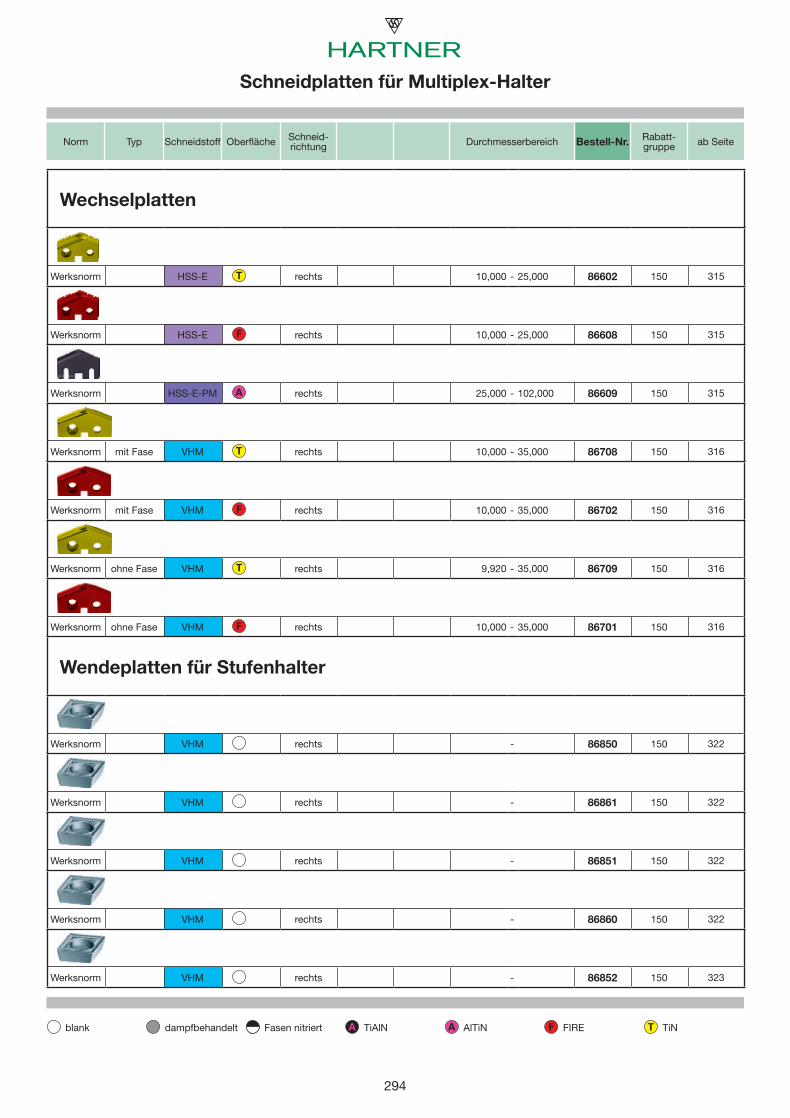
294
A A F T
T 315
F 315
A 315
T 316
F 316
T 316
F 316
322
322
322
322
323
Norm Typ Schneidstoff Oberfläche Schneid-richtung Durchmesserbereich Bestell-Nr. Rabatt-
gruppe ab Seite
Wechselplatten
Werksnorm HSS-E rechts 10,000 - 25,000 86602 150
Werksnorm HSS-E rechts 10,000 - 25,000 86608 150
Werksnorm HSS-E-PM rechts 25,000 - 102,000 86609 150
Werksnorm mit Fase VHM rechts 10,000 - 35,000 86708 150
Werksnorm mit Fase VHM rechts 10,000 - 35,000 86702 150
Werksnorm ohne Fase VHM rechts 9,920 - 35,000 86709 150
Werksnorm ohne Fase VHM rechts 10,000 - 35,000 86701 150
Wendeplatten für Stufenhalter
Werksnorm VHM rechts - 86850 150
Werksnorm VHM rechts - 86861 150
Werksnorm VHM rechts - 86851 150
Werksnorm VHM rechts - 86860 150
Werksnorm VHM rechts - 86852 150
Schneidplatten für Multiplex-Halter
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
07_Multi.indb 294 27.10.2008 11:09:39 Uhr
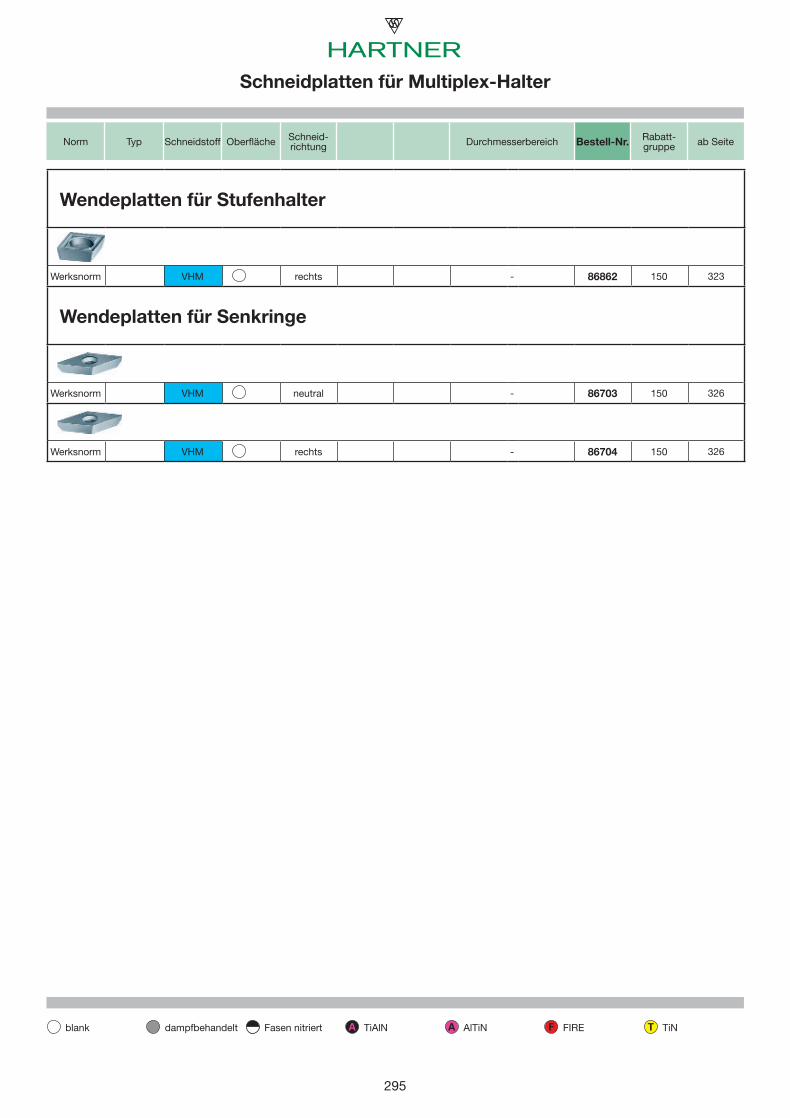
295
A A F T
323
326
326
Norm Typ Schneidstoff Oberfläche Schneid-richtung Durchmesserbereich Bestell-Nr. Rabatt-
gruppe ab Seite
Wendeplatten für Stufenhalter
Werksnorm VHM rechts - 86862 150
Wendeplatten für Senkringe
Werksnorm VHM neutral - 86703 150
Werksnorm VHM rechts - 86704 150
Schneidplatten für Multiplex-Halter
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
07_Multi.indb 295 27.10.2008 11:09:40 Uhr
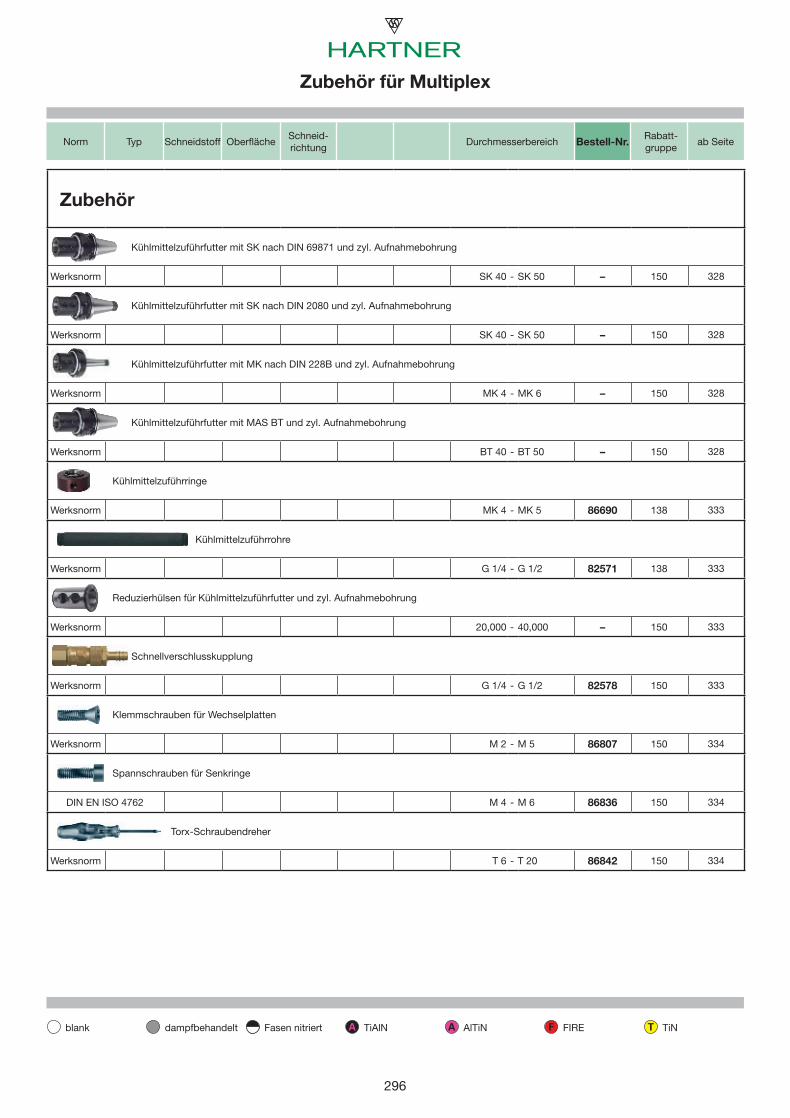
296
A A F T
328
328
328
328
333
333
333
333
334
334
334
Norm Typ Schneidstoff OberflächeSchneid-richtung
Durchmesserbereich Bestell-Nr. Rabatt-gruppe
ab Seite
Zubehör
Kühlmittelzuführfutter mit SK nach DIN 69871 und zyl. Aufnahmebohrung
Werksnorm SK 40 - SK 50 – 150
Kühlmittelzuführfutter mit SK nach DIN 2080 und zyl. Aufnahmebohrung
Werksnorm SK 40 - SK 50 – 150
Kühlmittelzuführfutter mit MK nach DIN 228B und zyl. Aufnahmebohrung
Werksnorm MK 4 - MK 6 – 150
Kühlmittelzuführfutter mit MAS BT und zyl. Aufnahmebohrung
Werksnorm BT 40 - BT 50 – 150
Kühlmittelzuführringe
Werksnorm MK 4 - MK 5 86690 138
Kühlmittelzuführrohre
Werksnorm G 1/4 - G 1/2 82571 138
Reduzierhülsen für Kühlmittelzuführfutter und zyl. Aufnahmebohrung
Werksnorm 20,000 - 40,000 – 150
Schnellverschlusskupplung
Werksnorm G 1/4 - G 1/2 82578 150
Klemmschrauben für Wechselplatten
Werksnorm M 2 - M 5 86807 150
Spannschrauben für Senkringe
DIN EN ISO 4762 M 4 - M 6 86836 150
Torx-Schraubendreher
Werksnorm T 6 - T 20 86842 150
Zubehör für Multiplex
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
07_Multi.indb 296 27.10.2008 11:09:49 Uhr
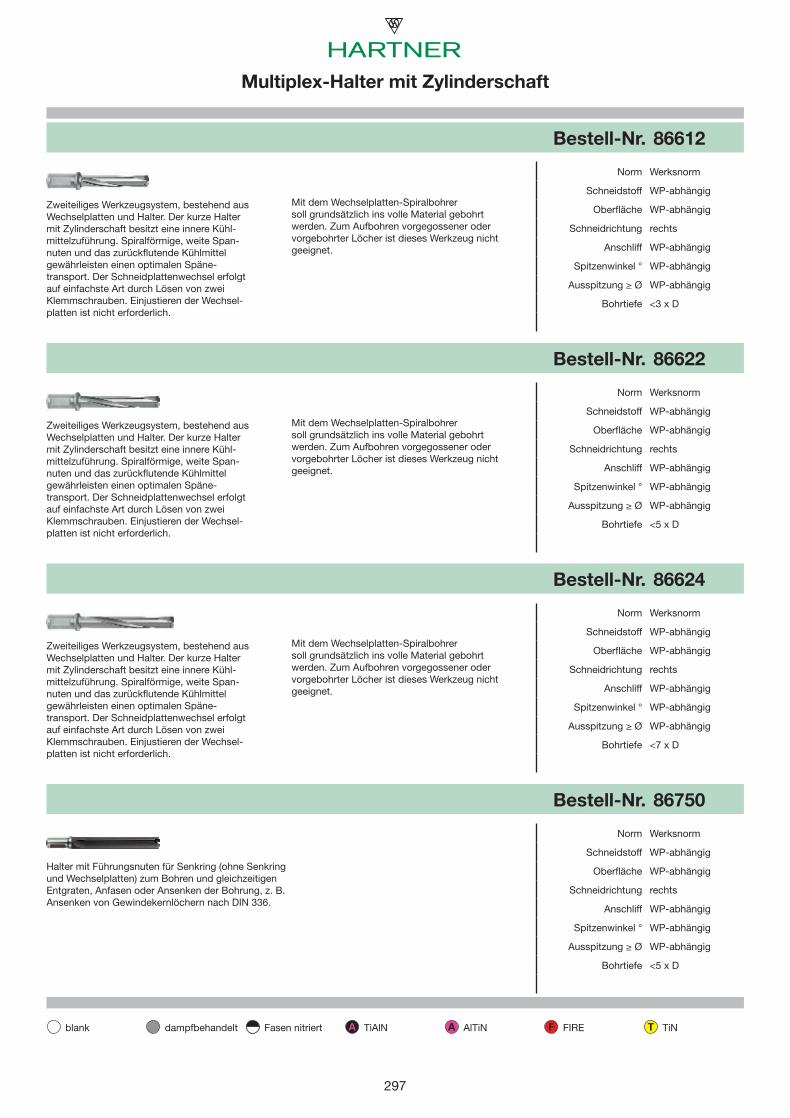
2971
A A F T
Bestell-Nr. 86612
Mit dem Wechselplatten-Spiralbohrer soll grundsätzlich ins volle Material gebohrt werden. Zum Aufbohren vorgegossener oder vorgebohrter Löcher ist dieses Werkzeug nicht geeignet.
Norm Werksnorm
Schneidstoff WP-abhängigZweiteiliges Werkzeugsystem, bestehend aus Wechselplatten und Halter. Der kurze Halter mit Zylinderschaft besitzt eine innere Kühl-mittelzuführung. Spiralförmige, weite Span-nuten und das zurückfl utende Kühlmittel gewährleisten einen optimalen Späne-transport. Der Schneidplattenwechsel erfolgt auf einfachste Art durch Lösen von zwei Klemmschrauben. Einjustieren der Wechsel-platten ist nicht erforderlich.
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe <3 x D
Bestell-Nr. 86622
Mit dem Wechselplatten-Spiralbohrer soll grundsätzlich ins volle Material gebohrt werden. Zum Aufbohren vorgegossener oder vorgebohrter Löcher ist dieses Werkzeug nicht geeignet.
Norm Werksnorm
Schneidstoff WP-abhängigZweiteiliges Werkzeugsystem, bestehend aus Wechselplatten und Halter. Der kurze Halter mit Zylinderschaft besitzt eine innere Kühl-mittelzuführung. Spiralförmige, weite Span-nuten und das zurückfl utende Kühlmittel gewährleisten einen optimalen Späne-transport. Der Schneidplattenwechsel erfolgt auf einfachste Art durch Lösen von zwei Klemmschrauben. Einjustieren der Wechsel-platten ist nicht erforderlich.
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe <5 x D
Bestell-Nr. 86624
Mit dem Wechselplatten-Spiralbohrer soll grundsätzlich ins volle Material gebohrt werden. Zum Aufbohren vorgegossener oder vorgebohrter Löcher ist dieses Werkzeug nicht geeignet.
Norm Werksnorm
Schneidstoff WP-abhängigZweiteiliges Werkzeugsystem, bestehend aus Wechselplatten und Halter. Der kurze Halter mit Zylinderschaft besitzt eine innere Kühl-mittelzuführung. Spiralförmige, weite Span-nuten und das zurückfl utende Kühlmittel gewährleisten einen optimalen Späne-transport. Der Schneidplattenwechsel erfolgt auf einfachste Art durch Lösen von zwei Klemmschrauben. Einjustieren der Wechsel-platten ist nicht erforderlich.
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe <7 x D
Bestell-Nr. 86750
Norm Werksnorm
Schneidstoff WP-abhängigHalter mit Führungsnuten für Senkring (ohne Senkring und Wechselplatten) zum Bohren und gleichzeitigen Entgraten, Anfasen oder Ansenken der Bohrung, z. B. Ansenken von Gewindekernlöchern nach DIN 336.
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe <5 x D
Multiplex-Halter mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
07_Multi.indb 297 27.10.2008 11:10:00 Uhr
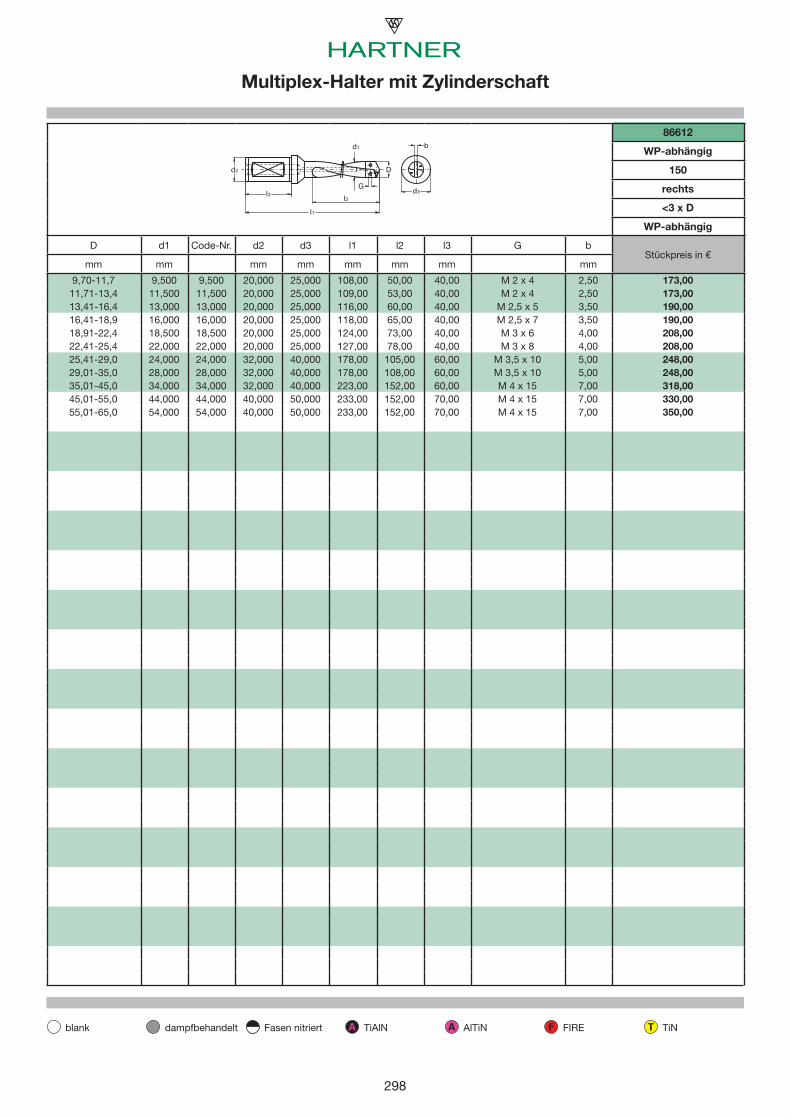
298
A A F T
d3
b
G
d1
D
l2
d2
l1
l3
86612
WP-abhängig
150
rechts
<3 x D
WP-abhängig
D d1 Code-Nr. d2 d3 l1 l2 l3 G bStückpreis in €
mm mm mm mm mm mm mm mm
9,70-11,7 9,500 9,500 20,000 25,000 108,00 50,00 40,00 M 2 x 4 2,5011,71-13,4 11,500 11,500 20,000 25,000 109,00 53,00 40,00 M 2 x 4 2,5013,41-16,4 13,000 13,000 20,000 25,000 116,00 60,00 40,00 M 2,5 x 5 3,5016,41-18,9 16,000 16,000 20,000 25,000 118,00 65,00 40,00 M 2,5 x 7 3,5018,91-22,4 18,500 18,500 20,000 25,000 124,00 73,00 40,00 M 3 x 6 4,0022,41-25,4 22,000 22,000 20,000 25,000 127,00 78,00 40,00 M 3 x 8 4,0025,41-29,0 24,000 24,000 32,000 40,000 178,00 105,00 60,00 M 3,5 x 10 5,0029,01-35,0 28,000 28,000 32,000 40,000 178,00 108,00 60,00 M 3,5 x 10 5,0035,01-45,0 34,000 34,000 32,000 40,000 223,00 152,00 60,00 M 4 x 15 7,0045,01-55,0 44,000 44,000 40,000 50,000 233,00 152,00 70,00 M 4 x 15 7,0055,01-65,0 54,000 54,000 40,000 50,000 233,00 152,00 70,00 M 4 x 15 7,00
Multiplex-Halter mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
173,00173,00190,00190,00208,00208,00248,00248,00318,00330,00350,00
07_Multi.indb 298 27.10.2008 11:10:08 Uhr
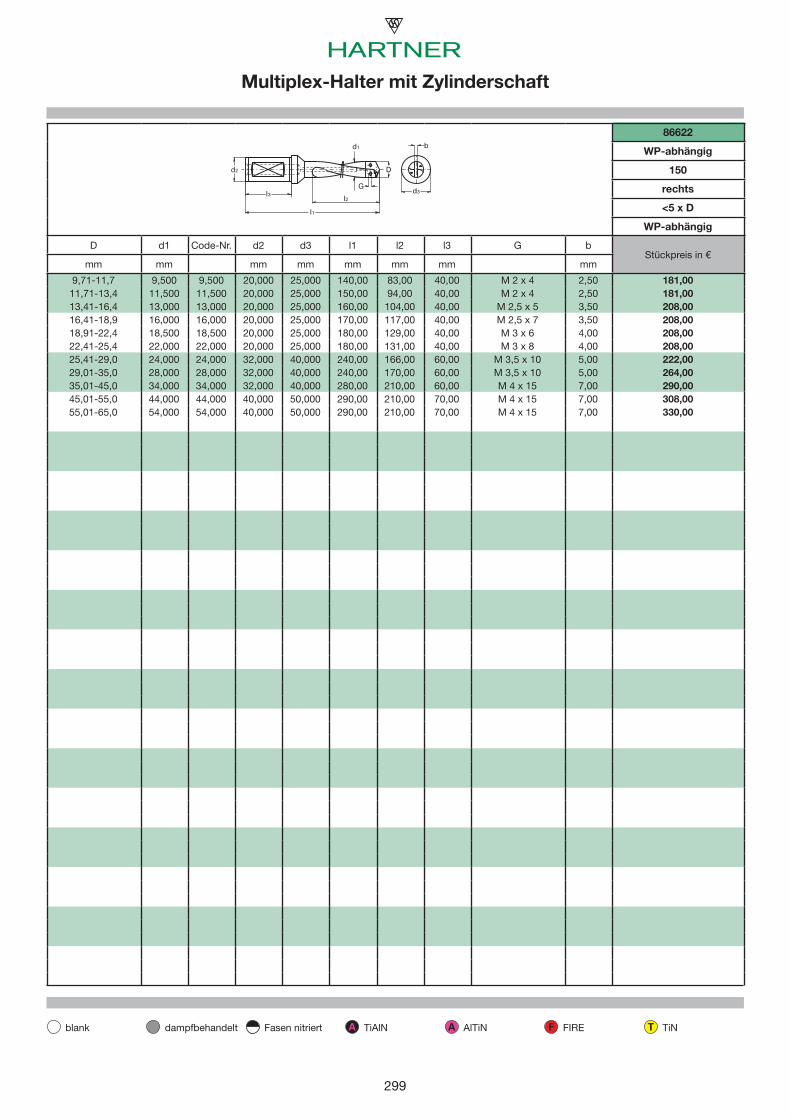
299
A A F T
d3
b
G
d1
D
l2
d2
l1
l3
86622
WP-abhängig
150
rechts
<5 x D
WP-abhängig
D d1 Code-Nr. d2 d3 l1 l2 l3 G bStückpreis in €
mm mm mm mm mm mm mm mm
9,71-11,7 9,500 9,500 20,000 25,000 140,00 83,00 40,00 M 2 x 4 2,5011,71-13,4 11,500 11,500 20,000 25,000 150,00 94,00 40,00 M 2 x 4 2,5013,41-16,4 13,000 13,000 20,000 25,000 160,00 104,00 40,00 M 2,5 x 5 3,5016,41-18,9 16,000 16,000 20,000 25,000 170,00 117,00 40,00 M 2,5 x 7 3,5018,91-22,4 18,500 18,500 20,000 25,000 180,00 129,00 40,00 M 3 x 6 4,0022,41-25,4 22,000 22,000 20,000 25,000 180,00 131,00 40,00 M 3 x 8 4,0025,41-29,0 24,000 24,000 32,000 40,000 240,00 166,00 60,00 M 3,5 x 10 5,0029,01-35,0 28,000 28,000 32,000 40,000 240,00 170,00 60,00 M 3,5 x 10 5,0035,01-45,0 34,000 34,000 32,000 40,000 280,00 210,00 60,00 M 4 x 15 7,0045,01-55,0 44,000 44,000 40,000 50,000 290,00 210,00 70,00 M 4 x 15 7,0055,01-65,0 54,000 54,000 40,000 50,000 290,00 210,00 70,00 M 4 x 15 7,00
Multiplex-Halter mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
181,00181,00208,00208,00208,00208,00222,00264,00290,00308,00330,00
07_Multi.indb 299 27.10.2008 11:10:09 Uhr
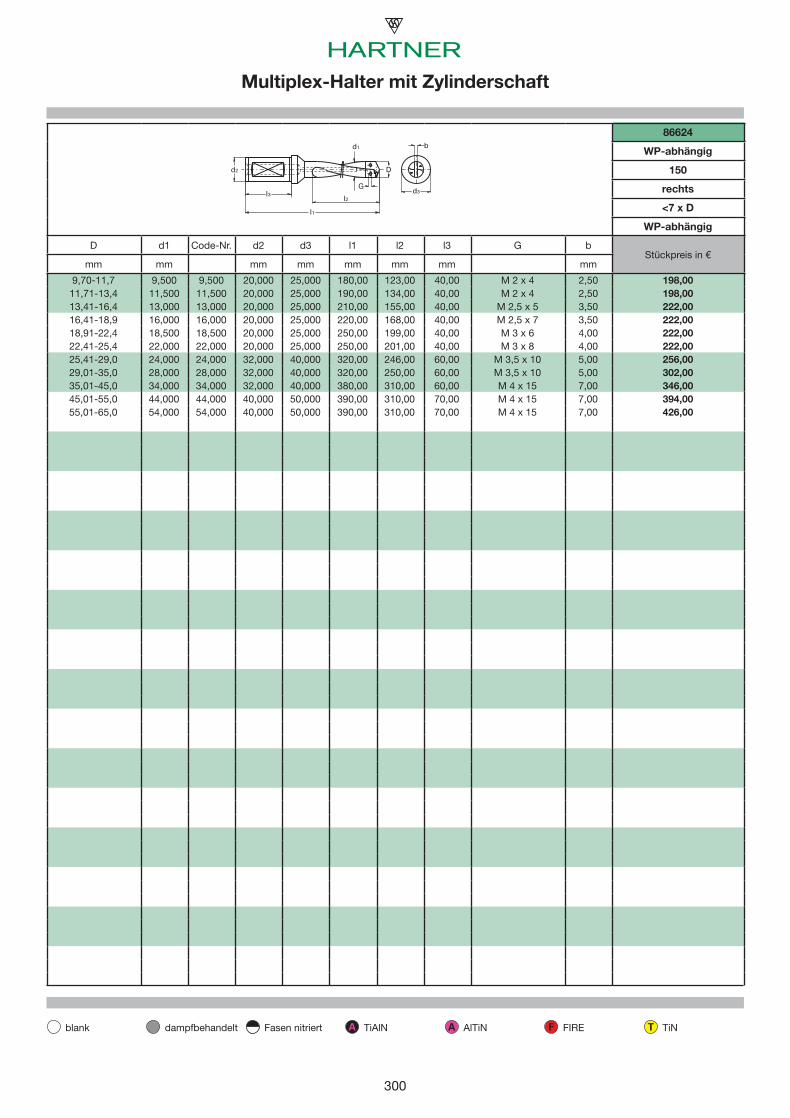
300
A A F T
d3
b
G
d1
D
l2
d2
l1
l3
86624
WP-abhängig
150
rechts
<7 x D
WP-abhängig
D d1 Code-Nr. d2 d3 l1 l2 l3 G bStückpreis in €
mm mm mm mm mm mm mm mm
9,70-11,7 9,500 9,500 20,000 25,000 180,00 123,00 40,00 M 2 x 4 2,5011,71-13,4 11,500 11,500 20,000 25,000 190,00 134,00 40,00 M 2 x 4 2,5013,41-16,4 13,000 13,000 20,000 25,000 210,00 155,00 40,00 M 2,5 x 5 3,5016,41-18,9 16,000 16,000 20,000 25,000 220,00 168,00 40,00 M 2,5 x 7 3,5018,91-22,4 18,500 18,500 20,000 25,000 250,00 199,00 40,00 M 3 x 6 4,0022,41-25,4 22,000 22,000 20,000 25,000 250,00 201,00 40,00 M 3 x 8 4,0025,41-29,0 24,000 24,000 32,000 40,000 320,00 246,00 60,00 M 3,5 x 10 5,0029,01-35,0 28,000 28,000 32,000 40,000 320,00 250,00 60,00 M 3,5 x 10 5,0035,01-45,0 34,000 34,000 32,000 40,000 380,00 310,00 60,00 M 4 x 15 7,0045,01-55,0 44,000 44,000 40,000 50,000 390,00 310,00 70,00 M 4 x 15 7,0055,01-65,0 54,000 54,000 40,000 50,000 390,00 310,00 70,00 M 4 x 15 7,00
Multiplex-Halter mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
198,00198,00222,00222,00222,00222,00256,00302,00346,00394,00426,00
07_Multi.indb 300 27.10.2008 11:10:11 Uhr
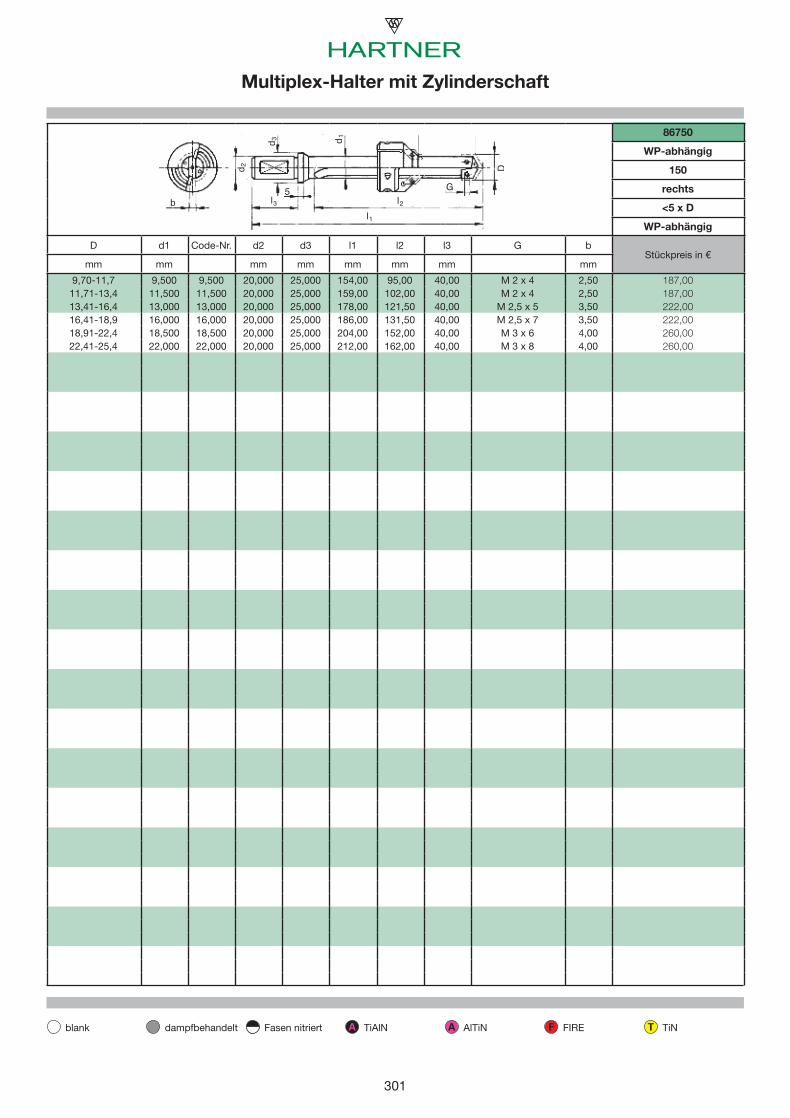
301
A A F T
b
d
d
d
86750
WP-abhängig
150
rechts
<5 x D
WP-abhängig
D d1 Code-Nr. d2 d3 l1 l2 l3 G bStückpreis in €
mm mm mm mm mm mm mm mm
9,70-11,7 9,500 9,500 20,000 25,000 154,00 95,00 40,00 M 2 x 4 2,5011,71-13,4 11,500 11,500 20,000 25,000 159,00 102,00 40,00 M 2 x 4 2,5013,41-16,4 13,000 13,000 20,000 25,000 178,00 121,50 40,00 M 2,5 x 5 3,5016,41-18,9 16,000 16,000 20,000 25,000 186,00 131,50 40,00 M 2,5 x 7 3,5018,91-22,4 18,500 18,500 20,000 25,000 204,00 152,00 40,00 M 3 x 6 4,0022,41-25,4 22,000 22,000 20,000 25,000 212,00 162,00 40,00 M 3 x 8 4,00
Multiplex-Halter mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
187,00187,00222,00222,00260,00260,00
07_Multi.indb 301 27.10.2008 11:10:13 Uhr

3022
A A F T
Bestell-Nr. 86780
Zwei geräumige Aussparungen am Innendurchmesser des Ringes - entlang den Spannuten des Halters - gewährleisten optimalen Spanabfl uss.
Norm Werksnorm
Schneidstoff WP-abhängigSenkring für Halter mit Führungsnuten (ohne Wendeschneidplatten), Senkwinkel 90°. Zum Bohren und gleichzeitigen Entgraten, Anfasen oder Ansenken der Bohrung, z. B. Ansenken von Gewindekernlöchern nach DIN 336. In den Senkring werden zwei Hartmetall-Wendeplatten eingesetzt. Er ist axial stufenlos einstellbar und wird mit zwei Spannschrauben festgeklemmt. Durch zwei Führungsnuten am Halter ist der Ring gegen Verdrehen gesichert.
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe
Senkringe
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
07_Multi.indb 302 27.10.2008 11:10:14 Uhr
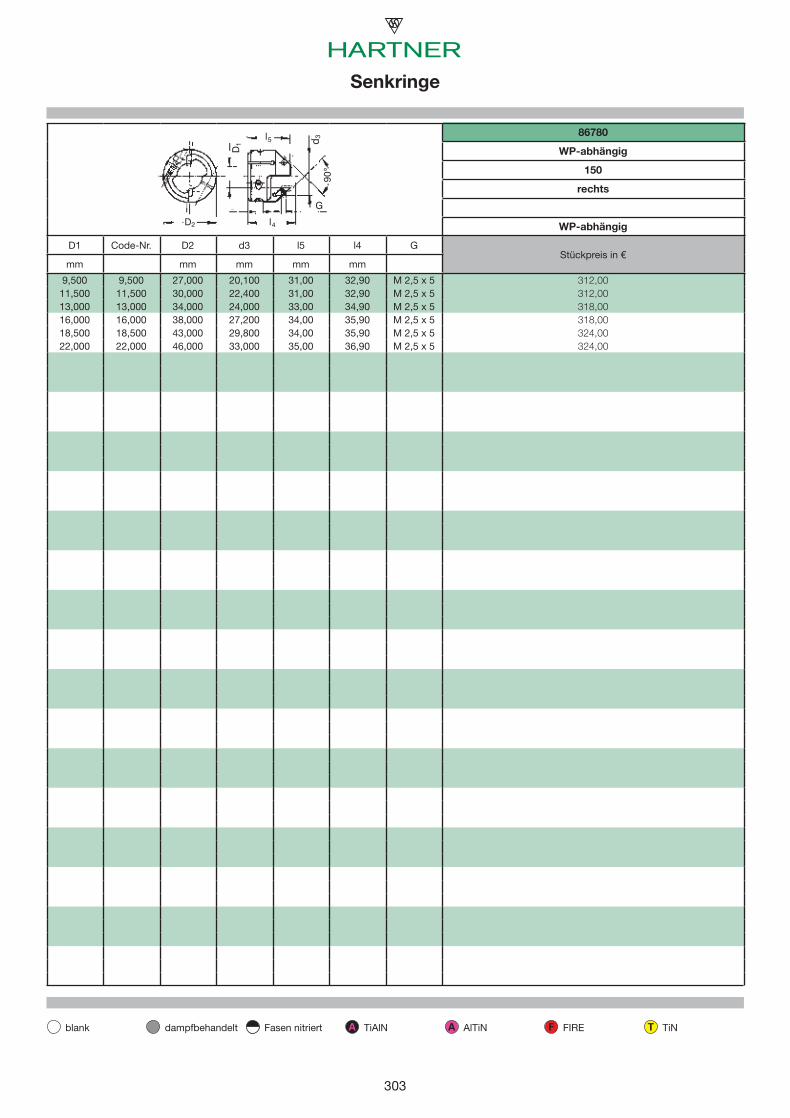
303
A A F T
3
A A F T
86780
WP-abhängig
150
rechts
WP-abhängig
D1 Code-Nr. D2 d3 l5 l4 GStückpreis in €
mm mm mm mm mm
9,500 9,500 27,000 20,100 31,00 32,90 M 2,5 x 511,500 11,500 30,000 22,400 31,00 32,90 M 2,5 x 513,000 13,000 34,000 24,000 33,00 34,90 M 2,5 x 516,000 16,000 38,000 27,200 34,00 35,90 M 2,5 x 518,500 18,500 43,000 29,800 34,00 35,90 M 2,5 x 522,000 22,000 46,000 33,000 35,00 36,90 M 2,5 x 5
Senkringe
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 86740
Schraubengrößen für WP:Code-Nr. G G116,000 M2x4 M2x420,000 M2x4 M2,5x521,000 M2,5x5 M2,5x521,001 M2,5x5 M2,5x524,000 M2,5x7 M2,5x5
Norm Werksnorm
Schneidstoff WP-abhängigFür Stufenbohrungen 90°Stufenbohrer zur rationellen Herstellung von Bohrung und Senkung in einem Arbeitsgang. Nachschärfen der Werkzeuge ist nicht erforderlich. Bohr- und Senkplatten werden einfach durch Lösen der Klemmschrauben ausgewechselt. Zum Herstellen von Gewindekernlochbohrungen nach DIN 336, Blatt 1 und Freisenkungen für Durchgangsbohrungen nach DIN-ISO 273, Ausführung mittel.
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe
Bestell-Nr. 86730
Schraubengrößen für WP:Code-Nr. G G118,000 M2x3 M2x420,000 M2,5x5 M2x424,000 M2,5x5 M2,5x526,000 M2,5x7 M2,5x730,000 M3x6 M4x933,000 M3x6 M4x9
Norm Werksnorm
Schneidstoff WP-abhängigFür Stufenbohrungen 180°Stufenbohrer zur rationellen Herstellung von Bohrung und Senkung in einem Arbeitsgang. Nachschärfen der Werkzeuge ist nicht erforderlich. Bohr- und Senkplatten werden einfach durch Lösen der Klemmschrauben ausgewechselt. Zum Herstellen von Schraubendurchgangslöchern nach DIN-ISO 273 und Schraubenkopfsenkungen Form H, J und K.Ausführung mittel nach DIN 74, Teil 2.
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe
Multiplex-Stufenhalter mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
312,00312,00318,00318,00324,00324,00
07_Multi.indb 303 27.10.2008 11:10:16 Uhr
3043
A A F T
Bestell-Nr. 86740
Schraubengrößen für WP:Code-Nr. G G116,000 M2x4 M2x420,000 M2x4 M2,5x521,000 M2,5x5 M2,5x521,001 M2,5x5 M2,5x524,000 M2,5x7 M2,5x5
Norm Werksnorm
Schneidstoff WP-abhängigFür Stufenbohrungen 90°Stufenbohrer zur rationellen Herstellung von Bohrung und Senkung in einem Arbeitsgang. Nachschärfen der Werkzeuge ist nicht erforderlich. Bohr- und Senkplatten werden einfach durch Lösen der Klemmschrauben ausgewechselt. Zum Herstellen von Gewindekernlochbohrungen nach DIN 336, Blatt 1 und Freisenkungen für Durchgangsbohrungen nach DIN-ISO 273, Ausführung mittel.
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe
Bestell-Nr. 86730
Schraubengrößen für WP:Code-Nr. G G118,000 M2x3 M2x420,000 M2,5x5 M2x424,000 M2,5x5 M2,5x526,000 M2,5x7 M2,5x730,000 M3x6 M4x933,000 M3x6 M4x9
Norm Werksnorm
Schneidstoff WP-abhängigFür Stufenbohrungen 180°Stufenbohrer zur rationellen Herstellung von Bohrung und Senkung in einem Arbeitsgang. Nachschärfen der Werkzeuge ist nicht erforderlich. Bohr- und Senkplatten werden einfach durch Lösen der Klemmschrauben ausgewechselt. Zum Herstellen von Schraubendurchgangslöchern nach DIN-ISO 273 und Schraubenkopfsenkungen Form H, J und K.Ausführung mittel nach DIN 74, Teil 2.
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe
Multiplex-Stufenhalter mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
07_Multi.indb 304 27.10.2008 11:10:17 Uhr
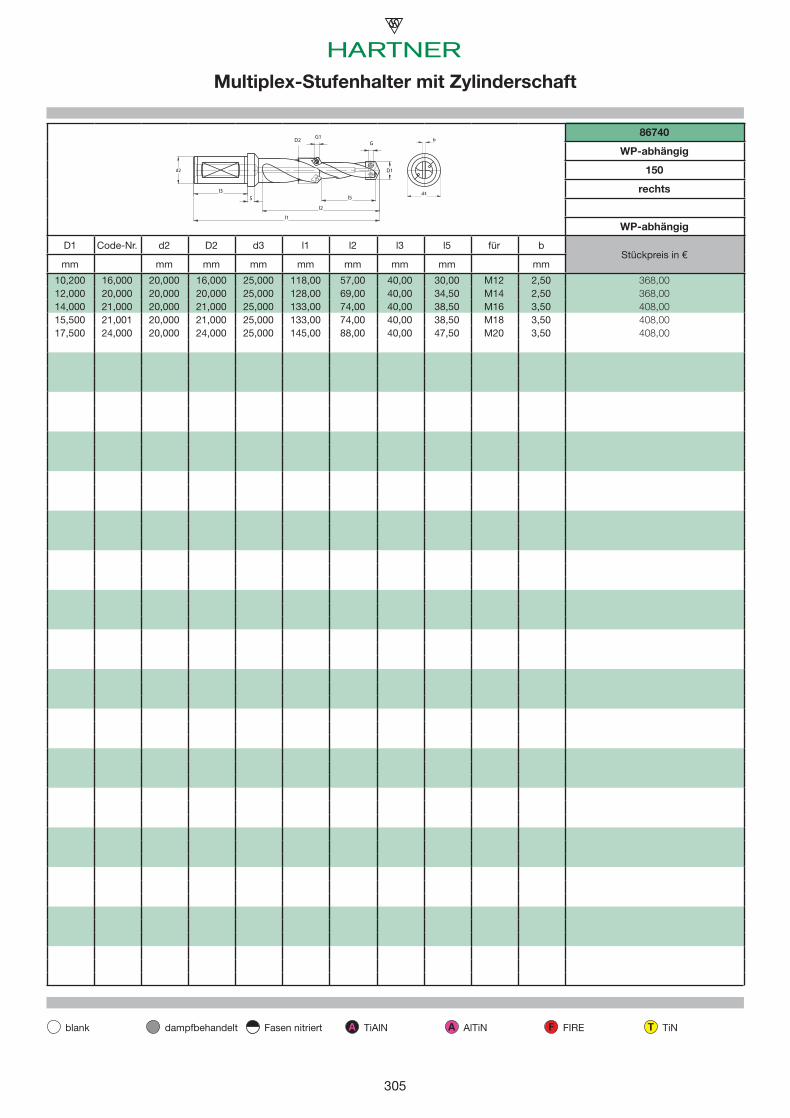
305
A A F T
D1d2
l35 l5
l2
l1
d3
bD2G1
G
86740
WP-abhängig
150
rechts
WP-abhängig
D1 Code-Nr. d2 D2 d3 l1 l2 l3 l5 für bStückpreis in €
mm mm mm mm mm mm mm mm mm
10,200 16,000 20,000 16,000 25,000 118,00 57,00 40,00 30,00 M12 2,5012,000 20,000 20,000 20,000 25,000 128,00 69,00 40,00 34,50 M14 2,5014,000 21,000 20,000 21,000 25,000 133,00 74,00 40,00 38,50 M16 3,5015,500 21,001 20,000 21,000 25,000 133,00 74,00 40,00 38,50 M18 3,5017,500 24,000 20,000 24,000 25,000 145,00 88,00 40,00 47,50 M20 3,50
Multiplex-Stufenhalter mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
368,00368,00408,00408,00408,00
07_Multi.indb 305 27.10.2008 11:10:19 Uhr
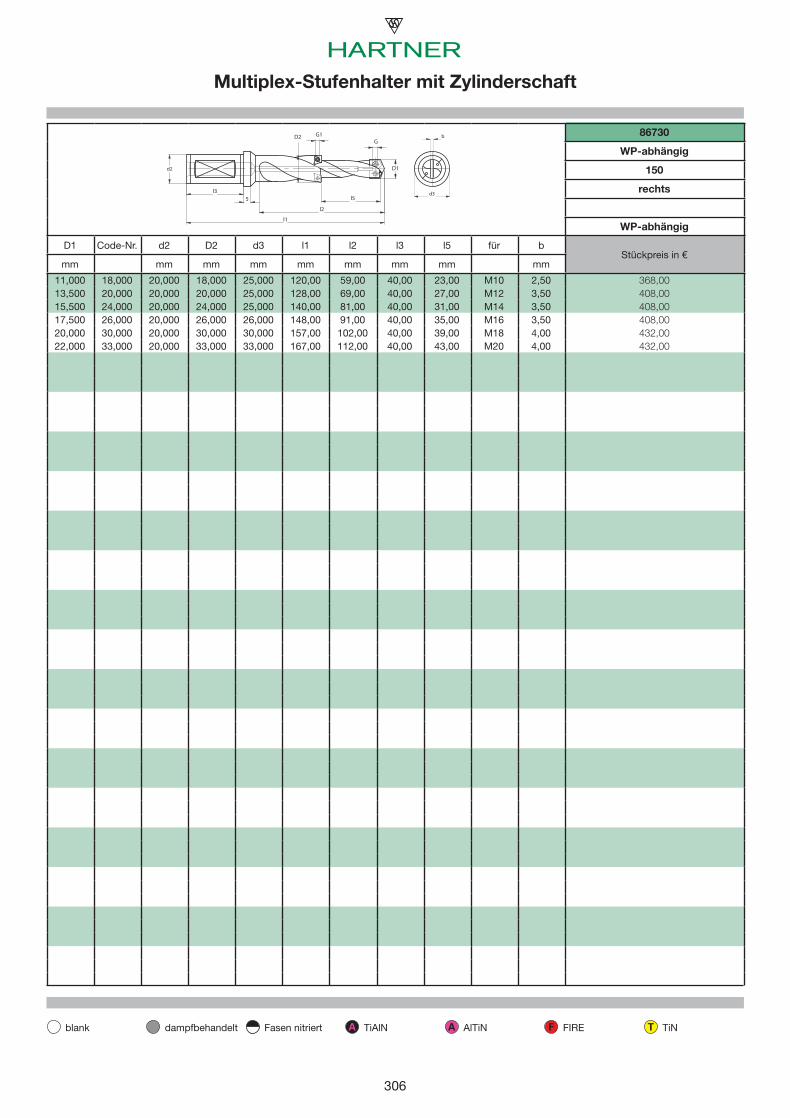
306
A A F T
D1d2
l35 l5
l2
l1
d3
bD2 G1G
86730
WP-abhängig
150
rechts
WP-abhängig
D1 Code-Nr. d2 D2 d3 l1 l2 l3 l5 für bStückpreis in €
mm mm mm mm mm mm mm mm mm
11,000 18,000 20,000 18,000 25,000 120,00 59,00 40,00 23,00 M10 2,5013,500 20,000 20,000 20,000 25,000 128,00 69,00 40,00 27,00 M12 3,5015,500 24,000 20,000 24,000 25,000 140,00 81,00 40,00 31,00 M14 3,5017,500 26,000 20,000 26,000 26,000 148,00 91,00 40,00 35,00 M16 3,5020,000 30,000 20,000 30,000 30,000 157,00 102,00 40,00 39,00 M18 4,0022,000 33,000 20,000 33,000 33,000 167,00 112,00 40,00 43,00 M20 4,00
Multiplex-Stufenhalter mit Zylinderschaft
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
368,00408,00408,00408,00432,00432,00
07_Multi.indb 306 27.10.2008 11:10:23 Uhr
3074
A A F T
Bestell-Nr. 86630
erforderlich. Mit dem Wechselplatten-Spiralbohrer soll grundsätzlich ins volle Material gebohrt werden. Zum Aufbohren vorgegossener oder vorgebohrter Löcher ist dieses Werkzeug nicht geeignet.
Kühlmittelzuführung: axial (radial auf Anfrage)
Norm Werksnorm
Schneidstoff WP-abhängigKurze Ausführung. Zweiteiliges Werkzeugsystem, bestehend aus Wechselplatten und Halter. Der Halter mit Kegelschaft besitzt eine innere Kühlmittel-zuführung. Spiralförmige, weite Spannuten und das zurückfl utende Kühlmittel gewähr-leisten einen optimalen Spänetransport. Der Schneidplattenwechsel erfolgt auf einfachste Art durch Lösen von zwei Klemmschrauben. Einjustieren der Wechselplatten ist nicht
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe
Bestell-Nr. 86670
Einjustieren der Wechselplatten ist nicht erforderlich. Mit dem Wechselplatten-Spiralbohrer soll grundsätzlich ins volle Material gebohrt werden. Zum Aufbohren vorgegossener oder vorgebohrter Löcher ist dieses Werkzeug nicht geeignet.
Kühlmittelzuführung: radial (axial)Ab Halter-Ø 63,0 mm: gerade genutetSchaftgröße MK 5: mit Querkeilnut
Norm Werksnorm
Schneidstoff WP-abhängigKurze Ausführung mit Ringlauffl äche für Kühlmittelzuführring. Zweiteiliges Werkzeug-system, bestehend aus Wechselplatten und Halter. Der Halter mit Kegelschaft besitzt eine innere Kühlmittelzuführung. Spiralförmige, weite Spannuten und das zurückfl utende Kühlmittel gewährleisten einen optimalen Spänetransport. Der Schneidplattenwechsel erfolgt auf einfachste Art durch Lösen von zwei Klemmschrauben.
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe
Bestell-Nr. 86650
erforderlich. Mit dem Wechselplatten-Spiralbohrer soll grundsätzlich ins volle Material gebohrt werden. Zum Aufbohren vorgegossener oder vorgebohrter Löcher ist dieses Werkzeug nicht geeignet.
Kühlmittelzuführung: axial (radial auf Anfrage)
Norm Werksnorm
Schneidstoff WP-abhängigLange Ausführung. Zweiteiliges Werkzeugsystem, bestehend aus Wechselplatten und Halter. Der Halter mit Kegelschaft besitzt eine innere Kühlmittel-zuführung. Spiralförmige, weite Spannuten und das zurückfl utende Kühlmittel gewähr-leisten einen optimalen Spänetransport. Der Schneidplattenwechsel erfolgt auf einfachste Art durch Lösen von zwei Klemmschrauben. Einjustieren der Wechselplatten ist nicht
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe
Bestell-Nr. 86680
Einjustieren der Wechselplatten ist nicht erforderlich. Mit dem Wechselplatten-Spiralbohrer soll grundsätzlich ins volle Material gebohrt werden. Zum Aufbohren vorgegossener oder vorgebohrter Löcher ist dieses Werkzeug nicht geeignet.
Kühlmittelzuführung: radial (axial)Ab Halter-Ø 63,0 mm: gerade genutetSchaftgröße MK 5: mit Querkeilnut
Norm Werksnorm
Schneidstoff WP-abhängigLange Ausführung mit Ringlauffl äche für Kühlmittelzuführring. Zweiteiliges Werkzeug-system, bestehend aus Wechselplatten und Halter. Der Halter mit Kegelschaft besitzt eine innere Kühlmittelzuführung. Spiralförmige, weite Spannuten und das zurückfl utende Kühlmittel gewährleisten einen optimalen Spänetransport. Der Schneidplattenwechsel erfolgt auf einfachste Art durch Lösen von zwei Klemmschrauben.
Oberfl äche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe
Multiplex-Halter mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
07_Multi.indb 307 27.10.2008 11:10:23 Uhr
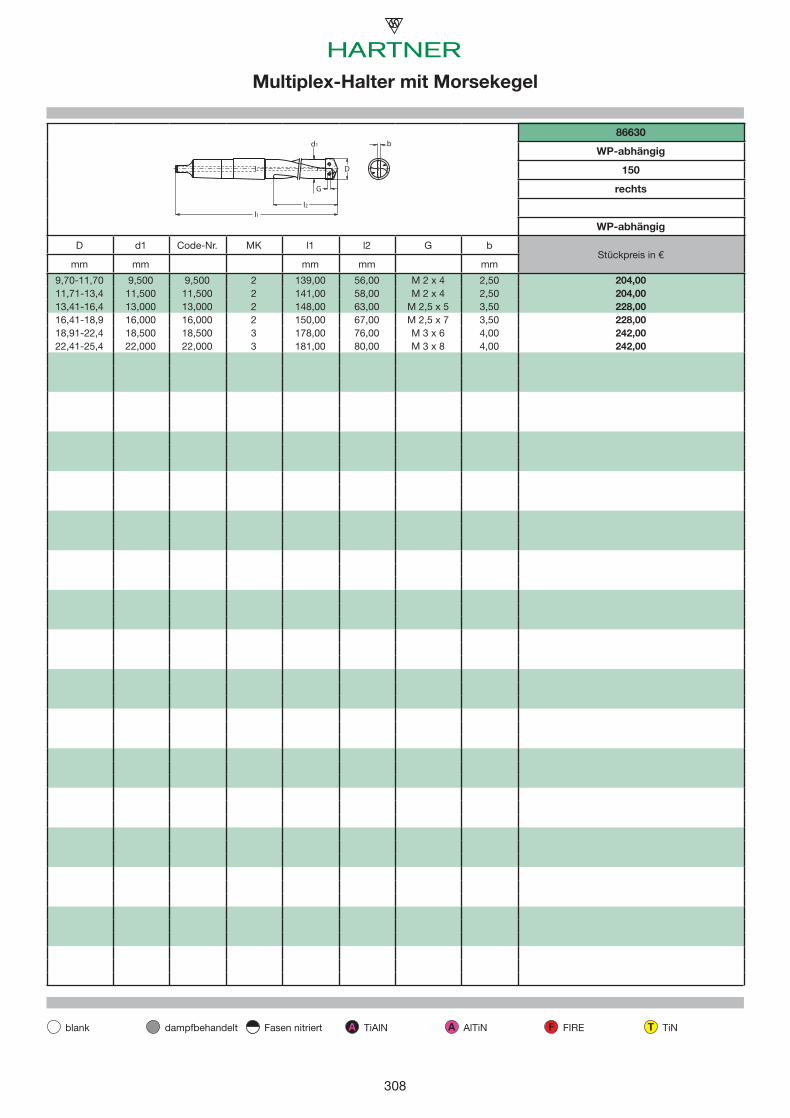
308
A A F T
b
l1
l2
d1
D
G
86630
WP-abhängig
150
rechts
WP-abhängig
D d1 Code-Nr. MK l1 l2 G bStückpreis in €
mm mm mm mm mm
9,70-11,70 9,500 9,500 2 139,00 56,00 M 2 x 4 2,5011,71-13,4 11,500 11,500 2 141,00 58,00 M 2 x 4 2,5013,41-16,4 13,000 13,000 2 148,00 63,00 M 2,5 x 5 3,5016,41-18,9 16,000 16,000 2 150,00 67,00 M 2,5 x 7 3,5018,91-22,4 18,500 18,500 3 178,00 76,00 M 3 x 6 4,0022,41-25,4 22,000 22,000 3 181,00 80,00 M 3 x 8 4,00
Multiplex-Halter mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
204,00204,00228,00228,00242,00242,00
07_Multi.indb 308 27.10.2008 11:10:24 Uhr
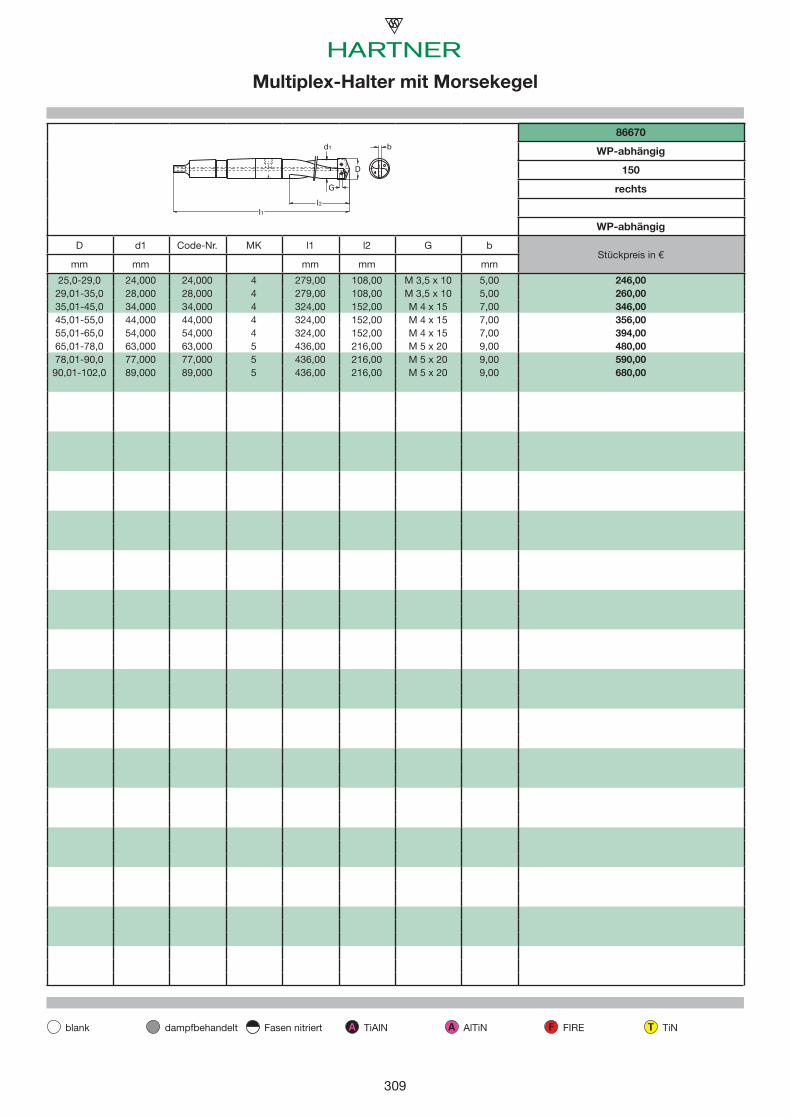
309
A A F T
l1
d1
D
G
l2
b
86670
WP-abhängig
150
rechts
WP-abhängig
D d1 Code-Nr. MK l1 l2 G bStückpreis in €
mm mm mm mm mm
25,0-29,0 24,000 24,000 4 279,00 108,00 M 3,5 x 10 5,0029,01-35,0 28,000 28,000 4 279,00 108,00 M 3,5 x 10 5,0035,01-45,0 34,000 34,000 4 324,00 152,00 M 4 x 15 7,0045,01-55,0 44,000 44,000 4 324,00 152,00 M 4 x 15 7,0055,01-65,0 54,000 54,000 4 324,00 152,00 M 4 x 15 7,0065,01-78,0 63,000 63,000 5 436,00 216,00 M 5 x 20 9,0078,01-90,0 77,000 77,000 5 436,00 216,00 M 5 x 20 9,00
90,01-102,0 89,000 89,000 5 436,00 216,00 M 5 x 20 9,00
Multiplex-Halter mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
246,00260,00346,00356,00394,00480,00590,00680,00
07_Multi.indb 309 27.10.2008 11:10:25 Uhr
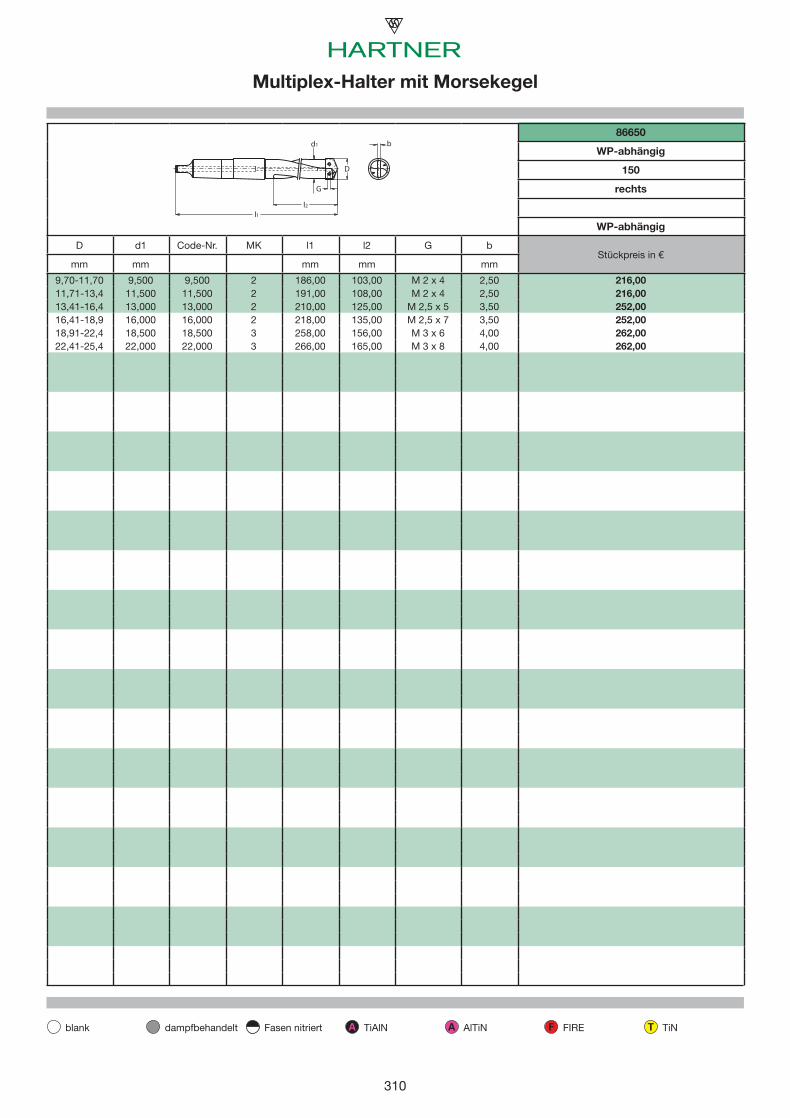
310
A A F T
b
l1
l2
d1
D
G
86650
WP-abhängig
150
rechts
WP-abhängig
D d1 Code-Nr. MK l1 l2 G bStückpreis in €
mm mm mm mm mm
9,70-11,70 9,500 9,500 2 186,00 103,00 M 2 x 4 2,5011,71-13,4 11,500 11,500 2 191,00 108,00 M 2 x 4 2,5013,41-16,4 13,000 13,000 2 210,00 125,00 M 2,5 x 5 3,5016,41-18,9 16,000 16,000 2 218,00 135,00 M 2,5 x 7 3,5018,91-22,4 18,500 18,500 3 258,00 156,00 M 3 x 6 4,0022,41-25,4 22,000 22,000 3 266,00 165,00 M 3 x 8 4,00
Multiplex-Halter mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
216,00216,00252,00252,00262,00262,00
07_Multi.indb 310 27.10.2008 11:10:26 Uhr
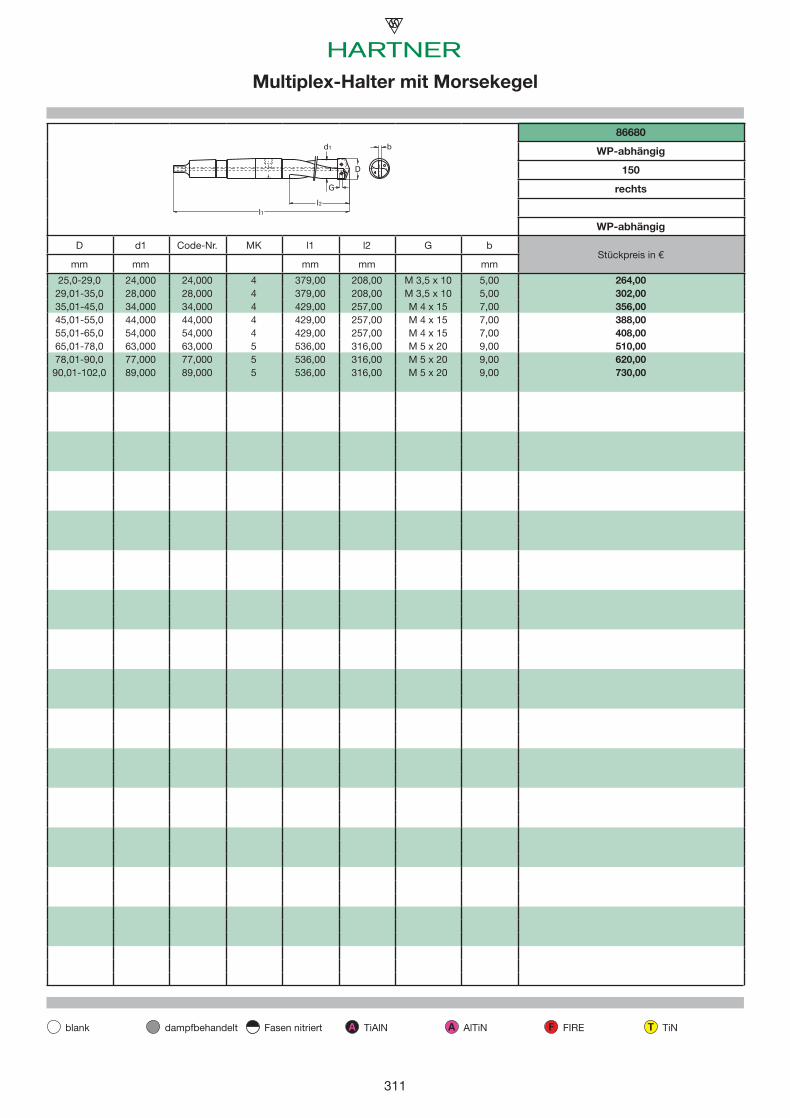
311
A A F T
l1
d1
D
G
l2
b
86680
WP-abhängig
150
rechts
WP-abhängig
D d1 Code-Nr. MK l1 l2 G bStückpreis in €
mm mm mm mm mm
25,0-29,0 24,000 24,000 4 379,00 208,00 M 3,5 x 10 5,0029,01-35,0 28,000 28,000 4 379,00 208,00 M 3,5 x 10 5,0035,01-45,0 34,000 34,000 4 429,00 257,00 M 4 x 15 7,0045,01-55,0 44,000 44,000 4 429,00 257,00 M 4 x 15 7,0055,01-65,0 54,000 54,000 4 429,00 257,00 M 4 x 15 7,0065,01-78,0 63,000 63,000 5 536,00 316,00 M 5 x 20 9,0078,01-90,0 77,000 77,000 5 536,00 316,00 M 5 x 20 9,00
90,01-102,0 89,000 89,000 5 536,00 316,00 M 5 x 20 9,00
Multiplex-Halter mit Morsekegel
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
264,00302,00356,00388,00408,00510,00620,00730,00
07_Multi.indb 311 27.10.2008 11:10:27 Uhr
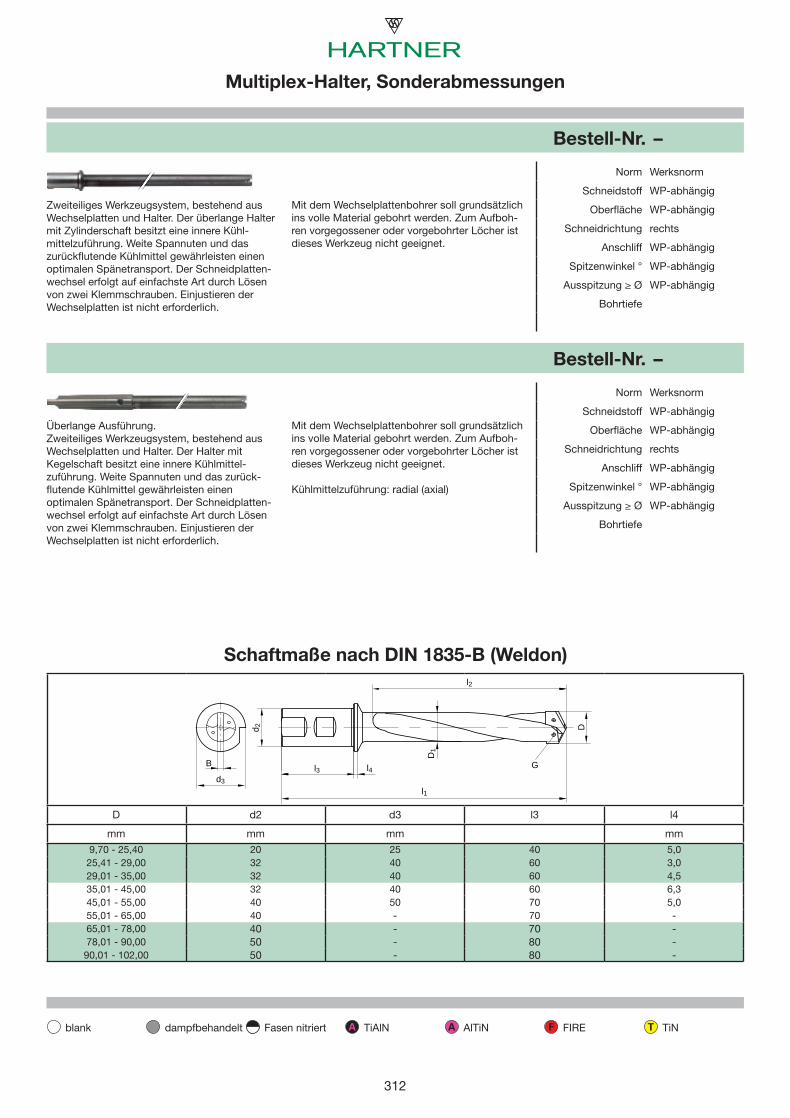
312
A A F T
l3
d 2
d3
B
D
G
D1
l4
l2
l1
Bestell-Nr. –
Mit dem Wechselplattenbohrer soll grundsätzlich ins volle Material gebohrt werden. Zum Aufboh-ren vorgegossener oder vorgebohrter Löcher ist dieses Werkzeug nicht geeignet.
