Embed Size (px)
Citation preview

2 L6 70 de • 11/2019
NELDISC®Dreifach exzentrische Hochleistungs-Stellklappe mit Metallsitz Baureihen L6, L4
Installations-, Wartungs- undBedienungsanleitung

2 2 L 670 de
Inhalt1 ALLGEMEINES ...................................................... 3
1.1 Übersicht ................................................................. 31.2 Produktbeschreibung ........................................ 31.3 Kennzeichnung ..................................................... 31.4 Technische Spezifikationen .............................. 31.5 CE-Kennzeichnung .............................................. 41.6 Recycling und Entsorgung ............................... 41.7 Sicherheitshinweise ............................................ 4
2 TRANSPORT, EINGANG UND LAGERUNG .......... 43 INSTALLATION .................................................... 5
3.1 Allgemeines ........................................................... 53.2 Einbau in die Rohrleitung ................................. 53.3 Stellantrieb ............................................................. 8
4 INBETRIEBNAHME ............................................... 85 WARTUNG ........................................................... 8
5.1 Allgemeines ........................................................... 85.2 Ausbau der Stellklappe aus
der Rohrleitung ..................................................... 95.3 Austausch der Stopfbuchsenpackung .......... 95.4 Leckage an der Stellklappe .............................115.5 Austausch des Sitzrings ...................................115.6 Austausch der Scheibe, der Wellen und
der Lager ............................................................... 125.7 Zusammenbau der Stellklappe .....................12
6 DEMONTAGE UND MONTAGE DES STELLANTRIEBS .................................................146.1 Allgemeines ......................................................... 146.2 Montage der Antriebe EC und EJ .................146.3 Lösen der Antriebe EC und EJ ........................156.4 Montage Antrieb Baureihe B1....................... 156.5 Lösen des Antriebs B1 ......................................166.6 Lösen und Montieren anderer
Antriebstypen ......................................................166.7 Einstellung der Anschlagschraube ..............16
7 FEHLERBEHEBUNG ..........................................188 WERKZEUGE ...................................................... 189 ERSATZTEILBESTELLUNG .................................1810 EXPLOSIONSZEICHNUNG UND STÜCKLISTE....23
10.1 L6C, L6D .................................................................2310.2 L6F ...........................................................................24
11 ABMESSUNGEN UND GEWICHTE ..................... 2512 TYPENCODE .......................................................30
BEACHTEN SIE BITTE ERST DIESE HINWEISEDiese Bedienungsanleitung beinhaltet Informationen zum sicheren Umgang und Betrieb der Stellklappe.Sollten Sie weitere Hilfe benötigen, wenden Sie sich bitte an Metso Automation bzw. an eine Niederlassungoder ein Vertriebsbüro.
HEBEN SIE DIESE BEDIENUNGSANLEITUNG GUT AUF!
Änderungen vorbehaltenAlle Warenzeichen sind (eingetragene) Handelsmarken der entsprechenden Hersteller.

2 L 670 de 3
1 ALLGEMEINES
1.1 ÜbersichtDiese Montage-, Wartungs- und Betriebsanleitung enthältdie wesentlichen Informationen über die Neldisc® Stellklap-pen der Baureihe L6. Stellantriebe und Zubehör werden nurkurz angesprochen. Weitere Informationen sind den sepa-raten Betriebsanleitungen der Stellantriebe und des Zube-hörs zu entnehmen.
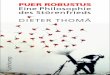
1.2 ProduktbeschreibungDie Metallsitz-Stellklappe Neldisc der Baureihe L6 ist eineHochleistungs-Stellklappe mit Doppelflansch. Die Metall-sitz-Stellklappe Neldisc der Baureihe L4 ist eine Hochlei-stungs-Stellklappe in Einklemmbauweise. Die Klappenscheibe hat die Form einer Ellipse und ist drei-fach exzentrisch gelagert. Wird die Stellklappe geschlossen,drückt die Scheibe den Sitzring quer zur Hauptachse nachaußen, so dass der Sitzring zuletzt im Bereich der Wellen ander Klappenscheibe anliegt. Das Öffnen der Stellklappehebt den Kontakt zwischen Sitzring und Klappenscheibeauf; der Sitzring nimmt wieder seine ursprüngliche kreis-runde Form an (siehe Bild 1). Die Klappenscheibe ist durchStifte mit den Wellen verbunden. Die Scheibe ist nichtdurchbohrt.Konstruktionsmerkmale einer individuellen Stellklappesind durch die Typenbezeichnung auf dem Typenschildspezifiziert. Siehe Abschnitt 11 zur Beschreibung der Typen-bezeichnung.
Abb. 1. Konstruktion einer Stellklappe
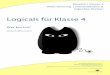
1.3 KennzeichnungDie Gehäusedaten sind im Gehäuse eingegossen. Die Stell-klappe hat außerdem ein Typenschild (siehe Abb. 2).
Abb. 2. Typenschild
Angaben auf dem Typenschild:1. Gehäusewerkstoff2. Wellenwerkstoff3. Innengarniturwerkstoff4. Sitzwerkstoff5. Maximale Betriebstemperatur6. Minimale Betriebstemperatur7. Maximaler Absperr-Differenzdruck8. Typenbezeichnung9. Stücklisten-Nr.10. Druckstufe
1.4 Technische SpezifikationenTyp:L6 geflanscht, reduzierter Durchgang,
Metallsitz-StellklappeL4 in Einklemmbauweise, reduzierter
Durchgang, Metallsitz-StellklappeDruckstufen:L6C ASME Class150L6D ASME Class 300L6F/D Gehäuse ASME Class 600
Innengarnitur ASME Class 300L4F/D Gehäuse ASME Class 600
Innengarnitur ASME Class 300L6F Gehäuse und Innengarnitur ASME
Class 600Verfügbare Flanschbohrungen:L6C ASME B16.5 & B16.47 Class 150
EN 1092-1 PN 10 & PN 16ISO 7005 PN 20JIS 2210 10K & 16K
L6D ASME B16.5 & B16.47 Class 300EN 1092-1 PN 25 & PN 40ISO 7005 PN 50JIS 20K & 30K
L6F ASME B16.5 Class 600EN 1092-1 PN 63 & PN 100
Temperaturbereich: -200 °C bis +600 °CDurchflussrichtung: frei wählbar (L6C, L6D, L6F/D, L4F/D)Durchfluss von Wellenseite (L6F)Abmessungen: siehe Abschnitt 10Gewichte: siehe Abschnitt 10
ANMERKUNG:Bei der Auslegung und Betrieb der Stellklappe für einespezifische Anwendung sind alle wichtigen Parameter zuberücksichtigen. Es liegt im Wesen des Produktes, dassdiese Anleitung nicht alle individuellen Situationen beiEinbau, Betrieb und Wartung berücksichtigen kann.Sollten Unsicherheiten hinsichtlich Verwendung der Stell-klappe oder deren Eignung für Ihren beabsichtigtenZweck bestehen, wenden Sie sich bitte an Metso für wei-tere Informationen.Für Stellklappen in Sauerstoffanwendungen beachten Siebitte außerdem die separate Installations-, Wartungs- undBedienungsanleitung speziell für Sauerstoffanwendun-gen (siehe Metso Dokument ID:10O270EN.pdf)
L6C, L6D,L6F/D
L6F
BODYTRIMSHAFTSEAT
TYPE
RATINGNo.
t max.t min.
ps
ATTENTION: READ INSTRUCTIONS BEFORE INSTALLAT ION OR SER V IC ING. CONTACT METSO AUTOMATION FOR COPY.
Made by Me tso Flow Con t ro l XXXX
(1) (9)(8)(6)(5)(3)
(2) (4) (7) (10)

4 2 L 670 de
1.5 CE-KennzeichnungDie Stellklappe erfüllt die Anforderungen der EuropäischenRichtlinie 2014/68/EU bzgl. druckrelevanter Ausstattungund ist entsprechend dieser Richtlinie gekennzeichnet.
1.6 Recycling und EntsorgungDie meisten Teile der Stellklappe können nach Werkstoffensortiert recycelt werden. Die Mehrzahl der Teile ist gekenn-zeichnet. Eine Werkstoffliste wird mit der Stellklappe mitge-liefert. Zusätzlich sind separate Anleitungen zum Recyclingund Entsorgen beim Hersteller erhältlich. Sie können eineStellklappe zum Recyceln und Entsorgen gegen eineGebühr auch an den Hersteller zurück schicken.
1.7 Sicherheitshinweise
2 TRANSPORT, EINGANG UND LAGERUNG
Überprüfen Sie die Stellklappe einschließlich Zubehör aufTransportschäden. Die Stellklappe ist vor dem Einbau sorgfältig zu lagern, vor-zugsweise in einem überdachten und trockenen Raum. Erst kurz vor Einbau sollte die Stellklappe vor Ort transpor-tiert werden. Die Verschlussdeckel an den Öffnungen dür-fen vor dem Einbau nicht entfernt werden. Die Stellklappe wird in geschlossener Stellung geliefert.Eine Stellklappe mit einem Stellantrieb und Federrückstel-lung wird in der durch die Feder vorgegebenen Stellunggeliefert. Während der Lagerung einer Stellklappe mussdiese leicht geschlossen sein.
VORSICHT:Überschreiten Sie nie die Leistungsgrenzen der Stell-klappe!Ein Überschreiten der auf der Stellklappe angegebenenGrenzwerte kann Schäden verursachen und zu unkontrol-lierter Druckentspannung führen. Die Folge können Per-sonen und Sachschäden sein.
VORSICHT:Eine unter Druck stehende Stellklappe dürfen Sieweder öffnen noch aus der Rohrleitung nehmen!Eine unter Druck stehende Stellklappe zu öffnen oder aus-zubauen wird zwangsläufig zu einer unkontrolliertenDruckentspannung führen. Vor Demontage der Stell-klappe muss der relevante Rohrleitungsabschnitt abge-sperrt, die Stellklappe druckfrei gemacht und das Mediumentfernt werden. Bitte berücksichtigen Sie die Eigenschaf-ten des vorhandenen Mediums. Personen und Umweltmüssen vor gefährlichen und giftigen Substanzen ausrei-chend geschützt werden. Stellen Sie sicher, dass währendder Instandhaltungs-Arbeiten an der Stellklappe keinMedium in die Rohrleitung gelangen kann. Fehler bei die-sen Vorsichtsmaßnahmen können zu Personen und Sach-schäden führen.
VORSICHT:Achten Sie auf die Schneidwirkung der Klappen-scheibe!Halten Sie Hände, andere Körperteile, Werkzeuge undandere Gegenstände fern von der offenen Durchgangsöff-nung. Lassen Sie keine Gegenstände in der Rohrleitungzurück. Wenn die Stellklappe betätigt wird, wirkt die Klap-penscheibe wie eine Schneidevorrichtung. Auch wenndas Gehäuse bewegt wird, kann sich die Stellung der Klap-penscheibe ändern. Vor Beginn der Arbeiten an der Stell-klappe müssen die Zuluftleitungen des Stellantriebsabgesperrt und gelöst werden. Fehler können hierbei zuPersonen und Sachschäden führen.
VORSICHT:Achten Sie auf Geräusch-Emissionen!Die Stellklappe kann in der Rohrleitung Geräusch erzeu-gen. Der Geräuschpegel hängt von der Art der Anwen-dung ab. Mit Hilfe der Software Nelprof von Metso kannder Geräuschpegel im Voraus berechnet werden. Bittebeachten Sie die für Geräusch-Emissionen geltendenArbeitsschutzbestimmungen.
VORSICHT:Achten Sie auf sehr kalte oder warme Stellklappen! Das Gehäuse der Stellklappe kann im Betrieb sehr kaltoder warm werden. Schützen Sie sich vor Erfrierungenoder Verbrennungen.
VORSICHT:Wenn Sie die Stellklappe oder Stellklappeneinheitbewegen, berücksichtigen Sie das Gewicht!Die Stellklappe oder die Stellklappeneinheit darf niemalsam Stellantrieb, Stellungsregler, Endschalter und derenLeitungen angehoben werden. Legen Sie die Tragseile aufsichere Art um das Stellklappengehäuse (siehe Abb. 3).Herab fallende Teile können zu Verletzungen und Sach-schäden führen.
VORSICHT:Drehen Sie die Klappenscheibe nicht um mehr als 90Grad, da dies den Sitz beschädigen könnte. Die Konst-ruktion der Stellklappe beschränkt den Stellweg derKlappenscheibe auf 0 bis 90 Grad.

