Embed Size (px)
Citation preview

Special | 2013
Special – Oberflächen in der Medizintechnik
Reinigungsverfahren für die MedizintechnikHohe Sauberkeit als Mehrwert
Biokompatible SchichtenSchutzschild für chirurgische Instrumente
Prüfmethoden für funktionelle Ober� ächenAntimikrobielle Wirksamkeit zuverlässig testen
J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K
www.jot-oberflaeche.de
12. UND 13. NOVEMBER 2013 | STUTTGART-VAIHINGEN | JOT-FACHTAGUNG 2013
Industrie-Lackierung 2013Fachtagung industrielles Nasslackieren
_ Zukunftstrends und ihre Wirkungen auf Oberflächen(technologien)
_ Trocknerbeheizung mit BHKW – Energiewende auch beim Lackieren?
_ Chrom-Optik mit PVD und UV-Lack
_ Leistungsstark und umweltschonend: Die neue Lackieranlage von AGCO Fendt
_ Besser und wirtschaftlicher lackieren mit Stickstoff
_ Reinigung VOC-haltiger Abluft
_ Lackierprozesse bedarfsgerecht automatisieren
_ Individuelle Aufgabenstellungen und Lackierprobleme gemeinsam effizient lösen
Jetzt anmelden!
PROGRAMM UND ANMELDUNG
www.JOTlive.de

3JOT Oberfl ächen in der Medizintechnik 2013
STÄNDIGE RUBRIKEN
4 Markt
38 Produkte
43 Impressum
ANZEIGENRUBRIKEN
40 Bezugsquellen
LACKE
8 Pulverbeschichtete
Oberflächen sollen
Infektionen verhindern
DÜNNE SCHICHTEN
10 Verlängerte Lebensdauer
durch Plasmatechnik
12 Funktionale
Plasmabeschichtung
16 Schutzschild für chirurgische
Instrumente
REINIGEN & VORBEHANDELN
18 Hohe Sauberkeit als
Mehrwert
22 Vorteile durch
energiesparende
Kondensationstrocknung
26 Ultraschall-Reinigung von
Präzisionsinstrumenten
28 Sterilisations- und
Reinigungslösung auf hohem
Niveau
NANOTECHNOLOGIE
30 Nano-Oberflächen gegen
resistente Keime
GALVANOTECHNIK
32 Oberflächenveredelung
für glatte und beständige
Schichten
MESSEN & PRÜFEN
34 Antimikrobielle Wirksamkeit
zuverlässig prüfen
SCHLEIFEN
36 Feinstbearbeitung von
Implantaten
Antimikrobielle Wirksamkeit zuverlässig testenDie Ultraschallsiebung ist
unverzichtbarer Bestandteil moderner
Pulverbeschichtungsanlagen. Um eine
einwandfreie Siebung zu erzielen, muss das
Gerät sorgfältig behandelt und gewartet werden.
Reinigungsverfahren für die MedizintechnikDie Auswahl der optimalen Reinigungstechnik
leistet bei der Herstellung medizintechnischer
Produkte einen wichtigen Beitrag zu deren
Qualität und Wirtschaftlichkeit.
Schutzschild für chirurgische InstrumenteDurch funktionelle Eigenschaften
biokompatibler Ober� ächen werden
chirurgische Instrumente resistenter gegen
zahlreiche Belastungen.
16
Titelbild: Happy Plating
18
34
Special | 2013
Inhalt www.jot-oberflaeche.de

4 JOT Oberflächen in der Medizintechnik 2013
Kontakt:Metoba Metalloberflächenbearbeitung GmbH, Lüdenscheid, Tel. 02351 8750, [email protected], www.metoba.de
Medizintechnik im Fokus
Metoba in Initiative Gesundheitswirtschaft aufgenommenMit dem Eintritt in die Brancheninitiative Gesundheitswirtschaft bekräftigt Metoba Metallveredelung
den Fokus auf Innovationen in der Medizintechnik. Expertenrunden greifen Themen auf, die für die
Entwicklungen der Gesundheitswirtschaft- und Medizintechnikbranche zukunftsweisend sein können.
Die Brancheninitiative Gesund-heitswirtschaft freut sich über ein
neues Mitglied: Die Metoba Metal-loberf lächenbearbeitung GmbH aus Lüdenscheid, die sich bereits seit länge-rem auch mit Beschichtungen für den medizinischen Bereich beschäftigt, hat sich jetzt der Brancheninitiative Ge-sundheitswirtschaft angeschlossen und wird verstärkt den Fokus auf Innovati-onen in der Medizintechnik legen. Für Vertriebsleiter Georg Tillmann ist be-sonders ein neues Veranstaltungsfor-
mat von Interesse, das die Branchenin-itiative aktuell vorbereitet. Wie Volker Steinke von der Gesellschaft zur Wirt-schafts- und Strukturförderung im Märkischen Kreis mbH (GWS) erläu-terte, handelt es sich beim so genann-ten ExpertTable um eine Expertenrun-de im kleinen Kreis, die ganz gezielt Fachleute aus Technik beziehungswei-se Produktion und Wissenschaft zu be-stimmten Themen an einen Tisch brin-gen möchte. Die „ExpertTables“ greifen Themen auf, die für die Entwicklungen
der Gesundheitswirtschaft- und Medi-zintechnikbranche zukunftsweisend sein können. Gemeinsam mit Dr. An-dreas Günther, geschäftsführender Ge-sellschafter der Rio GmbH, den Grund-stein für einen Arbeitskreis zum The-ma funktionelle Beschichtungen und Restschmutzanalytik in der Medizin-technik.
Von links: Volker Steinke (GWS), Anna-Carina Ganz (Rio GmbH), Georg Tillmann (Metoba) und Dr. Andreas Günther (Rio) bereiten den Experttable der Brancheninitiative Gesundheitswirtschaft vor
MARKT J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K
5JOT Oberfl ächen in der Medizintechnik 2013
Antibakteriell wirkende Materialober� ächen
Ober� ächenbeschichtungen als LebensretterFunktionelle Materialober� ächen spielen eine entscheidende Rolle bei der Bekämpfung
aggressiver Krankenhauskeime. Durch eine verstärkte Zusammenarbeit von Wissenschaft
und Wirtschaft bieten sich vielfältige Chancen.
Bei der Prävention o� tödlicher In-fektionen durch Keime kom-
men neuartige antibakteriell wirken-de Oberf lächen ins Spiel. Sie sollen die Ausbreitung aggressiver Bakteri-enstämme verhindern, die gegen An-tibiotika resistent sind. Weil nach In-fektionen im Krankenhaus jährlich in Deutschland bis zu 40 000 Menschen sterben, melden sich jetzt Materialfor-scher aus Wissenscha� und Industrie zu Wort. Auf der ersten Fachkonferenz zu antibakteriell wirkenden Material-ober� ächen im Rahmen der � üringer Grenz- und Ober� ächentage am 4. Sep-tember in Zeulenroda diskutierten sie die Nutzung funktionalisierter Ober-� ächen im Medizinbereich und ande-ren Branchen. Prof. Dr. Jörg Tiller be-tonte vorab, dass es kein antimikrobi-elles Universalrezept gebe, fast jedes System eine den Umfeldbedingungen angepasste spezifische Lösung benö-tige: „Mit kontaktaktiven Ober� ächen
kann man etwa im Trinkwasserbereich gut arbeiten, stark keimbelasteten Flä-chen erfordern aber andere Wege.“ Die-se unterschiedlichen Erfordernisse bö-ten entsprechend vielfältige Chancen für die umsetzende Industrie. Der Fo-kus liegt hier auf aussichtsreichen Be-schichtungen, die kein umweltbelas-tendes Biozid freisetzen, oder dies „on demand“ nur bei realer Kontaminati-on tun. Damit werde auch das Risiko minimiert, die Ausbildung neuer re-sistenter Bakterienstämme zu fördern. Häu� g verbreiten sich die resistenten Keime über Hautkontakt mit Ober� ä-chen vielfach berührter Gegenstände wie Türklinken, Klingelknöpfe, Vasen oder Touchscreens. Weil sie sich mit Antibiotika nicht bekämpfen lassen, sollen die Funktionsoberf lächen ih-re Eindämmung schon im Vorfeld si-chern. Die Suche nach entsprechenden wissenscha� lichen Zusammenhängen und ihre technologische Umsetzung in
Materialien und Produkte stellen Wis-senscha� und Wirtscha� jedoch unver-ändert vor enorme Herausforderungen. Zugleich beinhaltet sie jedoch Chancen für Unternehmen ganz unterschiedli-cher Branchen, die neue Produkte etwa für den Gesundheitsmarkt entwickeln oder vorhandenen neue Eigenscha� en verleihen wollen. Im Ergebnis einer re-striktiven Gesetzgebung werde die Lis-te industriell genutzter Biozide aktuell „eher kürzer denn länger“, so Tiller; das forciere geradezu die Ausbildung neu-er Resistenzen. Hier könnten innovati-ve Unternehmen sich durch Kooperati-on mit der Wissenscha� echte Allein-stellungen sichern.
Kontakt:Innovent e.V., Jena,[email protected], Tel. 03641 2825-10www.innovent-jena.de
Erleben Sie
Trocknungstechnik
LIVEim HARTER
Technikum.
Harter trocknet alles. Sicher.Ihr Produkt hat beste Behandlung verdient. Und intensivste Trocknung.AIRGENEX®med von Harter trocknet alle Produkte nach Sterilisation oder Reinigung sowie Materialien und pharmazeutische Erzeugnisse in allen Stadien der Produktion – energiesparend im geschlossenen System, ohne unerwünschte Produkterhitzung, in kurzer Zeit und mit höchster Qualität.
AIRGENEX®med Trocknungssysteme für Pharma und Medizintechnik
„WIR LÖSEN IHRE PROBLEME IN LUFT AUF!“
HARTER Oberflächen- und Umwelttechnik GmbH Telefon +49 (0) 83 83 / / / 92 23 - 0 www.harter-med.de
6 JOT Oberflächen in der Medizintechnik 2013
3. Fachtagung Reinigen in der Medizintechnik
Medizinische Produkte prozesssicher reinigenZugeschnitten auf die speziellen Anforderungen bei der Herstellung medizintechnischer Produkte
findet am 26. November 2013 in Nürtingen die Fachtagung industrielle Teile- und Oberflächeneinigung
in der Medizintechnik statt.
Unabhängig davon, ob gedreht, ge-fräst, gestanzt, gegossen oder ge-
nerativ hergestellt – die Reinigung medizintechnischer Produkte stellt nicht selten eine Herausforderung dar. Denn die Herstellung der produktspe-zifisch definierten Sauberkeit ist eine wesentliche Voraussetzung, um nor-mative und gesetzliche Anforderun-gen an Medizinprodukte zu erfüllen. Es sind dafür neben filmischen und partikulären Verschmutzungen auch mikrobiologische und andere Konta-minationen zuverlässig und reprodu-zierbar zu entfernen sowie die Ergeb-nisse zu validieren. Und dabei darf auch die Wirtschaftlichkeit nicht au-ßen vor bleiben. Dies macht einer-seits eine bedarfsgerechte Anpassung der unterschiedlichen Reinigungsver-fahren – von der nasschemischen bis zur Reinigung mit Plasma und Laser – erforderlich. Andererseits ist Wissen über die Möglichkeiten der Sauber-keit- und Prozesskontrolle notwendig. Mit diesen Themen beschäftigt sich die 3. Fachtagung „Industrielle Tei-le- und Oberflächenreinigung in der Medizintechnik“, die am 26. Novem-ber 2013 im Kultur- und Tagungszen-trum K3N in Nürtingen stattfindet.
Reinigungswissen für die PraxisDie eintägige Veranstaltung vermit-telt in zwölf praxisbezogenen Vorträ-gen umfangreiches Wissen zu Reini-gungsverfahren, zur Überprüfung der Reinigungsergebnisse und Pro-zessvalidierung. Es geht dabei bei-spielsweise um fertigungsorientierte Reinigungstechnologien für medizin-technische Produkte, die Anforde-rungen an Reinigungskörbe und Wa-renträger in der Reinigungstechnik sowie über die Kreislaufführung von Prozesswasser. Informationen über die Reinigung und Teilevorbehand-lung mit Plasma und Laser stehen ebenso auf der Agenda, wie über die Keimreduzierung bei und Sterilisati-on von Schüttgut.
Darüber hinaus thematisiert die Fachtagung Schwachstellen bei der Reinheitsvalidierung und zeigt neue Lösungsansätze auf. Die Möglichkei-ten der Prozesskontrolle durch Rei-nigungsanalytik, die Kontrolle durch Zählung und Identifizierung von Par-tikelkontaminationen sowie die Si-cherstellung der Produktsauberkeit durch periodisches Monitoring sind weitere Bereiche, zu denen die Fach-tagung Know-how bieten. Vorgestellt
wird auch ein spezielles Verfahren in der Biomedizin, bei dem Blut als bio-logischer Sensor fungiert.
Die Veranstaltung richtet sich an Fach- und Führungskräfte, aus der Fertigung, Qualitätssicherung, Ar-beitsvorbereitung, Konstruktion und Entwicklung, von Herstellern medi-zintechnischer Produkte und deren Zulieferer.
Die Fachtagung industrielle Teile- und Oberflächenreinigung in der Me-dizintechnik findet am 26. November 2013 von 9.00 bis 17.00 Uhr im Kultur- und Tagungszentrum K3N in Nürtin-gen statt. Die Teilnahmegebühr beträgt 345 Euro zuzüglich gesetzlicher Mwst. Weitere Informationen und das kom-plette Programm der 3. Fachtagung, die von der fairXperts GmbH mit Unter-stützung der Fraunhofer Allianz Reini-gungstechnik durchgeführt wird, sind unter www.fairXperts.de abrufbar.
Kontakt::fairXperts GmbH, Neuffen, Tel. 07025 8434-0, [email protected]
MARKT J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K
news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++ news +++
TOP-NEWS aus der Welt der Oberfläche per E-Mail!
Bestellen Sie jetzt!
www.jot-oberflaeche.de

7JOT Oberflächen in der Medizintechnik 2013
––
++
++
–––
–––
++++++
+++++++++
–
Ziegener + Frick GmbHSchillerstraße 5074248 Ellhofen
www.ziegener-frick.deMehr Infos unter:
IONCLEAN HU XS Lpreiswert + zuverlässig
AusführungIONCLEAN HU XSmit Rotationsdüsen
Optimales Reinigungs-ergebnis durch Ionisie-rung und Luftleiste bei gleich zeitiger Absaugung
Beidseitige Reinigung durch Einsatz einer linken und rechten Ausführung möglich
Materialentwicklung, Nanobeschichtung, Serien– und Reinraum fertigung aus einer Hand.
Zertifiziert nach DIN EN ISO 9001:2008
Die perfekte Veredelung von hoch wertigen und systemkritischen
Komponenten!
Surface Contacts GmbH | D-66128 SaarbrückenFon: +49 (0) 681 7 09 59 00 | [email protected]
Surface Contacts
mar
coka
ny.
de
JOT zeigt Oberfläche: Sehen Sie selbst!
www.jot-oberflaeche.de
8 JOT Oberflächen in der Medizintechnik 2013
Weniger Keime und Bakterien
Pulverbeschichtete Oberflächen sollen Infektionen verhindern Mit einer neuen keimtötenden Pulverbeschichtung kann auf Metallmöbeln oder Türklinken die Anzahl
von Keimen und Bakterien reduziert werden. In Arztpraxen oder Krankenhäusern soll die antimikrobielle
Pulverlackschicht dazu beitragen, die Anzahl von Infektionen nachhaltig zu verringern.
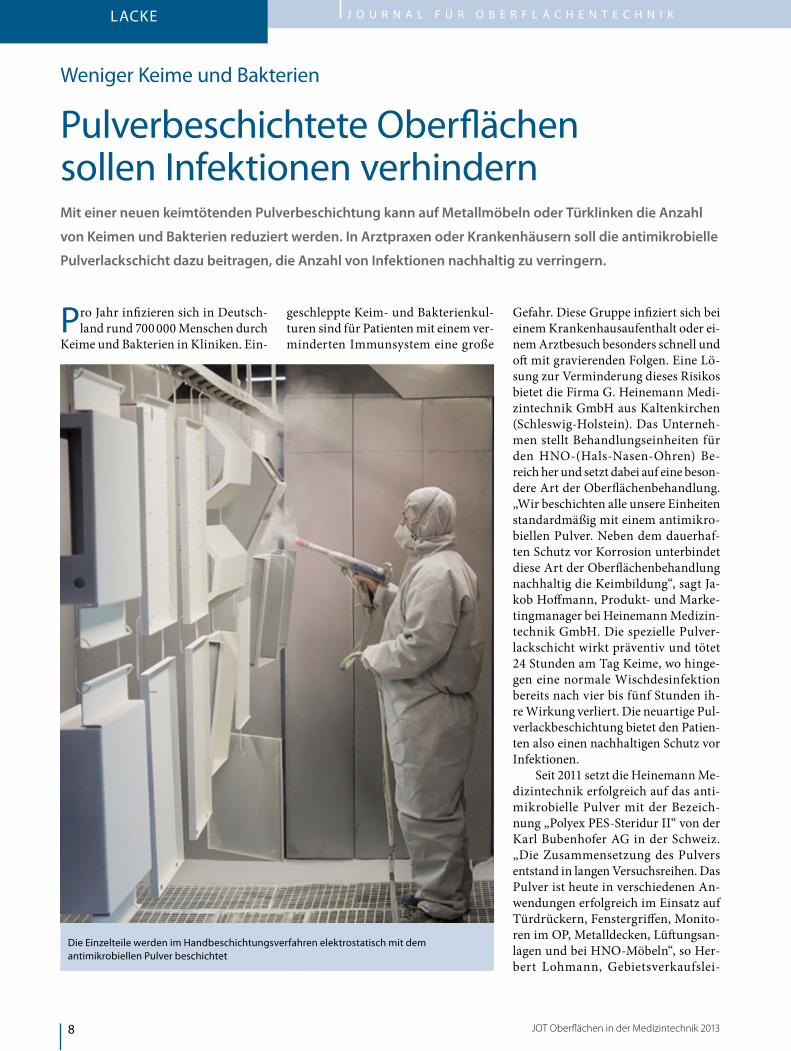
Pro Jahr infizieren sich in Deutsch-land rund 700 000 Menschen durch
Keime und Bakterien in Kliniken. Ein-
geschleppte Keim- und Bakterienkul-turen sind für Patienten mit einem ver-minderten Immunsystem eine große
Gefahr. Diese Gruppe infiziert sich bei einem Krankenhausaufenthalt oder ei-nem Arztbesuch besonders schnell und oft mit gravierenden Folgen. Eine Lö-sung zur Verminderung dieses Risikos bietet die Firma G. Heinemann Medi-zintechnik GmbH aus Kaltenkirchen (Schleswig-Holstein). Das Unterneh-men stellt Behandlungseinheiten für den HNO-(Hals-Nasen-Ohren) Be-reich her und setzt dabei auf eine beson-dere Art der Oberflächenbehandlung. „Wir beschichten alle unsere Einheiten standardmäßig mit einem antimikro-biellen Pulver. Neben dem dauerhaf-ten Schutz vor Korrosion unterbindet diese Art der Oberflächenbehandlung nachhaltig die Keimbildung“, sagt Ja-kob Hoffmann, Produkt- und Marke-tingmanager bei Heinemann Medizin-technik GmbH. Die spezielle Pulver-lackschicht wirkt präventiv und tötet 24 Stunden am Tag Keime, wo hinge-gen eine normale Wischdesinfektion bereits nach vier bis fünf Stunden ih-re Wirkung verliert. Die neuartige Pul-verlackbeschichtung bietet den Patien-ten also einen nachhaltigen Schutz vor Infektionen.
Seit 2011 setzt die Heinemann Me-dizintechnik erfolgreich auf das anti-mikrobielle Pulver mit der Bezeich-nung „Polyex PES-Steridur II“ von der Karl Bubenhofer AG in der Schweiz. „Die Zusammensetzung des Pulvers entstand in langen Versuchsreihen. Das Pulver ist heute in verschiedenen An-wendungen erfolgreich im Einsatz auf Türdrückern, Fenstergriffen, Monito-ren im OP, Metalldecken, Lüftungsan-lagen und bei HNO-Möbeln“, so Her-bert Lohmann, Gebietsverkaufslei-
Die Einzelteile werden im Handbeschichtungsverfahren elektrostatisch mit demantimikrobiellen Pulver beschichtet
LACKE J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K
9JOT Oberflächen in der Medizintechnik 2013
Kontakt:Karl Bubenhofer AG, CH-Gossau, Tel. (+41) 71 387 43 73,[email protected] , www.kabe-farben.ch
ter von Kabe Pulverlack Deutschland GmbH. Zu Anfang verfügten diese Pul-ver über Nanosilberpartikel, die aber nach relativ kurzer Zeit in der Wirk-samkeit nachließen. Heute werden me-tallionische Verbindungen eingesetzt, die nachweislich über extrem lange Zeit antimikrobiell wirken. „Die keimtöten-de Wirkung hält im Prinzip so lange an, wie das Pulver auf dem Werkstück haftet“, so Herbert Lohmann.
Die Applikation des Pulvers erfolgt mittels Elektrostatikpistolen. Beim Einbrennvorgang verbindet sich die Lackschicht dauerhaft mit dem Unter-grund. „Im Vergleich zu flüssig lackier-ten Werkstücken sind pulverbeschich-tete Teile wesentlich unempfindlicher gegen Schläge und Kratzer.
Zudem ist das Pulver langfristig farbecht und mit vielen zugelassenen Desinfektionsmitteln problemlos zu
reinigen“, so Lohmann. Dazu kommt, dass durch die tägliche Reinigung keine Inaktivierung des Wirkstoffes stattfindet. „Neben dem hygienischen Nutzen ist die Verwendung des anti-mikrobiellen Pulvers auch ein wich-tiges Marketinginstrument. Beson-ders für einige internationale Märkte sind die sogenannten Alleinstellungs-merkmale von großer Wichtigkeit. Aus diesem Grund werden bereits in den Ausschreibungstexten detaillier-te Spezifikationen für die Farben auf-geführt“, erklärt Jakob Hoffmann. In Deutschland überwiegt allerdings der hygienische Nutzen, nicht zuletzt auf-grund der vermehrten Kontrollen in den HNO-Praxen seitens des Gesund-heitsamtes.
Heinemann bietet seine HNO-Be-handlungseinheiten in den verschie-densten Farbkombinationen an. Vor-
läufiger Höhepunkt in der Farbgestal-tung ist das Sondermodell „Modula Europa Harlekin“, dessen Komponen-ten in den verschiedensten Farben ge-staltet sind. Jakob Hoffmann: „Dieses schöne Stück werden wir der neuen UKE Kinderklinik in Hamburg spen-den. Die Farbenvielfalt wird hoffentlich den Kindern etwas die Angst nehmen und so den Arztbesuch für die kleinen Patienten angenehmer gestalten.“
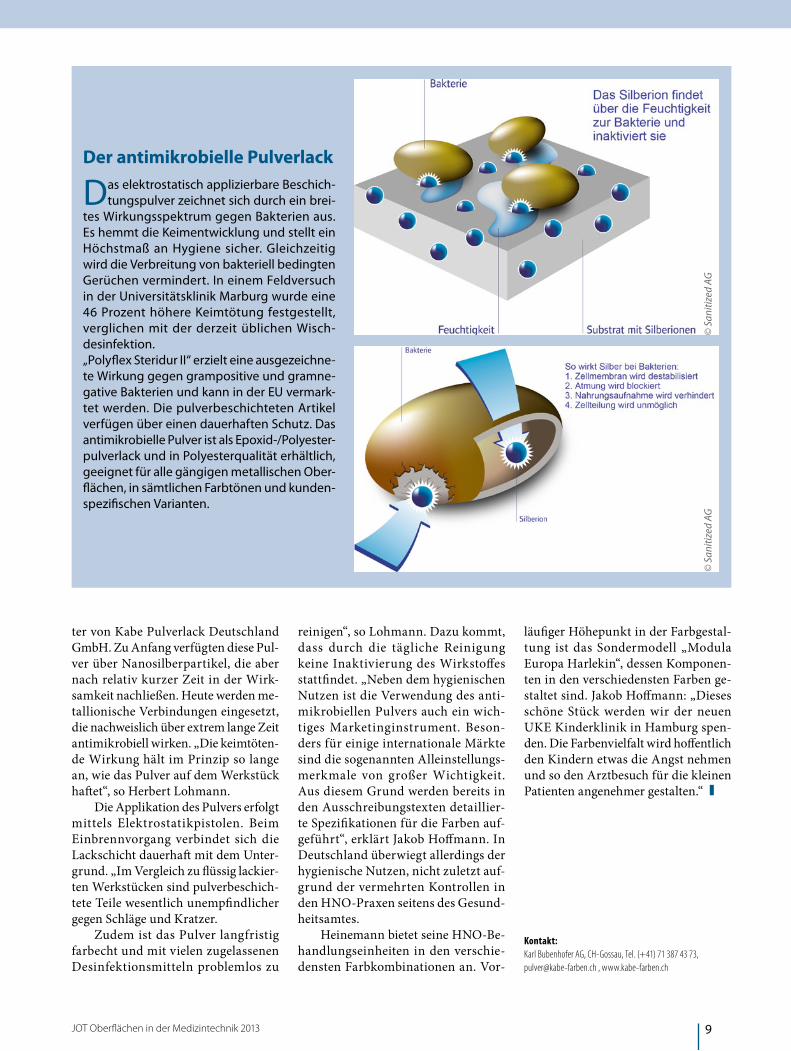
Der antimikrobielle Pulverlack
Das elektrostatisch applizierbare Beschichtungspulver zeichnet sich durch ein brei
tes Wirkungsspektrum gegen Bakterien aus. Es hemmt die Keimentwicklung und stellt ein Höchstmaß an Hygiene sicher. Gleichzeitig wird die Verbreitung von bakteriell bedingten Gerüchen vermindert. In einem Feldversuch in der Universitätsklinik Marburg wurde eine 46 Prozent höhere Keimtötung festgestellt, verglichen mit der derzeit üblichen Wischdesinfektion.„Polyflex Steridur II“ erzielt eine ausgezeichnete Wirkung gegen grampositive und gramnegative Bakterien und kann in der EU vermarktet werden. Die pulverbeschichteten Artikel verfügen über einen dauerhaften Schutz. Das antimikrobielle Pulver ist als Epoxid/Polyesterpulverlack und in Polyesterqualität erhältlich, geeignet für alle gängigen metallischen Oberflächen, in sämtlichen Farbtönen und kundenspezifischen Varianten.
© S
aniti
zed
AG©
San
itize
d AG