Norm Werksnorm
Schneidstoff WP-abhängigZweiteiliges Werkzeugsystem, bestehend aus Wechselplatten und Halter. Der überlange Halter mit Zylinderschaft besitzt eine innere Kühl-mittelzuführung. Weite Spannuten und das zurückflutende Kühlmittel gewährleisten einen optimalen Spänetransport. Der Schneidplatten-wechsel erfolgt auf einfachste Art durch Lösen von zwei Klemmschrauben. Einjustieren der Wechselplatten ist nicht erforderlich.
Oberfläche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe
Bestell-Nr. –
Mit dem Wechselplattenbohrer soll grundsätzlich ins volle Material gebohrt werden. Zum Aufboh-ren vorgegossener oder vorgebohrter Löcher ist dieses Werkzeug nicht geeignet.
Kühlmittelzuführung: radial (axial)
Norm Werksnorm
Schneidstoff WP-abhängigÜberlange Ausführung. Zweiteiliges Werkzeugsystem, bestehend aus Wechselplatten und Halter. Der Halter mit Kegelschaft besitzt eine innere Kühlmittel-zuführung. Weite Spannuten und das zurück-flutende Kühlmittel gewährleisten einen optimalen Spänetransport. Der Schneidplatten-wechsel erfolgt auf einfachste Art durch Lösen von zwei Klemmschrauben. Einjustieren der Wechselplatten ist nicht erforderlich.
Oberfläche WP-abhängig
Schneidrichtung rechts
Anschliff WP-abhängig
Spitzenwinkel ° WP-abhängig
Ausspitzung ≥ Ø WP-abhängig
Bohrtiefe
Multiplex-Halter, Sonderabmessungen
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
D d2 d3 l3 l4
mm mm mm mm
9,70 - 25,40 20 25 40 5,025,41 - 29,00 32 40 60 3,029,01 - 35,00 32 40 60 4,535,01 - 45,00 32 40 60 6,345,01 - 55,00 40 50 70 5,055,01 - 65,00 40 - 70 -65,01 - 78,00 40 - 70 -78,01 - 90,00 50 - 80 -
90,01 - 102,00 50 - 80 -
Schaftmaße nach DIN 1835-B (Weldon)
07_Multi.indb 312 27.10.2008 11:10:36 Uhr
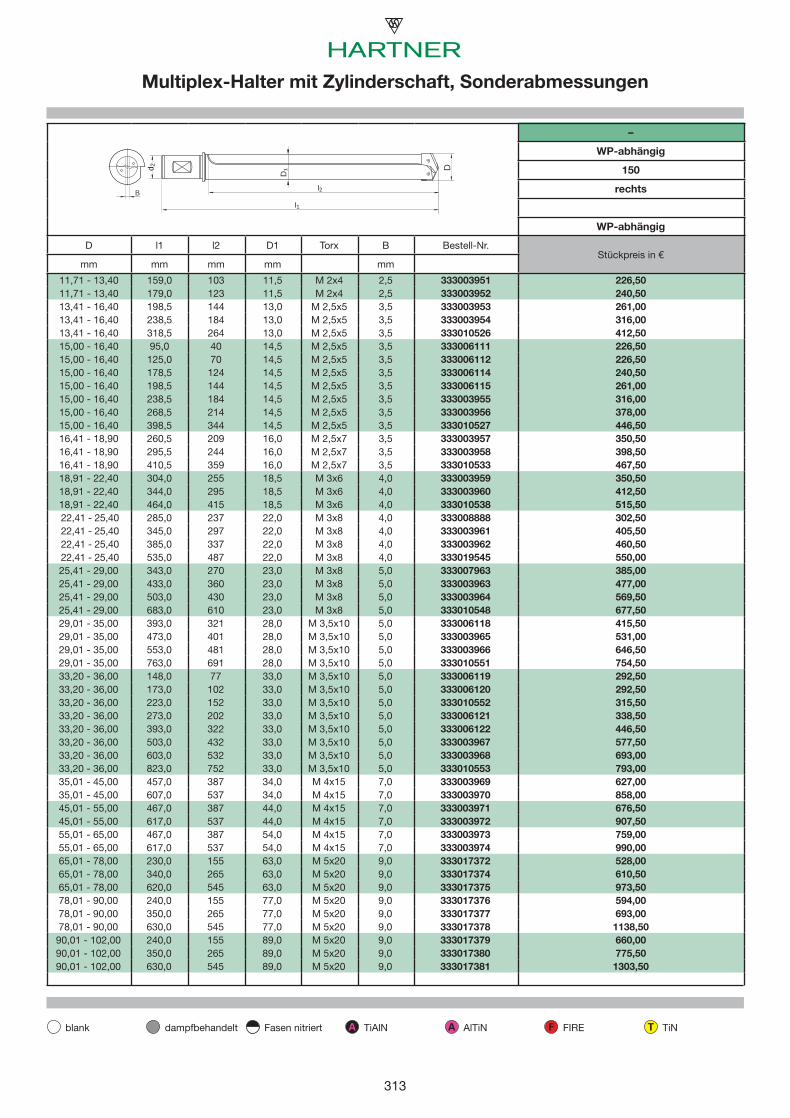
313
A A F T
d 2 D
l2
l1
D1
B
–
WP-abhängig
150
rechts
WP-abhängig
D l1 l2 D1 Torx B Bestell-Nr.Stückpreis in €
mm mm mm mm mm
11,71 - 13,40 159,0 103 11,5 M 2x4 2,5 33300395111,71 - 13,40 179,0 123 11,5 M 2x4 2,5 33300395213,41 - 16,40 198,5 144 13,0 M 2,5x5 3,5 33300395313,41 - 16,40 238,5 184 13,0 M 2,5x5 3,5 33300395413,41 - 16,40 318,5 264 13,0 M 2,5x5 3,5 33301052615,00 - 16,40 95,0 40 14,5 M 2,5x5 3,5 33300611115,00 - 16,40 125,0 70 14,5 M 2,5x5 3,5 33300611215,00 - 16,40 178,5 124 14,5 M 2,5x5 3,5 33300611415,00 - 16,40 198,5 144 14,5 M 2,5x5 3,5 33300611515,00 - 16,40 238,5 184 14,5 M 2,5x5 3,5 33300395515,00 - 16,40 268,5 214 14,5 M 2,5x5 3,5 33300395615,00 - 16,40 398,5 344 14,5 M 2,5x5 3,5 33301052716,41 - 18,90 260,5 209 16,0 M 2,5x7 3,5 33300395716,41 - 18,90 295,5 244 16,0 M 2,5x7 3,5 33300395816,41 - 18,90 410,5 359 16,0 M 2,5x7 3,5 33301053318,91 - 22,40 304,0 255 18,5 M 3x6 4,0 33300395918,91 - 22,40 344,0 295 18,5 M 3x6 4,0 33300396018,91 - 22,40 464,0 415 18,5 M 3x6 4,0 333010538 22,41 - 25,40 285,0 237 22,0 M 3x8 4,0 333008888 22,41 - 25,40 345,0 297 22,0 M 3x8 4,0 333003961 22,41 - 25,40 385,0 337 22,0 M 3x8 4,0 333003962 22,41 - 25,40 535,0 487 22,0 M 3x8 4,0 33301954525,41 - 29,00 343,0 270 23,0 M 3x8 5,0 33300796325,41 - 29,00 433,0 360 23,0 M 3x8 5,0 33300396325,41 - 29,00 503,0 430 23,0 M 3x8 5,0 33300396425,41 - 29,00 683,0 610 23,0 M 3x8 5,0 33301054829,01 - 35,00 393,0 321 28,0 M 3,5x10 5,0 33300611829,01 - 35,00 473,0 401 28,0 M 3,5x10 5,0 33300396529,01 - 35,00 553,0 481 28,0 M 3,5x10 5,0 33300396629,01 - 35,00 763,0 691 28,0 M 3,5x10 5,0 33301055133,20 - 36,00 148,0 77 33,0 M 3,5x10 5,0 33300611933,20 - 36,00 173,0 102 33,0 M 3,5x10 5,0 33300612033,20 - 36,00 223,0 152 33,0 M 3,5x10 5,0 33301055233,20 - 36,00 273,0 202 33,0 M 3,5x10 5,0 33300612133,20 - 36,00 393,0 322 33,0 M 3,5x10 5,0 33300612233,20 - 36,00 503,0 432 33,0 M 3,5x10 5,0 33300396733,20 - 36,00 603,0 532 33,0 M 3,5x10 5,0 33300396833,20 - 36,00 823,0 752 33,0 M 3,5x10 5,0 33301055335,01 - 45,00 457,0 387 34,0 M 4x15 7,0 33300396935,01 - 45,00 607,0 537 34,0 M 4x15 7,0 33300397045,01 - 55,00 467,0 387 44,0 M 4x15 7,0 33300397145,01 - 55,00 617,0 537 44,0 M 4x15 7,0 33300397255,01 - 65,00 467,0 387 54,0 M 4x15 7,0 33300397355,01 - 65,00 617,0 537 54,0 M 4x15 7,0 33300397465,01 - 78,00 230,0 155 63,0 M 5x20 9,0 33301737265,01 - 78,00 340,0 265 63,0 M 5x20 9,0 33301737465,01 - 78,00 620,0 545 63,0 M 5x20 9,0 33301737578,01 - 90,00 240,0 155 77,0 M 5x20 9,0 33301737678,01 - 90,00 350,0 265 77,0 M 5x20 9,0 33301737778,01 - 90,00 630,0 545 77,0 M 5x20 9,0 333017378
90,01 - 102,00 240,0 155 89,0 M 5x20 9,0 33301737990,01 - 102,00 350,0 265 89,0 M 5x20 9,0 33301738090,01 - 102,00 630,0 545 89,0 M 5x20 9,0 333017381
Multiplex-Halter mit Zylinderschaft, Sonderabmessungen
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
226,50240,50261,00316,00412,50226,50226,50240,50261,00316,00378,00446,50350,50398,50467,50350,50412,50515,50302,50405,50460,50550,00385,00477,00569,50677,50415,50531,00646,50754,50292,50292,50315,50338,50446,50577,50693,00793,00627,00858,00676,50907,50759,00990,00528,00610,50973,50594,00693,001138,50660,00775,501303,50
07_Multi.indb 313 27.10.2008 11:10:44 Uhr
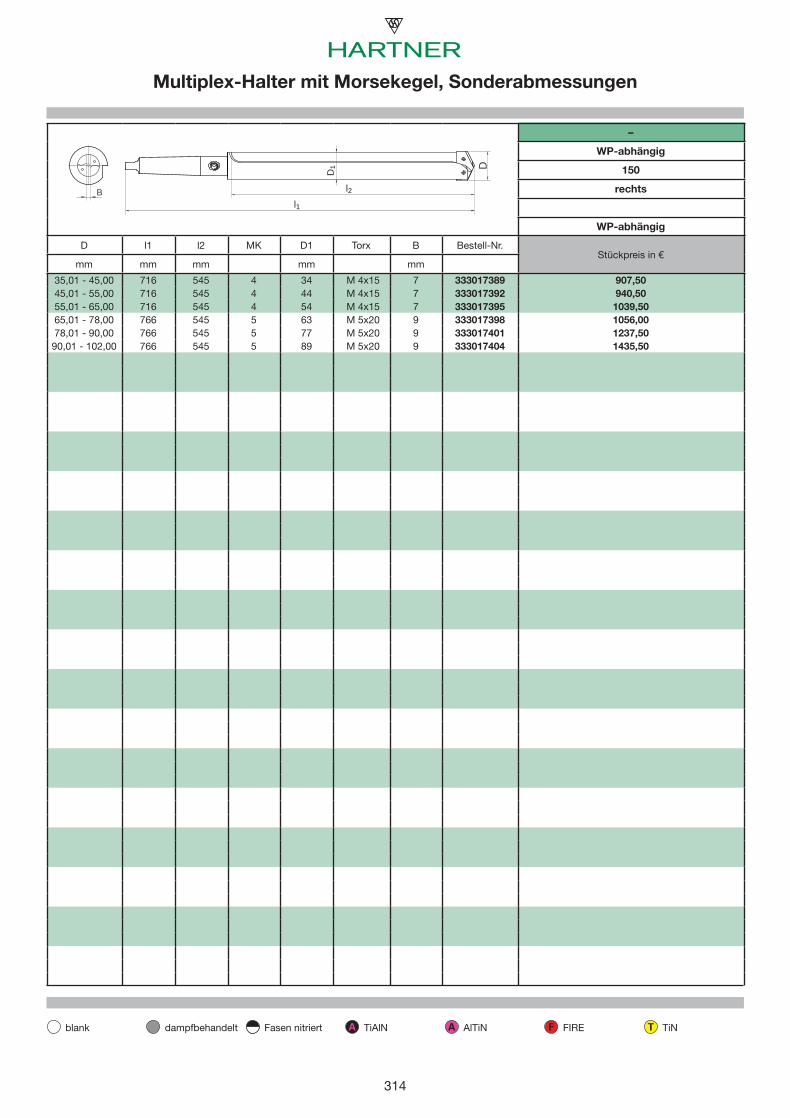
314
A A F T
D
l2
Kegelschaft DIN 228 MK-Bmit Ringlau�äche für Kühlmittelzuführring
l1
D1
B
–
WP-abhängig
150
rechts
WP-abhängig
D l1 l2 MK D1 Torx B Bestell-Nr.Stückpreis in €
mm mm mm mm mm
35,01 - 45,00 716 545 4 34 M 4x15 7 33301738945,01 - 55,00 716 545 4 44 M 4x15 7 33301739255,01 - 65,00 716 545 4 54 M 4x15 7 33301739565,01 - 78,00 766 545 5 63 M 5x20 9 33301739878,01 - 90,00 766 545 5 77 M 5x20 9 333017401
90,01 - 102,00 766 545 5 89 M 5x20 9 333017404
Multiplex-Halter mit Morsekegel, Sonderabmessungen
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
907,50940,501039,501056,001237,501435,50
07_Multi.indb 314 27.10.2008 11:10:45 Uhr
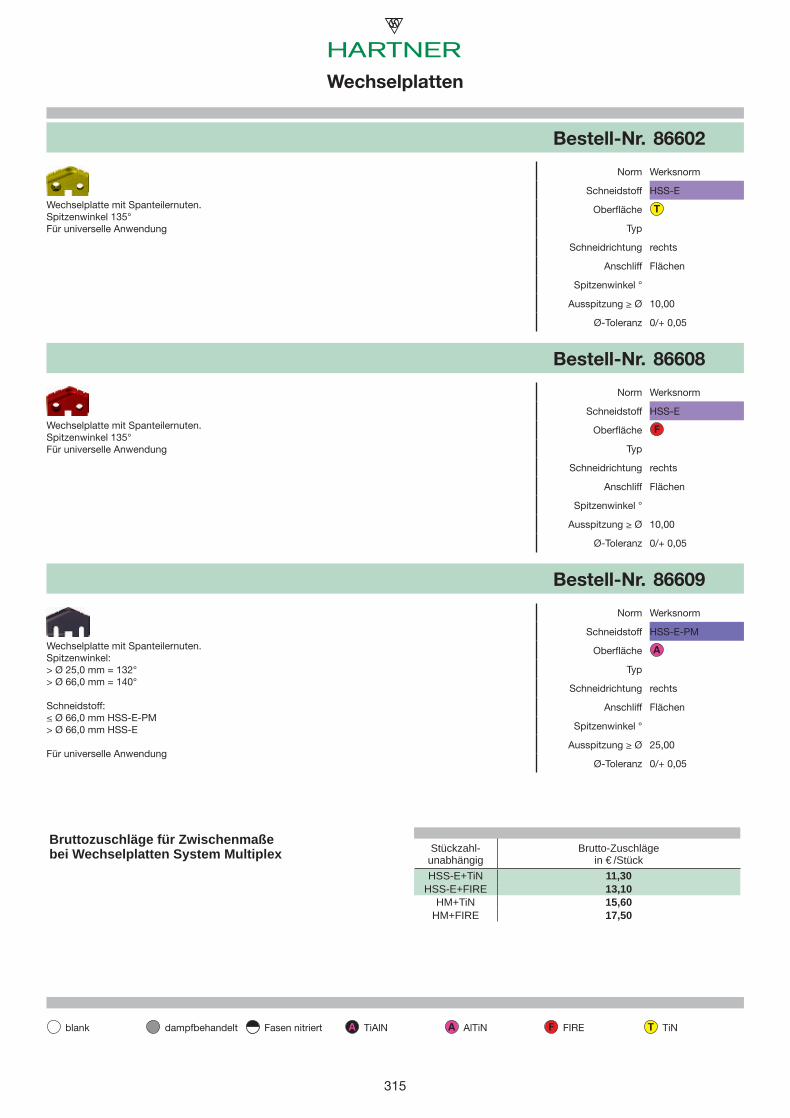
315
A A F T
1
T
F
A
Bestell-Nr. 86602
Norm Werksnorm
Schneidstoff HSS-EWechselplatte mit Spanteilernuten. Spitzenwinkel 135°Für universelle Anwendung
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel °
Ausspitzung ≥ Ø 10,00
Ø-Toleranz 0/+ 0,05
Bestell-Nr. 86608
Norm Werksnorm
Schneidstoff HSS-EWechselplatte mit Spanteilernuten. Spitzenwinkel 135°Für universelle Anwendung
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel °
Ausspitzung ≥ Ø 10,00
Ø-Toleranz 0/+ 0,05
Bestell-Nr. 86609
Norm Werksnorm
Schneidstoff HSS-E-PMWechselplatte mit Spanteilernuten. Spitzenwinkel:> Ø 25,0 mm = 132°> Ø 66,0 mm = 140°
Schneidstoff:≤ Ø 66,0 mm HSS-E-PM> Ø 66,0 mm HSS-E
Für universelle Anwendung
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel °
Ausspitzung ≥ Ø 25,00
Ø-Toleranz 0/+ 0,05
Wechselplatten
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Stückzahl-unabhängig
Brutto-Zuschläge in €/Stück
HSS-E+TiNHSS-E+FIRE
HM+TiNHM+FIRE
Bruttozuschläge für Zwischenmaße bei Wechselplatten System Multiplex
11,3013,1015,6017,50
07_Multi.indb 315 27.10.2008 11:11:00 Uhr
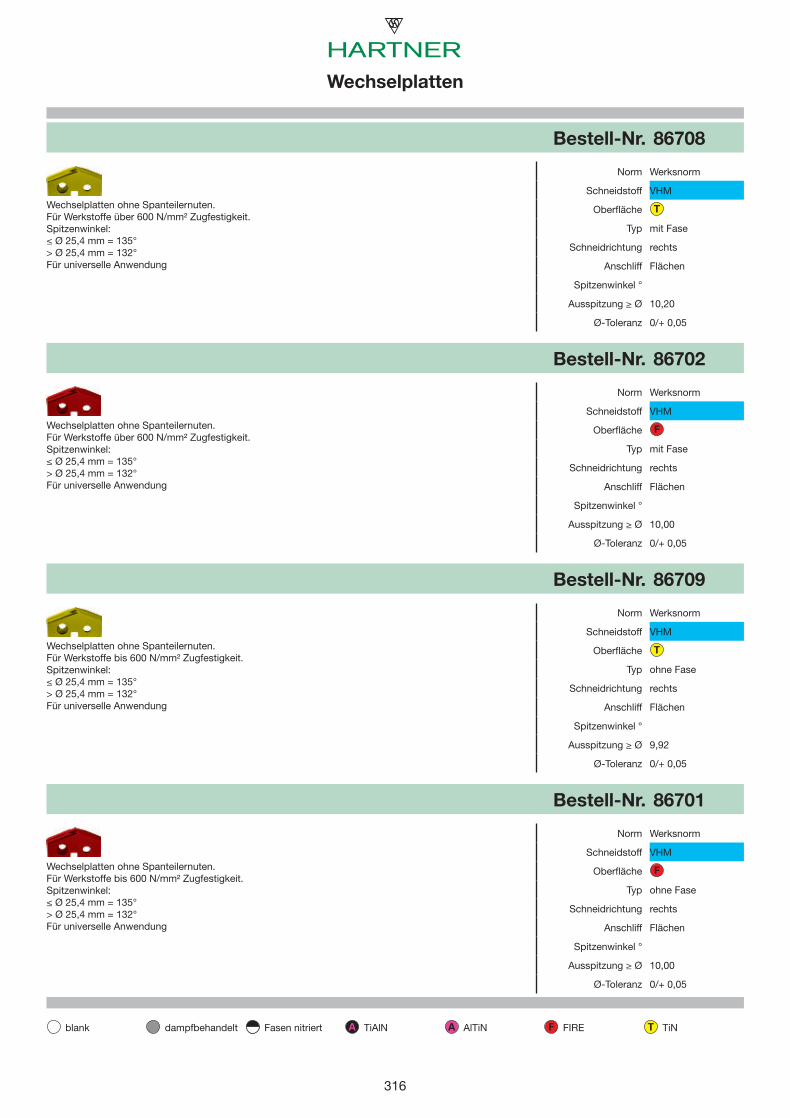
3162
A A F T
T
F
T
F
Bestell-Nr. 86708
Norm Werksnorm
Schneidstoff VHMWechselplatten ohne Spanteilernuten.Für Werkstoffe über 600 N/mm² Zugfestigkeit.Spitzenwinkel:≤ Ø 25,4 mm = 135°> Ø 25,4 mm = 132°Für universelle Anwendung
Oberfl äche
Typ mit Fase
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel °
Ausspitzung ≥ Ø 10,20
Ø-Toleranz 0/+ 0,05
Bestell-Nr. 86702
Norm Werksnorm
Schneidstoff VHMWechselplatten ohne Spanteilernuten.Für Werkstoffe über 600 N/mm² Zugfestigkeit.Spitzenwinkel:≤ Ø 25,4 mm = 135°> Ø 25,4 mm = 132°Für universelle Anwendung
Oberfl äche
Typ mit Fase
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel °
Ausspitzung ≥ Ø 10,00
Ø-Toleranz 0/+ 0,05
Bestell-Nr. 86709
Norm Werksnorm
Schneidstoff VHMWechselplatten ohne Spanteilernuten.Für Werkstoffe bis 600 N/mm² Zugfestigkeit.Spitzenwinkel:≤ Ø 25,4 mm = 135°> Ø 25,4 mm = 132°Für universelle Anwendung
Oberfl äche
Typ ohne Fase
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel °
Ausspitzung ≥ Ø 9,92
Ø-Toleranz 0/+ 0,05
Bestell-Nr. 86701
Norm Werksnorm
Schneidstoff VHMWechselplatten ohne Spanteilernuten.Für Werkstoffe bis 600 N/mm² Zugfestigkeit.Spitzenwinkel:≤ Ø 25,4 mm = 135°> Ø 25,4 mm = 132°Für universelle Anwendung
Oberfl äche
Typ ohne Fase
Schneidrichtung rechts
Anschliff Flächen
Spitzenwinkel °
Ausspitzung ≥ Ø 10,00
Ø-Toleranz 0/+ 0,05
Wechselplatten
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
07_Multi.indb 316 27.10.2008 11:11:04 Uhr
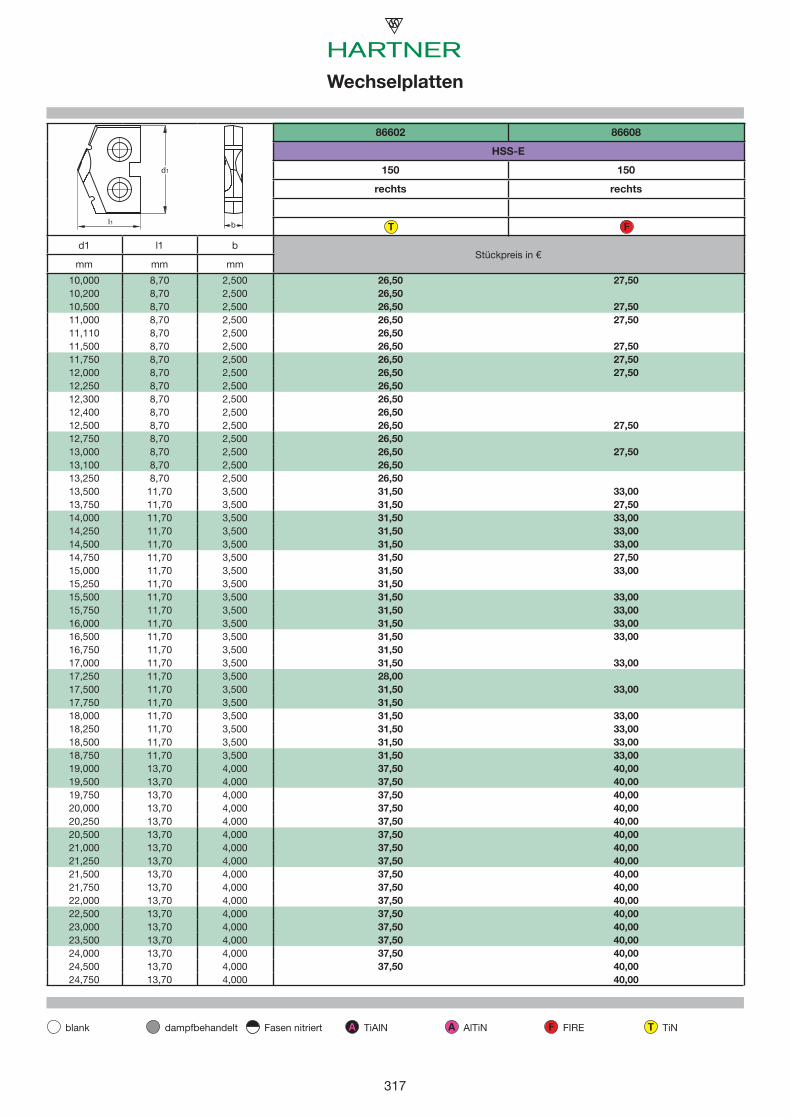
317
A A F T
3
A A F T
d1
bl1 T F
86602 86608
HSS-E
150 150
rechts rechts
d1 l1 bStückpreis in €
mm mm mm
10,000 8,70 2,50010,200 8,70 2,50010,500 8,70 2,50011,000 8,70 2,50011,110 8,70 2,50011,500 8,70 2,50011,750 8,70 2,50012,000 8,70 2,50012,250 8,70 2,50012,300 8,70 2,50012,400 8,70 2,50012,500 8,70 2,50012,750 8,70 2,50013,000 8,70 2,50013,100 8,70 2,50013,250 8,70 2,50013,500 11,70 3,50013,750 11,70 3,50014,000 11,70 3,50014,250 11,70 3,50014,500 11,70 3,50014,750 11,70 3,50015,000 11,70 3,50015,250 11,70 3,50015,500 11,70 3,50015,750 11,70 3,50016,000 11,70 3,50016,500 11,70 3,50016,750 11,70 3,50017,000 11,70 3,50017,250 11,70 3,50017,500 11,70 3,50017,750 11,70 3,50018,000 11,70 3,50018,250 11,70 3,50018,500 11,70 3,50018,750 11,70 3,50019,000 13,70 4,00019,500 13,70 4,00019,750 13,70 4,00020,000 13,70 4,00020,250 13,70 4,00020,500 13,70 4,00021,000 13,70 4,00021,250 13,70 4,00021,500 13,70 4,00021,750 13,70 4,00022,000 13,70 4,00022,500 13,70 4,00023,000 13,70 4,00023,500 13,70 4,00024,000 13,70 4,00024,500 13,70 4,00024,750 13,70 4,000
Wechselplatten
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 86850
Norm Werksnorm
Schneidstoff VHMSenkplatte, geeignet für Stähle und Grauguss.Hartmetallsorte S3X7
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Bestell-Nr. 86861
Norm Werksnorm
Schneidstoff VHMSenkplatte, geeignet für Stahlwerkstoffe, Alu-Legie-rungen und Duroplaste.Hartmetallsorte GH1
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Bestell-Nr. 86851
Norm Werksnorm
Schneidstoff VHMSenkplatte, geeignet für Stähle und Grauguss.Hartmetallsorte S3X7
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Bestell-Nr. 86860
Norm Werksnorm
Schneidstoff VHMSenkplatte, geeignet für Stahlwerkstoffe, Alu-Legie-rungen und Duroplaste.Hartmetallsorte GH1
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Wendeplatten für Stufenhalter
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
26,50 27,5026,5026,50 27,5026,50 27,5026,5026,50 27,5026,50 27,5026,50 27,5026,5026,5026,5026,50 27,5026,5026,50 27,5026,5026,5031,50 33,0031,50 27,5031,50 33,0031,50 33,0031,50 33,0031,50 27,5031,50 33,0031,5031,50 33,0031,50 33,0031,50 33,0031,50 33,0031,5031,50 33,0028,0031,50 33,0031,5031,50 33,0031,50 33,0031,50 33,0031,50 33,0037,50 40,0037,50 40,0037,50 40,0037,50 40,0037,50 40,0037,50 40,0037,50 40,0037,50 40,0037,50 40,0037,50 40,0037,50 40,0037,50 40,0037,50 40,0037,50 40,0037,50 40,0037,50 40,00
40,00
07_Multi.indb 317 27.10.2008 11:11:12 Uhr
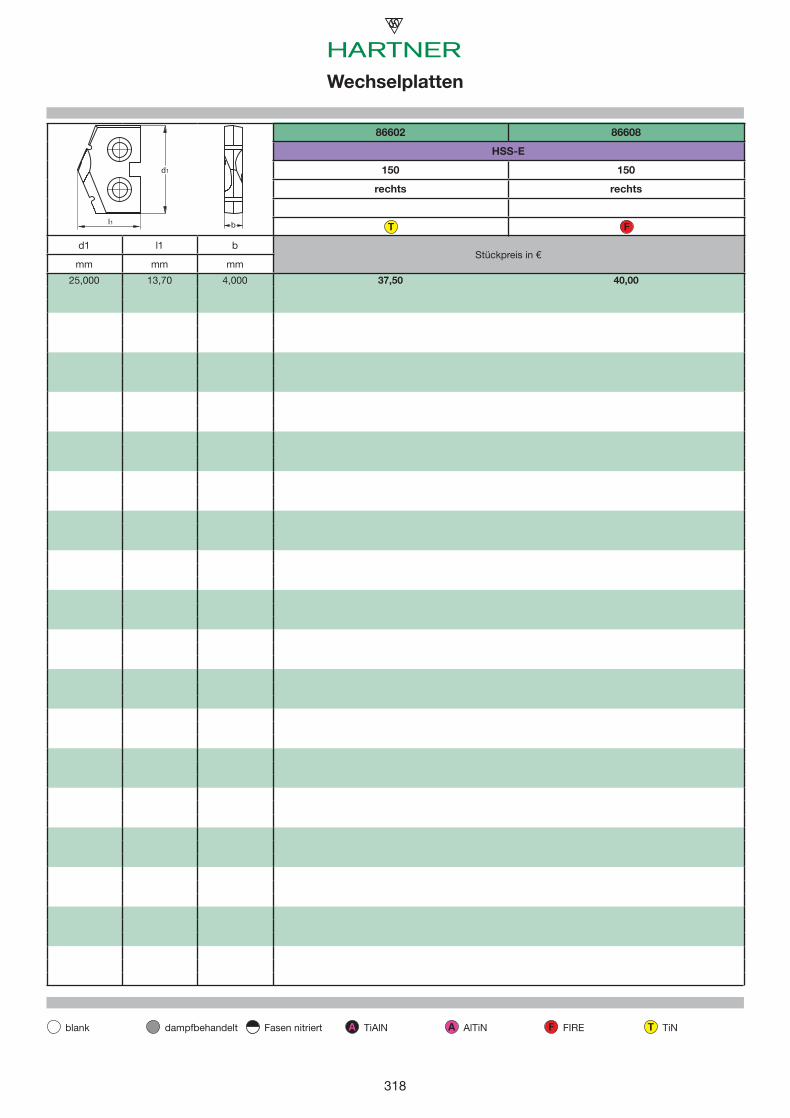
318
A A F T
d1
bl1 T F
86602 86608
HSS-E
150 150
rechts rechts
d1 l1 bStückpreis in €
mm mm mm
25,000 13,70 4,000
Wechselplatten
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
37,50 40,00
07_Multi.indb 318 27.10.2008 11:11:12 Uhr
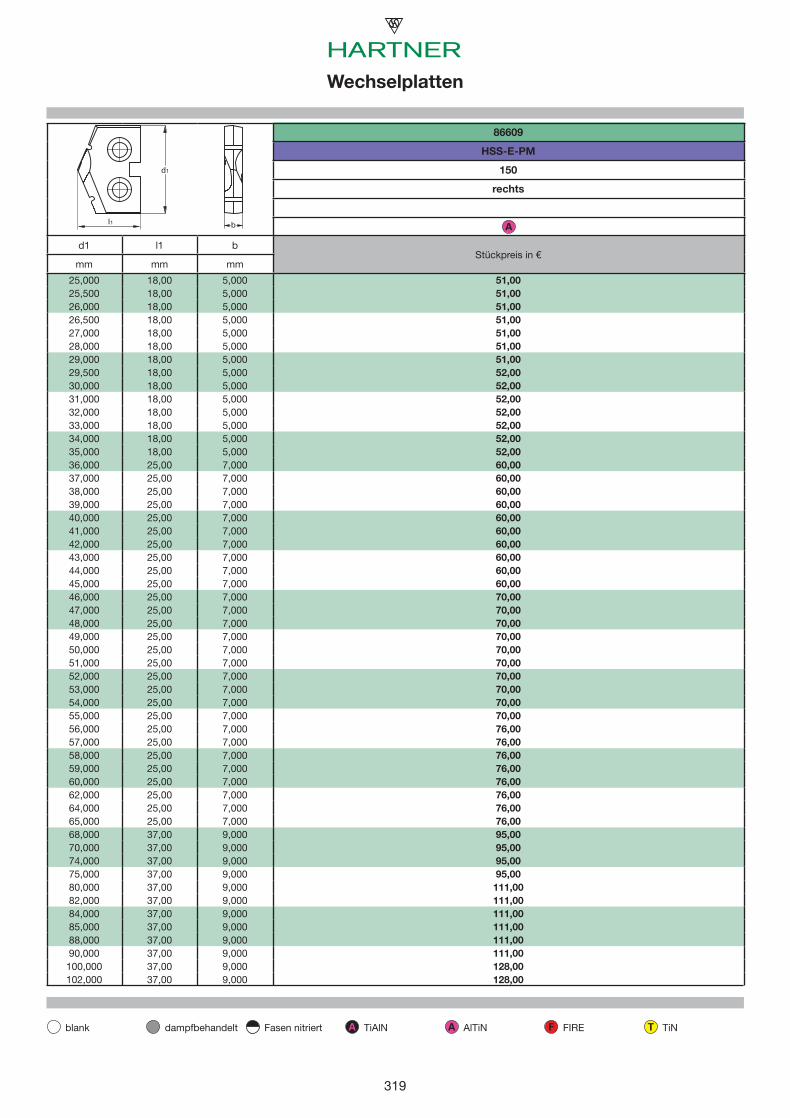
319
A A F T
d1
bl1 A
86609
HSS-E-PM
150
rechts
d1 l1 bStückpreis in €
mm mm mm
25,000 18,00 5,00025,500 18,00 5,00026,000 18,00 5,00026,500 18,00 5,00027,000 18,00 5,00028,000 18,00 5,00029,000 18,00 5,00029,500 18,00 5,00030,000 18,00 5,00031,000 18,00 5,00032,000 18,00 5,00033,000 18,00 5,00034,000 18,00 5,00035,000 18,00 5,00036,000 25,00 7,00037,000 25,00 7,00038,000 25,00 7,00039,000 25,00 7,00040,000 25,00 7,00041,000 25,00 7,00042,000 25,00 7,00043,000 25,00 7,00044,000 25,00 7,00045,000 25,00 7,00046,000 25,00 7,00047,000 25,00 7,00048,000 25,00 7,00049,000 25,00 7,00050,000 25,00 7,00051,000 25,00 7,00052,000 25,00 7,00053,000 25,00 7,00054,000 25,00 7,00055,000 25,00 7,00056,000 25,00 7,00057,000 25,00 7,00058,000 25,00 7,00059,000 25,00 7,00060,000 25,00 7,00062,000 25,00 7,00064,000 25,00 7,00065,000 25,00 7,00068,000 37,00 9,00070,000 37,00 9,00074,000 37,00 9,00075,000 37,00 9,00080,000 37,00 9,00082,000 37,00 9,00084,000 37,00 9,00085,000 37,00 9,00088,000 37,00 9,00090,000 37,00 9,000100,000 37,00 9,000102,000 37,00 9,000
Wechselplatten
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
51,0051,0051,0051,0051,0051,0051,0052,0052,0052,0052,0052,0052,0052,0060,0060,0060,0060,0060,0060,0060,0060,0060,0060,0070,0070,0070,0070,0070,0070,0070,0070,0070,0070,0076,0076,0076,0076,0076,0076,0076,0076,0095,0095,0095,0095,00111,00111,00111,00111,00111,00111,00128,00128,00
07_Multi.indb 319 27.10.2008 11:11:14 Uhr
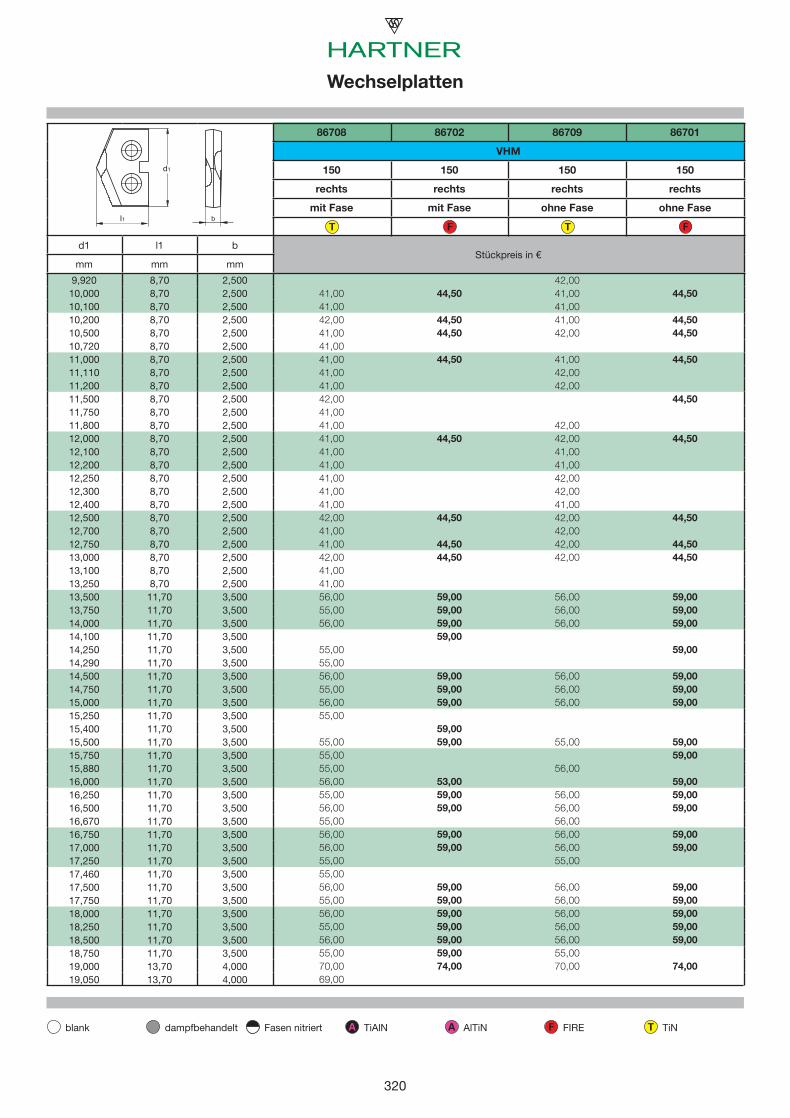
320
A A F T
b
d1
l1T F T F
86708 86702 86709 86701
VHM
150 150 150 150
rechts rechts rechts rechts
mit Fase mit Fase ohne Fase ohne Fase
d1 l1 bStückpreis in €
mm mm mm
9,920 8,70 2,50010,000 8,70 2,50010,100 8,70 2,50010,200 8,70 2,50010,500 8,70 2,50010,720 8,70 2,50011,000 8,70 2,50011,110 8,70 2,50011,200 8,70 2,50011,500 8,70 2,50011,750 8,70 2,50011,800 8,70 2,50012,000 8,70 2,50012,100 8,70 2,50012,200 8,70 2,50012,250 8,70 2,50012,300 8,70 2,50012,400 8,70 2,50012,500 8,70 2,50012,700 8,70 2,50012,750 8,70 2,50013,000 8,70 2,50013,100 8,70 2,50013,250 8,70 2,50013,500 11,70 3,50013,750 11,70 3,50014,000 11,70 3,50014,100 11,70 3,50014,250 11,70 3,50014,290 11,70 3,50014,500 11,70 3,50014,750 11,70 3,50015,000 11,70 3,50015,250 11,70 3,50015,400 11,70 3,50015,500 11,70 3,50015,750 11,70 3,50015,880 11,70 3,50016,000 11,70 3,50016,250 11,70 3,50016,500 11,70 3,50016,670 11,70 3,50016,750 11,70 3,50017,000 11,70 3,50017,250 11,70 3,50017,460 11,70 3,50017,500 11,70 3,50017,750 11,70 3,50018,000 11,70 3,50018,250 11,70 3,50018,500 11,70 3,50018,750 11,70 3,50019,000 13,70 4,00019,050 13,70 4,000
Wechselplatten
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
42,0041,00 44,50 41,00 44,5041,00 41,0042,00 44,50 41,00 44,5041,00 44,50 42,00 44,5041,0041,00 44,50 41,00 44,5041,00 42,0041,00 42,0042,00 44,5041,0041,00 42,0041,00 44,50 42,00 44,5041,00 41,0041,00 41,0041,00 42,0041,00 42,0041,00 41,0042,00 44,50 42,00 44,5041,00 42,0041,00 44,50 42,00 44,5042,00 44,50 42,00 44,5041,0041,0056,00 59,00 56,00 59,0055,00 59,00 56,00 59,0056,00 59,00 56,00 59,00
59,0055,00 59,0055,0056,00 59,00 56,00 59,0055,00 59,00 56,00 59,0056,00 59,00 56,00 59,0055,00
59,0055,00 59,00 55,00 59,0055,00 59,0055,00 56,0056,00 53,00 59,0055,00 59,00 56,00 59,0056,00 59,00 56,00 59,0055,00 56,0056,00 59,00 56,00 59,0056,00 59,00 56,00 59,0055,00 55,0055,0056,00 59,00 56,00 59,0055,00 59,00 56,00 59,0056,00 59,00 56,00 59,0055,00 59,00 56,00 59,0056,00 59,00 56,00 59,0055,00 59,00 55,0070,00 74,00 70,00 74,0069,00
07_Multi.indb 320 27.10.2008 11:11:17 Uhr
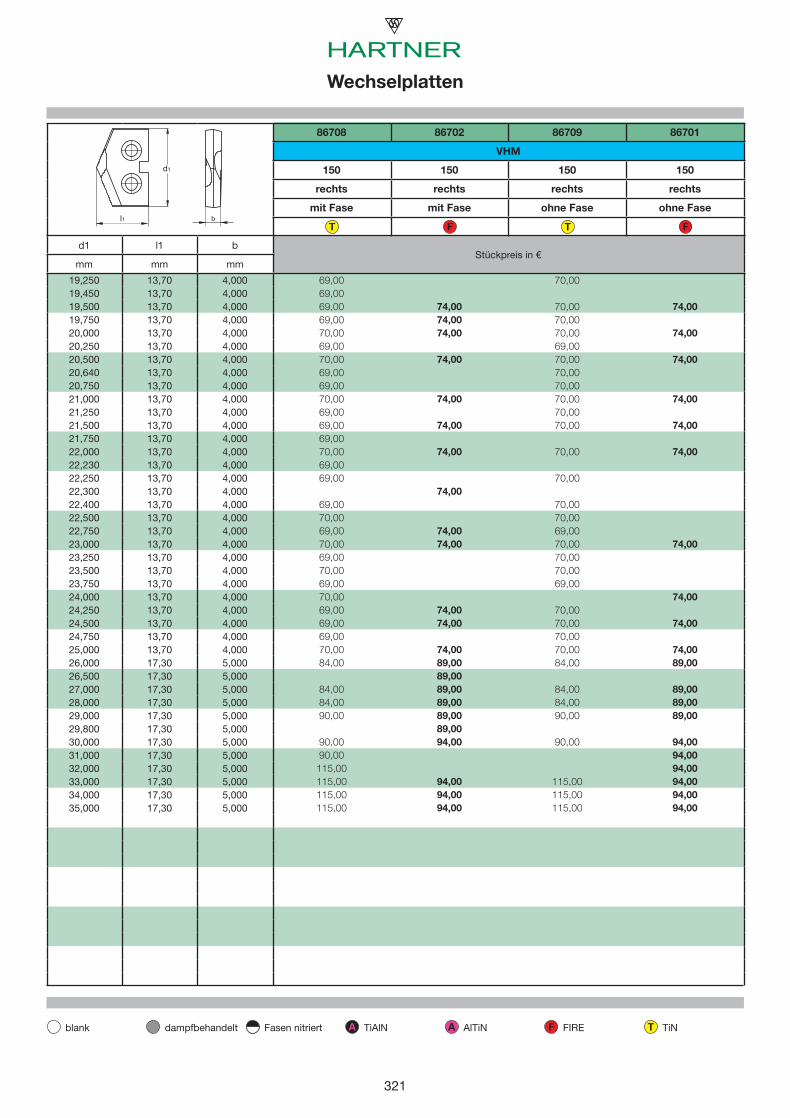
321
A A F T
b
d1
l1T F T F
86708 86702 86709 86701
VHM
150 150 150 150
rechts rechts rechts rechts
mit Fase mit Fase ohne Fase ohne Fase
d1 l1 bStückpreis in €
mm mm mm
19,250 13,70 4,00019,450 13,70 4,00019,500 13,70 4,00019,750 13,70 4,00020,000 13,70 4,00020,250 13,70 4,00020,500 13,70 4,00020,640 13,70 4,00020,750 13,70 4,00021,000 13,70 4,00021,250 13,70 4,00021,500 13,70 4,00021,750 13,70 4,00022,000 13,70 4,00022,230 13,70 4,00022,250 13,70 4,00022,300 13,70 4,00022,400 13,70 4,00022,500 13,70 4,00022,750 13,70 4,00023,000 13,70 4,00023,250 13,70 4,00023,500 13,70 4,00023,750 13,70 4,00024,000 13,70 4,00024,250 13,70 4,00024,500 13,70 4,00024,750 13,70 4,00025,000 13,70 4,00026,000 17,30 5,00026,500 17,30 5,00027,000 17,30 5,00028,000 17,30 5,00029,000 17,30 5,00029,800 17,30 5,00030,000 17,30 5,00031,000 17,30 5,00032,000 17,30 5,00033,000 17,30 5,00034,000 17,30 5,00035,000 17,30 5,000
Wechselplatten
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
69,00 70,0069,0069,00 74,00 70,00 74,0069,00 74,00 70,0070,00 74,00 70,00 74,0069,00 69,0070,00 74,00 70,00 74,0069,00 70,0069,00 70,0070,00 74,00 70,00 74,0069,00 70,0069,00 74,00 70,00 74,0069,0070,00 74,00 70,00 74,0069,0069,00 70,00
74,0069,00 70,0070,00 70,0069,00 74,00 69,0070,00 74,00 70,00 74,0069,00 70,0070,00 70,0069,00 69,0070,00 74,0069,00 74,00 70,0069,00 74,00 70,00 74,0069,00 70,0070,00 74,00 70,00 74,0084,00 89,00 84,00 89,00
89,0084,00 89,00 84,00 89,0084,00 89,00 84,00 89,0090,00 89,00 90,00 89,00
89,0090,00 94,00 90,00 94,0090,00 94,00115,00 94,00115,00 94,00 115,00 94,00115,00 94,00 115,00 94,00115,00 94,00 115,00 94,00
07_Multi.indb 321 27.10.2008 11:11:18 Uhr
3223
A A F T
Bestell-Nr. 86850
Norm Werksnorm
Schneidstoff VHMSenkplatte, geeignet für Stähle und Grauguss.Hartmetallsorte S3X7
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Bestell-Nr. 86861
Norm Werksnorm
Schneidstoff VHMSenkplatte, geeignet für Stahlwerkstoffe, Alu-Legie-rungen und Duroplaste.Hartmetallsorte GH1
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Bestell-Nr. 86851
Norm Werksnorm
Schneidstoff VHMSenkplatte, geeignet für Stähle und Grauguss.Hartmetallsorte S3X7
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Bestell-Nr. 86860
Norm Werksnorm
Schneidstoff VHMSenkplatte, geeignet für Stahlwerkstoffe, Alu-Legie-rungen und Duroplaste.Hartmetallsorte GH1
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Wendeplatten für Stufenhalter
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
07_Multi.indb 322 27.10.2008 11:11:23 Uhr
3234
A A F T
Bestell-Nr. 86852
Norm Werksnorm
Schneidstoff VHMSenkplatte, geeignet für Stähle und Grauguss.Hartmetallsorte S3X7
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Bestell-Nr. 86862
Norm Werksnorm
Schneidstoff VHMSenkplatte, geeignet für Stahlwerkstoffe, Alu-Legie-rungen und Duroplaste.Hartmetallsorte GH1
Oberfl äche
Typ
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Wendeplatten für Stufenhalter
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
07_Multi.indb 323 27.10.2008 11:11:24 Uhr
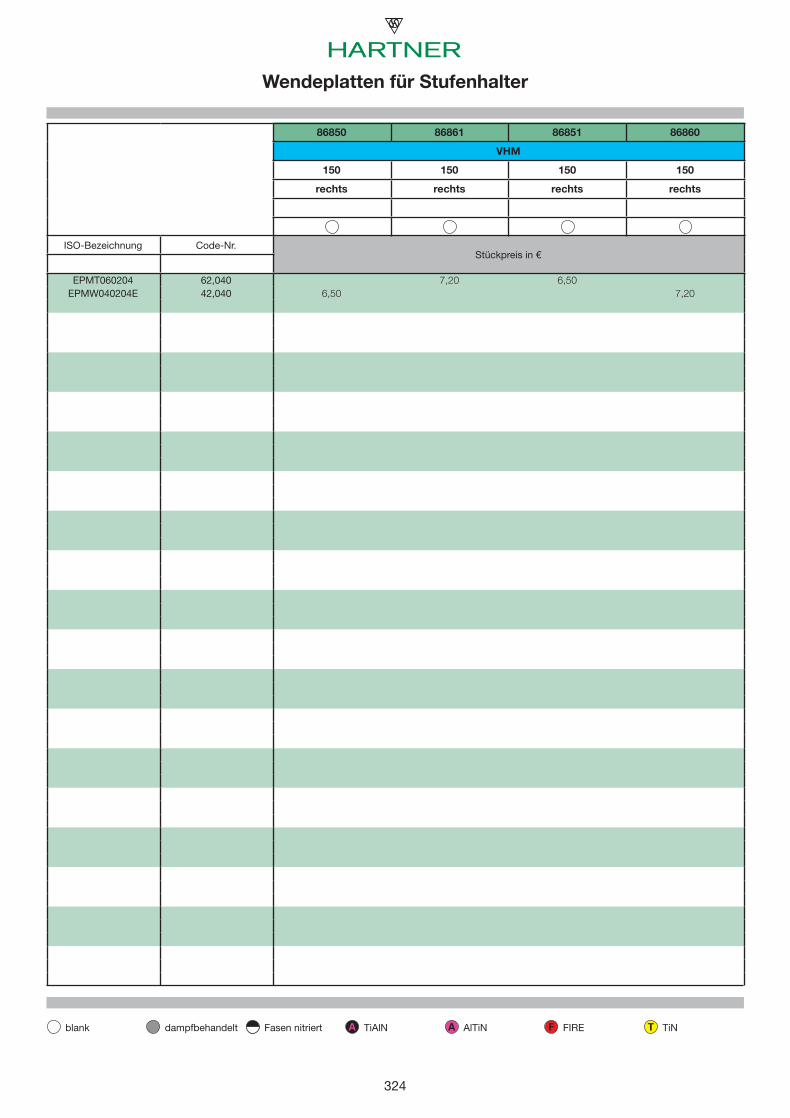
324
A A F T
86850 86861 86851 86860
VHM
150 150 150 150
rechts rechts rechts rechts