2 L 670 de 5
3 INSTALLATION
3.1 AllgemeinesEntfernen Sie die Verschlussdeckel von den Durchgangsöff-nungen und prüfen Sie, ob die Stellklappe innen unbeschä-digt und sauber ist.
Abb. 3. Anheben der Stellklappe
3.2 Einbau in die RohrleitungVor dem Einbau der Stellklappe ist die Rohrleitung gründ-lich zu spülen oder auszublasen. Fremdkörper wie Sandoder Rückstände von Schweißelektroden würden Sitz undDichtungsoberfläche der Klappenscheibe beschädigen. Die Stellklappe kann in jeder Position eingebaut werdenund sperrt in beiden Durchflussrichtungen dicht ab. Die Stellklappe sollte möglichst mit horizontal ausgerichte-ter Welle in die Rohrleitung eingebaut werden. Auf jedenFall raten wir davon ab, die Stellklappe mit dem Stellantriebnach unten einzubauen, da sonst Schmutz aus der Rohrlei-tung in den Gehäusehohlraum gelangen und die Stopf-buchsenpackung beschädigen könnte.Wenn die Stellklappe mit einer strömungsausgleichendenInnengarnitur (Typenbezeichnung S-...) ausgestattet ist,muss diese an der stromabwärtigen Seite des
Abb. 4. Position der Strömungsausgleichenden Innengarnitur
Stellklappengehäuses sein. Die Stellklappe muss so mon-tiert werden, dass durch die perforierte Platte keine Verun-reinigungen in der Leitung angehäuft werden (sieheAbb. 4). Nicht empfehlenswerte Anbaupositions-Codes fur Ventil-/Antriebseinheit bei Verwendung der S-DISC: A_HL, B-HL, C-HL und D-HL.
Die Flanschdichtungen sind den Betriebsbedingungen ent-sprechend auszulegen. Versuchen Sie nicht, schlecht ausgerichtete Rohrleitungenüber die Flanschverschraubung zu korrigieren.Möglicherweise muss die Rohrleitung fest abgestützt wer-den, um die Stellklappe vor Rohrleitungsspannungen zuschützen. Ausreichendes Abstützen wird zudem Rohrlei-tungsvibration verringern und dadurch eine einwandfreieFunktion des Stellungsreglers sichern. Befestigen Sie dieAbstützvorrichtungen nicht an den Flanschbolzen oder amStellantrieb. Es wird empfohlen, dass die Länge der vordruckseitigenRohrleitungsgeraden mindestens dem zweifachen Rohrlei-tungs- Durchmesser entspricht.Der Durchfluss bewirkt ein so genanntes dynamischesDrehmoment gegen die Klappenscheibe, das diese inSchließstellung drängt. In einem Rohrleitungskrümmer istder Druck im äußeren Bereich höher als im inneren. Wenn die Stellklappe unmittelbar hinter einem Rohrlei-tungskrümmer eingebaut wird, muss die Stellklappenwellegenau auf den Mittelpunkt der Rohrleitung ausgerichtetsein (siehe Bild 5). Dies ist besonders wichtig, wenn dieStellklappe zum Regeln eingesetzt wird.Die Welle der hinter einer Kreiselpumpe eingebauten Stell-klappe muss rechtwinklig zur Pumpenwelle ausgerichtetsein (siehe Bild 6).Die obigen Einbaumethoden gewährleisten eine gleichmä-ßigere Druckverteilung auf der Klappenscheibe und verhin-dern Vibrationen, die sonst bei mittlerer Klappenstellungauftreten können. Beim Einbau muss die Stellklappe in geschlossener Stellungstehen und so zwischen den Rohrleitungsflanschen zen-triert werden, dass die drehende Klappenscheibe wederRohrleitungskanten noch Flanschdichtungen berührt.
Abb. 5. Einbau nach einem Rohrleitungskrümmer
Abb. 6. Einbau nach einer Kreiselpumpe
VORSICHT:Wenn Sie die Stellklappe oder Stellklappeneinheitbewegen, berücksichtigen Sie das Gewicht!Beim Anheben gehen Sie gemäß Abb. 3 vor.
in Durchflussrichtung
Empfohlene Position derPerforationsscheibe ist am oberen Rohrleitungsende, auf stromabwärtiger Seite und zu Durchflussrichtung B.

6 2 L 670 de
Seien Sie vorsichtig, wenn Sie ein Ventil mit „Feder-Öffnen“-Antrieb installieren. Das Ventil muss während der Installa-tion geschlossen sein, wenn die Dichtfläche der Klappen-scheibe aus dem Gehäuse herausragt. Die Luftzufuhr fürden Antrieb muss sicher befestigt sein und darf währendder Installation nicht beschädigt werden oder abreißen. Beiplötzlicher Abschaltung der Energiezufuhr öffnet sich dasVentil unerwartet aufgrund vorgespannter Federpakete.Dies kann erhebliche Schäden an Personen und Material inVentilnähe verursachen.Bei Stellklappen in bestimmten Nennweiten kann es vor-kommen, dass die Flanschbolzen nicht am Stellklappenge-häuse frei gehen. Das Stellklappengehäuse ist dann jedochmit entsprechenden Aussparungen, Bohrungen oderGewinden ausgeführt (siehe Abbildung 8 und Tabellen 2bis 5). Nach einem vorläufigen Anziehen der Flanschbolzen über-prüfen Sie, ob sich die Klappenscheibe in die geöffnete Stel-lung drehen lässt. Die Stellantriebe von Regelklappen sindnormalerweise mit Stellwegbegrenzungen versehen, dieder Klappenscheibe normalerweise nur einen Öffnungs-winkel von 80 Grad erlauben.
Die Längenangaben der Gewindebolzen in den Tabellen 2bis 6 basieren auf: Dichtungsstärke von 3 mm Große Muttern mit Unterlegscheibe Flanschstärke der Schweißflansche gemäß ASME
Abb. 7. Minimum Leitungsinnendurchmesser

2 L 670 de 7
Abb. 8. Länge der Gewindebolzen
Tabelle 1. Minimum Leitungsinnendurchmesser (mm)
Nennweite L6C L6D L6F/D L6F L4F/DDN / NPS mm mm mm mm mm
4 - - - 605 - -6 20 20 - 1108 70 60 115 140
10 135 125 - 18012 215 200 190 19014 275 265 - 17516 305 300 220 22018 355 335 27020 400 385 335 33524 445 425 415 41526 535 39528 530 535 450 53530 525 520 45032 640 640 435 64036 755 690 690 69038 75540 835 69042 850 82048 920 81056 1115 111564 128572 150580 1440
Tabelle 2. Gewindebolzen-Abmessungen (mm), L6CASME Class 150 Flansche
GrößeNPS
GewindeK
L L1Länge Anzahl Länge Anzahl
04 5/8-UNC 90 12 80 405 3/4-UNC 95 12 80 406 3/4-UNC 100 12 80 408 3/4-UNC 110 12 90 410 7/8-UNC 115 20 95 412 7/8-UNC 120 20 100 414 1-UNC 135 20 110 416 1-UNC 135 24 110 818 1 1/8-8UN 145 24 130 820 1 1/8-8UN 160 32 130 824 1 1/4-8UN 170 32 140 828* 1 1/4-8UN 230 48 170 830* 1 1/4-8UN 230 48 170 832* 1 1/2-8UN 260 48 200 834* 1 1/2-8UN 260 56 200 836* 1 1/2-8UN 280 56 210 840* 1 1/2-8UN 280 64 200 842* 1 1/2-8UN 290 56 210 1648* 1 1/2-8UN 310 72 240 1652* 1 3/4-8UN 350 72 280 1656* 1 3/4-8UN 360 80 290 16
*) Flansche gemäß ASME B16.47 Serie A.
Tabelle 3. Gewindebolzen-Abmessungen (mm), L6DASME Class 300 Flansche
GrößeNPS
GewindeK
L L1Länge Anzahl Länge Anzahl
04 3/4-UNC 115 12 100 405 3/4-UNC 120 12 100 406 3/4-UNC 120 16 100 808 7/8-UNC 140 16 110 810 1-UNC 160 24 120 812 1 1/8-8UN 170 24 130 814 1 1/8-8UN 180 32 140 816 1 1/4-8UN 190 32 150 818 1 1/4-8UN 195 40 150 820 1 1/4-8UN 205 40 160 824 1 1/2-8UN 230 40 180 826* 1 5/8-8UN 270 48 210 828* 1 5/8-8UN 280 48 210 830* 1 3/4-8UN 300 48 230 832* 1 7/8-8UN 320 40 250 1636* 2-8UN 360 48 260 1642* 1 5/8-8UN 350 48 250 16
44* 1 3/4-8UN 320 48 260 1648* 1 7/8-8UN 390 48 340 1656* 2 1/4-8UN 460 48 360 8
*) Flansche gemäß ASME B16.47 Serie A.
Tabelle 4. Gewindebolzen-Abmessungen (mm), L6F/DASME Class 600 Flansche
GrößeNPS
GewindeK
L L1Länge Anzahl Länge Anzahl
04 7/8-UNC 170 8 130 406 1 UNC 200 16 135 808 1 1/8-8UN 225 16 150 810 1 1/4-8UN 250 24 170 812 1 1/4-8UN 260 32 170 814 1 3/8-8UN 250 32 150 816 1 1/2-8UN 300 32 210 818 1 5/8-8UN 320 32 220 820 1 5/8-8UN 290 32 195 824 1 7/8-8UN 330 32 225 828* 2-8UN 360 32 255 830* 2-8UN 365 32 260 836* 2 1/2-8UN 415 32 270 8
*) Flansche gemäß ASME B16.47 Serie A.

8 2 L 670 de
3.2.1 Isolieren des VentilsFalls erforderlich, kann das Ventil isoliert werden. Eine sol-che Isolation darf jedoch nicht über die Obergrenze desVentilgehäuses hinaus gehen; siehe Abb. 9.
3.3 StellantriebAchten Sie bei der Installation des Antriebs an der Stell-klappe darauf, dass die Ventildichtung einwandfrei funktio-niert. Siehe Anleitungen zur Installation in Kapitel 6. Berücksichtigen Sie genügend Raum für die Demontagedes Stellantriebs. Für den Stellantriebszylinder wird die senkrechte Stellungempfohlen.Der Stellantrieb darf die Rohrleitung nicht berühren, dasonst Rohrleitungsvibration den Stellantrieb beschädigenoder seine Funktion beeinträchtigen könnten.
In manchen Fällen, z.B. wenn ein großer Stellantrieb ver-wendet wird oder die Rohrleitung stark vibriert, wird einAbstützen des Stellantriebs empfohlen. Wenden Sie sichbitte an den Geschäftsbereich Metso Flow Control für wei-tere Informationen.
4 INBETRIEBNAHMEStellen Sie sicher, dass weder Schmutz noch fremdeObjekte in der Stellklappe bzw. in der Leitung sind. SpülenSie die Leitung vorsichtig aus; halten Sie die Stellklappedabei um 30 bis 40° geöffnet. Vor dem Anfahren der Pumpe muss die Stellklappegeschlossen oder darf maximal 20 Grad geöffnet sein. Nach dem Einschalten von Pumpen mit großer Förder-menge kann Wasserschlag auftreten, der die Klappen-scheibe mit einem Spitzendrehmoment beaufschlagt. Istdie Stellklappe dabei 30-90 Grad geöffnet, kann dies dieStiftverbindung zwischen Klappenscheibe und Wellebeschädigen.Die Packung ist Feder-belastet. Sollte Leckage auftreten,ziehen Sie die Packungsmuttern erneut an, ohne dabei dieWerte in den Tabellen 7, 8 und 9 um 50 % zu überschreitenbzw. komprimieren Sie die Scheibenfedern nicht vollstän-dig.
5 WARTUNG
5.1 AllgemeinesObwohl Metso's Neles Ventile unter schwierigen Bedin-gungen betrieben werden können, kann eineentsprechend vorbeugende Wartung erheblich dabeihelfen, ungeplante Ausfallzeiten und tatsächlich dieGesamtbetriebskosten (TCO) zu reduzieren. Metsoempfiehlt eine Überprüfung der Ventile mindestens allefünf (5) Jahre. Prüfung und Wartung hängen von der aktuel-len Anwendung und den Prozessbedingungen ab. Die dementsprechenden Intervalle können Sie zusammen mitIhrem Ansprechpartner bei Metso festgelegen. Währenddieser periodisch festgelegten Prüfung sollten die alsErsatzteil-Set definierten Teile ausgetauscht werden. DieZeit für deren Lagerhaltung sollte im Prüfintervallaufgenommen werden.Die Wartung sollte wie im Folgenden beschrieben durchge-führt werden. Sollten Sie Hilfe bei der Wartung benötigen,kontaktieren Sie bitte Ihre lokale MetsoNiederlassung. Sofern nicht anders angegeben, beziehensich die Teilenummern im Text auf die Explosionszeichnungund Stückliste in Abschnitt 9.
Tabelle 5. Gewindebolzen-Abmessungen (mm)), L4F/DASME Class 600 Flansche
GrößeNPS
GewindeK
L L1Länge Anzahl Länge Anzahl
04 7/8-UNC 25,4 210 8 -06 1-8UN 28,4 250 12 -08 1 1/8-8UN 31,7 290 12 -10 1 1/4-8UN - 340 12 16012 1 1/4-8UN - 410 16 17014 1 3/8-8UN - 440 16 17016 1 1/2-8UN - 490 16 20020 1 5/8-8UN - 540 20 21024 1 7/8-8UN - 610 20 23028* 2-8UN - 680 24 25032* 2 1/4-8UN - 710 28 23036* 2 1/2-8UN - 770 28 260
*) Flansche gemäß ASME B16.47 Serie A.
Tabelle 6. Gewindebolzen-Abmessungen (mm), L6F ASMEClass 600 Flansche, beide Flansche enthalten.
GrößeNPS
GewindeK
L L1Länge Anzahl Länge Anzahl
06 1 UNC 165 8 135 408 1 1/8 - 8UN 190 16 140 810 1 1/4 - 8UN 215 20 160 1212 1 1/4 - 8UN 220 24 160 1614 1 3/8 - 8UN 235 24 170 1616 1 1/2 - 8UN 255 24 190 1618 1 5/8 - 8UN 275 24 210 1624 1 7/8 - 8UN 330 32 230 1628 2 - 8UN 364 48 257 8430* 2 - 8UN 370 40 260 1636* 2 1/2 - 8UN 410 40 280 16
*) Flansche gemäß ASME B16.47 Serie A.
Abb. 9. Isolieren des Ventils
Isolationsgrenze
VORSICHT:Beachten Sie die Sicherheitshinweise in Abschnitt 1.7,bevor Sie mit der Wartung beginnen.
VORSICHT:Das Ventil bzw. die Ventileinheit sind schwer. AchtenSie auf deren Gewicht!
VORSICHT:Aus Sicherheitsgründen MUSS die Ausblassicherungimmer entsprechend Abschnitt 5.3 installiert sein!