10 JOT Oberflächen in der Medizintechnik 2013
Korrosionsschutz für Hörgeräteelektronik
Verlängerte Lebensdauer durch PlasmatechnikDie Lebensdauer von Hörgeräten kann mittels hydrophober beziehungsweise
oleophober Beschichtung durch Plasmatechnik verlängert werden. Infolge dieser
Beschichtung lässt sich eine Beschädigung und Korrosion der empfindlichen Bauteile
durch Flüssigkeitseintritt vermindern oder auch ausschließen.
Ein Hörgerät sollte nicht gleich auf den ersten Blick erkannt werden.
Daher werden die Formen mit unter-schiedlichem Grad der baulichen Mi-nimalisierung immer kleiner. Dies hat zur Folge, dass auch die Öffnungen an den Geräten kleiner werden und die-se schon durch geringe Mengen von Verunreinigungen, wie beispielsweise Hautfett, verschmutzt beziehungswei-se blockiert werden können.
Da in Hörgeräten empfindliche Bauteile verbaut sind, die laut Her-stellerangaben durch Ohrschmalz, Feuchtigkeit oder Wasser beschä-
digt oder auch unbrauchbar gemacht werden können, müssen diese hydro-phob und oleophob sein, damit sie ge-gen Verschmutzungen wie Hautfett und Schweiß geschützt sind. Die meis-ten Hörgeräte funktionieren mit einer Zink-Luft-Batterie. Die Batterie be-nötigt eine konstante Sauerstoffver-sorgung, um ihre Betriebsspannung aufrechtzuerhalten, daher ist es nicht möglich, das Gerät hermetisch abzu-dichten.
Damit die Funktion der Elektronik nicht beeinträchtigt wird, müssen sehr dünne Schichten aufgetragen werden.
Eine f lüssigkeitsundurchlässige Ab-dichtung der Öffnungen wird mit Hil-fe einer hydrophoben Beschichtung er-reicht, da hier eine Gasdurchlässigkeit erhalten bleibt. Dies ist mittels Nieder-druck-Plasma zu erreichen, hierbei legt sich eine kompakte Polymerschicht auf die Gehäusewandung.
Eine Ausbreitung von Flüssigkeits-tropfen wie Wasser oder Schweiß auf der Oberfläche der Bauteile wird ver-hindert, da sich z.B. Wasser mit einem Kontaktwinkel >115° zusammenzieht und abperlt. Für die Flüssigkeitstrop-fen wird es sehr schwierig durch Kapil-
larspalten ins Innere der Geräte zu gelangen.
Durch Verhinde-rung des Flüssigkeitsein-tritts infolge einer hyd-rophoben Beschichtung kann die Anfälligkeit auf Korrosion vermin-dert oder ganz ausge-schlossen werden. Dies führt zu einer Langle-bigkeit der Geräte. Eine Verlängerung der Ser-viceintervalle ist eben-falls möglich.
Gezielte Anpassung der OberflächenEbenso hat die Plasma-behandlung keinerlei Auswirkungen auf die akustische Durchlässig-keit oder Optik. Geome-trieunabhängig können zum Beispiel Kleinteile,
Wasserabweisende Beschichtung für Hörgeräteelektronik
DÜNNE SCHICHTEN J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K

11JOT Oberflächen in der Medizintechnik 2013
Dipl. Ing. (FH) Christof Diener, Claudine HinzDiener electronic GmbH + Co. KG, Ebhausen, Tel. 07458 999310, [email protected], www.plasma.de
Schläuche oder Hohlkörper behandelt werden. Abhängig von den Beschich-tungsparametern des Plasmaprozes-ses, die zur Bildung des Plasmas ge-nutzt werden, kann eine gezielte Verän-derung der Oberfläche erreicht werden.
Komplette Bauteiloberflächen las-sen sich mit Plasma behandeln. Sollen nur bestimmte Stellen behandelt wer-den, werden die nicht zu behandeln-den Stellen maskiert. Welche Kom-ponenten beschichtet werden müssen, kann individuell für jedes Hörgerät festgelegt werden. Bei den Hörgerä-te-Bauteilen kann eine Behandlung im sogenannten Drehtrommel- oder Reel-Verfahren stattfinden. Das Dreh-trommelverfahren erlaubt eine gleich-mäßige Plasmabehandlung von Schütt-gutteilen. Die Stückzahl und das Volu-men der Teile kann variabel sein. Das Plasma dringt von allen Seiten gleich-mäßig auf die Teile, während sich die Trommel dreht.
Beim Reels-Verfahren werden zum Beispiel Mikroschalter in radialer oder axialer Bestückung mittels Nie-derdruckplasma beschichtet. Sie müs-sen hierzu nicht einzeln aus der Ver-packung entnommen werden, sondern können direkt in den Reels behandelt werden. Hierbei werden dann Tau-sende von Mikroschaltern in einem Prozess beschichtet. Bei der Behand-lung mit Niederdruckplasma besteht der Vorteil darin, dass die Behand-lungsgüter nur leicht erwärmt wer-den. Eine Behandlung kommt für die meisten Kunststoffe infrage. Eine Be-
schichtung in Warenträgern ist eben-so möglich.
Inlinefähiges und automatisierbares VerfahrenBei der Beschichtung, auch Plasma-Polymerisation genannt, wird in der Kammer durch die Einführung ei-nes Fluormonomers zusammen mit dem Prozessgas eine Schicht gebildet. Durch die Polymerisation entsteht ein dünner – unter 100 nm - PTFE-ähnli-cher Überzug auf der Oberfläche. Die-ses Verfahren bietet im Vergleich zum Beflammen oder der nasschemischen Behandlung entscheidende Vorteile:
— Viele Oberf lächeneigenschaften lassen sich ausschließlich mit die-sem Verfahren erzielen
— Das Verfahren ist universell ein-setzbar, inlinefähig und voll auto-matisierbar und umweltschonend.
— Nahezu geometrieunabhängig können Pulver, Kleinteile, Platten-material, Vliese, Textilien, Schläu-che, Hohlkörper oder Leiterplatten behandelt werden
— Bauteile werden mechanisch nicht verändert
— Geringe Erwärmung der Bauteile — Sehr niedrige laufende Kosten — Hohe Prozess- und Arbeitssicher-
heit — Besonders rationelles Verfahren
Das Prozesswissen spielt dabei ei-ne entscheidende Rolle. Das Plasma muss zum Werkstoff passen, um al-le gewünschten Effekte gezielt einstel-len zu können. Außerdem können un-
erwünschte Effekte wie Ätzung oder Überoxidierung auftreten, wenn die falsche Behandlung gewählt wird. Für die Plasmabehandlung sind bei tem-peraturempfindlichen Teilen geringe Temperaturen mit einer Frequenz von 40 kHz möglich. Ansonsten sind Fre-quenzen im MHz-Bereich oder sogar GHz (Mikrowellenfrequenz) möglich.
Bei der Plasma-Aktivierung so-wie auch bei der Plasma-Polymerisa-tion werden relativ kurze Prozesszei-ten benötigt. Eine Prozesszeit von ei-ner bis zu dreißig Minuten reicht aus, um die Bauteile eines Hörgeräts zu mo-difizieren.
Die anwendungsspezifische Steue-rung der Geräte ist ein entscheidender Punkt. Alle Anlagen verfügen über ei-nen Druckeranschluss, um die Nach-verfolgbarkeit anhand des Ausdrucks von Prozessprotokollen zu gewährleis-ten. Ebenso kann ein Etikettendrucker angeschlossen werden. Mit diesen Eti-ketten werden die Verpackungen für die Bauteile versehen. Anhand der An-gaben lässt sich nachvollziehen, welche Charge betroffen ist oder wann sie pro-duziert wurde – somit kann das Pro-tokoll eindeutig zugeordnet werden. Der Nachweis einer lückenlosen Do-kumentation wird so sichergestellt. Ei-ne validierte Prozesssoftware, die alle relevanten Daten aufzeichnet, Fehler-meldungen bei Abweichungen erzeugt und mehrfach speichert, macht dies möglich.
Durch eine Zertifizierung nach DIN EN 13485 werden alle festgeleg-ten Anforderungen erfüllt, die an das Qualitätsmanagementsystem gestellt werden, wenn ein Betrieb seine Fähig-keit zur Bereitstellung von Medizinpro-dukten und zugehörigen Dienstleistun-gen darzulegen hat.
Unbehandeltes und behandeltes Bauteil im Vergleich

12 JOT Oberflächen in der Medizintechnik 2013
Atmosphärendruckplasma in der Medizin
Funktionale Plasmabeschichtung Völlig neue Oberflächeneigenschaften ermöglicht ein spezielles Plasmaverfahren
mit Atmosphärendruckplasma. Die nanodünnen funktionalen Oberflächen ermöglichen
vielfältige Anwendungen in der Medizintechnik, beispielsweise als selbstreinigende
oder antimikrobielle Schichten.
Fertigungsprozesse in der Medizin-technik verlangen Standards, die
über die Anforderungen der meisten anderen Industrien weit hinausgehen. Oberf lächen müssen vor der Weiter-verarbeitung oder ihrem Einsatz nicht nur besonders rein, sondern häufig ste-ril sein. Die Vorbehandlungsprozes-se in der Medizintechnik müssen da-rüber hinaus sehr zuverlässig und auf das Genauste reproduzierbar sein.
Ein spezielles Plasmaverfahren (PlasmaPlus) entspricht diesen Be-dingungen. Es kann mikrofein reini-gen und desinfizieren, funktionell be-schichten und sterilisieren. Diffusions-barrieren und Gleitschichten können erzeugt und antimikrobielle Schichten abgeschieden werden. Bis vor kurzem handelte es sich bei dieser Plasmapoly-merisation noch um einen Prozess, der nur im Niederdruck, in einer Vakuum-kammer, realisiert werden konnte. Ge-meinsam mit dem Fraunhofer IFAM entwickelte Plasmatreat in den letzten Jahren dieses einfachere, weit schnelle-re und kostengünstigere Verfahren, das die funktionale Nanoschichtbildung auf Materialoberflächen in der konti-nuierlichen Fertigung unter normalen Luftbedingungen ermöglicht.
Atmosphärische PlasmabeschichtungIm Zentrum des Prozesses steht ei-ne Plasmadüse, in der sich ein hoch-komplexes Beschichtungssystem ver-birgt (Bild 1). Das Verfahren ist um-weltfreundlich, benötigt werden allein Druckluft, Elektrizität und zur Schich-terzeugung der sogenannte Precur-sor, der dem Plasma beigemischt wird. Durch die variable chemische Zusam-
mensetzung des Precursors und seine Zuführung direkt in das Plasma kön-nen völlig unterschiedliche Materiali-en, wie Metall, Glas, Kunststoff oder Keramik, beschichtet werden. Der Pre-cursor wird im Plasma angeregt bezie-hungsweise fragmentiert und scheidet sich auf dem Material ab, wo sich dann eine vernetzte Schicht ausbildet.
Die großen Vorteile gegenüber an-deren Beschichtungstechniken liegen bei dieser Technologie neben ihrem Inline-Einsatz vor allem in der Tech-nik der ortsselektiven Beschichtung. Der Einsatz einer Plasmadüse ermög-licht es, die Schicht ganz gezielt res-sourcenschonend aufzubringen. Pro-zesse können so gesteuert werden, dass sich mit derselben Düse Schichten mit verschiedenen Funktionalitäten, etwa zum Korrosionsschutz, zur Haftver-mittlung oder auch als Trennschicht, auftragen lassen.
Dabei bedarf es nur sehr geringer Mengen an Beschichtungsmaterial. Ein großer Vorteil ist auch die extrem hohe Geschwindigkeit, mit der eine Schicht-bildung erzeugt werden kann. Benötigt das häufig in der Medizin angewandte Niederdruck-Plasmaverfahren für eine 100 nm Schichtdecke gut ein bis zwei Minuten, so erfolgt mit der neuen Be-schichtungstechnologie die Abschei-dung in Millisekunden. Das Verfahren kann in unterschiedlichen Bereichen der Medizin zum Einsatz kommen.
Selbstreinigende SchichtenMit dem Verfahren ist die Abschei-dung photokatalytisch wirksamer Titan dioxid-Schichten möglich. Diese Schichten haben unter Einwirkung von Sonnenlicht und Feuchtigkeit einen selbstreinigenden und keimabtötenden Effekt. Die Anwendung dieser Techno-logie erfolgt zur Vermeidung von Bio-
Bild 1: Im Zentrum des atmosphärischen Plasmaverfahrens steht eine Plasmadüse, in der sich ein komplexes Beschichtungssystem verbirgt. Funktionale Nanoschichten können damit ortselektiv aufgebracht werden.
© P
lasm
atre
at
DÜNNE SCHICHTEN J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K

13JOT Oberflächen in der Medizintechnik 2013
filmen auf allen Oberflächen, die mit Licht Kontakt haben sowie auf lichtlei-tenden Oberflächen. Das Verfahren ist damit insbesondere zur Beschichtung von medizinischen- und Sanitärpro-dukten interessant, da manuelle Reini-
gungsintervalle verlängert werden oder komplett entfallen können.
Antimikrobielle PlasmaschichtenEin weiteres Forschungsthema ist die Abscheidung von silberhaltigen, an-
timikrobiellen Schichten (Bild 2). In dem vom Bundesforschungsministeri-um geförderten APASI Verbundprojekt haben das Fraunhofer IFAM und Plas-matreat es sich zur Aufgabe gemacht, antimikrobielle Plasmaschichten her-zustellen. Dazu sollen Silber-Nanopar-tikel in eine siliziumorganische Schicht eingebunden werden. Durch die steti-ge Abgabe von Silberionen erfolgt die Abtötung der Keime auf der Schicht. Die Silber-Nanopartikel werden nicht etwa wie bei anderen Beschichtungs-prozessen von außen zugegeben, son-dern direkt in der Düse erzeugt, in situ beschichtet und in die Schicht auf der Oberfläche eingebunden (Bild 3). Mit der neuen Düse können silber- aber auch kupferhaltige Schichten in einem einfachen einstufigen Verfahren kos-tengünstig abgeschieden werden.
Schichten dieser Art sind prinzipi-ell nicht neu. Das innovative an diesem Forschungsprojekt ist der Abscheide-prozeß. Konnten bisher solche Schich-ten nur in aufwendigen chemischen
Bild 2: Aufbau einer antimikrobiellen Plasmaschicht im APASI-Projekt
© F
raun
hofe
r IFA
M
Kompakte Anlagen für per fekte Oberflächen
Lemmenwalter
Walter Lemmen GmbH • +49 (0 ) 93 42 - 7851 • in fo@walter lemmen.de • www.wal ter lemmen.de
Titanfärben Elektropolieren Eloxieren Vergolden Versilbern Rhodinieren Beizen Reinigen Passivieren