ISO-Bezeichnung Code-Nr.Stückpreis in €
EPMT060204 62,040EPMW040204E 42,040
Wendeplatten für Stufenhalter
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
7,20 6,506,50 7,20
07_Multi.indb 324 27.10.2008 11:11:24 Uhr
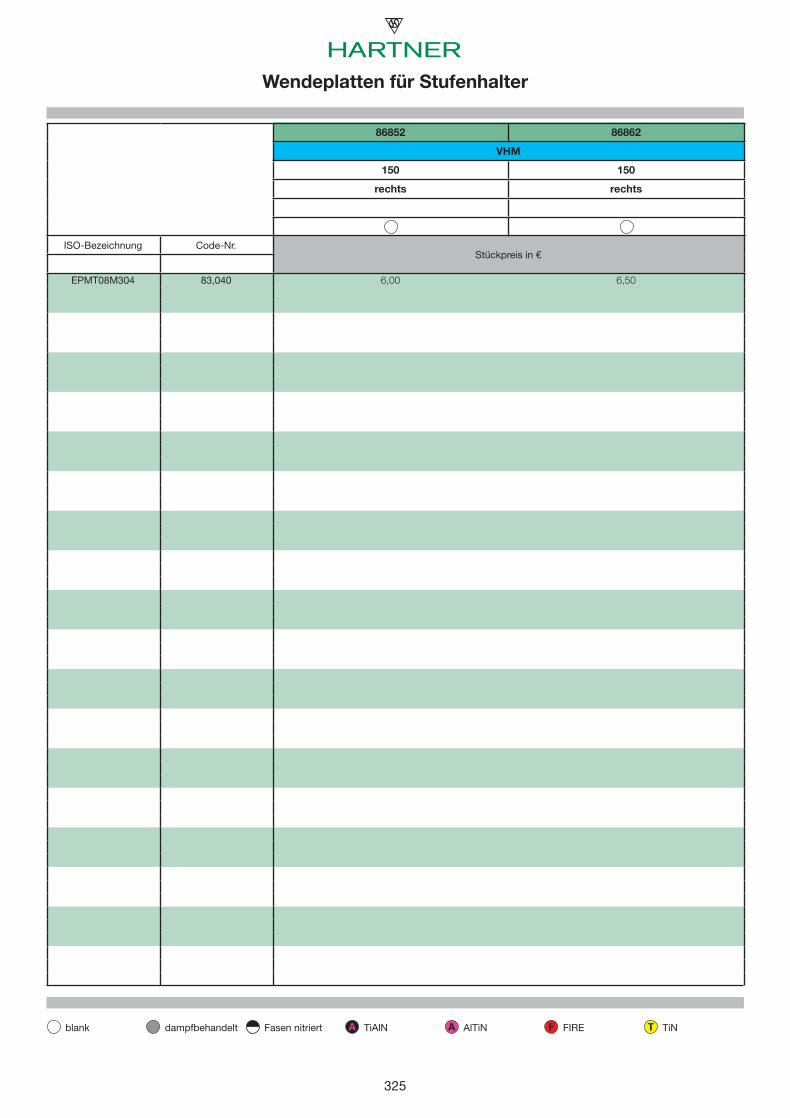
325
A A F T
86852 86862
VHM
150 150
rechts rechts
ISO-Bezeichnung Code-Nr.Stückpreis in €
EPMT08M304 83,040
Wendeplatten für Stufenhalter
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
6,00 6,50
07_Multi.indb 325 27.10.2008 11:11:25 Uhr
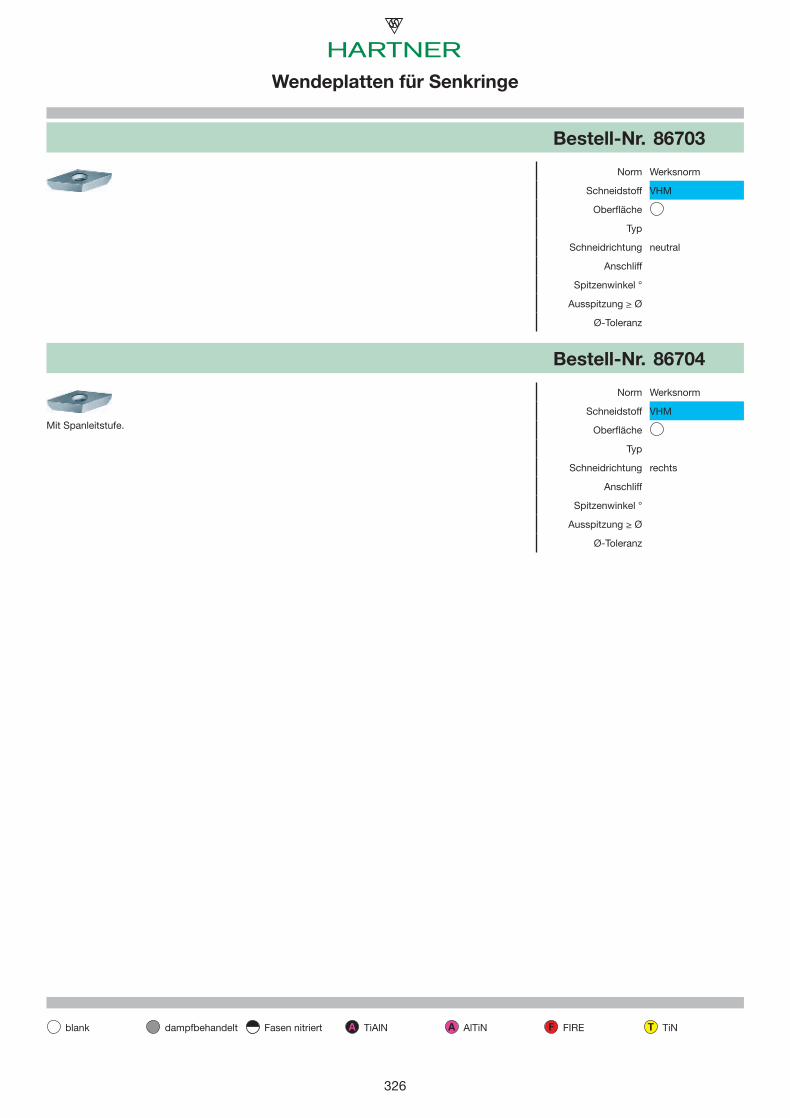
3265
A A F T
Bestell-Nr. 86703
Norm Werksnorm
Schneidstoff VHM
Oberfl äche
Typ
Schneidrichtung neutral
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Bestell-Nr. 86704
Norm Werksnorm
Schneidstoff VHMMit Spanleitstufe. Oberfl äche
Typ
Schneidrichtung rechts
Anschliff
Spitzenwinkel °
Ausspitzung ≥ Ø
Ø-Toleranz
Wendeplatten für Senkringe
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
07_Multi.indb 326 27.10.2008 11:11:26 Uhr
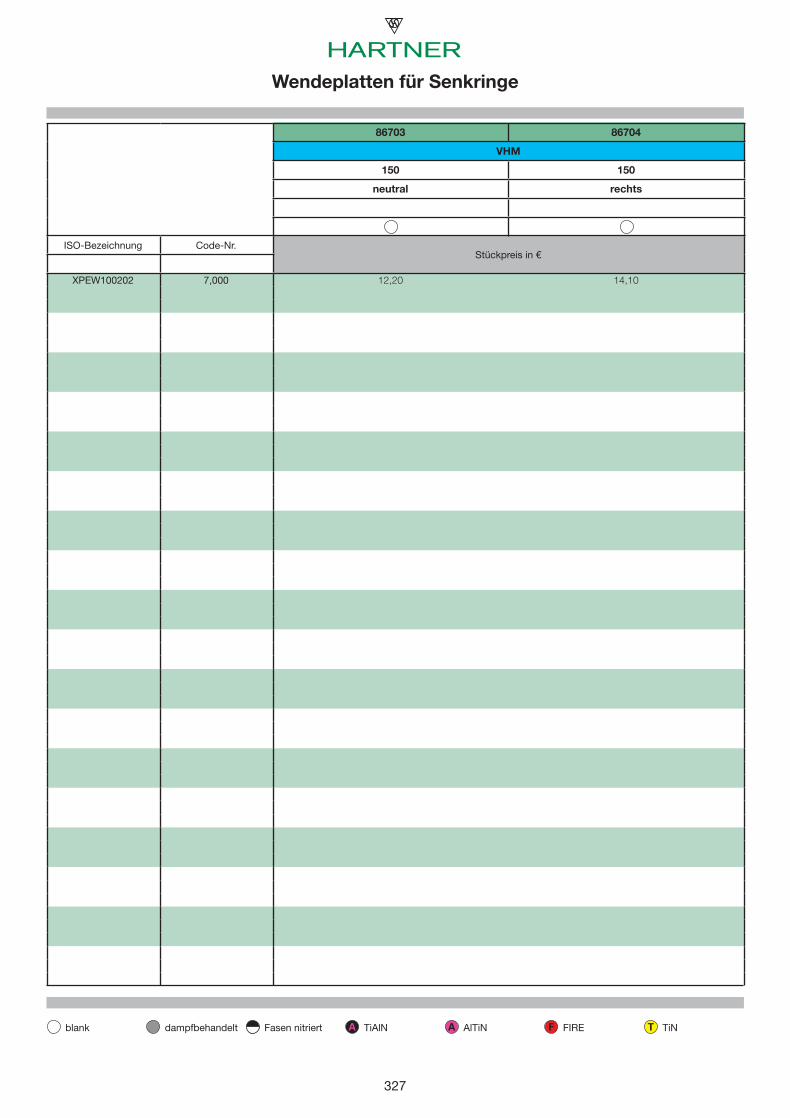
327
A A F T
86703 86704
VHM
150 150
neutral rechts
ISO-Bezeichnung Code-Nr.Stückpreis in €
XPEW100202 7,000
Wendeplatten für Senkringe
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
12,20 14,10
07_Multi.indb 327 27.10.2008 11:11:28 Uhr

328
A A F T
Kühlmittelzuführfutter mit SK nach DIN 69871und zylindrischer AufbohrungBei kleineren Schaft-Ø Verwendung mitReduzierhülse
Kühlmittelzuführfutter mit SK nach DIN 2080und zylindrischer AufbohrungBei kleineren Schaft-Ø Verwendung mitReduzierhülse
Kühlmittelzuführfutter mit MK nach DIN 228Bund zylindrischer AufbohrungBei kleineren Schaft-Ø Verwendung mitReduzierhülse
Kühlmittelzuführfutter mit MAS BTund zylindrischer AufbohrungBei kleineren Schaft-Ø Verwendung mitReduzierhülse
Zubehör für Multiplex
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
07_Multi.indb 328 27.10.2008 11:11:34 Uhr
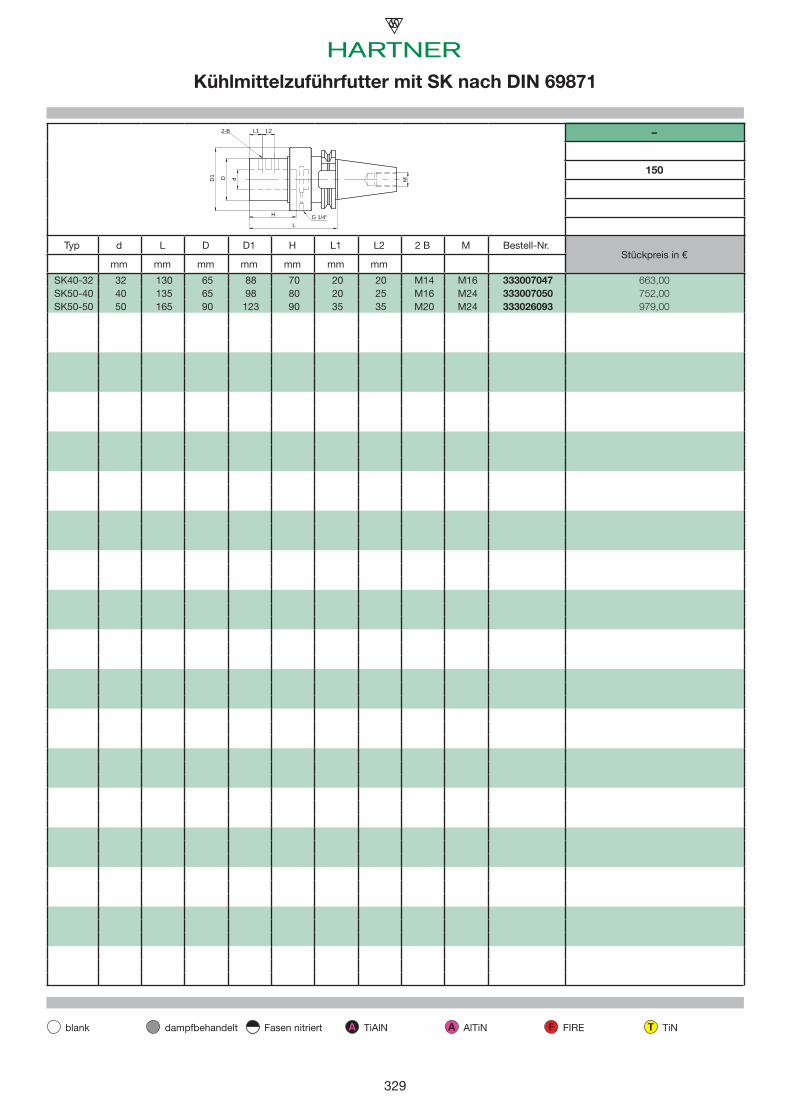
329
A A F T
M
H
L
D1 D d
L1 L22-B
G 1/4"
–
150
Typ d L D D1 H L1 L2 2 B M Bestell-Nr.Stückpreis in €
mm mm mm mm mm mm mm
SK40-32 32 130 65 88 70 20 20 M14 M16 333007047SK50-40 40 135 65 98 80 20 25 M16 M24 333007050SK50-50 50 165 90 123 90 35 35 M20 M24 333026093
Kühlmittelzuführfutter mit SK nach DIN 69871
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
663,00752,00979,00
07_Multi.indb 329 27.10.2008 11:11:40 Uhr
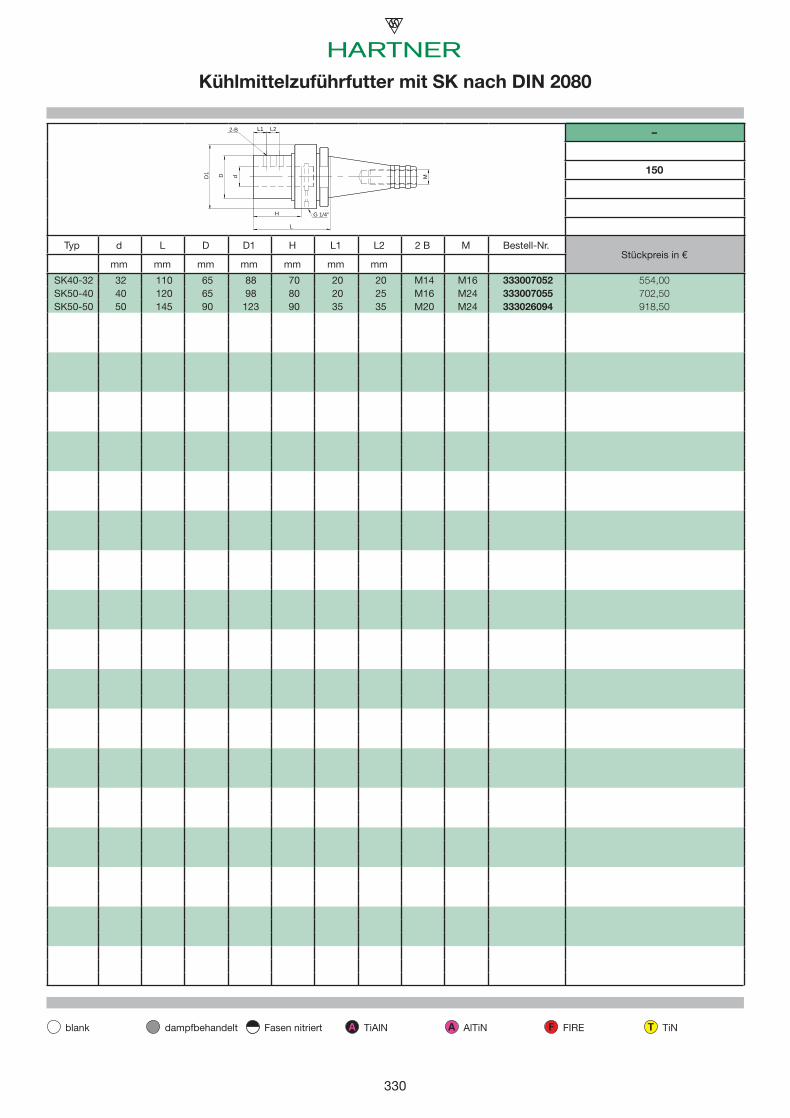
330
A A F T
M
H
L
D1 D d
L1 L22-B
G 1/4"
–
150
Typ d L D D1 H L1 L2 2 B M Bestell-Nr.Stückpreis in €
mm mm mm mm mm mm mm
SK40-32 32 110 65 88 70 20 20 M14 M16 333007052SK50-40 40 120 65 98 80 20 25 M16 M24 333007055SK50-50 50 145 90 123 90 35 35 M20 M24 333026094
Kühlmittelzuführfutter mit SK nach DIN 2080
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
554,00702,50918,50
07_Multi.indb 330 27.10.2008 11:11:41 Uhr
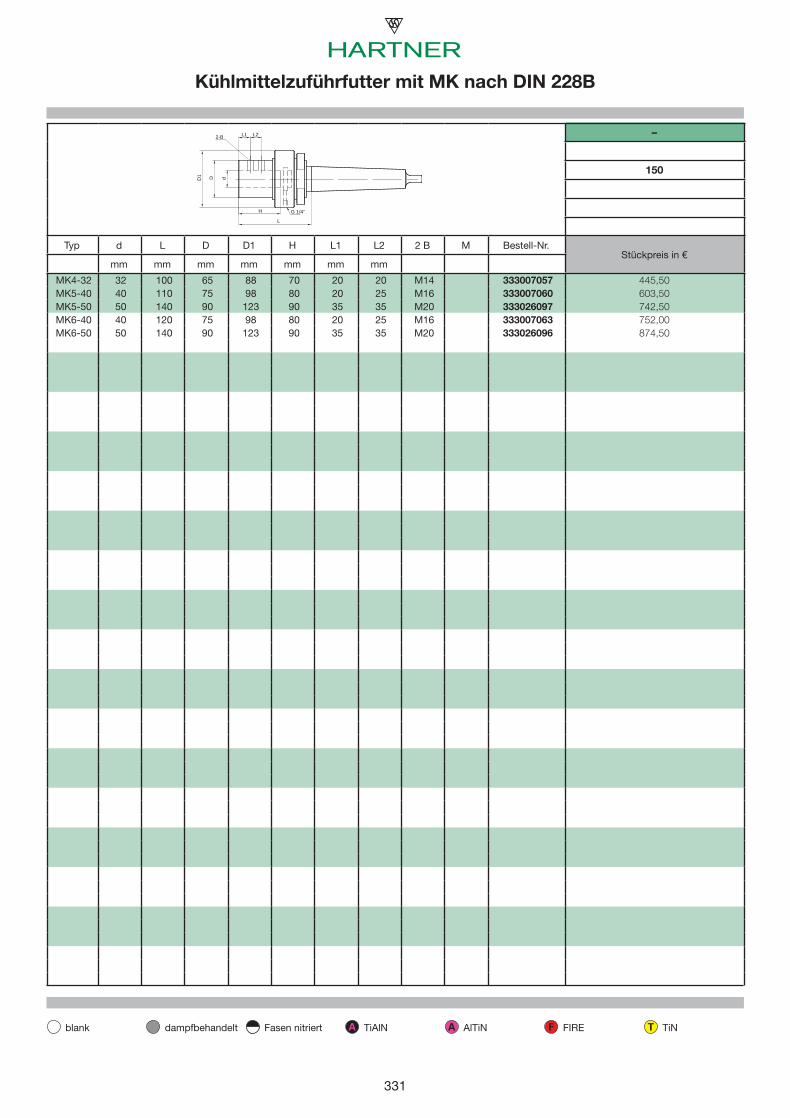
331
A A F T
H
L
D1 D d
L1 L22-B
G 1/4"
–
150
Typ d L D D1 H L1 L2 2 B M Bestell-Nr.Stückpreis in €
mm mm mm mm mm mm mm
MK4-32 32 100 65 88 70 20 20 M14 333007057MK5-40 40 110 75 98 80 20 25 M16 333007060MK5-50 50 140 90 123 90 35 35 M20 333026097MK6-40 40 120 75 98 80 20 25 M16 333007063MK6-50 50 140 90 123 90 35 35 M20 333026096
Kühlmittelzuführfutter mit MK nach DIN 228B
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
445,50603,50742,50752,00874,50
07_Multi.indb 331 27.10.2008 11:11:43 Uhr
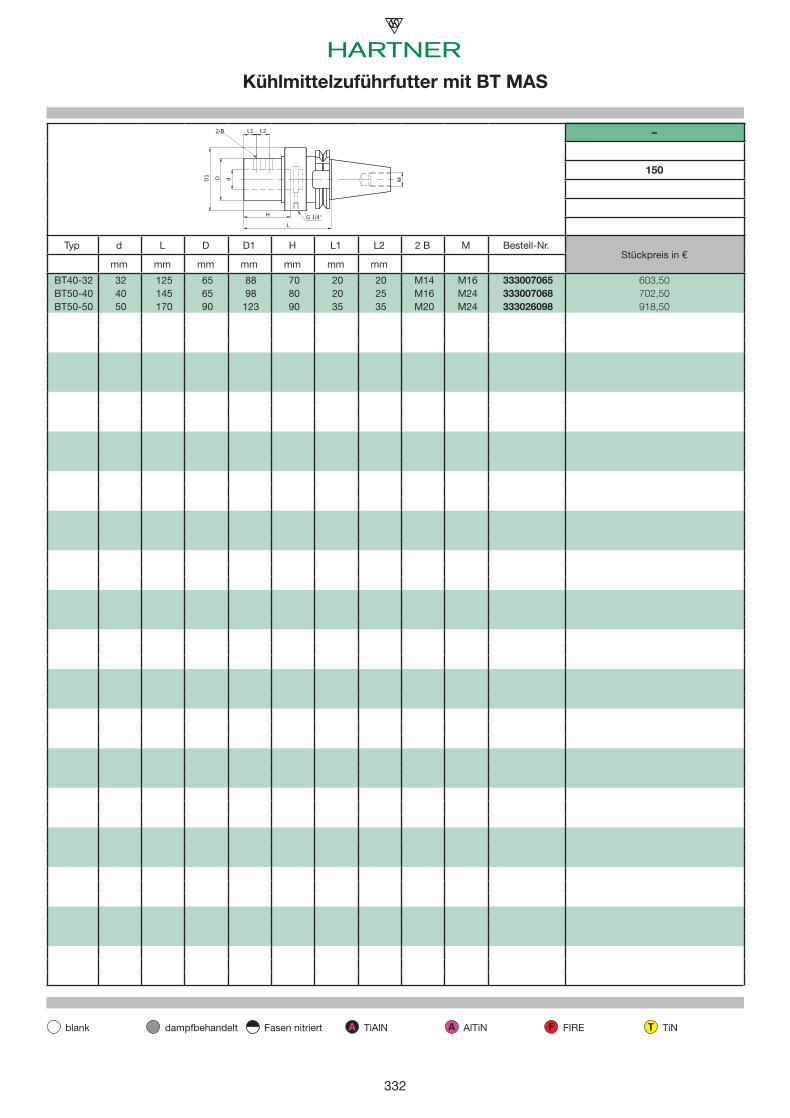
332
A A F T
M
H
L
D1 D d
L1 L22-B
G 1/4"
–
150
Typ d L D D1 H L1 L2 2 B M Bestell-Nr.Stückpreis in €
mm mm mm mm mm mm mm
BT40-32 32 125 65 88 70 20 20 M14 M16 333007065BT50-40 40 145 65 98 80 20 25 M16 M24 333007068BT50-50 50 170 90 123 90 35 35 M20 M24 333026098
Kühlmittelzuführfutter mit BT MAS
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
603,50702,50918,50
07_Multi.indb 332 27.10.2008 11:11:44 Uhr

A A F T
333
Zubehör für Multiplex
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. -
Reduzierhülse für Kühlmittelzuführfutter mit zylindrischer Aufnahmebohrung
Bestell-Nr. 86690
Kühlmittelzuführringe für Halter mit MK und Ring-lauffläche86670 und 86680 (ohne Verschraubungsset).
Bestell-Nr. 82571
Kühlmittelzuführrohr für Kühlmittelzuführringe Bestell-Nr. 86690
Bestell-Nr. 82578
Schnellverschlusskupplung
07_Multi.indb 333 27.10.2008 11:11:50 Uhr
334
A A F T
Zubehör für Multiplex
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
Bestell-Nr. 86807
Klemmschrauben für alle Wechselplattenhalter.
Bestell-Nr. 86836
Spannschrauben für Senkringe.
Bestell-Nr. 86842
Torx-Schraubendreher für Torx-Klemmschrauben.
07_Multi.indb 334 27.10.2008 11:11:52 Uhr
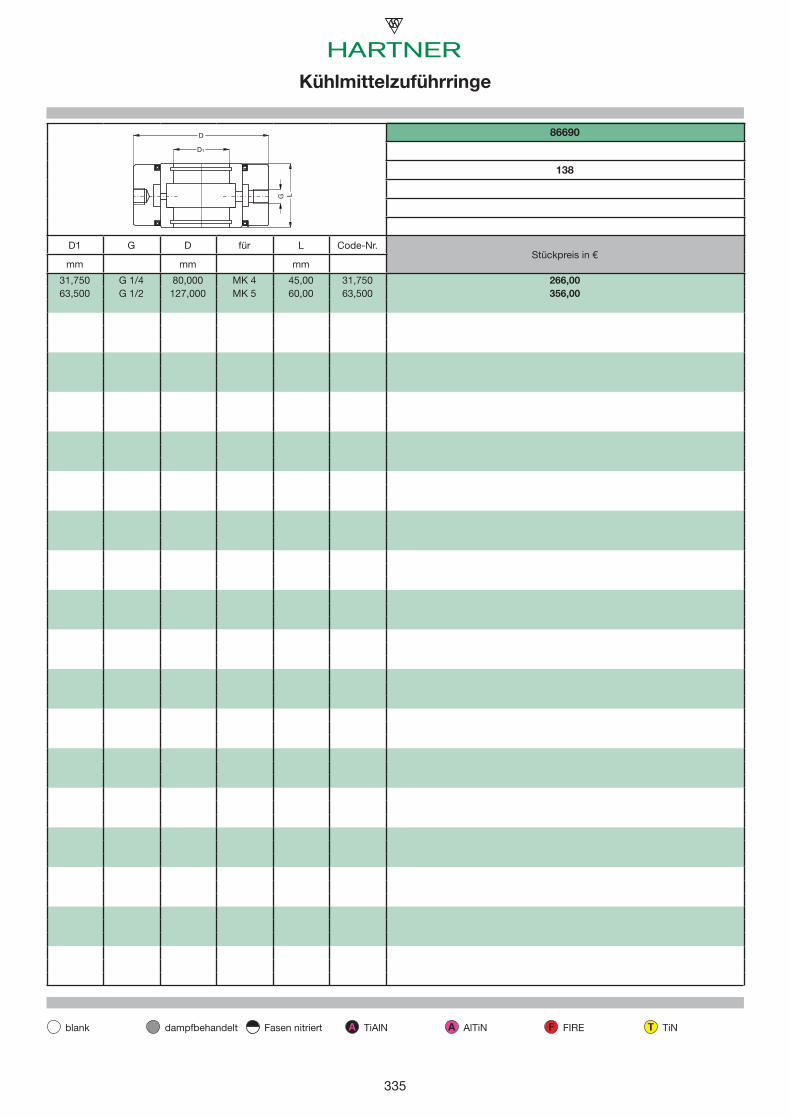
A A F T
335
G
D
L
D1
Kühlmittelzuführringe
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
86690
138
D1 G D für L Code-Nr.Stückpreis in €
mm mm mm
31,750 G 1/4 80,000 MK 4 45,00 31,75063,500 G 1/2 127,000 MK 5 60,00 63,500
266,00356,00
07_Multi.indb 335 27.10.2008 11:11:58 Uhr
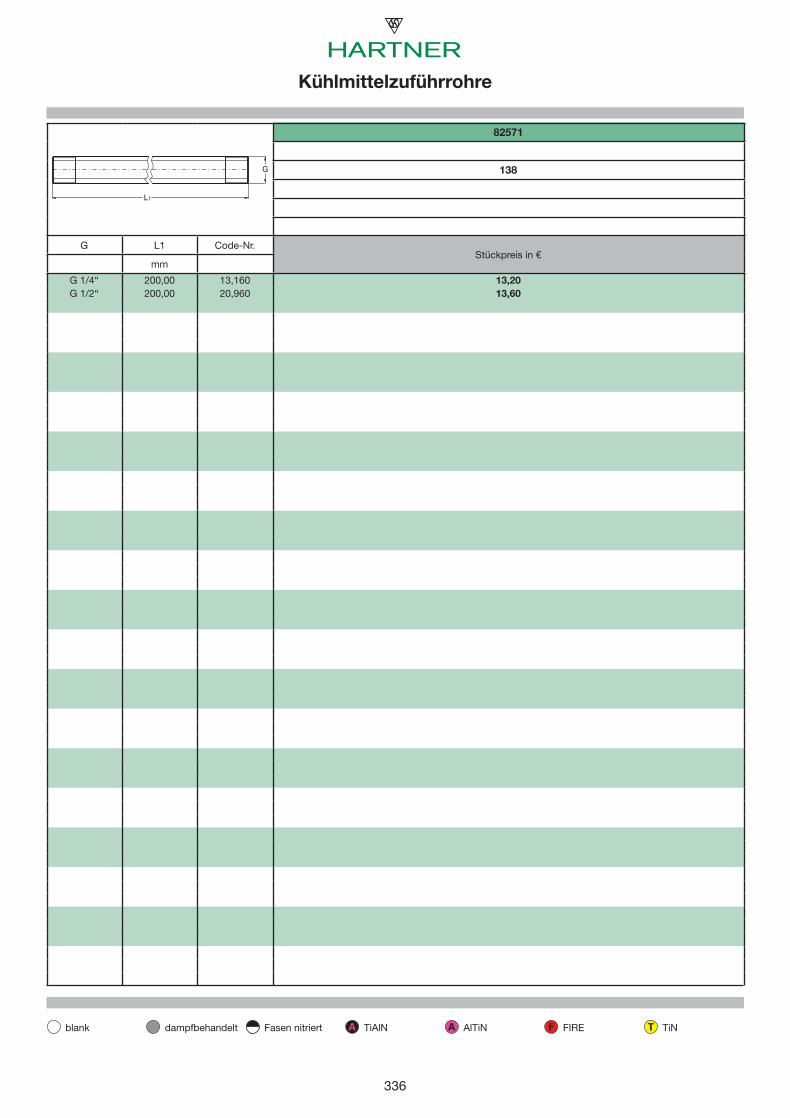
A A F T
336
L1
G
Kühlmittelzuführrohre
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
82571
138
G L1 Code-Nr.Stückpreis in €
mm
G 1/4“ 200,00 13,160G 1/2“ 200,00 20,960
13,2013,60
07_Multi.indb 336 27.10.2008 11:12:04 Uhr
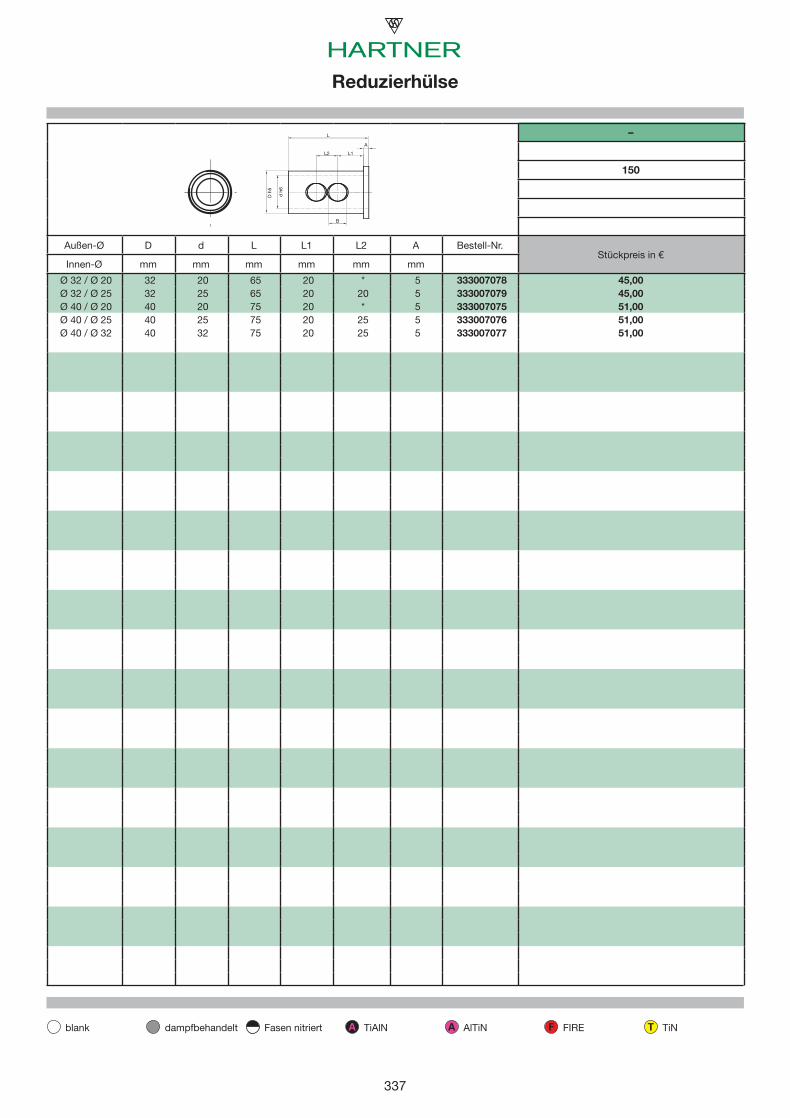
337
A A F T
D h
5
d h
6
A
B
L
L2 L1
–
150
Außen-Ø D d L L1 L2 A Bestell-Nr.Stückpreis in €
Innen-Ø mm mm mm mm mm mm
Ø 32 / Ø 20 32 20 65 20 * 5 333007078Ø 32 / Ø 25 32 25 65 20 20 5 333007079Ø 40 / Ø 20 40 20 75 20 * 5 333007075Ø 40 / Ø 25 40 25 75 20 25 5 333007076Ø 40 / Ø 32 40 32 75 20 25 5 333007077
Reduzierhülse
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
45,0045,0051,0051,0051,00
07_Multi.indb 337 27.10.2008 11:12:10 Uhr
A A F T
338
Schnellverschlusskupplung
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
82578
138
G Schlauchnippel Code-Nr.Stückpreis in €
mm
G 1/4“ 9 9,000G 1/2“ 13 13,000
47,50121,00
07_Multi.indb 338 27.10.2008 11:12:16 Uhr
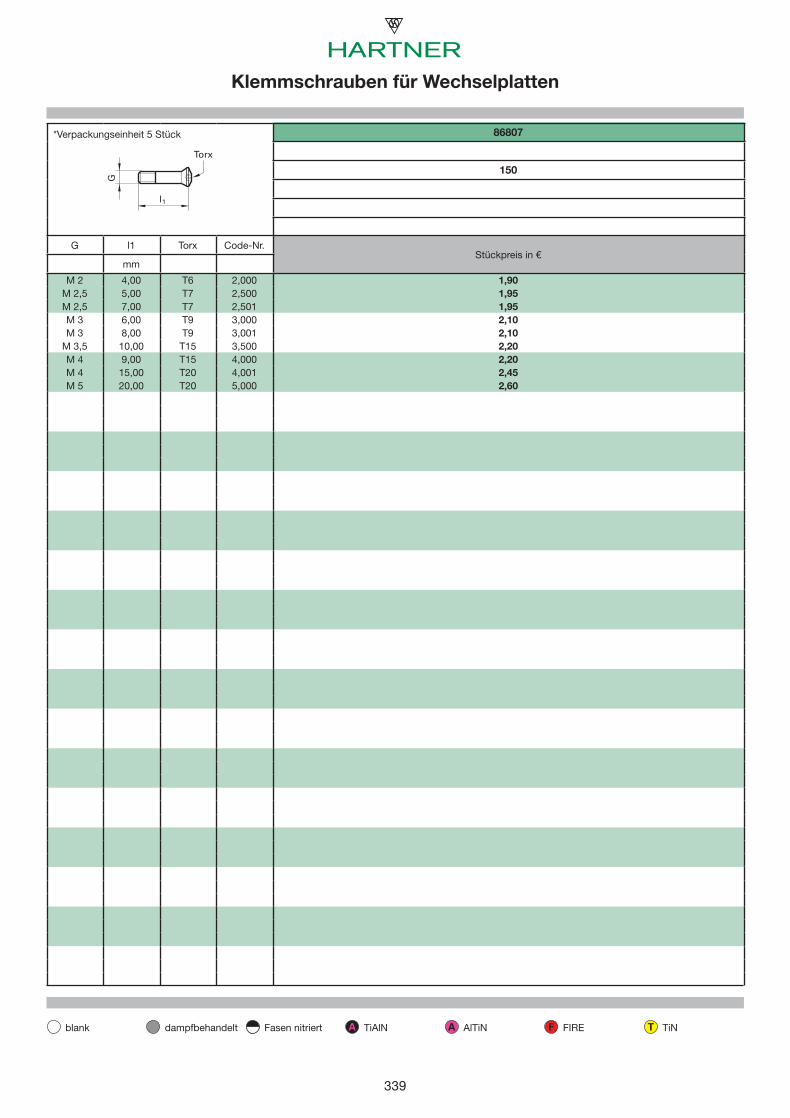
A A F T
339
G
l 1
Torx
Klemmschrauben für Wechselplatten
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
86807
150
G l1 Torx Code-Nr.Stückpreis in €
mm
M 2 4,00 T6 2,000M 2,5 5,00 T7 2,500M 2,5 7,00 T7 2,501M 3 6,00 T9 3,000M 3 8,00 T9 3,001
M 3,5 10,00 T15 3,500M 4 9,00 T15 4,000M 4 15,00 T20 4,001M 5 20,00 T20 5,000
*Verpackungseinheit 5 Stück
1,901,951,952,102,102,202,202,452,60
07_Multi.indb 339 27.10.2008 11:12:22 Uhr
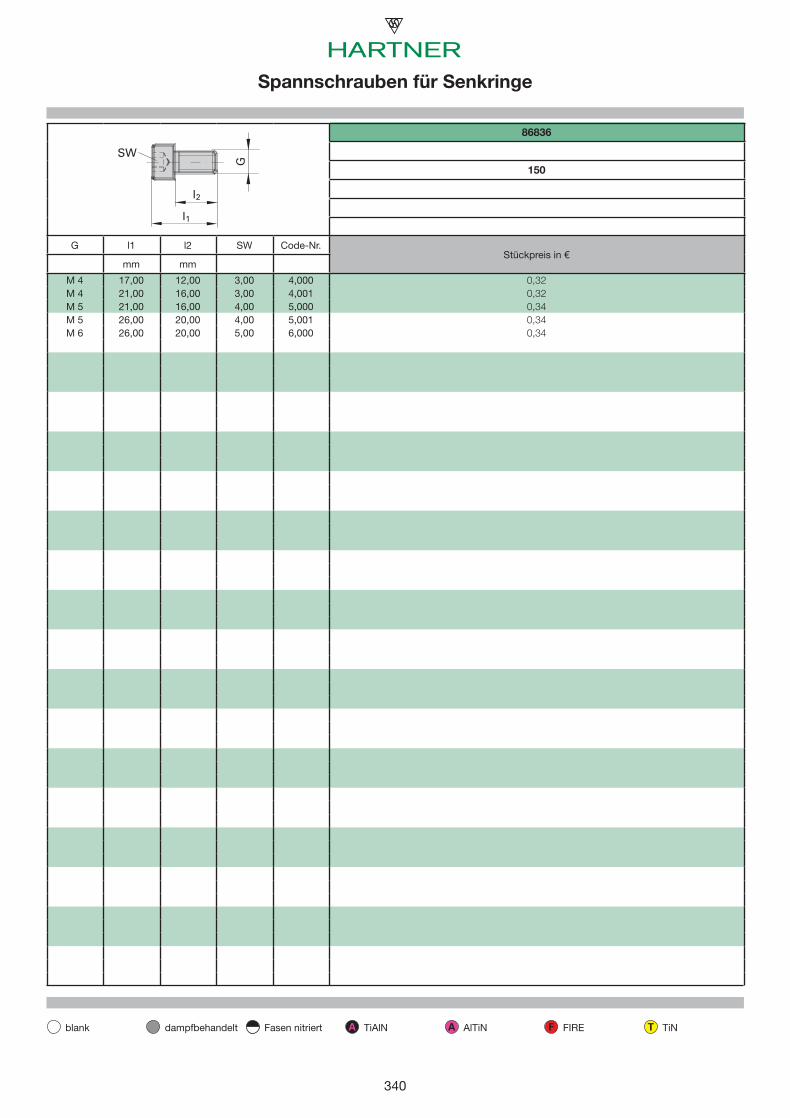
A A F T
340
G
l2
l1
SW
Spannschrauben für Senkringe
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
86836
150
G l1 l2 SW Code-Nr.Stückpreis in €
mm mm
M 4 17,00 12,00 3,00 4,000M 4 21,00 16,00 3,00 4,001M 5 21,00 16,00 4,00 5,000M 5 26,00 20,00 4,00 5,001M 6 26,00 20,00 5,00 6,000
0,320,320,340,340,34
07_Multi.indb 340 27.10.2008 11:12:28 Uhr
A A F T
341
Torx-Schraubendreher
blank dampfbehandelt Fasen nitriert TiAlN AlTiN FIRE TiN
86842
150
Torx Code-Nr.Stückpreis in €
T6 2,000T7 2,500T9 3,000T15 3,500T20 4,000
5,205,209,609,609,60
07_Multi.indb 341 27.10.2008 11:12:34 Uhr

Präzisions-Bohrwerkzeuge
tS 100 tDeR SpiRAliSieRte tieFlOCHBOHReR
Optimierter Nutquerschnitt •
Problemlose Späne •
• Maximaler Kühlkanal-
Querschnitt
07_Multi.indb 342 27.10.2008 11:12:38 Uhr
Her
stel
ler-
Prü
fpro
toko
lle
Präzisions-Bohrwerkzeuge
Hersteller- PrüfProtokolle
08_Protokolle.indb 343 27.10.2008 16:58:23 Uhr
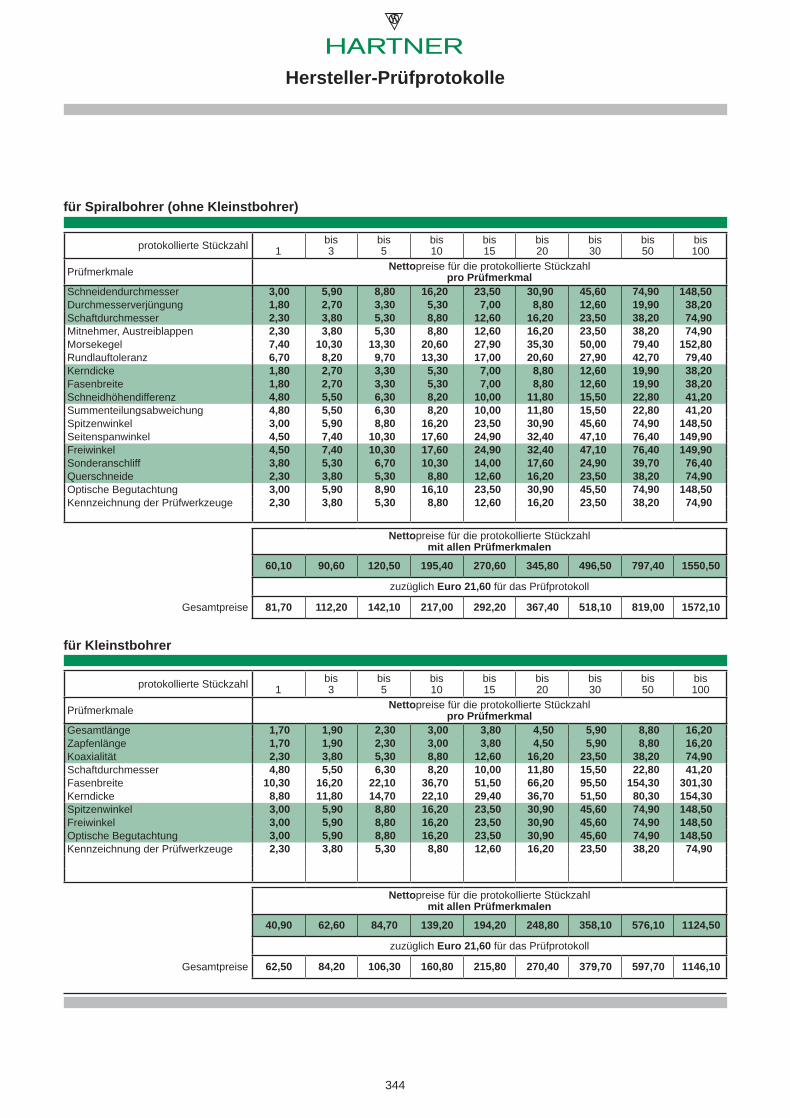
344
protokollierte Stückzahl 1
bis 3
bis 5
bis 10
bis 15
bis 20
bis 30
bis 50
bis 100
Prüfmerkmale Nettopreise für die protokollierte Stückzahl pro Prüfmerkmal
SchneidendurchmesserDurchmesserverjüngungSchaftdurchmesserMitnehmer, AustreiblappenMorsekegelRundlauftoleranzKerndickeFasenbreiteSchneidhöhendifferenzSummenteilungsabweichungSpitzenwinkelSeitenspanwinkelFreiwinkelSonderanschliffQuerschneideOptische BegutachtungKennzeichnung der Prüfwerkzeuge
Nettopreise für die protokollierte Stückzahl mit allen Prüfmerkmalen
zuzüglich Euro 21,60 für das Prüfprotokoll
Gesamtpreise
für Spiralbohrer (ohne Kleinstbohrer)
protokollierte Stückzahl 1
bis 3
bis 5
bis 10
bis 15
bis 20
bis 30
bis 50
bis 100
Prüfmerkmale Nettopreise für die protokollierte Stückzahl pro Prüfmerkmal
GesamtlängeZapfenlängeKoaxialitätSchaftdurchmesserFasenbreiteKerndickeSpitzenwinkelFreiwinkelOptische BegutachtungKennzeichnung der Prüfwerkzeuge
Nettopreise für die protokollierte Stückzahl mit allen Prüfmerkmalen
zuzüglich Euro 21,60 für das Prüfprotokoll
Gesamtpreise
für Kleinstbohrer
Hersteller-Prüfprotokolle
3,00 5,90 8,80 16,20 23,50 30,90 45,60 74,90 148,501,80 2,70 3,30 5,30 7,00 8,80 12,60 19,90 38,202,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,902,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,907,40 10,30 13,30 20,60 27,90 35,30 50,00 79,40 152,806,70 8,20 9,70 13,30 17,00 20,60 27,90 42,70 79,401,80 2,70 3,30 5,30 7,00 8,80 12,60 19,90 38,201,80 2,70 3,30 5,30 7,00 8,80 12,60 19,90 38,204,80 5,50 6,30 8,20 10,00 11,80 15,50 22,80 41,204,80 5,50 6,30 8,20 10,00 11,80 15,50 22,80 41,203,00 5,90 8,80 16,20 23,50 30,90 45,60 74,90 148,504,50 7,40 10,30 17,60 24,90 32,40 47,10 76,40 149,904,50 7,40 10,30 17,60 24,90 32,40 47,10 76,40 149,903,80 5,30 6,70 10,30 14,00 17,60 24,90 39,70 76,402,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,903,00 5,90 8,90 16,10 23,50 30,90 45,50 74,90 148,502,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,90
60,10 90,60 120,50 195,40 270,60 345,80 496,50 797,40 1550,50
81,70 112,20 142,10 217,00 292,20 367,40 518,10 819,00 1572,10
1,70 1,90 2,30 3,00 3,80 4,50 5,90 8,80 16,201,70 1,90 2,30 3,00 3,80 4,50 5,90 8,80 16,202,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,904,80 5,50 6,30 8,20 10,00 11,80 15,50 22,80 41,20
10,30 16,20 22,10 36,70 51,50 66,20 95,50 154,30 301,308,80 11,80 14,70 22,10 29,40 36,70 51,50 80,30 154,303,00 5,90 8,80 16,20 23,50 30,90 45,60 74,90 148,503,00 5,90 8,80 16,20 23,50 30,90 45,60 74,90 148,503,00 5,90 8,80 16,20 23,50 30,90 45,60 74,90 148,502,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,90
40,90 62,60 84,70 139,20 194,20 248,80 358,10 576,10 1124,50
62,50 84,20 106,30 160,80 215,80 270,40 379,70 597,70 1146,10
08_Protokolle.indb 344 27.10.2008 16:58:24 Uhr
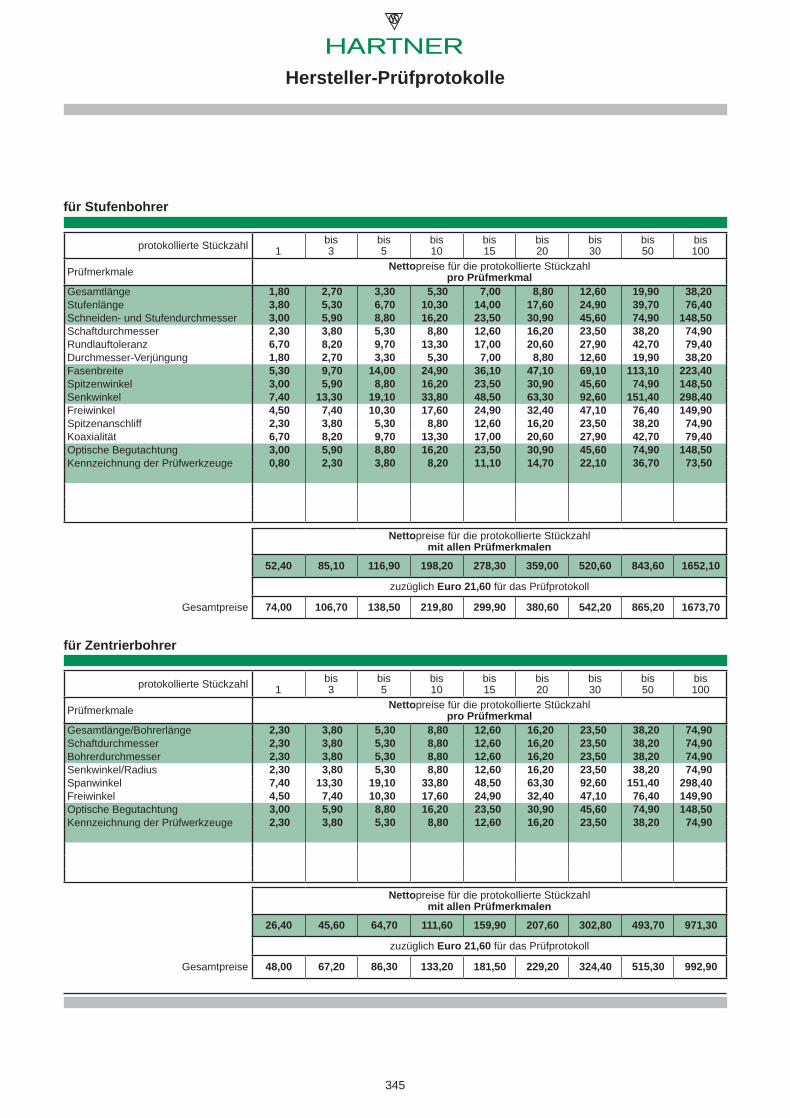
345
protokollierte Stückzahl 1
bis 3
bis 5
bis 10
bis 15
bis 20
bis 30
bis 50
bis 100
Prüfmerkmale Nettopreise für die protokollierte Stückzahl pro Prüfmerkmal
GesamtlängeStufenlängeSchneiden- und StufendurchmesserSchaftdurchmesserRundlauftoleranzDurchmesser-VerjüngungFasenbreiteSpitzenwinkelSenkwinkelFreiwinkelSpitzenanschliffKoaxialitätOptische BegutachtungKennzeichnung der Prüfwerkzeuge
Nettopreise für die protokollierte Stückzahl mit allen Prüfmerkmalen
zuzüglich Euro 21,60 für das Prüfprotokoll
Gesamtpreise
für Stufenbohrer
protokollierte Stückzahl 1
bis 3
bis 5
bis 10
bis 15
bis 20
bis 30
bis 50
bis 100
Prüfmerkmale Nettopreise für die protokollierte Stückzahl pro Prüfmerkmal
Gesamtlänge/BohrerlängeSchaftdurchmesserBohrerdurchmesserSenkwinkel/RadiusSpanwinkelFreiwinkelOptische BegutachtungKennzeichnung der Prüfwerkzeuge
Nettopreise für die protokollierte Stückzahl mit allen Prüfmerkmalen
zuzüglich Euro 21,60 für das Prüfprotokoll
Gesamtpreise
für Zentrierbohrer
Hersteller-Prüfprotokolle
1,80 2,70 3,30 5,30 7,00 8,80 12,60 19,90 38,203,80 5,30 6,70 10,30 14,00 17,60 24,90 39,70 76,403,00 5,90 8,80 16,20 23,50 30,90 45,60 74,90 148,502,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,906,70 8,20 9,70 13,30 17,00 20,60 27,90 42,70 79,401,80 2,70 3,30 5,30 7,00 8,80 12,60 19,90 38,205,30 9,70 14,00 24,90 36,10 47,10 69,10 113,10 223,403,00 5,90 8,80 16,20 23,50 30,90 45,60 74,90 148,507,40 13,30 19,10 33,80 48,50 63,30 92,60 151,40 298,404,50 7,40 10,30 17,60 24,90 32,40 47,10 76,40 149,902,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,906,70 8,20 9,70 13,30 17,00 20,60 27,90 42,70 79,403,00 5,90 8,80 16,20 23,50 30,90 45,60 74,90 148,500,80 2,30 3,80 8,20 11,10 14,70 22,10 36,70 73,50
52,40 85,10 116,90 198,20 278,30 359,00 520,60 843,60 1652,10
74,00 106,70 138,50 219,80 299,90 380,60 542,20 865,20 1673,70
2,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,902,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,902,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,902,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,907,40 13,30 19,10 33,80 48,50 63,30 92,60 151,40 298,404,50 7,40 10,30 17,60 24,90 32,40 47,10 76,40 149,903,00 5,90 8,80 16,20 23,50 30,90 45,60 74,90 148,502,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,90
26,40 45,60 64,70 111,60 159,90 207,60 302,80 493,70 971,30
48,00 67,20 86,30 133,20 181,50 229,20 324,40 515,30 992,90
08_Protokolle.indb 345 27.10.2008 16:58:26 Uhr
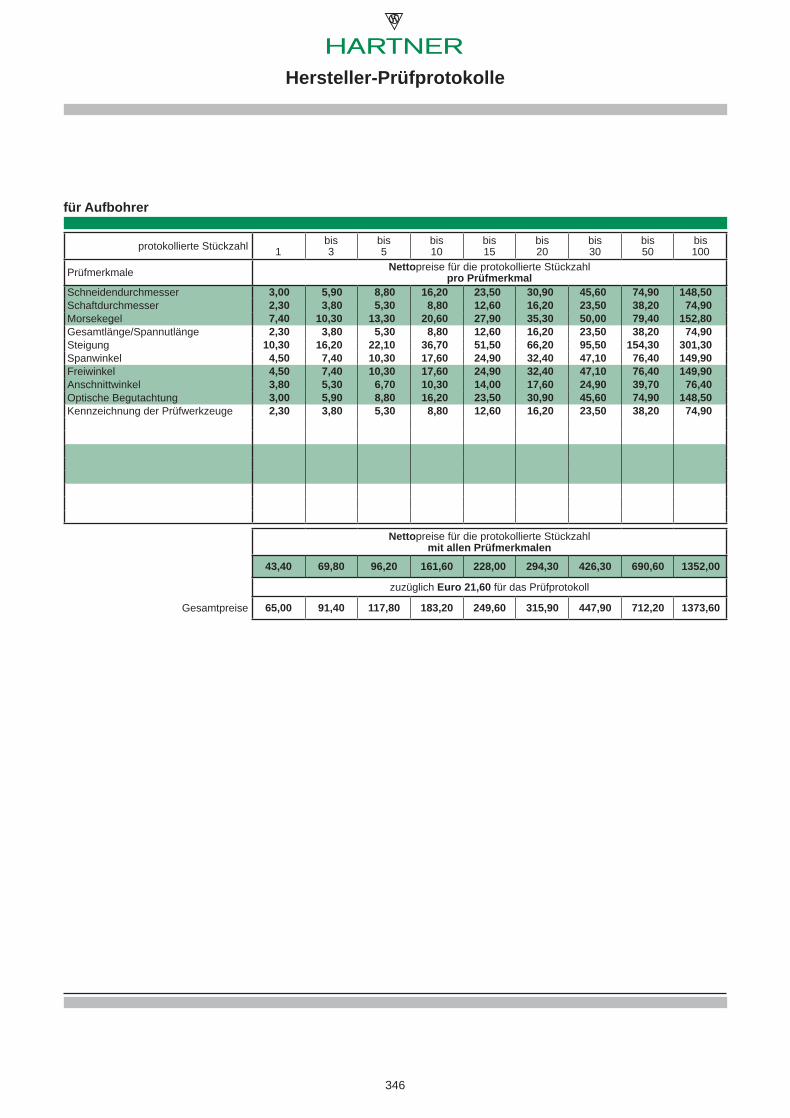
346
protokollierte Stückzahl 1
bis 3
bis 5
bis 10
bis 15
bis 20
bis 30
bis 50
bis 100
Prüfmerkmale Nettopreise für die protokollierte Stückzahl pro Prüfmerkmal
SchneidendurchmesserSchaftdurchmesserMorsekegelGesamtlänge/SpannutlängeSteigungSpanwinkelFreiwinkelAnschnittwinkelOptische BegutachtungKennzeichnung der Prüfwerkzeuge
Nettopreise für die protokollierte Stückzahl mit allen Prüfmerkmalen
zuzüglich Euro 21,60 für das Prüfprotokoll
Gesamtpreise
für Aufbohrer
Hersteller-Prüfprotokolle
3,00 5,90 8,80 16,20 23,50 30,90 45,60 74,90 148,502,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,907,40 10,30 13,30 20,60 27,90 35,30 50,00 79,40 152,802,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,90
10,30 16,20 22,10 36,70 51,50 66,20 95,50 154,30 301,304,50 7,40 10,30 17,60 24,90 32,40 47,10 76,40 149,904,50 7,40 10,30 17,60 24,90 32,40 47,10 76,40 149,903,80 5,30 6,70 10,30 14,00 17,60 24,90 39,70 76,403,00 5,90 8,80 16,20 23,50 30,90 45,60 74,90 148,502,30 3,80 5,30 8,80 12,60 16,20 23,50 38,20 74,90
43,40 69,80 96,20 161,60 228,00 294,30 426,30 690,60 1352,00
65,00 91,40 117,80 183,20 249,60 315,90 447,90 712,20 1373,60
08_Protokolle.indb 346 27.10.2008 16:58:27 Uhr
Tech
nisc
her
Teil
Präzisions-Bohrwerkzeuge
Technischer Teil
Baumaße, Begriffe, Richtwertempfehlungen
09_TechnischerTeil.indb 347 28.10.2008 11:28:18 Uhr
348
349353354355356357358360361362363363363364365366366366367368370376378380382384386388390394392
InhaltBaumaße, Bezeichnungen
Beschreibung Seite
Schneidstoffe für Hartner-WerkzeugeBeschichtungen und OberflächenbehandlungDie neuen Werkstoff-KurznamenUmrechnungstafel inch-MillimeterLängenmaße für Spiralbohrer mit ZylinderschaftLängenmaße für Spiralbohrer mit MorsekegelDurchmesser für GewindekernlöcherMaße für Zylinderschäfte aus Schnellstahl nach DIN 1835Maße für Zylinderschäfte aus Hartmetall nach DIN 6535Maße für Kegelschäfte mit Austreiblappen nach DIN 228, Form BDurchmessertoleranzen für SpiralbohrerDurchmessertoleranzen für Kleinstbohrer nach DIN 1899Freimaßtoleranzen nach DIN-ISO 2768Begriffe für Spiralbohrer nach DIN 5419AnschliffformenFreiwinkel an Spiralbohrern aus HSS und HSS-EFreiwinkel an der Senkschneide bei StufenwerkzeugenAusspanhäufigkeit beim TiefbohrenKühlmitteldruck und KühlmittelvolumenEinsatzempfehlungen für Spiralbohrer ≤ 3 x DEinsatzempfehlungen für Spiralbohrer ≤ 5 x DEinsatzempfehlungen für Spiralbohrer ≤ 10 x DEinsatzempfehlungen für Spiralbohrer > 10 x DEinsatzempfehlungen für Kühlkanalbohrer ≤ 10 x D und > 10 x DEinsatzempfehlungen für KleinstbohrerEinsatzempfehlungen für TS-Bohrer ≤ 3 x D Einsatzempfehlungen für TS-Bohrer ≤ 4 x D / ≤ 5 x DEinsatzempfehlungen für TS-Bohrer ≤ 7 x D, ≤ 10 x D und ≤ 12 x DEinsatzempfehlungen für TS 100 TEinsatzempfehlungen für das Multiplex-WechselplattensystemEinsatzempfehlungen für Einlippen-Tieflochbohrer
09_TechnischerTeil.indb 348 28.10.2008 11:28:20 Uhr
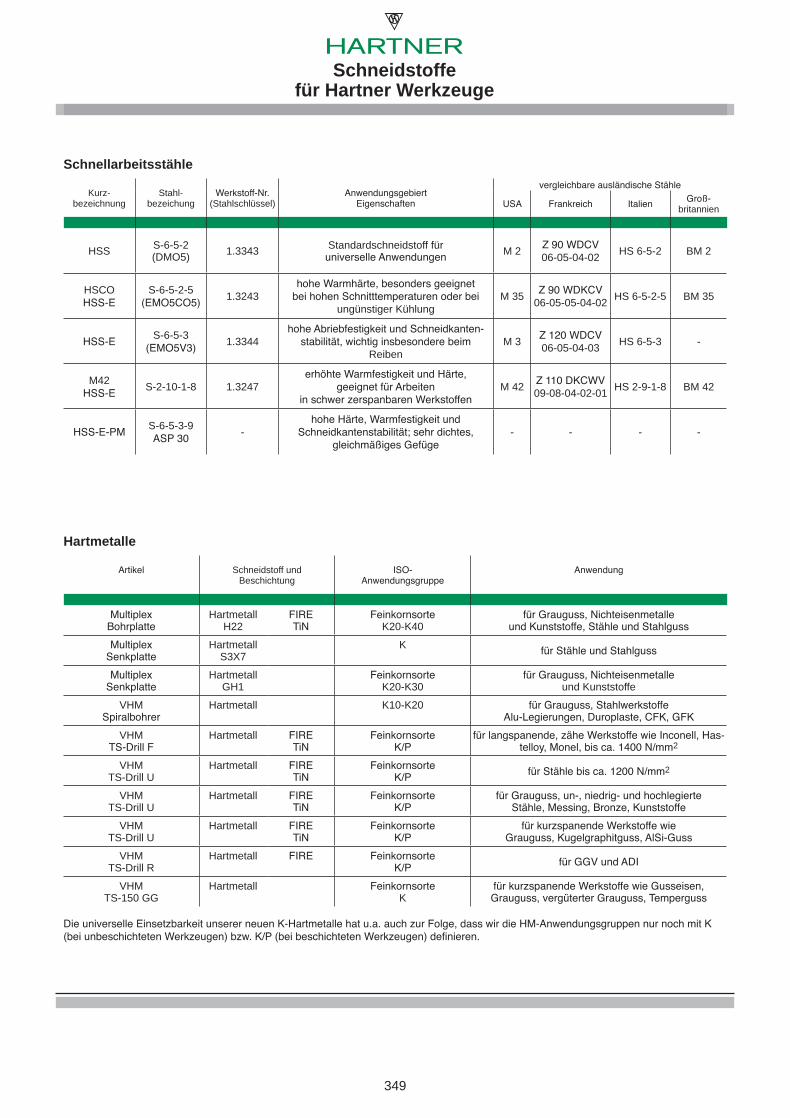
349
Kurz-bezeichnung
Stahl-bezeichung
Werkstoff-Nr.(Stahlschlüssel)
AnwendungsgebiertEigenschaften
vergleichbare ausländische Stähle
USA Frankreich Italien Groß-britannien
HSS S-6-5-2(DMO5) 1.3343 Standardschneidstoff für
universelle Anwendungen M 2 Z 90 WDCV06-05-04-02 HS 6-5-2 BM 2
HSCOHSS-E
S-6-5-2-5(EMO5CO5) 1.3243
hohe Warmhärte, besonders geeignet bei hohen Schnitttemperaturen oder bei
ungünstiger KühlungM 35 Z 90 WDKCV
06-05-05-04-02 HS 6-5-2-5 BM 35
HSS-E S-6-5-3(EMO5V3) 1.3344
hohe Abriebfestigkeit und Schneidkanten-stabilität, wichtig insbesondere beim
Reiben M 3 Z 120 WDCV
06-05-04-03 HS 6-5-3 -
M42HSS-E S-2-10-1-8 1.3247
erhöhte Warmfestigkeit und Härte, geeignet für Arbeiten
in schwer zerspanbaren WerkstoffenM 42 Z 110 DKCWV
09-08-04-02-01 HS 2-9-1-8 BM 42
HSS-E-PM S-6-5-3-9ASP 30 -
hohe Härte, Warmfestigkeit und Schneidkantenstabilität; sehr dichtes,
gleichmäßiges Gefüge- - - -
Schnellarbeitsstähle
Artikel Schneidstoff undBeschichtung
ISO-Anwendungsgruppe
Anwendung
MultiplexBohrplatte
HartmetallH22
FIRETiN
FeinkornsorteK20-K40
für Grauguss, Nichteisenmetalleund Kunststoffe, Stähle und Stahlguss
MultiplexSenkplatte
HartmetallS3X7
K für Stähle und Stahlguss
MultiplexSenkplatte
HartmetallGH1
FeinkornsorteK20-K30
für Grauguss, Nichteisenmetalleund Kunststoffe
VHMSpiralbohrer
Hartmetall K10-K20 für Grauguss, StahlwerkstoffeAlu-Legierungen, Duroplaste, CFK, GFK
VHMTS-Drill F
Hartmetall FIRETiN
FeinkornsorteK/P
für langspanende, zähe Werkstoffe wie Inconell, Has-telloy, Monel, bis ca. 1400 N/mm2
VHMTS-Drill U
Hartmetall FIRETiN
FeinkornsorteK/P für Stähle bis ca. 1200 N/mm2
VHMTS-Drill U
Hartmetall FIRETiN
FeinkornsorteK/P
für Grauguss, un-, niedrig- und hochlegierte Stähle, Messing, Bronze, Kunststoffe
VHMTS-Drill U
Hartmetall FIRETiN
FeinkornsorteK/P
für kurzspanende Werkstoffe wieGrauguss, Kugelgraphitguss, AlSi-Guss
VHMTS-Drill R
Hartmetall FIRE FeinkornsorteK/P für GGV und ADI
VHMTS-150 GG
Hartmetall FeinkornsorteK
für kurzspanende Werkstoffe wie Gusseisen,Grauguss, vergüterter Grauguss, Temperguss
Hartmetalle
Die universelle Einsetzbarkeit unserer neuen K-Hartmetalle hat u.a. auch zur Folge, dass wir die HM-Anwendungsgruppen nur noch mit K (bei unbeschichteten Werkzeugen) bzw. K/P (bei beschichteten Werkzeugen) definieren.