2 L 670 de 9
5.2 Ausbau der Stellklappe aus der Rohrleitung
Am einfachsten ist es, den Stellantrieb plus Zubehör (sieheAbschnitt 6) zu demontieren, bevor die Stellklappe aus derRohrleitung genommen wird. Ist die gesamte Einheit kleinoder schwer zugänglich, kann es praktischer sein, die Stell-klappeneinheit als Ganzes auszubauen. Prüfen Sie nochmals, ob die Stellklappe druckfrei und dieRohrleitung leer ist. Es darf kein Medium in den Bereich derWartungsarbeiten gelangen. Beim Ausbau muss die Stell-klappe in geschlossener Stellung stehen. Sichern Sie die Stellklappe mit einer Hebevorrichtung. Brin-gen Sie die Tragseile sorgfältig an und lösen Sie die Flansch-bolzen. Stellen Sie sicher, dass die Seile richtig am Gerätangelegt sind. Heben Sie die Stellklappe vorsichtig an(siehe Abbildung 3).
5.3 Austausch der Stopfbuchsenpackung
PTFE-Ringe werden als Standard-Stopfbuchsenpackungen,Ringe aus Graphit für Hochtemperatur-Ausführungen ver-wendet. Die Dichtigkeit wird durch den Druck der Stopf-buchsenbrille auf die Packungsringe gewährleistet. DieStopfbuchsenpackung (20) muss ausgewechselt werden,wenn eine Undichtigkeit durch Nachziehen der Sechskant-muttern (25) nicht mehr beseitigt werden kann.
5.3.1 L6C, L6D, L6F/D und L4F/D Stellen Sie sicher, dass die Stellklappe nicht unter Druck
steht. Lösen Sie die Muttern (25) und entnehmen Sie den
Scheibenfedersatz (TA-Luft) (43), die Ausblassicherung(42) und den Druckring (9).
Entfernen Sie alte Packungsringe (20). Beschädigen Siedabei nicht die Oberflächen der Packungsringnut undder Welle. Der Anti-Extrusionsring (17) muss nicht aus-getauscht werden.
Reinigen Sie die Stopfbuchse und die Packungsringnut.Installieren Sie einen neuen Satz Packungen (V-Ringoder Graphit). Schieben Sie die Ringe auf die Welle. Ach-ten Sie darauf, dass die Passfedernut keine Kratzer hat,die Schäden an der Packung verursachen könnten.
Installieren Sie den Druckring. Montieren Sie die Ausblassicherung mit dem Text
"UPSIDE" nach oben (siehe Abbildung 9). Montieren Sie die Scheibenfedersätze. Setzen Sie die Muttern auf die Bolzen. Das Vorkomprimieren der Stopfbuchsenpackung
erfolgt durch Anziehen der Muttern mit einem Werk-zeug, bis die Federn Kompressionswerte (h1 – h2) wie inTabelle 6 angegeben, erreichen.
Verfahren Sie die Stellklappe 3-5 Mal um rund 80%.Während des Verfahrens braucht die Stellklappe nichtvollständig geöffnet oder geschlossen zu werden.
Lösen Sie die Muttern und die Scheibenfedern.
Abb. 10. Montieren der Ausblassicherung
Messen Sie die Höhe h1 der Scheibenfedern und ver-wenden Sie diese Werte als Grundlage, wenn Sie dieEndhöhe der Federn (in komprimiertem Zustand) fest-legen.
Setzen Sie die Scheibenfedern erneut ein und ziehen Siedie Muttern mit einem Werkzeug an, bis die vorgegebe-nen Kompressionswerte (h1 – h2) der Scheibenfedernerreicht sind, siehe Tabellen 7 und 8.
Tabelle 7. Anziehmomente der Stopfbuchsenpackung, L6C / L6D
ANMERKUNG:Wenn Sie das Ventil zur Wartung an den Hersteller schic-ken möchten, zerlegen Sie es nicht. Reinigen Sie das Ventilinnen und außen und informieren Sie aus Sicherheits-gründen den Hersteller über das eingesetzte Medium(einschl. Material-Sicherheitsdatenblatt (MSDS).
ANMERKUNG:Verwenden Sie immer Original-Ersatzteile, um den opti-malen Betrieb des Ventils sicherzustellen.
ANMERKUNG:Tauschen Sie aus Sicherheitsgründen die Druckhaltebol-zen aus, wenn die Gewinde beschädigt sind bzw. Hitzeausgesetzt waren, ausgedehnt wurden oder korrodiertsind.
VORSICHT:Solange die Stellklappe unter Druck steht, darf sienicht geöffnet oder aus der Rohrleitung ausgebautwerden!
VORSICHT:Solange die Stellklappe unter Druck steht, darf sienicht geöffnet oder ausgebaut werden!
L6C L6D Federsatz Durchm Gewinde
Kompression (h1–h2), mmPackungsringmaterial
DN / NPS DN / NPS mm M, UNC Graphite +PTFE PTFE
100 / 4 100 / 4 20 M8, 5/16 2.0 1.0150 / 6, 200 / 8 150 / 6 20 M8, 5/16 2.5 1.5
250 / 10 200 / 8 25 M10, 3/8 2.5 1.5300 / 12 25 M10, 3/8 3.0 1.5350 / 14 250 / 10 25 M10, 3/8 3.0 2.0400 / 16 25 M10, 3/8 3.0 2.0450 / 18 300 / 12 35.5 M14, 1/2 4.5 2.5500 / 20 350 / 14 35.5 M14, 1/2 4.5 2.5600 / 24 400 / 16 35.5 M14, 1/2 4.5 3.0700 / 28,750 / 30
450 / 18,500 / 20 40 M18, 5/8 5.0 3.0
800 / 32 600 / 24 40 M18, 5/8 5.5 3.5900 / 36,950 / 38
700 / 28,750 / 30 50 M20, 3/4 6.0 4.0
1000 / 40 50 M20, 3/4 6.5 4.01200 / 48 50 M20, 3/4 6.0 5.0
800 / 32 56 M24, 1 6.5 5.5 900 / 36 50 M22, 7/8 6.5 5.0
1400 / 56 71 M30, 1 1/4 6.5 6.51000 / 40,1200 / 48 56 M24, 1
(4 pcs.) 6.5 6.0
1400 / 56 80 M36, 1 1/2 9.0 6.5

10 2 L 670 de
Tabelle 8. Anziehmomente der Stopfbuchsenpackung, L6F/D / L4F/D
Abb. 11. Stopfbuchsenpackung L6C, L6D, L6F/D und L4F/D.
Sollte nach Druckbeaufschlagung der Stellklappe nochLeckage entstehen, ziehen Sie die Muttern nach – aberüberschreiten Sie dabei nicht die vorgegebenen Wertein Tab. 6 und 7 um 50 % bzw. komprimieren Sie dieScheibenfedern nicht komplett.
5.3.2 L6F Stellen Sie sicher, dass die Stellklappe nicht unter
Druck steht. Lösen Sie die Muttern (25) und entnehmen Sie den
Scheibenfedersatz (TA-Luft) (43), den Druckring (9a), dieAusblassicherung (42) und den Kompressionsring (9b).
Entfernen Sie alte Packungsringe (20). BeschädigenSie dabei nicht die Oberflächen der Packungsringnutund der Welle.
Reinigen Sie die Stopfbuchse und die Packungsring-nut. Installieren Sie einen neuen Satz Packungen (V-Ring oder Graphit). Schieben Sie die Ringe auf dieWelle. Achten Sie darauf, dass die Passfedernut keineKratzer hat, die Schäden an der Packung verursa-chen könnten. Positionieren Sie die Schneidendender Graphitringe im 90°-Winkel zueinander.
Installieren Sie den Kompressionsring. Streifen Sie den Sicherungsring auf die Welle und
drücken Sie ihn gegen den Kompressionsring; sieheAbb. 12.
Installieren Sie den Druckring. Installieren Sie die Scheibenfedersätze. Setzen Sie die Muttern auf die Bolzen. Das Vorkomprimieren der Stopfbuchsenpackung
erfolgt durch Anziehen der Muttern mit einem Werk-zeug, bis die Federn Kompressionswerte (h1 – h2)wie in Tabelle 9 angegeben, erreichen.
Verfahren Sie die Stellklappe 3-5 Mal um rund 80 %.Während des Verfahrens braucht die Stellklappenicht vollständig geöffnet oder geschlossen zu wer-den.
Lösen Sie die Muttern und die Scheibenfedern. Messen Sie die Höhe h1 der Scheibenfedern und ver-
wenden Sie diese Werte als Grundlage, wenn Sie dieEndhöhe der Federn (in komprimiertem Zustand)festlegen.
Setzen Sie die Scheibenfedern erneut ein und ziehenSie die Muttern mit einem Werkzeug an, bis die vor-gegebenen Kompressionswerte (h1 – h2) der Schei-benfedern erreicht sind, siehe Tabelle 9.
Sollte nach Druckbeaufschlagung der Stellklappenoch Leckage entstehen, ziehen Sie die Mutternnach – aber überschreiten Sie dabei nicht die vorge-gebenen Werte in Tab. 9 um 50 % bzw. komprimie-ren Sie die Scheibenfedern nicht komplett.
L6F/D L4F/D Federsatz Durchm Gewinde
Kompression (h1–h2) mmPackungsringmaterial
DN / NPS mm M, UNC Graphite + PTFE PTFE
100 / 4 25 M10, 3/8 1.5 .0150 / 6 25 M10, 3/8 1.5 1.0200 / 8 35.5 M14, 1/2 2.0 1.0
250 / 10 40 M18, 5/8 3.5 1.5300 / 12 50 M20, 3/4 4.0 2.0350 / 14 50 M20, 3/4 3.5 2.0400 / 16 50 M20, 3/4 3.5 2.0450 / 18 50 M22, 7/8 4.0 2.5500 / 20 56 M24, 1 6.0 3.5600 / 24 56 M24, 1 6.5 4.0700 / 28 71 M30, 1 1/4 6.5 4.0750 / 30 71 M30, 1 1/4 6.5 4.0900 / 36 56 M24, 1 (4 pcs.) 6.5 5.0
dia
h1h2
Scheibenfedersatz (43)
Packung (20)V-Ring-Satz oderGraphit-Packung
Anti-Extrusionsring (17)
Gewindebolzen (24)
Sechskantmutter (25)
Ausblassicherung (42)Druckring (9)
Tabelle 9. Anziehmomente der Stopfbuchsenpackung, L6F
L6F Federsatz Durchm
GewindeKompression (h1–h2), mm
DN mmPackungsringmaterial
Graphite PTFENo of studs 4 4
200 31.5 M12 3.2 1.1250 35.5 M14 4.4 1.5300 40 M16 4.3 1.5350 40 M16 4.7 1.6400 50 M20 3.8 1.3450 50 M20 4.6 1.6500 50 M20 4.6 1.6600 71 M30 6.1 2.1
700, 750 71 M30 6.7 2.3800 80 M36 5.5 1.9900 80 M36 8.4 2.9
Abb. 12. Montieren des Sicherungsrings
Abb. 13. Stopfbuchsenpackung, L6F
dia
h1h2
Gewindebolzen (24)
Sechskantmutter (25)Scheibenfedersatz (43)
Druckring (9a)
Ausblassicherung (42)
Packung (20)V-Ring-Satz oder Graphit-Packung
Kompressionsring (9b)

2 L 670 de 11
5.4 Leckage an der Stellklappe Leckage an der Stellklappe entsteht nicht immer von einembeschädigten Sitzring oder der Scheibe. Möglich ist auch,dass die Klappenscheibe nicht in geschlossener Position ist. Prüfen Sie die Position des Antriebs in Bezug zur Stell-
klappe. Die Schrauben können lose oder die Halterungbeschädigt sein.
Prüfen Sie die Einstellung in der geschlossen Position(siehe Abschnitt 6.4)
Die Markierungslinie parallel zur Scheibe auf dem Welle-nende der Stellklappen zeigt in etwa die geschlossenePosition der Scheibe (siehe Abb. 14).Druckspitzen können zum Lockern der Stiftverbindung zwi-schen Scheibe und Welle führen. Folglich bewegt sich dieWelle, während die Scheibe an ihrem Platz bleibt, so dassein vollständiges Schließen der Scheibe nicht möglich ist. Wenn die Ursache für eine Leckage an der Stellklappedurch Prüfen und Ausführen der o.g. Schritte nicht aufhört,muss die Stellklappe zum Austausch von Teilen zerlegtwerden.
Abb. 14. Offene und geschlossene Positionen der Stellklappe
5.5 Austausch des Sitzrings
Stellen Sie sicher, dass die Stellklappe nicht unter Drucksteht.
Nehmen Sie die Stellklappe aus der Rohrleitung. Dabeimuss die Stellklappe in geschlossener Stellung sein.Beachten Sie die Hebeanleitung in Abschnitt 3.
5.5.1 L6C, L6D, L6F/D und L4F/D Entfernen Sie den Klemmring (2) durch Lösen der
Schrauben (27). Entfernen Sie die alte Gehäusedichtung (19) und den
Sitzring (4), siehe Abschnitt 9. Tauschen Sie den Sitzringaus, falls er beschädigt ist.
Reinigen Sie alle Sitzoberflächen und prüfen Sie dieOberfläche des Sitzrings.
Prüfen Sie auch den Zustand der Scheibe; eine beschä-digte Scheibe muss ausgetauscht werden (sieheAbschnitt 5.6).
Prüfen Sie den Zustand der Bolzenverbindung undreparieren Sie sie, falls notwendig (siehe Abschnitt 5.6).
Montieren Sie eine neue, selbstklebende Gehäusedich-tung (19) im Gehäuse. Die Oberfläche muss sauber undfrei von Schmiermittel sein. Die Handhabung der Dich-tungsenden sehen Sie in Abb. 15.
Sprühen Sie eine dünne Schicht eines trockenenSchmiermittels, z.B. Molykote 321R o.ä., in die Sitznutund auf die Oberflächen des Klemm- und des Sitzrings.
Zentrieren Sie den Sitzring (4) vorsichtig in der Nut unddrehen Sie die Scheibe soweit, dass sie leichten Kontaktmit dem Sitz hat.
Montieren Sie den Klemmring und ziehen Sie dieSchrauben (27) leicht an.
Abb. 15. Montieren der Gehäusedichtung
Drehen Sie die Klappenscheibe leicht auf und drükkenSie sie zurück in den Sitz in die richtige Position.
Ziehen Sie die Schrauben (27) kreuzweise und gleich-mäßig an. Die empfohlenen Anziehmomente für dieSchrauben finden Sie in Tabelle 10. Ein ungleichmäßigangezogener Flansch kann den Sitzring beschädigen.Die Köpfe der Schrauben müssen bei geflanschtenStellklappen unterhalb der Flanschfläche bleiben.
Tabelle 10. Anziehmoment der Klemmringschrauben, Nm ± 10 %
Prüfen Sie die Position zwischen Sitzring und derScheibe. Die Stellklappe schließt im Uhrzeigersinn(siehe Abb. 10).
Montieren Sie den Antrieb auf der Stellklappe. StellenSie den Endanschlag für die Position "ZU" ein und prü-fen Sie den Endanschlag für die Position "AUF" (sieheAbschnitt 6).
VORSICHT:Solange die Stellklappe unter Druck steht, darf sienicht demontiert oder aus der Rohrleitung ausgebautwerden!
geschlossen
offen
Gewinde mm / (UNC) Klemmring Blindflansch
M6, 1/4 14 11M8, 5/16 19 15M10, 3/8 29 29M12, 1/2 51 51M16, 5/8 123 123M20, 3/4 240 240M22, 7/8 324 324M24, 1 416 416
M32, 1 1/4 1100 1100M38, 1 1/2 1830 1830