14 JOT Oberflächen in der Medizintechnik 2013
Verfahren oder im Niederdruckplasma erzeugt werden, so steht mit der atmo-sphärischen Plasmapolymerisation ei-ne umweltfreundliche, leicht in die Li-nie zu integrierende und effiziente Me-thode zur Verfügung.
GleitschichtenBei Spritzenkolben mit Gummidich-tung tritt häufig der sogenannte Stick-Slip-Effekt, eine ruckartige Bewegung gegeneinander laufender Kontaktf lä-chen, auf. Um ihn zu vermeiden und
um das Ausdrücken der Spritze erheb-lich zu erleichtern, werden die Dich-tungen bereits erfolgreich mit der neuen plasmapolymeren Gleitschicht versehen. Die reibmindernde Plasma-beschichtung gewährleistet die Gleitfä-higkeit der Gummioberfläche (Bild 4).
BarriereschichtenEin wichtiges Forschungsziel des Plas-maunternehmens sind mittels AD-Plasma gebildete Barriere- oder Diffu-sionsschichten. Barriereschichten kön-
nen auf unterschiedliche Kunststoffe aufgebracht werden und bilden eine wirksame Sperre gegenüber Kohlendi-oxid, Sauerstoff und Wasser. Bei medi-zinischen Verpackungen sorgen Bar-riereschichten dafür, dass Wirk- und Aromastoffe sowie Qualität und Eigen-schaften der Inhalte erhalten bleiben. Mit Hilfe hochvernetzter Plasmapoly-merschichten können mit dem Verfah-ren bereits Diffusionsbarrieren gegen-über Sauerstoff erzeugt und ein Barri-er Improvement Factor (BIF) von bis zu 5 kann erzielt werden. Typische Mate-rialien sind Polyethylen (PE), Polypro-pylen (PP) oder Polyethylenterephtha-lat (PET).
Haftvermittelnde Funktionsbeschichtung für HybridbauteileAuch die Haftung zwischen Gummi-Metall und Kunststoff-Metall im Hyb-rid-Spritzguss konnte durch das Plas-maverfahren verbessert werden. Dazu werden haftungsaktive Nanobeschich-tungen auf die Metalloberfläche aufge-bracht, anschließend wird die Kunst-stoffkomponente an die Oberf läche angespritzt. Die Abscheidung haftver-mittelnder Schichten durch das Plas-maverfahrenkann zukünftig lösungs-mittelhaltige Primer vollständig erset-zen.
FazitDurch die Nanobeschichtung im Plas-maverfahren mit Atmospärendruck-plasma werden speziell auf den An-wendungsbereich zugeschnittene Sub-stanzen bis in die Nanostrukturen der Materialoberfläche abgeschieden. Ei-ne hocheffektive Funktionsbeschich-tung entsteht und die Materialien er-halten völlig neue Oberflächeneigen-schaften. Die Fertigung von Produkten mit gezielt funktionalisierten Oberflä-chen bedeutet für Hersteller in der Me-dizintechnik eine neue Dimension der Innovationsfähigkeit.
Bild 3: Die REM-Aufnahmen zeigt bei einer 200 000-fachen Vergrößerung die mittels Atmosphärendruckplasma gesputterten Nano-Silberpartikel zur Herstellung einer antimikrobiellen Plasmaschicht
©
Fra
unho
fer I
FAM
Bild 4: Zur Vermeidung des Stick-Slip-Effekts und zum leichten Herausdrücken der Spritze erhalten die Gummidichtungen eine funktionale Plasmabeschichtung
© P
lasm
atre
at
Kontakt:Plasmatreat GmbH, Steinhagen, Tel. 05204 99600, [email protected], www.plasmatreat.de
DÜNNE SCHICHTEN J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K
15JOT Oberfl ächen in der Medizintechnik 2013
POLYFLEX® STERIDUR II für dauerhaft antimikrobielle Oberflächen!
ANTIMIKROBIELLE PULVERLACKE FÜR DIE MEDIZINTECHNIK.
KARL BUBENHOFER AG, Hirschenstrasse 26, CH-9201 Gossau SG, Tel. +41 (0)71 387 43 73, Fax +41 (0)71 387 43 [email protected], www.kabe-farben.ch, Baufarben – Putze – Fassadendämmung – Industrielacke – Pulverlacke
verschleißfestkorrosionsbeständigblendfreibiokompatibelsterilisierbar
DLC-Beschichtungen
AXYNTEC Dünnschichttechnik GmbH, Am Mittleren Moos 48, 86167 Augsburg, Germany,Telefon: +49 821 74 90529-0, Telefax: +49 821 74 90529-900,e-mail: [email protected], internet: www.axyntec.de
axyprotect®black

16 JOT Oberflächen in der Medizintechnik 2013
Biokompatible Schichtlösungen
Schutzschild für chirurgische InstrumenteIm medizinischen Bereich werden sowohl funktionelle wie auch dekorative Eigenschaften
biokompatibler Schichtlösungen genutzt. Durch diese Eigenschaften werden die Oberflächen,
beispielsweise von chirurgischen Instrumenten, resistenter gegen zahlreiche Belastungen.
Anforderungen, die an chirurgi-sche Instrumente gestellt werden,
sind besonders hoch. So können für diese Anwendung nur biokompatib-le Schichtlösungen eingesetzt werden. Weitere Anforderungen zeigen sich in reibungsarmen Oberf lächen, die gleichzeitig oxidationsbeständig und reinigungsfreundlich sind und ein gu-tes Schneidverhalten bieten. Sulzer Me-taplas, eine Tochter der Sulzer Metco, bietet für diese Anwendungen ver-schiedene Titannitrid-(TiN) und Alu-miniumtitannitrid (AlTiN)-Schichten.
Die Oberf lächen medizintechni-scher Produkte sind besonderen Be-dingungen oder Belastungen ausge-setzt. So werden Schichtlösungen – hergestellt mittels PVD (physikalische Gasphasenabscheidung, Physical Va-por Deposition) und PACVD (plas-maunterstützte chemische Gasphasen-abscheidung, Plasma-enhanced Che-mical Vapor Deposition) – sowohl für chirurgische Instrumente als auch für Komponenten zur Herstellung von Medizinprodukten, wie beispielsweise Spritzen, genutzt.
PVD-Schichten für chirurgische InstrumenteDie von Sulzer Metaplas entwickel-ten Aluminiumtitannitrid (AlTiN) -Schichten werden mit dem PVD Arc-Verfahren abgeschieden. Der wesent-liche Vorteil des Arc-Verfahrens ge-genüber dem Sputtern ist die erheblich höhere Energiedichte des Plasmas wäh-rend des Abscheideprozesses. Ionisati-onsgrade von bis zu 100 Prozent stellen beim Arc-Verfahren die deutlich höhe-re Härte und Dichte sowie wesentlich
bessere Haftung der Schichten sicher. Dies sind wesentliche Parameter für die Verbesserung der Schichteigenschaf-ten von Medizinprodukten. Als weite-re PVD-Dünnfilmschicht kommt Ti-tannitrid (TiN) zum Einsatz.
Im medizinischen Bereich werden sowohl funktionelle wie auch dekora-tive Eigenschaften der PVD-Beschich-tungen genutzt. Die AlTiN-Beschich-tung von chirurgischen Instrumenten reduziert die Reflexion der Instrumen-tenoberf läche. Zusätzlich erlaubt die glatte Oberfläche eine einfache spätere Sterilisation. Diese Schicht bietet eine ausgezeichnete Härte von 3400 HV bei Schichtdicken von 1 bis 7 μm, ist oxida-tionsbeständig und zeigt ein chemisch träges Verhalten der Oberflächen. Die goldfarbenen TiN-Schichten bieten ei-ne Härte von 2500 HV und zeichnen sich besonders durch ihre Anti-Adhä-sionseigenschaften aus. Diese Eigen-schaften machen die Oberflächen der Instrumente resistenter gegen zahlrei-che Belastungen im Vergleich zu her-kömmlichen Instrumenten, beispiels-weise aus rostfreiem Stahl.
Im Bereich der mikrochirurgi-schen Instrumente werden zum Bei-spiel Mikropinzetten oder -scheren, sowie Nadelhalter, Pinzetten, Klem-men oder Clips mittels AlTiN oder TiN beschichtet. Die Vorteile der PVD-Be-schichtung sind vielfältig und liegen vor allem in der erhöhten Haltbar-keit der Schnitt- und Scherkanten, ih-rer verbesserten Gleitfähigkeit, ihrer Kratzfestigkeit und Reinigungsfreund-lichkeit durch eine vereinfachte Steri-lisierung der Instrumente. Die erhöh-te Lebensdauer verlängert Instandhal-
tungsintervalle und verringert somit den Wartungsaufwand.
DLC-Beschichtung für die plastische VerarbeitungBei der Herstellung von Produkten, die in der Medizintechnik eingesetzt wer-den, zeigen vor allem diamantähnliche Kohlenstoffschichten (DLC, Diamond-Like Carbon) zahlreiche Vorteile.
Diese können mittels PVD-Ver-fahren oder PACVD-Verfahren appli-ziert werden. Das PACVD-Verfahren stellt eine plasmaunterstütze Variante des CVD dar, bei der die Temperatu-ren deutlich niedriger sind.
DLC-Schichten werden ebenfalls mit großem Erfolg für Auswerferstifte, Kerne und Schieber im Spritzguss ein-gesetzt. Anwenderbeispiele zeigen, wie effektiv die Beschichtung von Werk-zeugen sein kann: Kerne für die Her-stellung von Einwegspritzen mussten im unbeschichteten Zustand alle drei bis vier Stunden gereinigt werden. Mit einer speziellen Beschichtungslösung (Typ P.Dylyn/DLC) war auch nach ein-einhalb Jahren noch keine Reinigung erforderlich. Zudem konnten Korrosi-onsprobleme beseitigt werden.
Die Vorteile der DLC-Schichten im Überblick:
— Minderung der Belagsbildung — sehr guter Verschleiß- und Kor-
rosionsschutz bereits bei der Stan-dardschichtdicke von 2 bis 4 μm
— Verhinderung von Slip-Stick-Ef-fekten (dieser entsteht durch einen verringerten Unterschied zwischen Gleit- und Haftreibung)
— Eliminierung von Brennerschlie-ren
DÜNNE SCHICHTEN J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K

17JOT Oberfl ächen in der Medizintechnik 2013
Kontakt:Sulzer Metaplas GmbH, Bergisch Gladbach, Tel. 02204 2990,[email protected], www.sulzer.com
Funktionelle PVD-Schichten auf chirurgischen Instrumenten vereinfachen die spätere Sterilisierung der Instrumente und sind resistent gegen verschiedene Belastungen
— Verbesserung des Fließverhaltens der Kunststoff schmelze und somit der Erhöhung der Förderleistung
Diff usionsbeschichtung für hochglanzpolierte Oberfl ächenSpeziell für Anwender in der kunst-stoff verarbeitenden Industrie, auch aus der Medizintechnik, wurde eine Diff u-sionsschicht (Typ P.Solid) entwickelt. Mit ihr wird eine kratzfeste Passiv-schicht auf der Oberfl äche der Formen gebildet, um verschleiß- und kratzbe-ständige Hochglanzoberf lächen her-zustellen. Der Einsatz dieser Beschich-tung bei korrosionsbeständigen Stäh-len oder Kaltarbeitsstählen mit einem hohen Chromanteil sorgt für eine Auf-
härtung ohne Einbußen beim Korrosi-onsschutz. Besonders bei der Beschich-tung von Warm- und Kaltarbeitsstäh-len erzeugt die Diff usionsschicht harte Werkzeugoberfl ächen mit Werten bis zu 1600 HV. Mit einer Diff usionstie-fe von 10 bis 50 μm bleiben beschich-tete Bauteile trotzdem stets maß- und formtreu.
Die verschleißfeste Schicht schützt vor Ankleben, reduziert Beläge deut-lich und erleichtert die Formreinigung. Die niedrigen Oberfl ächenenergien op-timieren das Fließverhalten. Sichtbare Fehlstellen in den Kunststofft eilen kön-nen ausgeschlossen werden, da weder Abplatzungen noch Versprödungen der Schicht auft reten. Des Weiteren kön-
nen Inhomogenitäten im Hochglanz, die ihre Ursache in der Stahlqualität haben, behoben werden.
In der Anwendung ergeben sich verschiedene Vorteile. Zeitersparnis-se reduzieren Produktions- und In-standsetzungskosten. Die Standzeit der Werkzeuge wird deutlich verbes-sert. Die hohen Qualitätsstandards der anspruchsvollen Kunststoff produkte, die im medizinischen Bereich zum Ein-satz kommen, können auf diese Weise sichergestellt werden.
www.lr-kaelte.de
L&R Kältetechnik GmbH & Co. KG Hachener Straße 90a59846 Sundern-Hachen (D) Tel.: +49 2935 [email protected]
IndIvIduelle lösungen für tIefe temperaturenTieftemperaturtechnik u.a. für•Lagerräumein der Pharma- undChemieindustrie bis zu -120°C
•Therapiekammern in derMedizintechnik bis -120°C
Ob -35°C, -70°C oder gar -120°C, wir lieferndie entsprechende Technik. Tiefkälteanlagenfür verfahrenstechnische Prozesse undProduktionsabläufe in der Industrie. Effizient,zuverlässig und optimal auf Ihren Prozessabgestimmt. Kältetechnik vom Spezialisten mit über 20 Jahren Erfahrung
L&R Kältetechnik GmbH & Co. KG Hachener Straße 90a59846 Sundern-Hachen (D) Tel.: +49 2935 [email protected]
IndtTieftemperaturtechnik u.a. für•Lagerräume
•Therapiekammern
KältetechnIK für extreme eInsatzfälle
ma
RK
Ko
m.C
om

18 JOT Oberflächen in der Medizintechnik 2013
Reinigungstechnologien für die Medizintechnik
Hohe Sauberkeit als MehrwertDie Auswahl der optimalen Reinigungstechnik leistet bei der Herstellung medizintechnischer Produkte
einen wichtigen Beitrag zu deren Qualität und Wirtschaftlichkeit. Mit modernen Reinigungstechnologien
lässt sich nicht nur beides erhöhen, sie ermöglichen häufig auch die Realisierung neuer Produktideen.
Wesentliche Faktoren bei der Aus‑wahl des geeigneten Verfahrens
sind der Werkstoff beziehungsweise die Werkstoffkombination, die Verschmut‑zung, die Geometrie des Bauteils und der Produktionsdurchsatz. Häufig be‑steht die technisch und wirtschaftlich optimale Reinigungslösung auch aus einer Kombination unterschiedlicher Verfahren.
Ultraschallreinigung – Standardverfahren in der MedizintechnikDie nasschemische Ultraschallreini‑gung ermöglicht die wirtschaftliche, materialschonende und umweltgerech‑te Entfernung partikulärer und filmi‑scher Verunreinigungen. Selbst Tei‑le mit schwer zugänglichen Hohlräu‑men, beispielsweise Sacklöchern, lassen sich damit schnell und effektiv reini‑gen. Die Reinigungswirkung basiert auf Kavitation: Bei der Beschallung ei‑ner Flüssigkeit mit Ultraschall kommt es durch die hohe Intensität des Schall‑wechseldrucks in der Zugphase der Schwingung zu einem Aufreißen der Flüssigkeit – die Kohäsionskräfte wer‑den überwunden. Dadurch bilden sich Millionen mikroskopisch kleine Bläs‑chen. In der anschließenden Druck‑phase werden die Kavitationsblasen instabil, fallen in sich zusammen (im‑plodieren) und erzeugen hydraulische Stöße mit erheblichen Energiedich‑ten, die in der Flüssigkeit Mikroströ‑mungen auslösen. Treffen diese auf ei‑ne Oberfläche, sprengen sie dort die mit der richtigen Reinigungschemie ange‑lösten Verunreinigungen ab und spü‑len den Schmutz weg.
Maßgebend für den Reinigungsef‑fekt ist neben dem Reinigungsmedium die Frequenz der vom Ultraschallgene‑
rator erzeugten, elektrischen Signale, die das Schwingsystem als Schallwellen in das Flüssigkeitsbad überträgt. Gene‑rell gilt dabei: Je niedriger die Frequenz der elektrischen Signale, desto höher ist die durch die Schallwellen freigesetz‑te Energie.
Zum Einsatz kommt Ultraschall in der Medizintechnik für die Vor‑, Zwischen‑ und Endreinigung von beispielsweise Implantat‑ und Inst‑rumentenbauteilen, Kanülen und an‑deren metallischen Komponenten. Vor‑ und Zwischenreinigung erfolgen dabei insbesondere bei spanend bear‑beiteten Teilen häufig mit Lösemit‑teln wie Chlorkohlenwasserstoffen, nicht‑halogenierten Kohlenwasser‑stoffen und modifizierten Alkoholen. Grund dafür ist, dass in das Lösemit‑tel eingetragene Bearbeitungsmedien, beispielsweise Schneidöle, kontinu‑ierlich ausdestilliert werden können
und der Reiniger dadurch lange Zeit eine gleichbleibend hohe Reinigungs‑leistung bietet.
Stand der Technik für die Lösemit‑telreinigung sind geschlossene Anla‑gensysteme. Sie minimieren die Emis‑sion f lüchtiger organischer Verbin‑dungen (VOC) und entsprechen damit heutigen Standards in Sachen Umwelt‑ und Arbeitsschutz.
Um die geforderte Biokompati‑bilität bei medizintechnischen Kom‑ponenten zu gewährleisten, kommt bei der Endreinigung ein Ultraschall‑system mit wasserbasierendem Reini‑ger zum Einsatz. Der meist mehrstu‑fige Spülprozess erfolgt üblicherwei‑se zumindest in der letzten Spülstufe mit vollentsalztem Wasser. Dies ver‑hindert, dass Reinigerrückstände oder Flecken auf den Teilen zurückbleiben, die die Qualität und Biokompatibilität beeinträchtigen.
Um hohe Sauberkeitswerte bei medizinischen Produkten wie Implantaten effizient zu erreichen, stehen unterschiedliche Reinigungstechnologien zur Verfügung
© A
mso
nic
REINIGEN & VORBEHANDELN J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K