Schneidstoffefür Hartner Werkzeuge
09_TechnischerTeil.indb 349 28.10.2008 11:28:21 Uhr
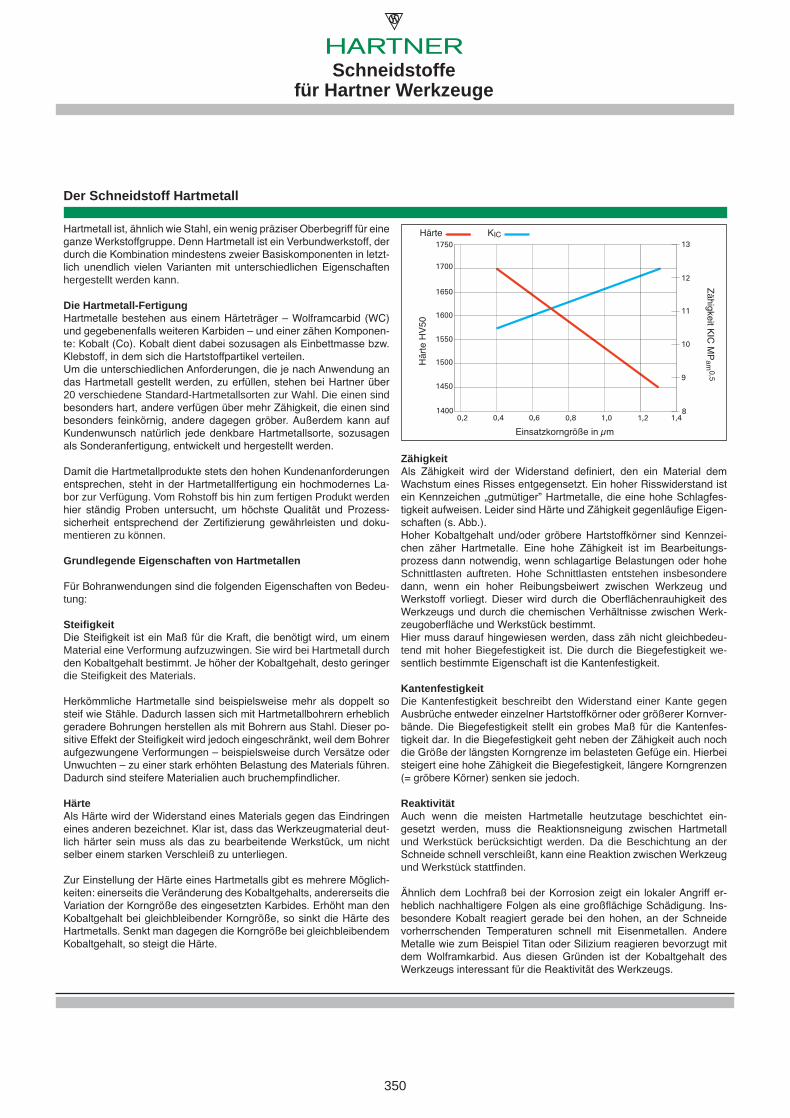
350
1,00,8 1,20,2 0,60,4
11
13
12
10
9
8
1550
1700
1650
1600
1500
1750
1450
14001,4
1,00,8 1,20,2 0,60,4
11
13
12
10
9
8
1550
1700
1650
1600
1500
1750
1450
14001,4
Einsatzkorngröße in µmH
ärte
HV5
0
Zähigkeit KIC M
Pam
0,5
Härte KIC
Schneidstoffefür Hartner Werkzeuge
Der Schneidstoff Hartmetall
Hartmetall ist, ähnlich wie Stahl, ein wenig präziser Oberbegriff für eine ganze Werkstoffgruppe. Denn Hartmetall ist ein Verbundwerkstoff, der durch die Kombination mindestens zweier Basiskomponenten in letzt-lich unendlich vielen Varianten mit unterschiedlichen Eigenschaften hergestellt werden kann.
Die Hartmetall-FertigungHartmetalle bestehen aus einem Härteträger – Wolframcarbid (WC) und gegebenenfalls weiteren Karbiden – und einer zähen Komponen-te: Kobalt (Co). Kobalt dient dabei sozusagen als Einbettmasse bzw. Klebstoff, in dem sich die Hartstoffpartikel verteilen. Um die unterschiedlichen Anforderungen, die je nach Anwendung an das Hartmetall gestellt werden, zu erfüllen, stehen bei Hartner über 20 verschiedene Standard-Hartmetallsorten zur Wahl. Die einen sind besonders hart, andere verfügen über mehr Zähigkeit, die einen sind besonders feinkörnig, andere dagegen gröber. Außerdem kann auf Kundenwunsch natürlich jede denkbare Hartmetallsorte, sozusagen als Sonderanfertigung, entwickelt und hergestellt werden. Damit die Hartmetallprodukte stets den hohen Kundenanforderungen entsprechen, steht in der Hartmetallfertigung ein hochmodernes La-bor zur Verfügung. Vom Rohstoff bis hin zum fertigen Produkt werden hier ständig Proben untersucht, um höchste Qualität und Prozess- sicherheit entsprechend der Zertifizierung gewährleisten und doku-mentieren zu können.
Grundlegende Eigenschaften von Hartmetallen
Für Bohranwendungen sind die folgenden Eigenschaften von Bedeu-tung:
SteifigkeitDie Steifigkeit ist ein Maß für die Kraft, die benötigt wird, um einem Material eine Verformung aufzuzwingen. Sie wird bei Hartmetall durch den Kobaltgehalt bestimmt. Je höher der Kobaltgehalt, desto geringer die Steifigkeit des Materials.
Herkömmliche Hartmetalle sind beispielsweise mehr als doppelt so steif wie Stähle. Dadurch lassen sich mit Hartmetallbohrern erheblich geradere Bohrungen herstellen als mit Bohrern aus Stahl. Dieser po-sitive Effekt der Steifigkeit wird jedoch eingeschränkt, weil dem Bohrer aufgezwungene Verformungen – beispielsweise durch Versätze oder Unwuchten – zu einer stark erhöhten Belastung des Materials führen. Dadurch sind steifere Materialien auch bruchempfindlicher.
HärteAls Härte wird der Widerstand eines Materials gegen das Eindringen eines anderen bezeichnet. Klar ist, dass das Werkzeugmaterial deut-lich härter sein muss als das zu bearbeitende Werkstück, um nicht selber einem starken Verschleiß zu unterliegen.
Zur Einstellung der Härte eines Hartmetalls gibt es mehrere Möglich-keiten: einerseits die Veränderung des Kobaltgehalts, andererseits die Variation der Korngröße des eingesetzten Karbides. Erhöht man den Kobaltgehalt bei gleichbleibender Korngröße, so sinkt die Härte des Hartmetalls. Senkt man dagegen die Korngröße bei gleichbleibendem Kobaltgehalt, so steigt die Härte.
ZähigkeitAls Zähigkeit wird der Widerstand definiert, den ein Material dem Wachstum eines Risses entgegensetzt. Ein hoher Risswiderstand ist ein Kennzeichen „gutmütiger” Hartmetalle, die eine hohe Schlagfes-tigkeit aufweisen. Leider sind Härte und Zähigkeit gegenläufige Eigen-schaften (s. Abb.). Hoher Kobaltgehalt und/oder gröbere Hartstoffkörner sind Kennzei-chen zäher Hartmetalle. Eine hohe Zähigkeit ist im Bearbeitungs-prozess dann notwendig, wenn schlagartige Belastungen oder hohe Schnittlasten auftreten. Hohe Schnittlasten entstehen insbesondere dann, wenn ein hoher Reibungsbeiwert zwischen Werkzeug und Werkstoff vorliegt. Dieser wird durch die Oberflächenrauhigkeit des Werkzeugs und durch die chemischen Verhältnisse zwischen Werk-zeugoberfläche und Werkstück bestimmt. Hier muss darauf hingewiesen werden, dass zäh nicht gleichbedeu-tend mit hoher Biegefestigkeit ist. Die durch die Biegefestigkeit we-sentlich bestimmte Eigenschaft ist die Kantenfestigkeit.
KantenfestigkeitDie Kantenfestigkeit beschreibt den Widerstand einer Kante gegen Ausbrüche entweder einzelner Hartstoffkörner oder größerer Kornver-bände. Die Biegefestigkeit stellt ein grobes Maß für die Kantenfes-tigkeit dar. In die Biegefestigkeit geht neben der Zähigkeit auch noch die Größe der längsten Korngrenze im belasteten Gefüge ein. Hierbei steigert eine hohe Zähigkeit die Biegefestigkeit, längere Korngrenzen (= gröbere Körner) senken sie jedoch.
ReaktivitätAuch wenn die meisten Hartmetalle heutzutage beschichtet ein-gesetzt werden, muss die Reaktionsneigung zwischen Hartmetall und Werkstück berücksichtigt werden. Da die Beschichtung an der Schneide schnell verschleißt, kann eine Reaktion zwischen Werkzeug und Werkstück stattfinden.
Ähnlich dem Lochfraß bei der Korrosion zeigt ein lokaler Angriff er-heblich nachhaltigere Folgen als eine großflächige Schädigung. Ins-besondere Kobalt reagiert gerade bei den hohen, an der Schneide vorherrschenden Temperaturen schnell mit Eisenmetallen. Andere Metalle wie zum Beispiel Titan oder Silizium reagieren bevorzugt mit dem Wolframkarbid. Aus diesen Gründen ist der Kobaltgehalt des Werkzeugs interessant für die Reaktivität des Werkzeugs.
09_TechnischerTeil.indb 350 28.10.2008 11:28:21 Uhr
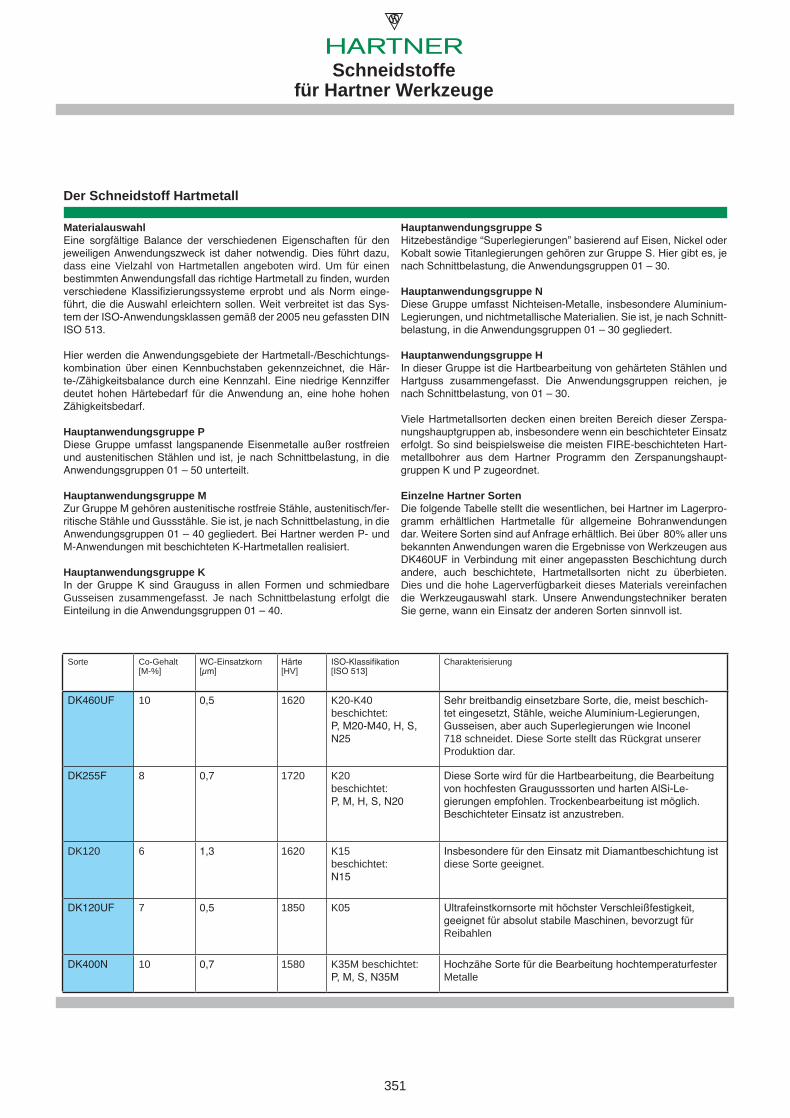
351
Sorte Co-Gehalt[M-%]
WC-Einsatzkorn[µm]
Härte[HV]
ISO-Klassifikation[ISO 513]
Charakterisierung
DK460UF 10 0,5 1620 K20-K40 beschichtet: P, M20-M40, H, S, N25
Sehr breitbandig einsetzbare Sorte, die, meist beschich-tet eingesetzt, Stähle, weiche Aluminium-Legierungen, Gusseisen, aber auch Superlegierungen wie Inconel 718 schneidet. Diese Sorte stellt das Rückgrat unserer Produktion dar.
DK255F 8 0,7 1720 K20beschichtet: P, M, H, S, N20
Diese Sorte wird für die Hartbearbeitung, die Bearbeitung von hochfesten Graugusssorten und harten AlSi-Le-gierungen empfohlen. Trockenbearbeitung ist möglich. Beschichteter Einsatz ist anzustreben.
DK120 6 1,3 1620 K15beschichtet: N15
Insbesondere für den Einsatz mit Diamantbeschichtung ist diese Sorte geeignet.
DK120UF 7 0,5 1850 K05 Ultrafeinstkornsorte mit höchster Verschleißfestigkeit, geeignet für absolut stabile Maschinen, bevorzugt für Reibahlen
DK400N 10 0,7 1580 K35M beschichtet: P, M, S, N35M
Hochzähe Sorte für die Bearbeitung hochtemperaturfester Metalle
Schneidstoffefür Hartner Werkzeuge
Der Schneidstoff Hartmetall
MaterialauswahlEine sorgfältige Balance der verschiedenen Eigenschaften für den jeweiligen Anwendungszweck ist daher notwendig. Dies führt dazu, dass eine Vielzahl von Hartmetallen angeboten wird. Um für einen bestimmten Anwendungsfall das richtige Hartmetall zu finden, wurden verschiedene Klassifizierungssysteme erprobt und als Norm einge-führt, die die Auswahl erleichtern sollen. Weit verbreitet ist das Sys-tem der ISO-Anwendungsklassen gemäß der 2005 neu gefassten DIN ISO 513.
Hier werden die Anwendungsgebiete der Hartmetall-/Beschichtungs-kombination über einen Kennbuchstaben gekennzeichnet, die Här-te-/Zähigkeitsbalance durch eine Kennzahl. Eine niedrige Kennziffer deutet hohen Härtebedarf für die Anwendung an, eine hohe hohen Zähigkeitsbedarf.
Hauptanwendungsgruppe PDiese Gruppe umfasst langspanende Eisenmetalle außer rostfreien und austenitischen Stählen und ist, je nach Schnittbelastung, in die Anwendungsgruppen 01 – 50 unterteilt. Hauptanwendungsgruppe MZur Gruppe M gehören austenitische rostfreie Stähle, austenitisch/fer-ritische Stähle und Gussstähle. Sie ist, je nach Schnittbelastung, in die Anwendungsgruppen 01 – 40 gegliedert. Bei Hartner werden P- und M-Anwendungen mit beschichteten K-Hartmetallen realisiert.
Hauptanwendungsgruppe KIn der Gruppe K sind Grauguss in allen Formen und schmiedbare Gusseisen zusammengefasst. Je nach Schnittbelastung erfolgt die Einteilung in die Anwendungsgruppen 01 – 40.
Hauptanwendungsgruppe SHitzebeständige “Superlegierungen” basierend auf Eisen, Nickel oder Kobalt sowie Titanlegierungen gehören zur Gruppe S. Hier gibt es, je nach Schnittbelastung, die Anwendungsgruppen 01 – 30.
Hauptanwendungsgruppe NDiese Gruppe umfasst Nichteisen-Metalle, insbesondere Aluminium-Legierungen, und nichtmetallische Materialien. Sie ist, je nach Schnitt-belastung, in die Anwendungsgruppen 01 – 30 gegliedert.
Hauptanwendungsgruppe HIn dieser Gruppe ist die Hartbearbeitung von gehärteten Stählen und Hartguss zusammengefasst. Die Anwendungsgruppen reichen, je nach Schnittbelastung, von 01 – 30.
Viele Hartmetallsorten decken einen breiten Bereich dieser Zerspa-nungshauptgruppen ab, insbesondere wenn ein beschichteter Einsatz erfolgt. So sind beispielsweise die meisten FIRE-beschichteten Hart-metallbohrer aus dem Hartner Programm den Zerspanungshaupt-gruppen K und P zugeordnet.
Einzelne Hartner SortenDie folgende Tabelle stellt die wesentlichen, bei Hartner im Lagerpro-gramm erhältlichen Hartmetalle für allgemeine Bohranwendungen dar. Weitere Sorten sind auf Anfrage erhältlich. Bei über 80% aller uns bekannten Anwendungen waren die Ergebnisse von Werkzeugen aus DK460UF in Verbindung mit einer angepassten Beschichtung durch andere, auch beschichtete, Hartmetallsorten nicht zu überbieten. Dies und die hohe Lagerverfügbarkeit dieses Materials vereinfachen die Werkzeugauswahl stark. Unsere Anwendungstechniker beraten Sie gerne, wann ein Einsatz der anderen Sorten sinnvoll ist.
09_TechnischerTeil.indb 351 28.10.2008 11:28:22 Uhr
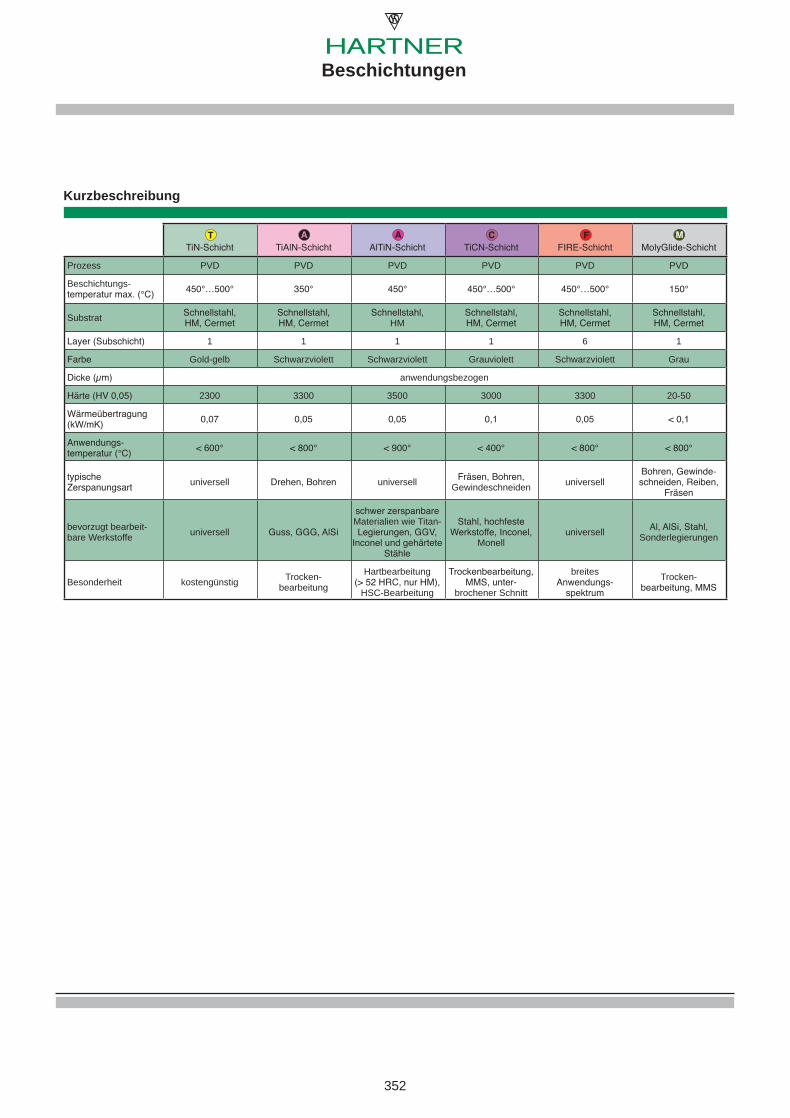
352
Beschichtungen
Kurzbeschreibung
TiN-Schicht TiAlN-Schicht AlTiN-Schicht TiCN-Schicht FIRE-Schicht MolyGlide-Schicht
Prozess PVD PVD PVD PVD PVD PVD
Beschichtungs-temperatur max. (°C) 450°…500° 350° 450° 450°…500° 450°…500° 150°
Substrat Schnellstahl,HM, Cermet
Schnellstahl,HM, Cermet
Schnellstahl,HM
Schnellstahl,HM, Cermet
Schnellstahl,HM, Cermet
Schnellstahl,HM, Cermet
Layer (Subschicht) 1 1 1 1 6 1
Farbe Gold-gelb Schwarzviolett Schwarzviolett Grauviolett Schwarzviolett Grau
Dicke (µm) anwendungsbezogen
Härte (HV 0,05) 2300 3300 3500 3000 3300 20-50
Wärmeübertragung (kW/mK) 0,07 0,05 0,05 0,1 0,05 < 0,1
Anwendungs-temperatur (°C) < 600° < 800° < 900° < 400° < 800° < 800°
typische Zerspanungsart universell Drehen, Bohren universell Fräsen, Bohren,
Gewindeschneiden universellBohren, Gewinde-schneiden, Reiben,
Fräsen
bevorzugt bearbeit-bare Werkstoffe universell Guss, GGG, AlSi
schwer zerspanbare Materialien wie Titan-Legierungen, GGV,
Inconel und gehärtete Stähle
Stahl, hochfeste Werkstoffe, Inconel,
Monelluniversell Al, AlSi, Stahl,
Sonderlegierungen
Besonderheit kostengünstig Trocken-bearbeitung
Hartbearbeitung (> 52 HRC, nur HM),
HSC-Bearbeitung
Trockenbearbeitung, MMS, unter-
brochener Schnitt
breites Anwendungs-
spektrumTrocken-
bearbeitung, MMS
09_TechnischerTeil.indb 352 28.10.2008 11:28:23 Uhr

353
blank
Werkzeuge aus Schnellarbeitsstahl oder Hartmetall werden aufgrund ihrer allgemeinen guten Grundeigenschaften ohne zusätzliche Ober-flächenbehandlung, d.h. in blanker Ausführung geliefert.
Oberflächen-VeredlungsverfahrenFür spezielle Einsatzfälle empfiehlt es sich durch Oberflächen- Veredlungsverfahren die Verschleißfestigkeit zu erhöhen und den Gleitwiderstand sowie die Aufschweißneigung zu mindern. Die nach-folgend aufgeführten Veredlungsverfahren verlieren jedoch immer mehr an Bedeutung. Generell sehr viel bessere Ergebnisse erzielen Sie mit hart- bzw. weichstoffbeschichteten Werkzeugen.
dampfnitriert
Fasen nitriert
Nitrieren ist eine Möglichkeit, Werkzeuge verschleißfester zu machen. Empfehlenswert für die Bearbeitung von Werkstoffen wie Grauguss, Al mit hohem Si-Gehalt, Kunststoffen, Stählen mit hohem Perlitgehalt u.a. Unsere Werkzeuge nitrieren wir mit unterschiedlichen, anwen-dungsorientierten Verfahren.
dampfbehandelt
Dampfbehandelte Werkzeuge bieten gleichfalls einen geringeren Gleitwiderstand. Dadurch können Kaltverschweißungen, wie sie bei-spielsweise gerne bei der Bearbeitung von kohlenstoffarmen Stählen auftreten, preisgünstig vermieden werden. Dampfbehandelte Werk-zeuge sind nur für die Bearbeitung von Eisenwerkstoffen geeignet.
Die Hartner-Schichten
A-Schicht oder TiAlN-Schicht (Titanaluminiumnitrid)
Optisches Kennzeichen: Farbe SchwarzviolettSpezialschicht für Zerspanungsaufgaben in abrasiven Werkstoffen (Guss, AlSi) und/oder hohen Temperaturbelastungen, also bei Ein-sätzen ohne Kühlung oder eingeschränkter Kühlmöglichkeit, wie bei tiefen Bohrungen oder kleinen Durchmessern. Speziell hier gilt, dass erst bei höheren Schnittdaten die A-Schicht zu deutlichen Leistungs-verbesserungen führt.
Super A-Schicht oder AlTiN-Schicht (Aluminiumtitannitrid)
Optisches Kennzeichen: Farbe SchwarzviolettDie bewährte A-Schicht auf TiAlN-Basis aus unserem Hause wurde kontinuierlich weiterentwickelt. Die optimierten strukturellen, che-mischen und mechanischen Eigenschaften der Super A-Schicht füh-ren zu einer extrem hohen Warmhärte, einer sehr guten Oxidations-beständigkeit sowie einer exzellenten Schichthaftung. Diese Schicht eignet sich nur in Verbindung mit Hartmetall für die Bearbeitung schwer zerspanbarer Materialien wie zum Beispiel Titanlegierungen, Inconel und gehärteten Stählen sowie für die Hartzerspannung (>52HRC) und die HSC-Bearbeitung.
C-Schicht oder TiCN-Schicht (Titancarbonnitrid)
Optisches Kennzeichen: Farbe GrauviolettBringt deutliche Vorteile bei der Stahlbearbeitung, bei unterbroche-nen Schnitten, schwerbearbeitbaren Werkstoffen oder ganz allge-mein: wenn überdurchschnittlich hohe Anforderungen an Härte und Zähigkeit gestellt werden.
F-Schicht oder FIRE-Schicht R-Schicht oder nanoFIRE
Optisches Kennzeichen: Farbe SchwarzviolettMultilayer-TiAlN-Schicht mit gradientem Aufbau. Allroundschicht mit min. 2 mal höherer Leistung als TiN. Vereinigt die Vorteile von TiN, TiAlN und TiCN. Exzellente, sozusagen "feuerfeste" Wärmeisolie-rung. Hohe Zähigkeit. FIRE plus MolyGlide - die ideale Kombination und Voraussetzung für Trocken- und HSC-Bearbeitung.
S-Schicht oder TiN-Schicht (Titannitrid)
Optisches Kennzeichen: Farbe Gold-gelbMillionenfach bewährte, preisgünstige Allroundschicht. Damit lassen sich hohe Leistungsteigerungen erzielen. Spitzenwerte wie bei den A-, C- und F-Schichten sind nicht erreichbar.
M-Schicht oder MolyGlide®-Schicht auf MoS2-Basis
Optisches Kennzeichen: Farbe GrauPatentierte Weichstoffschicht, Gleitschicht, speziell entwickelt zur Verbesserung der Gleitwirkung und Eliminierung der Aufbauschnei-den bei der Bearbeitung von Al-Legierungen. In Kombination mit der Hartstoffschicht FIRE lässt sich auch die Trockenbearbeitung bzw. Bearbeitung mit Minimalmengenschmierung (MMS) realisieren.
Beschichtungen
Oberflächenbehandlung
09_TechnischerTeil.indb 353 28.10.2008 11:28:23 Uhr
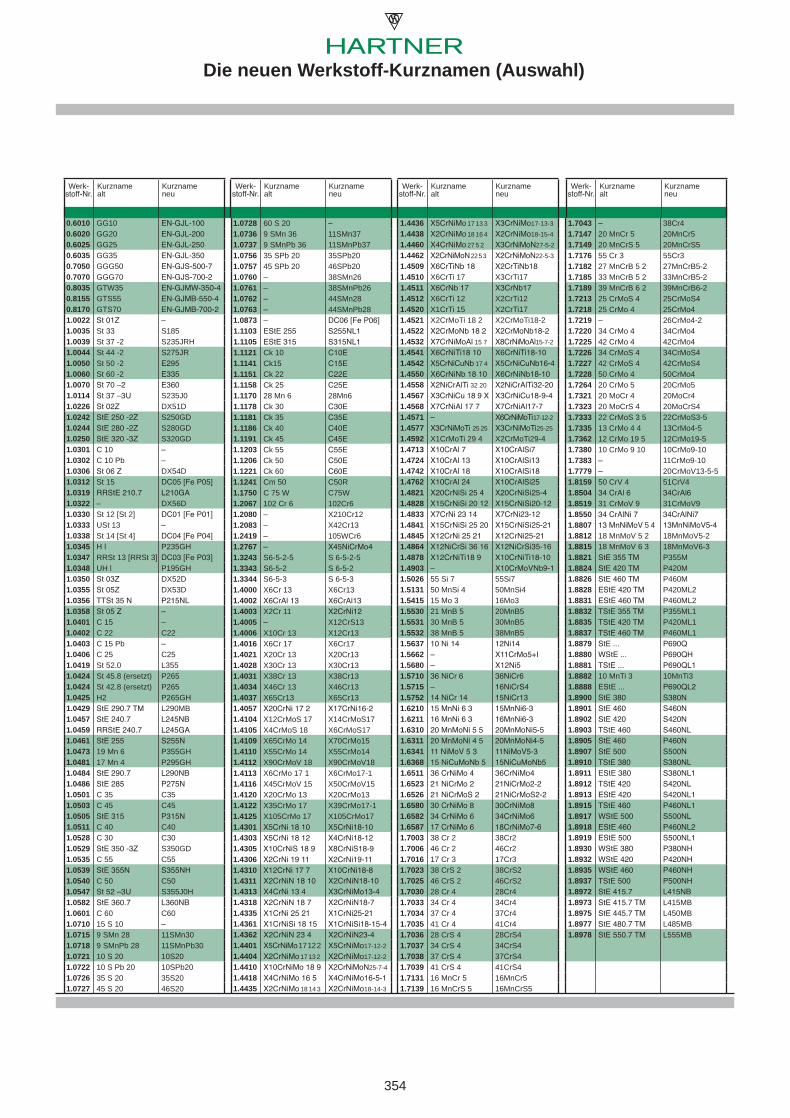
354
0.6010 GG10 EN-GJL-1000.6020 GG20 EN-GJL-2000.6025 GG25 EN-GJL-2500.6035 GG35 EN-GJL-3500.7050 GGG50 EN-GJS-500-70.7070 GGG70 EN-GJS-700-20.8035 GTW35 EN-GJMW-350-40.8155 GTS55 EN-GJMB-550-40.8170 GTS70 EN-GJMB-700-21.0022 St 01Z –1.0035 St 33 S1851.0039 St 37 -2 S235JRH1.0044 St 44 -2 S275JR1.0050 St 50 -2 E2951.0060 St 60 -2 E3351.0070 St 70 –2 E3601.0114 St 37 –3U S235J01.0226 St 02Z DX51D1.0242 StE 250 -2Z S250GD1.0244 StE 280 -2Z S280GD1.0250 StE 320 -3Z S320GD1.0301 C 10 –1.0302 C 10 Pb –1.0306 St 06 Z DX54D1.0312 St 15 DC05 [Fe P05]1.0319 RRStE 210.7 L210GA1.0322 – DX56D1.0330 St 12 [St 2] DC01 [Fe P01]1.0333 USt 13 –1.0338 St 14 [St 4] DC04 [Fe P04]1.0345 H l P235GH1.0347 RRSt 13 [RRSt 3] DC03 [Fe P03]1.0348 UH l P195GH1.0350 St 03Z DX52D1.0355 St 05Z DX53D1.0356 TTSt 35 N P215NL1.0358 St 05 Z –1.0401 C 15 –1.0402 C 22 C221.0403 C 15 Pb –1.0406 C 25 C251.0419 St 52.0 L3551.0424 St 45.8 (ersetzt) P2651.0424 St 42.8 (ersetzt) P2651.0425 H2 P265GH1.0429 StE 290.7 TM L290MB1.0457 StE 240.7 L245NB1.0459 RRStE 240.7 L245GA1.0461 StE 255 S255N1.0473 19 Mn 6 P355GH1.0481 17 Mn 4 P295GH1.0484 StE 290.7 L290NB1.0486 StE 285 P275N1.0501 C 35 C351.0503 C 45 C451.0505 StE 315 P315N1.0511 C 40 C401.0528 C 30 C301.0529 StE 350 -3Z S350GD1.0535 C 55 C551.0539 StE 355N S355NH1.0540 C 50 C501.0547 St 52 –3U S355J0H1.0582 StE 360.7 L360NB1.0601 C 60 C601.0710 15 S 10 –1.0715 9 SMn 28 11SMn301.0718 9 SMnPb 28 11SMnPb301.0721 10 S 20 10S201.0722 10 S Pb 20 10SPb201.0726 35 S 20 35S201.0727 45 S 20 46S20
1.0728 60 S 20 –1.0736 9 SMn 36 11SMn371.0737 9 SMnPb 36 11SMnPb371.0756 35 SPb 20 35SPb201.0757 45 SPb 20 46SPb201.0760 – 38SMn261.0761 – 38SMnPb261.0762 – 44SMn281.0763 – 44SMnPb281.0873 – DC06 [Fe P06]1.1103 EStE 255 S255NL11.1105 EStE 315 S315NL11.1121 Ck 10 C10E1.1141 Ck15 C15E1.1151 Ck 22 C22E1.1158 Ck 25 C25E1.1170 28 Mn 6 28Mn61.1178 Ck 30 C30E1.1181 Ck 35 C35E1.1186 Ck 40 C40E1.1191 Ck 45 C45E1.1203 Ck 55 C55E1.1206 Ck 50 C50E1.1221 Ck 60 C60E1.1241 Cm 50 C50R1.1750 C 75 W C75W1.2067 102 Cr 6 102Cr61.2080 – X210Cr121.2083 – X42Cr131.2419 – 105WCr61.2767 – X45NiCrMo41.3243 S6-5-2-5 S 6-5-2-51.3343 S6-5-2 S 6-5-21.3344 S6-5-3 S 6-5-31.4000 X6Cr 13 X6Cr131.4002 X6CrAl 13 X6CrAl131.4003 X2Cr 11 X2CrNi121.4005 – X12CrS131.4006 X10Cr 13 X12Cr131.4016 X6Cr 17 X6Cr171.4021 X20Cr 13 X20Cr131.4028 X30Cr 13 X30Cr131.4031 X38Cr 13 X38Cr131.4034 X46Cr 13 X46Cr131.4037 X65Cr13 X65Cr131.4057 X20CrNi 17 2 X17CrNi16-21.4104 X12CrMoS 17 X14CrMoS171.4105 X4CrMoS 18 X6CrMoS171.4109 X65CrMo 14 X70CrMo151.4110 X55CrMo 14 X55CrMo141.4112 X90CrMoV 18 X90CrMoV181.4113 X6CrMo 17 1 X6CrMo17-11.4116 X45CrMoV 15 X50CrMoV151.4120 X20CrMo 13 X20CrMo131.4122 X35CrMo 17 X39CrMo17-11.4125 X105CrMo 17 X105CrMo171.4301 X5CrNi 18 10 X5CrNi18-101.4303 X5CrNi 18 12 X4CrNi18-121.4305 X10CrNiS 18 9 X8CrNiS18-91.4306 X2CrNi 19 11 X2CrNi19-111.4310 X12CrNi 17 7 X10CrNi18-81.4311 X2CrNiN 18 10 X2CrNiN18-101.4313 X4CrNi 13 4 X3CrNiMo13-41.4318 X2CrNiN 18 7 X2CrNiN18-71.4335 X1CrNi 25 21 X1CrNi25-211.4361 X1CrNiSi 18 15 X1CrNiSi18-15-41.4362 X2CrNiN 23 4 X2CrNiN23-41.4401 X5CrNiMo 17 12 2 X5CrNiMo17-12-21.4404 X2CrNiMo 17 13 2 X2CrNiMo17-12-21.4410 X10CrNiMo 18 9 X2CrNiMoN25-7-41.4418 X4CrNiMo 16 5 X4CrNiMo16-5-11.4435 X2CrNiMo 18 14 3 X2CrNiMo18-14-3
1.4436 X5CrNiMo 17 13 3 X3CrNiMo17-13-31.4438 X2CrNiMo 18 16 4 X2CrNiMo18-15-41.4460 X4CrNiMo 27 5 2 X3CrNiMoN27-5-21.4462 X2CrNiMoN 22 5 3 X2CrNiMoN22-5-31.4509 X6CrTiNb 18 X2CrTiNb181.4510 X6CrTi 17 X3CrTi171.4511 X6CrNb 17 X3CrNb171.4512 X6CrTi 12 X2CrTi121.4520 X1CrTi 15 X2CrTi171.4521 X2CrMoTi 18 2 X2CrMoTi18-21.4522 X2CrMoNb 18 2 X2CrMoNb18-21.4532 X7CrNiMoAl 15 7 X8CrNiMoAl15-7-21.4541 X6CrNiTi18 10 X6CrNiTi18-101.4542 X5CrNiCuNb 17 4 X5CrNiCuNb16-41.4550 X6CrNiNb 18 10 X6CrNiNb18-101.4558 X2NiCrAlTi 32 20 X2NiCrAlTi32-201.4567 X3CrNiCu 18 9 X X3CrNiCu18-9-41.4568 X7CrNiAl 17 7 X7CrNiAl17-7 1.4571 – X6CrNiMoTi 17-12-21.4577 X3CrNiMoTi 25 25 X3CrNiMoTi25-251.4592 X1CrMoTi 29 4 X2CrMoTi29-41.4713 X10CrAl 7 X10CrAlSi71.4724 X10CrAl 13 X10CrAlSi131.4742 X10CrAl 18 X10CrAlSi181.4762 X10CrAl 24 X10CrAlSi251.4821 X20CrNiSi 25 4 X20CrNiSi25-41.4828 X15CrNiSi 20 12 X15CrNiSi20-121.4833 X7CrNi 23 14 X7CrNi23-121.4841 X15CrNiSi 25 20 X15CrNiSi25-211.4845 X12CrNi 25 21 X12CrNi25-211.4864 X12NiCrSi 36 16 X12NiCrSi35-161.4878 X12CrNiTi18 9 X10CrNiTi18-101.4903 – X10CrMoVNb9-11.5026 55 Si 7 55Si71.5131 50 MnSi 4 50MnSi41.5415 15 Mo 3 16Mo31.5530 21 MnB 5 20MnB51.5531 30 MnB 5 30MnB51.5532 38 MnB 5 38MnB51.5637 10 Ni 14 12Ni141.5662 – X11CrMo5+I1.5680 – X12Ni51.5710 36 NiCr 6 36NiCr61.5715 – 16NiCrS41.5752 14 NiCr 14 15NiCr131.6210 15 MnNi 6 3 15MnNi6-31.6211 16 MnNi 6 3 16MnNi6-31.6310 20 MnMoNi 5 5 20MnMoNi5-51.6311 20 MnMoNi 4 5 20MnMoNi4-51.6341 11 NiMoV 5 3 11NiMoV5-31.6368 15 NiCuMoNb 5 15NiCuMoNb51.6511 36 CrNiMo 4 36CrNiMo41.6523 21 NiCrMo 2 21NiCrMo2-21.6526 21 NiCrMoS 2 21NiCrMoS2-21.6580 30 CrNiMo 8 30CrNiMo81.6582 34 CrNiMo 6 34CrNiMo61.6587 17 CrNiMo 6 18CrNiMo7-61.7003 38 Cr 2 38Cr21.7006 46 Cr 2 46Cr21.7016 17 Cr 3 17Cr31.7023 38 CrS 2 38CrS21.7025 46 CrS 2 46CrS21.7030 28 Cr 4 28Cr41.7033 34 Cr 4 34Cr41.7034 37 Cr 4 37Cr41.7035 41 Cr 4 41Cr41.7036 28 CrS 4 28CrS41.7037 34 CrS 4 34CrS41.7038 37 CrS 4 37CrS41.7039 41 CrS 4 41CrS41.7131 16 MnCr 5 16MnCr51.7139 16 MnCrS 5 16MnCrS5
1.7043 – 38Cr41.7147 20 MnCr 5 20MnCr51.7149 20 MnCrS 5 20MnCrS51.7176 55 Cr 3 55Cr31.7182 27 MnCrB 5 2 27MnCrB5-21.7185 33 MnCrB 5 2 33MnCrB5-21.7189 39 MnCrB 6 2 39MnCrB6-21.7213 25 CrMoS 4 25CrMoS41.7218 25 CrMo 4 25CrMo41.7219 – 26CrMo4-21.7220 34 CrMo 4 34CrMo41.7225 42 CrMo 4 42CrMo41.7226 34 CrMoS 4 34CrMoS41.7227 42 CrMoS 4 42CrMoS41.7228 50 CrMo 4 50CrMo41.7264 20 CrMo 5 20CrMo51.7321 20 MoCr 4 20MoCr41.7323 20 MoCrS 4 20MoCrS41.7333 22 CrMoS 3 5 22CrMoS3-51.7335 13 CrMo 4 4 13CrMo4-51.7362 12 CrMo 19 5 12CrMo19-51.7380 10 CrMo 9 10 10CrMo9-101.7383 – 11CrMo9-101.7779 – 20CrMoV13-5-51.8159 50 CrV 4 51CrV41.8504 34 CrAl 6 34CrAl61.8519 31 CrMoV 9 31CrMoV91.8550 34 CrAlNi 7 34CrAlNi71.8807 13 MnNiMoV 5 4 13MnNiMoV5-41.8812 18 MnMoV 5 2 18MnMoV5-21.8815 18 MnMoV 6 3 18MnMoV6-31.8821 StE 355 TM P355M1.8824 StE 420 TM P420M1.8826 StE 460 TM P460M1.8828 EStE 420 TM P420ML21.8831 EStE 460 TM P460ML21.8832 TStE 355 TM P355ML11.8835 TStE 420 TM P420ML11.8837 TStE 460 TM P460ML11.8879 StE ... P690Q1.8880 WStE ... P690QH1.8881 TStE ... P690QL11.8882 10 MnTi 3 10MnTi31.8888 EStE ... P690QL21.8900 StE 380 S380N1.8901 StE 460 S460N1.8902 StE 420 S420N1.8903 TStE 460 S460NL1.8905 StE 460 P460N1.8907 StE 500 S500N1.8910 TStE 380 S380NL1.8911 EStE 380 S380NL11.8912 TStE 420 S420NL1.8913 EStE 420 S420NL11.8915 TStE 460 P460NL11.8917 WStE 500 S500NL1.8918 EStE 460 P460NL21.8919 EStE 500 S500NL11.8930 WStE 380 P380NH1.8932 WStE 420 P420NH1.8935 WStE 460 P460NH1.8937 TStE 500 P500NH1.8972 StE 415.7 L415NB1.8973 StE 415.7 TM L415MB1.8975 StE 445.7 TM L450MB1.8977 StE 480.7 TM L485MB1.8978 StE 550.7 TM L555MB
Werk-stoff-Nr.
Kurznamealt
Kurznameneu
Werk-stoff-Nr.
Kurznamealt
Kurznameneu
Werk-stoff-Nr.
Kurznamealt
Kurznameneu
Werk-stoff-Nr.
Kurznamealt
Kurznameneu
Die neuen Werkstoff-Kurznamen (Auswahl)
09_TechnischerTeil.indb 354 28.10.2008 11:28:27 Uhr
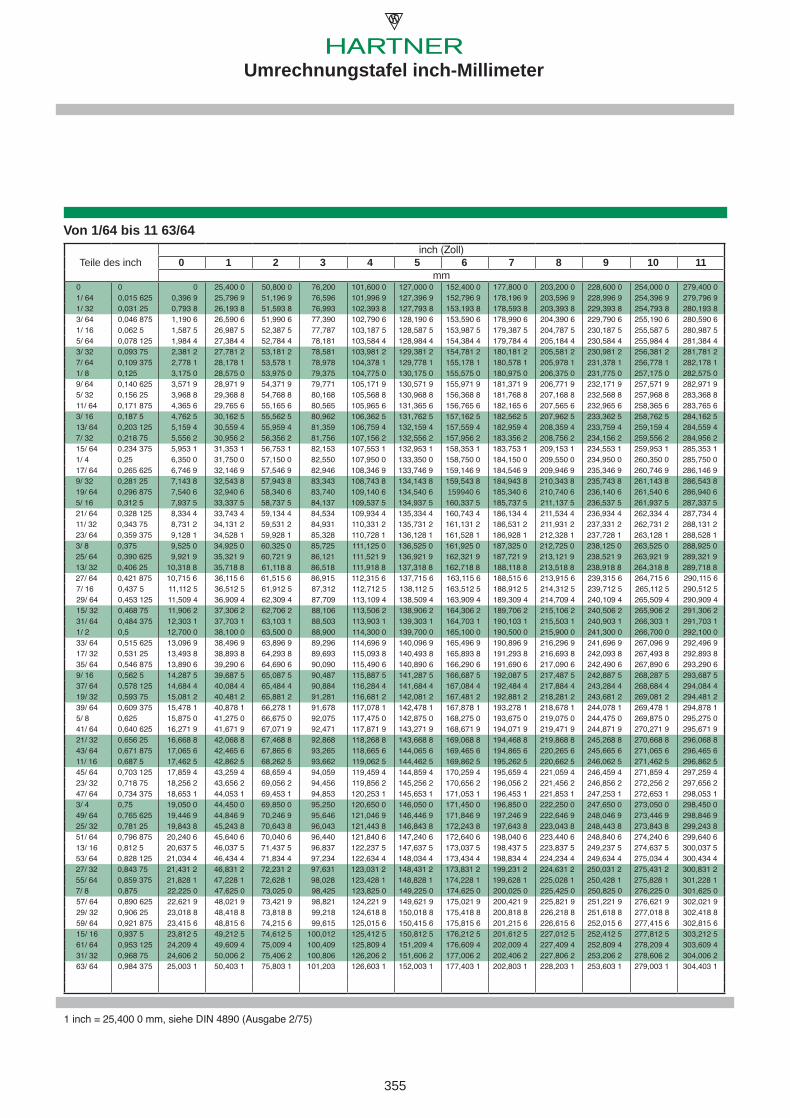
355
Teile des inchinch (Zoll)
0 1 2 3 4 5 6 7 8 9 10 11mm
0 0 0 25,400 0 50,800 0 76,200 101,600 0 127,000 0 152,400 0 177,800 0 203,200 0 228,600 0 254,000 0 279,400 01/ 64 0,015 625 0,396 9 25,796 9 51,196 9 76,596 101,996 9 127,396 9 152,796 9 178,196 9 203,596 9 228,996 9 254,396 9 279,796 91/ 32 0,031 25 0,793 8 26,193 8 51,593 8 76,993 102,393 8 127,793 8 153,193 8 178,593 8 203,393 8 229,393 8 254,793 8 280,193 83/ 64 0,046 875 1,190 6 26,590 6 51,990 6 77,390 102,790 6 128,190 6 153,590 6 178,990 6 204,390 6 229,790 6 255,190 6 280,590 61/ 16 0,062 5 1,587 5 26,987 5 52,387 5 77,787 103,187 5 128,587 5 153,987 5 179,387 5 204,787 5 230,187 5 255,587 5 280,987 55/ 64 0,078 125 1,984 4 27,384 4 52,784 4 78,181 103,584 4 128,984 4 154,384 4 179,784 4 205,184 4 230,584 4 255,984 4 281,384 43/ 32 0,093 75 2,381 2 27,781 2 53,181 2 78,581 103,981 2 129,381 2 154,781 2 180,181 2 205,581 2 230,981 2 256,381 2 281,781 27/ 64 0,109 375 2,778 1 28,178 1 53,578 1 78,978 104,378 1 129,778 1 155,178 1 180,578 1 205,978 1 231,378 1 256,778 1 282,178 11/ 8 0,125 3,175 0 28,575 0 53,975 0 79,375 104,775 0 130,175 0 155,575 0 180,975 0 206,375 0 231,775 0 257,175 0 282,575 09/ 64 0,140 625 3,571 9 28,971 9 54,371 9 79,771 105,171 9 130,571 9 155,971 9 181,371 9 206,771 9 232,171 9 257,571 9 282,971 95/ 32 0,156 25 3,968 8 29,368 8 54,768 8 80,168 105,568 8 130,968 8 156,368 8 181,768 8 207,168 8 232,568 8 257,968 8 283,368 811/ 64 0,171 875 4,365 6 29,765 6 55,165 6 80,565 105,965 6 131,365 6 156,765 6 182,165 6 207,565 6 232,965 6 258,365 6 283,765 63/ 16 0,187 5 4,762 5 30,162 5 55,562 5 80,962 106,362 5 131,762 5 157,162 5 182,562 5 207,962 5 233,362 5 258,762 5 284,162 513/ 64 0,203 125 5,159 4 30,559 4 55,959 4 81,359 106,759 4 132,159 4 157,559 4 182,959 4 208,359 4 233,759 4 259,159 4 284,559 47/ 32 0,218 75 5,556 2 30,956 2 56,356 2 81,756 107,156 2 132,556 2 157,956 2 183,356 2 208,756 2 234,156 2 259,556 2 284,956 215/ 64 0,234 375 5,953 1 31,353 1 56,753 1 82,153 107,553 1 132,953 1 158,353 1 183,753 1 209,153 1 234,553 1 259,953 1 285,353 11/ 4 0,25 6,350 0 31,750 0 57,150 0 82,550 107,950 0 133,350 0 158,750 0 184,150 0 209,550 0 234,950 0 260,350 0 285,750 017/ 64 0,265 625 6,746 9 32,146 9 57,546 9 82,946 108,346 9 133,746 9 159,146 9 184,546 9 209,946 9 235,346 9 260,746 9 286,146 99/ 32 0,281 25 7,143 8 32,543 8 57,943 8 83,343 108,743 8 134,143 8 159,543 8 184,943 8 210,343 8 235,743 8 261,143 8 286,543 819/ 64 0,296 875 7,540 6 32,940 6 58,340 6 83,740 109,140 6 134,540 6 159940 6 185,340 6 210,740 6 236,140 6 261,540 6 286,940 65/ 16 0,312 5 7,937 5 33,337 5 58,737 5 84,137 109,537 5 134,937 5 160,337 5 185,737 5 211,137 5 236,537 5 261,937 5 287,337 521/ 64 0,328 125 8,334 4 33,743 4 59,134 4 84,534 109,934 4 135,334 4 160,743 4 186,134 4 211,534 4 236,934 4 262,334 4 287,734 411/ 32 0,343 75 8,731 2 34,131 2 59,531 2 84,931 110,331 2 135,731 2 161,131 2 186,531 2 211,931 2 237,331 2 262,731 2 288,131 223/ 64 0,359 375 9,128 1 34,528 1 59,928 1 85,328 110,728 1 136,128 1 161,528 1 186,928 1 212,328 1 237,728 1 263,128 1 288,528 13/ 8 0,375 9,525 0 34,925 0 60,325 0 85,725 111,125 0 136,525 0 161,925 0 187,325 0 212,725 0 238,125 0 263,525 0 288,925 025/ 64 0,390 625 9,921 9 35,321 9 60,721 9 86,121 111,521 9 136,921 9 162,321 9 187,721 9 213,121 9 238,521 9 263,921 9 289,321 913/ 32 0,406 25 10,318 8 35,718 8 61,118 8 86,518 111,918 8 137,318 8 162,718 8 188,118 8 213,518 8 238,918 8 264,318 8 289,718 827/ 64 0,421 875 10,715 6 36,115 6 61,515 6 86,915 112,315 6 137,715 6 163,115 6 188,515 6 213,915 6 239,315 6 264,715 6 290,115 67/ 16 0,437 5 11,112 5 36,512 5 61,912 5 87,312 112,712 5 138,112 5 163,512 5 188,912 5 214,312 5 239,712 5 265,112 5 290,512 529/ 64 0,453 125 11,509 4 36,909 4 62,309 4 87,709 113,109 4 138,509 4 163,909 4 189,309 4 214,709 4 240,109 4 265,509 4 290,909 415/ 32 0,468 75 11,906 2 37,306 2 62,706 2 88,106 113,506 2 138,906 2 164,306 2 189,706 2 215,106 2 240,506 2 265,906 2 291,306 231/ 64 0,484 375 12,303 1 37,703 1 63,103 1 88,503 113,903 1 139,303 1 164,703 1 190,103 1 215,503 1 240,903 1 266,303 1 291,703 11/ 2 0,5 12,700 0 38,100 0 63,500 0 88,900 114,300 0 139,700 0 165,100 0 190,500 0 215,900 0 241,300 0 266,700 0 292,100 033/ 64 0,515 625 13,096 9 38,496 9 63,896 9 89,296 114,696 9 140,096 9 165,496 9 190,896 9 216,296 9 241,696 9 267,096 9 292,496 917/ 32 0,531 25 13,493 8 38,893 8 64,293 8 89,693 115,093 8 140,493 8 165,893 8 191,293 8 216,693 8 242,093 8 267,493 8 292,893 835/ 64 0,546 875 13,890 6 39,290 6 64,690 6 90,090 115,490 6 140,890 6 166,290 6 191,690 6 217,090 6 242,490 6 267,890 6 293,290 69/ 16 0,562 5 14,287 5 39,687 5 65,087 5 90,487 115,887 5 141,287 5 166,687 5 192,087 5 217,487 5 242,887 5 268,287 5 293,687 537/ 64 0,578 125 14,684 4 40,084 4 65,484 4 90,884 116,284 4 141,684 4 167,084 4 192,484 4 217,884 4 243,284 4 268,684 4 294,084 419/ 32 0,593 75 15,081 2 40,481 2 65,881 2 91,281 116,681 2 142,081 2 167,481 2 192,881 2 218,281 2 243,681 2 269,081 2 294,481 239/ 64 0,609 375 15,478 1 40,878 1 66,278 1 91,678 117,078 1 142,478 1 167,878 1 193,278 1 218,678 1 244,078 1 269,478 1 294,878 15/ 8 0,625 15,875 0 41,275 0 66,675 0 92,075 117,475 0 142,875 0 168,275 0 193,675 0 219,075 0 244,475 0 269,875 0 295,275 041/ 64 0,640 625 16,271 9 41,671 9 67,071 9 92,471 117,871 9 143,271 9 168,671 9 194,071 9 219,471 9 244,871 9 270,271 9 295,671 921/ 32 0,656 25 16,668 8 42,068 8 67,468 8 92,868 118,268 8 143,668 8 169,068 8 194,468 8 219,868 8 245,268 8 270,668 8 296,068 843/ 64 0,671 875 17,065 6 42,465 6 67,865 6 93,265 118,665 6 144,065 6 169,465 6 194,865 6 220,265 6 245,665 6 271,065 6 296,465 611/ 16 0,687 5 17,462 5 42,862 5 68,262 5 93,662 119,062 5 144,462 5 169,862 5 195,262 5 220,662 5 246,062 5 271,462 5 296,862 545/ 64 0,703 125 17,859 4 43,259 4 68,659 4 94,059 119,459 4 144,859 4 170,259 4 195,659 4 221,059 4 246,459 4 271,859 4 297,259 423/ 32 0,718 75 18,256 2 43,656 2 69,056 2 94,456 119,856 2 145,256 2 170,656 2 196,056 2 221,456 2 246,856 2 272,256 2 297,656 247/ 64 0,734 375 18,653 1 44,053 1 69,453 1 94,853 120,253 1 145,653 1 171,053 1 196,453 1 221,853 1 247,253 1 272,653 1 298,053 13/ 4 0,75 19,050 0 44,450 0 69,850 0 95,250 120,650 0 146,050 0 171,450 0 196,850 0 222,250 0 247,650 0 273,050 0 298,450 049/ 64 0,765 625 19,446 9 44,846 9 70,246 9 95,646 121,046 9 146,446 9 171,846 9 197,246 9 222,646 9 248,046 9 273,446 9 298,846 925/ 32 0,781 25 19,843 8 45,243 8 70,643 8 96,043 121,443 8 146,843 8 172,243 8 197,643 8 223,043 8 248,443 8 273,843 8 299,243 851/ 64 0,796 875 20,240 6 45,640 6 70,040 6 96,440 121,840 6 147,240 6 172,640 6 198,040 6 223,440 6 248,840 6 274,240 6 299,640 613/ 16 0,812 5 20,637 5 46,037 5 71,437 5 96,837 122,237 5 147,637 5 173,037 5 198,437 5 223,837 5 249,237 5 274,637 5 300,037 553/ 64 0,828 125 21,034 4 46,434 4 71,834 4 97,234 122,634 4 148,034 4 173,434 4 198,834 4 224,234 4 249,634 4 275,034 4 300,434 427/ 32 0,843 75 21,431 2 46,831 2 72,231 2 97,631 123,031 2 148,431 2 173,831 2 199,231 2 224,631 2 250,031 2 275,431 2 300,831 255/ 64 0,859 375 21,828 1 47,228 1 72,628 1 98,028 123,428 1 148,828 1 174,228 1 199,628 1 225,028 1 250,428 1 275,828 1 301,228 17/ 8 0,875 22,225 0 47,625 0 73,025 0 98,425 123,825 0 149,225 0 174,625 0 200,025 0 225,425 0 250,825 0 276,225 0 301,625 057/ 64 0,890 625 22,621 9 48,021 9 73,421 9 98,821 124,221 9 149,621 9 175,021 9 200,421 9 225,821 9 251,221 9 276,621 9 302,021 929/ 32 0,906 25 23,018 8 48,418 8 73,818 8 99,218 124,618 8 150,018 8 175,418 8 200,818 8 226,218 8 251,618 8 277,018 8 302,418 859/ 64 0,921 875 23,415 6 48,815 6 74,215 6 99,615 125,015 6 150,415 6 175,815 6 201,215 6 226,615 6 252,015 6 277,415 6 302,815 615/ 16 0,937 5 23,812 5 49,212 5 74,612 5 100,012 125,412 5 150,812 5 176,212 5 201,612 5 227,012 5 252,412 5 277,812 5 303,212 561/ 64 0,953 125 24,209 4 49,609 4 75,009 4 100,409 125,809 4 151,209 4 176,609 4 202,009 4 227,409 4 252,809 4 278,209 4 303,609 431/ 32 0,968 75 24,606 2 50,006 2 75,406 2 100,806 126,206 2 151,606 2 177,006 2 202,406 2 227,806 2 253,206 2 278,606 2 304,006 263/ 64 0,984 375 25,003 1 50,403 1 75,803 1 101,203 126,603 1 152,003 1 177,403 1 202,803 1 228,203 1 253,603 1 279,003 1 304,403 1
Von 1/64 bis 11 63/64
Umrechnungstafel inch-Millimeter
1 inch = 25,400 0 mm, siehe DIN 4890 (Ausgabe 2/75)
09_TechnischerTeil.indb 355 28.10.2008 11:28:30 Uhr
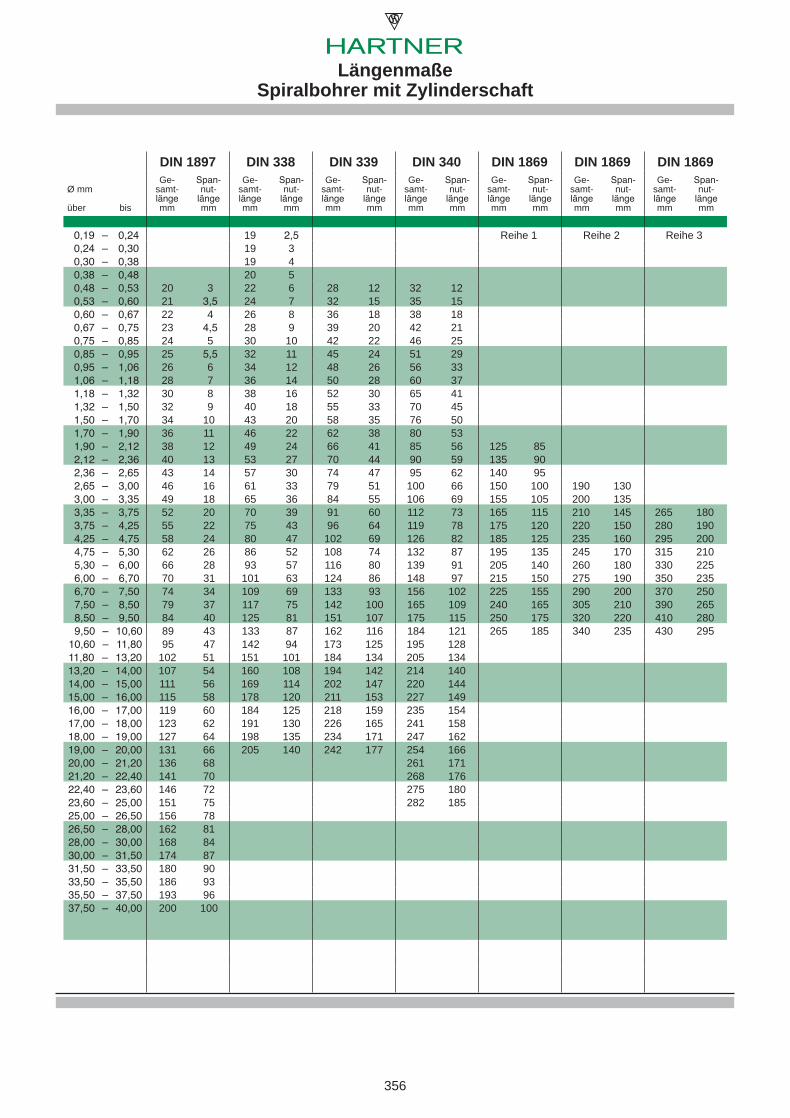
356
0,19 – 0,24 19 2,5 Reihe 1 Reihe 2 Reihe 3 0,24 – 0,30 19 3 0,30 – 0,38 19 4 0,38 – 0,48 20 5 0,48 – 0,53 20 3 22 6 28 12 32 12 0,53 – 0,60 21 3,5 24 7 32 15 35 15 0,60 – 0,67 22 4 26 8 36 18 38 18 0,67 – 0,75 23 4,5 28 9 39 20 42 21 0,75 – 0,85 24 5 30 10 42 22 46 25 0,85 – 0,95 25 5,5 32 11 45 24 51 29 0,95 – 1,06 26 6 34 12 48 26 56 33 1,06 – 1,18 28 7 36 14 50 28 60 37 1,18 – 1,32 30 8 38 16 52 30 65 41 1,32 – 1,50 32 9 40 18 55 33 70 45 1,50 – 1,70 34 10 43 20 58 35 76 50 1,70 – 1,90 36 11 46 22 62 38 80 53 1,90 – 2,12 38 12 49 24 66 41 85 56 125 85 2,12 – 2,36 40 13 53 27 70 44 90 59 135 90 2,36 – 2,65 43 14 57 30 74 47 95 62 140 95 2,65 – 3,00 46 16 61 33 79 51 100 66 150 100 190 130 3,00 – 3,35 49 18 65 36 84 55 106 69 155 105 200 135 3,35 – 3,75 52 20 70 39 91 60 112 73 165 115 210 145 265 180 3,75 – 4,25 55 22 75 43 96 64 119 78 175 120 220 150 280 190 4,25 – 4,75 58 24 80 47 102 69 126 82 185 125 235 160 295 200 4,75 – 5,30 62 26 86 52 108 74 132 87 195 135 245 170 315 210 5,30 – 6,00 66 28 93 57 116 80 139 91 205 140 260 180 330 225 6,00 – 6,70 70 31 101 63 124 86 148 97 215 150 275 190 350 235 6,70 – 7,50 74 34 109 69 133 93 156 102 225 155 290 200 370 250 7,50 – 8,50 79 37 117 75 142 100 165 109 240 165 305 210 390 265 8,50 – 9,50 84 40 125 81 151 107 175 115 250 175 320 220 410 280 9,50 – 10,60 89 43 133 87 162 116 184 121 265 185 340 235 430 29510,60 – 11,80 95 47 142 94 173 125 195 12811,80 – 13,20 102 51 151 101 184 134 205 13413,20 – 14,00 107 54 160 108 194 142 214 14014,00 – 15,00 111 56 169 114 202 147 220 14415,00 – 16,00 115 58 178 120 211 153 227 14916,00 – 17,00 119 60 184 125 218 159 235 15417,00 – 18,00 123 62 191 130 226 165 241 15818,00 – 19,00 127 64 198 135 234 171 247 16219,00 – 20,00 131 66 205 140 242 177 254 16620,00 – 21,20 136 68 261 17121,20 – 22,40 141 70 268 17622,40 – 23,60 146 72 275 18023,60 – 25,00 151 75 282 18525,00 – 26,50 156 7826,50 – 28,00 162 8128,00 – 30,00 168 8430,00 – 31,50 174 8731,50 – 33,50 180 9033,50 – 35,50 186 9335,50 – 37,50 193 9637,50 – 40,00 200 100
DIN 1897 DIN 338 DIN 339 DIN 340 DIN 1869 DIN 1869 DIN 1869
Ø mm
über bis
Ge-samt-länge mm
Span-nut-
länge mm
Ge-samt-länge mm
Span-nut-
länge mm
Ge-samt-länge mm
Span-nut-
länge mm
Ge-samt-länge mm
Span-nut-
länge mm
Ge-samt-länge mm
Span-nut-
länge mm
Ge-samt-länge mm
Span-nut-
länge mm
Ge-samt-länge mm
Span-nut-
länge mm
LängenmaßeSpiralbohrer mit Zylinderschaft
09_TechnischerTeil.indb 356 28.10.2008 11:28:33 Uhr
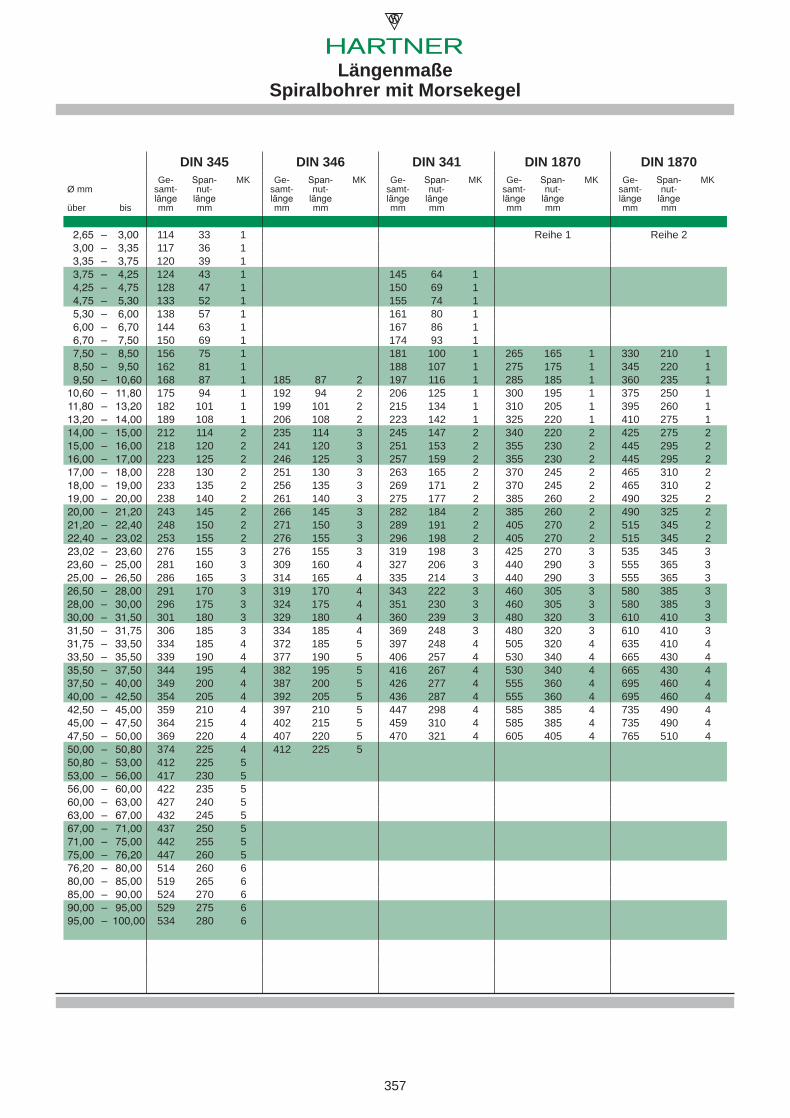
357
LängenmaßeSpiralbohrer mit Morsekegel
DIN 345 DIN 346 DIN 341 DIN 1870 DIN 1870
Ø mm
über bis
Ge-samt-länge mm
Span-nut-
länge mm
MK Ge-samt-länge mm
Span-nut-
länge mm
MK Ge-samt-länge mm
Span-nut-
länge mm
MK Ge-samt-länge mm
Span-nut-
länge mm
MK Ge-samt-länge mm
Span-nut-
länge mm
MK
2,65 – 3,00 114 33 1 Reihe 1 Reihe 2 3,00 – 3,35 117 36 1 3,35 – 3,75 120 39 1 3,75 – 4,25 124 43 1 145 64 1 4,25 – 4,75 128 47 1 150 69 1 4,75 – 5,30 133 52 1 155 74 1 5,30 – 6,00 138 57 1 161 80 1 6,00 – 6,70 144 63 1 167 86 1 6,70 – 7,50 150 69 1 174 93 1 7,50 – 8,50 156 75 1 181 100 1 265 165 1 330 210 1 8,50 – 9,50 162 81 1 188 107 1 275 175 1 345 220 1 9,50 – 10,60 168 87 1 185 87 2 197 116 1 285 185 1 360 235 110,60 – 11,80 175 94 1 192 94 2 206 125 1 300 195 1 375 250 111,80 – 13,20 182 101 1 199 101 2 215 134 1 310 205 1 395 260 113,20 – 14,00 189 108 1 206 108 2 223 142 1 325 220 1 410 275 114,00 – 15,00 212 114 2 235 114 3 245 147 2 340 220 2 425 275 215,00 – 16,00 218 120 2 241 120 3 251 153 2 355 230 2 445 295 216,00 – 17,00 223 125 2 246 125 3 257 159 2 355 230 2 445 295 217,00 – 18,00 228 130 2 251 130 3 263 165 2 370 245 2 465 310 218,00 – 19,00 233 135 2 256 135 3 269 171 2 370 245 2 465 310 219,00 – 20,00 238 140 2 261 140 3 275 177 2 385 260 2 490 325 220,00 – 21,20 243 145 2 266 145 3 282 184 2 385 260 2 490 325 221,20 – 22,40 248 150 2 271 150 3 289 191 2 405 270 2 515 345 222,40 – 23,02 253 155 2 276 155 3 296 198 2 405 270 2 515 345 223,02 – 23,60 276 155 3 276 155 3 319 198 3 425 270 3 535 345 323,60 – 25,00 281 160 3 309 160 4 327 206 3 440 290 3 555 365 325,00 – 26,50 286 165 3 314 165 4 335 214 3 440 290 3 555 365 326,50 – 28,00 291 170 3 319 170 4 343 222 3 460 305 3 580 385 328,00 – 30,00 296 175 3 324 175 4 351 230 3 460 305 3 580 385 330,00 – 31,50 301 180 3 329 180 4 360 239 3 480 320 3 610 410 331,50 – 31,75 306 185 3 334 185 4 369 248 3 480 320 3 610 410 331,75 – 33,50 334 185 4 372 185 5 397 248 4 505 320 4 635 410 433,50 – 35,50 339 190 4 377 190 5 406 257 4 530 340 4 665 430 435,50 – 37,50 344 195 4 382 195 5 416 267 4 530 340 4 665 430 437,50 – 40,00 349 200 4 387 200 5 426 277 4 555 360 4 695 460 440,00 – 42,50 354 205 4 392 205 5 436 287 4 555 360 4 695 460 442,50 – 45,00 359 210 4 397 210 5 447 298 4 585 385 4 735 490 445,00 – 47,50 364 215 4 402 215 5 459 310 4 585 385 4 735 490 447,50 – 50,00 369 220 4 407 220 5 470 321 4 605 405 4 765 510 450,00 – 50,80 374 225 4 412 225 550,80 – 53,00 412 225 553,00 – 56,00 417 230 556,00 – 60,00 422 235 560,00 – 63,00 427 240 563,00 – 67,00 432 245 567,00 – 71,00 437 250 571,00 – 75,00 442 255 575,00 – 76,20 447 260 576,20 – 80,00 514 260 680,00 – 85,00 519 265 685,00 – 90,00 524 270 690,00 – 95,00 529 275 695,00 – 100,00 534 280 6
09_TechnischerTeil.indb 357 28.10.2008 11:28:37 Uhr
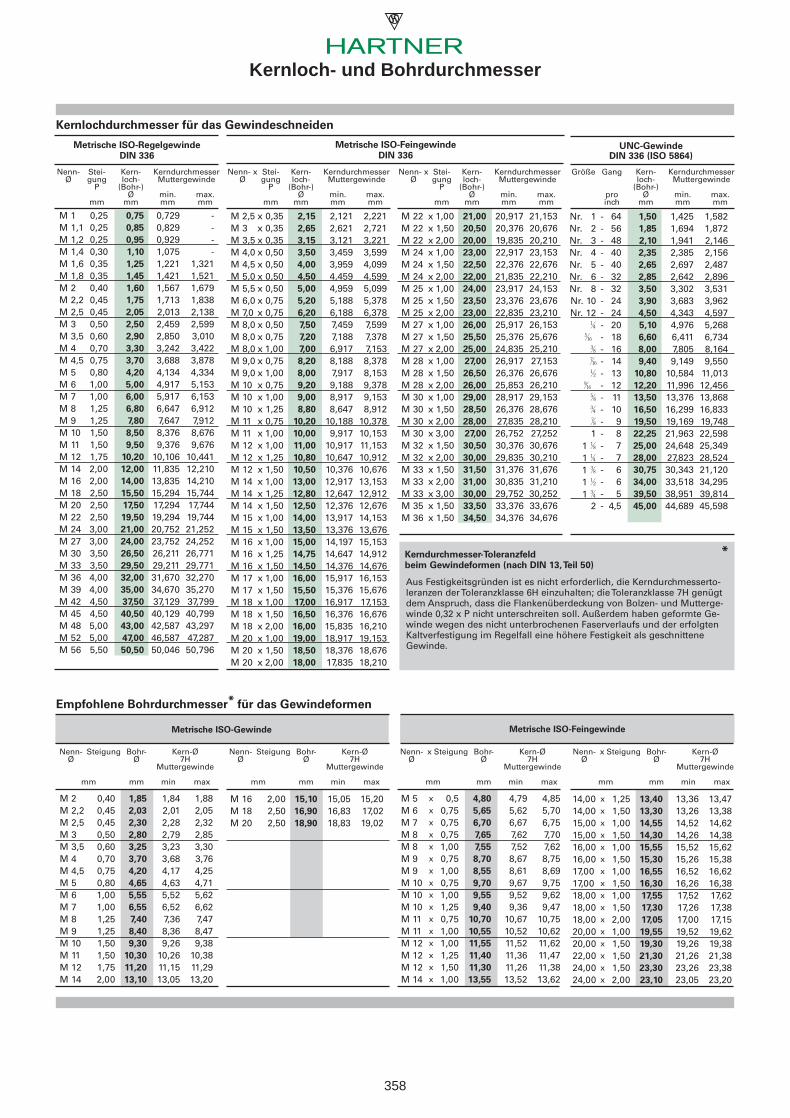
358
**
Kernloch- und Bohrdurchmesser
Nenn- Steigung Bohr- Kern-Ø Ø Ø 7H
Muttergewinde
mm mm min max
Empfohlene Bohrdurchmesser* für das Gewindeformen
Metrische ISO-Regelgewinde DIN 336
Metrische ISO-Feingewinde DIN 336
UNC-GewindeDIN 336 (ISO 5864)
Kernlochdurchmesser für das Gewindeschneiden
M 1 0,25 0,75 0,729 -M 1,1 0,25 0,85 0,829 -M 1,2 0,25 0,95 0,929 -M 1,4 0,30 1,10 1,075 -M 1,6 0,35 1,25 1,221 1,321M 1,8 0,35 1,45 1,421 1,521M 2 0,40 1,60 1,567 1,679M 2,2 0,45 1,75 1,713 1,838M 2,5 0,45 2,05 2,013 2,138M 3 0,50 2,50 2,459 2,599M 3,5 0,60 2,90 2,850 3,010M 4 0,70 3,30 3,242 3,422M 4,5 0,75 3,70 3,688 3,878M 5 0,80 4,20 4,134 4,334M 6 1,00 5,00 4,917 5,153M 7 1,00 6,00 5,917 6,153M 8 1,25 6,80 6,647 6,912M 9 1,25 7,80 7,647 7,912M 10 1,50 8,50 8,376 8,676M 11 1,50 9,50 9,376 9,676M 12 1,75 10,20 10,106 10,441M 14 2,00 12,00 11,835 12,210M 16 2,00 14,00 13,835 14,210M 18 2,50 15,50 15,294 15,744M 20 2,50 17,50 17,294 17,744M 22 2,50 19,50 19,294 19,744M 24 3,00 21,00 20,752 21,252M 27 3,00 24,00 23,752 24,252M 30 3,50 26,50 26,211 26,771M 33 3,50 29,50 29,211 29,771M 36 4,00 32,00 31,670 32,270M 39 4,00 35,00 34,670 35,270M 42 4,50 37,50 37,129 37,799M 45 4,50 40,50 40,129 40,799M 48 5,00 43,00 42,587 43,297M 52 5,00 47,00 46,587 47,287M 56 5,50 50,50 50,046 50,796
M 2,5 x 0,35 2,15 2,121 2,221M 3 x 0,35 2,65 2,621 2,721M 3,5 x 0,35 3,15 3,121 3,221M 4,0 x 0,50 3,50 3,459 3,599M 4,5 x 0,50 4,00 3,959 4,099M 5,0 x 0,50 4,50 4,459 4,599M 5,5 x 0,50 5,00 4,959 5,099M 6,0 x 0,75 5,20 5,188 5,378M 7,0 x 0,75 6,20 6,188 6,378M 8,0 x 0,50 7,50 7,459 7,599M 8,0 x 0,75 7,20 7,188 7,378M 8,0 x 1,00 7,00 6,917 7,153M 9,0 x 0,75 8,20 8,188 8,378M 9,0 x 1,00 8,00 7,917 8,153M 10 x 0,75 9,20 9,188 9,378M 10 x 1,00 9,00 8,917 9,153M 10 x 1,25 8,80 8,647 8,912M 11 x 0,75 10,20 10,188 10,378M 11 x 1,00 10,00 9,917 10,153M 12 x 1,00 11,00 10,917 11,153M 12 x 1,25 10,80 10,647 10,912M 12 x 1,50 10,50 10,376 10,676M 14 x 1,00 13,00 12,917 13,153M 14 x 1,25 12,80 12,647 12,912M 14 x 1,50 12,50 12,376 12,676M 15 x 1,00 14,00 13,917 14,153M 15 x 1,50 13,50 13,376 13,676M 16 x 1,00 15,00 14,197 15,153M 16 x 1,25 14,75 14,647 14,912M 16 x 1,50 14,50 14,376 14,676M 17 x 1,00 16,00 15,917 16,153M 17 x 1,50 15,50 15,376 15,676M 18 x 1,00 17,00 16,917 17,153M 18 x 1,50 16,50 16,376 16,676M 18 x 2,00 16,00 15,835 16,210M 20 x 1,00 19,00 18,917 19,153M 20 x 1,50 18,50 18,376 18,676M 20 x 2,00 18,00 17,835 18,210
Nr. 1 - 64 1,50 1,425 1,582Nr. 2 - 56 1,85 1,694 1,872Nr. 3 - 48 2,10 1,941 2,146Nr. 4 - 40 2,35 2,385 2,156Nr. 5 - 40 2,65 2,697 2,487Nr. 6 - 32 2,85 2,642 2,896Nr. 8 - 32 3,50 3,302 3,531Nr. 10 - 24 3,90 3,683 3,962Nr. 12 - 24 4,50 4,343 4,597
» - 20 5,10 4,976 5,268÷ - 18 6,60 6,411 6,734Ï - 16 8,00 7,805 8,164Ø - 14 9,40 9,149 9,550¸ - 13 10,80 10,584 11,013¤™ - 12 12,20 11,996 12,456ı - 11 13,50 13,376 13,868ˆ - 10 16,50 16,299 16,833Ì - 9 19,50 19,169 19,7481 - 8 22,25 21,963 22,598
1 ∏ - 7 25,00 24,648 25,3491 » - 7 28,00 27,823 28,5241 Ï - 6 30,75 30,343 21,1201 ¸ - 6 34,00 33,518 34,2951 ˆ - 5 39,50 38,951 39,814
2 - 4,5 45,00 44,689 45,598
M 22 x 1,00 21,00 20,917 21,153M 22 x 1,50 20,50 20,376 20,676M 22 x 2,00 20,00 19,835 20,210M 24 x 1,00 23,00 22,917 23,153M 24 x 1,50 22,50 22,376 22,676M 24 x 2,00 22,00 21,835 22,210M 25 x 1,00 24,00 23,917 24,153M 25 x 1,50 23,50 23,376 23,676M 25 x 2,00 23,00 22,835 23,210M 27 x 1,00 26,00 25,917 26,153M 27 x 1,50 25,50 25,376 25,676M 27 x 2,00 25,00 24,835 25,210M 28 x 1,00 27,00 26,917 27,153M 28 x 1,50 26,50 26,376 26,676M 28 x 2,00 26,00 25,853 26,210M 30 x 1,00 29,00 28,917 29,153M 30 x 1,50 28,50 26,376 28,676M 30 x 2,00 28,00 27,835 28,210M 30 x 3,00 27,00 26,752 27,252M 32 x 1,50 30,50 30,376 30,676M 32 x 2,00 30,00 29,835 30,210M 33 x 1,50 31,50 31,376 31,676M 33 x 2,00 31,00 30,835 31,210M 33 x 3,00 30,00 29,752 30,252M 35 x 1,50 33,50 33,376 33,676M 36 x 1,50 34,50 34,376 34,676
Metrische ISO-Gewinde Metrische ISO-Feingewinde
Kerndurchmesser-Toleranzfeld beim Gewindeformen (nach DIN 13, Teil 50)
Aus Festigkeitsgründen ist es nicht erforderlich, die Kerndurchmesserto-leranzen der Toleranzklasse 6H einzuhalten; die Toleranzklasse 7H genügt dem Anspruch, dass die Flankenüberdeckung von Bolzen- und Mutterge-winde 0,32 x P nicht unterschreiten soll. Außerdem haben geformte Ge-winde wegen des nicht unterbrochenen Faserverlaufs und der erfolgten Kaltverfestigung im Regelfall eine höhere Festigkeit als geschnittene Gewinde.