12 2 L 670 de
5.5.2 L6F Entfernen Sie den Klemmring (2) und den alten Sitzring
(4). Reinigen Sie das Graphit der Gehäusenut. Polieren Sie die Kontaktflächen der neuen Gehäuse-
dichtung mit einem Schmirgelpapier (240) und polierenSie auch die Scheibenkante.
Sprayen Sie eine dünne Schicht Schmierfilm, z.B. Moly-kote 421R, auf die Scheibenkante.
Installieren Sie eine neue Graphit-Gehäusedichtung (19)im Gehäuse und dann den Sitzring (4).
Installieren Sie den Klemmring (2). Ziehen Sie dieSchrauben (27) leicht an, so dass der Sitzring (4) nochbeweglich ist.
Achten Sie darauf, dass die Stellklappe sicher auf einerstabilen, ebenen Fläche liegt.
Drehen Sie die Scheibe mit einem geeigneten Hebel indie horizontale (= vollständig geschlossene) Position.Sichern Sie den Hebel in dieser Position beispielweisedurch Anwenden eines Hebekrans, um zu verhindern,dass sich die Scheibe in die offene Stellung bewegt.Siehe Abb. 16.
Ziehen Sie die Schrauben (27) kreuzweise an; empfoh-lene Anziehmomente siehe Tab. 10.
Bewegen Sie die Scheibe in die offene Position und prü-fen Sie den Kontakt zwischen der Dichtung und derScheibe. Die Spur links in der Scheibe beim Sitz solltekontinuierlich um die Scheibe sein. Ist dies nicht der Fall,nehmen Sie den Sitzring heraus.
5.6 Austausch der Scheibe, der Wellen und der Lager
5.6.1 Zerlegen der Stellklappe Die Bolzenverbindungen zwischen den Wellen und derScheibe müssen ausgebohrt werden, um die Scheibe (3),die Wellen (11, 12) und die Lager (15, 16) auszutauschen Nehmen Sie die Stellklappe aus der Rohrleitung und
demontieren Sie den Antrieb von der Stellklappe. Entfernen Sie den Klemmring (2) und den Sitzring (4)
gemäß Anleitungen Abschnitt 5.5. Setzen Sie die Stellklappe horizontal auf eine Unterlage,
so dass die flache Seite der Scheibe dagegen liegt, sieheAbb. 17.
Abb. 17. Ausbohren für die Bolzen
Bohren Sie vorsichtig die Löcher in der Mitte der Bolzen(14). Wählen Sie einen Bohrer mit 0,2 - 0,5 mm geringe-rem Durchmesser als die Bolzen.
Bohren Sie die Löcher tief genug, aber nicht bis zurScheibe.
Entfernen Sie die Bolzen. Entnehmen Sie die Stopfbuchsenpackung einschließ-
lich dem Anti-Extrusionsring (17) gemäß Abschnitt 5.3. Entfernen Sie die Schrauben (26) und den Blindflansch
(10) sowie die Dichtung (18). Setzen Sie Kunststoffstreifen oder einen anderen Schutz
zwischen Klappenscheibe und das Gehäuse und entfer-nen Sie die Wellen (siehe Abb. 18).
Entfernen Sie die Lager (15, 16). Reinigen und prüfen Sie sorgfältig alle Teile.
Abb. 18. Schutz der Klappenscheibe während der Demon-tage und Montage
5.7 Zusammenbau der Stellklappe Ersetzen Sie beschädigte Teile durch neue. Setzen Sie als erstes Klappenscheibe und Wellen zusam-
men. Falls die Bohrlöcher beim Ausbohren der alten Bol-zen beschädigt wurden, können die Löcher auf denentsprechenden nächstgrößeren Bolzendurchmesseraufgebohrt werden. Entgraten Sie die Wellen.
Die Lager der Stellklappen (N-, U- und H-Ausführungen)sind Kobaltlegierte Lager, die zusammen mit den Wellen imGehäuse montiert werden. Montieren Sie die Lager in der Welle. Sprühen Sie eine
dünne Schicht eines trockenen Schmiermittels, z.B. Moly-kote 321R o.ä., auf die Lagerfläche und in die Wellenlager-nut. Drücken Sie das Lager mit einem Dichtring In dieWellenlagernut und setzen Sie die Welle mit den Lagernanhand des Dichtrings vorsichtig in das Gehäuse ein.
Abb. 16. Austausch des Sitzes, L6F

2 L 670 de 13
Legen Sie die Klappenscheibe horizontal auf eine Unter-lage, so dass die flache Seite der Klappenscheibe auf-liegt. Legen Sie das Gehäuse auf die Klappenscheibe, sodass die Wellenbohrungen des Gehäuses mit den Wel-lenaufnahmen in der Klappenscheibe übereinstimmen.Schützen Sie die Scheibe (siehe Abb. 19).
Schieben Sie die Wellen in die Wellenaufnahme derKlappenscheibe. Zentrieren Sie die Bolzenlöcher derKlappenscheibe mit den Wellen. Die Position derAntriebswelle (11) muss wie in Abb. 14 gezeigt sein.
Stützen Sie die Klappenscheibe gut in einer horizonta-len Stellung ab, während Sie die Bolzen montieren.Drücken Sie die neuen Bolzen in die Bohrungen undpressen Sie sie mit einer Presse bis zur endgültigenForm (Abb. 14). Verwenden Sie ein kleineres Werkzeugim Vergleich zum Bolzendurchmesser. Die benötigteKraft entnehmen Sie bitte der Tabelle 11.
Abb. 19. Einpressen der Bolzen
Tabelle 11.Einpressdrücke für Bolzen
Installieren Sie die Dichtung (18) und den Blindflansch(10). Die Schrauben (26) des Blindflansches müssengleichmäßig angezogen werden, da ansonsten der Sitz-ring beschädigt werden kann.
Installieren Sie den Sitzring. Details siehe Abschnitt 5.5. Installieren Sie die Gehäusedichtung (19) und den
Klemmring (2); siehe Abschnitt 5.5. Installieren Sie die Stopfbuchsenpackung (siehe
Abschnitt 5.3).Überprüfen Sie die Kontaktlinie zwischen Sitzring und Klap-penscheibe (siehe Abb. 14).
ANMERKUNG:Verwenden Sie nur vom Hersteller gelieferte Bolzen!
ANMERKUNG:Die Bolzen müssen mit ausreichend Kraft eingepresst wer-den, um sie zu verformen, so dass die Verbindungspielfrei ist.
Bolzendurchmesser, mm Kraft, kN Bolzendurchmesser
, mm Kraft, kN
5 45 20 5006 70 25 7808 95 30 1125
10 140 35 150012 200 40 200015 300 50 3150

14 2 L 670 de
6 DEMONTAGE UND MONTAGE DES STELLANTRIEBS
6.1 Allgemeines
Der Stellantrieb wird im Werk auf die Stellklappe montiertund die Anschlagschrauben zur Stellwegbegrenzung ein-gestellt.
6.2 Montage der Antriebe EC und EJDer Antrieb ist mit einer ISO 5211 Standardanbaufläche aus-gerüstet. Der Antrieb ist mit einer separaten Buchse mit derStellklappenwelle verbunden. Diese Buchse (I + II) ist einezweiteilige, konusförmige Lagerschale, die mit einer Siche-rungsschraube (I) um die Stellklappenwelle montiert wird. Die Buchse und die Sicherungsschraube sind gemäß
Abb. 22 im Zahnrad des Antriebs montiert. Die Zylin-derstifte (III) sitzen in den Nuten der Buchse zwischenBuchse und Antrieb. Die Nuten in der Buchse müssenwährend der Antriebsmontage zu den passendenNuten im Antrieb weisen. Vor der Installation der Buchseund der Sicherungsschraube müssen Verschmutzungenwie altes Gewindefett aus dem Gewinde der Siche-rungsschraube entfernt werden und Loctite 225 o.ä. aufdie Gewinde aufgetragen werden; siehe Abb. 22. DieSicherungsschraube wird auf der Innenseite derAntriebswelle mit einem passenden Sechskantschlüsselangezogen; siehe Abb. 23.
Abb. 20. Montage der Buchse
Abb. 21. Sichern der konischen Buchse
Vor der Installation muss die richtige Position der Stell-klappen-Passfeder geprüft werden. Die Buchse hat vierPassfedern: zwei sind für Stellklappenwellen mit DIN-Keilen, zwei für Stellklappenwellen mit ANSI-Keilen. DieDIN-Nuten sind in der Mitte der Buchsenhälften ange-bracht und die ANSI-Nuten zwischen den Buchsenhälf-ten. Abb. 24 zeigt die Position der Passfeder beigeschlossenem Antrieb.
Abb. 22. Positionen der Passfedern am Antrieb
Die offene oder geschlossene Stellung des Antriebskann durch den Einsatz von Druckluft (siehe Abb. 25)und durch Vergleich der Antriebsstellung mit den Anzei-gen am Gehäuseende durchgeführt werden. DerAntrieb ist zu, wenn die Nut in der Kupplungsscheibe im90° Winkel zur Antriebsachse steht.
VORSICHT:Beachten Sie bei der Handhabung das Gewicht derStellklappe oder der gesamten Stelleinheit!
VORSICHT:Der Antrieb darf nicht von der Stellklappe gelöst wer-den, wenn die Leitung als Folge eines dynamischenDrehmoments unter Druck steht!
VORSICHT:Zerlegen Sie keinen Antrieb mit Federrückstellung,ohne die Feder mit einer Anschlagsschraube zusichern!
ANMERKUNG:Die Klappenscheibe darf niemals um mehr als 90 Gradgedreht werden, da dadurch der Sitz beschädigt werdenkönnte. Konstruktionsbedingt ist die Betätigung der Stell-klappe nur innerhalb eines Stellwinkels von 0 - 90 Gradmöglich.
ANMERKUNG:Bevor Sie den Stellantrieb abbauen, beachten Sie die Stel-lung der Stellklappe hinsichtlich Stellantrieb und Stel-lungsregler/Endschalter, so dass bei der nachfolgendenMontage die richtige Funktion erhalten bleibt.
Sechskantschlüs-
Loctite 225o.ä.
Montagewerkzeug H061904
ANTRIEB IN GESCHLOSSENER POSITION
DIN-Keilnuten in der Buchsenhälfte
ANSI-Keilnuten in der Mitte der Buchsenhälften

2 L 670 de 15
Abb. 23. Antriebsverbindung
Montieren Sie den Antrieb mit vier Schrauben am Mon-tagebügel. Die Sicherungsschraube der Buchse solltevor der Montage gelockert werden, so dass die Welleleicht in den Antrieb gleitet.
Die Antriebskonstruktion erlaubt die Axialbewegungder Antriebswelle, um die Bewegung der Stellklappen-welle durch z. B. thermische Ausdehnung zu kompen-sieren. Prüfen Sie vor Festziehen der Schraube, dass dieAntriebswelle im oberen Bereich der Axialbewegung ist,was der normalen Position entspricht (Montagepositionsiehe Abb. 23). Diese Prüfung ist wichtig, da das Zahn-rad im Antrieb nach unten gezogen wird, wenn dieSchraube angezogen wird. Die Axialbewegung derAntriebswelle können Sie vor dem Anschluss an eineStellklappe beobachten und messen. Das Zahnrad imAntrieb ist im oberen Anschlag, wenn die obere Kanteentsprechend Angaben in Tabelle 13 ist (siehe Abb. 23).
Das Zahnrad im Antrieb findet automatisch die richtigePosition, wenn das Montagewerkzeug H061904 benutztwurde (siehe Abb. 23). Das Montagewerkzeug wird anStelle der Kupplungsscheibe mit zwei M4 Schraubeneingesetzt und am Zahnrad festgeschraubt (bevor dieStellklappe installiert ist). Ziehen Sie die Schrauben soan, dass das Montagewerkzeug fest am Gehäuse desAntriebs anliegt.
Montieren Sie den Antrieb auf der Stellklappe und dre-hen die Schrauben nur mit der Hand an. Ziehen Siedann die Sicherungsschrauben (I) gemäß Tab. 13 an. Dasgeforderte Drehmoment wird auch auf einem Schildnahe am Zahnrad auf dem Antriebsgehäuse angege-ben. Das Montagewerkzeug wird entfernt und die Kup-plungsscheibe wieder eingesetzt. Abschließend ziehenSie die Montageschrauben der Stellklappe mit einemgeeigneten Werkzeug fest.
Prüfen Sie die Axialposition des Zahnrads. Das Zahnradim Antrieb darf nicht in der unteren oder oberen Posi-tion, wie in Tab. 13 angegeben, festsitzen. Montieren Sieden Antrieb erneut, wenn diese Montageanleitungnicht befolgt wurde. Fehlfunktionen der Stellklappesind möglich, wenn die Verbindung nicht richtigfestgezogen wurde.
Zum Schluss werden die Endanschläge der Positionen"ZU" und "AUF" durch die Anschlagschrauben an denAntriebsenden begrenzt. Auf dem Antriebsgehäusebefinden sich an den Enden Markierungen, die diejeweilige Position angeben. Der Buchstabe "S" (shut =ZU) bzw. "O" (open = AUF) bezeichnet die jeweilige End-stellung (siehe Abb. 25). Siehe Abschnitt 6.7.
6.3 Lösen der Antriebe EC und EJ Nehmen Sie den Antrieb vom Versorgungsnetz; neh-
men Sie die Zuluftleitung sowie die Kabel und Leitun-gen für das Regelsignal von deren Anschlüssen.
Zunächst nehmen Sie den Stellungsregler oder anderesZubehör vom Antrieb ab, und entfernen Sie die Kupp-lungsscheibe von der Antriebswelle. Dann lösen Sie dieBuchse durch Drehen der Sicherungsschraube gegenden Uhrzeigersinn. Die Sicherungsschraube funktio-niert auch als Ausziehwerkzeug. Es wird dringend emp-fohlen, einen passenden Buchsensatz aus dem SatzH061544 zwischen Sicherungsschraube (I) undAntriebswelle einzusetzen. Die Abmessungen derBuchse finden Sie in Tab. 12.
Lösen Sie den Antrieb abschließend von der Stellklappe,nachdem Sie die Schrauben, die Antrieb und Stellklappeverbinden, entfernt haben.
Abb. 24. Lösen der Antriebe EC/EJ
Tabelle 13.Abmessungen der Buchse
6.4 Montage Antrieb Baureihe B1 Vor Anbau des Stellantriebs stellen Sie die Stellklappe in
die geschlossene Stellung. Für eine reibungslose Montage reinigen und entgraten
Sie Welle und Wellenaufnahme. Schützen Sie alle Ver-bindungsflächen vor Korrosion, z.B. mit Cortec VCI 369.
Sollte eine Adapterbuchse zwischen der Wellenauf-nahme und der Klappenwelle erforderlich sein, montie-ren Sie diese zuerst in der Wellenaufnahme.
SchließdruckAnschlagschraube für Stellung "ZU"
Öffnungs-druck
Anschlagschraubefür Stellung "AUF"
Größe Anbaunorm Gewinde Keil Nm ~Xobere Pos.(mm)
~Xuntere Pos. (mm)
EC/EJ05 F05 M12 6 25 4.0 1
EC/EJ07 F07 M16 8 50 1.5 -2
EC/EJ10 F10 M20 10 100 2.5 -2EC/EJ12 F12 M24 14 200 3.5 -2EC/EJ14 F14 M36 19 700 4.5 -2
Antrieb Außendurchm. (mm)
Innendurchm. (mm)
Höhe (mm)
EC/EJ05 24,5 12,5 15EC/EJ07 24,5 16,5 32,75EC/EJ10 24,5 20,5 45