19JOT Oberflächen in der Medizintechnik 2013
Schutz durch integrierte PassivierungUm Keime abzutöten, werden nach dem Gebrauch von chirurgischen In‑strumenten in Krankenhäusern für deren Reinigung zunehmend aggres‑sivere, teilweise hochalkalische Rei‑nigungsmittel eingesetzt. Da diese Medien die Oberfläche der Instrumen‑te angreifen, gewinnt das Thema Pas‑sivierung bei der Instrumentenherstel‑lung immer mehr an Bedeutung. Denn durch die zusätzlich aufgebrachte Pas‑sivschicht besteht ein besserer Schutz gegen die chemischen Attacken. Der Passivierungsprozess lässt sich prob‑lemlos in das Reinigungssystem für die Endreinigung integrieren.
CO2 – in unterschiedlichen Phasen einsetzbarDie Reinigung mit Kohlendioxid ist ein umweltgerechtes Reinigungsver‑fahren. Das geruchs‑ und farblose, nicht brennbare sowie ungiftige CO2 entsteht als Nebenprodukt bei che‑mischen und industriellen Prozessen und wird für Reinigungsanwendun‑gen aufbereitet. Komprimiertes CO2 – hohe Spalt-gängigkeit und gute Lösemitteleigen-schaftenDie Reinigung mit komprimiertem Kohlendioxid stellt eine Ergänzung nasschemischer Verfahren dar und kommt gleichzeitig der Forderung nach umweltgerechten, trockenen und rück‑standsfreien Technologien nach. Unter komprimiertem Kohlendioxid ist die
mittels Druck verflüssigte beziehungs‑weise überkritische Phase von CO2 zu verstehen, in denen das Medium sehr gute Lösemitteleigenschaften gegen‑über einer Vielzahl von unpolaren Ver‑unreinigungen wie Fetten und Ölen be‑sitzt. Überkritisches CO2 zeichnet sich durch eine niedrige Viskosität und ge‑ringe Grenzflächenspannung aus, wo‑
raus eine verbesserte Spaltgängigkeit resultiert. Dies ermöglicht die Reini‑gung von Bauteilen mit extrem kom‑plexen Geometrien wie etwa feinsten Bohrungen und engsten Spalten.
In der Medizintechnik bietet die‑se Technologie Potenzial für die Rei‑nigung von Kavitäten mit großem As‑pektverhältnis wie beispielsweise Ka‑nülen, Endoskopkavitäten und dünnen Rohrleitungen für die Versorgung mit Sauerstoff oder Gasen. Neue Möglich‑keiten eröffnet die Technologie auch bei Komponenten mit sehr porösen Ober‑flächen, die bisher nicht oder nur mit einem unverhältnismäßig großen Auf‑wand gereinigt werden konnten. Ein weiterer Vorteil, der CO2 für die Me‑dizintechnik interessant macht, liegt in der bakteriostatischen Wirkung des Reinigungsmediums.
Den überkritischen Zustand er‑reicht CO2 bei 31 Grad Celsius. Für die flüssige Teilereinigung wird es in Be‑reichen zwischen 15 und 25 Grad Cel‑sius verwendet. Daher eignet sich das Reinigungsverfahren auch für tempe‑
Vor und Zwischenreinigung erfolgen insbesondere bei spanend bearbeiteten Teilen häufig mit Lösemitteln
© H
oeck
h
Die Ultraschallreinigungsanlage mit automatisiertem Warentransport ist für mehrstufige wässrige Reinigungsprozesse und eine anschließende Passivierung von Instrumententeilen ausgelegt
© R
oll
Mit der CO2Schneestrahltechnologie lassen sich Kanülen gleichzeitig reinigen und entgraten
© a
cp

20 JOT Oberflächen in der Medizintechnik 2013
raturempfindliche Materialien. Da CO2 bei Umgebungsdruck sofort sublimiert, liegt das Reinigungsgut unmittelbar nach der Reinigung vollständig tro‑cken vor. Dies ist insbesondere für die Reinigung stark feuchtigkeitsempfind‑licher Materialien von Vorteil. Durch den direkten Übergang in die Gasphase kommt es zu keinerlei Lösemittelrück‑ständen auf den Bauteilen oder Sekun‑därabfällen.
Schnee für saubere OberflächenFlüssiges Kohlendioxid kommt auch bei der CO2‑Schneestrahl‑Reinigung als Medium zum Einsatz – allerdings in Form feinster Schneekristalle. Durch das Zusammenwirken chemischer, ther‑mischer und mechanischer Eigenschaf‑ten entfernt der ungiftige und nicht brennbare CO2‑Schnee filmische und partikuläre Kontaminationen scho‑nend und rückstandsfrei von nahezu
allen Materialien wie Metallen, Kunst‑stoffen, Glas und Keramiksubstraten, auch mit fein strukturierten Oberflä‑chen. Durch den gut fokussierbaren Strahl lassen sich auch definierte Funk‑tionsbereiche wie beispielsweise Klebe‑flächen gezielt behandeln. Da die Reini‑gung trocken erfolgt, entfallen auch bei der CO2‑Schneestrahlreinigung ener‑gieintensive Trocknungsprozesse.
Das Verfahren kommt in der Me‑dizintechnik beispielsweise für die gleichzeitige Reinigung und Entgra‑tung von Kanülen, Zahnimplantatso‑ckeln und chirurgischen Sägen zum Einsatz. Wobei sich Grate bis in den µm‑Bereich zuverlässig und prozesssi‑cher entfernen lassen. Die Entgratwir‑kung basiert einerseits auf dem mecha‑nischen Effekt, der durch das direkte Auftreffen der Schneekristalle ausge‑löst wird. Andererseits entsteht an der zu entgratenden Stelle eine turbulen‑te Strömung, die den Grat einer Biege‑Wechselbelastung aussetzt, unter der er abbricht.
Reinigen und Aktivieren in einem SchrittEin Plasma, ein gasförmiges Gemisch aus Atomen, Molekülen, Ionen und freien Elektronen, ermöglicht die ef‑fiziente Oberf lächenbehandlung me‑dizintechnischer Produkte aus unter‑schiedlichen Materialien wie Stahl,
Um die geforderte Biokompatibilität bei medizintechnischen Komponenten zu gewährleisten, kommt bei der Endreinigung ein Ultraschallsystem mit wasserbasierendem Reiniger zum Einsatz
© U
CM
Überkritisches CO2 ermöglicht die Reinigung von Bauteilen mit extrem komplexen Geometrien wie etwa extrem engen Spalten. Hier fährt ein mit einer Lanze ausgestattetes Reinigungssystem aus einer feinen Bohrung heraus
© F
raun
hofe
r IPA
parts2clean – internationale Leitmesse für industrielle Teile- und Oberflächenreinigung
Mit welchem Verfahren lassen sich bei medizintechnischen Produkten effizient hohe Sauberkeitsgrade erzielen? Welche Reinigungsmedien gewährleisten eine biokompatible Oberfläche? Welche Verfahren sind nach GMP validierbar? Antworten auf diese und viele weitere Fragen rund um die industrielle Teilereinigung bietet die parts2clean. Die internationale Leitmesse für industrielle Teile und Oberflächenreinigung findet vom 22. bis 24. Oktober 2013 auf dem Stuttgarter Messegelände (Germany) statt. Die parts2clean ermöglicht umfassende Informationen über Reinigungssysteme, alternative Reinigungstechniken, Reinigungsmedien, Qualitätssicherungs und Prüfverfahren, Reinigungs und Transportbehältnisse, Entsorgung und Wiederaufbereitung von Prozessmedien, Handling und Automation, Dienstleistung, Beratung, Forschung und Fachliteratur. Viel Knowhow über unterschiedliche Themen zur Reinigung in der Medizintechnik vermittelt auch das dreitägige Fachforum der parts2clean. www.parts2clean.de.
REINIGEN & VORBEHANDELN J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K

21JOT Oberflächen in der Medizintechnik 2013
NE‑Metallen, Kunststoffen, Glas und Keramik. Dafür stehen zwei Techno‑logien zur Verfügung: Beim Nieder‑druckplasma erfolgt die Behandlung in geschlossenen Kammern unter Vaku‑um. Dies ermöglicht, Werkstücke mit komplizierter Geometrie als Schüttgut oder Einzelteile zu behandeln. Außer‑dem können unterschiedliche Prozess‑gase eingesetzt werden. Bei der zweiten Alternative handelt es sich um inline‑taugliche Plasmaquellen, die bei At‑mosphärendruck arbeiten. Dazu zäh‑len klassische Barriereentladungen und Plasmadüsensysteme. Bei diesen Syste‑men erfolgt die Entladung in der Plas‑madüse und wird mit Druckluft auf die zu bearbeitende Oberfläche geleitet.
Während der Plasmabehandlung wird die Oberfläche gleichzeitig gerei‑nigt und aktiviert. Diese Doppelfunk‑tion beruht auf einer physikalischen und chemischen Reaktion des Ver‑fahrens: Im Plasma können Ionen viel Energie aufnehmen und so Verunrei‑nigungen von Oberflächen wie bei ei‑nem Strahlprozess im Nanometerbe‑reich abtragen. Reaktive Spezies wie beispielsweise Sauerstoffradikale sind in der Lage, organische Kontaminati‑onen wie Öle und Fette in einer „kal‑ten Verbrennung“ zu entfernen und mit der Oberfläche eine chemische Bin‑dung einzugehen. Dies führt zu einer Erhöhung der Oberflächenspannung, die das Ergebnis nachfolgender Kle‑
be‑, Beschichtungs‑ oder Bedruckpro‑zesse verbessert.
Eingesetzt wird biokompatib‑les Plasma in der Medizintechnik bei‑spielsweise zur Feinreinigung von Stents, chirurgischen und Dentalim‑plantaten sowie von Führungsdräh‑ten vor der Hydrogel‑ oder PTFE‑Be‑schichtung, die Erhöhung der Ober‑f lächenenergie bei Mikrotiterplatten und anderen diagnostischen Instru‑menten, Brustimplantaten aus Silikon, Kathetern und Spritzen. Die Oberflä‑chenklebrigkeit und Permeationseigen‑schaften von aus Silikonkautschuk ge‑fertigten Kontaktlinsen lassen sich mit einer Plasmabehandlung ebenfalls ver‑bessern. Doris Schulz
parts2clean22.-24. Oktober 2013, StuttgartHalle 6, Stand 314 /415
Ultraschalllösungenfür alle Anwendungen ))
Weber Ultrasonics Group
Als ein weltweit führender Anbieter von Ultraschall-technologie in den Bereichen Reinigen, Schweißen und Schneiden sowie bei Sonderanwendungen ist die Weber Ultrasonics Group mit ihren Produkten und Leistungen elementarer Bestandteil nahezu jeder Branche. Die Unternehmensgruppe ist mit ihren Toch-tergesellschaften in mehr als 50 Ländern vertreten.
www.weber-ultrasonics.com
Kombinierte Ober� ächen – aktuelle Trends und Entwicklungen
> Aktuelle Kombinationsverfahren> Neueste Entwicklungen:
Praxisbeispiele und Fachbeiträge> 10 % Rabatt ab 10 Heften> Keine Versandkosten
Jetzt bestellen: www.meinfachwissen.de/JOT
Kombinierte Oberflächen | 2013
Special Kombinierte Oberflächen
www.jot-oberflaeche.de
J o u r n a l F ü r o b e r F l ä c h e n T e c h n i k
WWW.DOER
KEN-M
KS.DE
DELTA® schützt Oberfl ächen.DELTA® schützt Oberfl ächen.DELTA® schützt Oberfl
Die heimliche Hauptstadtder Qualität.
Herdecke
Hannover Messe
Halle 3, Stand C47

22 JOT Oberflächen in der Medizintechnik 2013
Prozessoptimierung durch effiziente Verfahren
Vorteile durch energiesparende Kondensationstrocknung Die Trocknung als Nadelöhr in der Fertigung ist ein bekanntes Problem im Anlagenbetrieb. Durch
alternative Technologien wie die Kondensationstrocknung lassen sich Prozesse in der Medizintechnik
zusätzlich optimieren.
Moderner Anlagenbau verlangt nach leistungsstarken und zugleich energieeffizienten Verfahren. In der Trocknungstechnologie kann man sich diesem Ziel mit einem alternativen An-satz nähern. Ein System auf Wärme-pumpenbasis ermöglicht eine Trock-nung mit niedrigen Temperaturen. Diese sogenannte Kondensationstrock-nung auf Wärmepumpenbasis kann in allen Bereichen der Haftwassertrock-nung eingesetzt werden. Oft löst sie Probleme und optimiert Prozesse.
Das Trocknungsverfahren (Typ Airgenexmed) trocknet Produkte bei niedrigen Temperaturen zwischen 20 und 90 °C, je nach Anwendung. Dabei
wird extrem trockene und damit un-gesättigte Luft über das Trocknungsgut geführt und nimmt dabei die Feuchtig-keit auf. Der mit Feuchtigkeit belade-nen Luft wird anschließend in einem Entfeuchtungsmodul die gespeicher-te Feuchte entzogen. Die Feuchtigkeit wird auskondensiert und verlässt als Kondensat die Anlage. Anschließend wird die abgekühlte Luft wieder er-wärmt und weitergeleitet. Der Kreislauf ist geschlossen und der Trocknungszy-klus ist dadurch nahezu emissionsfrei.
Das Modul, das für die Entfeuch-tung der Luft zuständig ist, wird an die Trocknungsstation angeschlossen. Da-bei ist es völlig unerheblich, ob es sich
hierbei um eine Trocknung im Batch-betrieb oder um ein kontinuierliches Verfahren handelt. Dieses Trocknungs-system ist an Schüttgut-, Trommel und Gestelltrocknern ebenso adaptierbar wie bei Durchlauf- oder Kammertrock-nern (Bild 1).
Auch der Werkstoff und die Be-schaffenheit der zu trocknenden Pro-dukte spielen keine Rolle. Die langjäh-rige Erfahrung und intensive Beschäfti-gung mit der Kondensationstrocknung im geschlossenen System hat jedoch er-geben, dass zwei Komponenten wich-tig sind, um den Erfolg bei der Trock-nung zu gewährleisten. Eine wesent-liche Rolle dabei spielt natürlich eine hochwertige Entfeuchtungstechnologie wie oben beschrieben. Genauso wichtig jedoch ist das Umluftsystem im Trock-nungsgehäuse, das exakt an den gege-benen Prozess vor Ort angepasst wer-den muss. Ist dies nicht der Fall, kann die leistungsstarke Entfeuchtung nicht ihre ganze Wirkung entfalten.
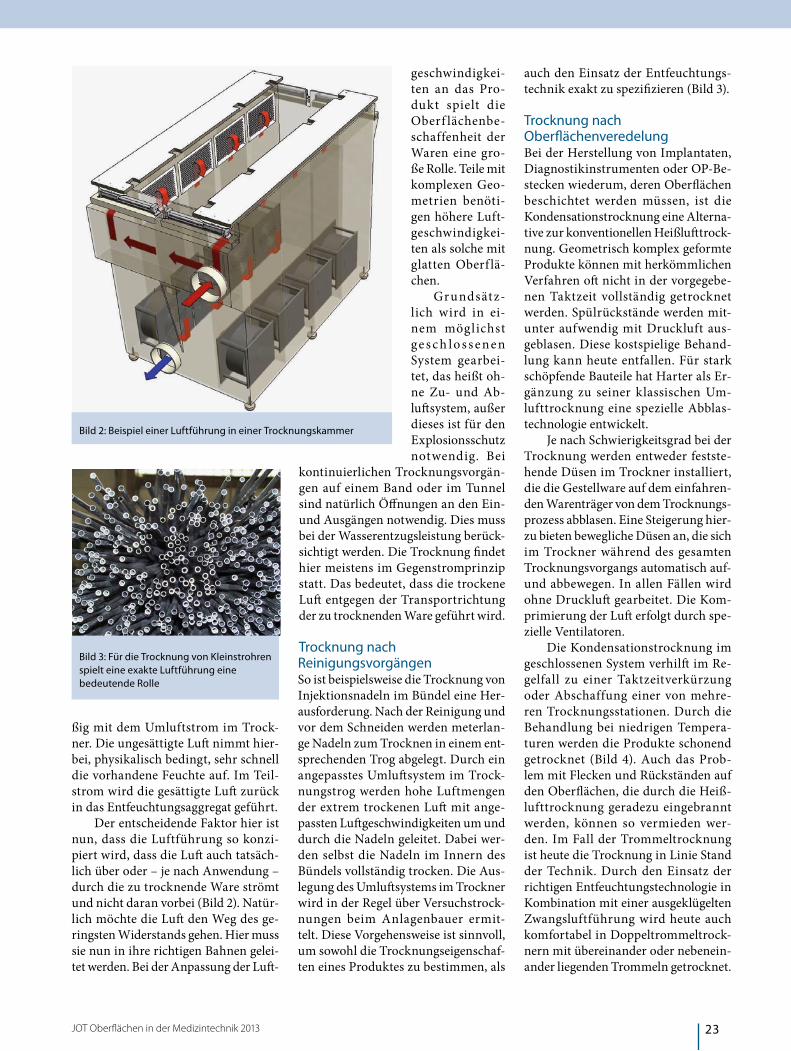
Anpassung des UmluftsystemsDas Umluftsystem, das der Trock-nungsanlagenbauer in die Trocken-kammer einbaut, wird eine individuelle Lösung. Um eine hohe Trocknungsqua-lität in kurzer Trocknungszeit zu rea-lisieren, ist es von entscheidender Be-deutung, dass die Luftmenge im Trock-nungsgehäuse möglichst hoch ist. Die extrem trockene und ungesättigte Luft wird mit hoher, individuell angepasster Geschwindigkeit über die zu trocknen-de Ware geleitet. Sie wird über ein Luft-kanalsystem vom Entfeuchtungsag-gregat in die Trockenkammer geführt. Die Luft vermischt sich hier gleichmä-
Bild 1: Das Trocknungssystem ist an Schüttgut-, Trommel und Gestelltrocknern ebenso adaptierbar wie bei Durchlauf- oder Kammertrocknern
REINIGEN & VORBEHANDELN J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K
23JOT Oberflächen in der Medizintechnik 2013
ßig mit dem Umluftstrom im Trock-ner. Die ungesättigte Luft nimmt hier-bei, physikalisch bedingt, sehr schnell die vorhandene Feuchte auf. Im Teil-strom wird die gesättigte Luft zurück in das Entfeuchtungsaggregat geführt.
Der entscheidende Faktor hier ist nun, dass die Luftführung so konzi-piert wird, dass die Luft auch tatsäch-lich über oder – je nach Anwendung – durch die zu trocknende Ware strömt und nicht daran vorbei (Bild 2). Natür-lich möchte die Luft den Weg des ge-ringsten Widerstands gehen. Hier muss sie nun in ihre richtigen Bahnen gelei-tet werden. Bei der Anpassung der Luft-
geschwindigkei-ten an das Pro-dukt spielt die Oberf lächenbe-schaffenheit der Waren eine gro-ße Rolle. Teile mit komplexen Geo-metrien benöti-gen höhere Luft-geschwindigkei-ten als solche mit glatten Oberf lä-chen.
Grundsätz-lich wird in ei-nem möglichst ge s c h lo s s e ne n System gearbei-tet, das heißt oh-ne Zu- und Ab-luftsystem, außer dieses ist für den Explosionsschutz notwendig. Bei
kontinuierlichen Trocknungsvorgän-gen auf einem Band oder im Tunnel sind natürlich Öffnungen an den Ein- und Ausgängen notwendig. Dies muss bei der Wasserentzugsleistung berück-sichtigt werden. Die Trocknung findet hier meistens im Gegenstromprinzip statt. Das bedeutet, dass die trockene Luft entgegen der Transportrichtung der zu trocknenden Ware geführt wird.
Trocknung nach ReinigungsvorgängenSo ist beispielsweise die Trocknung von Injektionsnadeln im Bündel eine Her-ausforderung. Nach der Reinigung und vor dem Schneiden werden meterlan-ge Nadeln zum Trocknen in einem ent-sprechenden Trog abgelegt. Durch ein angepasstes Umluftsystem im Trock-nungstrog werden hohe Luftmengen der extrem trockenen Luft mit ange-passten Luftgeschwindigkeiten um und durch die Nadeln geleitet. Dabei wer-den selbst die Nadeln im Innern des Bündels vollständig trocken. Die Aus-legung des Umluftsystems im Trockner wird in der Regel über Versuchstrock-nungen beim Anlagenbauer ermit-telt. Diese Vorgehensweise ist sinnvoll, um sowohl die Trocknungseigenschaf-ten eines Produktes zu bestimmen, als
auch den Einsatz der Entfeuchtungs-technik exakt zu spezifizieren (Bild 3).
Trocknung nach OberflächenveredelungBei der Herstellung von Implantaten, Diagnostikinstrumenten oder OP-Be-stecken wiederum, deren Oberflächen beschichtet werden müssen, ist die Kondensationstrocknung eine Alterna-tive zur konventionellen Heißlufttrock-nung. Geometrisch komplex geformte Produkte können mit herkömmlichen Verfahren oft nicht in der vorgegebe-nen Taktzeit vollständig getrocknet werden. Spülrückstände werden mit-unter aufwendig mit Druckluft aus-geblasen. Diese kostspielige Behand-lung kann heute entfallen. Für stark schöpfende Bauteile hat Harter als Er-gänzung zu seiner klassischen Um-lufttrocknung eine spezielle Abblas-technologie entwickelt.
Je nach Schwierigkeitsgrad bei der Trocknung werden entweder festste-hende Düsen im Trockner installiert, die die Gestellware auf dem einfahren-den Warenträger von dem Trocknungs-prozess abblasen. Eine Steigerung hier-zu bieten bewegliche Düsen an, die sich im Trockner während des gesamten Trocknungsvorgangs automatisch auf- und abbewegen. In allen Fällen wird ohne Druckluft gearbeitet. Die Kom-primierung der Luft erfolgt durch spe-zielle Ventilatoren.
Die Kondensationstrocknung im geschlossenen System verhilft im Re-gelfall zu einer Taktzeitverkürzung oder Abschaffung einer von mehre-ren Trocknungsstationen. Durch die Behandlung bei niedrigen Tempera-turen werden die Produkte schonend getrocknet (Bild 4). Auch das Prob-lem mit Flecken und Rückständen auf den Oberflächen, die durch die Heiß-lufttrocknung geradezu eingebrannt werden, können so vermieden wer-den. Im Fall der Trommeltrocknung ist heute die Trocknung in Linie Stand der Technik. Durch den Einsatz der richtigen Entfeuchtungstechnologie in Kombination mit einer ausgeklügelten Zwangsluftführung wird heute auch komfortabel in Doppeltrommeltrock-nern mit übereinander oder nebenein-ander liegenden Trommeln getrocknet.
Bild 2: Beispiel einer Luftführung in einer Trocknungskammer
Bild 3: Für die Trocknung von Kleinstrohren spielt eine exakte Luftführung eine bedeutende Rolle