Nenn- Stei- Kern- KerndurchmesserØ gung loch- Muttergewinde
P (Bohr-)Ø min. max.
mm mm mm mm
Nenn- x Stei- Kern- KerndurchmesserØ gung loch- Muttergewinde
P (Bohr-)Ø min. max.
mm mm mm mm
Nenn- x Stei- Kern- KerndurchmesserØ gung loch- Muttergewinde
P (Bohr-)Ø min. max.
mm mm mm mm
Größe Gang Kern- Kerndurchmesserloch- Muttergewinde
(Bohr-)pro Ø min. max.inch mm mm mm
Nenn- Steigung Bohr- Kern-Ø Ø Ø 7H
Muttergewinde
mm mm min max
Nenn- x Steigung Bohr- Kern-Ø Ø Ø 7H
Muttergewinde
mm mm min max
Nenn- x Steigung Bohr- Kern-Ø Ø Ø 7H
Muttergewinde
mm mm min max
M 2 0,40 1,85 1,84 1,88M 2,2 0,45 2,03 2,01 2,05M 2,5 0,45 2,30 2,28 2,32M 3 0,50 2,80 2,79 2,85M 3,5 0,60 3,25 3,23 3,30M 4 0,70 3,70 3,68 3,76M 4,5 0,75 4,20 4,17 4,25M 5 0,80 4,65 4,63 4,71M 6 1,00 5,55 5,52 5,62M 7 1,00 6,55 6,52 6,62M 8 1,25 7,40 7,36 7,47M 9 1,25 8,40 8,36 8,47M 10 1,50 9,30 9,26 9,38M 11 1,50 10,30 10,26 10,38M 12 1,75 11,20 11,15 11,29M 14 2,00 13,10 13,05 13,20
M 16 2,00 15,10 15,05 15,20M 18 2,50 16,90 16,83 17,02M 20 2,50 18,90 18,83 19,02
M 5 x 0,5 4,80 4,79 4,85M 6 x 0,75 5,65 5,62 5,70M 7 x 0,75 6,70 6,67 6,75M 8 x 0,75 7,65 7,62 7,70M 8 x 1,00 7,55 7,52 7,62M 9 x 0,75 8,70 8,67 8,75M 9 x 1,00 8,55 8,61 8,69M 10 x 0,75 9,70 9,67 9,75M 10 x 1,00 9,55 9,52 9,62M 10 x 1,25 9,40 9,36 9,47M 11 x 0,75 10,70 10,67 10,75M 11 x 1,00 10,55 10,52 10,62M 12 x 1,00 11,55 11,52 11,62M 12 x 1,25 11,40 11,36 11,47M 12 x 1,50 11,30 11,26 11,38M 14 x 1,00 13,55 13,52 13,62
14,00 x 1,25 13,40 13,36 13,4714,00 x 1,50 13,30 13,26 13,3815,00 x 1,00 14,55 14,52 14,6215,00 x 1,50 14,30 14,26 14,3816,00 x 1,00 15,55 15,52 15,6216,00 x 1,50 15,30 15,26 15,3817,00 x 1,00 16,55 16,52 16,6217,00 x 1,50 16,30 16,26 16,3818,00 x 1,00 17,55 17,52 17,6218,00 x 1,50 17,30 17,26 17,3818,00 x 2,00 17,05 17,00 17,1520,00 x 1,00 19,55 19,52 19,6220,00 x 1,50 19,30 19,26 19,3822,00 x 1,50 21,30 21,26 21,3824,00 x 1,50 23,30 23,26 23,3824,00 x 2,00 23,10 23,05 23,20
09_TechnischerTeil.indb 358 28.10.2008 11:28:42 Uhr
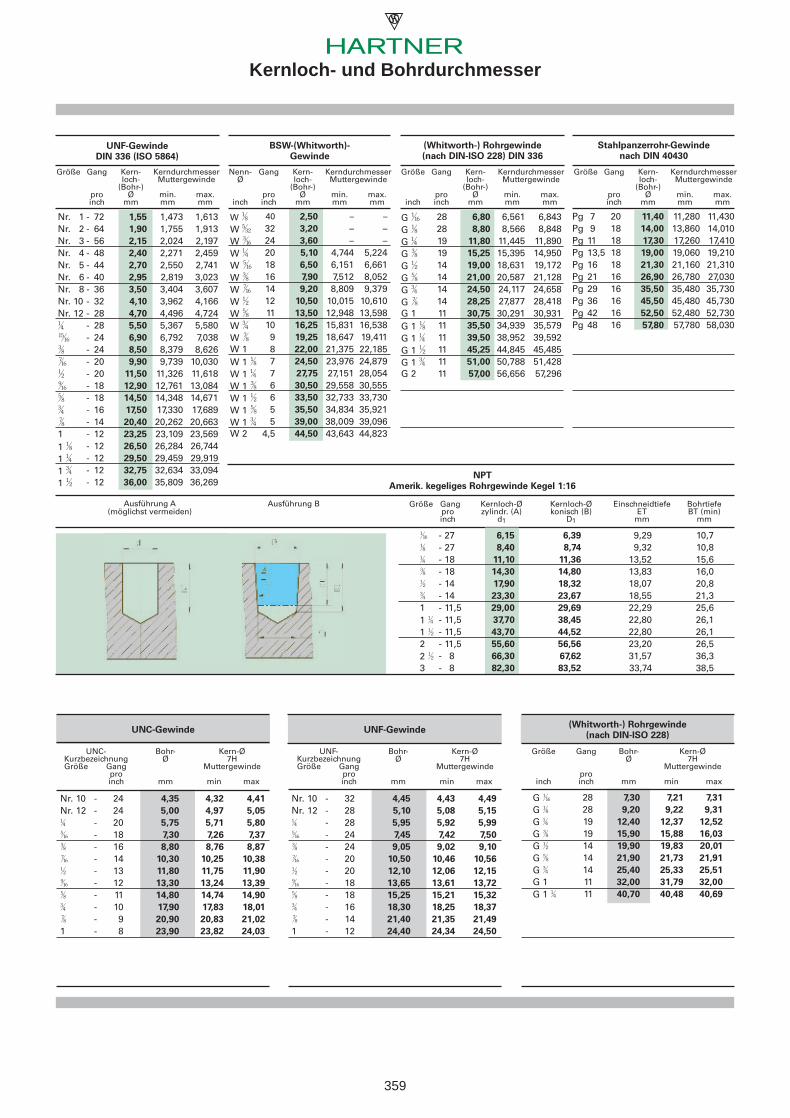
359
Kernloch- und Bohrdurchmesser
UNC- Bohr- Kern-Ø Kurzbezeichnung Ø 7HGröße Gang Muttergewinde
proinch mm min max
UNF- Bohr- Kern-Ø Kurzbezeichnung Ø 7HGröße Gang Muttergewinde
proinch mm min max
Nr. 10 - 24 4,35 4,32 4,41Nr. 12 - 24 5,00 4,97 5,05» - 20 5,75 5,71 5,80 - 18 7,30 7,26 7,37Ï - 16 8,80 8,76 8,87Ø - 14 10,30 10,25 10,38¸ - 13 11,80 11,75 11,90¤ - 12 13,30 13,24 13,39ı - 11 14,80 14,74 14,90ˆ - 10 17,90 17,83 18,01Ì - 9 20,90 20,83 21,021 - 8 23,90 23,82 24,03
Nr. 10 - 32 4,45 4,43 4,49Nr. 12 - 28 5,10 5,08 5,15» - 28 5,95 5,92 5,99 - 24 7,45 7,42 7,50Ï - 24 9,05 9,02 9,10Ø - 20 10,50 10,46 10,56¸ - 20 12,10 12,06 12,15¤ - 18 13,65 13,61 13,72ı - 18 15,25 15,21 15,32ˆ - 16 18,30 18,25 18,37Ì - 14 21,40 21,35 21,491 - 12 24,40 24,34 24,50
G › 28 7,30 7,21 7,31G ∏ 28 9,20 9,22 9,31G » 19 12,40 12,37 12,52G Ï 19 15,90 15,88 16,03G ¸ 14 19,90 19,83 20,01G ı 14 21,90 21,73 21,91G ˆ 14 25,40 25,33 25,51G 1 11 32,00 31,79 32,00G 1 » 11 40,70 40,48 40,69
NPT Amerik. kegeliges Rohrgewinde Kegel 1:16
UNF-Gewinde DIN 336 (ISO 5864)
BSW-(Whitworth)- Gewinde
(Whitworth-) Rohrgewinde (nach DIN-ISO 228) DIN 336
Stahlpanzerrohr-Gewinde nach DIN 40430
Größe Gang Kernloch-Ø Kernloch-Ø Einschneidtiefe Bohrtiefe pro zylindr. (A) konisch (B) ET BT (min)inch d1 D1 mm mm
Nr. 1 - 72 1,55 1,473 1,613Nr. 2 - 64 1,90 1,755 1,913Nr. 3 - 56 2,15 2,024 2,197Nr. 4 - 48 2,40 2,271 2,459Nr. 5 - 44 2,70 2,550 2,741Nr. 6 - 40 2,95 2,819 3,023Nr. 8 - 36 3,50 3,404 3,607Nr. 10 - 32 4,10 3,962 4,166Nr. 12 - 28 4,70 4,496 4,724» - 28 5,50 5,367 5,580Û - 24 6,90 6,792 7,038Ï - 24 8,50 8,379 8,626Ø - 20 9,90 9,739 10,030¸ - 20 11,50 11,326 11,618¤ - 18 12,90 12,761 13,084ı - 18 14,50 14,348 14,671ˆ - 16 17,50 17,330 17,689Ì - 14 20,40 20,262 20,6631 - 12 23,25 23,109 23,5691 ∏ - 12 26,50 26,284 26,7441 » - 12 29,50 29,459 29,9191 ˆ - 12 32,75 32,634 33,0941 ¸ - 12 36,00 35,809 36,269
Pg 7 20 11,40 11,280 11,430Pg 9 18 14,00 13,860 14,010Pg 11 18 17,30 17,260 17,410Pg 13,5 18 19,00 19,060 19,210Pg 16 18 21,30 21,160 21,310Pg 21 16 26,90 26,780 27,030Pg 29 16 35,50 35,480 35,730Pg 36 16 45,50 45,480 45,730Pg 42 16 52,50 52,480 52,730Pg 48 16 57,80 57,780 58,030
G › 28 6,80 6,561 6,843G ∏ 28 8,80 8,566 8,848G » 19 11,80 11,445 11,890G Ï 19 15,25 15,395 14,950G ¸ 14 19,00 18,631 19,172G ı 14 21,00 20,587 21,128G ˆ 14 24,50 24,117 24,658G Ì 14 28,25 27,877 28,418G 1 11 30,75 30,291 30,931G 1 ∏ 11 35,50 34,939 35,579G 1 » 11 39,50 38,952 39,592G 1 ¸ 11 45,25 44,845 45,485G 1 ˆ 11 51,00 50,788 51,428G 2 11 57,00 56,656 57,296
› - 27 6,15 6,39 9,29 10,7∏ - 27 8,40 8,74 9,32 10,8» - 18 11,10 11,36 13,52 15,6Ï - 18 14,30 14,80 13,83 16,0¸ - 14 17,90 18,32 18,07 20,8ˆ - 14 23,30 23,67 18,55 21,31 - 11,5 29,00 29,69 22,29 25,61 » - 11,5 37,70 38,45 22,80 26,11 ¸ - 11,5 43,70 44,52 22,80 26,12 - 11,5 55,60 56,56 23,20 26,52 ¸ - 8 66,30 67,62 31,57 36,33 - 8 82,30 83,52 33,74 38,5
W ∏ 40 2,50 – –
W B 32 3,20 – –W ˘ 24 3,60 – –W » 20 5,10 4,744 5,224W 18 6,50 6,151 6,661W Ï 16 7,90 7,512 8,052W Ø 14 9,20 8,809 9,379W ¸ 12 10,50 10,015 10,610W ı 11 13,50 12,948 13,598W ˆ 10 16,25 15,831 16,538W Ì 9 19,25 18,647 19,411W 1 8 22,00 21,375 22,185W 1 ∏ 7 24,50 23,976 24,879W 1 » 7 27,75 27,151 28,054W 1 Ï 6 30,50 29,558 30,555W 1 ¸ 6 33,50 32,733 33,730W 1 ı 5 35,50 34,834 35,921W 1 ˆ 5 39,00 38,009 39,096W 2 4,5 44,50 43,643 44,823
Ausführung A (möglichst vermeiden)
Ausführung B
UNC-Gewinde UNF-Gewinde (Whitworth-) Rohrgewinde (nach DIN-ISO 228)
Größe Gang Kern- Kerndurchmesserloch- Muttergewinde
(Bohr-)pro Ø min. max.inch mm mm mm
Größe Gang Kern- Kerndurchmesserloch- Muttergewinde
(Bohr-)pro Ø min. max.inch mm mm mm
Nenn- Gang Kern- KerndurchmesserØ loch- Muttergewinde
(Bohr-)pro Ø min. max.
inch inch mm mm mm
Größe Gang Kern- Kerndurchmesserloch- Muttergewinde
(Bohr-)pro Ø min. max.
inch inch mm mm mm
Größe Gang Bohr- Kern-Ø Ø 7H
Muttergewindepro
inch inch mm min max
09_TechnischerTeil.indb 359 28.10.2008 11:28:47 Uhr
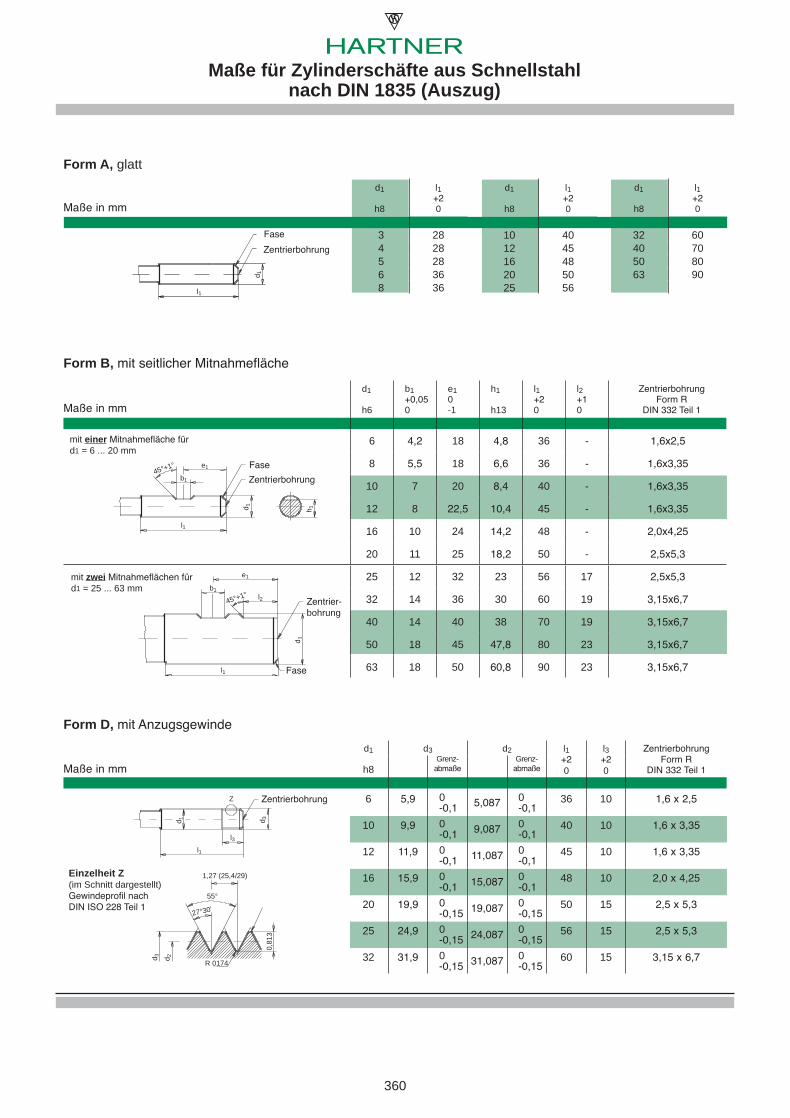
360
1,27 (25,4/29)
d 3
l3l1
55°
0,81
3
Z
R 0174
27°30’
d 2d 3
d 1d1
h8
l1+20
3 28 4 28 5 28 6 36 8 36
d1
h8
l1+20
10 4012 4516 4820 5025 56
d1
h8
l1+20
32 6040 7050 8063 90
l1
d 1
l1
d 1
e1
h 1
b145°+1°
l2
d 1
e1
b1
45°+1°
l1
l1
d 1
l1
d 1
e1
h 1
b145°+1°
l2
d 1
e1
b1
45°+1°
l1
l1
d 1
l1
d 1
e1h 1
b145°+1°
l2
d 1
e1
b1
45°+1°
l1
Maße für Zylinderschäfte aus Schnellstahlnach DIN 1835 (Auszug)
ZentrierbohrungFase
Form A, glatt
Maße in mm
d1
h6
b1+0,050
e10-1
h1
h13
l1+20
l2+10
ZentrierbohrungForm R
DIN 332 Teil 1
6 4,2 18 4,8 36 - 1,6x2,5
8 5,5 18 6,6 36 - 1,6x3,35
10 7 20 8,4 40 - 1,6x3,35
12 8 22,5 10,4 45 - 1,6x3,35
16 10 24 14,2 48 - 2,0x4,25
20 11 25 18,2 50 - 2,5x5,3
25 12 32 23 56 17 2,5x5,3
32 14 36 30 60 19 3,15x6,7
40 14 40 38 70 19 3,15x6,7
50 18 45 47,8 80 23 3,15x6,7
63 18 50 60,8 90 23 3,15x6,7
d1 d3 d2 l1 l3 Zentrierbohrung
h8Grenz-
abmaßeGrenz-
abmaße+20
+20
Form RDIN 332 Teil 1
6 5,9 0 -0,1 5,087 0
-0,136 10 1,6 x 2,5
10 9,9 0 -0,1 9,087 0
-0,140 10 1,6 x 3,35
12 11,9 0 -0,1 11,087 0
-0,145 10 1,6 x 3,35
16 15,9 0 -0,1 15,087 0
-0,148 10 2,0 x 4,25
20 19,9 0 -0,15 19,087 0
-0,1550 15 2,5 x 5,3
25 24,9 0 -0,15 24,087 0
-0,1556 15 2,5 x 5,3
32 31,9 0 -0,15 31,087 0
-0,1560 15 3,15 x 6,7
Form B, mit seitlicher Mitnahmefläche
Maße in mm
Zentrier-bohrung
Fase
ZentrierbohrungFase
Zentrierbohrung
Einzelheit Z(im Schnitt dargestellt)Gewindeprofil nachDIN ISO 228 Teil 1
mit einer Mitnahmefläche fürd1 = 6 ... 20 mm
mit zwei Mitnahmeflächen für d1 = 25 ... 63 mm
Form D, mit Anzugsgewinde
Maße in mm
09_TechnischerTeil.indb 360 28.10.2008 11:28:49 Uhr
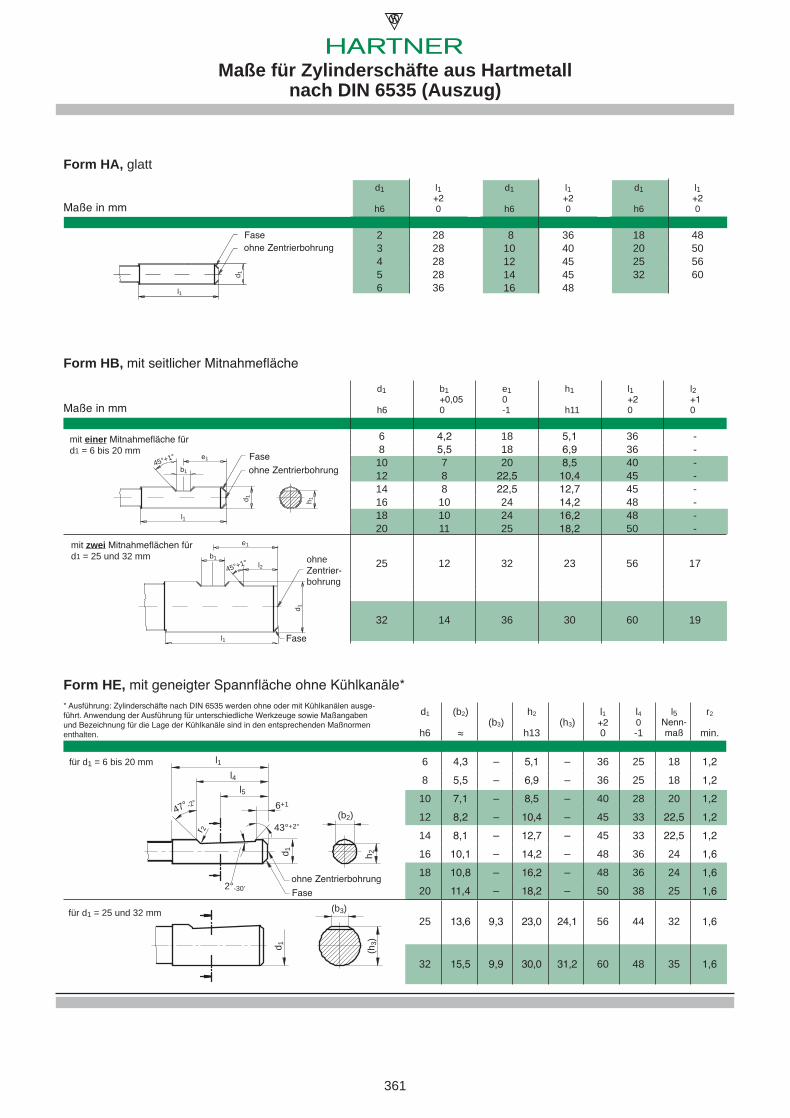
361
d 1
(b2)
l1
d 1
(b3)
47°-2°
l4l5
2°-30’
(h3)
r 2 43°+2°
6+1
h 2
d1
h6
l1+20
2 283 284 285 286 36
d1
h6
l1+20
8 3610 4012 4514 4516 48
d1
h6
l1+20
18 4820 5025 5632 60
l1
d 1
l1
d 1
e1
h 1
b145°+1°
l2
d 1
e1
b1
45°+1°
l1
l1
d 1
l1
d 1
e1
h 1
b145°+1°
l2
d 1
e1
b1
45°+1°
l1
l1
d 1
l1
d 1
e1
h 1
b145°+1°
l2
d 1
e1
b1
45°+1°
l1
d1
h6
(b2)
≈(b3)
h2
h13(h3)
l1+20
l40-1
l5Nenn-maß
r2
min.
6 4,3 – 5,1 – 36 25 18 1,28 5,5 – 6,9 – 36 25 18 1,2
10 7,1 – 8,5 – 40 28 20 1,212 8,2 – 10,4 – 45 33 22,5 1,214 8,1 – 12,7 – 45 33 22,5 1,216 10,1 – 14,2 – 48 36 24 1,618 10,8 – 16,2 – 48 36 24 1,620 11,4 – 18,2 – 50 38 25 1,6
25 13,6 9,3 23,0 24,1 56 44 32 1,6
32 15,5 9,9 30,0 31,2 60 48 35 1,6
Maße für Zylinderschäfte aus Hartmetallnach DIN 6535 (Auszug)
ohne ZentrierbohrungFase
Form HA, glatt
Maße in mm
d1
h6
b1+0,050
e10-1
h1
h11
l1+20
l2+10
6 4,2 18 5,1 36 -8 5,5 18 6,9 36 -
10 7 20 8,5 40 -12 8 22,5 10,4 45 -14 8 22,5 12,7 45 -16 10 24 14,2 48 -18 10 24 16,2 48 -20 11 25 18,2 50 -
25 12 32 23 56 17
32 14 36 30 60 19
Form HB, mit seitlicher Mitnahmefläche
Maße in mm
ohneZentrier-bohrung
Fase
ohne ZentrierbohrungFase
mit einer Mitnahmefläche fürd1 = 6 bis 20 mm
mit zwei Mitnahmeflächen für d1 = 25 und 32 mm
ohne ZentrierbohrungFase
für d1 = 6 bis 20 mm
für d1 = 25 und 32 mm
Form HE, mit geneigter Spannfläche ohne Kühlkanäle** Ausführung: Zylinderschäfte nach DIN 6535 werden ohne oder mit Kühlkanälen ausge-führt. Anwendung der Ausführung für unterschiedliche Werkzeuge sowie Maßangaben und Bezeichnung für die Lage der Kühlkanäle sind in den entsprechenden Maßnormen enthalten.
09_TechnischerTeil.indb 361 28.10.2008 11:28:51 Uhr
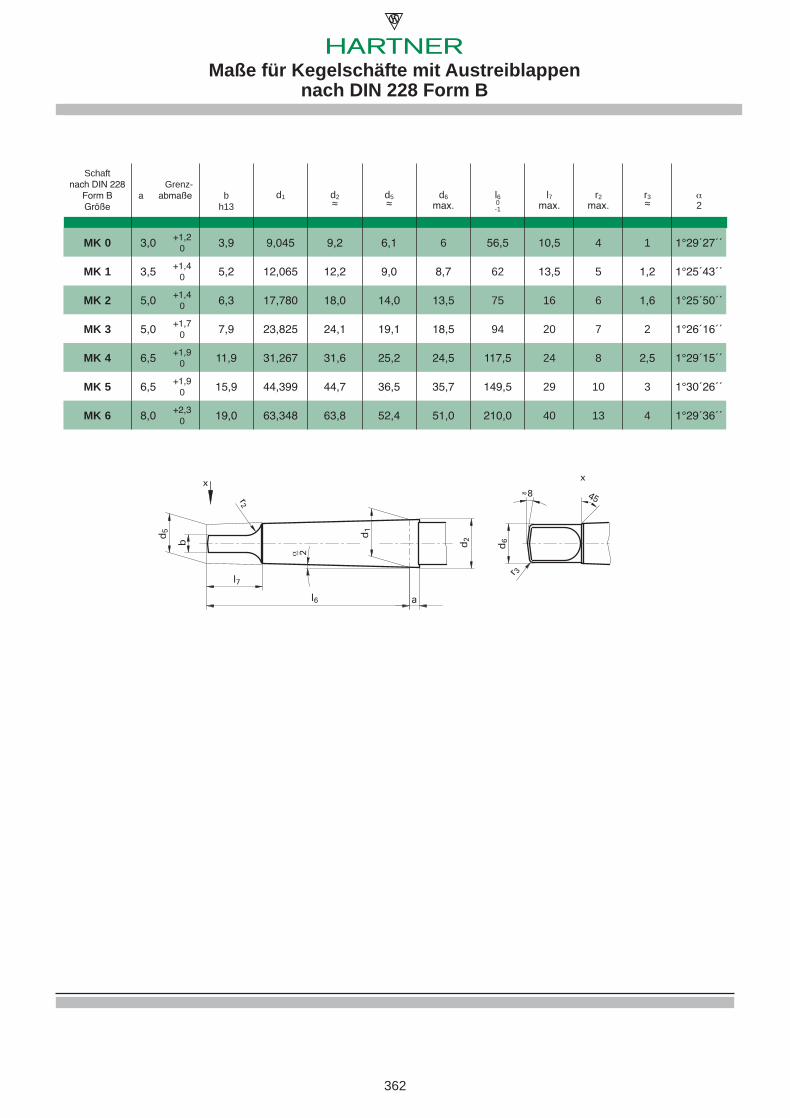
362
8
x x
45
2
l6
d1
a
d6
l7
b d
5
d2
r2
r 3
Maße für Kegelschäfte mit Austreiblappennach DIN 228 Form B
Schaft nach DIN 228
Form BGröße
Grenz- a abmaße b
h13d1 d2≈
d5≈d6
max.l60-1
l7max.
r2max.
r3≈a2
MK 0 3,0 +1,20 3,9 9,045 9,2 6,1 6 56,5 10,5 4 1 1°29´27´´
MK 1 3,5 +1,40 5,2 12,065 12,2 9,0 8,7 62 13,5 5 1,2 1°25´43´´
MK 2 5,0 +1,40 6,3 17,780 18,0 14,0 13,5 75 16 6 1,6 1°25´50´´
MK 3 5,0 +1,70 7,9 23,825 24,1 19,1 18,5 94 20 7 2 1°26´16´´
MK 4 6,5 +1,90 11,9 31,267 31,6 25,2 24,5 117,5 24 8 2,5 1°29´15´´
MK 5 6,5 +1,90 15,9 44,399 44,7 36,5 35,7 149,5 29 10 3 1°30´26´´
MK 6 8,0 +2,30 19,0 63,348 63,8 52,4 51,0 210,0 40 13 4 1°29´36´´
09_TechnischerTeil.indb 362 28.10.2008 11:28:53 Uhr
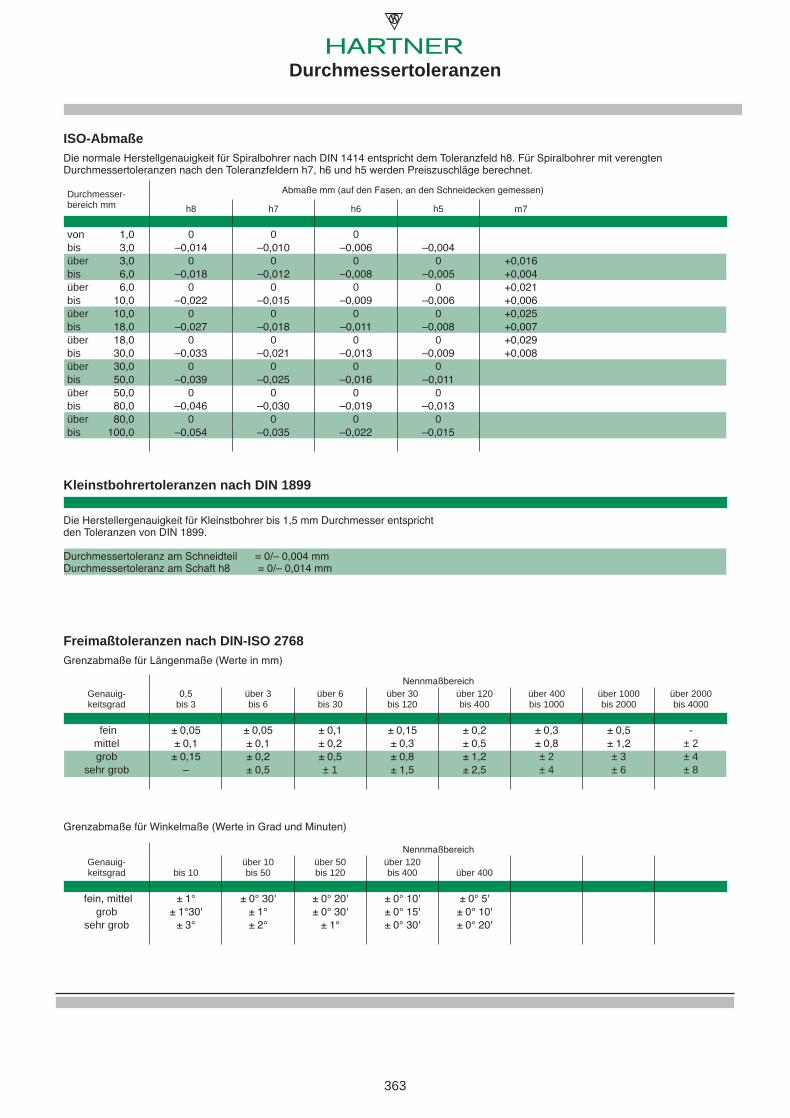
363
Durchmessertoleranzen
ISO-AbmaßeDie normale Herstellgenauigkeit für Spiralbohrer nach DIN 1414 entspricht dem Toleranzfeld h8. Für Spiralbohrer mit verengten Durchmessertoleranzen nach den Toleranzfeldern h7, h6 und h5 werden Preiszuschläge berechnet.
Durchmesser-bereich mm
Abmaße mm (auf den Fasen, an den Schneidecken gemessen)
h8 h7 h6 h5 m7
von 1,0 0 0 0bis 3,0 –0,014 –0,010 –0,006 –0,004über 3,0 0 0 0 0 +0,016bis 6,0 –0,018 –0,012 –0,008 –0,005 +0,004über 6,0 0 0 0 0 +0,021bis 10,0 –0,022 –0,015 –0,009 –0,006 +0,006über 10,0 0 0 0 0 +0,025bis 18,0 –0,027 –0,018 –0,011 –0,008 +0,007über 18,0 0 0 0 0 +0,029bis 30,0 –0,033 –0,021 –0,013 –0,009 +0,008über 30,0 0 0 0 0bis 50,0 –0,039 –0,025 –0,016 –0,011über 50,0 0 0 0 0bis 80,0 –0,046 –0,030 –0,019 –0,013über 80,0 0 0 0 0bis 100,0 –0,054 –0,035 –0,022 –0,015
Kleinstbohrertoleranzen nach DIN 1899
Freimaßtoleranzen nach DIN-ISO 2768Grenzabmaße für Längenmaße (Werte in mm)
NennmaßbereichGenauig-keitsgrad
0,5bis 3
über 3bis 6
über 6bis 30
über 30bis 120
über 120bis 400
über 400bis 1000
über 1000bis 2000
über 2000bis 4000
fein ± 0,05 ± 0,05 ± 0,1 ± 0,15 ± 0,2 ± 0,3 ± 0,5 -mittel ± 0,1 ± 0,1 ± 0,2 ± 0,3 ± 0,5 ± 0,8 ± 1,2 ± 2grob ± 0,15 ± 0,2 ± 0,5 ± 0,8 ± 1,2 ± 2 ± 3 ± 4
sehr grob – ± 0,5 ± 1 ± 1,5 ± 2,5 ± 4 ± 6 ± 8
Grenzabmaße für Winkelmaße (Werte in Grad und Minuten)
NennmaßbereichGenauig-keitsgrad
bis 10
über 10bis 50
über 50bis 120
über 120bis 400 über 400
fein, mittel ± 1° ± 0° 30' ± 0° 20' ± 0° 10' ± 0° 5'grob ± 1°30' ± 1° ± 0° 30' ± 0° 15' ± 0° 10'
sehr grob ± 3° ± 2° ± 1° ± 0° 30' ± 0° 20'
Die Herstellergenauigkeit für Kleinstbohrer bis 1,5 mm Durchmesser entsprichtden Toleranzen von DIN 1899.
Durchmessertoleranz am Schneidteil = 0/– 0,004 mmDurchmessertoleranz am Schaft h8 = 0/– 0,014 mm
09_TechnischerTeil.indb 363 28.10.2008 11:28:53 Uhr
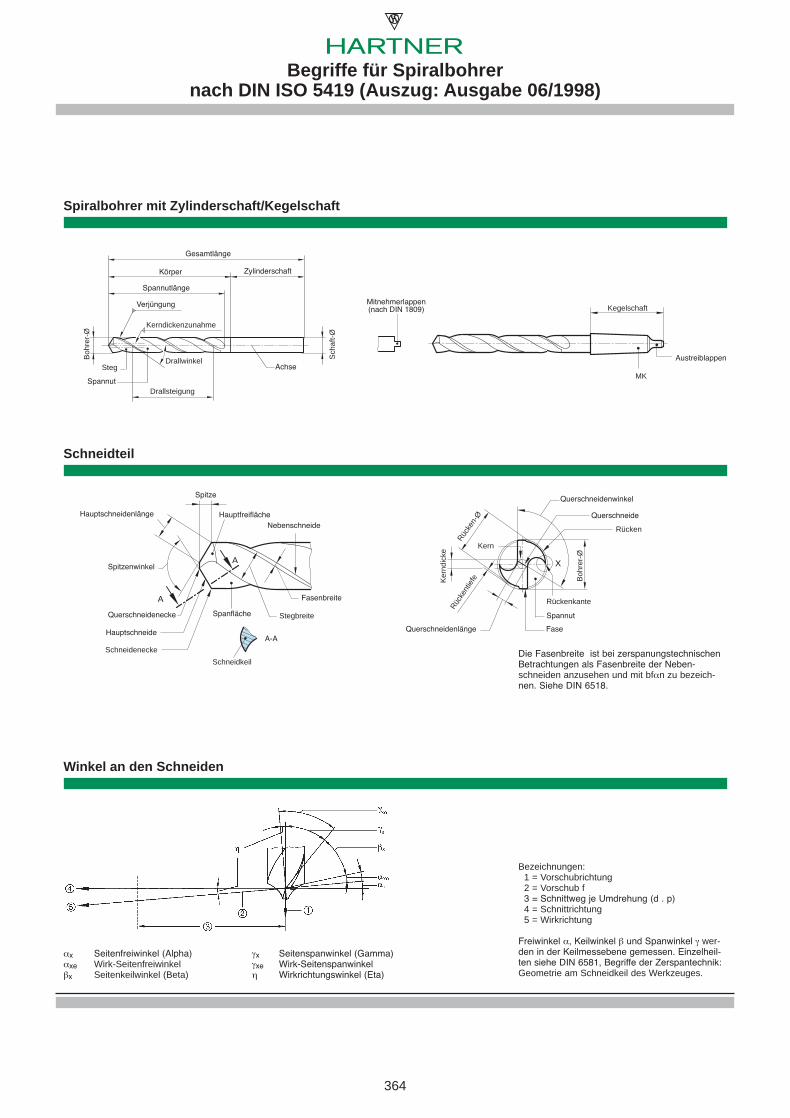
364
A
A X
Mitnehmerlappen(nach DIN 1809)
Begriffe für Spiralbohrer nach DIN ISO 5419 (Auszug: Ausgabe 06/1998)
Spiralbohrer mit Zylinderschaft/Kegelschaft
Winkel an den Schneiden
Die Fasenbreite ist bei zerspanungstechnischen Betrachtungen als Fasenbreite der Neben-schneiden anzusehen und mit bfan zu bezeich-nen. Siehe DIN 6518.
Bezeichnungen: 1 = Vorschubrichtung 2 = Vorschub f 3 = Schnittweg je Umdrehung (d . p) 4 = Schnittrichtung 5 = Wirkrichtung
Freiwinkel a, Keilwinkel b und Spanwinkel g wer-den in der Keilmessebene gemessen. Einzelheil-ten siehe DIN 6581, Begriffe der Zerspantechnik: Geometrie am Schneidkeil des Werkzeuges.
ax Seitenfreiwinkel (Alpha) gx Seitenspanwinkel (Gamma)axe Wirk-Seitenfreiwinkel gxe Wirk-Seitenspanwinkelbx Seitenkeilwinkel (Beta) h Wirkrichtungswinkel (Eta)
A-A
Gesamtlänge
Körper Zylinderschaft
Spannutlänge
Verjüngung
Achse
KerndickenzunahmeSc
haft-
Ø
Steg
Bohr
er-Ø
Mitnehmerlappen(nach DIN 1809)
Drallwinkel
DrallsteigungSpannut
Austreiblappen
MK
Kegelschaft
Querschneidenwinkel
Querschneide
Rücken
Rückenkante
SpannutFaseQuerschneidenlänge
Rücke
ntiefe
Kern
Kern
dick
e
Rücke
n-Ø
Schneidkeil
Nebenschneide
Fasenbreite
Stegbreite
Hauptfreifläche
Spitzenwinkel
Spitze
Querschneidenecke
Hauptschneide
Spanfläche
Schneidenecke
Bohr
er-Ø
Hauptschneidenlänge
Schneidteil
09_TechnischerTeil.indb 364 28.10.2008 11:28:56 Uhr
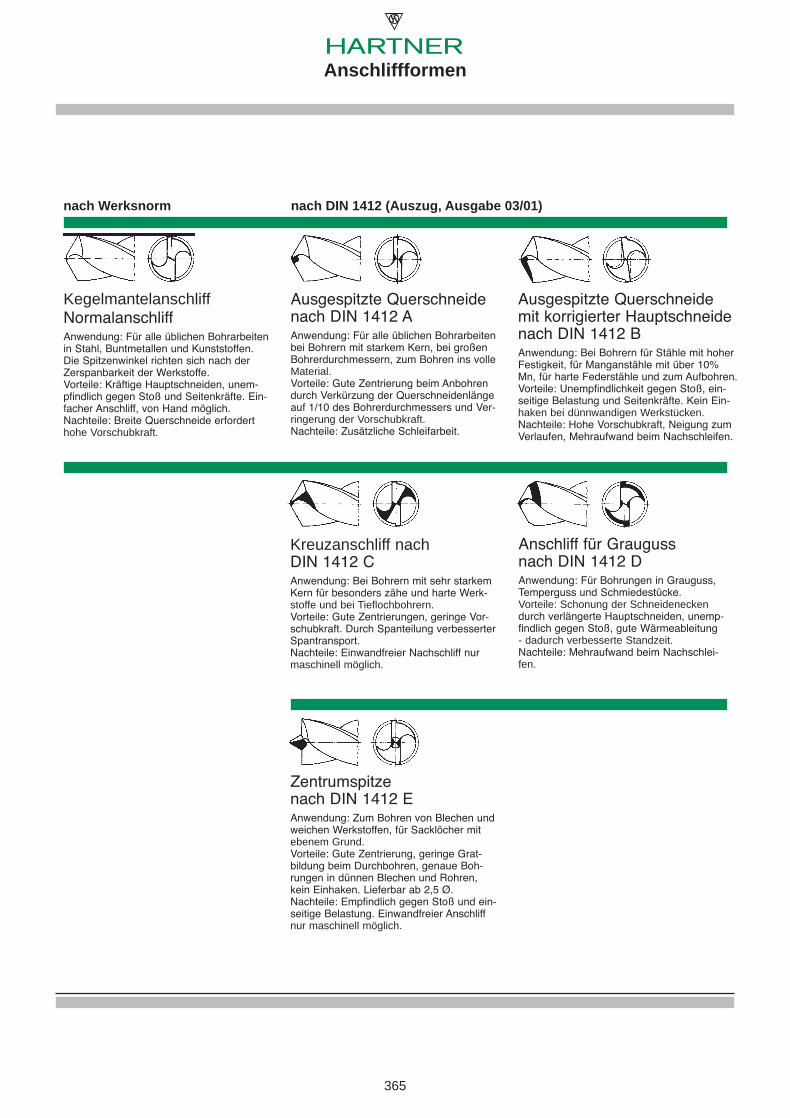
365
Anschliffformen
nach Werksnorm
KegelmantelanschliffNormalanschliffAnwendung: Für alle üblichen Bohrarbeiten in Stahl, Buntmetallen und Kunststoffen. Die Spitzenwinkel richten sich nach der Zerspanbarkeit der Werkstoffe. Vorteile: Kräftige Hauptschneiden, unem-pfindlich gegen Stoß und Seitenkräfte. Ein-facher Anschliff, von Hand möglich.Nachteile: Breite Querschneide erfordert hohe Vorschubkraft.
nach DIN 1412 (Auszug, Ausgabe 03/01)
Kreuzanschliff nachDIN 1412 CAnwendung: Bei Bohrern mit sehr starkem Kern für besonders zähe und harte Werk-stoffe und bei Tieflochbohrern. Vorteile: Gute Zentrierungen, geringe Vor-schubkraft. Durch Spanteilung verbesserter Spantransport.Nachteile: Einwandfreier Nachschliff nur maschinell möglich.
Ausgespitzte Querschneidenach DIN 1412 AAnwendung: Für alle üblichen Bohrarbeiten bei Bohrern mit starkem Kern, bei großen Bohrerdurchmessern, zum Bohren ins volle Material. Vorteile: Gute Zentrierung beim Anbohren durch Verkürzung der Querschneidenlänge auf 1/10 des Bohrerdurchmessers und Ver-ringerung der Vorschubkraft.Nachteile: Zusätzliche Schleifarbeit.
Anschliff für Graugussnach DIN 1412 DAnwendung: Für Bohrungen in Grauguss, Temperguss und Schmiedestücke.Vorteile: Schonung der Schneidenecken durch verlängerte Hauptschneiden, unemp-findlich gegen Stoß, gute Wärmeableitung - dadurch verbesserte Standzeit.Nachteile: Mehraufwand beim Nachschlei-fen.
Ausgespitzte Querschneidemit korrigierter Hauptschneide nach DIN 1412 BAnwendung: Bei Bohrern für Stähle mit hoher Festigkeit, für Manganstähle mit über 10% Mn, für harte Federstähle und zum Aufbohren. Vorteile: Unempfindlichkeit gegen Stoß, ein-seitige Belastung und Seitenkräfte. Kein Ein-haken bei dünnwandigen Werkstücken.Nachteile: Hohe Vorschubkraft, Neigung zum Verlaufen, Mehraufwand beim Nachschleifen.
Zentrumspitzenach DIN 1412 EAnwendung: Zum Bohren von Blechen und weichen Werkstoffen, für Sacklöcher mit ebenem Grund.Vorteile: Gute Zentrierung, geringe Grat-bildung beim Durchbohren, genaue Boh-rungen in dünnen Blechen und Rohren, kein Einhaken. Lieferbar ab 2,5 Ø.Nachteile: Empfindlich gegen Stoß und ein-seitige Belastung. Einwandfreier Anschliff nur maschinell möglich.