16 2 L 670 de
Die Wellennut befindet sich auf der der flachen, derScheibe gegenüber liegenden Seite. Die Wellenauf-nahme im Stellantrieb verfügt über zwei entsprechendeNuten, die um 90 Grad versetzt sind.
Bei doppeltwirkenden B1C-Kolbenantrieben und undB1J-Kolbenantrieben mit Federrückstellung (Federschließend) wählen Sie die Nut, bei der der Antriebskol-ben die obere Stellung (am oberen Zylinderende) ein-nimmt, wenn die Stellklappe geschlossen ist. Bei B1JA-Kolbenantrieben mit Federrückstellung (Feder öffnend)wählen Sie die Nut, bei der der Kolben die untere Stel-lung einnimmt, wenn die Stellklappe geöffnet ist.
Prüfen Sie durch Sichtkontrolle, ob Stellklappe und Stel-lantrieb richtig aufeinander abgestimmt sind. Ziehen Siealle Befestigungsschrauben so fest wie möglich an.
Stellen Sie die Anschlagschrauben für die geschlosseneStellung ein (siehe Abschnitt 6.7).
Der Öffnungswinkel bei einer Regelklappe ist gewöhnlichdurch eine Anschlagschraube auf 80 Grad begrenzt. DerÖffnungswinkel einer Absperrklappe beträgt 90 Grad.
Sollte eine Wellenverlängerung erforderlich sein, somüsste die Abmessung der Verlängerung mit dem Her-steller abgesprochen werden.
6.5 Lösen des Antriebs B1 Nehmen Sie den Antrieb vom Versorgungsnetz; neh-
men Sie die Zuluftleitung sowie die Kabel und Leitun-gen für das Regelsignal von deren Anschlüssen.
Lösen Sie die Schrauben am Montagebügel. Lösen Sie den Antrieb mit einem Abziehwerkzeug. Die-
ses Werkzeug kann beim Hersteller bestellt werden(siehe Abb. 15).
Entfernen Sie den Montagebügel und die Buchse, fallsvorhanden.
Abb. 25. Lösen des Antriebs der Baureihe B
6.6 Lösen und Montieren anderer Antriebstypen
Siehe Handbücher der jeweiligen Antriebe für weitereDetails.
6.7 Einstellung der Anschlagschraube
6.7.1 AllgemeinesSchließen Sie die Metallsitz-Stellklappe mit einem Drehmo-ment- Schlüssel durch Drehen der Klappenscheibe gegenden Sitz. Aus den Tabellen 14, 15, 16 und 17 wählen Sie dasDrehmoment, bei dem Sie die Anschlagschraube für diegeschlossene Antriebsstellung einstellen. Überschreiten Sienicht die angegebenen Werte, da ein zu großes Drehmo-ment den Sitz verformen und die Verbindung von Klappen-scheibe/Welle beschädigen könnte. Nach einemAuswechseln des Sitzes sowie nach der Montage des Stell-antriebs muss die Einstellung der Anschlagschraube jedesMal wiederholt werden.
6.7.2 Andere als in der Tabelle enthaltene Stellantriebe
Schließen Sie die Stellklappe mit dem Drehmoment Mc derTabelle, und stellen die Anschlagschrauben entsprechend ein.Beim Schließen der Stellklappe steigt das Drehmoment an.
6.7.3 Ändern der Anbaustellung
Der Stellantrieb muss immer vollständig von der Stellklap-penwelle abgezogen werden, bevor er mit einer anderenNut in der Wellenaufnahme montiert wird. Danach wird dieStellweg-Begrenzung für die geschlossene Stellung gemäßder Anleitung wieder eingestellt. Im Fall einer Handbetätigung soll die Stellklappe schließen,wenn das Handrad im Uhrzeigersinn gedreht wird. Beieinem doppeltwirkenden Zylinder muss der Kolben amoberen Zylinderende stehen, wenn die Stellklappegeschlossen ist. In dieser Stellung erzeugt der Stellantriebmaximales Drehmoment. Drehen Sie die Klappenscheibeniemals über 90 Grad hinaus, damit der Sitz nichtbeschädigt wird.
Abb. 26. Ändern der Anbaustellung
ANMERKUNG:Metso übernimmt keine Verantwortung für die Kompati-bilität von Stellantrieben, die nicht von Metso Automationmontiert werden.
VORSICHT:Wegen des dynamischen Drehmomentes darf derStellantrieb nicht von einer Stellklappe demontiertwerden, wenn die Rohrleitung unter Druck steht!

2 L 670 de 17
6.7.4 Doppeltwirkender Kolbenantrieb B1C Geben Sie den Schließdruck Pc gemäß der Tabelle auf
den Luftanschluss an der Zylinderbasis. Bei entfernter Anschlagschraube überprüfen Sie durch
die Bohrung des Luftanschlusses, dass der Kolben nichtdas Zylinderende berührt. Wenn doch, lösen Sie die Kon-solenschrauben und drehen den Stellantrieb im Uhrzei-gersinn, um mehr Spiel für die Einstellung zu erhalten.
Drehen Sie die Anschlagschraube für die geschlosseneStellung bis sie den Kolben berührt und dann um eine1/4 Drehung zurück. Sichern Sie sie mit der Kontermut-ter. Zum Abdichten der Anschlagschraube wird ein O-Ring verwendet.
Für Öffnungswinkel <80 Grad ist eine extralangeSchraube erforderlich.
Abb. 27. Kolbenantrieb, Baureihe B1C
6.7.5 Doppeltwirkender Membranantrieb ECBeachten Sie die Anleitungen in Abschnitt 6.7.4. undAbb. 25.
6.7.6 Kolbenantrieb mit Federrückstellung B1J
Feder schließend: Bevor Sie den Antrieb montieren, schrauben Sie die
Anschlagschraube für die geschlossene Stellung voll-ständig hinein.
Die Tabelle zeigt *) ‚Feder' für den Fall an, dass das vonder Feder bewirkte Drehmoment nicht das maximalzulässige Schließmoment Mc übersteigt. Andernfallsleiten Sie den Druck Pc der Tabelle über den Luftan-schluss am oberen Zylinderende gegen die Federwir-kung. Die Anschlagschraube darf nicht entferntwerden, solange der Zylinder unter Druck steht. Dre-hen Sie die Anschlagschraube soweit, dass sie den Kol-ben nicht mehr berührt.
Drehen Sie die Anschlagschraube für die geschlosseneStellung jetzt, bis sie den Kolben berührt und dann umeine 1/4-Drehung zurück und sichern mit der Konter-mutter. Zum Abdichten der Anschlagschraube wird einO-Ring verwendet.
Nach dem Einstellen überprüfen Sie durch die Bohrungdes Luftanschlusses das Einstellspiel. Der Kolben darfdas obere Zylinderende nicht berühren. Falls nötig, wirdder Zwischenraum durch Lösen der Konsolenverschrau-bung und Drehen des Antriebs im Uhrzeigersinn vergrö-ßert.
Für Stellwinkel <80 Grad ist eine extralange Schraubeerforderlich.
Abb. 28. Kolbenantrieb, Baureihe B1J
6.7.7 Kolbenantrieb mit Federrückstellung B1JA
Feder öffnend Solange der Antrieb nicht mit Druckluft beaufschlagt
wird, bleibt die Stellklappe geöffnet. Drehen Sie dieAnschlagschraube für die geschlossene Stellung heraus(Stellantriebsgehäuse). Zum Schließen der Stellklappeleiten Sie den in der Tabelle genannten Druck Pc überden Anschluss im Zylinderboden gegen die Federwir-kung.
Überprüfen Sie durch die Bohrung der Anschlag-schraube, dass die Kolbenstange das obere Zylinde-rende nicht berührt. Falls doch, wird der Zwischenraumdurch Lösen der Konsolenverschraubung und Drehendes Antriebs im Uhrzeigersinn vergrößert.
Drehen Sie die Anschlagschraube für die geschlosseneStellung, bis sie den Kolben berührt und dann um eine1/4-Drehung zurück. Sichern Sie sie mit der Kontermut-ter. Zum Abdichten der Anschlagschraube wird ein O-Ring verwendet.
Für Stellwinkel <80 Grad ist eine extralange Schraubeerforderlich.
Abb. 29. Kolbenantrieb, Baureihe B1JA
6.7.8 Membranantrieb mit Federrückstellung EJ
Feder schließendBeachten Sie die Anleitungen in Abschnitt 6.7.6,Abbildung 25.Feder öffnendBeachten Sie die Anleitungen in Abschnitt 6.7.7,Abbildung 25.
Anschlagschraube für die offene Stellung
Anschlagschraube für die geschlossene Stellung
Anschlagschraube für diegeschlossene Stellung
Anschlagschraube fürdie offene Stellung
Anschlagschraube für diegeschlossene Stellung
Anschlagschraubefür die offene Stellung

18 2 L 670 de
6.7.9 Handgetriebe M Schließen Sie die Stellklappe mit dem Eingangsmoment
M1 (Drehmoment des Handrades) gemäß den Tabellen14, 15, 16 und 17).
Drehen Sie die Anschlagschraube für die geschlosseneStellung bis das Zahnsegment berührt wird und dannum eine 1/4 Umdrehung zurück. Sichern Sie sie mit Loc-tite 225.
Abb. 30. Handgetriebe, Baureihe M
6.7.10 Elektrischer StellantriebAnleitungen zur Einstellung finden Sie im separaten Merk-blatt Nr. D304568, das vom Hersteller bezogen werdenkann.
Abb. 31. Elektrischer Stellantrieb
7 Fehlerbehebung Tabelle 14 listet mögliche Fehler auf, die nach längeremBetrieb entstehen können.
Tabelle 14. Fehlerbehebung
8 WERKZEUGEFür Instandhaltungsarbeiten an der Stellklappe sind keineSpezialwerkzeuge erforderlich. Jedoch empfehlen wir eineAbziehvorrichtung (ID-Code Tabelle in der IMO desAntriebs) zur Demontage des Stellantriebs von der Stell-klappe. Dieses Werkzeug kann beim Hersteller bestellt wer-den.
9 ERSATZTEILBESTELLUNGBei Ersatzteilbestellungen sind die folgenden Informatio-nen nötig: Typencode, Auftragsnummer, Seriennummer (aufge-
stempelt auf Ventilgehäuse) Nummer der Stückliste, Teilenummer, Bezeichnung des
Teils und gewünschte AnzahlDiese Informationen finden Sie auf dem Typenschild oderin den beiliegenden Dokumenten.
Anschlagschraube für diegeschlossene Stellung
Anschlagschraubefür die offene Stellung
Symptom Möglicher Fehler Empfohlene MaßnahmeLeckage durch ein geschlossenes Ventil
Falsche Einstellung der Anschlagschraube des Stellantriebs Stellen Sie die Anschlagschraube auf die Zu-Stellung
Fehlerhafte Nullstellung des Stellungsgebers Stellen Sie den Stellungsgeber einBeschädigter Sitz Ersetzen Sie den SitzBeschädigtes Schließelement Ersetzen Sie das SchließelementSchließelement in falscher Stellung in Bezug zum Stellantrieb
Wählen Sie die richtige Keilnut im Stellantrieb
Leckage durch Gehäuseverbindung
Beschädigte Dichtung Ersetzen Sie die DichtungLose Gehäuseverbindung Ziehen Sie die Muttern oder Schrauben an
Unregelmäßige Ventilbewegungen
Fehlfunktion von Antrieb oder Stellungsgeber Prüfen Sie die Funktionalität von Antrieb und Stellungsgeber
Ansammlung von Prozessmedium auf der Dichtfläche Reinigen Sie die DichtflächenSchließelement oder Sitz beschädigt Ersetzen Sie das Schließelement oder den SitzKristallisiertes Medium ist in die Lager gelangt. Spülen Sie die Lagerräume
Stopfbuchsenpackung undicht
Stopfbuchsenpackung abgenutzt oder beschädigt Ersetzen Sie die StopfbuchsenpackungLose Packung Ziehen Sie die Packungsmuttern an