24 JOT Oberflächen in der Medizintechnik 2013
Trocknung und Kühlung nach SterilisationAuch im Bereich der Humanmedi-zin, bei der Herstellung von Infusi-onsbeuteln und -f laschen ist sowohl die Trocknung als auch die Kühlung nach dem Sterilisationsprozess ein sensibles Thema. Hier spielen eine ex-akt auf die Ware eingestellte Trock-nungstemperatur als auch sichere kli-matische Verhältnisse im Trocknen-
Kühl-Raum eine wesentliche Rol-le . Du rch den Einsatz der ei-gens entwickel-ten Kondensa-tionstrocknung können mehre-re tausend In-fusionsf laschen auf Racks bezie-hungsweise Pa-letten in einem Trocknungstun-nel gleichmäßig getrocknet und gekühlt werden. Dies wiederum ist nur durch ei-
ne spezielle Luftführung möglich, die der Hersteller für jeden einzelnen Fall konzipiert und umsetzt. Auch bei der Förderung der Beutel auf ei-nem Band werden die Luftführung und die Luftgeschwindigkeit so an-gepasst, dass eine homogene Trock-nung gewährleistet ist.
Die Leistungsstärke des Entfeuch-tungsmoduls wiederum wird so ge-wählt, dass die zeitlichen und qualitati-
ven Vorgaben eingehalten werden kön-nen (Bild 5).Bei anderen Projekten ist der Prozessablauf anders, das heißt die Trocknung der Infusionsbeutel findet nach der Vereinzelung statt. Die Infu-sionsbeutel werden durch Roboter ver-einzelt und auf Förderbändern plat-ziert. Auf dem Weg zu den Prüf- bezie-hungsweise Verpackungsplätzen wurde hier ein Trocknungstunnel in Linie in-tegriert. In diesen Fällen werden die Trägerwannen nicht mitgetrocknet (Bild 6).
Mehr ProzesssicherheitGrundsätzlich lässt sich sagen, dass die Kondensationstrocknung in dieser Art und Weise eine Vielzahl an Vorteilen für den Betreiber aufweist. Zeiteinspa-rungen erhöhen die Wirtschaftlichkeit einer Anlagentechnik. Durch die Wär-merückgewinnung im geschlossenen System, in dem vorhandene Abwärme genutzt wird, werden Betriebskosten gesenkt. Durch geringe Anschlusswer-te der Aggregate ergeben sich zusätzli-che Kosteneinsparungen. Die variable Temperatureinstellung bei der Trock-nung verhindert eine unerwünsch-te Produkterhitzung. Unnötiger Aus-schuss wird vermieden und Kühlzonen sind oftmals nicht mehr notwendig.
Der Energieeinsatz, der bei der Kondensationstrocknung an sich be-reits niedrig ist, wird durch den ener-gielosen Einsatz eines intelligent inte-grierten Wärmerohres noch zusätzlich optimiert. Die Energieeinsparungen liegen in der Regel zwischen 50 und 75 Prozent. Die Werte hängen natürlich stark davon ab, welche Technologie der Betreiber vorher im Einsatz hatte und mit welcher Energieart diese betrie-ben wurde. Die Einsparungen an CO2-Emissionen liegen durch den sparsa-men elektrischen Betrieb im vergleich-baren Bereich.
Bild 4: Das Beispiel der Diagnostikinstrumente zeigt die vollständige Trocknung von anspruchsvollen Geometrien
Bild 5: Speziell angepasstes Luftkanalsystem zwischen Trocken-Kühl-Tunnel und Entfeuchtungsmodul. Eine Isolierung der Rohrleitungen verhindert unnötige Wärmeverluste.
Bild 6: In Linie integrierter Durchlauftrockner
Kontakt:Harter Oberflächen- und Umwelttechnik GmbH, StiefenhofenTel. 08383 922317,[email protected]
REINIGEN & VORBEHANDELN J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K

25JOT Oberflächen in der Medizintechnik 2013
lackiert alles !
www.stoz.de72108 Rottenburg HailfingenIndustriestraße 6Tel. + 49 (0)7457/9445 - 0
Lyma®EpoTec®
Opticolor®Duraflon®
Außer Leistungen aus unseren Markennamen bieten wirLohnarbeiten für folgende Bereiche an:
Entwicklungen rund um die Oberflächentechnik Vorbehandlung von Metallen und Kunststoffen Lohnlackierungen Montage und Konfektionierarbeiten
Stoz fertigt seine Produkte nach dem anerkannten Automobil -Qualitätsstandard ISO/TS 16949.Das integrierte Managementsystem umfasst folgende zertifizierte Standards:
ISO/TS 16949 Qualitätsmanagement DIN ISO 9001 Qualitätsmanagement ISO 50001 Energiemanagement ISO 14001 Umweltmanagement
JOT zeigt Oberfläche: Sehen Sie selbst!
www.jot-oberflaeche.de
Elmasonic X-tra lineUltraschall-Reinigungsanlagen für die medizintechnische Produktion
• mit Passivierung in einem Arbeitsdurchlauf • individuell konfigurierbar• für die Zwischen- oder Endreinigung• manuell, automatisch oder vollautomatisch
Elma Hans Schmidbauer GmbH & Co. KGKolpingstr. 1-7D-78224 Singenwww.elma-ultrasonic.com

26 JOT Oberflächen in der Medizintechnik 2013
Modulare Anlage zur Reinigung und Passivierung
Ultraschall-Reinigung von PräzisionsinstrumentenFür einen Hersteller von medizinischen Präzisionsinstrumenten wurde ein spezielles Reinigungs- und
Passivierungskonzept in den Fertigungsprozess integriert. Durch den modularen Aufbau und das
individuell angepasste Reinigungsverfahren können die hohen Qualitätsanforderungen erfüllt werden.
Das Unternehmen Allgaier Instru-mente fertigt für den Medizin-
technikbereich Präzisionsinstrumen-te. Mit circa 26 000 Produkten ist die Variantenvielfalt und das Produktan-gebot des Unternehmens sehr breit ge-fächert. Speziell für den chirurgischen Bereich enthält das Angebot Teile, die sehr hohen Qualitätsanforderungen entsprechen müssen. Die Instrumen-te werden mit moderner Technik und nicht zuletzt in qualifizierter Handar-beit in zahlreichen Fertigungsschrit-ten erstellt. Sie kommen in verschiede-nen Bereichen der Chirurgie (zum Bei-spiel bei Viszeral- (abdominal), Herz-,
Thorax- oder Gefäßoperationen, in der Orthopädie, Traumatologie, Urologie, Gynäkologie oder im Bereich HNO) zum Einsatz.
„Die chirurgischen Instrumente müssen über viele Jahre rückverfolgbar sein. Dies kann auch bedeuten, dass ge-gebenenfalls ein OP Set und/oder ein einzelnes Instrument markiert wird, um dieses den jeweiligen OP-Patienten-daten zuordnen zu können. Umso be-deutender sind die Qualitätsansprüche. Jedes Instru ment, das Mängel aufweist oder repariert werden muss, erfordert weiteren Aufwand für eine lückenlose Dokumentation. Funktionale Schwä-
chen werden schnell und lückenlos er-kannt, und kosten die Krankenhäuser, die rentabel arbeiten müssen, nicht un-nötige Ressourcen.
Neben den allgemein chirurgi-schen Instrumenten umfasst das Pro-duktspektrum auch Teile im minimal-invasiven Bereich (sogenannte Schlüs-selloch-OP), zum Beispiel für die Laparoskopie, Gynäkologie, Urologie, Arthroskopie, HNO bis hin zum kom-pletten OP-Tower.
Validierfähige ProzesseDas seit 1995 eingeführte ISO 9001/EN 46001 (aktuell ISO 13485) Quali-
tätsmanagement-system wird täg-lich umgesetzt. Die Produktions-prozesse sind lü-cken los doku-mentiert und zu-sätzlich sollten w ie derholba re Standards in der Fertigung integ-riert werden.
Im Produk-tionsprozess wer-den für Serien-fer t ig u ngspro-zesse zunehmend Roboter einge-setzt. Ein Bedarf bestand aber im Bereich der Zwi-schen- und End-reinigung. Wer-den diese Reini-gungsvorhaben nicht einwand-
Innenansicht der Ultraschall-Reinigungsanlage zur Behandlung von medizintechnischen Präzisionsinstrumenten
REINIGEN & VORBEHANDELN J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K

27JOT Oberflächen in der Medizintechnik 2013
Kontakt:allgaier instrumente GmbH, Frittlingen,Tel. 07426 96150, [email protected]
frei und reproduzierbar durchgeführt, können während der weiteren Pro-duktion Oberf lächenverunreinigun-gen auf den Instrumenten zu Quali-tätsverschlechterungen führen. Sprich, die Instrumente weisen gegebenenfalls nach der Endreinigung beziehungswei-se in Qualitätstests fleckenhafte Ober-flächen auf.
Da nahezu jedes einzelne Instru-ment einer kritischen Qualitätskon-trolle unterzogen wird, fielen in der Vergangenheit nach dem Reinigen Fle-cken auf. Es war aber noch völlig un-klar, ob nicht ausreichend oder falsch gereinigt wurde, die Wasserqualität nicht einwandfrei oder gar die Ursache im Rohmaterial zu suchen war.
„Wir kontaktierten daher Anfang 2012 die Firma Elma aus Singen“, er-innert sich Armin Maier, Leiter Mar-keting, Vertrieb und Produktmanage-ment bei Allgeier. „Die Ultraschallrei-nigung ist technisch und funktionell bei kompliziert gestalteten Instrumen-ten anderen Verfahren deutlich über-legen.“ Nach der Analyse der aktuel-len Situation war deutlich, dass zwei unterschiedlich ausgeprägte Reini-gungsprobleme im Produktionspro-zess auftraten. Die Flecken wurden analysiert und die Aufgaben an An-lage und Verfahren in einem Lasten-heft formuliert. Demnach mussten die Instrumente bereits während des Fer-tigungsprozesses in Zwischenreini-gungsschritten immer wieder inten-siv gereinigt werden. Die folgenden Verbindungsprozesse (zum Beispiel Schweißen) führen dann zu wieder-holbaren und reproduzierbaren Qua-litäten. Dieser validierfähige Prozess wurde nach Einführung in der QM-Dokumentation hinterlegt. Nach Fer-tigstellung sollten zudem die Instru-mente durchweg sauber endgereinigt und idealerweise gegen Korrosion ge-schützt werden.
Zwischen- und Endreinigung in zwei AnlagenIm Labor von Elma wurden nun ge-meinsam mit den Spezialisten von Allgaier die einzelnen Anforderun-gen erprobt. Zahlreiche Serienversu-che wurden durchgeführt und die Rei-nigungsergebnisse mikroskopisch und
mit Hilfe von Testflüssigkeiten beur-teilt.
„Nachdem der Produktionsprozess im Labormaßstab abgebildet war, wur-den die Ergebnisse von uns positiv beur-teilt. Es stellte sich heraus, dass die Zwi-schen- und Endreinigung sinnvoller-weise in zwei völlig separaten Anlagen erfolgen sollte.“ Die Zwischenreinigung stellt im Wesentlichen eine Grobreini-gung dar. Mit geeigneten Peripheriege-räten (zum Beispiel Ölabscheider, Filter-technik) wurde die Zwischenreinigung optimiert und die Standzeit der Reini-ger umweltverträglich und ökonomisch sinnvoll verlängert.
Die Endreinigung erforderte neben der intensiven Feinreinigung einen op-timierten Spülprozess. Die Ultraschall-becken und die in Kaskade verrohrten Spülbecken reinigen so ganze Waren-körbe fleckenfrei und vollautomatisch (Robot-Durchlaufanlage). Im letzten Becken werden die Instrumente dann fleckenfrei getrocknet. Während die-ses letzten Produktionsschritts (End-reinigung vor der Verpackung) war zusätzlich ein Korrosionsschutz ge-fordert. „Wir wollten auf keinen Fall, dass sich bei Auslieferung Partikel oder Chemikalienreste auf den Instrumen-ten befinden,“ so Maier. „Die Anwen-der im Krankenhaus oder in der Arzt-
praxis sollen die Instrumente direkt in den Instrumentenkreislauf einschleu-sen, sterilisieren und medizinisch an-wenden können.“
Daher erhielt die Anlage in einem weiteren Prozessschritt ein Becken zur aktiven Passivierung mit Zitronensäu-re. Die passivierte Metalloberfläche ist so optimal blank und widersteht der Korrosion durch Sauerstoff. Mittler-weile ist die Anlage seit sieben Mona-ten erfolgreich im Einsatz.
Die in über 80 Länder ausgeliefer-ten Instrumente kommen in einwand-freiem Zustand und völlig korrosions-frei an. Die Ultraschallanlagen vom Typ X-tra Line sind darüber hinaus modular aufgebaut. Ändern sich bei Allgeier die Anforderungen in Zukunft oder steigen die Material- und Produk-tionsdurchsätze, können sie unkompli-ziert und ökonomisch sinnvoll erwei-tert werden.
Roboter in der Herstellung

28 JOT Oberflächen in der Medizintechnik 2013
Moderne Träger- und Behältersysteme
Sterilisations- und Reinigungslösung auf hohem NiveauGratfreie Instrumententrays, komplette Sterilisierungsbehälter und filigrane Kleinteile-Waschkörbchen
Der folgende Beitrag informiert, worauf es bei der Auswahl und Anwendung von Träger- und
Behältersystemen für medizinische Sterilisierungs- und Reinigungsverfahren ankommt.
Reinigungsprozesse in der Medizin-technik erfordern eine maxima-
le Sterilisierungs- und Hygienequali-tät. Die hohen Maßstäbe gelten auch für die Auswahl geeigneter Waschbe-hälter, Sterilisationsboxen und Instru-mententrays, Um eine höhere Effizienz der Reinigungsprozesse zu ermögli-chen und eine höhere Reinigungsqua-lität zu erreichen, haben die Boden und Wände der Instrumententrays von LK Mechanik vergrößerte Lochungen. Das beschleunigt den Wasser(ab)fluss und verhindert die Bildung von Spülschat-ten auf den Instrumenten. Gleichzeitig reduziert diese konstruktive Maßnah-me die Trockendauer. Im Gegensatz
dazu sind die Lochungen der Stirnsei-ten kleiner ausgeführt, um eine Durch-rutschen der Instrumente zu verhin-dern.
Die verschließbaren Instrumen-tentrays aus Edelstahl kommen für Endoskope, Arthroskope, Laparasko-pe, OP-Bestecke und andere klinische Instrumente zum Einsatz. Sie sind spe-ziell angepasst an die hohen Anforde-rungen manueller und automatisierter Reinigungs- und Sterilisierprozesse im Klinikwesen.
Qualitätsfaktor GratfreiheitDas Thema Gratfreiheit spielt bei der Konstruktion der Behälter und Trays
für die Medizintechnik eine große Rolle. Es zählt daher auch zu den ent-scheidenden Qualitätsfaktoren der Edelstahl-Trays. Zur Fertigung kom-men moderne Technologien zum Ein-satz, wie beispielsweise das Laserfein-schneiden, Wasserstrahl-Cutting und Präzisionsstanzen. Für die Oberf lä-chen-Veredelung und das Finishing erfolgt ein kombiniertes Nass- und Trockenschleifverfahren, eine eigene Entwicklung von LK Mechanik. Me-talldraht wird bei der Herstellung der Waschbehälter, Boxen und Trays nicht verwendet, denn zu viele Stöße würden zu Verformungen und Überlappungen führen. Durch die entstehenden Beu-len und Dellen wäre die Reparaturan-fälligkeit groß, bei höheren Gewich-ten durchbiegen die Maschen und teu-re OP-Instrumente oder Implantate könnten darin hängen bleiben und be-schädigt werden.
Ein weiterer, entscheidender Fak-tor bei der Konstruktion der Träger- und Behältersysteme ist die genaue Raumeinteilung, das heißt die inne-re Geometrie beziehungsweise Kons-truktion von Sterilisierungsbehältern und Instrumentenboxen. Bei Behäl-tern und Boxen von LK Mechanik si-chern geometrisch optimierte Befesti-gungs- und Einlegeelemente das scho-nende Handling der medizinischen Instrumente.
Kontaktpunkte auf ein Minimum reduziertIm Rahmen medizintechnischer Reini-gungs- und Sterilisierungsprozesse fällt insbesondere den flexiblen Silikonabla-gen und -aufnahmen eine wichtige Rol-
Komponenten eines Ophthalmo-Mikroskops in einem Edelstahl-Trägersystem mit Silikon-Fixierelementen zur Vermeidung von Spülschatten
REINIGEN & VORBEHANDELN J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K