09_TechnischerTeil.indb 365 28.10.2008 11:28:56 Uhr
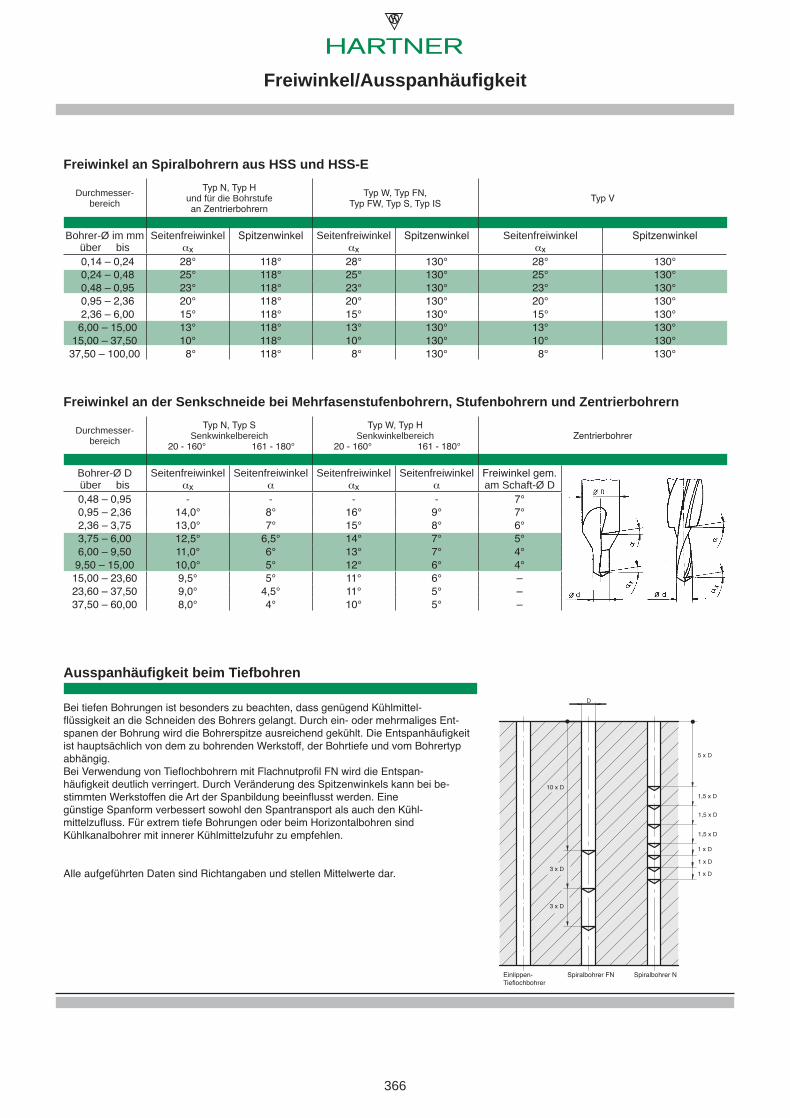
366
5 x D
1,5 x D
1 x D
1,5 x D
1,5 x D
1 x D
1 x D
3 x D
10 x D
D
3 x D
Freiwinkel/Ausspanhäufigkeit
Freiwinkel an Spiralbohrern aus HSS und HSS-E
Ausspanhäufigkeit beim Tiefbohren
Bei tiefen Bohrungen ist besonders zu beachten, dass genügend Kühlmittel-flüssigkeit an die Schneiden des Bohrers gelangt. Durch ein- oder mehrmaliges Ent-spanen der Bohrung wird die Bohrerspitze ausreichend gekühlt. Die Entspanhäufigkeit ist hauptsächlich von dem zu bohrenden Werkstoff, der Bohrtiefe und vom Bohrertyp abhängig.Bei Verwendung von Tieflochbohrern mit Flachnutprofil FN wird die Entspan-häufigkeit deutlich verringert. Durch Veränderung des Spitzenwinkels kann bei be-stimmten Werkstoffen die Art der Spanbildung beeinflusst werden. Eine günstige Spanform verbessert sowohl den Spantransport als auch den Kühl-mittelzufluss. Für extrem tiefe Bohrungen oder beim Horizontalbohren sind Kühlkanalbohrer mit innerer Kühlmittelzufuhr zu empfehlen.
Alle aufgeführten Daten sind Richtangaben und stellen Mittelwerte dar.
Durchmesser-bereich
Typ N, Typ Hund für die Bohrstufean Zentrierbohrern
Typ W, Typ FN,Typ FW, Typ S, Typ IS Typ V
Bohrer-Ø im mmüber bis
Seitenfreiwinkelax
Spitzenwinkel Seitenfreiwinkelax
Spitzenwinkel Seitenfreiwinkelax
Spitzenwinkel
0,14 – 0,24 28° 118° 28° 130° 28° 130° 0,24 – 0,48 25° 118° 25° 130° 25° 130° 0,48 – 0,95 23° 118° 23° 130° 23° 130° 0,95 – 2,36 20° 118° 20° 130° 20° 130° 2,36 – 6,00 15° 118° 15° 130° 15° 130°
6,00 – 15,00 13° 118° 13° 130° 13° 130°15,00 – 37,50 10° 118° 10° 130° 10° 130°
37,50 – 100,00 8° 118° 8° 130° 8° 130°
Freiwinkel an der Senkschneide bei Mehrfasenstufenbohrern, Stufenbohrern und Zentrierbohrern
Durchmesser-bereich
Typ N, Typ SSenkwinkelbereich
20 - 160° 161 - 180°
Typ W, Typ HSenkwinkelbereich
20 - 160° 161 - 180°Zentrierbohrer
Bohrer-Ø Düber bis
Seitenfreiwinkelax
Seitenfreiwinkela
Seitenfreiwinkelax
Seitenfreiwinkela
Freiwinkel gem. am Schaft-Ø D
0,48 – 0,95 - - - - 7°0,95 – 2,36 14,0° 8° 16° 9° 7°2,36 – 3,75 13,0° 7° 15° 8° 6°3,75 – 6,00 12,5° 6,5° 14° 7° 5°6,00 – 9,50 11,0° 6° 13° 7° 4°
9,50 – 15,00 10,0° 5° 12° 6° 4°15,00 – 23,60 9,5° 5° 11° 6° –23,60 – 37,50 9,0° 4,5° 11° 5° –37,50 – 60,00 8,0° 4° 10° 5° –
Einlippen-Tieflochbohrer
Spiralbohrer FN Spiralbohrer N
09_TechnischerTeil.indb 366 28.10.2008 11:28:58 Uhr
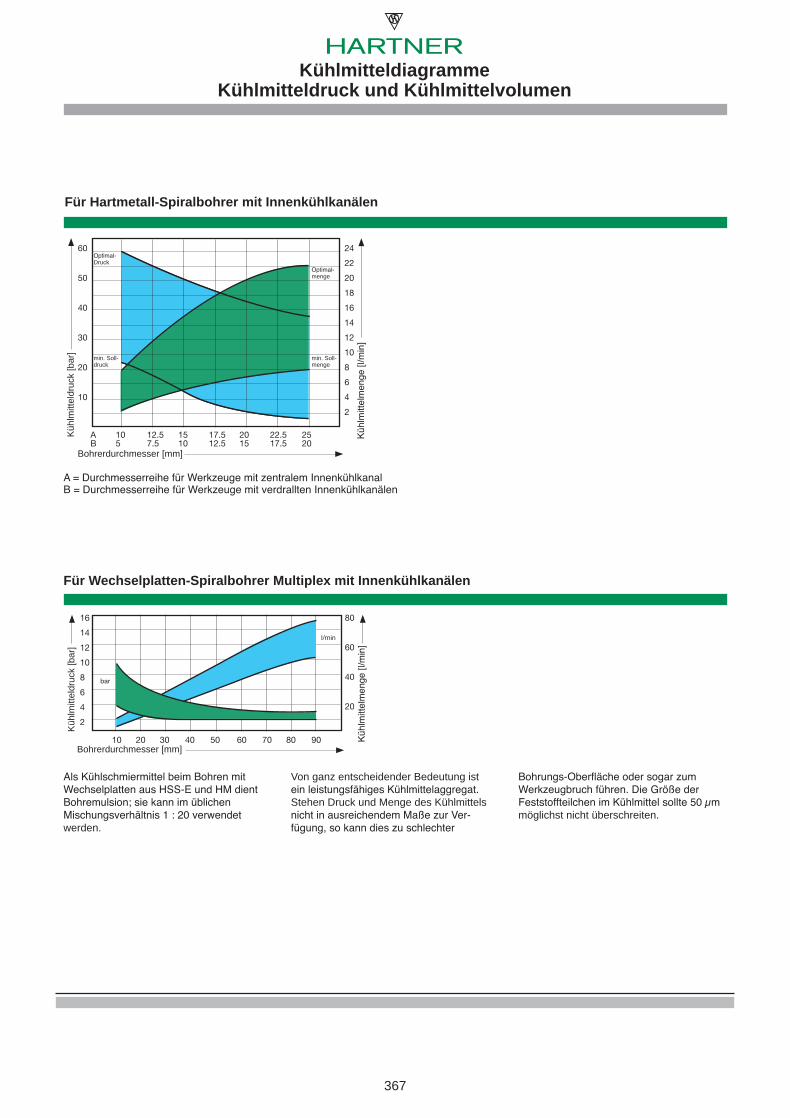
367
A 10 12.5 15 17.5 20 22.5 25B 5 7.5 10 12.5 15 17.5 20
60
50
40
30
20
10
24
22
20
18
16
14
12
10
8
6
4
2
16
14
12
10
8
6
4
2
80
60
40
20
10 20 30 40 50 60 70 80 90
bar
l/min
KühlmitteldiagrammeKühlmitteldruck und Kühlmittelvolumen
Für Hartmetall-Spiralbohrer mit Innenkühlkanälen
Für Wechselplatten-Spiralbohrer Multiplex mit Innenkühlkanälen
Als Kühlschmiermittel beim Bohren mit Wechselplatten aus HSS-E und HM dient Bohremulsion; sie kann im üblichen Mischungsverhältnis 1 : 20 verwendet werden.
Von ganz entscheidender Bedeutung ist ein leistungsfähiges Kühlmittelaggregat. Stehen Druck und Menge des Kühlmittels nicht in ausreichendem Maße zur Ver-fügung, so kann dies zu schlechter
Bohrungs-Oberfläche oder sogar zum Werkzeugbruch führen. Die Größe der Feststoffteilchen im Kühlmittel sollte 50 µm möglichst nicht überschreiten.
A = Durchmesserreihe für Werkzeuge mit zentralem InnenkühlkanalB = Durchmesserreihe für Werkzeuge mit verdrallten Innenkühlkanälen
Bohrerdurchmesser [mm]
Kühl
mitt
eldr
uck
[bar
]
Kühl
mitt
elm
enge
[l/m
in]
Bohrerdurchmesser [mm]
Kühl
mitt
eldr
uck
[bar
]
Kühl
mitt
elm
enge
[l/m
in]
Optimal-Druck
min. Soll-druck
Optimal-menge
min. Soll-menge
09_TechnischerTeil.indb 367 28.10.2008 11:28:58 Uhr
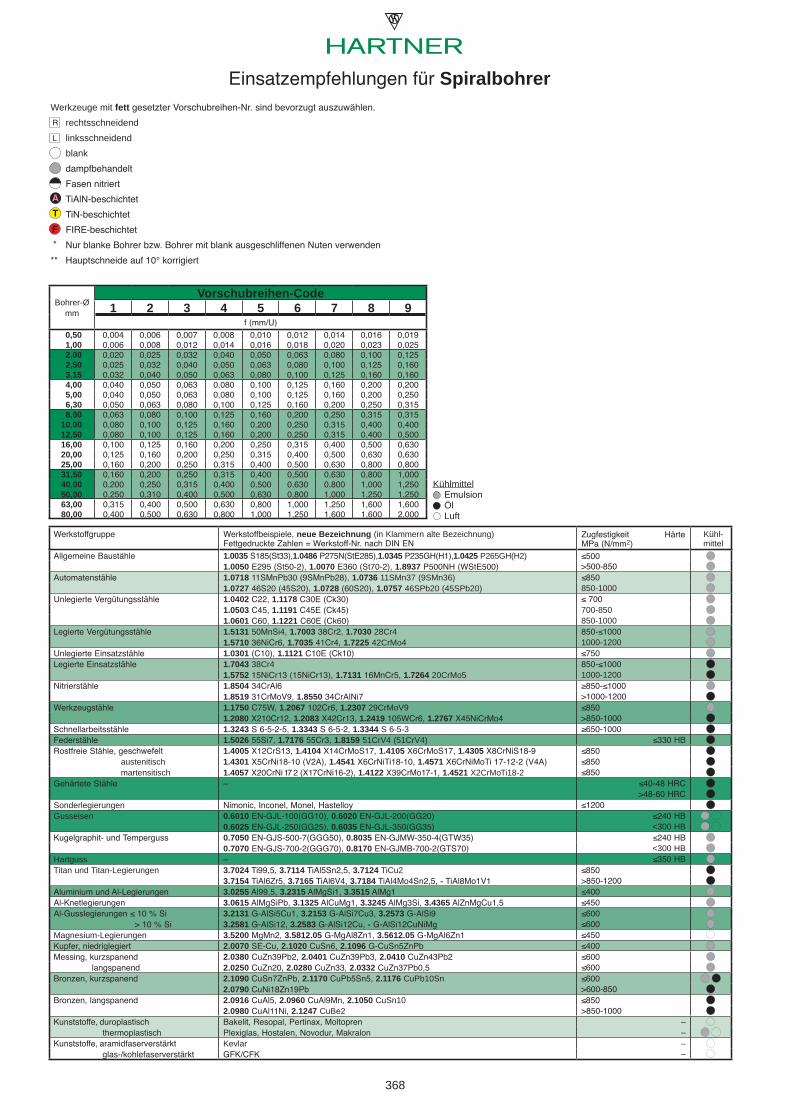
*
368
≤500>500-850≤850850-1000≤ 700700-850850-1000850-≤10001000-1200≤750850-≤10001000-1200≥850-≤1000>1000-1200≤850>850-1000≥650-1000
≤330 HB≤850≤850≤850
≤40-48 HRC>48-60 HRC
≤1200≤240 HB <300 HB ≤240 HB<300 HB≤350 HB
≤850 >850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600 >600-850≤850>850-1000
–– ––
Werkstoffgruppe Werkstoffbeispiele, neue Bezeichnung (in Klammern alte Bezeichnung)Fettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa (N/mm2)
Kühl-mittel
Allgemeine Baustähle 1.0035 S185(St33),1.0486 P275N(StE285),1.0345 P235GH(H1),1.0425 P265GH(H2)1.0050 E295 (St50-2), 1.0070 E360 (St70-2), 1.8937 P500NH (WStE500)
Automatenstähle 1.0718 11SMnPb30 (9SMnPb28), 1.0736 11SMn37 (9SMn36)1.0727 46S20 (45S20), 1.0728 (60S20), 1.0757 46SPb20 (45SPb20)
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E (Ck30)1.0503 C45, 1.1191 C45E (Ck45)1.0601 C60, 1.1221 C60E (Ck60)
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4
Unlegierte Einsatzstähle 1.0301 (C10), 1.1121 C10E (Ck10)Legierte Einsatzstähle 1.7043 38Cr4
1.5752 15NiCr13 (15NiCr13), 1.7131 16MnCr5, 1.7264 20CrMo5Nitrierstähle 1.8504 34CrAl6
1.8519 31CrMoV9, 1.8550 34CrAlNi7Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 (51CrV4)Rostfreie Stähle, geschwefelt 1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18-9 austenitisch 1.4301 X5CrNi18-10 (V2A), 1.4541 X6CrNiTi18-10, 1.4571 X6CrNiMoTi 17-12-2 (V4A) martensitisch 1.4057 X20CrNi 17 2 (X17CrNi16-2), 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18-2Gehärtete Stähle –
Sonderlegierungen Nimonic, Inconel, Monel, HastelloyGusseisen 0.6010 EN-GJL-100(GG10), 0.6020 EN-GJL-200(GG20)
0.6025 EN-GJL-250(GG25), 0.6035 EN-GJL-350(GG35)Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7(GGG50), 0.8035 EN-GJMW-350-4(GTW35)
0.7070 EN-GJS-700-2(GGG70), 0.8170 EN-GJMB-700-2(GTS70)Hartguss –Titan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2
3.7154 TiAl6Zr5, 3.7165 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,5Al-Gusslegierungen ≤ 10 % Si 3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 > 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMagnesium-Legierungen 3.5200 MgMn2, 3.5812.05 G-MgAl8Zn1, 3.5612.05 G-MgAl6Zn1Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMessing, kurzspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 langspanend 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronzen, kurzspanend 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronzen, langspanend 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2Kunststoffe, duroplastisch Bakelit, Resopal, Pertinax, Moltopren thermoplastisch Plexiglas, Hostalen, Novodur, MakralonKunststoffe, aramidfaserverstärkt Kevlar glas-/kohlefaserverstärkt GFK/CFK
KühlmittelEmulsionÖlLuft
Werkzeuge mit fett gesetzter Vorschubreihen-Nr. sind bevorzugt auszuwählen. rechtsschneidend linksschneidend blank dampfbehandelt Fasen nitriert TiAlN-beschichtet TiN-beschichtet FIRE-beschichtet Nur blanke Bohrer bzw. Bohrer mit blank ausgeschliffenen Nuten verwenden** Hauptschneide auf 10° korrigiert
Bohrer-Ømm
Vorschubreihen-Code1 2 3 4 5 6 7 8 9
f (mm/U)0,50 0,004 0,006 0,007 0,008 0,010 0,012 0,014 0,016 0,0191,00 0,006 0,008 0,012 0,014 0,016 0,018 0,020 0,023 0,0252,00 0,020 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,1252,50 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,1603,15 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,1604,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2005,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2506,30 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,3158,00 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,315
10,00 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,40012,50 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,50016,00 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,63020,00 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,63025,00 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 0,80031,50 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,00040,00 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 1,25050,00 0,250 0,310 0,400 0,500 0,630 0,800 1,000 1,250 1,25063,00 0,315 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,60080,00 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 2,000
Einsatzempfehlungen für Spiralbohrer
09_TechnischerTeil.indb 368 28.10.2008 11:29:01 Uhr
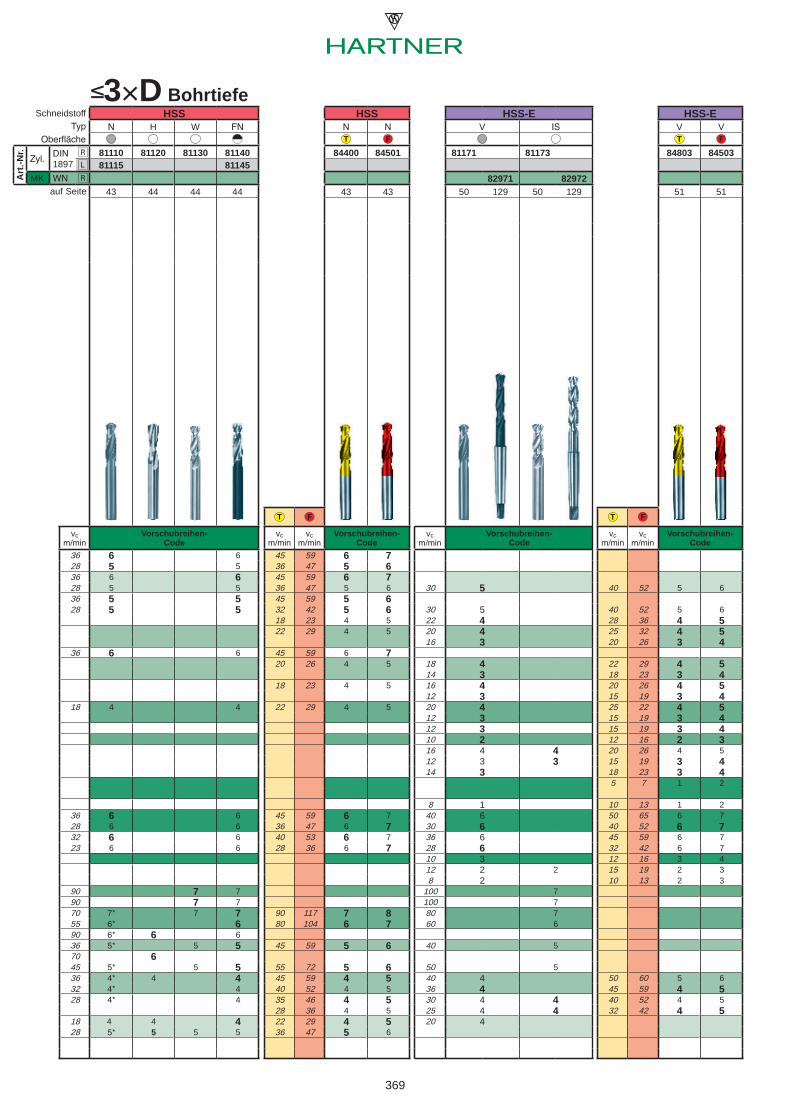
369
HSSN H W FN
81110 81120 81130 8114081115 81145
43 44 44 44
vcm/min
36 6 628 5 536 6 628 5 536 5 528 5 5
36 6 6
18 4 4
36 6 628 6 632 6 623 6 6
90 7 790 7 770 7* 7 755 6* 690 6* 6 636 5* 5 570 645 5* 5 536 4* 4 432 4* 428 4* 4
18 4 4 428 5* 5 5 5
HSSN N
84400 84501
43 43
vcm/min
vcm/min
45 59 6 736 47 5 645 59 6 736 47 5 645 59 5 632 42 5 618 23 4 522 29 4 5
45 59 6 720 26 4 5
18 23 4 5
22 29 4 5
45 59 6 736 47 6 740 53 6 728 36 6 7
90 117 7 880 104 6 7
45 59 5 6
55 72 5 645 59 4 540 52 4 535 46 4 528 36 4 522 29 4 536 47 5 6
HSS-EV IS
81171 81173
82971 8297250 129 50 129
vcm/min
30 5
30 522 420 416 3
18 414 316 412 320 412 312 310 216 4 412 3 314 3
8 140 630 636 628 610 312 2 28 2
100 7100 780 760 6
40 5
50 540 436 430 4 425 4 420 4
HSS-EV V
84803 84503
51 51
vcm/min
vcm/min
40 52 5 6
40 52 5 628 36 4 525 32 4 520 26 3 4
22 29 4 518 23 3 420 26 4 515 19 3 425 22 4 515 19 3 415 19 3 412 16 2 320 26 4 515 19 3 418 23 3 45 7 1 2
10 13 1 250 65 6 740 52 6 745 59 6 732 42 6 712 16 3 415 19 2 310 13 2 3
50 60 5 645 59 4 540 52 4 532 42 4 5
≤3×D BohrtiefeSchneidstoff
TypOberfläche
Art
.-Nr.
Zyl. DIN 1897
MK WNauf Seite
Vorschubreihen-Code
Vorschubreihen-Code
Vorschubreihen-Code
Vorschubreihen-Code
09_TechnischerTeil.indb 369 28.10.2008 11:29:06 Uhr
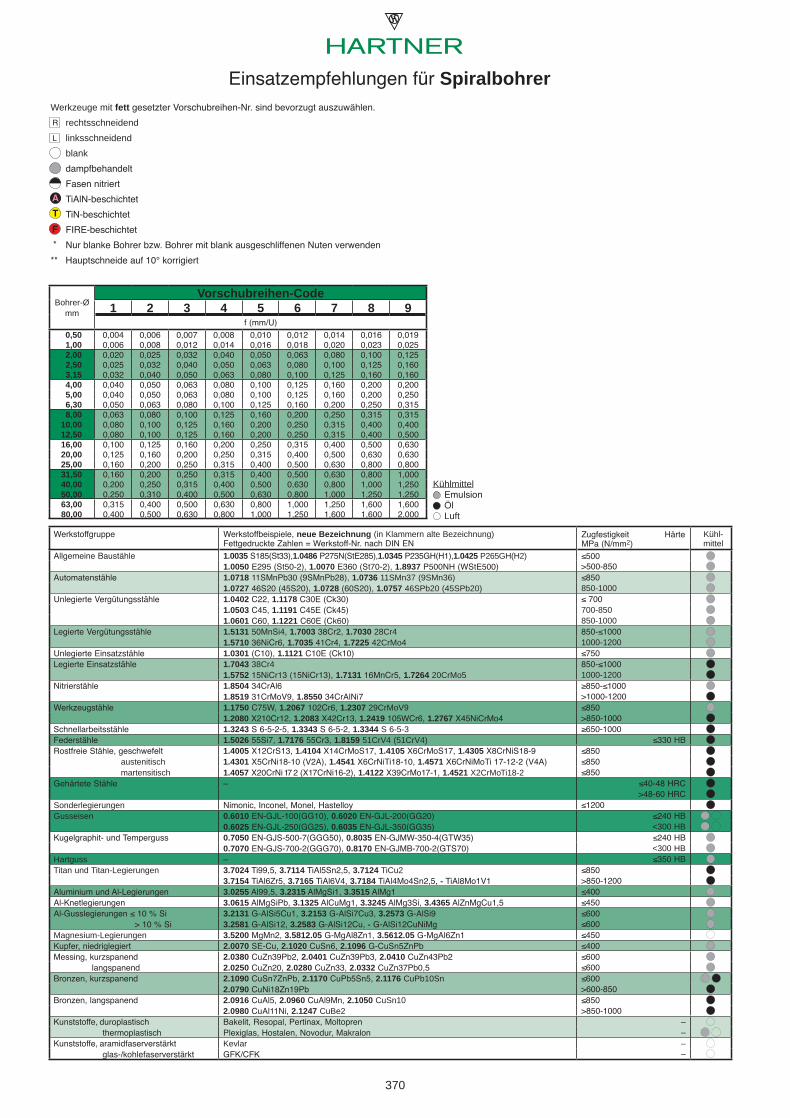
*
370
≤500>500-850≤850850-1000≤ 700700-850850-1000850-≤10001000-1200≤750850-≤10001000-1200≥850-≤1000>1000-1200≤850>850-1000≥650-1000
≤330 HB≤850≤850≤850
≤40-48 HRC>48-60 HRC
≤1200≤240 HB <300 HB ≤240 HB<300 HB≤350 HB
≤850 >850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600 >600-850≤850>850-1000
–– ––
Werkstoffgruppe Werkstoffbeispiele, neue Bezeichnung (in Klammern alte Bezeichnung)Fettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa (N/mm2)
Kühl-mittel
Allgemeine Baustähle 1.0035 S185(St33),1.0486 P275N(StE285),1.0345 P235GH(H1),1.0425 P265GH(H2)1.0050 E295 (St50-2), 1.0070 E360 (St70-2), 1.8937 P500NH (WStE500)
Automatenstähle 1.0718 11SMnPb30 (9SMnPb28), 1.0736 11SMn37 (9SMn36)1.0727 46S20 (45S20), 1.0728 (60S20), 1.0757 46SPb20 (45SPb20)
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E (Ck30)1.0503 C45, 1.1191 C45E (Ck45)1.0601 C60, 1.1221 C60E (Ck60)
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4
Unlegierte Einsatzstähle 1.0301 (C10), 1.1121 C10E (Ck10)Legierte Einsatzstähle 1.7043 38Cr4
1.5752 15NiCr13 (15NiCr13), 1.7131 16MnCr5, 1.7264 20CrMo5Nitrierstähle 1.8504 34CrAl6
1.8519 31CrMoV9, 1.8550 34CrAlNi7Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 (51CrV4)Rostfreie Stähle, geschwefelt 1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18-9 austenitisch 1.4301 X5CrNi18-10 (V2A), 1.4541 X6CrNiTi18-10, 1.4571 X6CrNiMoTi 17-12-2 (V4A) martensitisch 1.4057 X20CrNi 17 2 (X17CrNi16-2), 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18-2Gehärtete Stähle –
Sonderlegierungen Nimonic, Inconel, Monel, HastelloyGusseisen 0.6010 EN-GJL-100(GG10), 0.6020 EN-GJL-200(GG20)
0.6025 EN-GJL-250(GG25), 0.6035 EN-GJL-350(GG35)Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7(GGG50), 0.8035 EN-GJMW-350-4(GTW35)
0.7070 EN-GJS-700-2(GGG70), 0.8170 EN-GJMB-700-2(GTS70)Hartguss –Titan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2
3.7154 TiAl6Zr5, 3.7165 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,5Al-Gusslegierungen ≤ 10 % Si 3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 > 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMagnesium-Legierungen 3.5200 MgMn2, 3.5812.05 G-MgAl8Zn1, 3.5612.05 G-MgAl6Zn1Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMessing, kurzspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 langspanend 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronzen, kurzspanend 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronzen, langspanend 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2Kunststoffe, duroplastisch Bakelit, Resopal, Pertinax, Moltopren thermoplastisch Plexiglas, Hostalen, Novodur, MakralonKunststoffe, aramidfaserverstärkt Kevlar glas-/kohlefaserverstärkt GFK/CFK
KühlmittelEmulsionÖlLuft
Werkzeuge mit fett gesetzter Vorschubreihen-Nr. sind bevorzugt auszuwählen. rechtsschneidend linksschneidend blank dampfbehandelt Fasen nitriert TiAlN-beschichtet TiN-beschichtet FIRE-beschichtet Nur blanke Bohrer bzw. Bohrer mit blank ausgeschliffenen Nuten verwenden** Hauptschneide auf 10° korrigiert
Bohrer-Ømm
Vorschubreihen-Code1 2 3 4 5 6 7 8 9
f (mm/U)0,50 0,004 0,006 0,007 0,008 0,010 0,012 0,014 0,016 0,0191,00 0,006 0,008 0,012 0,014 0,016 0,018 0,020 0,023 0,0252,00 0,020 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,1252,50 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,1603,15 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,1604,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2005,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2506,30 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,3158,00 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,315
10,00 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,40012,50 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,50016,00 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,63020,00 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,63025,00 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 0,80031,50 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,00040,00 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 1,25050,00 0,250 0,310 0,400 0,500 0,630 0,800 1,000 1,250 1,25063,00 0,315 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,60080,00 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 2,000
Einsatzempfehlungen für Spiralbohrer
Zylin
der-
Art
ikel
-Nr.
MK
09_TechnischerTeil.indb 370 28.10.2008 11:29:07 Uhr
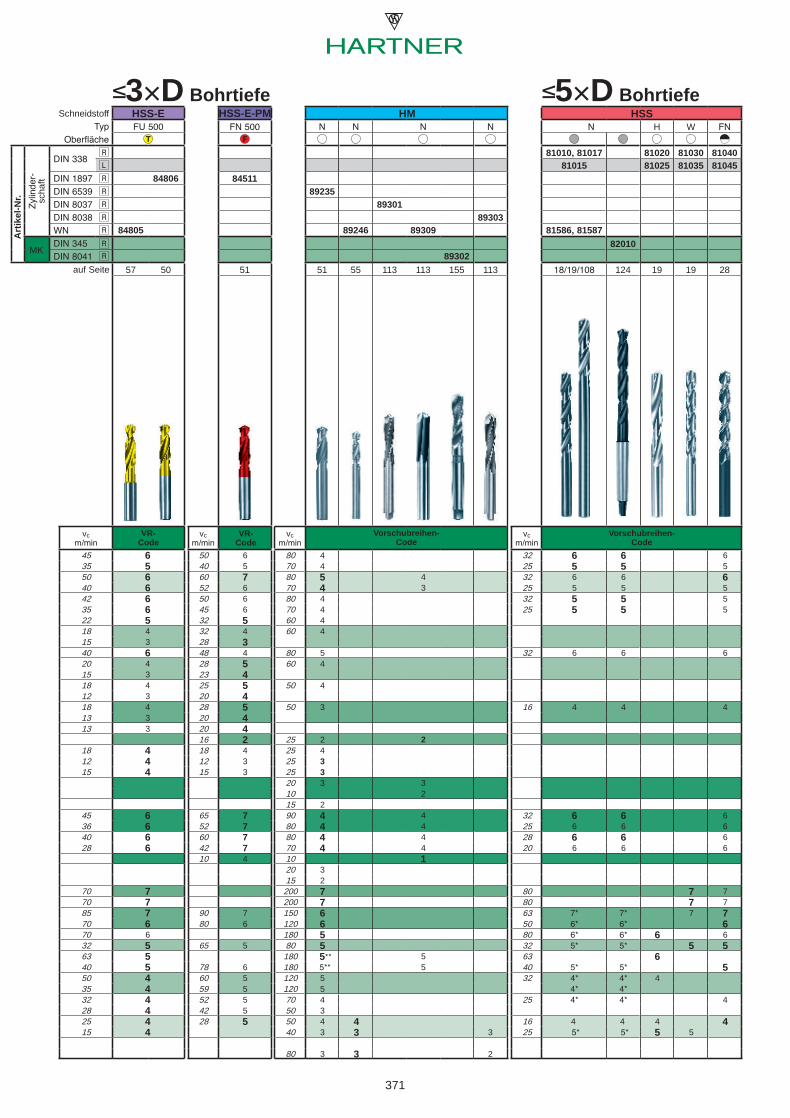
371
HSS-EFU 500
84806
84805
57 50
vcm/min
45 635 550 640 642 635 622 518 415 340 620 415 318 412 318 413 313 3
18 412 415 4
45 636 640 628 6
70 770 785 770 670 632 563 540 550 435 432 428 425 415 4
FN 500
84511
51
vcm/min
50 640 560 752 650 645 632 532 428 348 428 523 425 520 428 520 420 416 218 412 315 3
65 752 760 742 710 4
90 780 6
65 5
78 660 559 552 542 528 5
N N N N
8923589301
8930389246 89309
8930251 55 113 113 155 113
vcm/min
80 470 480 5 470 4 380 470 460 460 4
80 560 4
50 4
50 3
25 2 225 425 325 320 3 310 215 290 4 480 4 480 4 470 4 410 120 315 2
200 7200 7150 6120 6180 580 5
180 5** 5180 5** 5120 5120 570 450 350 4 440 3 3 3 80 3 3 2
HSSN H W FN
81010, 81017 81020 81030 8104081015 81025 81035 81045
81586, 8158782010
18/19/108 124 19 19 28
vcm/min
32 6 6 625 5 5 532 6 6 625 5 5 532 5 5 525 5 5 5
32 6 6 6
16 4 4 4
32 6 6 625 6 6 628 6 6 620 6 6 6
80 7 780 7 763 7* 7* 7 750 6* 6* 680 6* 6* 6 632 5* 5* 5 563 640 5* 5* 532 4* 4* 4
4* 4*25 4* 4* 4
16 4 4 4 425 5* 5* 5 5
≤3×D Bohrtiefe
VR-Code
VR-Code
HSS-E-PM
Vorschubreihen-Code
SchneidstoffTyp
Oberfläche
Zylin
der-
scha
ft
DIN 338
Art
ikel
-Nr.
DIN 1897DIN 6539DIN 8037DIN 8038WN
MK DIN 345DIN 8041
auf Seite
HM≤5×D Bohrtiefe
Vorschubreihen-Code
09_TechnischerTeil.indb 371 28.10.2008 11:29:12 Uhr
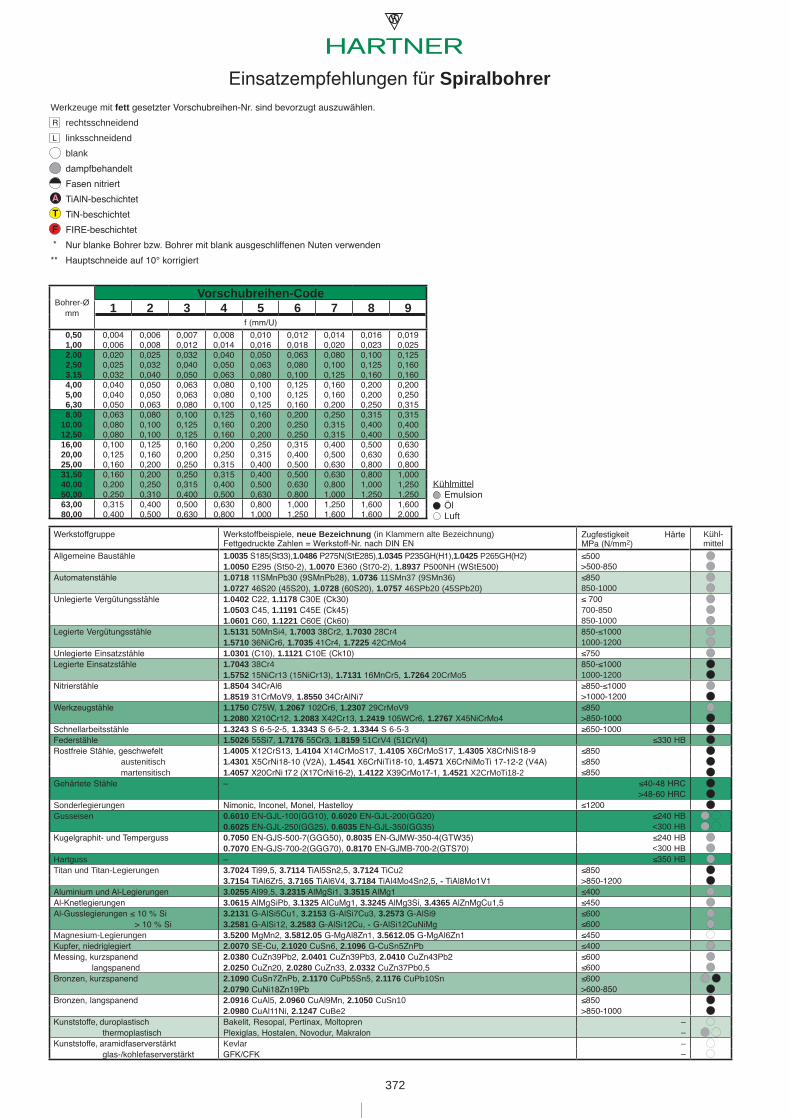
*
372
≤500>500-850≤850850-1000≤ 700700-850850-1000850-≤10001000-1200≤750850-≤10001000-1200≥850-≤1000>1000-1200≤850>850-1000≥650-1000
≤330 HB≤850≤850≤850
≤40-48 HRC>48-60 HRC
≤1200≤240 HB <300 HB ≤240 HB<300 HB≤350 HB
≤850 >850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600 >600-850≤850>850-1000
–– ––
Werkstoffgruppe Werkstoffbeispiele, neue Bezeichnung (in Klammern alte Bezeichnung)Fettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa (N/mm2)
Kühl-mittel
Allgemeine Baustähle 1.0035 S185(St33),1.0486 P275N(StE285),1.0345 P235GH(H1),1.0425 P265GH(H2)1.0050 E295 (St50-2), 1.0070 E360 (St70-2), 1.8937 P500NH (WStE500)
Automatenstähle 1.0718 11SMnPb30 (9SMnPb28), 1.0736 11SMn37 (9SMn36)1.0727 46S20 (45S20), 1.0728 (60S20), 1.0757 46SPb20 (45SPb20)
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E (Ck30)1.0503 C45, 1.1191 C45E (Ck45)1.0601 C60, 1.1221 C60E (Ck60)
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4
Unlegierte Einsatzstähle 1.0301 (C10), 1.1121 C10E (Ck10)Legierte Einsatzstähle 1.7043 38Cr4
1.5752 15NiCr13 (15NiCr13), 1.7131 16MnCr5, 1.7264 20CrMo5Nitrierstähle 1.8504 34CrAl6
1.8519 31CrMoV9, 1.8550 34CrAlNi7Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 (51CrV4)Rostfreie Stähle, geschwefelt 1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18-9 austenitisch 1.4301 X5CrNi18-10 (V2A), 1.4541 X6CrNiTi18-10, 1.4571 X6CrNiMoTi 17-12-2 (V4A) martensitisch 1.4057 X20CrNi 17 2 (X17CrNi16-2), 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18-2Gehärtete Stähle –
Sonderlegierungen Nimonic, Inconel, Monel, HastelloyGusseisen 0.6010 EN-GJL-100(GG10), 0.6020 EN-GJL-200(GG20)
0.6025 EN-GJL-250(GG25), 0.6035 EN-GJL-350(GG35)Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7(GGG50), 0.8035 EN-GJMW-350-4(GTW35)
0.7070 EN-GJS-700-2(GGG70), 0.8170 EN-GJMB-700-2(GTS70)Hartguss –Titan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2
3.7154 TiAl6Zr5, 3.7165 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,5Al-Gusslegierungen ≤ 10 % Si 3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 > 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMagnesium-Legierungen 3.5200 MgMn2, 3.5812.05 G-MgAl8Zn1, 3.5612.05 G-MgAl6Zn1Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMessing, kurzspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 langspanend 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronzen, kurzspanend 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronzen, langspanend 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2Kunststoffe, duroplastisch Bakelit, Resopal, Pertinax, Moltopren thermoplastisch Plexiglas, Hostalen, Novodur, MakralonKunststoffe, aramidfaserverstärkt Kevlar glas-/kohlefaserverstärkt GFK/CFK
KühlmittelEmulsionÖlLuft
Werkzeuge mit fett gesetzter Vorschubreihen-Nr. sind bevorzugt auszuwählen. rechtsschneidend linksschneidend blank dampfbehandelt Fasen nitriert TiAlN-beschichtet TiN-beschichtet FIRE-beschichtet Nur blanke Bohrer bzw. Bohrer mit blank ausgeschliffenen Nuten verwenden** Hauptschneide auf 10° korrigiert
Bohrer-Ømm
Vorschubreihen-Code1 2 3 4 5 6 7 8 9
f (mm/U)0,50 0,004 0,006 0,007 0,008 0,010 0,012 0,014 0,016 0,0191,00 0,006 0,008 0,012 0,014 0,016 0,018 0,020 0,023 0,0252,00 0,020 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,1252,50 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,1603,15 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,1604,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2005,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2506,30 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,3158,00 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,315
10,00 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,40012,50 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,50016,00 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,63020,00 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,63025,00 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 0,80031,50 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,00040,00 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 1,25050,00 0,250 0,310 0,400 0,500 0,630 0,800 1,000 1,250 1,25063,00 0,315 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,60080,00 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 2,000
Einsatzempfehlungen für Spiralbohrer
09_TechnischerTeil.indb 372 28.10.2008 11:29:13 Uhr
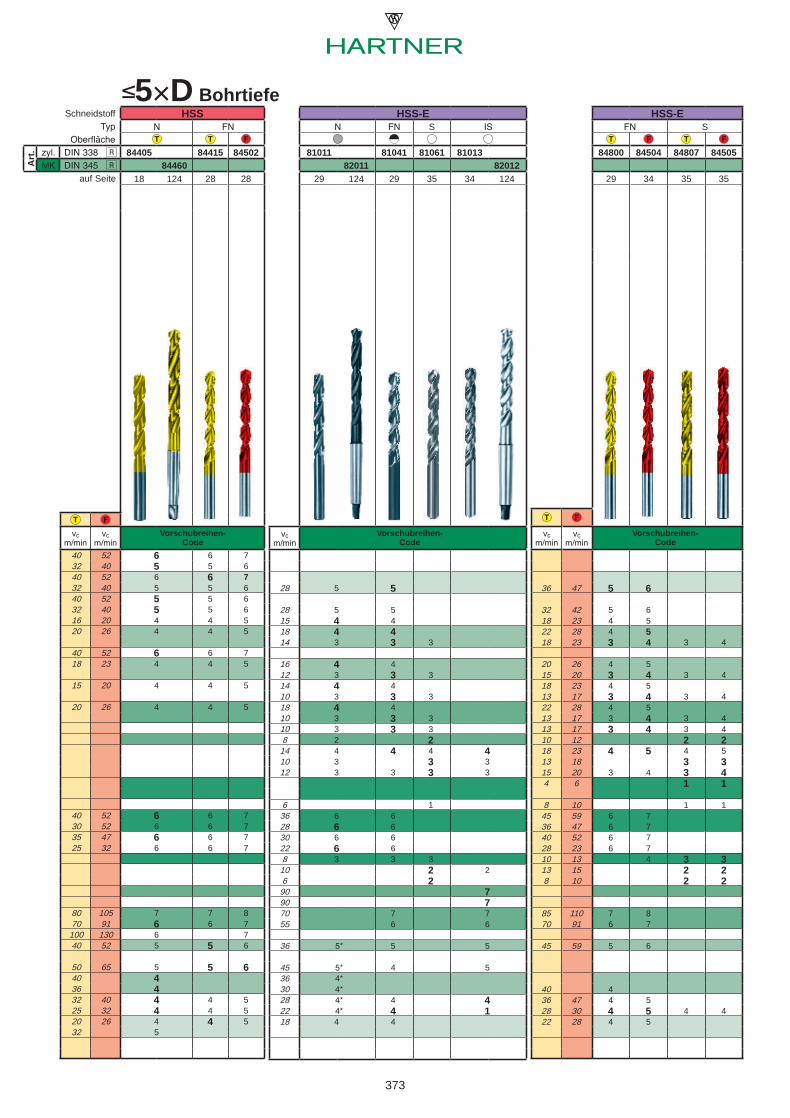
373
HSSN FN
84405 84415 8450284460
18 124 28 28
vcm/min
vcm/min
40 52 6 6 732 40 5 5 640 52 6 6 732 40 5 5 640 52 5 5 632 40 5 5 616 20 4 4 520 26 4 4 5
40 52 6 6 718 23 4 4 5
15 20 4 4 5
20 26 4 4 5
40 52 6 6 730 52 6 6 735 47 6 6 725 32 6 6 7
80 105 7 7 870 91 6 6 7
100 130 6 740 52 5 5 6
50 65 5 5 640 436 432 40 4 4 525 32 4 4 520 26 4 4 532 5
HSS-EN FN S IS
81011 81041 81061 8101382011 82012
29 124 29 35 34 124
vcm/min
28 5 5
28 5 515 4 418 4 414 3 3 3
16 4 412 3 3 314 4 410 3 3 318 4 410 3 3 310 3 3 38 2 2
14 4 4 4 410 3 3 312 3 3 3 3
6 136 6 628 6 630 6 622 6 68 3 3 3
10 2 26 2
90 790 770 7 755 6 6
36 5* 5 5
45 5* 4 536 4*30 4*28 4* 4 422 4* 4 118 4 4
HSS-EFN S
84800 84504 84807 84505
29 34 35 35
vcm/min
vcm/min
36 47 5 6
32 42 5 618 23 4 522 28 4 518 23 3 4 3 4
20 26 4 515 20 3 4 3 418 23 4 513 17 3 4 3 422 28 4 513 17 3 4 3 413 17 3 4 3 410 12 2 218 23 4 5 4 513 18 3 315 20 3 4 3 44 6 1 1
8 10 1 145 59 6 736 47 6 740 52 6 728 23 6 710 13 4 3 313 15 2 28 10 2 2
85 110 7 870 91 6 7
45 59 5 6
40 436 47 4 528 30 4 5 4 422 28 4 5
≤5×D BohrtiefeSchneidstoff
TypOberfläche
Art
. zyl. DIN 338MK DIN 345
auf Seite
Vorschubreihen-Code
Vorschubreihen-Code
Vorschubreihen-Code
09_TechnischerTeil.indb 373 28.10.2008 11:29:18 Uhr
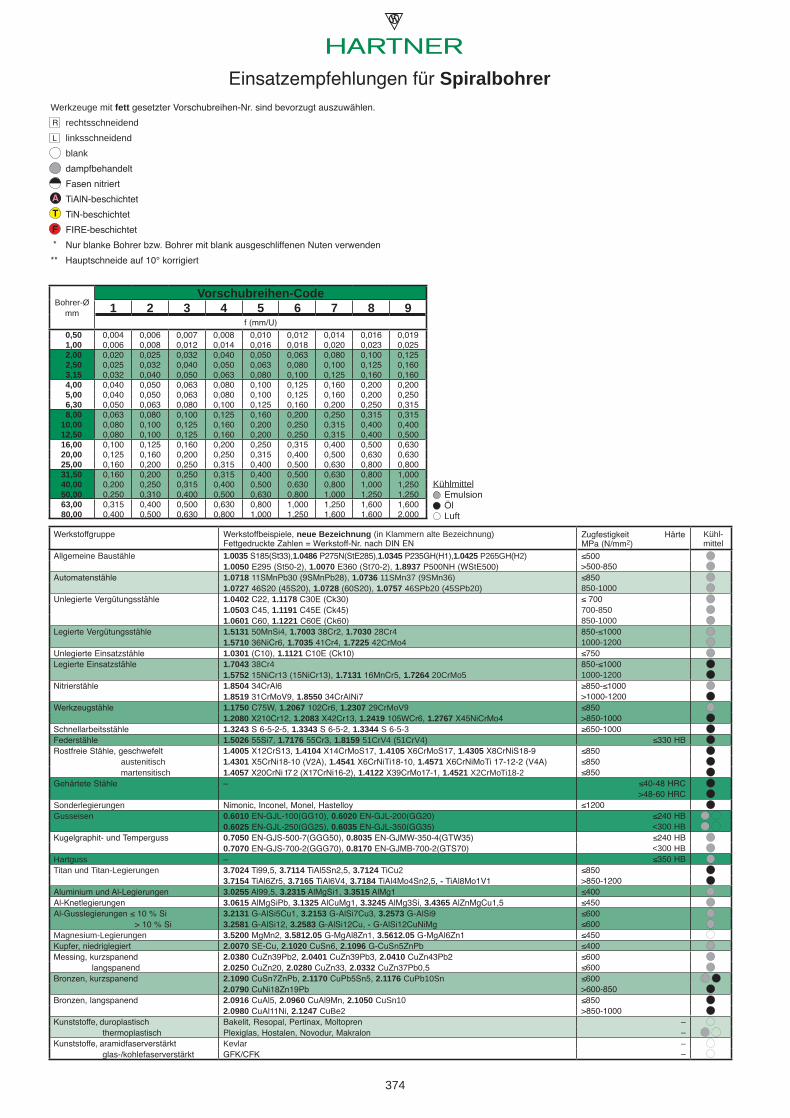
*
374
≤500>500-850≤850850-1000≤ 700700-850850-1000850-≤10001000-1200≤750850-≤10001000-1200≥850-≤1000>1000-1200≤850>850-1000≥650-1000
≤330 HB≤850≤850≤850
≤40-48 HRC>48-60 HRC
≤1200≤240 HB <300 HB ≤240 HB<300 HB≤350 HB
≤850 >850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600 >600-850≤850>850-1000
–– ––
Werkstoffgruppe Werkstoffbeispiele, neue Bezeichnung (in Klammern alte Bezeichnung)Fettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa (N/mm2)
Kühl-mittel
Allgemeine Baustähle 1.0035 S185(St33),1.0486 P275N(StE285),1.0345 P235GH(H1),1.0425 P265GH(H2)1.0050 E295 (St50-2), 1.0070 E360 (St70-2), 1.8937 P500NH (WStE500)
Automatenstähle 1.0718 11SMnPb30 (9SMnPb28), 1.0736 11SMn37 (9SMn36)1.0727 46S20 (45S20), 1.0728 (60S20), 1.0757 46SPb20 (45SPb20)
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E (Ck30)1.0503 C45, 1.1191 C45E (Ck45)1.0601 C60, 1.1221 C60E (Ck60)
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4
Unlegierte Einsatzstähle 1.0301 (C10), 1.1121 C10E (Ck10)Legierte Einsatzstähle 1.7043 38Cr4
1.5752 15NiCr13 (15NiCr13), 1.7131 16MnCr5, 1.7264 20CrMo5Nitrierstähle 1.8504 34CrAl6
1.8519 31CrMoV9, 1.8550 34CrAlNi7Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 (51CrV4)Rostfreie Stähle, geschwefelt 1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18-9 austenitisch 1.4301 X5CrNi18-10 (V2A), 1.4541 X6CrNiTi18-10, 1.4571 X6CrNiMoTi 17-12-2 (V4A) martensitisch 1.4057 X20CrNi 17 2 (X17CrNi16-2), 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18-2Gehärtete Stähle –
Sonderlegierungen Nimonic, Inconel, Monel, HastelloyGusseisen 0.6010 EN-GJL-100(GG10), 0.6020 EN-GJL-200(GG20)
0.6025 EN-GJL-250(GG25), 0.6035 EN-GJL-350(GG35)Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7(GGG50), 0.8035 EN-GJMW-350-4(GTW35)
0.7070 EN-GJS-700-2(GGG70), 0.8170 EN-GJMB-700-2(GTS70)Hartguss –Titan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2
3.7154 TiAl6Zr5, 3.7165 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,5Al-Gusslegierungen ≤ 10 % Si 3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 > 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMagnesium-Legierungen 3.5200 MgMn2, 3.5812.05 G-MgAl8Zn1, 3.5612.05 G-MgAl6Zn1Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMessing, kurzspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 langspanend 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronzen, kurzspanend 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronzen, langspanend 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2Kunststoffe, duroplastisch Bakelit, Resopal, Pertinax, Moltopren thermoplastisch Plexiglas, Hostalen, Novodur, MakralonKunststoffe, aramidfaserverstärkt Kevlar glas-/kohlefaserverstärkt GFK/CFK
KühlmittelEmulsionÖlLuft
Werkzeuge mit fett gesetzter Vorschubreihen-Nr. sind bevorzugt auszuwählen. rechtsschneidend linksschneidend blank dampfbehandelt Fasen nitriert TiAlN-beschichtet TiN-beschichtet FIRE-beschichtet Nur blanke Bohrer bzw. Bohrer mit blank ausgeschliffenen Nuten verwenden** Hauptschneide auf 10° korrigiert
Bohrer-Ømm
Vorschubreihen-Code1 2 3 4 5 6 7 8 9
f (mm/U)0,50 0,004 0,006 0,007 0,008 0,010 0,012 0,014 0,016 0,0191,00 0,006 0,008 0,012 0,014 0,016 0,018 0,020 0,023 0,0252,00 0,020 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,1252,50 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,1603,15 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,1604,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2005,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2506,30 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,3158,00 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,315
10,00 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,40012,50 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,50016,00 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,63020,00 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,63025,00 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 0,80031,50 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,00040,00 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 1,25050,00 0,250 0,310 0,400 0,500 0,630 0,800 1,000 1,250 1,25063,00 0,315 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,60080,00 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 2,000
Einsatzempfehlungen für Spiralbohrer
09_TechnischerTeil.indb 374 28.10.2008 11:29:19 Uhr
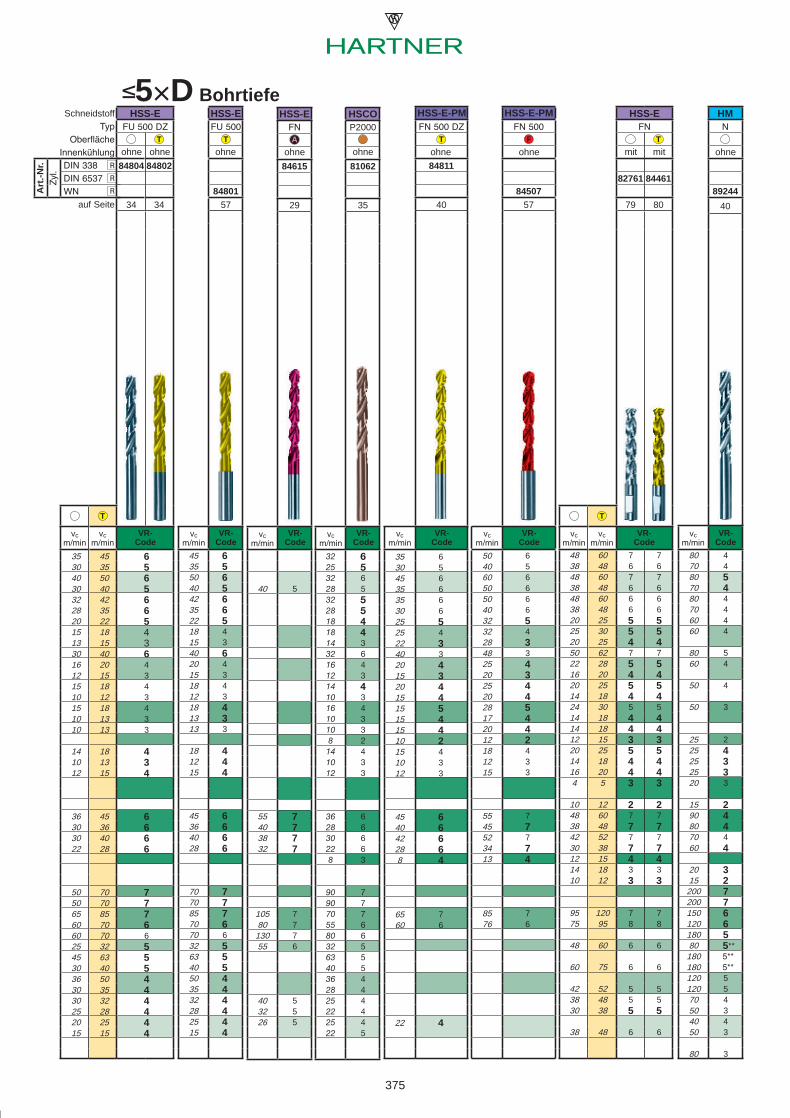
375
HSS-EFU 500 DZ
84804 84802
34 34
vcm/min
vcm/min
HSS-EFN
84615
29
vcm/min
HSCOP2000
81062
35
vcm/min
40 5
55 740 738 732 7
105 780 7
130 755 6
40 532 526 5
32 625 532 628 532 528 518 418 414 332 616 412 314 410 316 410 310 38 214 410 312 3
36 628 630 622 68 3
90 790 770 755 680 632 563 540 536 428 425 422 425 422 5
HSS-EFU 500
8480157
vcm/min
45 635 550 640 542 635 622 518 415 340 620 415 318 412 318 413 313 3
18 412 415 4
45 636 640 628 6
70 770 785 770 670 632 563 540 550 435 432 428 425 415 4
HSS-EFN
82761 84461
79 80
vcm/min
vcm/min
48 60 7 738 48 6 648 60 7 738 48 6 648 60 6 638 48 6 620 25 5 525 30 5 520 25 4 450 62 7 722 28 5 516 20 4 420 25 5 514 18 4 424 30 5 514 18 4 414 18 4 412 15 3 320 25 5 514 18 4 416 20 4 44 5 3 3
10 12 2 248 60 7 738 48 7 742 52 7 730 38 7 712 15 4 414 18 3 310 12 3 3
95 120 7 775 95 8 8
48 60 6 6
60 75 6 6
42 52 5 538 48 5 530 38 5 5
38 48 6 6
N
8924440
vcm/min
80 470 480 570 480 470 460 460 4
80 560 4
50 4
50 3
25 225 425 325 320 3
15 290 480 470 460 4
20 315 2
200 7200 7150 6120 6180 580 5**
180 5**180 5**120 5120 570 450 340 450 3
80 3
FN 500
8450757
vcm/min
50 640 560 650 650 640 632 532 428 348 325 420 325 420 428 517 420 412 218 412 315 3
55 745 752 734 713 4
85 776 6
FN 500 DZ
84811
40
vcm/min
35 630 545 635 635 630 625 525 422 340 320 415 320 415 415 515 415 410 215 410 312 3
45 640 642 628 68 4
65 760 6
22 4
35 45 630 35 540 50 630 40 532 42 628 35 620 22 515 18 413 15 330 40 616 20 412 15 315 18 410 12 315 18 410 13 310 13 3
14 18 410 13 312 15 4
36 45 630 36 630 40 622 28 6
50 70 750 70 765 85 760 70 660 70 625 32 545 63 530 40 536 50 430 35 430 32 425 28 420 25 415 15 4
VR-Code
VR-Code
SchneidstoffTyp
OberflächeInnenkühlung
Art
.-Nr.
Zyl.