2 L 670 de 19
Tabelle 15.Schließmomente Baureihe L6C
L6C
DNNennweite
Mc BCundBJ
BCpc
BJpc
BJA**pc
BJKpc
BJKA**pc
BJVpc
BJVA**pc
ECundEJ
ECpc
EJpc
EJApc Q-P
Nennweite
Feder offen
Feder geschlössen Handgetriebe
Eingangs-moment
M1
Nm Nennweite bar bar bar bar bar bar bar Nennweite bar bar bar bar bar Nm
1004" 45
6 2,5 5 QP2C 0,6 3,6 M07 4
8 2,1 0,7 3,3 0,3 2,8 1,1 4 7 3,4 0,1 4,2 QP3C 1,1 3,2
10 1,6 1,1 2,8 0,7 2,2 1,6 3,4 10
1255" 75
6 4,1 5 QP2C 4,3 M07 7
8 3,4 0,2 3,8 *)Feder 3,3 0,6 4,6 7 QP3C 0,8 3,5
9 2,1 10 2,3 0,7 3,7
10 1,9 0,9 3,1 0,5 2,6 1,4 3,7 12
11 1,1 14
1506" 110
6 6 5 QP3C 0,3 3,9 M07 10
8 5 *)Feder 4,5 3,8 *)Feder 5,3 7 QP4C 1 3,3
9 3 10 3,4 0,1 4,2
10 2,4 0,6 3,4 0,2 2,9 1,1 4 12 1,4 1,1 3,3
11 1,5 14
12 1,3 1,1 3 0,7 2,2 1,6 3,7
2008" 150
6 8,2 5 QP3C 4,3 M07 14
9 4,1 7 QP4C 0,8 3,5
10 3,3 0,2 3,8 *)Feder 3,2 0,8 4,3 10 4,6 *)Feder 4,9
11 2,1 12 1,9 0,8 3,6
12 1,6 0,9 3,1 0,5 2,6 1,5 3,9 14
25010" 300
10 6,5 *)Feder 5 4,4 *)Feder 5,6 5 QP4C 4,3 M07 26
11 4,2 7 QP5C 0,8 3,5 M10 27
12 3,3 0,2 3,8 *)Feder 3,2 0,8 4,6 10
13 2,1 12 3,8 *)Feder 4,5
16 1,6 0,9 3,1 0,5 2,6 1,3 3,8 14 1,6 1 3,2
30012" 500
12 5,5 *)Feder 4,6 4 *)Feder 5,5 7 QP5C 0,1 4,1 M10 43
13 3,5 10 M12 44
16 2,8 0,5 3,6 0 3 1 4,3 12
17 1,8 14 2,6 0,5 3,7
35014" 825
13 5,8 7 M12 69
16 4,5 *)Feder 4,2 3,6 0,3 5 10 M14 51
17 3 12
20 2,3 0,6 3,4 0,2 2,8 1,1 3,9 14 4,3 *)Feder 4,6
40016" 1160
16 6,4 *)Feder 4,9 4,3 *)Feder 5,7 M14 72
17 4,2
20 3,3 0,3 3,7 *)Feder 3,1 0,8 4,2
25 1,7 0,9 3,1 0,5 2,6 1,4 3,6
45018" 1650
16 9,5 5,9 5,2 *)Feder 6,8 M14 125
17 6 M15 80
20 4,7 *)Feder 4,2 3,6 0,3 4,7
25 2,4 0,6 3,4 0,2 2,8 1,1 3,9
50020" 2200
20 6,3 *)Feder 4,8 4,2 *)Feder 5,3 M15 107
25 3,2 0,4 3,7 *)Feder 3,1 0,9 4,2 M16 83
32 1,6 0,9 3,1 0,5 2,5 1,4 3,7
60024" 2700
25 3,9 0,1 3,9 *)Feder 3,3 0,6 4,4 M16 102
32 1,9 0,8 3,2 0,4 2,7 1,3 3,8 M25 98
70028" 4400
25 6,4 *)Feder 4,8 4,2 *)Feder 5,3 M16 166
32 3,2 0,4 3,7 *)Feder 3,1 0,8 4,3
75030" 4400
40 1,5
80032" 6500
32 4,7 *)Feder 4,2 3,6 0,3 4,8 M25 244
322 0,6 0,2
40 2,3
50 1,2
90036" 9400
322 0,3 *)Feder
40 3,3
95038" 9400
50 1,7
100040" 12600
322 *)Feder
40 4,4
50 2,3
120048" 16400
40 5,7
50 2,9
502 1,3
140056" 25600
50 4,8
502 2
160064" 35000
50 6,6
502 2,7
170068" 22000
50 4,2
502 1,7
180072" 22000
50 4,2
502 1,7
200080" 22000
50 4,2
502 1,7
*) Feder = Drehmoment durch Feder unzureichend für Dichtigkeit gemäß ISO 5208 Rate D, BS 6755 Part 1 Rate D, ANSI/FCI 70.2 Class V, IEC 534-4 oder MSS-SP72/1970.**) Stellen Sie den Zuluftdruckregler auf den Druck unten ein. Überschreiten Sie nicht die vorgegebenen Werte.

20 2 L 670 de
Tabelle 16. Schließmomente Baureihe L6D
L6D
DNNennweite
Mc BCundBJ
BCpc
BJpc
BJA**pc
BJKpc
BJKA**pc
BJVpc
BJVA**pc
ECundEJ
ECpc
EJpc
EJApc Q-P
Nennweite
Feder offen
Feder geschlössen Handgetriebe
Eingangs-moment
M1
Nm Nennweite bar bar bar bar bar bar bar Nennweite bar bar bar bar bar Nm
1004" 45
6 2,5 5 QP2C 0,6 3,6
8 2,1 0,7 3,3 0,3 2,8 1,1 4 7 3,4 0,1 4,2 QP3C 1,1 3,2 M07 4
10 1,6 1,1 2,8 0,7 2,2 1,6 3,4 10
1255" 75
6 4,1 5 QP2C 4,3
8 3,4 0,2 3,8 *)Feder 3,3 0,6 4,6 7 QP3C 0,8 3,5 M07 7
9 2,1 10 2,3 0,7 3,7
10 1,9 0,9 3,1 0,5 2,6 1,4 3,7 12
11 1,1 14
1506" 110
6 6 5 QP3C 0,3 3,9 M07 10
8 5 *)Feder 4,5 3,8 *)Feder 5,3 7 QP4C 1 3,3
9 3 10 3,4 0,1 4,2
10 2,4 0,6 3,4 0,2 2,9 1,1 4 12 1,4 1,1 3,3
11 1,5 14
12 1,3 1,1 3 0,7 2,2 1,6 3,7
2008" 230
10 5 *)Feder 4,4 3,8 0,1 5 5 QP4C 0,3 3,9 M07 20
11 3,2 7 QPC5 1 3,3 M10 21
12 2,5 0,5 3,5 0,1 2,9 1,1 4,3 10
13 1,6 12 2,9 0,3 4,1
16 1,3 0,9 3 0,6 2,3 1,5 3,7 14
25010" 460
11 6,4 5 QPC5 0,3 3,9 M10 40
12 5 *)Feder 4,4 3,8 0,1 5,3 7 M12 38
13 3,2 10 M14 28
16 2,5 0,5 3,5 0,1 2,9 1 4,2 12 5,9 *)Feder 5,5
17 1,7 14 2,4 0,6 3,6
20 1,4 1 2,9 0,6 2,3 1,5 3,5
30012" 800
13 5,6 7 M14 49
16 4,4 *)Feder 4,2 3,6 0,4 4,9 10
17 2,9 12
20 2,3 0,7 3,3 0,3 2,8 1,2 3,8 14 4,2 *)Feder 4,5
35014" 1250
17 4,6 M15 61
20 3,6 0,2 3,8 *)Feder 3,2 0,7 4,3 M16 44
25 1,8 0,8 3,2 0,4 2,6 1,3 3,7
32 1
40016" 1750
17 6,4 M15 85
20 5 *)Feder 4,3 3,7 0,2 4,8 M16 62
25 2,6 0,6 3,4 0,2 2,9 1,1 3,9
32 1,3 1 2,9 0,6 2,3 1,5 3,6
45018" 2500
25 3,6 0,2 3,8 *)Feder 3,2 0,7 4,3 M16 94
32 1,8 0,8 3,2 0,4 2,6 1,3 3,8 M25 91
40 0,9
50020" 3400
25 4,9 *)Feder 4,3 3,7 0,2 4,8 M16 128
32 2,4 0,6 3,4 0,2 2,8 1,1 4
322 1 2,9 0,6 2,2 1,5 3,4
40 1,2
60024" 4100
32 3 0,4 3,6 *)Feder 3 0,9 4,2 M16 155
40 1,4 M25 149
322 0,9 3 0,5 2,4
50 0,8
502 0,3
70028"
6700
32 4,8 *)Feder 4,3 3,6 0,2 4,9 M25 244
322 0,6 0,2
75030"
40 2,3
80032" 9800
322 0,2 *)Feder
40 3,4
50 1,8
90036" 12000
322 *)Feder
40 4,2
50 2,2
100040"
19000
50 3,4
502 1,5
105042"
110044"
120048"
125050"
140056"
38000
50 7,2
502 2,9
150060"
602 2
*) Feder = Drehmoment durch Feder unzureichend für Dichtigkeit gemäß ISO 5208 Rate D, BS 6755 Part 1 Rate D, ANSI/FCI 70.2 Class V, IEC 534-4 oder MSS-SP72/1970.**) Stellen Sie den Zuluftdruckregler auf den Druck unten ein. Überschreiten Sie nicht die vorgegebenen Werte.

2 L 670 de 21
Tabelle 17.Schließmomente Baureihen L6F/D, L4F/Ds
L6F/DL4F/D
DNNennweite
Mc BCundBJ
BCpc
BJpc
BJA*pc
BJKpc
BJKA*pc
BJVpc
BJVA*pc EC
undEJ
ECpc
EJpc
EJApc Q-P
Nennweite
Feder offen
Feder geschlössen Handgetriebe
Eingangs-moment
M1
Nm Nennweite bar bar bar bar bar bar bar Nennweite bar bar bar bar bar Nm
1004" 60
6 3,3 5 QPC2 0,5 4,7 M07 5
8 2,7 0,5 4,3 0,2 3,6 0,8 5,2 7 4,4 0,1 5,5 QPC3 0,8 4,2
10 2,1 0,8 3,6 0,5 2,9 1,2 4,4 10
1255"
6 5,3 5 QPC2 5,6 M07 9
8 4,4 0,2 4,9 4,3 0,5 6,0 7 QPC3 0,6 4,6
9 2,7 10 3,0 0,5 4,8
10 2,5 0,7 4,0 0,7 3,4 1,1 4,8 12
11 1,4 14
1506" 150
6 7,8 5 QPC3 0,2 5,1 M07 13
8 6,5 5,9 4,9 6,9 7 QPC4 0,8 4,3
9 3,9 10 4,4 0,1 5,5
10 3,1 0,5 4,4 0,2 3,8 0,8 5,2 12 1,8 0,8 4,3
11 2,0 14
12 1,7 0,8 3,9 0,5 2,9 1,2 4,8
2008"
300
10 6,5 5,7 4,9 0,1 6,5 5 QPC4 0,2 5,1 M07 21
11 4,2 7 QPC5 0,8 4,3 M10 27
12 3,3 0,4 4,6 0,1 3,8 0,8 5,6 10
13 2,1 12 3,8 0,2 5,3
16 1,7 0,7 3,9 0,5 3,0 1,2 4,8 14
25010" 600
11 8,3 5 QPC5 0,2 5,1 M12 21
12 6,5 5,7 4,9 0,1 6,9 7 M14 36
13 4,2 10
16 3,3 0,4 4,6 0,1 3,8 0,8 5,5 12 7,7 7,2
17 2,2 14 3,1 0,5 4,7
20 1,8 0,8 3,8 0,5 3,0 1,2 4,6
30012" 1050
13 7,3 7 M14 60
16 5,7 5,5 4,7 0,3 6,4 10
17 3,8 12
20 3,0 0,5 4,3 0,2 3,6 0,9 4,9 14 5,5 5,9
35014" 1050
17 3,8 M15 60
20 3,0 0,5 4,3 0,2 3,6 0,9 4,9
25 2,3 0,6 4,2 0,3 3,4 1 4,8
40016" 1630
17 8,3 M15 65
20 6,5 5,6 4,8 0,2 6,2
25 3,4 4,4 0,2 3,8 0,8 5,1
32 1,7 3,8 0,5 3,0 1,2 4,7
45018" 2280
25 4,7 4,9 4,2 0,5 5,6 M15 92
32 2,3 4,2 0,3 3,4 1 4,9
50020" 3250
25 6,4 5,6 4,8 0,2 6,2 M16 88
32 3,1 4,4 0,2 3,6 0,8 5,2
40 1,6
60024" 5330
32 3,9 0,3 4,7 3,9 0,7 5,5 M25 147
40 1,8
322 0,7 3,9 0,4 3,1
70028"
8710
32 6,2 5,6 4,7 0,2 6,4
322 0,5 0,2
75030"
40 3,0
80032" 12740
322 0,2
40 4,4
50 2,3
90036" 15600
40 5,5
50 2,9
*) Feder = Drehmoment durch Feder unzureichend für Dichtigkeit gemäß ISO 5208 Rate D, BS 6755 Part 1 Rate D, ANSI/FCI 70.2 Class V, IEC 534-4 oder MSS-SP72/1970.**) Stellen Sie den Zuluftdruckregler auf den Druck unten ein. Überschreiten Sie nicht die vorgegebenen Werte.