29JOT Oberflächen in der Medizintechnik 2013
Kontakt:LK Mechanik GmbH, Heuchelheim, Tel. 0641 962420,[email protected], www.lk-mechanik.de
Die Instrumententrays sind komplett mit Einlege-Formteilen aus Silikon ausgestattet, wobei die Kontaktpunkte zwischen Silikonaufnahmen und Instrumenten auf ein Minimum reduziert sind
le zu. Nur wenn sich deren Geometrie exakt an der Form der jeweiligen In-strumente oder Implantate orientiert, kann deren Reinigung optimal erfol-gen. Um sogenannte Spülschatten zu vermeiden, dürfen die Silikonaufnah-men nur geringe Flächen der medizi-nischen Bestecke oder Geräte bedecken beziehungsweise berühren.
Die gesamte Innenarchitektur ei-nes Trays muss also so angelegt sein, dass die Kontaktpunkte zwischen den Silikonaufnahmen und den Instru-menten auf das nötige Minimum re-duziert sind. Gleichzeitig sollen die Si-likonelemente immer auch den absolut sicheren Halt der Instrumente sicher-stellen. Diese technische Gratwande-rung wird so gelöst, dass alle Silikon-ablagen – oft sind das feine Profile mit Klemmbuchten – mit im Wasserstrahl-Feinschneiden gefertigt und präzise an die aufzunehmenden Instrumente an-gepasst wird.
Neben standardisierten Reini-gungs- und Sterilisierungsprozessen kommen auch anwenderspezifische Sonderlösungen zum Einsatz. Durch flexible Konstruktionen und modulare Baukastensysteme wird ein hohes Maß an Anpassungsfähigkeit erzielt.
TEILE-REINIGUNGW Ä S S R I G E TA U C H - U N D F L U TA N L A G E N
wirtschaftlich - kompakt - energiesparend
Karl Roll GmbH & Co. KGD-75417 Mühlacker-Enzberg, Kanalstr. 30D-75410 Mühlacker-Enzberg, Postfach 80Telefon (0 70 41) 802-0 • Fax 802-113verkauf@roll-reinigungssysteme.dewww.roll-reinigungssysteme.de
• Vollautomatische Mehrkammer-Tauchanlagen• Kompakte Einkammer-Flut-Anlagen• Reinigungsunterstützung durch Ultraschall / Druckumfluten• Automatisierung und Badpflege• Vakuumtrocknung
HOCHWERTIGE TEILEREINIGUNG ULTRASCHALL / DRUCKUMFLUTEN:
Supplier Award
2005/2006
erfahren - kompetent - umweltbewusst
Qualität hoch drei durch Hochdruck.
Entgrattechnik Innovative Anlagen und
Komplettlösungen mit Wasser oder Schneidöl
Reinigungstechnik Modulare Anlagentechnik
zur Spritzreinigung
PILLER – HighTech Cleaning Solutions ww
w.p
iller
-onl
ine.
com
Lohnarbeit Entgraten und Reinigen –
Professionell, unkompliziert, schnell – auch in Kleinserie
30 JOT Oberflächen in der Medizintechnik 2013
Maßgeschneiderte multifunktionelle Oberflächen
Nano-Oberflächen gegen resistente KeimeHightech-Beschichtungen auf Nanobasis ermöglichen neuartige Wirkungen in der Medizintechnik.
Doch bei der Umsetzung von Forschungsergebnissen in die industrielle Serienfertigung besteht noch
ein gravierender Engpass. Neuentwickelte Verfahren ermöglichen multifunktionelle Nanooberflächen
mit maßgeschneiderten hygienischen Wirkungen.
Als Direktor des Leibniz-Instituts für Neue Materialien (INM) schuf Prof.
Helmut Schmid in 15 Jahren die umfas-sende Technologiebasis für die indus-trielle Anwendung von Nanooberflä-chen in Deutschland. Rund ein Dutzend Start-up-Firmen gingen aus der Saar-brücker Denkfabrik hervor. Doch Un-ter-nehmen, die heute mit Nanooberflä-chen am Markt sind, können nach sei-ner Beobachtung die gesamte Kette von der Konzeption eines neuen Produktes über dessen Entwicklung bis hin zum Aufbau der Produktion beim Kunden kaum leisten. Auch ein einzelnes For-schungszentrum verfüge nicht über die nötigen interdisziplinären Kapazitä-ten. „Dieses technische Neuland wird erst dann ausgeschöpft, wenn wir die Innovationskraft der Nanotechnologie für maßgeschneiderte intelligente und multifunktionelle Oberflächen mit der dazugehörigen Produktionstechnik ver-binden und in den Unternehmen imple-mentieren“, sagt Helmut Schmidt.
Um Unternehmen diesen exklu-siven Einstieg in die Nanotechnologie zu ermöglichen, hat Schmidt mit zwei Partnern ein internationales Konsor-tium initiiert, das in der Lage ist, alle Entwicklungsschritte bis zur Serienfer-tigung effektiv und mit kalkulierbaren Kosten auszuführen. In der Medizin-technik werden dadurch bisher nicht erreichbare Fortschritte realisierbar.
Background in Saarbrücken und TübingenAls Projektmanager und Ansprech-partner für Industrieaufträge fungiert die von Schmidt in Saarbrücken ge-gründete HSM TechConsult GmbH, in der die Expertise aus Hunderten von Entwicklungen und Industrieanwen-dungen verfügbar wird. Forschungs- und Entwicklungsarbeiten bis hin zu Pilotfertigungen übernimmt der zwei-te Partner des Konsortiums, Prof. Ertuğrul Arpaç. Er leitet das Depart-ment für Chemie an der modernen
Universität von Antalya in der Tür-kei und darüber hinaus die eigene Fir-ma Nanoen, die Forschungsergebnisse in industrielle Anwendungen umsetzt. Auch Arpaç zählt zu den Pionieren der deutschen Nanotechnologie: Er arbei-tete über viele Jahre jeweils für drei Monate als Gastprofessor und Partner von Schmidt am Saarbrücker INM und wirkte so an der heimischen Entwick-lung der Nanotechnologie mit.
Für Projekte im Mittleren Os-ten oder etwa in einem Schwellenland Südamerikas kommt der dritte Part-ner, die Firma German MedTec Con-sulting mit Sitz in den Vereinigten Ara-bischen Emiraten ins Spiel. Sie konzen-triert sich im Rahmen der Arbeit des Konsortiums in erster Linie auf medi-zinische und technische Anwendun-gen. Prof. Dr. Benedikt Jean, vormals Direktor der Experimentellen Oph-thalmo-Chirurgie der Universitäts-Au-genklinik Tübingen, kooperiert eben-falls seit langem wissenschaftlich mit Prof. Schmidt in der Anwendung der Nanotechnologie bei speziellen medi-zintechnischen Produkten.
Mikrobizide Beschichtung auf ImplantatenDen heutigen Markt der Nanobe-schichtungen dominieren Ant i-haftoberf lächen in diversen Variati-onen, oft fälschlich als Oberf lächen mit „Lotus-Effekt“ bezeichnet. Hin-zu kommen Antifingerprintlösungen, korrosionsschützende oder beispiels-weise kratzfeste Beschichtungen auf Metall und Kunststoff. Welche tech-
Die mikrobizide Beschichtung von Implantaten aus Edelstahl mit Hydroxylapatit soll eine besonders feste Haftung im Knochen sicherstellen
Beschichtung von Implantaten aus Edelstahl: Extrem kratzfest und mikrobizid
NANOTECHNOLOGIE J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K
31JOT Oberflächen in der Medizintechnik 2013
Kontakt: Prof. Dr. Helmut Schmidt, Sprecher des Konsortiums Geschäftsführer HSM TechConsult GmbH, Tel. 0681 872634, [email protected] www.hsm-techconsult.de
nischen Fortschritte Firmen der Me-dizintechnik nun mit Schmidt und seinen Partnern erzielen können, zei-gen erste Produkte, die bei Nanoen bereits ausgereift sind: Mit Hydro-xylapatit beschichtete und gleichzei-tig mikrobizide Implantate aus Edel-stahl sind in der Türkei bereits zuge-las-sen und in der Anwendung. Auch Titanbauteile mit mikrobizider Ober-fläche, die unter anderem Stützfunkti-onen bei Knochenverletzungen über-nehmen, befinden sich dort bereits im klinischen Einsatz. Das Besonde-re dieser Beschichtungssysteme ist ih-re sehr hohe Abriebbeständigkeit, so dass ihre Funktion auch beim Einbau unter starker mechanischer Belastung nicht beeinträchtigt wird.
Ein weiteres Beispiel bilden Chro-moberflächen auf Metall oder Kunst-stoff, die nach wie vor im Sanitärbe-reich eingesetzt werden. Bislang exis-tiert keine Nanobeschichtung, die auf hoch glänzenden Chromoberf lächen haftet und multifunktionelle Eigen-schaften aufweist. Der Konsortialpart-ner Nanoen hat nun diese technische Hürde gemeistert: Die Schichten kön-nen farblos aber auch transparent far-big hergestellt werden, sind hoch ab-riebfest, zeigen eine sehr gute Haftung und können darüber hinaus mikro-bizid, easy-to-clean, mit Anti-Finger-print oder allen Eigenschaften gleich-zeitig ausgestattet werden.
Vielfältige AnwendungsfelderDie intelligenten Oberf lächen lassen sich in einem einmaligen Sprühpro-zess auf Edelstahl, Aluminium, Mes-
sing oder Titan ebenso aufbringen wie auf Produkten aus Kunststoff, Glas, Keramik und Holz. Ihre Stabilität er-langen sie anschließend durch spezi-elle Aushärtung. Die Anwendungsfel-der reichen von Implantaten über me-dizinische Geräte, die mit dem Körper Kontakt haben, die Ausstattung von Operations- und Sanitärräumen, Kon-taktf lächen auf Geländern, Möbeln, Wänden in Krankenhäusern bis hin zu Luftfiltern sowie Textilien für Schutz-kleidung und Betten. Je nach Anwen-dung hält die mikrobizide Wirkung der Beschichtung ein bis zwei Jahre an.
Das Problem der resistenten KeimeBei der Lösung des weltweiten Zu-kunftsproblems kommt der hygieni-schen und keimtötenden Veredelung von Oberf lächen eine Schlüsselrolle zu: „Im Hinblick auf die schnelle glo-bale Ausbreitung von resistenten und multiresistenten Krankheitskei-men wird dieses Thema auch außerhalb des medizinischen Sek-tors Bedeutung ge-winnen“, sagt Schmidt. Als „realisier-bare Zu-kunftsvision“ sieht er Na-nooberflächen, deren Funktionen so kombiniert sind, dass sie gleichzeitig auf mehrere Mechanismen der Mikro-organismen einwirken. Dadurch wür-den die Keime so geschädigt, dass sie keine Resistenzen entwickeln könn-ten. Im Blick sind unter anderem Be-schichtungen, die Nanostrukturen aus Silber und Kupfer enthalten, auf de-nen herkömmliche Werk-stoffe fixiert werden. Schmidt und seine Partner nutzen dafür den heute verfügbaren
Stand der Technik sowie neue Ergeb-nisse der Grundlagenforschung.
Trotz der komplexen Nanochemie, mit der die Funktionen der Beschich-tung schon in einem dünnf lüssigen Beschichtungssol programmiert sind, enthält die fertige Beschichtung kei-ne Nanopartikel, die in den Körper gelangen können. Durch die Aushär-tung entsteht eine hauchdünne glasar-tige Oberfläche, in der alle chemischen Komponenten fest aneinander geket-tet sind. In der Beschichtung entfal-ten zwar nanoskalige Strukturen ih-re Wirkung, indem sie zum Beispiel in kontrollierter Weise Silber- oder Kup-ferionen abgeben und dadurch Keime abtöten. Diese Strukturen tragen je-doch auch zur Festigkeit der dünnen Schicht bei und können nicht gelöst werden.
Die maßgeschneiderte Werkstof-fentwicklung für eine Innovation er-fordert anschließend auch die indi-viduelle Anpassung der Fertigungs-technik für die Oberfläche. Schmidt und seine Partner verfügen hier über jahrelange Industrieerfahrung bis hin zum automatisierten Spraycoating. Für anspruchsvolle Projekte koope-riert das Konsortium auch mit nati-onalen und internationalen Einrich-tungen wie der Fraunhofer-Gesell-schaft und der Leibniz-Gemeinschaft, aber auch der großen japanischen For-schungsgesellschaft AIST oder dem Forschungszentrum Kitech in Korea. Franz Frisch
Die Beschichtung von Implantaten aus Titan ist extrem kratzfest und mikrobizid. Dadurch ist die Infektionsgefahr reduziert.
Reduktion von Entzündungen: Mikrobizide Nanobeschichtung auf Augenprothesen
Neue Möglichkeiten mit Holz: Die Nanooberflächen sind abriebfest und verfügen über Easy-to-clean-Eigenschaften

32 JOT Oberflächen in der Medizintechnik 2013
Schichteigenschaften gezielt verändern
Oberflächenveredelung für glatte und beständige SchichtenDurch gezielte Oberflächenbehandlung werden die Schichteigenschaften entscheidend verbessert,
was sich beispielsweise positiv auf die Beständigkeit medizintechnischer Produkte auswirkt. Speziell
für die Medizintechnik ausgelegte Anlagen ermöglichen es, einzelne Komponenten für individuelle
Anwendungen anzupassen.
Der Anlagenhersteller Walter Lem-men bietet neben kompakten
Kleingalvanikanlagen und Wannen-systeme für funktionelle und deko-rative Oberflächen ein breites Anla-genspektrum für die Medizintechnik. Der Schwerpunkt liegt in diesem Be-reich beim Oberf lächenbehandlung von Edelstahl, Titan und Titanlegie-rungen und Niob zum Vorreinigen, Elektropolieren, Beizen und Passivie-ren. Durch das elektrochemische Po-lieren (Elektropolieren) und Entgraten wird die Eigenschaft der metallischen Oberflächen entscheidend verbessert, was sich positiv auf die Beständigkeit der einzelnen Komponenten auswirkt.
Elektropolieren ist ein elektrochemi-sches Verfahren zum Oberflächenab-trag an den Randzonen der Werkstü-cke. Die Abtragung erfolgt mit spe-ziellen wässrigen Lösungen unter Einsatz von Strom im Mikrobereich und erzeugt eine glatte und glänzen-de Oberfläche.
Die modular aufgebauten Galva-nikanlagen und Wannensysteme be-inhalten sämtliche Behandlungsbe-cken für den gesamten Elektropolier-prozess: Vorbehandlung (Ultraschall), Beizen, Elektropolieren, Spülen und Passivieren. Elektropolierte Metal-loberflächen werden in unterschied-lichen Industriebereichen eingesetzt,
unter anderem in der Medizin- und Labortechnik.
Für das Verfahren des Elektropo-lierens von Edelstahl bietet die Wal-ter Lemmen GmbH, Einzelwannen-systeme als auch kompakte Kleingal-vanikanlagen, manuell bedienbar oder als Halbautomaten mit pneumatischen Handlingsystem und Steuerung.
Anodisieren von Titan, Titanlegierungen und NiobDas Anodisieren von Oberflächen, wie Titan, Titanlegierungen oder Niob, ist ein elektrochemischer Prozess zur Oberf lächenveredelung von Bautei-len und Instrumenten mit einem brei-
ten Anwendungsspekt-rum, unter anderem in der Medizintechnik für Implantate, Schrauben, Platten, Instrumente und Geräteteile.
T i t a n o d e r N i -ob überziehen sich an der Luft mit einer na-türlichen Oxidschicht, die das Metall bestän-dig gegen Korrosion macht. Für den Ein-satz in Produkten wird diese Schicht durch ei-ne spezielle Beizvorbe-handlung sorgfältig und vollständig entfernt und nach einem Spülschritt gezielt wieder neu auf-gebaut. Dazu wird der Werkstoff in einem spe-ziellen Färbeelek trolyt
Elektropolieranlage für Edelstahl
GALVANOTECHNIK J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K

33JOT Oberflächen in der Medizintechnik 2013
Kontakt:Walter Lemmen GmbH, Kreuzwertheim, Tel. 09342 7851, [email protected], www.walterlemmen.de
in einem Gleichstromkreis anodisch geschaltet. Der zum Anodisieren ver-wendete Gleichrichter ist von 0…150 V/0…10A regelbar. Der Überzug bil-det sich aus der Umwandlung des me-
tallischen Grundwerkstoffes in ei-ne Oxidphase, die eine hohe Haft-festigkeit aufweist. Schichtdicke und Lichtbrechung sind maßgeblich ver-antwortlich für die Farbgebung. Der
Oxidfilm wirkt als Interferenzfilter und ist mit gut unterscheidbaren Far-ben versehen. Diese variieren mit zu-nehmender Spannung in einer breiten Farbpalette.
Das Gerätesystem von Walter Lem-men GmbH ist für die Verwendung von gebrauchsfertigen Elektrolyten zur Vorbehandlung und zum Färben von Titan und Titanlegierungen ausgelegt. Da Farbton und Intensität der erreich-ten Färbung entscheidend von der rich-tigen Vorbehandlung der Werkstücke abhängen, empfiehlt der Hersteller die Verwendung einer Ultraschallreini-gung und Entfettung. Als Speziallö-sungen können auch Komplettanlagen zum Einsatz kommen, die den gesam-ten Verfahrensprozess des Titanfär-bens abbilden, von der Vorreinigung, Ultraschallbehandlung, Beizen, Spülen und Färben bis hin zum Trocknen.
Kleingalvanikanlage zum Anodisieren mit Ultraschalleinrichtung, Vorbehandlung, Beizen, Färben und Trocknen
Kombinierte Ober� ächen – aktuelle Trends und Entwicklungen
> Aktuelle Kombinationsverfahren
> Neueste Entwicklungen: Praxisbeispiele und Fachbeiträge
> 10 % Rabatt ab 10 Heften
> Keine Versandkosten
Jetzt bestellen: www.mein-fachwissen.de/JOT
Kombinierte Oberflächen | 2013
Special Kombinierte Oberflächen
www.jot-oberflaeche.de
J o u r n a l F ü r o b e r F l ä c h e n T e c h n i k
WWW.DOER
KEN-M
KS.DE
DELTA® schützt Oberfl ächen.DELTA® schützt Oberfl ächen.DELTA® schützt Oberfl
Die heimliche Hauptstadtder Qualität.
Herdecke
Hannover Messe
Halle 3, Stand C47