DIN 338DIN 6537WN
auf Seite
VR-Code
VR-Code
VR-Code
≤5×D BohrtiefeHM
VR-Code
VR-Code
VR-Code
ohne ohne mitohne mitohne ohne ohneohne ohne
HSS-E-PMHSS-E-PM
09_TechnischerTeil.indb 375 28.10.2008 11:29:24 Uhr
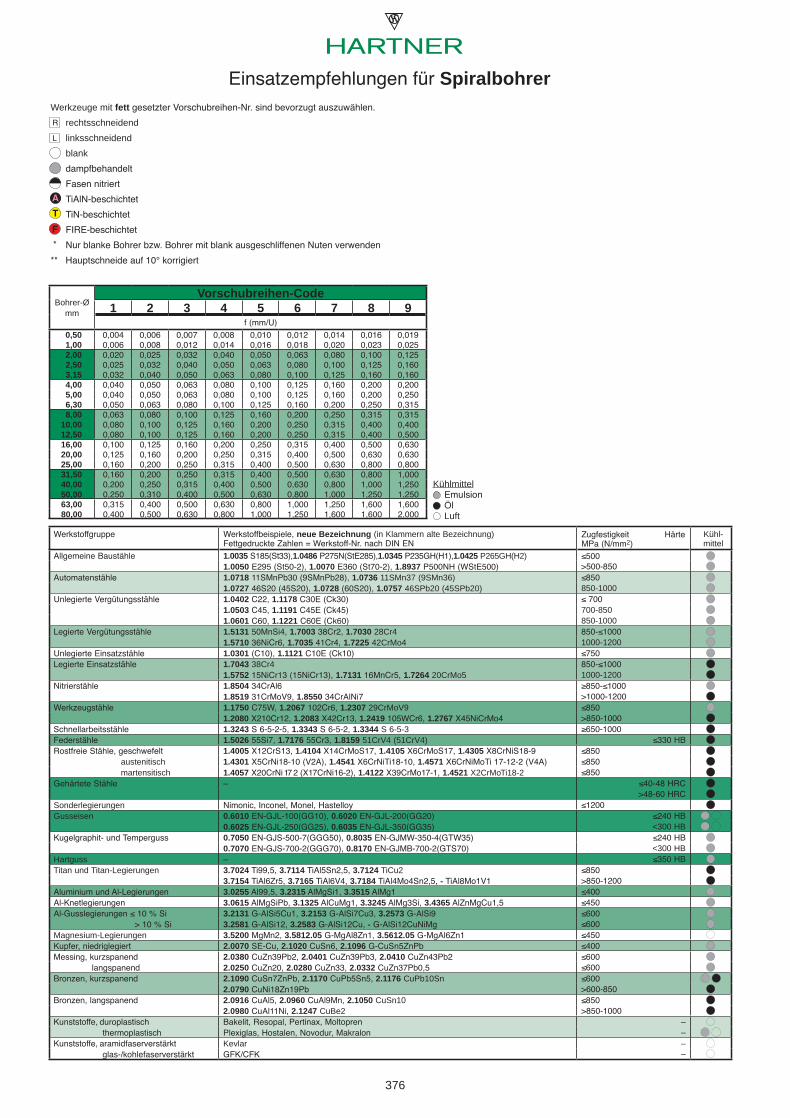
*
376
≤500>500-850≤850850-1000≤ 700700-850850-1000850-≤10001000-1200≤750850-≤10001000-1200≥850-≤1000>1000-1200≤850>850-1000≥650-1000
≤330 HB≤850≤850≤850
≤40-48 HRC>48-60 HRC
≤1200≤240 HB <300 HB ≤240 HB<300 HB≤350 HB
≤850 >850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600 >600-850≤850>850-1000
–– ––
Werkstoffgruppe Werkstoffbeispiele, neue Bezeichnung (in Klammern alte Bezeichnung)Fettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa (N/mm2)
Kühl-mittel
Allgemeine Baustähle 1.0035 S185(St33),1.0486 P275N(StE285),1.0345 P235GH(H1),1.0425 P265GH(H2)1.0050 E295 (St50-2), 1.0070 E360 (St70-2), 1.8937 P500NH (WStE500)
Automatenstähle 1.0718 11SMnPb30 (9SMnPb28), 1.0736 11SMn37 (9SMn36)1.0727 46S20 (45S20), 1.0728 (60S20), 1.0757 46SPb20 (45SPb20)
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E (Ck30)1.0503 C45, 1.1191 C45E (Ck45)1.0601 C60, 1.1221 C60E (Ck60)
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4
Unlegierte Einsatzstähle 1.0301 (C10), 1.1121 C10E (Ck10)Legierte Einsatzstähle 1.7043 38Cr4
1.5752 15NiCr13 (15NiCr13), 1.7131 16MnCr5, 1.7264 20CrMo5Nitrierstähle 1.8504 34CrAl6
1.8519 31CrMoV9, 1.8550 34CrAlNi7Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 (51CrV4)Rostfreie Stähle, geschwefelt 1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18-9 austenitisch 1.4301 X5CrNi18-10 (V2A), 1.4541 X6CrNiTi18-10, 1.4571 X6CrNiMoTi 17-12-2 (V4A) martensitisch 1.4057 X20CrNi 17 2 (X17CrNi16-2), 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18-2Gehärtete Stähle –
Sonderlegierungen Nimonic, Inconel, Monel, HastelloyGusseisen 0.6010 EN-GJL-100(GG10), 0.6020 EN-GJL-200(GG20)
0.6025 EN-GJL-250(GG25), 0.6035 EN-GJL-350(GG35)Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7(GGG50), 0.8035 EN-GJMW-350-4(GTW35)
0.7070 EN-GJS-700-2(GGG70), 0.8170 EN-GJMB-700-2(GTS70)Hartguss –Titan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2
3.7154 TiAl6Zr5, 3.7165 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,5Al-Gusslegierungen ≤ 10 % Si 3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 > 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMagnesium-Legierungen 3.5200 MgMn2, 3.5812.05 G-MgAl8Zn1, 3.5612.05 G-MgAl6Zn1Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMessing, kurzspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 langspanend 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronzen, kurzspanend 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronzen, langspanend 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2Kunststoffe, duroplastisch Bakelit, Resopal, Pertinax, Moltopren thermoplastisch Plexiglas, Hostalen, Novodur, MakralonKunststoffe, aramidfaserverstärkt Kevlar glas-/kohlefaserverstärkt GFK/CFK
KühlmittelEmulsionÖlLuft
Werkzeuge mit fett gesetzter Vorschubreihen-Nr. sind bevorzugt auszuwählen. rechtsschneidend linksschneidend blank dampfbehandelt Fasen nitriert TiAlN-beschichtet TiN-beschichtet FIRE-beschichtet Nur blanke Bohrer bzw. Bohrer mit blank ausgeschliffenen Nuten verwenden** Hauptschneide auf 10° korrigiert
Bohrer-Ømm
Vorschubreihen-Code1 2 3 4 5 6 7 8 9
f (mm/U)0,50 0,004 0,006 0,007 0,008 0,010 0,012 0,014 0,016 0,0191,00 0,006 0,008 0,012 0,014 0,016 0,018 0,020 0,023 0,0252,00 0,020 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,1252,50 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,1603,15 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,1604,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2005,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2506,30 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,3158,00 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,315
10,00 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,40012,50 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,50016,00 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,63020,00 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,63025,00 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 0,80031,50 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,00040,00 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 1,25050,00 0,250 0,310 0,400 0,500 0,630 0,800 1,000 1,250 1,25063,00 0,315 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,60080,00 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 2,000
Einsatzempfehlungen für Spiralbohrer
09_TechnischerTeil.indb 376 28.10.2008 11:29:25 Uhr
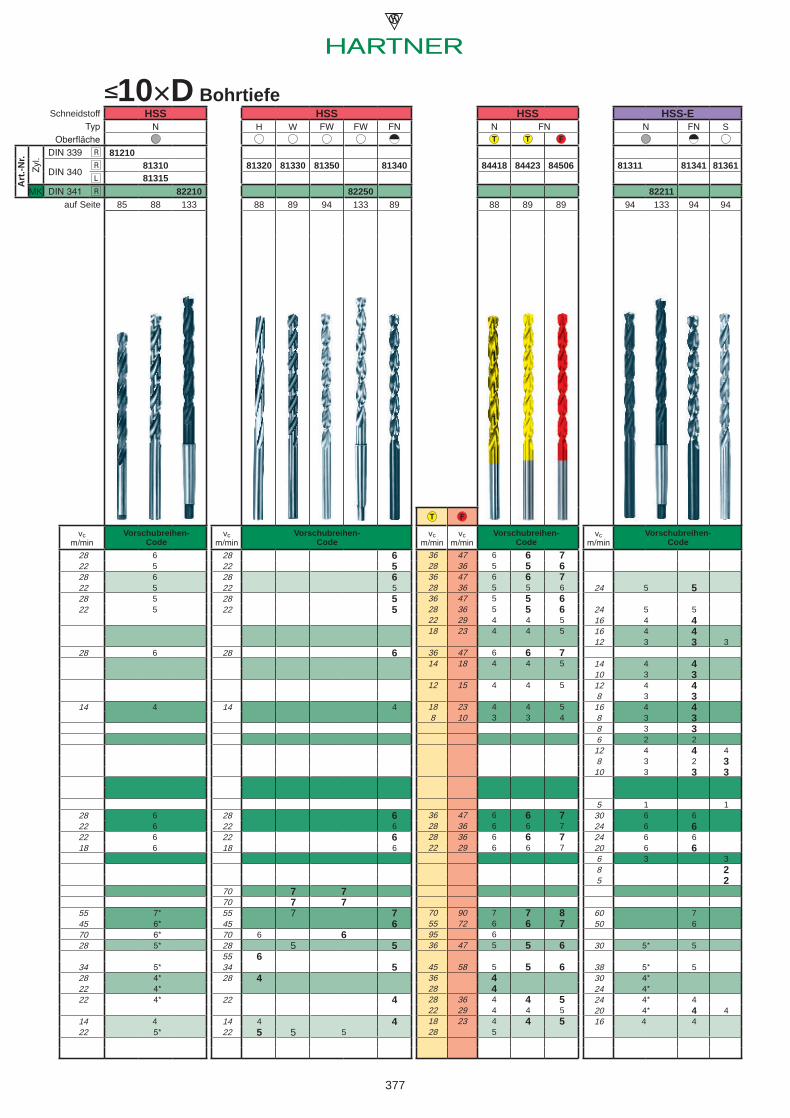
377
HSSN
812108131081315
8221085 88 133
vcm/min
28 622 528 622 528 522 5
28 6
14 4
28 622 622 618 6
55 7*45 6*70 6*28 5*
34 5*28 4*22 4*22 4*
14 422 5*
HSSN FN
84418 84423 84506
88 89 89
vcm/min
vcm/min
36 47 6 6 728 36 5 5 636 47 6 6 728 36 5 5 636 47 5 5 628 36 5 5 622 29 4 4 518 23 4 4 5
36 47 6 6 714 18 4 4 5
12 15 4 4 5
18 23 4 4 58 10 3 3 4
36 47 6 6 728 36 6 6 728 36 6 6 722 29 6 6 7
70 90 7 7 855 72 6 6 795 636 47 5 5 6
45 58 5 5 636 428 428 36 4 4 522 29 4 4 518 23 4 4 528 5
HSSH W FW FW FN
81320 81330 81350 81340
8225088 89 94 133 89
vcm/min
28 622 528 622 528 522 5
28 6
14 4
28 622 622 618 6
70 7 770 7 755 7 745 670 6 628 5 555 634 528 4
22 4
14 4 422 5 5 5
HSS-EN FN S
81311 81341 81361
8221194 133 94 94
vcm/min
24 5 5
24 5 516 4 416 4 412 3 3 3
14 4 410 3 312 4 48 3 3
16 4 48 3 38 3 36 2 2
12 4 4 48 3 2 3
10 3 3 3
5 1 130 6 624 6 624 6 620 6 66 3 38 25 2
60 750 6
30 5* 5
38 5* 530 4*24 4*24 4* 420 4* 4 416 4 4
SchneidstoffTyp
Oberfläche
Art
.-Nr.
Zyl.
DIN 339
DIN 340
MK DIN 341auf Seite
Vorschubreihen-Code
Vorschubreihen-Code
Vorschubreihen-Code
≤10×D Bohrtiefe
Vorschubreihen-Code
09_TechnischerTeil.indb 377 28.10.2008 11:29:31 Uhr
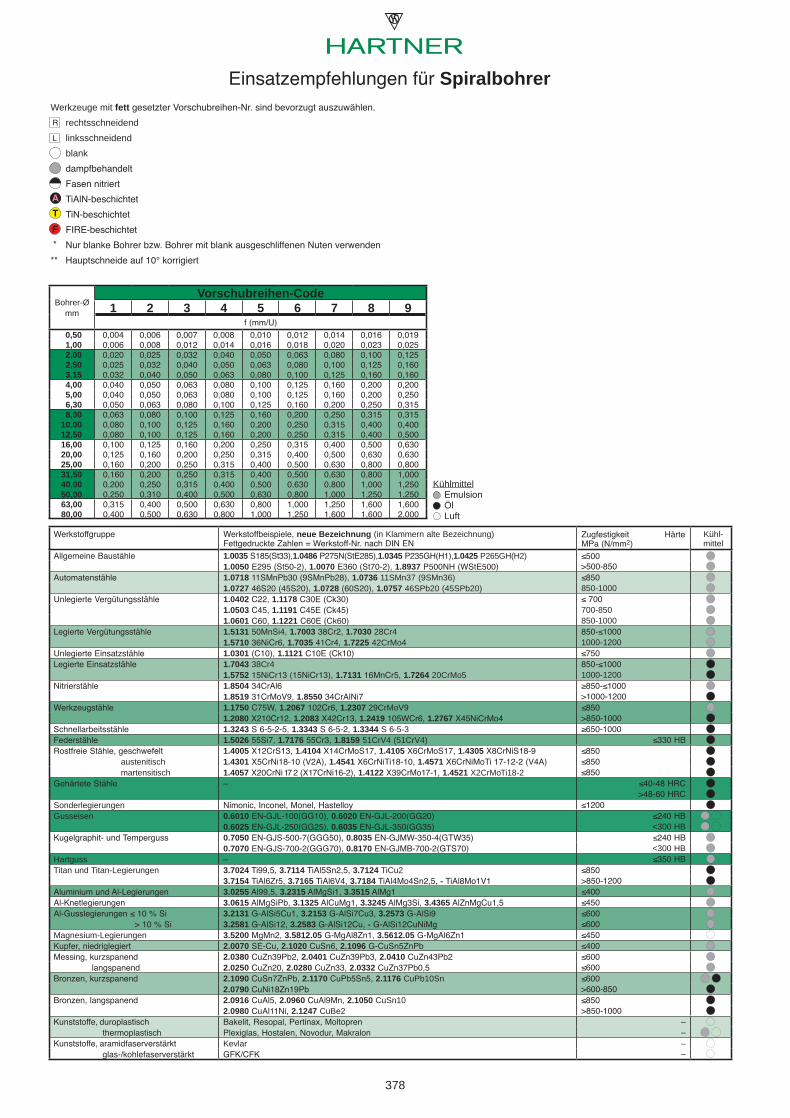
*
378
≤500>500-850≤850850-1000≤ 700700-850850-1000850-≤10001000-1200≤750850-≤10001000-1200≥850-≤1000>1000-1200≤850>850-1000≥650-1000
≤330 HB≤850≤850≤850
≤40-48 HRC>48-60 HRC
≤1200≤240 HB <300 HB ≤240 HB<300 HB≤350 HB
≤850 >850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600 >600-850≤850>850-1000
–– ––
Werkstoffgruppe Werkstoffbeispiele, neue Bezeichnung (in Klammern alte Bezeichnung)Fettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa (N/mm2)
Kühl-mittel
Allgemeine Baustähle 1.0035 S185(St33),1.0486 P275N(StE285),1.0345 P235GH(H1),1.0425 P265GH(H2)1.0050 E295 (St50-2), 1.0070 E360 (St70-2), 1.8937 P500NH (WStE500)
Automatenstähle 1.0718 11SMnPb30 (9SMnPb28), 1.0736 11SMn37 (9SMn36)1.0727 46S20 (45S20), 1.0728 (60S20), 1.0757 46SPb20 (45SPb20)
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E (Ck30)1.0503 C45, 1.1191 C45E (Ck45)1.0601 C60, 1.1221 C60E (Ck60)
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4
Unlegierte Einsatzstähle 1.0301 (C10), 1.1121 C10E (Ck10)Legierte Einsatzstähle 1.7043 38Cr4
1.5752 15NiCr13 (15NiCr13), 1.7131 16MnCr5, 1.7264 20CrMo5Nitrierstähle 1.8504 34CrAl6
1.8519 31CrMoV9, 1.8550 34CrAlNi7Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 (51CrV4)Rostfreie Stähle, geschwefelt 1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18-9 austenitisch 1.4301 X5CrNi18-10 (V2A), 1.4541 X6CrNiTi18-10, 1.4571 X6CrNiMoTi 17-12-2 (V4A) martensitisch 1.4057 X20CrNi 17 2 (X17CrNi16-2), 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18-2Gehärtete Stähle –
Sonderlegierungen Nimonic, Inconel, Monel, HastelloyGusseisen 0.6010 EN-GJL-100(GG10), 0.6020 EN-GJL-200(GG20)
0.6025 EN-GJL-250(GG25), 0.6035 EN-GJL-350(GG35)Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7(GGG50), 0.8035 EN-GJMW-350-4(GTW35)
0.7070 EN-GJS-700-2(GGG70), 0.8170 EN-GJMB-700-2(GTS70)Hartguss –Titan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2
3.7154 TiAl6Zr5, 3.7165 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,5Al-Gusslegierungen ≤ 10 % Si 3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 > 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMagnesium-Legierungen 3.5200 MgMn2, 3.5812.05 G-MgAl8Zn1, 3.5612.05 G-MgAl6Zn1Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMessing, kurzspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 langspanend 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronzen, kurzspanend 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronzen, langspanend 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2Kunststoffe, duroplastisch Bakelit, Resopal, Pertinax, Moltopren thermoplastisch Plexiglas, Hostalen, Novodur, MakralonKunststoffe, aramidfaserverstärkt Kevlar glas-/kohlefaserverstärkt GFK/CFK
KühlmittelEmulsionÖlLuft
Werkzeuge mit fett gesetzter Vorschubreihen-Nr. sind bevorzugt auszuwählen. rechtsschneidend linksschneidend blank dampfbehandelt Fasen nitriert TiAlN-beschichtet TiN-beschichtet FIRE-beschichtet Nur blanke Bohrer bzw. Bohrer mit blank ausgeschliffenen Nuten verwenden** Hauptschneide auf 10° korrigiert
Bohrer-Ømm
Vorschubreihen-Code1 2 3 4 5 6 7 8 9
f (mm/U)0,50 0,004 0,006 0,007 0,008 0,010 0,012 0,014 0,016 0,0191,00 0,006 0,008 0,012 0,014 0,016 0,018 0,020 0,023 0,0252,00 0,020 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,1252,50 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,1603,15 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,1604,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2005,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2506,30 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,3158,00 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,315
10,00 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,40012,50 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,50016,00 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,63020,00 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,63025,00 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 0,80031,50 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,00040,00 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 1,25050,00 0,250 0,310 0,400 0,500 0,630 0,800 1,000 1,250 1,25063,00 0,315 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,60080,00 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 2,000
Einsatzempfehlungen für Spiralbohrer
09_TechnischerTeil.indb 378 28.10.2008 11:29:32 Uhr
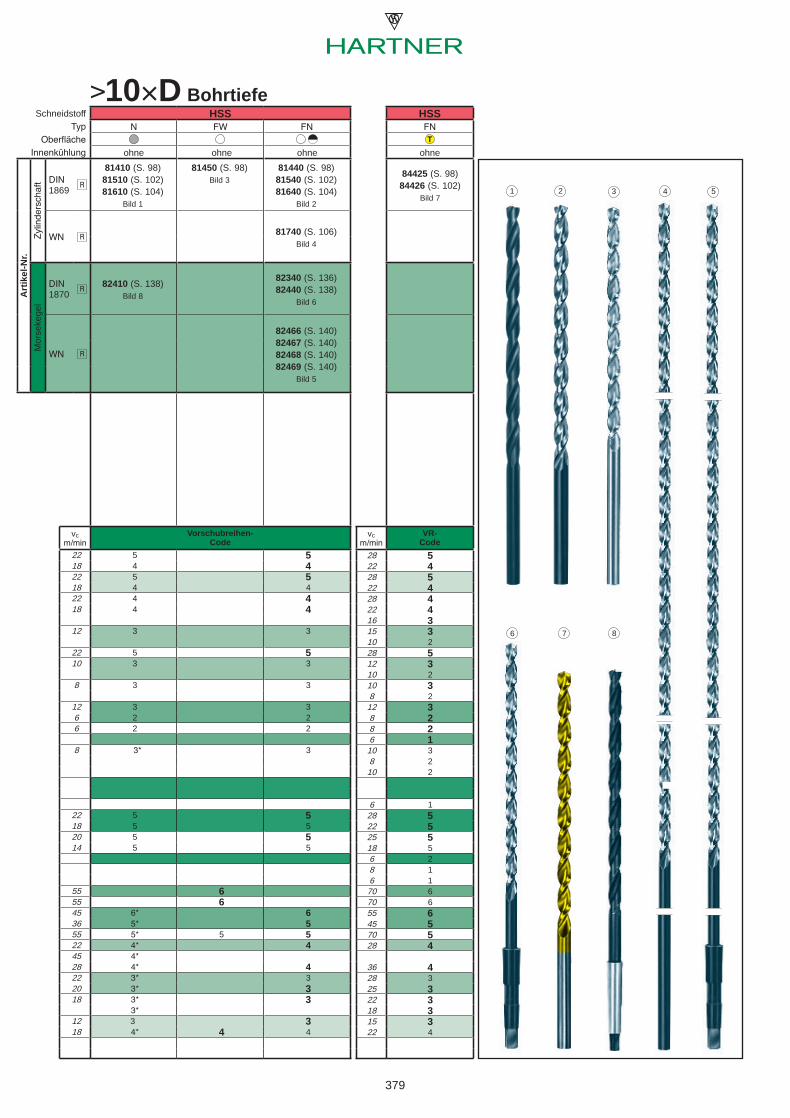
379
HSSN FW FN
vcm/min
22 5 518 4 422 5 518 4 422 4 418 4 4
12 3 3
22 5 510 3 3
8 3 3
12 3 36 2 26 2 2 8 3* 3
22 5 518 5 520 5 514 5 5
55 655 645 6* 636 5* 555 5* 5 522 4* 445 4*28 4* 422 3* 320 3* 318 3* 3
3*12 3 318 4* 4 4
HSSFN
vcm/min
28 522 428 522 428 422 416 315 310 228 512 310 210 38 2
12 38 28 26 1
10 38 2
10 2
6 128 522 525 518 56 28 16 1
70 670 655 645 570 528 4
36 428 325 322 318 315 322 4
5431 2
7 86
Vorschubreihen-Code
>10×D BohrtiefeSchneidstoff
TypOberfläche
Innenkühlung
Art
ikel
-Nr.
Zylin
ders
chaf
t DIN 1869
WN
Mor
seke
gel
DIN 1870
WN
VR-Code
ohne ohne ohne ohne81410 (S. 98)
81510 (S. 102)81610 (S. 104)
Bild 1
81450 (S. 98)Bild 3
81440 (S. 98)81540 (S. 102)81640 (S. 104)
Bild 2
81740 (S. 106)Bild 4
82410 (S. 138)Bild 8
82340 (S. 136)82440 (S. 138)
Bild 6
82466 (S. 140)82467 (S. 140)82468 (S. 140)82469 (S. 140)
Bild 5
84425 (S. 98)84426 (S. 102)
Bild 7
09_TechnischerTeil.indb 379 28.10.2008 11:29:35 Uhr
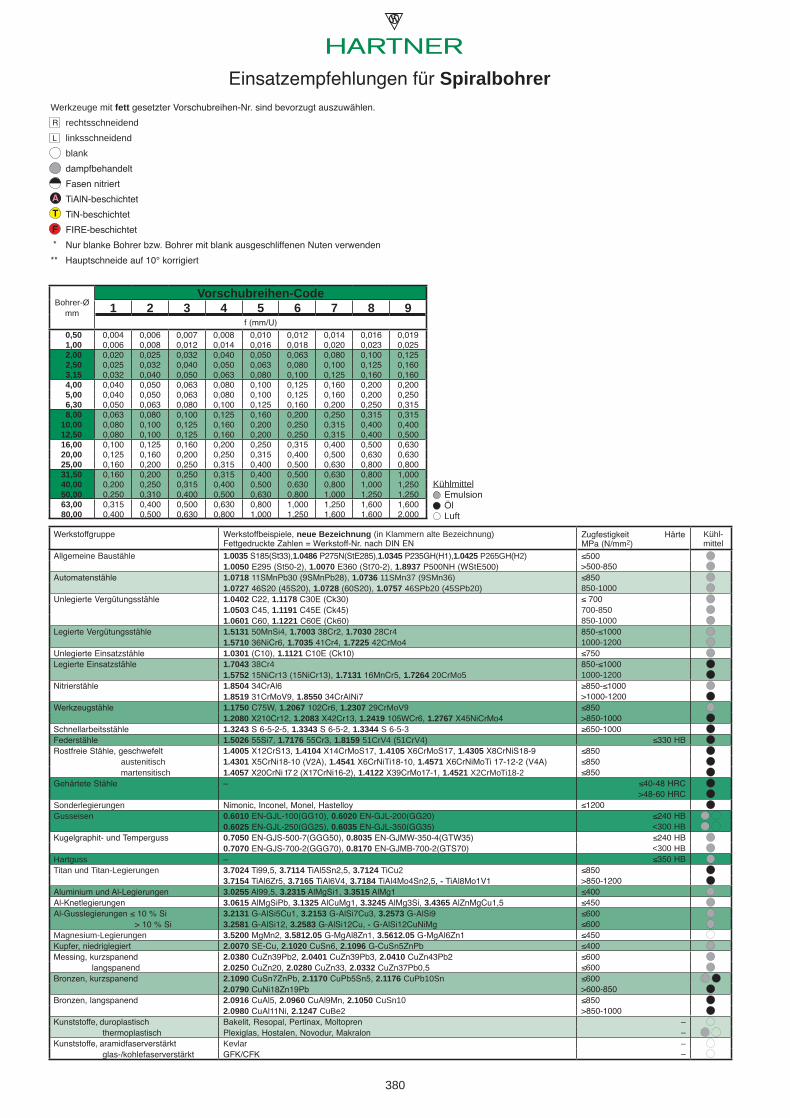
*
380
≤500>500-850≤850850-1000≤ 700700-850850-1000850-≤10001000-1200≤750850-≤10001000-1200≥850-≤1000>1000-1200≤850>850-1000≥650-1000
≤330 HB≤850≤850≤850
≤40-48 HRC>48-60 HRC
≤1200≤240 HB <300 HB ≤240 HB<300 HB≤350 HB
≤850 >850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600 >600-850≤850>850-1000
–– ––
Werkstoffgruppe Werkstoffbeispiele, neue Bezeichnung (in Klammern alte Bezeichnung)Fettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa (N/mm2)
Kühl-mittel
Allgemeine Baustähle 1.0035 S185(St33),1.0486 P275N(StE285),1.0345 P235GH(H1),1.0425 P265GH(H2)1.0050 E295 (St50-2), 1.0070 E360 (St70-2), 1.8937 P500NH (WStE500)
Automatenstähle 1.0718 11SMnPb30 (9SMnPb28), 1.0736 11SMn37 (9SMn36)1.0727 46S20 (45S20), 1.0728 (60S20), 1.0757 46SPb20 (45SPb20)
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E (Ck30)1.0503 C45, 1.1191 C45E (Ck45)1.0601 C60, 1.1221 C60E (Ck60)
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4
Unlegierte Einsatzstähle 1.0301 (C10), 1.1121 C10E (Ck10)Legierte Einsatzstähle 1.7043 38Cr4
1.5752 15NiCr13 (15NiCr13), 1.7131 16MnCr5, 1.7264 20CrMo5Nitrierstähle 1.8504 34CrAl6
1.8519 31CrMoV9, 1.8550 34CrAlNi7Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 (51CrV4)Rostfreie Stähle, geschwefelt 1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18-9 austenitisch 1.4301 X5CrNi18-10 (V2A), 1.4541 X6CrNiTi18-10, 1.4571 X6CrNiMoTi 17-12-2 (V4A) martensitisch 1.4057 X20CrNi 17 2 (X17CrNi16-2), 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18-2Gehärtete Stähle –
Sonderlegierungen Nimonic, Inconel, Monel, HastelloyGusseisen 0.6010 EN-GJL-100(GG10), 0.6020 EN-GJL-200(GG20)
0.6025 EN-GJL-250(GG25), 0.6035 EN-GJL-350(GG35)Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7(GGG50), 0.8035 EN-GJMW-350-4(GTW35)
0.7070 EN-GJS-700-2(GGG70), 0.8170 EN-GJMB-700-2(GTS70)Hartguss –Titan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2
3.7154 TiAl6Zr5, 3.7165 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,5Al-Gusslegierungen ≤ 10 % Si 3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 > 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMagnesium-Legierungen 3.5200 MgMn2, 3.5812.05 G-MgAl8Zn1, 3.5612.05 G-MgAl6Zn1Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMessing, kurzspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 langspanend 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronzen, kurzspanend 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronzen, langspanend 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2Kunststoffe, duroplastisch Bakelit, Resopal, Pertinax, Moltopren thermoplastisch Plexiglas, Hostalen, Novodur, MakralonKunststoffe, aramidfaserverstärkt Kevlar glas-/kohlefaserverstärkt GFK/CFK
KühlmittelEmulsionÖlLuft
Werkzeuge mit fett gesetzter Vorschubreihen-Nr. sind bevorzugt auszuwählen. rechtsschneidend linksschneidend blank dampfbehandelt Fasen nitriert TiAlN-beschichtet TiN-beschichtet FIRE-beschichtet Nur blanke Bohrer bzw. Bohrer mit blank ausgeschliffenen Nuten verwenden** Hauptschneide auf 10° korrigiert
Bohrer-Ømm
Vorschubreihen-Code1 2 3 4 5 6 7 8 9
f (mm/U)0,50 0,004 0,006 0,007 0,008 0,010 0,012 0,014 0,016 0,0191,00 0,006 0,008 0,012 0,014 0,016 0,018 0,020 0,023 0,0252,00 0,020 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,1252,50 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,1603,15 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,1604,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2005,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2506,30 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,3158,00 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,315
10,00 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,40012,50 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,50016,00 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,63020,00 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,63025,00 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 0,80031,50 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,00040,00 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 1,25050,00 0,250 0,310 0,400 0,500 0,630 0,800 1,000 1,250 1,25063,00 0,315 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,60080,00 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 2,000
Einsatzempfehlungen für Spiralbohrer
09_TechnischerTeil.indb 380 28.10.2008 11:29:36 Uhr
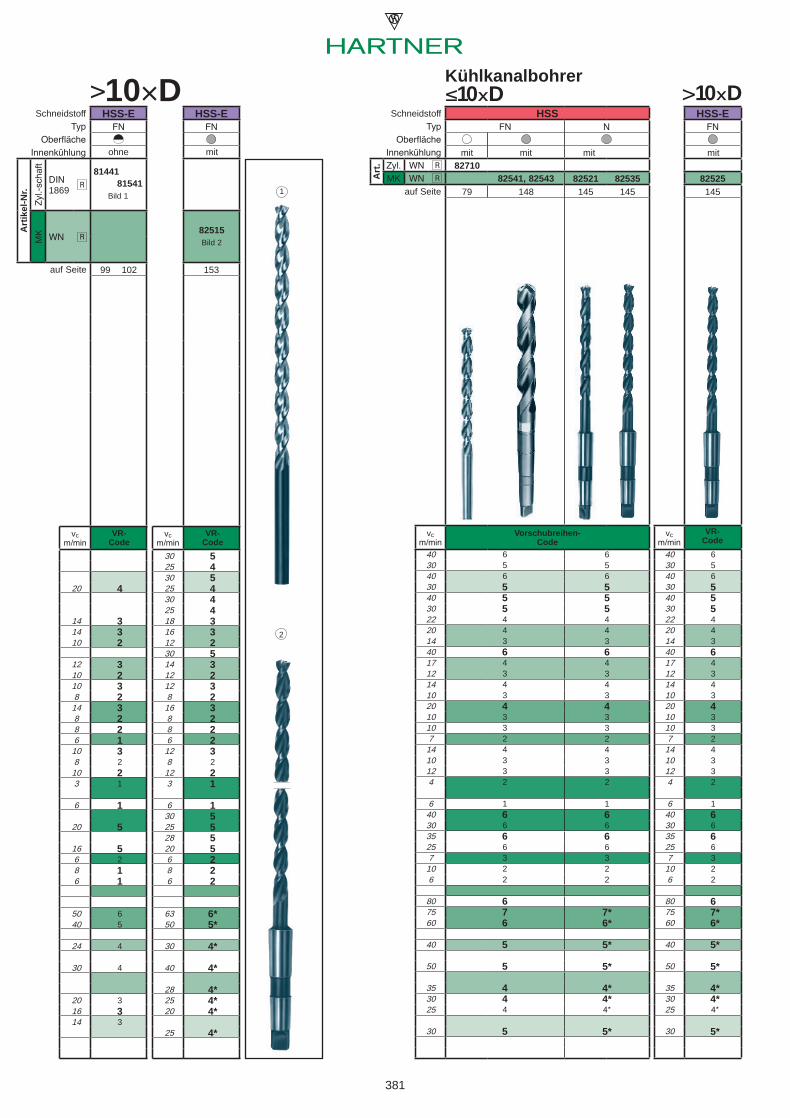
381
HSS-EFN
99 102
vcm/min
20 4
14 314 310 2
12 310 210 38 2
14 38 28 26 1
10 38 2
10 23 1
6 1
20 5
16 56 28 16 1
50 640 5
24 4
30 4
20 316 314 3
>10×D
1
2
HSS-EFN
153
vcm/min
30 525 430 525 430 425 418 316 312 230 514 312 212 38 2
16 38 28 26 2
12 38 2
12 23 1
6 130 525 528 520 56 28 26 2
63 6*50 5*
30 4*
40 4*
28 4*25 4*20 4*
25 4*
>10xD≤10xDHSS
FN N
8271082541, 82543 82521 82535
79 148 145 145
vcm/min
40 6 630 5 540 6 630 5 540 5 530 5 522 4 420 4 414 3 340 6 617 4 412 3 314 4 410 3 320 4 410 3 310 3 37 2 2
14 4 410 3 312 3 34 2 2
6 1 140 6 630 6 635 6 625 6 67 3 3
10 2 26 2 2
80 675 7 7*60 6 6*
40 5 5*
50 5 5*
35 4 4*30 4 4*25 4 4*
30 5 5*
HSS-EFN
82525145
vcm/min
40 630 540 630 540 530 522 420 414 340 617 412 314 410 320 410 310 37 2
14 410 312 34 2
6 140 630 635 625 67 3
10 26 2
80 675 7*60 6*
40 5*
50 5*
35 4*30 4*25 4*
30 5*
VR-Code
SchneidstoffTyp
OberflächeInnenkühlung
Art
ikel
-Nr.
Zyl.-
scha
ft
DIN 1869
MK WN
auf Seite
VR-Code
8144181541
Bild 1
82515Bild 2
ohne mit
SchneidstoffTyp
OberflächeInnenkühlung
Art
. Zyl. WNMK WN
auf Seite
Vorschubreihen-Code
VR-Code
Kühlkanalbohrer
mit mitmit mit
09_TechnischerTeil.indb 381 28.10.2008 11:29:38 Uhr
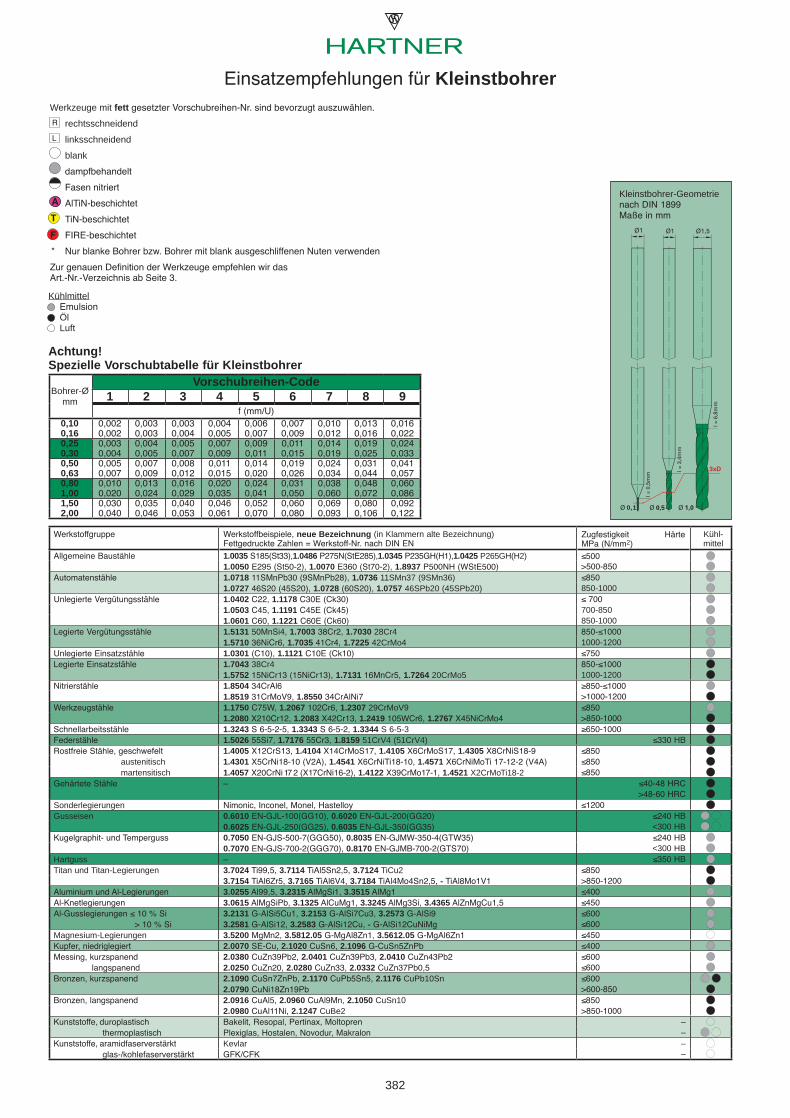
382
≤500>500-850≤850850-1000≤ 700700-850850-1000850-≤10001000-1200≤750850-≤10001000-1200≥850-≤1000>1000-1200≤850>850-1000≥650-1000
≤330 HB≤850≤850≤850
≤40-48 HRC>48-60 HRC
≤1200≤240 HB <300 HB ≤240 HB<300 HB≤350 HB
≤850 >850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600 >600-850≤850>850-1000
–– ––
Ø1 Ø1 Ø1,5
Ø 0,1 Ø 0,5 Ø 1,0
l = 0
,5m
m
l = 3
,4m
m
l = 6
,8m
m
3xD
*
Werkstoffgruppe Werkstoffbeispiele, neue Bezeichnung (in Klammern alte Bezeichnung)Fettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa (N/mm2)
Kühl-mittel
Allgemeine Baustähle 1.0035 S185(St33),1.0486 P275N(StE285),1.0345 P235GH(H1),1.0425 P265GH(H2)1.0050 E295 (St50-2), 1.0070 E360 (St70-2), 1.8937 P500NH (WStE500)
Automatenstähle 1.0718 11SMnPb30 (9SMnPb28), 1.0736 11SMn37 (9SMn36)1.0727 46S20 (45S20), 1.0728 (60S20), 1.0757 46SPb20 (45SPb20)
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E (Ck30)1.0503 C45, 1.1191 C45E (Ck45)1.0601 C60, 1.1221 C60E (Ck60)
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4
Unlegierte Einsatzstähle 1.0301 (C10), 1.1121 C10E (Ck10)Legierte Einsatzstähle 1.7043 38Cr4
1.5752 15NiCr13 (15NiCr13), 1.7131 16MnCr5, 1.7264 20CrMo5Nitrierstähle 1.8504 34CrAl6
1.8519 31CrMoV9, 1.8550 34CrAlNi7Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 (51CrV4)Rostfreie Stähle, geschwefelt 1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18-9 austenitisch 1.4301 X5CrNi18-10 (V2A), 1.4541 X6CrNiTi18-10, 1.4571 X6CrNiMoTi 17-12-2 (V4A) martensitisch 1.4057 X20CrNi 17 2 (X17CrNi16-2), 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18-2Gehärtete Stähle –
Sonderlegierungen Nimonic, Inconel, Monel, HastelloyGusseisen 0.6010 EN-GJL-100(GG10), 0.6020 EN-GJL-200(GG20)
0.6025 EN-GJL-250(GG25), 0.6035 EN-GJL-350(GG35)Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7(GGG50), 0.8035 EN-GJMW-350-4(GTW35)
0.7070 EN-GJS-700-2(GGG70), 0.8170 EN-GJMB-700-2(GTS70)Hartguss –Titan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2
3.7154 TiAl6Zr5, 3.7165 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,5Al-Gusslegierungen ≤ 10 % Si 3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 > 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMagnesium-Legierungen 3.5200 MgMn2, 3.5812.05 G-MgAl8Zn1, 3.5612.05 G-MgAl6Zn1Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMessing, kurzspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 langspanend 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronzen, kurzspanend 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronzen, langspanend 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2Kunststoffe, duroplastisch Bakelit, Resopal, Pertinax, Moltopren thermoplastisch Plexiglas, Hostalen, Novodur, MakralonKunststoffe, aramidfaserverstärkt Kevlar glas-/kohlefaserverstärkt GFK/CFK
Bohrer-Ømm
Vorschubreihen-Code1 2 3 4 5 6 7 8 9
f (mm/U)0,10 0,002 0,003 0,003 0,004 0,006 0,007 0,010 0,013 0,0160,16 0,002 0,003 0,004 0,005 0,007 0,009 0,012 0,016 0,0220,25 0,003 0,004 0,005 0,007 0,009 0,011 0,014 0,019 0,0240,30 0,004 0,005 0,007 0,009 0,011 0,015 0,019 0,025 0,0330,50 0,005 0,007 0,008 0,011 0,014 0,019 0,024 0,031 0,0410,63 0,007 0,009 0,012 0,015 0,020 0,026 0,034 0,044 0,0570,80 0,010 0,013 0,016 0,020 0,024 0,031 0,038 0,048 0,0601,00 0,020 0,024 0,029 0,035 0,041 0,050 0,060 0,072 0,0861,50 0,030 0,035 0,040 0,046 0,052 0,060 0,069 0,080 0,0922,00 0,040 0,046 0,053 0,061 0,070 0,080 0,093 0,106 0,122
Kleinstbohrer-Geometrienach DIN 1899Maße in mm
KühlmittelEmulsionÖlLuft
Werkzeuge mit fett gesetzter Vorschubreihen-Nr. sind bevorzugt auszuwählen. rechtsschneidend linksschneidend blank dampfbehandelt Fasen nitriert AlTiN-beschichtet TiN-beschichtet FIRE-beschichtet Nur blanke Bohrer bzw. Bohrer mit blank ausgeschliffenen Nuten verwendenZur genauen Definition der Werkzeuge empfehlen wir das Art.-Nr.-Verzeichnis ab Seite 3.
Achtung!Spezielle Vorschubtabelle für Kleinstbohrer
Einsatzempfehlungen für Kleinstbohrer
09_TechnischerTeil.indb 382 28.10.2008 11:29:39 Uhr
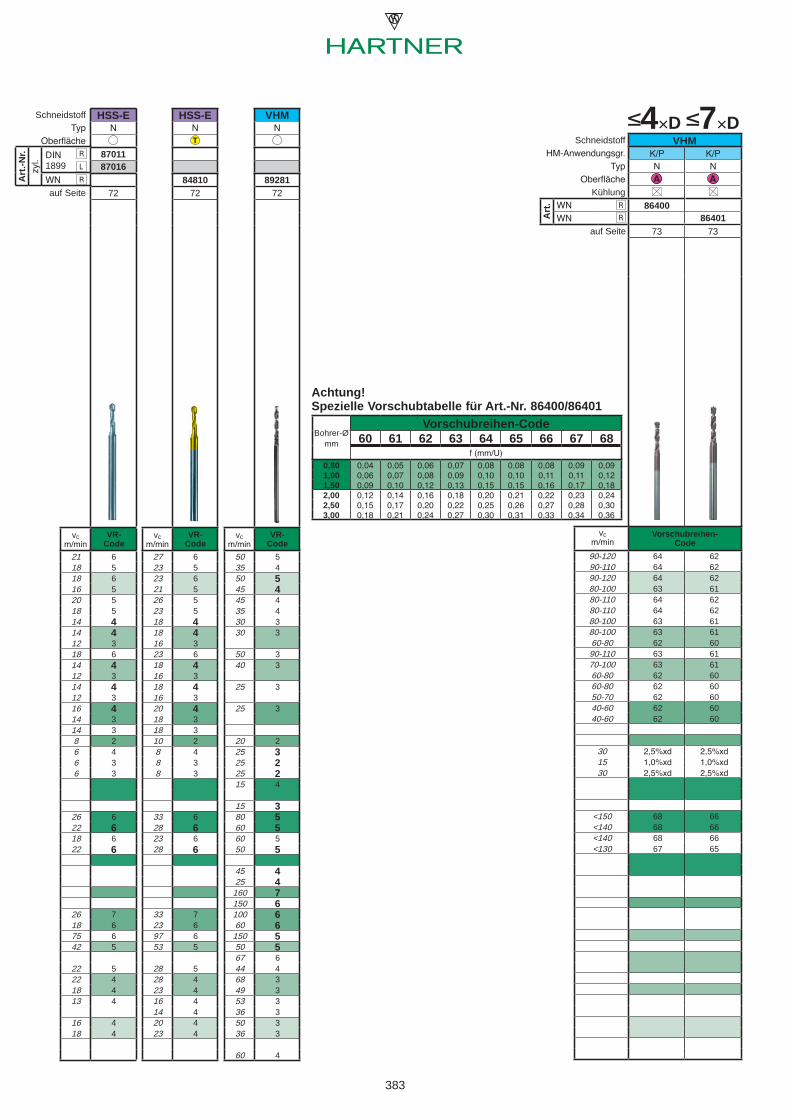
383
HSS-EN
8701187016
72
vcm/min
21 618 518 616 520 518 514 414 412 318 614 412 314 412 316 414 314 38 26 46 36 3
26 622 618 622 6
26 718 675 642 5
22 522 418 413 4
16 418 4
HSS-EN
8481072
vcm/min
27 623 523 621 526 523 518 418 416 323 618 416 318 416 320 418 318 310 28 48 38 3
33 628 623 628 6
33 723 697 653 5
28 528 423 416 414 420 423 4
K/P K/PN N
8640086401
73 73
90-120 64 6290-110 64 6290-120 64 6280-100 63 6180-110 64 6280-110 64 6280-100 63 6180-100 63 6160-80 62 6090-110 63 6170-100 63 6160-80 62 6060-80 62 6050-70 62 6040-60 62 6040-60 62 60
30 2,5%xd 2,5%xd15 1,0%xd 1,0%xd30 2,5%xd 2,5%xd
<150 68 66<140 68 66<140 68 66<130 67 65
≤4×D ≤7×D
vcm/min
N
8928172
vcm/min
50 535 450 545 445 435 430 330 3
50 340 3
25 3
25 3
20 225 325 225 215 4
15 380 560 560 550 5
45 425 4
160 7150 6100 660 6
150 550 567 644 468 349 353 336 350 336 3
60 4
VR-Code
VR-Code
SchneidstoffTyp
Oberfläche
Art
.-Nr.
zy
l. DIN 1899WN
auf Seite
Bohrer-Ømm
Vorschubreihen-Code60 61 62 63 64 65 66 67 68
f (mm/U)0,80 0,04 0,05 0,06 0,07 0,08 0,08 0,08 0,09 0,091,00 0,06 0,07 0,08 0,09 0,10 0,10 0,11 0,11 0,121,50 0,09 0,10 0,12 0,13 0,15 0,15 0,16 0,17 0,182,00 0,12 0,14 0,16 0,18 0,20 0,21 0,22 0,23 0,242,50 0,15 0,17 0,20 0,22 0,25 0,26 0,27 0,28 0,303,00 0,18 0,21 0,24 0,27 0,30 0,31 0,33 0,34 0,36
SchneidstoffHM-Anwendungsgr.
TypOberfläche
Kühlung
Art
. WNWN
auf Seite
Vorschubreihen-Code
VHM
VR-Code
VHM
Achtung!Spezielle Vorschubtabelle für Art.-Nr. 86400/86401
09_TechnischerTeil.indb 383 28.10.2008 11:29:43 Uhr
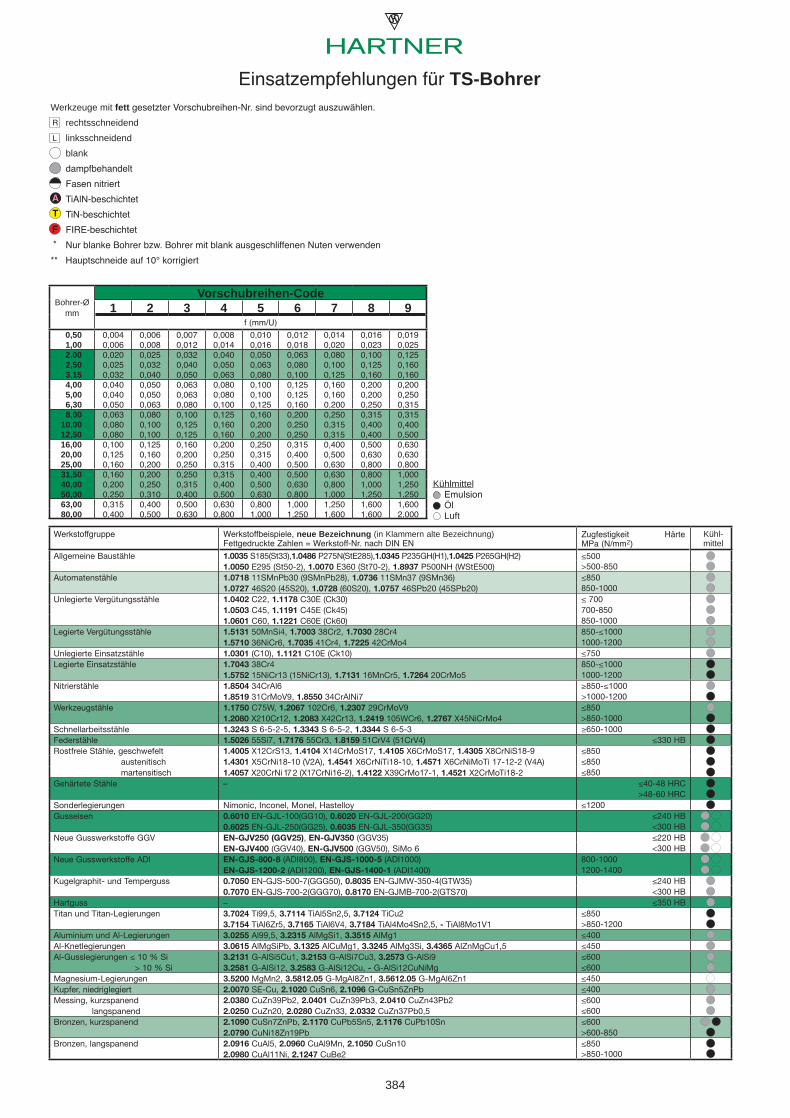
*
384
≤500>500-850≤850850-1000≤ 700700-850850-1000850-≤10001000-1200≤750850-≤10001000-1200≥850-≤1000>1000-1200≤850>850-1000≥650-1000
≤330 HB≤850≤850≤850
≤40-48 HRC>48-60 HRC
≤1200≤240 HB <300 HB ≤220 HB <300 HB
800-1000 1200-1400
≤240 HB<300 HB≤350 HB
≤850 >850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600 >600-850≤850>850-1000
Werkzeuge mit fett gesetzter Vorschubreihen-Nr. sind bevorzugt auszuwählen. rechtsschneidend linksschneidend blank dampfbehandelt Fasen nitriert TiAlN-beschichtet TiN-beschichtet FIRE-beschichtet Nur blanke Bohrer bzw. Bohrer mit blank ausgeschliffenen Nuten verwenden** Hauptschneide auf 10° korrigiert
Werkstoffgruppe Werkstoffbeispiele, neue Bezeichnung (in Klammern alte Bezeichnung)Fettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa (N/mm2)
Kühl-mittel
Allgemeine Baustähle 1.0035 S185(St33),1.0486 P275N(StE285),1.0345 P235GH(H1),1.0425 P265GH(H2)1.0050 E295 (St50-2), 1.0070 E360 (St70-2), 1.8937 P500NH (WStE500)
Automatenstähle 1.0718 11SMnPb30 (9SMnPb28), 1.0736 11SMn37 (9SMn36)1.0727 46S20 (45S20), 1.0728 (60S20), 1.0757 46SPb20 (45SPb20)
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E (Ck30)1.0503 C45, 1.1191 C45E (Ck45)1.0601 C60, 1.1221 C60E (Ck60)
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4
Unlegierte Einsatzstähle 1.0301 (C10), 1.1121 C10E (Ck10)Legierte Einsatzstähle 1.7043 38Cr4
1.5752 15NiCr13 (15NiCr13), 1.7131 16MnCr5, 1.7264 20CrMo5Nitrierstähle 1.8504 34CrAl6
1.8519 31CrMoV9, 1.8550 34CrAlNi7Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 (51CrV4)Rostfreie Stähle, geschwefelt 1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18-9 austenitisch 1.4301 X5CrNi18-10 (V2A), 1.4541 X6CrNiTi18-10, 1.4571 X6CrNiMoTi 17-12-2 (V4A) martensitisch 1.4057 X20CrNi 17 2 (X17CrNi16-2), 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18-2Gehärtete Stähle –
Sonderlegierungen Nimonic, Inconel, Monel, HastelloyGusseisen 0.6010 EN-GJL-100(GG10), 0.6020 EN-GJL-200(GG20)
0.6025 EN-GJL-250(GG25), 0.6035 EN-GJL-350(GG35)Neue Gusswerkstoffe GGV EN-GJV250 (GGV25), EN-GJV350 (GGV35)
EN-GJV400 (GGV40), EN-GJV500 (GGV50), SiMo 6Neue Gusswerkstoffe ADI EN-GJS-800-8 (ADI800), EN-GJS-1000-5 (ADI1000)
EN-GJS-1200-2 (ADI1200), EN-GJS-1400-1 (ADI1400)Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7(GGG50), 0.8035 EN-GJMW-350-4(GTW35)
0.7070 EN-GJS-700-2(GGG70), 0.8170 EN-GJMB-700-2(GTS70)Hartguss –Titan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2
3.7154 TiAl6Zr5, 3.7165 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,5Al-Gusslegierungen ≤ 10 % Si 3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 > 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMagnesium-Legierungen 3.5200 MgMn2, 3.5812.05 G-MgAl8Zn1, 3.5612.05 G-MgAl6Zn1Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMessing, kurzspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 langspanend 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronzen, kurzspanend 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronzen, langspanend 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2
Bohrer-Ømm
Vorschubreihen-Code1 2 3 4 5 6 7 8 9
f (mm/U)0,50 0,004 0,006 0,007 0,008 0,010 0,012 0,014 0,016 0,0191,00 0,006 0,008 0,012 0,014 0,016 0,018 0,020 0,023 0,0252,00 0,020 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,1252,50 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,1603,15 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,1604,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2005,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2506,30 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,3158,00 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,315
10,00 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,40012,50 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,50016,00 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,63020,00 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,63025,00 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 0,80031,50 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,00040,00 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 1,25050,00 0,250 0,310 0,400 0,500 0,630 0,800 1,000 1,250 1,25063,00 0,315 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,60080,00 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 2,000
KühlmittelEmulsionÖlLuft
Einsatzempfehlungen für TS-Bohrer
HM-Anwend.gruppeTyp
Oberfläche
Art
ikel
-Nr.
DIN 6537 HAHE
DIN 6538 HEDIN 6539 DZ
09_TechnischerTeil.indb 384 28.10.2008 11:29:44 Uhr
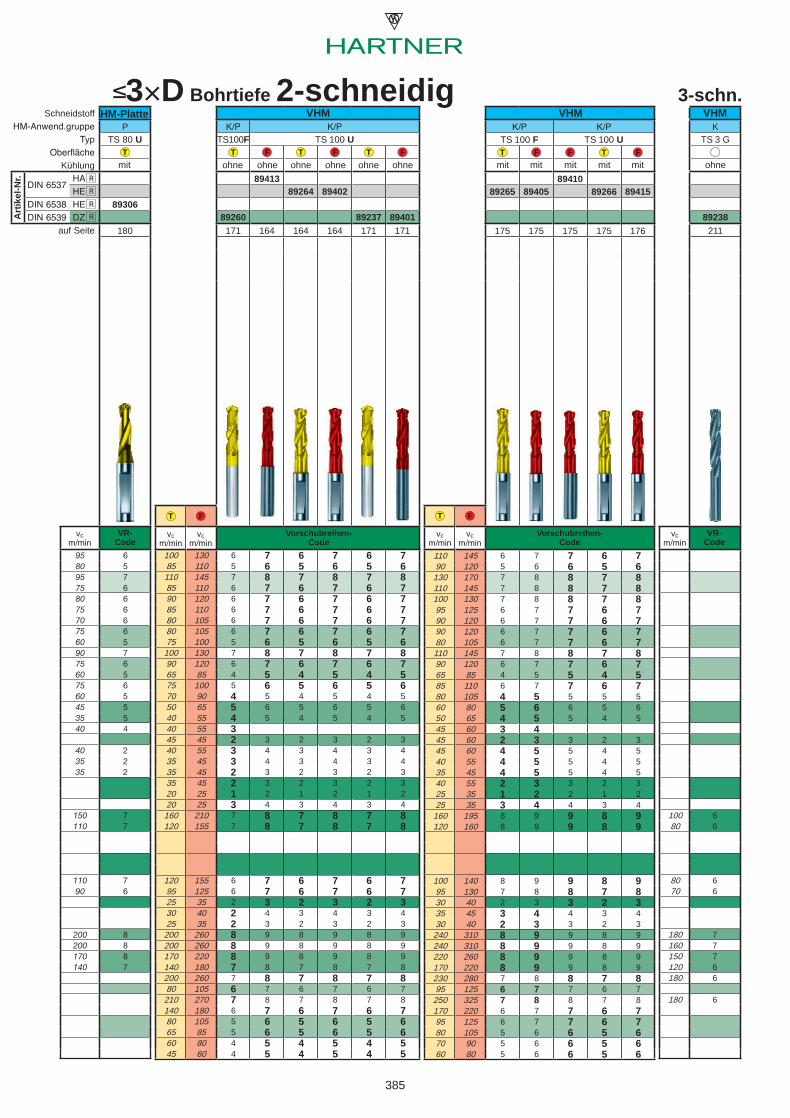
385
K/P K/PTS100F TS 100 U
8941389264 89402
89260 89237 89401171 164 164 164 171 171
vcm/min
vcm/min
100 130 6 7 6 7 6 785 110 5 6 5 6 5 6110 145 7 8 7 8 7 885 110 6 7 6 7 6 790 120 6 7 6 7 6 785 110 6 7 6 7 6 780 105 6 7 6 7 6 780 105 6 7 6 7 6 775 100 5 6 5 6 5 6
100 130 7 8 7 8 7 890 120 6 7 6 7 6 765 85 4 5 4 5 4 575 100 5 6 5 6 5 670 90 4 5 4 5 4 550 65 5 6 5 6 5 640 55 4 5 4 5 4 540 55 345 45 2 3 2 3 2 340 55 3 4 3 4 3 435 45 3 4 3 4 3 435 45 2 3 2 3 2 335 45 2 3 2 3 2 320 25 1 2 1 2 1 220 25 3 4 3 4 3 4
160 210 7 8 7 8 7 8120 155 7 8 7 8 7 8
120 155 6 7 6 7 6 795 125 6 7 6 7 6 725 35 2 3 2 3 2 330 40 2 4 3 4 3 425 35 2 3 2 3 2 3
200 260 8 9 8 9 8 9200 260 8 9 8 9 8 9170 220 8 9 8 9 8 9140 180 7 8 7 8 7 8200 260 7 8 7 8 7 880 105 6 7 6 7 6 7
210 270 7 8 7 8 7 8140 180 6 7 6 7 6 780 105 5 6 5 6 5 665 85 5 6 5 6 5 660 80 4 5 4 5 4 545 60 4 5 4 5 4 5
KTS 3 G
89238211
vcm/min
100 680 6
80 670 6
180 7160 7150 7120 6180 6
180 6
K/P K/PTS 100 F TS 100 U
8941089265 89405 89266 89415
175 175 175 175 176
vcm/min
vcm/min
110 145 6 7 7 6 790 120 5 6 6 5 6
130 170 7 8 8 7 8110 145 7 8 8 7 8100 130 7 8 8 7 895 125 6 7 7 6 790 120 6 7 7 6 790 120 6 7 7 6 780 105 6 7 7 6 7110 145 7 8 8 7 890 120 6 7 7 6 765 85 4 5 5 4 585 110 6 7 7 6 780 105 4 5 5 5 560 80 5 6 6 5 650 65 4 5 5 4 545 60 3 445 60 2 3 3 2 345 60 4 5 5 4 540 55 4 5 5 4 535 45 4 5 5 4 540 55 2 3 3 2 325 35 1 2 2 1 225 35 3 4 4 3 4
160 195 8 9 9 8 9120 160 8 9 9 8 9
100 140 8 9 9 8 995 130 7 8 8 7 830 40 2 3 3 2 335 45 3 4 4 3 430 40 2 3 3 2 3
240 310 8 9 9 8 9240 310 8 9 9 8 9220 260 8 9 9 8 9170 220 8 9 9 8 9230 280 7 8 8 7 895 125 6 7 7 6 7
250 325 7 8 8 7 8170 220 6 7 7 6 795 125 6 7 7 6 780 105 5 6 6 5 670 90 5 6 6 5 660 80 5 6 6 5 6
PTS 80 U
89306
180
vcm/min
95 680 595 775 680 675 670 675 660 590 775 660 575 660 545 535 540 4
40 235 235 2
150 7110 7
110 790 6
200 8200 8170 8140 7
SchneidstoffHM-Anwend.gruppe
TypOberfläche
Kühlung
Art
ikel
-Nr.
DIN 6537 HAHE
DIN 6538 HEDIN 6539 DZ
auf Seite
VHM
VR-Code
VHM≤3×D Bohrtiefe 2-schneidig
Vorschubreihen-Code
Vorschubreihen-Code
VHM
mit mit mit mit mit ohneohne ohne ohne ohne ohne ohne
HM-Platte
VR-Code
mit
3-schn.