22 2 L 670 de
Tabelle 18.Schließmomente Baureihe L6FB
L6FBDN
Nennweite
McBC
undBJ
BCpc
BJpc
BJA**pc
BJKpc
BJKA**pc
BJVpc
BJVA**pc
ECundEJ
ECpc
EJpc
EJApc Handgetriebe
Eingangs-moment
M1
Nm Nennweite bar bar bar bar bar bar bar Nennweite bar bar bar Nm
1506"
2008" 230
9 6,0 M12 19
10 *)Feder 4,2 *)Feder 3,6 4,7
11 3,3
12 0,6 3,4 0,2 2,7 1,1 3,9
13 1,5
16 1,2 1,0 2,9 0,6 2,3 1,5 3,6
17 1,2
25010" 460
12 *)Feder 4,3 *)Feder 3,5 0,3 4,8 M14 35
13 3,1 M15 24
16 3,4 2,7 4,0
17 1,6
20 1,3 1,0 2,9
25 0,7 1,2 2,2 0,8 1,6 1,7 2,7
30012" 950
16 5,5 *)Feder 4,5 *)Feder 3,8 0,1 5,1 M15 50
17 3,4 M16 34
20 2,8 0,5 1,4 0,1 2,3 0,9 3,9
25 1,5 0,9 2,9 0,6 2,3 1,4 3,4
32 0,7 1,2 2,2 0,8 1,5 1,7 2,7
35014" 1250
17 4,5 M15 66
20 3,7 0,2 3,7 *)Feder 3,1 0,6 4,2 M16 44
25 1,9 0,8 3,1 0,4 2,5 1,3 3,5 M25 45
32 1,0 1,1 2,8 0,8 2,1 1,6 3,3
40 0,5
40016" 1600
20 4,7 *)Feder 4,1 *)Feder 3,5 0,3 4,5 M16 56
25 2,5 0,6 3,2 0,3 2,6 1,1 3,7 M25 58
32 1,2 1,1 2,9 0,7 2,2 1,5 3,4
322 1,3 2,3 0,9 1,6 1,7 2,8
40 0,6
45018" 2000
25 3,1 0,4 3,4 0,1 2,8 0,9 3,9 M25 72
32 1,5 1,0 3,0 0,6 2,3 1,5 3,5
322 1,2 2,2 0,8 1,5 1,7 2,7
40 0,7
50 0,4
50020"
32 2,5 0,6 3,3 0,3 2,7 1,1 3,8 M25 120
322 1,1 2,0 0,7 1,4 1,5 2,5
40 1,1
50 0,6
60024" 6000
32 4,6 *)Feder 4,1 *)Feder 3,4 0,4 4,6
322 0,7 3,3 0,3 2,6 1,2 3,8
40 2,2
50 1,1
502 0,4
700, 75028", 30" 8000
322 0,4 3,6 0,1 2,9 0,9 4,0
40 3,0
50 1,5
80032"
322
40
50
502
90036"
50
502
602
752
*) Feder = Drehmoment durch Feder unzureichend für Dichtigkeit gemäß ISO 5208 Rate D, BS 6755 Part 1 Rate D, ANSI/FCI 70.2 Class V, IEC 534-4 oder MSS-SP72/1970.**) Stellen Sie den Zuluftdruckregler auf den Druck unten ein. Überschreiten Sie nicht die vorgegebenen Werte.

2 L 670 de 23
10 EXPLOSIONSZEICHNUNG UND STÜCKLISTE
10.1 L6C, L6D
Ersatzteile Kategorie 1: Empfohlene Weichteile, bei jeder Reparatur erforderlich. Lieferung als Satz.Ersatzteile Kategorie 2: Teile zum Austausch des Sitzes. Ersatzteile Kategorie 3: Teile zum Austausch des Schließelementes.Ersatzteile für eine Generalüberholung: Alle Teile der Kategorien 1, 2 und 3.
Position Anzahl Bezeichnung Empfohlenes Ersatzteil1 1 Gehäuse2 1 Klemmring3 1 Klappenscheibe 34 1 Sitzring 29 1 Druckring10 1 Blindflansch11 1 Antriebswelle 312 1 Welle 313 1 Passfeder 314 3 Stift 315 1 Lager 316 1 Lager 317 2 Drucklager18 1 Dichtung 119 1 Gehäusedichtung 120 1 Satz Stopfbuchsenpackung 121 1 Federscheibe22 1 Anti-Extrusionsring24 2 Gewindebolzen25 2 Sechskantmutter26a 4 Gewindebolzen26b 4 Sechskantmutter27 Innensechskantschraube29 1 Typenschild30 Unterlegscheibe42 2 Innensechskantschraube44 2 Scheibenfedersatz
1016
1
1720 9 42
2425
131114
3
1412
2
27
26a
4
19
2
1518
15
30
44
26b

24 2 L 670 de
10.2 L6F
* Anmerkung: Baureihen L6F 28/24 bis 36/32 Anzahl der Gewindebolzen und Muttern 6 Stück.Ersatzteile Kategorie 1: Empfohlene Weichteile, bei jeder Reparatur erforderlich. Lieferung als Satz.Ersatzteile Kategorie 2: Teile zum Austausch des Sitzes. Ersatzteile Kategorie 3: Teile zum Austausch des Schließelementes.Ersatzteile für eine Generalüberholung: Alle Teile der Kategorien 1, 2 und 3.
Position Anzahl Bezeichnung Empfohlenes Ersatzteil1 1 Gehäuse2 1 Klemmring3 1 Klappenscheibe 34 1 Sitzring 29a 1 Druckring9b 1 Kompressionsring10 1 Blindflansch11 1 Antriebswelle 312 1 Welle 313 1 Passfeder 314 3 Stift 315 4 Lager 316 2 Lager 318 1 Dichtung 119 1 Gehäusedichtung 120 1 Satz Stopfbuchsenpackung 124 4 Gewindebolzen25 4 Sechskantmutter26a 4* Gewindebolzen26b 4* Sechskantmutter27 Innensechskantschraube29 1 Typenschild42 1 Sicherungsring44 4 Scheibenfedersatz
10
16
1
20
9a
25
42
13
11
143
14
12
2
44
4
27
15
18
15
19
24
9b
26b26a

2 L 670 de 25
11 ABMESSUNGEN UND GEWICHTE
L6C, ASME CLASS 150
*) Nennweiten DN 700 und größer gemäß ASME B16.47 Serie A, Bohrung für Nennweiten DN 1600 und größer müssen mit dem Werk besprochen werden.
L6D, ASME CLASS 300
*) Nennweiten DN 700 und größer gemäß ASME B16.47 Serie A.
NPS Abmessungen, mm kg U V
A A1 øB øB1 øH øD C E øO R P M N K S T
4 127 74 230 157,2 190,5 19 90 273 15 105 17 4,76 25 248 70 - 25 M10 M8
5 140 80 255 185,7 215,9 23 135 307 20 125 22,2 4,76 35 272 90 - 34 M12 M8
6 140 79 280 215,9 241,3 23 135 330 20 125 22,2 4,76 35 295 90 - 40 M12 M8
8 152 82,5 345 269,9 298,5 23 160 352 20 125 22,2 4,76 35 317 110 32 60 M12 M8
10 165 88 405 323,8 362 26 185 393 25 136 27,8 6,35 46 347 110 32 85 M12 M10
12 178 104 485 381 431,8 26 225 451 30 161 32,9 6,35 51 400 130 32 120 M12 M10
14 190 118 535 412,8 476,3 29 280 490 35 170 39,1 9,52 58 430 130 32 150 M12 M10
16 216 134 595 469,9 539,8 29 315 545 40 190 44,2 9,52 68 475 160 40 220 M16 M10
18 222 131 635 533,4 577,9 32 340 568 45 200 50,4 12,7 80 488 160 40 250 5/8 1/2
20 229 129 700 584,2 635 32 370 608 50 230 55,5 12,7 90 518 160 55 320 3/4 1/2
24 267 158 815 692,2 749,3 35 435 669 55 230 60,6 12,7 90 579 160 55 490 3/4 1/2
28* 292 144 925 800 863,6 35 464 820 70 300 78,2 19,05 119 701 230 90 700 1 5/8
30* 318 170 985 857 914,4 35 492 785 70 300 78,2 19,05 119 666 230 90 850 1 5/8
32* 318 159 1060 914 977,9 42 530 875 85 325 94,7 22,23 146 730 230 90 1050 1 5/8
36* 330 150 1170 1022 1085,8 42 630 995 95 375 104,8 22,23 156 839 330 120 1350 1 1/4 3/4
38* 330 150 1240 1073 1149,3 42 695 1085 95 375 104,8 22,23 156 929 330 120 1400 1 1/4 3/4
40* 410 222 1290 1124 1200,2 42 645 1090 105 395 116 25,4 180 913 330 120 1600 1 1/4 3/4
48* 470 256 1510 1359 1422,4 42 756 1235 120 425 133,8 31,75 205 1030 330 120 2300 1 1/4 3/4
56* 530 288 1745 1575 1651 48 1001 1470 150 530 181 38,1 280 1190 400 160 4600 1 1/2 1 1/4
64* 600 370 1870 1714 1790 38 1097 1540 165 530 181 38,1 280 1260 400 160 5200 1 1/2 1 1/4
72* 356 160,5 2020 1917 1957 29 1130 1512 135 475 148,9 31,75 225 1287 360 135 4800 1 1/4 7/8
80* 540 274,5 2345 2213 2257 45 1173 1700 135 475 148,9 31,75 225 1475 360 135 6900 1 1/4 7/8
NPS Abmessungen, mm kg U V
A A1 øB øB1 øH øD C E øO R P M N K S T
4 127 74 255 157,2 200 23 90 273 15 105 17 4,76 25 248 70 - 34 M10 M8
5 140 80 280 185,7 235 23 120 307 20 125 22,2 4,76 35 272 90 - 50 M12 M8
6 140 79 320 215,9 269,9 23 135 330 20 125 22,2 4,76 35 295 90 - 60 M12 M8
8 152 80 380 269,9 330,2 26 165 368 25 136 27,8 6,35 46 322 110 32 90 M12 M10
10 165 83 445 323,8 387,4 29 205 440 35 166 39,1 9,52 58 382 130 32 135 M12 M10
12 178 96,5 520 381 450,8 32 280 520 45 200 50,4 12,7 80 440 160 40 200 M16 M14
14 190 110,5 585 412,8 514,4 32 335 590 50 230 55,5 12,7 90 500 160 55 250 M20 M14
16 216 126,5 650 469,9 571,5 35 375 630 55 230 60,6 12,7 90 540 160 55 330 M20 M14
18 222 115,5 710 533,4 628,6 35 395 725 70 310 78,2 19,05 119 606 230 90 420 1 5/8
20 229 116 775 584,2 685,8 35 445 750 70 310 78,2 19,05 119 631 230 90 510 1 5/8
24 267 140 915 692,2 812,8 41 510 810 85 310 94,7 22,23 146 664 230 90 760 1 5/8
26 292 140 970 749 876,3 45 575 955 95 375 104,8 25,4 156 799 330 120 900 1 1/4 3/4
28* 292 140 1035 800 939,8 45 575 975 95 395 104,8 25,4 156 819 330 120 1100 1 1/4 3/4
32* 318 159 1150 914 1054 51 640 1055 120 425 133,8 31,75 205 850 330 120 1400 1 1/4 1
36* 330 165 1270 1022 1168,4 54 780 1175 135 475 149 31,75 225 950 360 135 1900 1 1/4 1 1/4
40* 410 165 1240 1086 1155,7 45 780 1175 135 475 149 31,75 225 950 360 135 1900 1 1/4 1 1/4
42* 410 205 1290 1137 1206,5 45 820 1260 165 530 181 38,1 280 980 360 135 2530 1 1/4 1 1/4
48* 470 255 1465 1302 1371,6 51 940 1380 165 530 181 38,1 280 1100 360 135 3530 1 1/4 1 1/4
56* 530 285 1710 1518 1600,2 60 1110 1590 200 590 222,1 50,8 340 1250 460 180 5650 1 1/2 1 1/2
C
M
L6F/D; NPS 4 - 36L6C; NPS 4 - 32L6D; NPS 4 - 28
L6C; , 72, 80NPS 36 - 56L6D; NPS 32, 36, 40, 56
L6C; NPS 64L6D; NPS 42, 48
V
UT
T
T
U
U
V
V
SS
M
A
A1
E
K
R
N
øD
øO
øB1
øB øH
S
NPS P

26 2 L 670 de
L6F/D, ASME CLASS 600/300
*) Nennweiten DN 700 und größer gemäß ASME B16.47 Serie A.
L6F, ASME CLASS 600
NPS Abmessungen, mm kg U V
A A1 øB øB1 øH øD C E øO R P M N K S T
4 190 110 275 157,2 215,9 26 110 270 15 125 17 4,76 25 245 110 32 45 3/8 3/8
6 210 125 355 215,9 292,1 29 150 315 20 115 22,7 4,76 35 280 110 32 90 1/2 3/8
8 230 177 420 269,9 349,2 32 225 376 25 146 27,8 6,35 46 330 110 32 150 1/2 1/2
10 250 145 510 323,8 431,8 35 220 443 35 158 39,1 9,53 58 385 160 40 215 5/8 5/8
12 270 181 560 381 489 35 326 612 45 230 50,4 12,7 80 532 230 90 350 1 3/4
14 290 180 605 412,8 527,0 38 350 585 45 230 50,4 12,7 80 505 230 90 410 1 3/4
16 310 202 685 469,9 603,2 41 400 666 50 230 55,5 12,7 90 576 230 90 450 1 3/4
18 330 220 745 533,4 654,0 45 420 629 55 239 60,6 12,7 90 539 230 90 600 1 1/2
20 350 243,5 815 584,2 723,9 45 460 778 70 278 78,15 19,05 119 659 230 90 895 1 1
24 390 256,5 940 692,2 838,2 51 490 1451 85 846 94,625 22,225 146 1305 330 120 1225 1 1/4 1 1/4
28* 430 200 1075 800 863,6 48 565 1605 95 980 104,825 22,225 156 1449 330 120 1625 1 1/4 1 1/4
30* 430 200 1130 857 1022,3 54 646 1006 95 381 104,825 22,225 156 850 330 120 1795 1 1/4 1 1/4
36* 510 345 1315 1022 1193,8 67 710 1600 135 890 148,95 31,75 225 1375 360 135 2770 1 1/4 1 1/4
NPS Abmessungen, mm kg U V X Y
A A1 ØB ØB1 ØH ØD C E K ØO R P M N S T
6 210 119 355 215,9 292,1 28,5 216 413,5 362,5 30 161 33,45 6,35 51 130 35 93 M12 M12 - -
8 230 157,3 420 269,9 349,2 32 256 458 400 35 178 39,2 9,525 58 160 40 148 M16 M12 - -
10 250 145 510 323,8 431,8 35 310 530 450 45 200 51 12,7 80 160 40 270 M16 M14 - -
12 270 174,5 560 381 489 35 345 629 539 50 270 56,1 12,7 90 230 90 330 M24 M20 24,6 -
14 290 168 605 412,8 527,1 38 360 652,5 562,5 55 270 61,2 12,7 90 230 90 384 M24 M18 27,4 -
16 310 193 685 469,9 603,2 41 425 727 603 70 314 78,2 19,05 119 230 90 560 M24 M20 45,7 -
18 330 200 745 533,4 654 45 485 788 642 85 326 94,7 22,225 146 230 90 680 M24 M20 55 -
20 350 213,5 815 584,2 723,9 45 547 885 739 85 366 94,7 22,225 146 330 120 880 M30 M20 72,4 6,5
24 390 256,5 940 692,2 838,2 51 570 962 806 95 376 105,8 22,225 156 330 120 1290 M30 M30 97 -
28 430 200 1075 800 965,2 54 725 1115 935 105 430 116,3 25,4 180 360 135 1400 M30 M30 97,1 51,8
30 430 200 1130 857 1022,4 54 725 1115 935 105 430 116,3 25,4 180 360 135 2100 M30 M30 51,8 97,1
36 510 320 1315 1022 1193,8 67 845 1292 1042 150 500 169 38,1 250 400 160 3150 M3 M36 190,6 79,5
ØS
T
MU
V
>-"42
T
M
S
U
V
"02>-
ØD
EC
N
P
ØO
K
R
X
A
ØB
ØH
ØB
1
Y (*)
NP
S
A1