34 JOT Oberflächen in der Medizintechnik 2013
Prüfmethoden für funktionelle Oberflächen
Antimikrobielle Wirksamkeit zuverlässig prüfenBei Medizinprodukten gelten hohe Anforderungen hinsichtlich der Hygiene. Ein entsprechend hoher
Maßstab gilt auch für den Nachweis antibakterieller und antiadhäsiver Eigenschaften von Oberflächen.
Der Beitrag stellt ein Prüfverfahren vor, das entscheidende Kriterien berücksichtigt.
Innovative Oberf lächen mit multi-funktionalen Eigenschaften drängen
zunehmend auf den Markt. Besonders gefragt sind antimikrobielle Eigen-schaften gegenüber multiresistenten Bakterien und anderen Krankheitser-regern. Bislang lag der Fokus derartig aktiver Oberf lächen im Medizinpro-duktebereich und hygienesensitiven Umfeld. Nun rückt eine solche Funk-tionalität verstärkt auch im privaten und öffentlichen Umfeld in den Vor-dergrund. Wer als Hersteller in diese Premium-Marktsegmente vorstoßen will, muss einwandfrei nachweisen, welche antimikrobielle Wirksamkeit seine Produkte besitzen, beispielswei-
semit einem anerkannten Zertifikat eines unabhängigen Labors, das nach DIN EN ISO 17025 akkreditiert ist.
Solche Labore, in denen anti-mikrobiologische und (anti-)adhäsi-ve Eigenschaften von Materialien und Oberflächen getestet werden, werden kontinuierlich durch unabhängige ex-terne Stellen sowie durch interne Au-dits überwacht. Die Akkreditierung durch die Deutsche Akkreditierungs-stelle (DAkkS) gewährleistet die Kom-petenz und die Unabhängigkeit des Labors. Die Anerkennung eines La-bors durch die Zentralstelle der Länder für Gesundheitsschutz bei Arzneimit-teln und Medizinprodukten (ZLG) er-
leichtert die Zulassung, da Prüfberich-te solcher Labore als Zertifikate für die Zulassung von antimikrobiellen Pro-dukten in ganz Europa bei benannten Stellen eingereicht werden können.
Prüfverfahren bereits in der Entwicklungsphase planenAufgrund der vielfältigen Beschich-tungsmöglichkeiten und antimikro-bieller Wirkstoffe ist ein besonderes Augenmerk auf die Wirksamkeit so-wie die Eigenschaften der antibakteri-ellen Beschichtung zu richten. Je nach eingesetztem Wirkstoff löst sich der Wirkstoff aus der Beschichtung heraus (leaching) oder ist in der Beschichtung gebunden und entfaltet seine Wirk-samkeit nur an der Oberfläche (non-leaching). Beispielsweise entwickelte der Medizintechnikhersteller B. Braun Melsungen AG non-leaching Oberflä-chen und verwendet sie bei zentralve-nösen Kathetern. Darüber hinaus kön-nen auch die Adhäsionseigenschaften verändert werden, welche die Ansied-lung von Keimen auf der Oberf läche verstärken oder verringern. All diese Aspekte beeinflussen die Funktionali-tät der Beschichtung und des Endpro-duktes und sollten daher sowohl be-reits während der Entwicklungsphase als auch zur Zulassung berücksichtigt werden.
Verbreitete TestmethodenDie Überprüfung der antimikrobiel-len Wirksamkeit erfolgt typischerwei-se anhand von in-vitro Tests. Da jedes Material von sich aus unterschiedliche Eigenschaften hinsichtlich der Anhaf-tung von Keimen besitzt, wird die an-
Standardisierte Erfassung der antibakteriellen Aktivität. Die Messung der antibakteriellen Aktivität erfolgt standardisiert und parallelisiert in einer 96-well Mikrotiterplatte.
MESSEN & PRÜFEN J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K
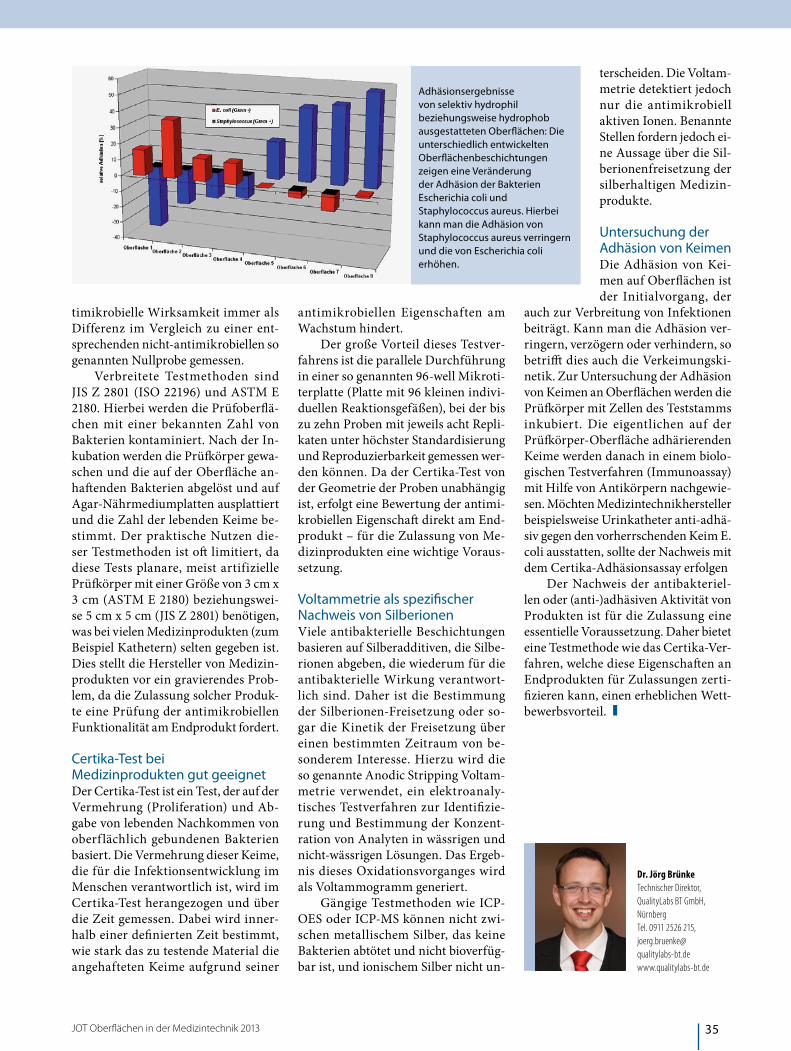
35JOT Oberflächen in der Medizintechnik 2013
Dr. Jörg BrünkeTechnischer Direktor, QualityLabs BT GmbH, NürnbergTel. 0911 2526 215, joerg.bruenke@ qualitylabs-bt.dewww.qualitylabs-bt.de
Adhäsionsergebnisse von selektiv hydrophil beziehungsweise hydrophob ausgestatteten Oberflächen: Die unterschiedlich entwickelten Oberflächenbeschichtungen zeigen eine Veränderung der Adhäsion der Bakterien Escherichia coli und Staphylococcus aureus. Hierbei kann man die Adhäsion von Staphylococcus aureus verringern und die von Escherichia coli erhöhen.
timikrobielle Wirksamkeit immer als Differenz im Vergleich zu einer ent-sprechenden nicht-antimikrobiellen so genannten Nullprobe gemessen.
Verbreitete Testmethoden sind JIS Z 2801 (ISO 22196) und ASTM E 2180. Hierbei werden die Prüfoberflä-chen mit einer bekannten Zahl von Bakterien kontaminiert. Nach der In-kubation werden die Prüfkörper gewa-schen und die auf der Oberfläche an-haftenden Bakterien abgelöst und auf Agar-Nährmediumplatten ausplattiert und die Zahl der lebenden Keime be-stimmt. Der praktische Nutzen die-ser Testmethoden ist oft limitiert, da diese Tests planare, meist artifizielle Prüfkörper mit einer Größe von 3 cm x 3 cm (ASTM E 2180) beziehungswei-se 5 cm x 5 cm (JIS Z 2801) benötigen, was bei vielen Medizinprodukten (zum Beispiel Kathetern) selten gegeben ist. Dies stellt die Hersteller von Medizin-produkten vor ein gravierendes Prob-lem, da die Zulassung solcher Produk-te eine Prüfung der antimikrobiellen Funktionalität am Endprodukt fordert.
Certika-Test bei Medizinprodukten gut geeignetDer Certika-Test ist ein Test, der auf der Vermehrung (Proliferation) und Ab-gabe von lebenden Nachkommen von oberf lächlich gebundenen Bakterien basiert. Die Vermehrung dieser Keime, die für die Infektionsentwicklung im Menschen verantwortlich ist, wird im Certika-Test herangezogen und über die Zeit gemessen. Dabei wird inner-halb einer definierten Zeit bestimmt, wie stark das zu testende Material die angehafteten Keime aufgrund seiner
antimikrobiellen Eigenschaften am Wachstum hindert.
Der große Vorteil dieses Testver-fahrens ist die parallele Durchführung in einer so genannten 96-well Mikroti-terplatte (Platte mit 96 kleinen indivi-duellen Reaktionsgefäßen), bei der bis zu zehn Proben mit jeweils acht Repli-katen unter höchster Standardisierung und Reproduzierbarkeit gemessen wer-den können. Da der Certika-Test von der Geometrie der Proben unabhängig ist, erfolgt eine Bewertung der antimi-krobiellen Eigenschaft direkt am End-produkt – für die Zulassung von Me-dizinprodukten eine wichtige Voraus-setzung.
Voltammetrie als spezifischer Nachweis von SilberionenViele antibakterielle Beschichtungen basieren auf Silberadditiven, die Silbe-rionen abgeben, die wiederum für die antibakterielle Wirkung verantwort-lich sind. Daher ist die Bestimmung der Silberionen-Freisetzung oder so-gar die Kinetik der Freisetzung über einen bestimmten Zeitraum von be-sonderem Interesse. Hierzu wird die so genannte Anodic Stripping Voltam-metrie verwendet, ein elektroanaly-tisches Testverfahren zur Identifizie-rung und Bestimmung der Konzent-ration von Analyten in wässrigen und nicht-wässrigen Lösungen. Das Ergeb-nis dieses Oxidationsvorganges wird als Voltammogramm generiert.
Gängige Testmethoden wie ICP-OES oder ICP-MS können nicht zwi-schen metallischem Silber, das keine Bakterien abtötet und nicht bioverfüg-bar ist, und ionischem Silber nicht un-
terscheiden. Die Voltam-metrie detektiert jedoch nur die antimikrobiell aktiven Ionen. Benannte Stellen fordern jedoch ei-ne Aussage über die Sil-berionenfreisetzung der silberhaltigen Medizin-produkte.
Untersuchung der Adhäsion von KeimenDie Adhäsion von Kei-men auf Oberflächen ist der Initialvorgang, der
auch zur Verbreitung von Infektionen beiträgt. Kann man die Adhäsion ver-ringern, verzögern oder verhindern, so betrifft dies auch die Verkeimungski-netik. Zur Untersuchung der Adhäsion von Keimen an Oberflächen werden die Prüfkörper mit Zellen des Teststamms inkubiert. Die eigentlichen auf der Prüfkörper-Oberfläche adhärierenden Keime werden danach in einem biolo-gischen Testverfahren (Immunoassay) mit Hilfe von Antikörpern nachgewie-sen. Möchten Medizintechnikhersteller beispielsweise Urinkatheter anti-adhä-siv gegen den vorherrschenden Keim E. coli ausstatten, sollte der Nachweis mit dem Certika-Adhäsionsassay erfolgen
Der Nachweis der antibakteriel-len oder (anti-)adhäsiven Aktivität von Produkten ist für die Zulassung eine essentielle Voraussetzung. Daher bietet eine Testmethode wie das Certika-Ver-fahren, welche diese Eigenschaften an Endprodukten für Zulassungen zerti-fizieren kann, einen erheblichen Wett-bewerbsvorteil.

36 JOT Oberflächen in der Medizintechnik 2013
Schleppschleifen – mehr als eine Alternative
Feinstbearbeitung von ImplantatenExtrem glatt und hoch glänzend – diese Eigenschaften müssen Oberflächen von Implantaten aufweisen.
Um dies zuverlässig, reproduzierbar und wirtschaftlich zu erzielen, setzen Hersteller vermehrt auf den
Einsatz von Schleppschleiftechnik.
Die steigende Lebenserwartung und Extremsportarten führen unter
anderem zu vermehrten Verschleißer-krankungen der Gelenke. Als Behand-lungsmethode bleiben in letzter Kon-sequenz häufig nur künstliche Gelen-ke, die als Implantate in die Knochen eingesetzt werden. Der Einsatz dieser hochwertigen Implantate beispielswei-se für Knie, Hüfte oder Ellbogen ist da-her inzwischen sowohl in Europa als auch in Asien und den USA weit ver-breitet.
Entsprechend bauen die Her-steller der Ersatzgelenke aus Titan- und Speziallegierung ihre Kapazitä-ten aus. Es werden Lösungen gesucht, mit denen sich die geometrisch diffi-zil geformten Feingussteile effizient produzieren und bearbeiten lassen. Ein besonderes Augenmerk liegt da-bei auf der Oberflächenbehandlung.
Denn um Verunreinigungen zu ver-meiden, muss diese absolut glatt und hoch glänzend sein.
Schleppschleifanlagen von Rösler bieten hier deutliche Vorteile gegen-über dem Einsatz von Robotertechnik oder Werkzeugmaschinen. So werden beispielsweise 24 Kniegelenke, verteilt auf vier Arbeitsstationen, bearbeitet. Wie bei den klassischen Bearbeitungs-verfahren werden die Werkstücke auch beim Schleppschleifen berührungslos gleitgeschliffen, jedoch lässt sich der Prozess wesentlich einfacher an die un-terschiedlichen Geometrien der Teile anpassen. Verschiedene Implantather-steller haben bereits auf dieses Verfah-ren umgestellt.
Mit Schleppschleifen von Rz 18 μm zu 0,2 μmFür den Bearbeitungsprozess werden die Implantate, die einen Rauigkeits-wert von circa Rz 18 μm aufweisen, auf die teilespezifisch konzipierten Werk-stückhalterungen der vier separat an-getriebenen Arbeitsstationen gespannt und durch ein ruhendes Schleifkörper-bett „geschleppt“. Die unabhängig an-getriebenen Arbeitsstationen sind auch jede für sich in Drehrichtung und Ge-schwindigkeit frei wählbar. Um der be-sonders komplexen Geometrie und un-terschiedlichen Größe der Werkstücke Rechnung zu tragen, lassen sich die Ar-beitsstationen auch radial verschieben und im Winkel verstellen.
Die Oberflächen von Implantaten müssen extrem glatt und hoch glänzend sein – diese Eigenschaften können durch das Schleppfinishen, eine spezielle Art des Gleitschleifens, besonders wirtschaftlich erzielt werden
Das Schleppfinishen ermöglicht die Einzel-Bearbeitung der Werkstücke. Der Prozess lässt sich dabei jedoch wesentlich einfacher an die unterschiedlichen Teilegeometrien anpassen als bei klassischen Schleif- und Polierverfahren.
SCHLEIFEN J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K

37JOT Oberflächen in der Medizintechnik 2013
Kontakt:Rösler Oberflächentechnik, Untermerzbach,Tel. 09533 9240, [email protected], www.rosler.info
Bei dieser Multifunktions-Schleppfinishanlage erfolgt die Nachdosierung der Schleifkörper automatisch, über Wägezellen gesteuert
Die Bearbeitung läuft in einem mehrstufigen Prozess ab, dessen Ab-lauf und Behandlungszeiten für die verschiedenen Teile in der Steuerung des Systems hinterlegt sind: Die ers-ten beiden Schritte – das Vorschleifen mit keramischen Schleifkörpern und eine Feinschleifstufe mit Kunststoff-schleifkörpern – sind Nassprozesse. Das abschließende Hochglanzpolieren
mit einem speziell präparierten Polier-korn erfolgt dagegen trocken. Um den Handlingaufwand zwischen den ein-zelnen Behandlungsschritten zu mi-nimieren, ist die Anlage mit schnell wechselbaren Werkstückträgern aus-gestattet. Durch eigens für die Anwen-dung entwickelte Kunststoffschleifkör-per wird eine feine Oberfläche mit einer Rauigkeit von circa Rz 0,2 μm erreicht.
Schleifkörper sind heute PräzisionswerkzeugeWurden Schleifkörper anfänglich nur für grobe Prozesse wie Entgraten und Verrunden eingesetzt, sind sie heute Präzisionswerkzeuge, die bis hin zur Feinstbearbeitung empfindlicher und hochsensibler Bauteile zum Einsatz kommen. Dabei werden Rauigkeits-werte von bis zu Rz 0,2 μm erzielt. Möglich wird dies durch die exak-te Abstimmung des Präzisionswerk-zeugs Schleifkörper auf die jeweili-ge Anwendung. Als weltweit größ-ter Hersteller von Verfahrensmitteln für das Gleitschleifen hat Rösler über 8000 Produkte. Rund 4500 davon sind Schleifkörper, die sich in Form, Größe und Zusammensetzung unter-scheiden.
Top-Nachschlagewerk für Ober� ächentechnik
> Das unverzichtbare Nachschlagewerk für alle Bereiche der Ober� ächentechnik
> Jährlich aktualisiert und erweitert
> 10 % Rabatt ab 10 Heften
> Keine Versandkosten
Jetzt bestellen: www.mein-fachwissen.de/JOT
www.jot-oberflaeche.de
J o u r n a l F ü r o b e r F l ä c h e n T e c h n i k
Marktübersicht 2013
M a r k t ü b e r s i c h t
Lackiertechnik Vorbehandlung Zubehör Lacke Galvanisieren Teilereinigung Strahlen Entlacken Messen und Prüfen Lohnbeschichten
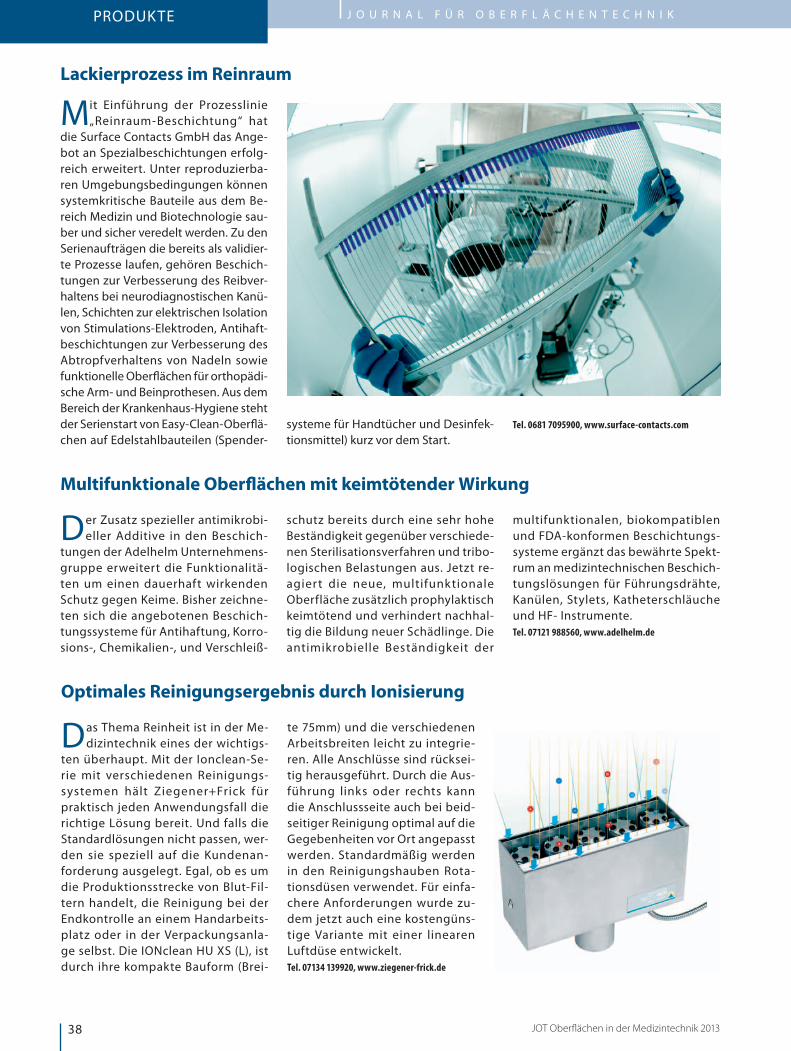
38 JOT Oberflächen in der Medizintechnik 2013
Lackierprozess im Reinraum
Mit Einführung der Prozesslinie „Reinraum-Beschichtung“ hat
die Surface Contacts GmbH das Ange-bot an Spezialbeschichtungen erfolg-reich erweitert. Unter reproduzierba-ren Umgebungsbedingungen können systemkritische Bauteile aus dem Be-reich Medizin und Biotechnologie sau-ber und sicher veredelt werden. Zu den Serienaufträgen die bereits als validier-te Prozesse laufen, gehören Beschich-tungen zur Verbesserung des Reibver-haltens bei neurodiagnostischen Kanü-len, Schichten zur elektrischen Isolation von Stimulations-Elektroden, Antihaft-beschichtungen zur Verbesserung des Abtropfverhaltens von Nadeln sowie funktionelle Oberflächen für orthopädi-sche Arm- und Beinprothesen. Aus dem Bereich der Krankenhaus-Hygiene steht der Serienstart von Easy-Clean-Oberflä-chen auf Edelstahlbauteilen (Spender-
systeme für Handtücher und Desinfek-tionsmittel) kurz vor dem Start.
Tel. 0681 7095900, www.surface-contacts.com
Multifunktionale Oberflächen mit keimtötender Wirkung
Der Zusatz spezieller antimikrobi-eller Additive in den Beschich-
tungen der Adelhelm Unternehmens-gruppe erweitert die Funktionalitä-ten um einen dauerhaft wirkenden Schutz gegen Keime. Bisher zeichne-ten sich die angebotenen Beschich-tungssysteme für Antihaftung, Korro-sions-, Chemikalien-, und Verschleiß-
schutz bereits durch eine sehr hohe Beständigkeit gegenüber verschiede-nen Sterilisationsverfahren und tribo-logischen Belastungen aus. Jetzt re-agiert die neue, multifunktionale Oberfläche zusätzlich prophylaktisch keimtötend und verhindert nachhal-tig die Bildung neuer Schädlinge. Die antimikrobielle Beständigkeit der
multifunktionalen, biokompatiblen und FDA-konformen Beschichtungs-systeme ergänzt das bewährte Spekt-rum an medizintechnischen Beschich-tungslösungen für Führungsdrähte, Kanülen, Stylets, Katheterschläuche und HF- Instrumente.Tel. 07121 988560, www.adelhelm.de
Optimales Reinigungsergebnis durch Ionisierung
Das Thema Reinheit ist in der Me-dizintechnik eines der wichtigs-
ten überhaupt. Mit der Ionclean-Se-rie mit verschiedenen Reinigungs-systemen hält Ziegener+Frick für praktisch jeden Anwendungsfall die richtige Lösung bereit. Und falls die Standardlösungen nicht passen, wer-den sie speziell auf die Kundenan-forderung ausgelegt. Egal, ob es um die Produktionsstrecke von Blut-Fil-tern handelt, die Reinigung bei der Endkontrolle an einem Handarbeits-platz oder in der Verpackungsanla-ge selbst. Die IONclean HU XS (L), ist durch ihre kompakte Bauform (Brei-
te 75mm) und die verschiedenen Arbeitsbreiten leicht zu integrie-ren. Alle Anschlüsse sind rücksei-tig herausgeführt. Durch die Aus-führung links oder rechts kann die Anschlussseite auch bei beid-seitiger Reinigung optimal auf die Gegebenheiten vor Ort angepasst werden. Standardmäßig werden in den Reinigungshauben Rota-tionsdüsen verwendet. Für einfa-chere Anforderungen wurde zu-dem jetzt auch eine kostengüns-tige Variante mit einer linearen Luftdüse entwickelt.Tel. 07134 139920, www.ziegener-frick.de
PRODUKTE J O U R N A L F ü R O B E R F L ä C H E N T E C H N I K