09_TechnischerTeil.indb 385 28.10.2008 11:29:50 Uhr
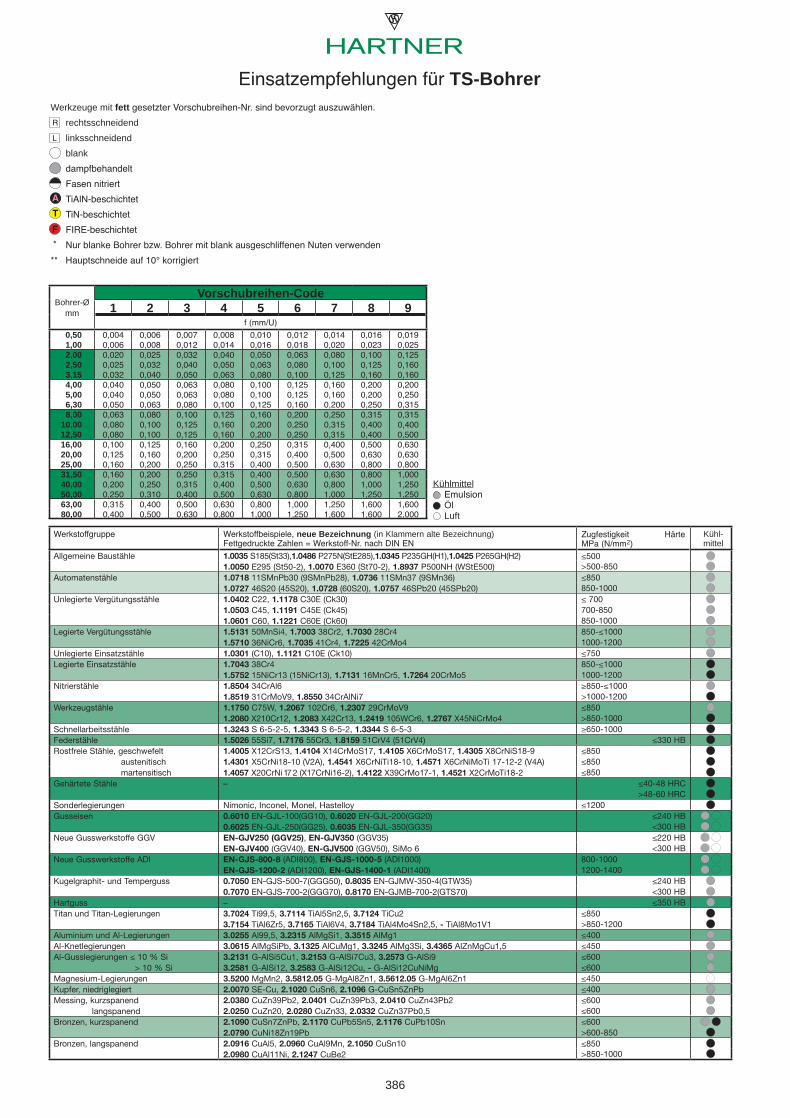
*
386
≤500>500-850≤850850-1000≤ 700700-850850-1000850-≤10001000-1200≤750850-≤10001000-1200≥850-≤1000>1000-1200≤850>850-1000≥650-1000
≤330 HB≤850≤850≤850
≤40-48 HRC>48-60 HRC
≤1200≤240 HB <300 HB ≤220 HB <300 HB
800-1000 1200-1400
≤240 HB<300 HB≤350 HB
≤850 >850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600 >600-850≤850>850-1000
Werkzeuge mit fett gesetzter Vorschubreihen-Nr. sind bevorzugt auszuwählen. rechtsschneidend linksschneidend blank dampfbehandelt Fasen nitriert TiAlN-beschichtet TiN-beschichtet FIRE-beschichtet Nur blanke Bohrer bzw. Bohrer mit blank ausgeschliffenen Nuten verwenden** Hauptschneide auf 10° korrigiert
Werkstoffgruppe Werkstoffbeispiele, neue Bezeichnung (in Klammern alte Bezeichnung)Fettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa (N/mm2)
Kühl-mittel
Allgemeine Baustähle 1.0035 S185(St33),1.0486 P275N(StE285),1.0345 P235GH(H1),1.0425 P265GH(H2)1.0050 E295 (St50-2), 1.0070 E360 (St70-2), 1.8937 P500NH (WStE500)
Automatenstähle 1.0718 11SMnPb30 (9SMnPb28), 1.0736 11SMn37 (9SMn36)1.0727 46S20 (45S20), 1.0728 (60S20), 1.0757 46SPb20 (45SPb20)
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E (Ck30)1.0503 C45, 1.1191 C45E (Ck45)1.0601 C60, 1.1221 C60E (Ck60)
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4
Unlegierte Einsatzstähle 1.0301 (C10), 1.1121 C10E (Ck10)Legierte Einsatzstähle 1.7043 38Cr4
1.5752 15NiCr13 (15NiCr13), 1.7131 16MnCr5, 1.7264 20CrMo5Nitrierstähle 1.8504 34CrAl6
1.8519 31CrMoV9, 1.8550 34CrAlNi7Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 (51CrV4)Rostfreie Stähle, geschwefelt 1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18-9 austenitisch 1.4301 X5CrNi18-10 (V2A), 1.4541 X6CrNiTi18-10, 1.4571 X6CrNiMoTi 17-12-2 (V4A) martensitisch 1.4057 X20CrNi 17 2 (X17CrNi16-2), 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18-2Gehärtete Stähle –
Sonderlegierungen Nimonic, Inconel, Monel, HastelloyGusseisen 0.6010 EN-GJL-100(GG10), 0.6020 EN-GJL-200(GG20)
0.6025 EN-GJL-250(GG25), 0.6035 EN-GJL-350(GG35)Neue Gusswerkstoffe GGV EN-GJV250 (GGV25), EN-GJV350 (GGV35)
EN-GJV400 (GGV40), EN-GJV500 (GGV50), SiMo 6Neue Gusswerkstoffe ADI EN-GJS-800-8 (ADI800), EN-GJS-1000-5 (ADI1000)
EN-GJS-1200-2 (ADI1200), EN-GJS-1400-1 (ADI1400)Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7(GGG50), 0.8035 EN-GJMW-350-4(GTW35)
0.7070 EN-GJS-700-2(GGG70), 0.8170 EN-GJMB-700-2(GTS70)Hartguss –Titan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2
3.7154 TiAl6Zr5, 3.7165 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,5Al-Gusslegierungen ≤ 10 % Si 3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 > 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMagnesium-Legierungen 3.5200 MgMn2, 3.5812.05 G-MgAl8Zn1, 3.5612.05 G-MgAl6Zn1Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMessing, kurzspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 langspanend 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronzen, kurzspanend 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronzen, langspanend 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2
Bohrer-Ømm
Vorschubreihen-Code1 2 3 4 5 6 7 8 9
f (mm/U)0,50 0,004 0,006 0,007 0,008 0,010 0,012 0,014 0,016 0,0191,00 0,006 0,008 0,012 0,014 0,016 0,018 0,020 0,023 0,0252,00 0,020 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,1252,50 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,1603,15 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,1604,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2005,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2506,30 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,3158,00 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,315
10,00 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,40012,50 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,50016,00 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,63020,00 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,63025,00 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 0,80031,50 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,00040,00 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 1,25050,00 0,250 0,310 0,400 0,500 0,630 0,800 1,000 1,250 1,25063,00 0,315 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,60080,00 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 2,000
KühlmittelEmulsionÖlLuft
Einsatzempfehlungen für TS-Bohrer
Art
ikel
-Nr. DIN 6537 HA
HEDIN 6538 HE
WN DZHA
09_TechnischerTeil.indb 386 28.10.2008 11:29:51 Uhr
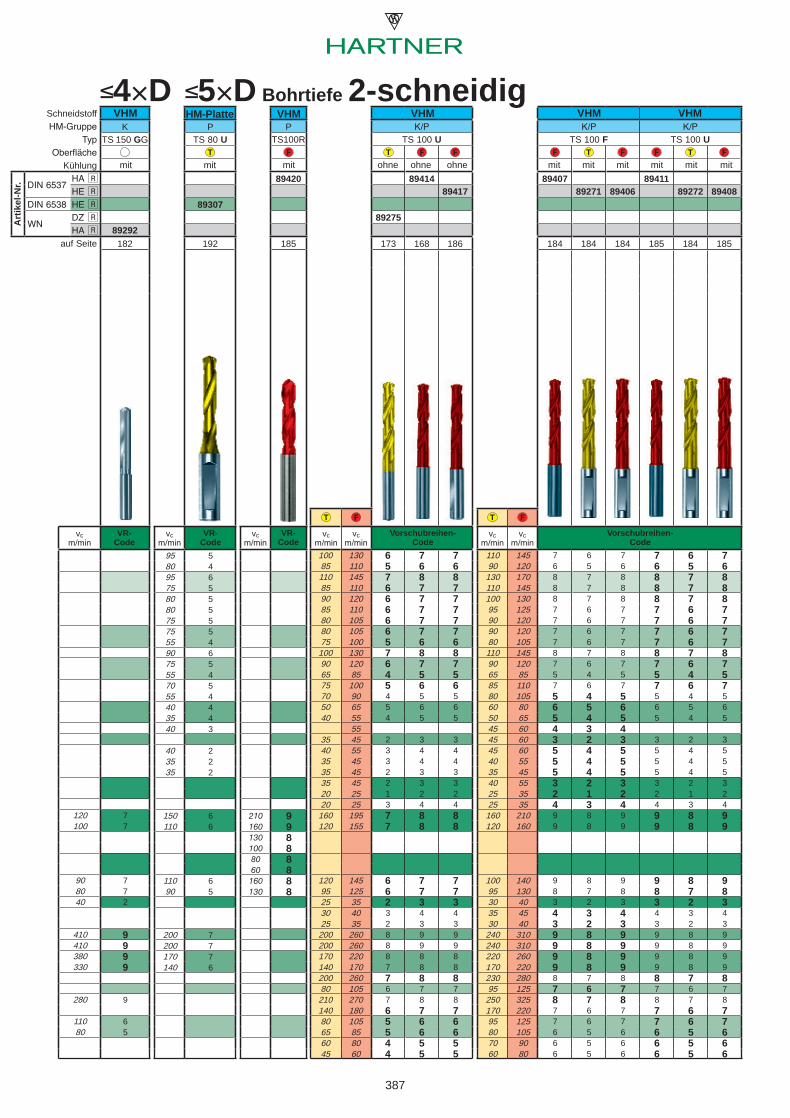
387
PTS 80 U
89307
192
vcm/min
PTS100R
89420
185
vcm/min
95 580 495 675 580 580 575 575 555 490 675 555 470 555 440 435 440 3
40 235 235 2
150 6110 6
110 690 5
200 7200 7170 7140 6
210 9160 9130 8100 880 860 8160 8130 8
K/P K/PTS 100 F TS 100 U
89407 8941189271 89406 89272 89408
184 184 184 185 184 185
vcm/min
vcm/min
110 145 7 6 7 7 6 790 120 6 5 6 6 5 6
130 170 8 7 8 8 7 8110 145 8 7 8 8 7 8100 130 8 7 8 8 7 895 125 7 6 7 7 6 790 120 7 6 7 7 6 790 120 7 6 7 7 6 780 105 7 6 7 7 6 7110 145 8 7 8 8 7 890 120 7 6 7 7 6 765 85 5 4 5 5 4 585 110 7 6 7 7 6 780 105 5 4 5 5 4 560 80 6 5 6 6 5 650 65 5 4 5 5 4 545 60 4 3 445 60 3 2 3 3 2 345 60 5 4 5 5 4 540 55 5 4 5 5 4 535 45 5 4 5 5 4 540 55 3 2 3 3 2 325 35 2 1 2 2 1 225 35 4 3 4 4 3 4
160 210 9 8 9 9 8 9120 160 9 8 9 9 8 9
100 140 9 8 9 9 8 995 130 8 7 8 8 7 830 40 3 2 3 3 2 335 45 4 3 4 4 3 430 40 3 2 3 3 2 3
240 310 9 8 9 9 8 9240 310 9 8 9 9 8 9220 260 9 8 9 9 8 9170 220 9 8 9 9 8 9230 280 8 7 8 8 7 895 125 7 6 7 7 6 7
250 325 8 7 8 8 7 8170 220 7 6 7 7 6 795 125 7 6 7 7 6 780 105 6 5 6 6 5 670 90 6 5 6 6 5 660 80 6 5 6 6 5 6
K/PTS 100 U
8941489417
89275
173 168 186
vcm/min
vcm/min
100 130 6 7 785 110 5 6 6110 145 7 8 885 110 6 7 790 120 6 7 785 110 6 7 780 105 6 7 780 105 6 7 775 100 5 6 6
100 130 7 8 890 120 6 7 765 85 4 5 575 100 5 6 670 90 4 5 550 65 5 6 640 55 4 5 5
5535 45 2 3 340 55 3 4 435 45 3 4 435 45 2 3 335 45 2 3 320 25 1 2 220 25 3 4 4
160 195 7 8 8120 155 7 8 8
120 145 6 7 795 125 6 7 725 35 2 3 330 40 3 4 425 35 2 3 3
200 260 8 9 9200 260 8 9 9170 220 8 8 8140 170 7 8 8200 260 7 8 880 105 6 7 7
210 270 7 8 8140 180 6 7 780 105 5 6 665 85 5 6 660 80 4 5 545 60 4 5 5
KTS 150 GG
89292182
vcm/min
120 7100 7
90 780 740 2
410 9410 9380 9330 9
280 9
110 680 5
≤4×DSchneidstoffHM-Gruppe
TypOberfläche
Kühlung
Art
ikel
-Nr. DIN 6537 HA
HEDIN 6538 HE
WN DZHA
auf Seite
Vorschubreihen-Code
VHMVHMHM-Platte VHM
VR-Code
VR-Code
≤5×D Bohrtiefe 2-schneidig
Vorschubreihen-Code
VHM
mit mit mit mit mit mit mit mitohne ohneohne
VR-Code
VHM
mit
09_TechnischerTeil.indb 387 28.10.2008 11:29:57 Uhr
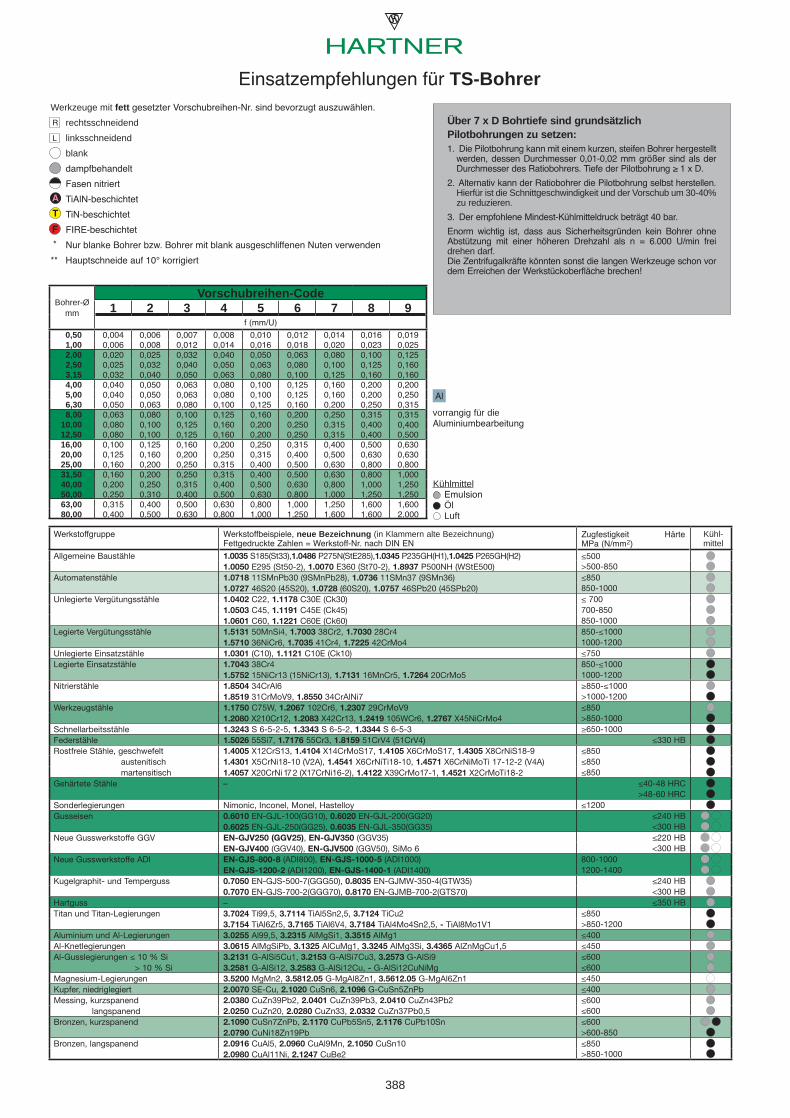
*
388
≤500>500-850≤850850-1000≤ 700700-850850-1000850-≤10001000-1200≤750850-≤10001000-1200≥850-≤1000>1000-1200≤850>850-1000≥650-1000
≤330 HB≤850≤850≤850
≤40-48 HRC>48-60 HRC
≤1200≤240 HB <300 HB ≤220 HB <300 HB
800-1000 1200-1400
≤240 HB<300 HB≤350 HB
≤850 >850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600 >600-850≤850>850-1000
Al
Werkzeuge mit fett gesetzter Vorschubreihen-Nr. sind bevorzugt auszuwählen. rechtsschneidend linksschneidend blank dampfbehandelt Fasen nitriert TiAlN-beschichtet TiN-beschichtet FIRE-beschichtet Nur blanke Bohrer bzw. Bohrer mit blank ausgeschliffenen Nuten verwenden** Hauptschneide auf 10° korrigiert
Werkstoffgruppe Werkstoffbeispiele, neue Bezeichnung (in Klammern alte Bezeichnung)Fettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa (N/mm2)
Kühl-mittel
Allgemeine Baustähle 1.0035 S185(St33),1.0486 P275N(StE285),1.0345 P235GH(H1),1.0425 P265GH(H2)1.0050 E295 (St50-2), 1.0070 E360 (St70-2), 1.8937 P500NH (WStE500)
Automatenstähle 1.0718 11SMnPb30 (9SMnPb28), 1.0736 11SMn37 (9SMn36)1.0727 46S20 (45S20), 1.0728 (60S20), 1.0757 46SPb20 (45SPb20)
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E (Ck30)1.0503 C45, 1.1191 C45E (Ck45)1.0601 C60, 1.1221 C60E (Ck60)
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4
Unlegierte Einsatzstähle 1.0301 (C10), 1.1121 C10E (Ck10)Legierte Einsatzstähle 1.7043 38Cr4
1.5752 15NiCr13 (15NiCr13), 1.7131 16MnCr5, 1.7264 20CrMo5Nitrierstähle 1.8504 34CrAl6
1.8519 31CrMoV9, 1.8550 34CrAlNi7Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 (51CrV4)Rostfreie Stähle, geschwefelt 1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18-9 austenitisch 1.4301 X5CrNi18-10 (V2A), 1.4541 X6CrNiTi18-10, 1.4571 X6CrNiMoTi 17-12-2 (V4A) martensitisch 1.4057 X20CrNi 17 2 (X17CrNi16-2), 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18-2Gehärtete Stähle –
Sonderlegierungen Nimonic, Inconel, Monel, HastelloyGusseisen 0.6010 EN-GJL-100(GG10), 0.6020 EN-GJL-200(GG20)
0.6025 EN-GJL-250(GG25), 0.6035 EN-GJL-350(GG35)Neue Gusswerkstoffe GGV EN-GJV250 (GGV25), EN-GJV350 (GGV35)
EN-GJV400 (GGV40), EN-GJV500 (GGV50), SiMo 6Neue Gusswerkstoffe ADI EN-GJS-800-8 (ADI800), EN-GJS-1000-5 (ADI1000)
EN-GJS-1200-2 (ADI1200), EN-GJS-1400-1 (ADI1400)Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7(GGG50), 0.8035 EN-GJMW-350-4(GTW35)
0.7070 EN-GJS-700-2(GGG70), 0.8170 EN-GJMB-700-2(GTS70)Hartguss –Titan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2
3.7154 TiAl6Zr5, 3.7165 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,5Al-Gusslegierungen ≤ 10 % Si 3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 > 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMagnesium-Legierungen 3.5200 MgMn2, 3.5812.05 G-MgAl8Zn1, 3.5612.05 G-MgAl6Zn1Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMessing, kurzspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 langspanend 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronzen, kurzspanend 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronzen, langspanend 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2
Bohrer-Ømm
Vorschubreihen-Code1 2 3 4 5 6 7 8 9
f (mm/U)0,50 0,004 0,006 0,007 0,008 0,010 0,012 0,014 0,016 0,0191,00 0,006 0,008 0,012 0,014 0,016 0,018 0,020 0,023 0,0252,00 0,020 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,1252,50 0,025 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,1603,15 0,032 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,1604,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2005,00 0,040 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,2506,30 0,050 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,3158,00 0,063 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,315
10,00 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,40012,50 0,080 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,50016,00 0,100 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,63020,00 0,125 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,63025,00 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 0,80031,50 0,160 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,00040,00 0,200 0,250 0,315 0,400 0,500 0,630 0,800 1,000 1,25050,00 0,250 0,310 0,400 0,500 0,630 0,800 1,000 1,250 1,25063,00 0,315 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,60080,00 0,400 0,500 0,630 0,800 1,000 1,250 1,600 1,600 2,000
KühlmittelEmulsionÖlLuft
Über 7 x D Bohrtiefe sind grundsätzlich Pilotbohrungen zu setzen:1. Die Pilotbohrung kann mit einem kurzen, steifen Bohrer hergestellt
werden, dessen Durchmesser 0,01-0,02 mm größer sind als der Durchmesser des Ratiobohrers. Tiefe der Pilotbohrung ≥ 1 x D.
2. Alternativ kann der Ratiobohrer die Pilotbohrung selbst herstellen. Hierfür ist die Schnittgeschwindigkeit und der Vorschub um 30-40% zu reduzieren.
3. Der empfohlene Mindest-Kühlmitteldruck beträgt 40 bar. Enorm wichtig ist, dass aus Sicherheitsgründen kein Bohrer ohne Abstützung mit einer höheren Drehzahl als n = 6.000 U/min frei drehen darf. Die Zentrifugalkräfte könnten sonst die langen Werkzeuge schon vor dem Erreichen der Werkstückoberfläche brechen!
vorrangig für dieAluminiumbearbeitung
Einsatzempfehlungen für TS-Bohrer
Art
.-Nr. DIN 6537 HA
DIN 6539 DZ
WNHA
09_TechnischerTeil.indb 388 28.10.2008 11:29:59 Uhr
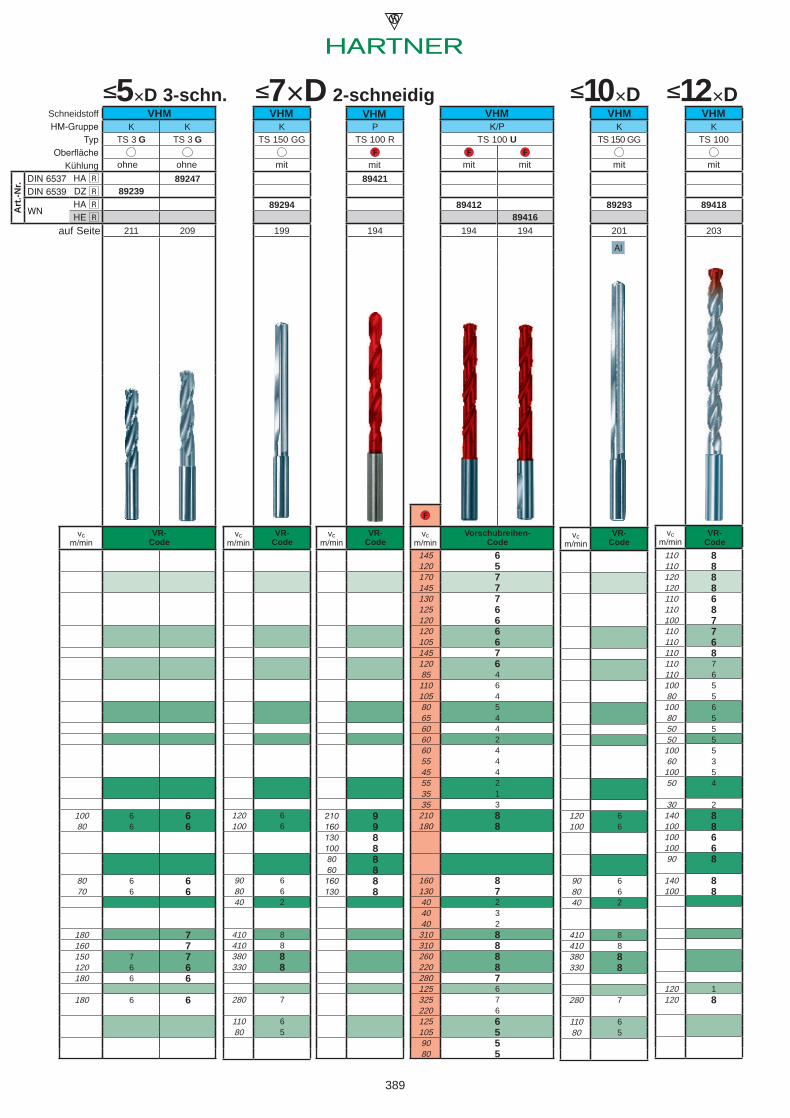
389
K/PTS 100 U
8941289416
194 194
vcm/min
145 6120 5170 7145 7130 7125 6120 6120 6105 6145 7120 685 4110 6105 480 565 460 460 260 455 445 455 235 135 3
210 8180 8
160 8130 740 240 340 2
310 8310 8260 8220 8280 7125 6325 7220 6125 6105 590 580 5
KTS 150 GG
89294
199
vcm/min
120 6100 6
90 680 640 2
410 8410 8380 8330 8
280 7
110 680 5
KTS 100
89418
203
vcm/min
KTS 150 GG
89293
201
vcm/min
120 6100 6
90 680 640 2
410 8410 8380 8330 8
280 7
110 680 5
≤10×D ≤12×D
110 8110 8120 8120 8110 6110 8100 7110 7110 6110 8110 7110 6100 580 5
100 680 550 550 5
100 560 3
100 550 4
30 2140 8100 8100 6100 690 8
140 8100 8
120 1120 8
Al
K KTS 3 G TS 3 G
8924789239
211 209
vcm/min
100 6 680 6 6
80 6 670 6 6
180 7160 7150 7 7120 6 6180 6 6
180 6 6
PTS 100 R
89421
194
vcm/min
210 9160 9130 8100 880 860 8
160 8130 8
VHM≤5×D 3-schn.
Vorschubreihen-Code
VHM≤7×D 2-schneidig
VHM
VR-Code
VR-Code
VHM
VR-Code
VR-Code
VHM
mitmitmitmitmitohneohne
SchneidstoffHM-Gruppe
TypOberfläche
Kühlung
Art
.-Nr. DIN 6537 HA
DIN 6539 DZ
WNHA HE
auf Seite
VHM
VR-Code
mit
09_TechnischerTeil.indb 389 28.10.2008 11:30:03 Uhr
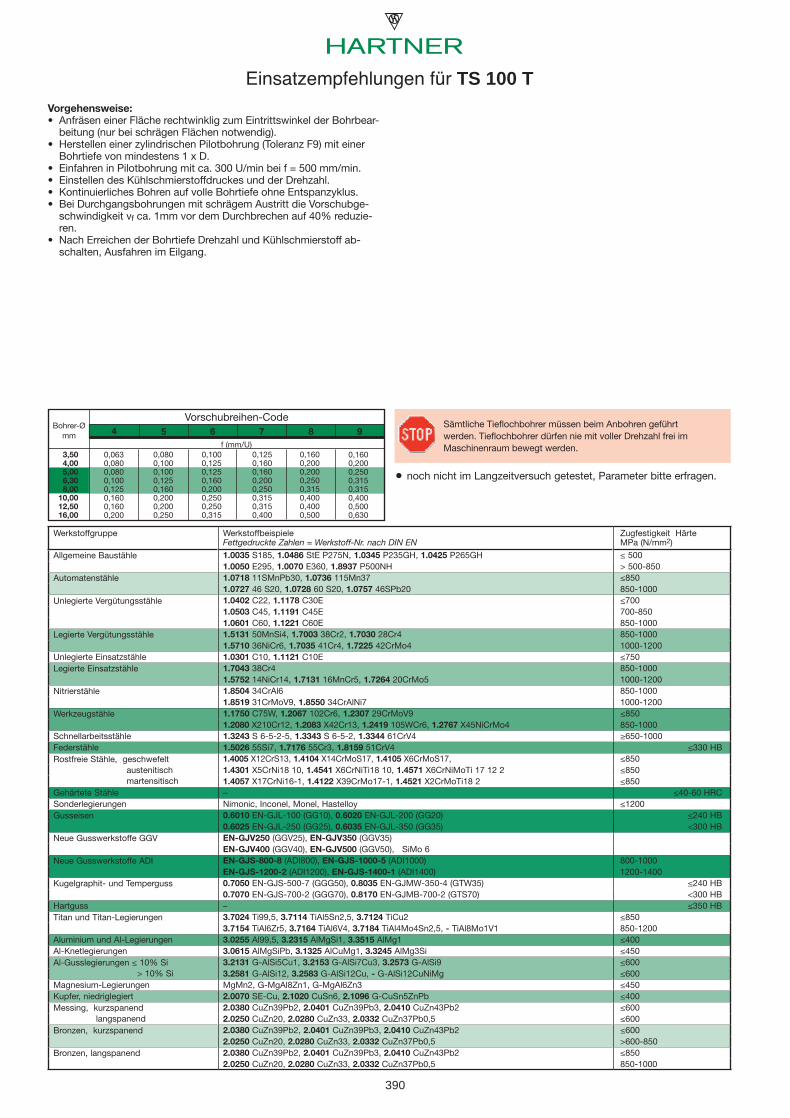
390
Einsatzempfehlungen für TS 100 TVorgehensweise: • AnfräseneinerFlächerechtwinkligzumEintrittswinkelderBohrbear-
beitung (nur bei schrägen Flächen notwendig). • HerstelleneinerzylindrischenPilotbohrung(ToleranzF9)miteiner
Bohrtiefe von mindestens 1 x D. • EinfahreninPilotbohrungmitca.300U/minbeif=500mm/min.• EinstellendesKühlschmierstoffdruckesundderDrehzahl.• KontinuierlichesBohrenaufvolleBohrtiefeohneEntspanzyklus.• BeiDurchgangsbohrungenmitschrägemAustrittdieVorschubge-
schwindigkeit vf ca. 1mm vor dem Durchbrechen auf 40% reduzie-ren.
• NachErreichenderBohrtiefeDrehzahlundKühlschmierstoffab-schalten, Ausfahren im Eilgang.
94 5 6 7 8Bohrer-Ø
mm
Vorschubreihen-Code
0,0630,0800,0800,1000,1250,1600,1600,200
0,1600,2000,2500,3150,3150,4000,5000,630
3,504,005,006,308,00
10,0012,5016,00
0,0800,1000,1000,1250,1600,2000,2000,250
0,1000,1250,1250,1600,2000,2500,2500,315
0,1250,1600,1600,2000,2500,3150,3150,400
0,1600,2000,2000,2500,3150,4000,4000,500
f(mm/U)
Sämtliche Tieflochbohrer müssen beim Anbohren geführt werden. Tieflochbohrer dürfen nie mit voller Drehzahl frei im Maschinenraum bewegt werden.
Werkstoffgruppe WerkstoffbeispieleFettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa(N/mm2)
Allgemeine Baustähle 1.0035 S185, 1.0486 StE P275N, 1.0345 P235GH, 1.0425 P265GH ≤ 5001.0050 E295, 1.0070 E360, 1.8937 P500NH > 500-850
Automatenstähle 1.0718 11SMnPb30, 1.0736 115Mn37 ≤8501.0727 46 S20, 1.0728 60 S20, 1.0757 46SPb20 850-1000
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E ≤7001.0503 C45, 1.1191 C45E 700-8501.0601 C60, 1.1221 C60E 850-1000
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr4 850-10001.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4 1000-1200
Unlegierte Einsatzstähle 1.0301 C10, 1.1121 C10E ≤750Legierte Einsatzstähle 1.7043 38Cr4 850-1000
1.5752 14NiCr14, 1.7131 16MnCr5, 1.7264 20CrMo5 1000-1200Nitrierstähle 1.8504 34CrAl6 850-1000
1.8519 31CrMoV9, 1.8550 34CrAlNi7 1000-1200Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9 ≤850
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4 850-1000Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 61CrV4 ≥650-1000Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 ≤330 HBRostfreie Stähle, geschwefelt austenitisch martensitisch
1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, ≤8501.4301 X5CrNi18 10, 1.4541 X6CrNiTi18 10, 1.4571 X6CrNiMoTi 17 12 2 ≤8501.4057 X17CrNi16-1, 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18 2 ≤850
Gehärtete Stähle – ≤40-60 HRCSonderlegierungen Nimonic, Inconel, Monel, Hastelloy ≤1200Gusseisen 0.6010 EN-GJL-100 (GG10), 0.6020 EN-GJL-200 (GG20) ≤240 HB
0.6025 EN-GJL-250 (GG25), 0.6035 EN-GJL-350 (GG35) <300 HBNeue Gusswerkstoffe GGV EN-GJV250 (GGV25), EN-GJV350 (GGV35)
EN-GJV400 (GGV40), EN-GJV500 (GGV50), SiMo 6Neue Gusswerkstoffe ADI EN-GJS-800-8 (ADI800), EN-GJS-1000-5 (ADI1000) 800-1000
EN-GJS-1200-2 (ADI1200), EN-GJS-1400-1 (ADI1400) 1200-1400Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7 (GGG50), 0.8035 EN-GJMW-350-4 (GTW35) ≤240 HB
0.7070 EN-GJS-700-2 (GGG70), 0.8170 EN-GJMB-700-2 (GTS70) <300 HBHartguss – ≤350 HBTitan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2 ≤850
3.7154 TiAl6Zr5, 3.7164 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1 850-1200Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1 ≤400Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si ≤450Al-Gusslegierungen ≤ 10% Si > 10% Si
3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 ≤6003.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMg ≤600
Magnesium-Legierungen MgMn2, G-MgAl8Zn1, G-MgAl6Zn3 ≤450Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPb ≤400Messing, kurzspanend langspanend
2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 ≤6002.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5 ≤600
Bronzen, kurzspanend
2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 ≤6002.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5 >600-850
Bronzen, langspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 ≤8502.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5 850-1000
• noch nicht im Langzeitversuch getestet, Parameter bitte erfragen.
09_TechnischerTeil.indb 390 28.10.2008 11:30:04 Uhr
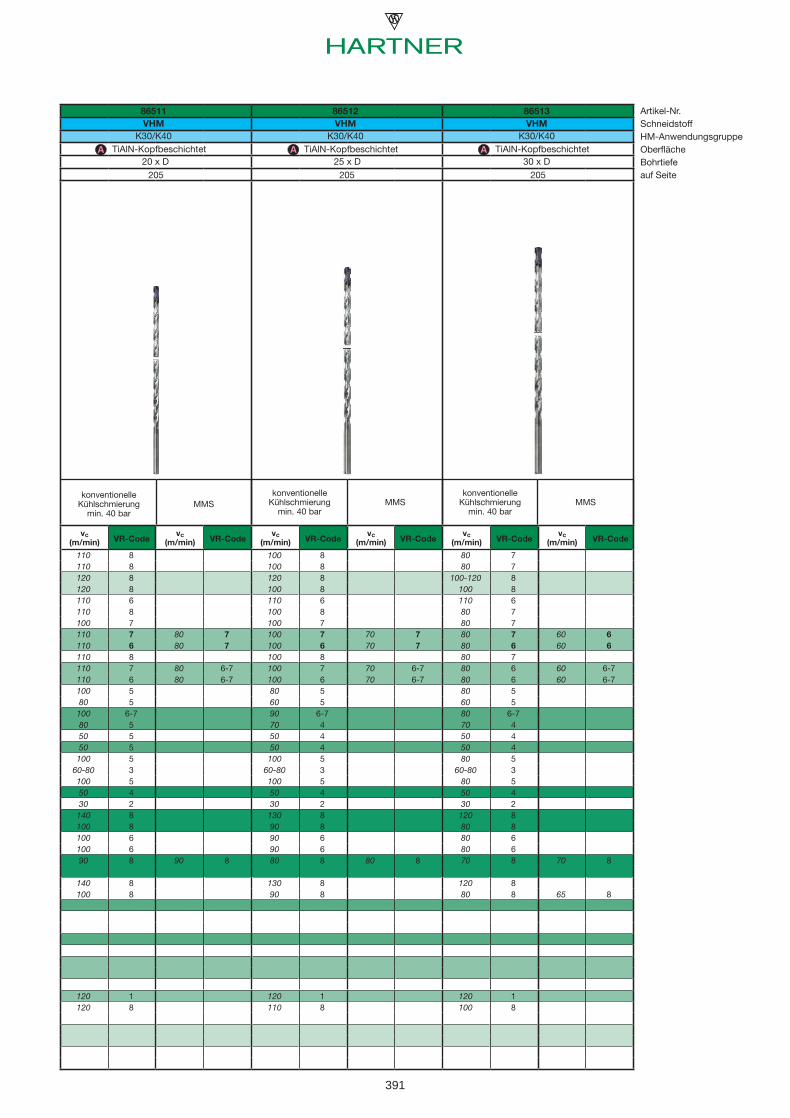
391
205 205 205
vc(m/min)
vc(m/min)
vc(m/min)
vc(m/min)
vc(m/min)
vc(m/min)
110 8 100 8 80 7110 8 100 8 80 7120 8 120 8 100-120 8120 8 100 8 100 8110 6 110 6 110 6110 8 100 8 80 7100 7 100 7 80 7110 7 80 7 100 7 70 7 80 7 60 6110 6 80 7 100 6 70 7 80 6 60 6110 8 100 8 80 7110 7 80 6-7 100 7 70 6-7 80 6 60 6-7110 6 80 6-7 100 6 70 6-7 80 6 60 6-7100 5 80 5 80 580 5 60 5 60 5
100 6-7 90 6-7 80 6-780 5 70 4 70 450 5 50 4 50 450 5 50 4 50 4
100 5 100 5 80 560-80 3 60-80 3 60-80 3100 5 100 5 80 550 4 50 4 50 430 2 30 2 30 2
140 8 130 8 120 8100 8 90 8 80 8100 6 90 6 80 6100 6 90 6 80 690 8 90 8 80 8 80 8 70 8 70 8
140 8 130 8 120 8100 8 90 8 80 8 65 8
120 1 120 1 120 1120 8 110 8 100 8
Artikel-Nr.SchneidstoffHM-AnwendungsgruppeOberflächeBohrtiefeauf Seite
konventionelleKühlschmierung
min. 40 barMMS
konventionelleKühlschmierung
min. 40 barMMS
konventionelleKühlschmierung
min. 40 barMMS
86512VHM
K30/K40TiAlN-Kopfbeschichtet
25 x D
86513VHM
K30/K40TiAlN-Kopfbeschichtet
30 x D
86511VHM
K30/K40TiAlN-Kopfbeschichtet
20 x D
VR-Code VR-Code VR-Code VR-Code VR-Code VR-Code
09_TechnischerTeil.indb 391 28.10.2008 11:30:06 Uhr
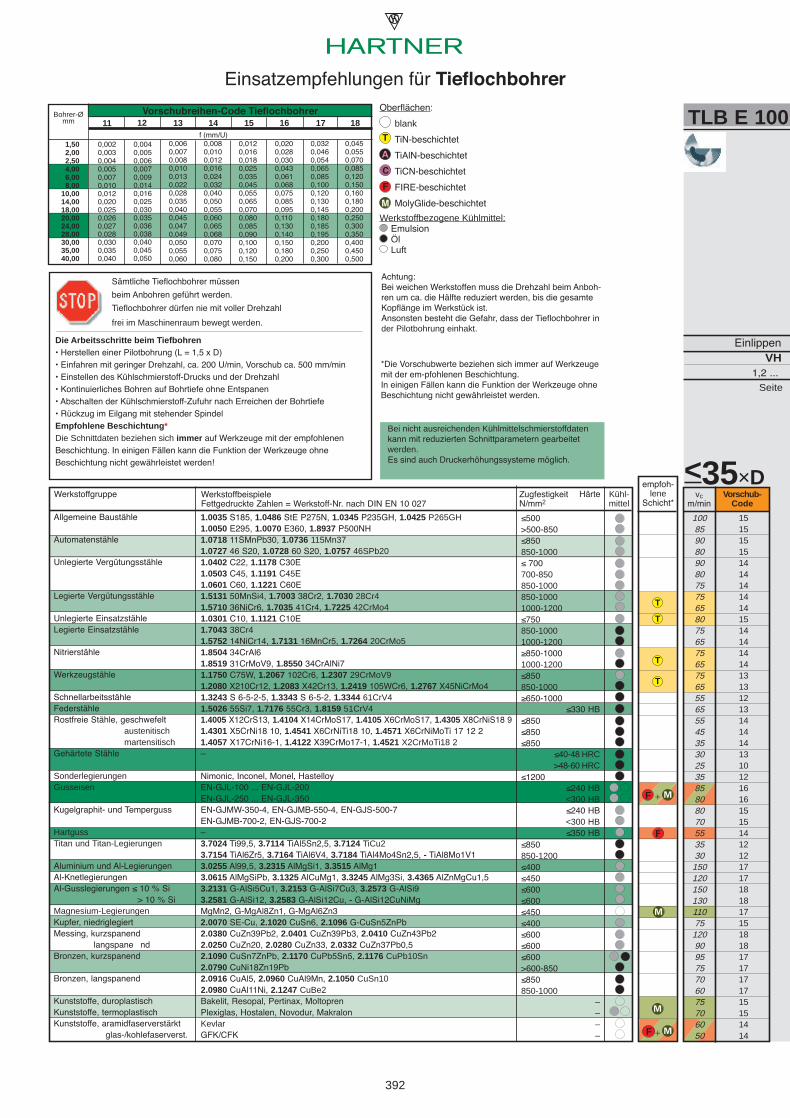
392
11 12 1413 15 16 17 18 TLB E 100
≤500>500-850≤850850-1000≤ 700700-850850-1000850-10001000-1200≤750850-10001000-1200≥850-10001000-1200≤850850-1000≥650-1000
≤850≤850≤850
≤1200
≤850 850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600>600-850≤850850-1000
≤330 HB
≤40-48 HRC>48-60 HRC
≤240 HB<300 HB≤240 HB<300 HB≤350 HB
––––
<35×D
F
F
1515151514141414141514141414131312131414141310121616151514121217171818171518181717171715151414
10085908090807575658075657565756555655545353025358580807055353015012015013011075120909575706075706050
vc m/min
f (mm/U)
Vorschubreihen-Code TieflochbohrerBohrer-Ømm
Oberflächen: blank TiN-beschichtet TiAlN-beschichtet TiCN-beschichtet FIRE-beschichtet MolyGlide-beschichtet
1,502,002,504,006,008,00
10,0014,0018,0020,0024,0028,0030,0035,0040,00
0,0020,0030,0040,0050,0070,0100,0120,0200,0250,0260,0270,0280,0300,0350,040
0,0040,0050,0060,0070,0090,0140,0160,0250,0300,0350,0360,0380,0400,0450,050
0,0080,0100,0120,0160,0240,0320,0400,0500,0550,0600,0650,0680,0700,0750,080
0,0060,0070,0080,0100,0130,0220,0280,0350,0400,0450,0470,0490,0500,0550,060
0,0120,0160,0180,0250,0350,0450,0550,0650,0700,0800,0850,0900,1000,1200,150
0,0200,0280,0300,0430,0610,0680,0750,0850,0950,1100,1300,1400,1500,1800,200
0,0320,0460,0540,0650,0850,1000,1200,1300,1450,1800,1850,1950,2000,2500,300
0,0450,0550,0700,0850,1200,1500,1600,1800,2000,2500,3000,3500,4000,4500,500
empfoh-lene
Schicht*Vorschub-
Code
Einlippen bohrerVH M
1,2 ... 5,0Seite 220
Werkstoffgruppe
Allgemeine Baustähle
Automatenstähle
Unlegierte Vergütungsstähle
Legierte Vergütungsstähle
Unlegierte EinsatzstähleLegierte Einsatzstähle
Nitrierstähle
Werkzeugstähle
SchnellarbeitsstähleFederstähleRostfreie Stähle, geschwefelt austenitisch martensitischGehärtete Stähle
SonderlegierungenGusseisen
Kugelgraphit- und Temperguss
HartgussTitan und Titan-Legierungen
Aluminium und Al-LegierungenAl-KnetlegierungenAl-Gusslegierungen ≤ 10 % Si > 10 % SiMagnesium-LegierungenKupfer, niedriglegiertMessing, kurzspanend langspane ndBronzen, kurzspanend
Bronzen, langspanend
Kunststoffe, duroplastischKunststoffe, termoplastischKunststoffe, aramidfaserverstärkt glas-/kohlefaserverst.
WerkstoffbeispieleFettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN 10 0271.0035 S185, 1.0486 StE P275N, 1.0345 P235GH, 1.0425 P265GH1.0050 E295, 1.0070 E360, 1.8937 P500NH1.0718 11SMnPb30, 1.0736 115Mn371.0727 46 S20, 1.0728 60 S20, 1.0757 46SPb201.0402 C22, 1.1178 C30E1.0503 C45, 1.1191 C45E1.0601 C60, 1.1221 C60E1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo41.0301 C10, 1.1121 C10E1.7043 38Cr41.5752 14NiCr14, 1.7131 16MnCr5, 1.7264 20CrMo51.8504 34CrAl61.8519 31CrMoV9, 1.8550 34CrAlNi71.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV91.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo41.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 61CrV41.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV41.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18 91.4301 X5CrNi18 10, 1.4541 X6CrNiTi18 10, 1.4571 X6CrNiMoTi 17 12 21.4057 X17CrNi16-1, 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18 2–
Nimonic, Inconel, Monel, HastelloyEN-GJL-100 ... EN-GJL-200EN-GJL-250 ... EN-GJL-350EN-GJMW-350-4, EN-GJMB-550-4, EN-GJS-500-7EN-GJMB-700-2, EN-GJS-700-2–3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu23.7154 TiAl6Zr5, 3.7164 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V13.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg13.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,53.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi93.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMgMn2, G-MgAl8Zn1, G-MgAl6Zn32.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPb2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb22.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,52.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn2.0790 CuNi18Zn19Pb2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn102.0980 CuAl11Ni, 2.1247 CuBe2Bakelit, Resopal, Pertinax, MoltoprenPlexiglas, Hostalen, Novodur, MakralonKevlarGFK/CFK
ZugfestigkeitN/mm2
Härte Kühl-mittel
Einsatzempfehlungen für Tieflochbohrer
Werkstoffbezogene Kühlmittel:EmulsionÖlLuft
Sämtliche Tieflochbohrer müssen beim Anbohren geführt werden. Tieflochbohrer dürfen nie mit voller Drehzahl frei im Maschinenraum bewegt werden.
Die Arbeitsschritte beim Tiefbohren• Herstellen einer Pilotbohrung (L = 1,5 x D)• Einfahren mit geringer Drehzahl, ca. 200 U/min, Vorschub ca. 500 mm/min• Einstellen des Kühlschmierstoff-Drucks und der Drehzahl• Kontinuierliches Bohren auf Bohrtiefe ohne Entspanen• Abschalten der Kühlschmierstoff-Zufuhr nach Erreichen der Bohrtiefe• Rückzug im Eilgang mit stehender SpindelEmpfohlene Beschichtung*Die Schnittdaten beziehen sich immer auf Werkzeuge mit der empfohlenen Beschichtung. In einigen Fällen kann die Funktion der Werkzeuge ohne Beschichtung nicht gewährleistet werden!
Bei nicht ausreichenden Kühlmittelschmierstoffdaten kann mit reduzierten Schnittparametern gearbeitet werden.Es sind auch Druckerhöhungssysteme möglich.
*Die Vorschubwerte beziehen sich immer auf Werkzeuge mit der em-pfohlenen Beschichtung.In einigen Fällen kann die Funktion der Werkzeuge ohne Beschichtung nicht gewährleistet werden.
Achtung:Bei weichen Werkstoffen muss die Drehzahl beim Anboh-ren um ca. die Hälfte reduziert werden, bis die gesamte Kopflänge im Werkstück ist. Ansonsten besteht die Gefahr, dass der Tieflochbohrer in der Pilotbohrung einhakt.
09_TechnischerTeil.indb 392 28.10.2008 11:30:08 Uhr
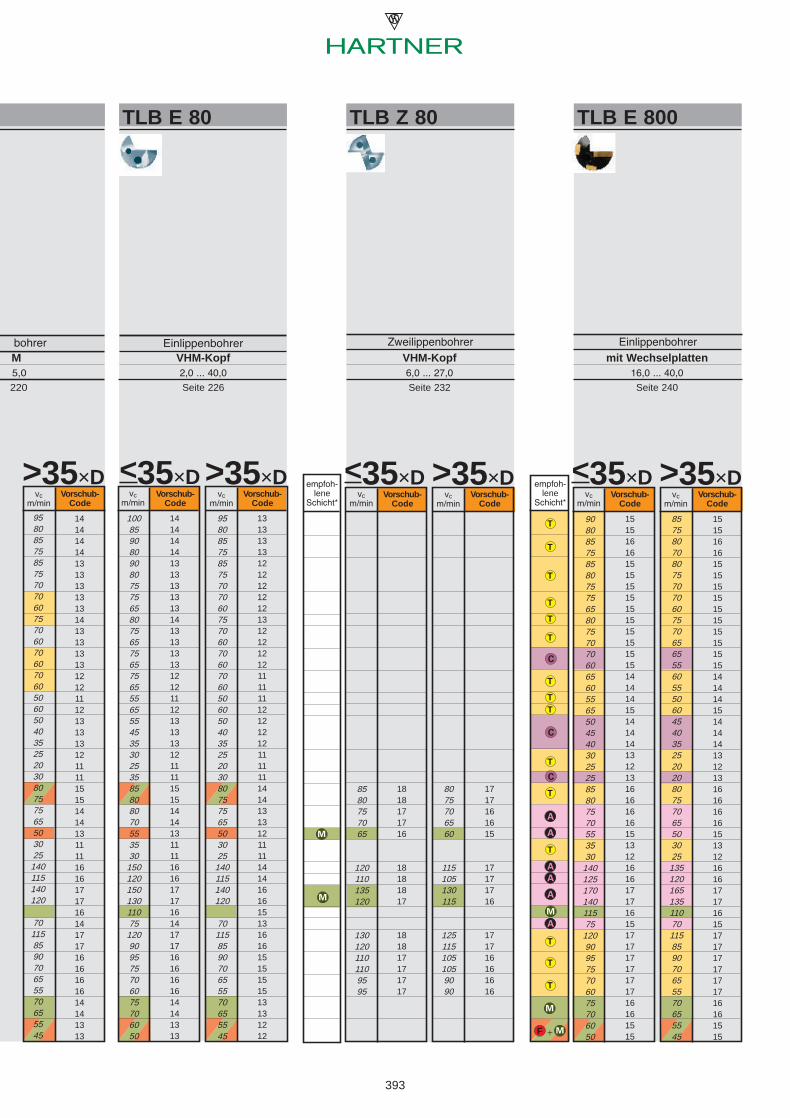
393
TLB E 100 TLB E 80
1414141413131313131413131313121211121313131211111515141413111116161717161417171616161614141313
1313131312121212121312121212111111121212121111111414131312111114141616151316161515151513131212
95808575857570706075706070607060506050403525203080757565503025140115140120
70115859070655570655545
>35×D10085908090807575658075657565756555655545353025358580807055353015012015013011075120909575706075706050
1818171716
18181817
181817171717
1717161615
17171716
171716161616
8075706560
115105130115
1251151051059090
8580757065
120110135120
1301201101109595
>35×D
TLB Z 80
<35×D <35×D>35×D1414141413131313131413131313121211121313131211111515141413111116161717161417171616161614141313
95808575857570706075706070607060506050403525203080757565503025140115140120
70115859070655570655545
TLB E 800
>35×D<35×D
F
1515161615151515151515151515141414151414141312131616161615131216161717161517171717171716161515
1515161615151515151515151515141414151414141312131616161615131216161717161517171717171716161515
8575807080757070607570656555605550604540352520208075706550302513512016513511070115859070655570655545
9080857585807575658075707060656055655045403025258580757055353014012517014011575120909575706075706050
vc m/min
vc m/min
vc m/min
vc m/min
vc m/min
vc m/min
vc m/min
Einlippen bohrerVH M
1,2 ... 5,0Seite 220
Vorschub-Code
Vorschub-Code
Vorschub-Code
Vorschub-Code
Vorschub-Code
Vorschub-Code
Vorschub-Code
empfoh-lene
Schicht*
empfoh-lene
Schicht*
VHM-Kopf6,0 ... 27,0Seite 232
EinlippenbohrerVHM-Kopf2,0 ... 40,0Seite 226
mit Wechselplatten16,0 ... 40,0Seite 240
Zweilippenbohrer Einlippenbohrer
09_TechnischerTeil.indb 393 28.10.2008 11:30:10 Uhr
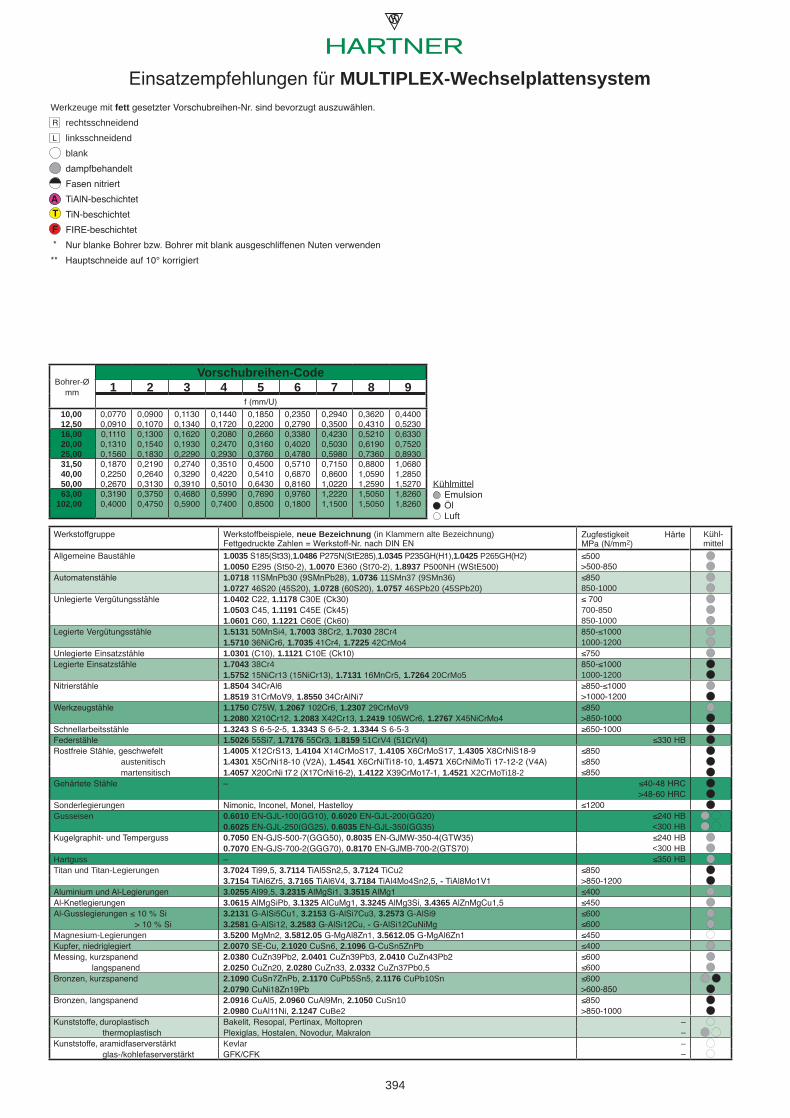
*
394
≤500>500-850≤850850-1000≤ 700700-850850-1000850-≤10001000-1200≤750850-≤10001000-1200≥850-≤1000>1000-1200≤850>850-1000≥650-1000
≤330 HB≤850≤850≤850
≤40-48 HRC>48-60 HRC
≤1200≤240 HB <300 HB ≤240 HB<300 HB≤350 HB
≤850 >850-1200≤400≤450≤600≤600≤450≤400≤600≤600≤600 >600-850≤850>850-1000
–– ––
Werkstoffgruppe Werkstoffbeispiele, neue Bezeichnung (in Klammern alte Bezeichnung)Fettgedruckte Zahlen = Werkstoff-Nr. nach DIN EN
Zugfestigkeit HärteMPa (N/mm2)
Kühl-mittel
Allgemeine Baustähle 1.0035 S185(St33),1.0486 P275N(StE285),1.0345 P235GH(H1),1.0425 P265GH(H2)1.0050 E295 (St50-2), 1.0070 E360 (St70-2), 1.8937 P500NH (WStE500)
Automatenstähle 1.0718 11SMnPb30 (9SMnPb28), 1.0736 11SMn37 (9SMn36)1.0727 46S20 (45S20), 1.0728 (60S20), 1.0757 46SPb20 (45SPb20)
Unlegierte Vergütungsstähle 1.0402 C22, 1.1178 C30E (Ck30)1.0503 C45, 1.1191 C45E (Ck45)1.0601 C60, 1.1221 C60E (Ck60)
Legierte Vergütungsstähle 1.5131 50MnSi4, 1.7003 38Cr2, 1.7030 28Cr41.5710 36NiCr6, 1.7035 41Cr4, 1.7225 42CrMo4
Unlegierte Einsatzstähle 1.0301 (C10), 1.1121 C10E (Ck10)Legierte Einsatzstähle 1.7043 38Cr4
1.5752 15NiCr13 (15NiCr13), 1.7131 16MnCr5, 1.7264 20CrMo5Nitrierstähle 1.8504 34CrAl6
1.8519 31CrMoV9, 1.8550 34CrAlNi7Werkzeugstähle 1.1750 C75W, 1.2067 102Cr6, 1.2307 29CrMoV9
1.2080 X210Cr12, 1.2083 X42Cr13, 1.2419 105WCr6, 1.2767 X45NiCrMo4Schnellarbeitsstähle 1.3243 S 6-5-2-5, 1.3343 S 6-5-2, 1.3344 S 6-5-3Federstähle 1.5026 55Si7, 1.7176 55Cr3, 1.8159 51CrV4 (51CrV4)Rostfreie Stähle, geschwefelt 1.4005 X12CrS13, 1.4104 X14CrMoS17, 1.4105 X6CrMoS17, 1.4305 X8CrNiS18-9 austenitisch 1.4301 X5CrNi18-10 (V2A), 1.4541 X6CrNiTi18-10, 1.4571 X6CrNiMoTi 17-12-2 (V4A) martensitisch 1.4057 X20CrNi 17 2 (X17CrNi16-2), 1.4122 X39CrMo17-1, 1.4521 X2CrMoTi18-2Gehärtete Stähle –
Sonderlegierungen Nimonic, Inconel, Monel, HastelloyGusseisen 0.6010 EN-GJL-100(GG10), 0.6020 EN-GJL-200(GG20)
0.6025 EN-GJL-250(GG25), 0.6035 EN-GJL-350(GG35)Kugelgraphit- und Temperguss 0.7050 EN-GJS-500-7(GGG50), 0.8035 EN-GJMW-350-4(GTW35)
0.7070 EN-GJS-700-2(GGG70), 0.8170 EN-GJMB-700-2(GTS70)Hartguss –Titan und Titan-Legierungen 3.7024 Ti99,5, 3.7114 TiAl5Sn2,5, 3.7124 TiCu2
3.7154 TiAl6Zr5, 3.7165 TiAl6V4, 3.7184 TiAl4Mo4Sn2,5, - TiAl8Mo1V1Aluminium und Al-Legierungen 3.0255 Al99,5, 3.2315 AlMgSi1, 3.3515 AlMg1Al-Knetlegierungen 3.0615 AlMgSiPb, 3.1325 AlCuMg1, 3.3245 AlMg3Si, 3.4365 AlZnMgCu1,5Al-Gusslegierungen ≤ 10 % Si 3.2131 G-AlSi5Cu1, 3.2153 G-AlSi7Cu3, 3.2573 G-AlSi9 > 10 % Si 3.2581 G-AlSi12, 3.2583 G-AlSi12Cu, - G-AlSi12CuNiMgMagnesium-Legierungen 3.5200 MgMn2, 3.5812.05 G-MgAl8Zn1, 3.5612.05 G-MgAl6Zn1Kupfer, niedriglegiert 2.0070 SE-Cu, 2.1020 CuSn6, 2.1096 G-CuSn5ZnPbMessing, kurzspanend 2.0380 CuZn39Pb2, 2.0401 CuZn39Pb3, 2.0410 CuZn43Pb2 langspanend 2.0250 CuZn20, 2.0280 CuZn33, 2.0332 CuZn37Pb0,5Bronzen, kurzspanend 2.1090 CuSn7ZnPb, 2.1170 CuPb5Sn5, 2.1176 CuPb10Sn
2.0790 CuNi18Zn19PbBronzen, langspanend 2.0916 CuAl5, 2.0960 CuAl9Mn, 2.1050 CuSn10
2.0980 CuAl11Ni, 2.1247 CuBe2Kunststoffe, duroplastisch Bakelit, Resopal, Pertinax, Moltopren thermoplastisch Plexiglas, Hostalen, Novodur, MakralonKunststoffe, aramidfaserverstärkt Kevlar glas-/kohlefaserverstärkt GFK/CFK
KühlmittelEmulsionÖlLuft
Werkzeuge mit fett gesetzter Vorschubreihen-Nr. sind bevorzugt auszuwählen. rechtsschneidend linksschneidend blank dampfbehandelt Fasen nitriert TiAlN-beschichtet TiN-beschichtet FIRE-beschichtet Nur blanke Bohrer bzw. Bohrer mit blank ausgeschliffenen Nuten verwenden** Hauptschneide auf 10° korrigiert
Bohrer-Ømm
Vorschubreihen-Code1 2 3 4 5 6 7 8 9
f (mm/U)10,00 0,0770 0,0900 0,1130 0,1440 0,1850 0,2350 0,2940 0,3620 0,440012,50 0,0910 0,1070 0,1340 0,1720 0,2200 0,2790 0,3500 0,4310 0,523016,00 0,1110 0,1300 0,1620 0,2080 0,2660 0,3380 0,4230 0,5210 0,633020,00 0,1310 0,1540 0,1930 0,2470 0,3160 0,4020 0,5030 0,6190 0,752025,00 0,1560 0,1830 0,2290 0,2930 0,3760 0,4780 0,5980 0,7360 0,893031,50 0,1870 0,2190 0,2740 0,3510 0,4500 0,5710 0,7150 0,8800 1,068040,00 0,2250 0,2640 0,3290 0,4220 0,5410 0,6870 0,8600 1,0590 1,285050,00 0,2670 0,3130 0,3910 0,5010 0,6430 0,8160 1,0220 1,2590 1,527063,00 0,3190 0,3750 0,4680 0,5990 0,7690 0,9760 1,2220 1,5050 1,8260
102,00 0,4000 0,4750 0,5900 0,7400 0,8500 0,1800 1,1500 1,5050 1,8260
Einsatzempfehlungen für MULTIPLEX-Wechselplattensystem
09_TechnischerTeil.indb 394 28.10.2008 11:30:11 Uhr
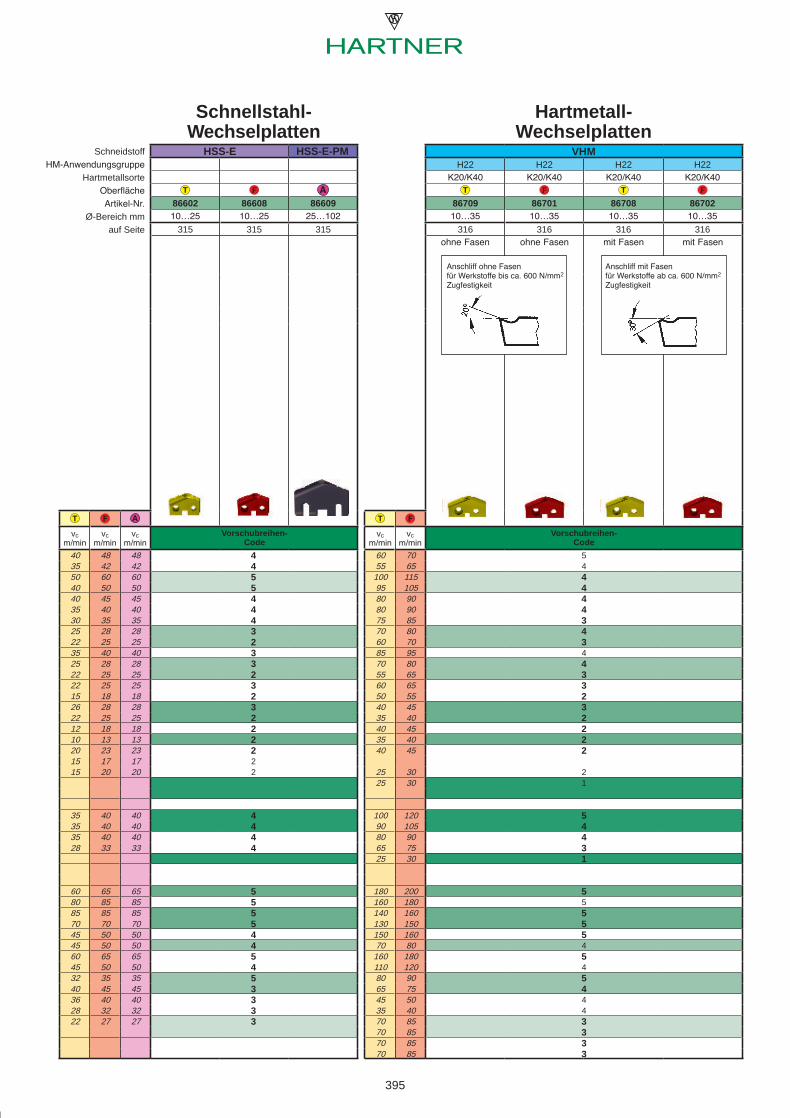
395
HSS-E
86602 86608 8660910…25 10…25 25…102
315 315 315
vcm/min
vcm/min
vcm/min
40 48 48 435 42 42 450 60 60 540 50 50 540 45 45 435 40 40 430 35 35 425 28 28 322 25 25 235 40 40 325 28 28 322 25 25 222 25 25 315 18 18 226 28 28 322 25 25 212 18 18 210 13 13 220 23 23 215 17 17 215 20 20 2
35 40 40 435 40 40 435 40 40 428 33 33 4
60 65 65 580 85 85 585 85 85 570 70 70 545 50 50 445 50 50 460 65 65 545 50 50 432 35 35 540 45 45 336 40 40 328 32 32 322 27 27 3
H22 H22 H22 H22K20/K40 K20/K40 K20/K40 K20/K40
86709 86701 86708 8670210…35 10…35 10…35 10…35
316 316 316 316
vcm/min
vcm/min
60 70 555 65 4
100 115 495 105 480 90 480 90 475 85 370 80 460 70 385 95 470 80 455 65 360 65 350 55 240 45 335 40 240 45 235 40 240 45 2
25 30 225 30 1
100 120 590 105 480 90 465 75 325 30 1
180 200 5160 180 5140 160 5130 150 5150 160 570 80 4
160 180 5110 120 480 90 565 75 445 50 435 40 470 85 370 85 370 85 370 85 3
Schnellstahl-Wechselplatten
Hartmetall-Wechselplatten
SchneidstoffHM-Anwendungsgruppe
HartmetallsorteOberflächeArtikel-Nr.
Ø-Bereich mmauf Seite
Anschliff ohne Fasenfür Werkstoffe bis ca. 600 N/mm2
Zugfestigkeit
Anschliff mit Fasenfür Werkstoffe ab ca. 600 N/mm2
Zugfestigkeit
Vorschubreihen-Code
Vorschubreihen-Code
VHMHSS-E-PM
ohne Fasen ohne Fasen mit Fasen mit Fasen
09_TechnischerTeil.indb 395 28.10.2008 11:30:16 Uhr
396
Notizen
09_TechnischerTeil.indb 396 28.10.2008 11:30:16 Uhr
397
Notizen
09_TechnischerTeil.indb 397 28.10.2008 11:30:16 Uhr
398
Notizen
09_TechnischerTeil.indb 398 28.10.2008 11:30:16 Uhr
399
Notizen
09_TechnischerTeil.indb 399 28.10.2008 11:30:17 Uhr
400
Notizen
09_TechnischerTeil.indb 400 28.10.2008 11:30:17 Uhr
09_TechnischerTeil.indb 401 28.10.2008 11:30:17 Uhr
Vertretungen
Hartner verfügt sowohl im In- als auch im Ausland über ein flächendeckendes Vertriebsnetz. Leistungsstarke Vertriebspartner betreuen unsere Kunden vor Ort in den Bereichen Vertrieb und technische Beratung sowie beim Service rund um Hartner Bohrwerkzeuge.
Die Kontaktadresse zu einer Hartner Vertretung in Ihrer Nähe finden Sie immer aktuell im Internet unter
www.hartner.de
09_TechnischerTeil.indb 402 28.10.2008 11:30:18 Uhr

Selbstverständlich können Sie uns aber auch direkt ansprechen:
Hartner GmbHJakobstraße 1072458 AlbstadtTelefon: (0 74 31) 1 25-0Fax: (0 74 31) 1 25-5 [email protected]
09_TechnischerTeil.indb 403 28.10.2008 11:30:20 Uhr