2 L 670 de 27
L4F/D, ASME CLASS 600/300
*) Nennweiten DN 700 und größer gemäß ASME B16.47 Serie A.
Nennweiten Abmessungen, mm UNC WeightkgNPS Di A A1 øB øB1 C E O R P M N S T U V
04 3 64 26 275 157,2 135 270 15 125 17,0 4,76 25 110 32 1/2 3/8 17
06 5 76 30 355 215,9 190 335 20 135 22,2 4,76 35 110 32 1/2 3/8 30
08 6 89 36 420 269,9 225 386 25 146 27,8 6,35 46 110 32 1/2 1/2 65
10 8 114 49 510 323,8 300 525 35 180 39,1 9,52 58 160 40 5/8 5/8 140
12 10 178 89 560 381 326 612 45 230 50,4 12,70 80 230 90 1 3/4 190
14 10 190 95 605 412,8 350 585 45 230 50,4 12,70 80 230 90 1 3/4 270
16 12 216 108 685 469,9 400 676 50 240 55,5 12,70 90 230 90 1 3/4 300
20 16 229 122,5 815 584,2 460 778 70 278 78,2 19,05 119 230 90 1 1 450
24 20 267 133,5 940 692,2 560 951 85 346 94,7 22,23 146 330 120 1 1/4 1 660
28* 24 292 140 1075 800 640 1006 95 316 104,8 22,23 156 330 120 1 1/4 1 840
32* 28 318 159 1195 914 660 1066 120 426 133,7 31,75 205 330 120 1 1/4 1 1225
36* 30 330 165 1315 1022 685 1195 135 475 148,9 31,75 225 360 135 1 1/4 1 1625
CE
OM
R
Di
NPSN
P
øB
øH
SIZES, NPS 04-08
T
S
U
SIZES, NPS 10-28
øB1
A1
A
S
Only sizes24" and28"
V
Nur Nennweiten DN 600 und DN 700
Nennweiten, NPS 04-08
Nennweiten, NPS 10-28 E

28 2 L 670 de
STELLKLAPPE + HANDGETRIEBE
Typ Abmessungen, mm kg
F G J V Z
M07 241 185 65 52 160 3
M10 241 185 65 52 200 5
M12 304 235 88 71 315 10
M14 405 305 93 86 400 18
M15 456 346 102 105 500 31
M16 530 389 124 130 500 45
M25 597 412 160 182 600 61
V
GF
K*) J
Ø Z Ø B*)
OPE
N
SHUT
OPE
N
SHUT
’) Abmessungen K und øB siehe Seiten 25 und 28.

2 L 670 de 29
STELLKLAPPE + PNEUMATIKANTRIEBE B1C, B1J, B1JA
NPT
X
NPT
F max.
G
K*V
ØB*
J
Typ Abmessungen, mm NPT kg
X G F V J
B1C6 90 260 400 36 283 1/4 4,2
B1C9 110 315 455 43 279 1/4 9,6
B1C11 135 375 540 51 290 3/8 16
B1C13 175 445 635 65 316 3/8 31
B1C17 215 545 770 78 351 1/2 54
B1C20 215 575 840 97 385 1/2 73
B1C25 265 710 1040 121 448 1/2 131
B1C32 395 910 1330 153 525 3/4 256
B1C40 505 1150 1660 194 595 3/4 446
B1C50 610 1350 1970 242 690 1 830
Typ Abmessungen, mm NPT kg
X G F V J
B1J, B1JA8 135 420 560 43 279 3/8 17
B1J, B1JA10 175 490 650 51 290 3/8 30
B1J, B1JA12 215 620 800 65 316 1/2 57
B1J, B1JA16 265 760 990 78 351 1/2 100
B1J, B1JA20 395 935 1200 97 358 3/4 175
B1J, B1JA25 505 1200 1530 121 448 3/4 350
B1J, B1JA32 540 1410 1830 153 525 1 671

30 2 L 670 de
12 TYPENCODE
Beispiele:L6CBN08AACAG = Standardausführung mit Metalllagern,
Edelstahlgehäuse und -scheibe.Max. Temperatur +425 °C
L6CBN08AACAT = Max. Temperatur +230 °CL6CBU28AACAG = Standardausführung in größeren Nennweiten mit
Metalllagern, Edelstahlgehäuse und -scheibe.Flanschbohrung gemäss ASME B16.47 Serie A.Max. Temperatur +425 °C
L6CBH10AAHHG = Hochtemperatur-AusführungL6CBC12AACAG = Tieftemperatur-AusführungL6FBN08PACBG = Standardausführung mit Metalllagern, Gehäuse und
Scheibe aus Kohlenstoffstahl, Class 600 bei vollem Nenndruck.
NELDISC ® dr eifach ex zentrische Hoc hlei stungs-Stellkla ppe mit Me tallsitzBaureihen L6, L4
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13.
L6 C B N 08 P A C A G /
1 Scheiben Konstruktion
S- Strömungsausgleichende Innengarnitur auf stromabwärtiger Seite des Gehäuses
2 Produktbaureihe / Ausführung
L6
L6C und L6D Druckstufen sind geflanscht; Einbaumaßegemäß EN 558 Teil 1, Basisserie 13, ISO 5752 Serie 13, API 609 Kategorie B, Doppelflansch, kurze Ausführung
L6F und L6F/D sind geflanscht; Einbaumaße gemäß EN 558Teil 1, Basisserie 14, ISO 5752 Serie 14, API 609 Kategorie B.
L4In Einklemmbauweise, reduzierter Durchgang, Einbaumaße gemäß ISO 5752 Serie 16 / BS 5155 / API 609 DN 100 bis DN 250 undSerie 13 / BS 5155 DN 300 bis DN 700
3 DruckstufenC Gehäuse ASME Class 150D Gehäuse ASME Class 300F Gehäuse ASME Class 600
F/D Gehäuse ASME Class 600, Innengarnitur ASME Class 300
4 Sitzausführung
Bnicht
beiL6F/D
Metallsitz- Antriebsmontage Neles Standard / metrische Gewinde mit Antriebswelle und 2 Passfedern.- Leitungsflanschgewinde gemäß angewandtem Leitungsflanschstandard (13. Stelle)Anwendung zusammen mit 5. Stelle Codes N, C, H, S (auch NACE Versionen)
5 Konstruktion
Noder
1N (NACE)
STANDARD im Nennweitenbereich DN 100 bis DN 600 / 4"...24"(Cl.150, Cl.300)STANDARD im Nennweitenbereich DN 150 bis DN 1000 / 6"...40" (Cl.600, nicht bei L6F/D)- max. Temp.+425 °C- Lager Kobaltlegierung; Wellenlagerfläche nitriert (17-4PH Welle)- Gehäuse- und Blindflanschdichtungen Graphit- Reine Wellen-Stellklappe ATEX II 2 G c- nicht eingesetzt in L6F/D
A
Standardkonstruktion im Nennweitenbereich DN 100 bis DN 600 / 04"...24" (Cl.150, Ll.300)-Lager PTFE + C25 +AISI 316 oder PTFE + C25 + Alloy 625abhängig von Gehäusewerkstoff; Wellenlagerfläche nitriert.- max. Temp. +260 °C- Gr. 630 (17-4PH) Welle- Gehäuse- und Blindflanschdichtungen Graphit
Uoder
1U (NACE)
Standardkonstruktion im Nennweitenbereich DN 700 - DN 2000 / 28"...80" (Cl.150, Cl.300) und DN 100 - DN 900 / 4"-36" (L6F/D)- max. Temp. + 425 °C- Wellenlagerfläche verchromt- Lager NITRONIC 60 (nicht NACE entsprechend)- Lager Kobaltlegierung (NACE )- Gehäuse- und Blindflanschdichtungen Graphit- Klemmringschrauben Gr. 660 (NACE)- Reine Wellen-Stellklappe ATEX II 2 G c
H oder 1H
(NACE)
Hochtemperatur-Ausführung, max. Temp. +600 °C- Lagerflächen der Wellen Kobaltlegierung- Lager Kobaltlegierung- Gehäuse- und Blindflanschdichtungen Graphit(ATEX II 2 G c)
C
Tieftemperatur-Ausführung, t= -200 °C bis +260 °C, Code C t= -50 °C oder -100 °C bis +260 °C, Code 1C t= -200 °C bis +260 °C, Code 2C- erweiterter Aufsatz und Antriebswelle(Erweiterung kryogene Ausführung für T = -200 °C bis +260 °C)- Lager PTFE+ C25 + AISI 316- Gehäuse- und Blindflanschdichtungen Graphit- 2 Passfedern in L6F..
X oder
1X (NACE)
EMISSION - Emissions-Graphitpackung- Emissions-Blindflansch- Emissions-Blindflanschgewindebolzen Gr. 660- Ansonsten wie Konstruktion "N" oder "1N"
S oder 1S (NACE)
DAMPFMANTEL MIT LAGERSCHUTZ- Dampfmantel auf Klappengehäuse und Graphitlagerschutz. - Ansonsten wie Konstruktion "BN" oder "BU"
Z SAUERSTOFFANWENDUNGReinigung gemäß FC-QC-0001. Siehe IMO 10O270EN.pdf.
6 NennweitenL6: ASME Class 150.04, 05, 06, 08, 10, 12, 14, 16, 18, 20, 24, 28, 30, 32, 36, 40, 44, 48, 52, 54, 56, 64, 72, 80L6: ASME Class 300.04, 05, 06, 08, 10, 12, 14, 16, 18, 20, 24, 28, 30, 32, 36, 42, 48, 56 L6F: 06, 08, 10, 12, 14, 16, 18, 20, 24, 28, 30, 32, 36L4F/D:04/03, 06/05, 08/06, 10/08, 12/10, 14/10, 16/12, 20/16, 24/20, 28/24L6F/D:04/03, 06/05, 08/06, 10/08, 12/10, 14/10, 16/12, 18/14, 20/16, 30/24
7 GehäusewerkstoffStandard
A ASTM A 351 gr. CF8MP ASTM A 216 gr. WCBF ASTM A 352 gr. LCC
8 ScheibenwerkstoffStandard
A ASTM A 351 gr. CF8M / F 316
9 Wellen- und Stiftwerkstoff Standard
C Gr. 630 (17-4PH)H Nimonic 80A (Hochtemp. über +425 °C)
10 SitzwerkstoffStandard
ANicht
bei L6FIncoloy 825, hart-verchromt
B W.no. 1.4418, hart-verchromt (AVESTA 248 SV).
D F6NM, hart-verschromt (NACE)t= -75 ° bis +425 °C
H Nimonic 80A, hart-verchromt, (Hochtemp. über +425 °C).
11 Optionen PackungswerkstoffeG TA-Luft Graphit-Packung, feuergeprüft.
T TA-Luft PTFE V-Ring-Packung, Stopfbuchsenpackung PTFE V-Ringe(nur bei Konstruktions-Code U), max. Temp. +230 °C
12 Flansch-Dichtfläche
-Ra 3.2 - 6.3, Standard, ohne ZeichenAbdeckung:EN 1092-1 Typ B1 (Ra 3.2 - 12.5)ASME B16.5, Ra 3.2 - 6.3 (125 - 250 μin/Mikrozoll)
13 Flanschbohrung
- Gemäß ASME B16.5, ohne Zeichen (DN 100 – DN 600).Gemäß ASME B16.47 Serie A (DN 700 und höher).
B Gemäß ASME B16.47 Serie B Class 150 & Class 300 (Nennweiten 26" und größer), nicht bei L6F.

2 L 670 de 31

Metso Flow Control Inc.
Europe, Vanha Porvoontie 229, P.O. Box 304, FI-01301 Vantaa, Finland. Tel. +358 20 483 150. Fax +358 20 483 151North America, 44 Bowditch Drive, P.O. Box 8044, Shrewsbury, MA 01545, USA. Tel. +1 508 852 0200. Fax +1 508 852 8172
South America, Av. Independéncia, 2500-Iporanga, 18087-101, Sorocaba-São Paulo, Brazil. Tel. +55 15 2102 9700. Fax +55 15 2102 9748 Asia Pacific, 238B Thomson Road, #17-01 Novena Square Tower B, Singapore 307685. Tel. +65 6511 1011. Fax +65 6250 0830
China, 11/F, China Youth Plaza, No.19 North Rd of East 3rd Ring Rd, Chaoyang District, Beijing 100020, China. Tel. +86 10 6566 6600. Fax +86 10 6566 2583Middle East, Roundabout 8, Unit AB-07, P.O. Box 17175, Jebel Ali Freezone, Dubai, United Arab Emirates. Tel. +971 4 883 6974. Fax +971 4 883 6836
www.metso.com/valves
32 2 L 670 de