39JOT Oberflächen in der Medizintechnik 2013
Keimbildung in Krankenhäusern minimieren
Hygiene-Experten gehen davon aus, dass jährlich rund 30 000 Men-
schen durch Krankenhauskeime ster-ben, etwa 600 000 infizieren sich pro Jahr während eines Krankenhausauf-enthalts mit Klinikbakterien. Die Hälfte könnte durch verbesserte Hygiene ver-mieden werden – das ist mittlerweile bekannt. Ein Schwachpunkt im Hygie-nekonzept sind die immer noch häufig
eingesetzten textilen Behänge in Kran-kenzimmern und Laborbereichen, die als Hitze- und Blendschutz dringend benötigt werden. Diese Behänge auf angemessene Art und Weise zu desin-fizieren und zu reinigen, ist oft schwie-rig bis unmöglich. Doch es gibt Alter-nativen: Blend-, Sicht- und Hitzeschutz auf PET-Basis. Die Rollofolien vom Typ Opalfilm auf Polyethylen-Basis sind mit
wirksamen Desinfektionsmitteln pro-blemlos flächendeckend zu reinigen. Eingesetzt in unterschiedliche Rollo-systeme aus Aluminium oder Kunst-stoff sind die Behänge dann variabel zu regulieren, manuell oder elektrisch. Eine zusätzliche Erleichterung für alle bettlägerigen Patienten und das Pfle-gepersonal. Tel. 0251 62620, www.haverkamp.de
Start your day with the right magazine for your job!
Subscriptions, mediadates and for more information: www.jot-oberfl aeche.de
www.jot-oberflaeche.de
Lackiertechnik
Vorbehandlung
Zubehör
Lacke
Galvanisieren
Teilereinigung
Strahlen
Entlacken
Messen und Prüfen
Lohnbeschichten
3 | 2012
G E R M A NY‘S L E A D I N G M AG A Z I N E F O R S U R FAC E T E C H N O LO G Y
THE INTERNATIONAL EDITION OF
Liquid Coating
Powder Coating
Machines and Application Systems
Automotive Finishing
Coatings
Coating Removal
Cleaning and Pretreatment
Electroplating
Shot Blasting
Materials Handling
ISTI N T E R N A T I O N A L S U R F A C E T E C H N O L O G Y
JOT-IST print-version69,00 EUR p. a. for private persons (plus postage)
JOT-IST e-magazine69,00 EUR p. a. for private persons
New: Three issues per year (March, July, October)
bezugsquellen
40 JOT Oberflächen in der Medizintechnik 2013
Ist Ihr Angebot vertreten? Oder überlassen Sie der Konkurrenz das Feld?Das Bezugsquellenverzeichnis in der JOT Oberflächen in der Medizintechnik bietet den Entscheidern der Branche den direkten Zugriff auf die Lieferanten der Branche. Nutzen auch Sie die Gelegenheit, unter einem oder mehreren Stichworten auf Ihr Unternehmen und Ihr Produktangebot hinzuweisen.
ANTWORTCOUPON – FAX +49(0)611.7878.140Wir wünschen einen Eintrag in der JOT Oberflächen in der Medizintechnik 2014
Eintrag im Firmenverzeichnis mit farbigem Logo inkl. zusätzlicher Internetpräsenz auf www.jot-oberflaeche.de 990,- € Eintrag im Firmenverzeichnis mit farbigem Logo 590,- €
Kontaktdaten Hauptgruppe Untergruppe
Firma
Name / Vorname
Straße / Hausnummer
PLZ / Ort
Telefon / Fax
E-Mail / www
Bis zu 5 Einträge sind im Preis enthalten, jeder weitere kostet inklusive kompletter Anschrift und Farblogo 95,- €.Ihr Eintrag verlängert sich automatisch auf das folgende Jahr, sofern keine schriftliche Kündigung vorliegt. Für weitere Fragen stehen wir Ihnen jederzeit unter Telefon 0611/7878-250 zur Verfügung.
Reinigen und Vorbehandeln
Anlagenhersteller
Anodieren
Dienstleister
Elektropolieren
Reinigungsmedien
Lackiertechnik
Komplettanlagen und Komponenten
Anlagen und Geräte für die Nasslackierung
Anlagen und Geräte für die Pulverbeschichtung
Industrielacke
Antimikrobielle Pulverlacke
Lösemittellacke 1K
Lösemittellacke 2K
Wasserlacke 1K
Wasserlacke 2K
High Solids
UV-Lacke
Pulverlacke
Dünnschichttechnik
Biokompatible Oberflächen
DLC-Beschichtungen
Vakuumbeschichtung
Verschleiß- und Korrosionsschutz
Atmosphärendruckbeschichtung
Herstellung von Mikrostrukturen
Materialien für die Dünnschichttechnik
Dienstleister
Mess- und Prüfgeräte
Schichtdickenmessung
Allgemeine Oberflächenprüfung
Korrosionsschutzprüfung
Sonstige Prüfgeräte
Dienstleister
Nanotechnologie
Forschung
Dienstleister
Galvanotechnik
Anlagentechnik
Elektronik
Fertigungstechnologie
Verfahren
Dienstleister
Zubehör
Strahlen
Strahlanlagen
Strahlmittel
Funktionalisierung von Oberflächen
Funktionalisierung v. Oberflächen aus Metall, Kunststoff u. Elastomer
JOT Oberflächen in der Medizintechnik 2013 41
bezugsquellenbezugsquellen
Reinigen und Vorbehandeln
Anlagenhersteller
Industrielacke
Antimikrobielle Pulverlacke
Industrielacke
Lösemittellacke 1K
Dünnschichttechnik
Biokompatible Oberflächen
Elektropolieren
Wasserlacke 1K
Pulverlacke
DLC-Beschichtungen
Anodieren
+ Walter Lemmen GmbH Birkenstraße 13 D 97892 Kreuzwertheim) +49 9342 78 514 +49 9342 211 56 [email protected] www.walterlemmen.de
+ Weber Ultrasonics GmbH Im Hinteracker 7 D 76307 Karlsbad-Ittersbach) + 49 7248 9207 04 + 49 7248 9207 11 [email protected] www.weber-ultrasonics.de
+ Walter Lemmen GmbH Birkenstraße 13 D 97892 Kreuzwertheim) +49 9342 78 514 +49 9342 211 56 [email protected] www.walterlemmen.de
+ Walter Lemmen GmbH Birkenstraße 13 D 97892 Kreuzwertheim) +49 9342 78 514 +49 9342 211 56 [email protected] www.walterlemmen.de
+ Karl Bubenhofer AG Hirschenstraße 26 CH 9201 Gossau) + 41 71 387 43 734 + 41 71 387 43 05 [email protected] www.kabe-farben.ch
+ Karl Bubenhofer AG Hirschenstraße 26 CH 9201 Gossau) + 41 71 387 43 734 + 41 71 387 43 05 [email protected] www.kabe-farben.ch
+ Karl Bubenhofer AG Hirschenstraße 26 CH 9201 Gossau) + 41 71 387 43 734 + 41 71 387 43 05 [email protected] www.kabe-farben.ch
+ Karl Bubenhofer AG Hirschenstraße 26 CH 9201 Gossau) + 41 71 387 43 734 + 41 71 387 43 05 [email protected] www.kabe-farben.ch
+ AxynTeC Dünnschichttechnik GmbH Am Mittleren Moos 48 D 86167 Augsburg) +49 821 749 0529 04 +49 821 749 0529 900 [email protected] www.axyntec.de
+ AxynTeC Dünnschichttechnik GmbH Am Mittleren Moos 48 D 86167 Augsburg) +49 821 749 0529 04 +49 821 749 0529 900 [email protected] www.axyntec.de

bezugsquellen
42 JOT Oberflächen in der Medizintechnik 2013
Funktionalisierung von Oberflächen
Funktionalisierung von Oberflächen aus Metall,
Kunststoff und Elastomer
+ ADELHELM Kunststoffbeschichtungen GmbH Arbachtalstraße 34 D 72800 Eningen u. A.) +49 7121 988 56 04 +49 7121 988 56 29 [email protected] www.adelhelm.de
Nanotechnologie
Dienstleister
+ ADELHELM Kunststoffbeschichtungen GmbH Arbachtalstraße 34 D 72800 Eningen u. A.) +49 7121 988 56 04 +49 7121 988 56 29 [email protected] www.adelhelm.de
Galvanotechnik
Anlagentechnik
Fertigungstechnologie
Elektronik
+ Walter Lemmen GmbH Birkenstraße 13 D 97892 Kreuzwertheim) +49 9342 78 514 +49 9342 211 56 [email protected] www.walterlemmen.de
+ Walter Lemmen GmbH Birkenstraße 13 D 97892 Kreuzwertheim) +49 9342 78 514 +49 9342 211 56 [email protected] www.walterlemmen.de
+ Walter Lemmen GmbH Birkenstraße 13 D 97892 Kreuzwertheim) +49 9342 78 514 +49 9342 211 56 [email protected] www.walterlemmen.de
Dünnschichttechnik
Vakuumbeschichtung
+ AxynTeC Dünnschichttechnik GmbH Am Mittleren Moos 48 D 86167 Augsburg) +49 821 749 0529 04 +49 821 749 0529 900 [email protected] www.axyntec.de
Dienstleister
+ AxynTeC Dünnschichttechnik GmbH Am Mittleren Moos 48 D 86167 Augsburg) +49 821 749 0529 04 +49 821 749 0529 900 [email protected] www.axyntec.de
Verschleiß- und Korrosionsschutz
+ AxynTeC Dünnschichttechnik GmbH Am Mittleren Moos 48 D 86167 Augsburg) +49 821 749 0529 04 +49 821 749 0529 900 [email protected] www.axyntec.de
43JOT Oberflächen in der Medizintechnik 2013
ImpressumJOT Journal für Oberflächentechnik Ausgabe Oberflächen in der Medizintechnik 2013, 53. Jahrgang ISSN 0940-8789
Springer Vieweg| Springer Fachmedien Wiesbaden GmbH Abraham-Lincoln-Str. 46 | 65189 Wiesbaden www.springer-vieweg.de
Amtsgericht Wiesbaden, HRB 9754 USt-IdNr. DE811148419
Geschäftsführer: Dr. Ralf Birkelbach (Vors.) I Armin Gross
Gesamtleitung Anzeigen und Märkte: Armin Gross Gesamtleitung Marketing und Individual Sales: Rolf-Günther Hobbeling Gesamtleitung Produktion: Olga Chiarcos
Chefredakteur: Jochen Kecht (Ke) tel. +49 (0)89 / 20 30 43 – 23 05 [email protected] Stellvertretende Chefredakteurin: Irmgard Volland (Vd) tel. +49 (0)89 / 20 30 43 – 21 39 [email protected] Redakteurin: Kathrin Warncke (KW) tel. +49 (0)89 / 20 30 43 – 23 74 [email protected] Redaktionsassistenz: Hilde Hegmann tel. +49 (0)89 / 20 30 43 – 22 43 [email protected]
Redaktionsanschrift Aschauer Straße 30, 81549 München tel. +49 (0)89 / 20 30 43 – 22 43 fax +49 (0)89 / 20 30 43 – 22 65
Produktmanagement: Melanie Engelhard-Gökalp tel. +49 (0)611 / 78 78 – 315 fax +49 (0)611 / 78 78 – 440 [email protected]
Anzeigen: Stellv. Gesamtanzeigenleitung/Ltg. Key Account Management: Tanja Pfisterer Gesamtverkaufsleitung Fachmedien: Britta Dolch Verkaufsleitung: Petra Neumann tel. +49 (0)611 / 7878 – 250 fax +49 (0)611 / 7878 – 78250 [email protected] Mediaberatung: Silke Travnitschek tel. +49 (0)611 / 7878 – 338 fax +49 (0)611 / 7878 – 78338 [email protected] Disposition: Petra Steffen-Munsberg tel. +49 (0)611 / 78 78 – 164 fax +49 (0)611 / 78 78 – 405 [email protected]
Kundenservice Springer Customer Service Center GmbH | Springer Vieweg Service Haberstr. 7 | D-69126 Heidelberg tel. +49 (0)6221 / 345 – 43 03 fax +49 (0)6221 / 345 – 42 29 Montag bis Freitag 8.00 bis 18.00 Uhr [email protected]
Anzeigenpreise: Es gelten die Mediainformationen vom 01.10.2012
© Springer Vieweg ist eine Marke von Springer DE. Springer DE ist Teil von Springer Science+Business Media.
Druck und Verarbeitung Kliemo AG | Hütte 53 |B-4700 Eupen Printed in Belgium
Bezugsbedingungen JOT erscheint monatlich. Jahresabonnement für Privatleser 139,- Euro, für Unternehmen und Institutionen 199,- Euro, Schüler- und Studentenabonnements 90,- Euro (mit Nachweis). Einzelheft: 19,- Euro Alle Preise zzgl. Versand kosten.
Mitglieder der Europäischen Gesell-schaft für Lackiertechnik e.V. erhal-ten die Zeitschrift zum Sonderpreis im Rahmen ihrer Mitgliedschaft. Bestellungen schriftlich über den Aboservice. Das Abonnement gilt zunächst für 1 Jahr. Es verlängert sich, wenn es nicht gekündigt wird. Der Bezug kann jederzeit zur nächst erreichbaren Ausgabe unter Nen-nung der Kundennummer abbe-stellt werden. Zuviel gezahlte Be-träge für nicht gelieferte Ausgaben werden erstattet. Bei Nichtlieferung durch höhere Gewalt besteht kein Anspruch auf Ersatz. Aufnahme im Lesezirkel nur mit Genehmigung des Verlags. Jedes Abonnement beinhaltet eine Freischaltung für das Online-Archiv. Der Zugang gilt ausschließlich für den einzelnen Empfänger des Abon-nements.
Alle Rechte vorbehalten. Kein Teil dieser Zeitschrift darf ohne schrift-liche Genehmigung der Verlages vervielfältigt oder verbreitet wer-den. Unter dieses Verbot fällt insbe-sondere die gewerbliche Vervielfäl-tigung per Kopie, die Aufnahme in elektronische Datenbanken und die Vervielfältigung auf CD-ROM und al-len anderen elektronischen Daten-trägern.
JOT Journal für Oberflächentechnik Organ der Europäischen Gesellschaft für Lackiertechnik e.V.
Hinweise für Autoren Alle Manuskripte sind direkt an die Redaktion zu richten. Durch das Ein-senden von Fotografien und Zeich-nungen stellt der Absender den Ver-lag von Ansprüchen Dritter frei. Grundsätzlich werden nur solche Arbeiten angenommen, die vor-her weder im Inland noch im Aus-land veröffentlicht worden sind. Die Manuskripte dürfen auch nicht gleichzeitig anderen Blättern zum Abdruck angeboten werden. Mit der Annahme der Manuskripte erwirbt der Verlag des Recht der honorar-freien Anfertigung von Sonderdru-cken. Die Zeitschrift und alle in ihr enthaltenen einzelnen Beiträge und Abbildungen sind urheberrechtlich geschützt.
WWW.VIEWEGTEUBNER.DE
Einfach bestellen:[email protected] Telefax +49(0)611. 7878-420
Beiss, Paul
Pulvermetallurgische Fertigungstechnik 2012. VI, 311 S. mit 295 Abb. Geb.ISBN 978-3-642-32031-6
7 € (D) 99,95
InhaltProdukte der Pulvermetallurgie.- Pulverherstellung und -charakterisierung.- Formgebung von Pulvern.- Matrizenpressen.- Sintern.- Eigenschaften poröser Stähle.
Einfach bestellen: [email protected] Telefon +49 (0)6221 / 3 45 – 4301 Än
deru
ngen
vor
beha
lten.
Erh
ältli
ch im
Buc
hhan
del o
der
beim
Ver
lag.
In
nerh
alb
Deu
tsch
land
s lie
fern
wir
vers
andk
oste
nfre
i.
springer-vieweg.de
Zahlreiche Ausführungsbeispiele von indus triell gefertigten Bauteilen und Komponenten
Springer für Professionals
„Wir bilden innerhalb des Verkaufsteams Spezialisten aus, behalten aber unsere Generalisten.“
sales 8 | Erfolgsmotor Mittelstand
18 | Warum B-to-B-Kunden wirklich kaufen
40 | Effiziente Mitarbeiter-Rekrutierung
business
Heft 03.12 › 21. Jahrgang › März 2012 › www.salesbusiness.de
Der Navigator für Vertrieb,Verkauf und Strategie
Thomas Kretzer, Vertriebs- und Marketingleiter Trilux GmbH & Co. KG
www.gabler.de
Die 11 Irrtümer über Social MediaSocial Media sind mächtig, Social Media verändern die Welt! Der „Nordafrikanische Frühling“ – ohne die Mobilisierung der Massen durch Facebook und Co. wäre er kaum möglich gewesen. Und wenngleich Facebook, Twitter, YouTube sowie vergleichbare Plattformen oder Communities inzwischen ein fester Bestandteil der Alltagskommunikation von Milliarden Menschen sind, herrscht in Unternehmenvielfach Konzept- und Strategielosigkeit, Aktionismus oder Abwehrhaltung gegenüber Social-Web-Initiativen und -Technologien. Der Autor möchte mit diesem Buch für Social-Web-Engagement auf beruflicher Ebene begeistern, aber vor allem aufklären und helfen. Die „11 Irrtümer über Social Media“ unterstützen notwendige Entscheidungsprozesse, indem sie Nutzen und Aufwand, Chancen und Barrieren sowie Sinn und Unsinn des Themas gewinnbringend einzuschätzen helfen. Zahlreiche Praxisbeispiele und Expertenbeiträge machen das Buch zu einem wertvollen Hilfsmittel.
Der Inhalt■ Was Sie über Kommunikation und Mechanismen im Social Web wissen sollten■ Was Sie über Planung und Realisierung wissen sollten■ Was Sie über den Anspruch Ihrer Zielgruppen wissen sollten ■ Was Sie über kontinuierliche Verbesserung wissen sollten
Die ZielgruppenMitarbeiter und Projektleiter aus Marketing und Unternehmenskommunikation, Produktmanager und Bereichsleiter, Werbe- und PR-Fachleute.
Der AutorHendrik Wolber ist Marketing- und Kommunikationsexperte sowie Vorstands-mitglied der sxces Communication AG, einer weltweit agierenden Agentur für Unternehmenskommunikation. Er ist in der internationalen Wirtschaft ein gefragter Berater für interne und externe Unternehmenskommunikation.
Hendrik Wolber
Die 11 Irrtümer über Social MediaWas Sie über Marketing und Reputationsmanagement in sozialen Netzwerken wissen sollten
ISBN 978-3-8349-3112-2
Wolber
Die 11 Irrtü
mer ü
ber S
ocial M
edia
www.gabler.de
ISBN 978-3-8349-2838-2
Daniel F. Pinnow
FührenWorauf es wirklich ankommt5. Auflage
FührenWorauf kommt es im Führungsalltag genau an? Was zeichnet einen guten und wirksamen Manager aus? Daniel F. Pinnow vermittelt anschaulich, was bei der Arbeit mit den Menschen im Unternehmen wirklich wichtig ist.
Dieses Standardwerk – nun bereits in der 5. Auflage – bietet einen kompakten und verständlichen Überblick über die wichtigsten Führungsansätze in Theorie und Praxis. Das Credo des Autors lautet: Führung ist die Kunst, eine Welt zu gestalten, der andere Menschen gern angehören wollen.
Der Inhalt■ Führung im 21. Jahrhundert – Führung in der Krise?■ Beruf versus Berufung – Was macht gute Führung aus?■ Das Ganze sehen – Führen mit Verstand und Gefühl■ Die Instrumente systemischer Führung: Mitarbeitergespräch, Coaching,
Konfliktmanagement, Feedbackkultur, Zielvereinbarungsprozess, Delegation, Teamentwicklung
■ Zehn zentrale Thesen
Der AutorDaniel F. Pinnow ist seit 1997 Geschäftsführer der Akademie für Führungs-kräfte der Wirtschaft GmbH. Er zählt zu den namhaftesten Führungs- und Managementexperten im deutschsprachigen Raum.
„An Büchern über Führung fehlt es wahrlich nicht. Pinnow, Leiter der Akade-mie für Führungskräfte der Wirtschaft, legt Wert auf die Umsetzbarkeit und beschreibt, ‚worauf es wirklich ankommt‘ beim allerorten verlangten koopera-tiven Führungsstil.“ Financial Times Deutschland
Pinnow
Fü
hren
5. Auflage
media spectrum
Strategien für
Kommunikation & Media
www.media-spectrum.de Nr. 1/2.2012 | Euro 24,00 | ISSN 0173-5993
Mind Branding | Multisensuales Marketing | Preismanagement | Online-Leistungsnachweise | Trading
Luxusmarkt | Sustainability Marketing | Special Interest | Automobilmarketing | Social Media Monitoring
Die Markenarchitektur wird immer wichtigerProfessor Torsten Tomczak von der Universität St. Gallen spricht im Interview über die aktuellen Veränderungen im Marketing und die Herausforderungen für Unternehmen
www.callcenterprofi .de | Heft 07 | November 2011
CALL CENTER-PREISBENCHMARK
Was Call Center-Services heute wert sind
ÖFFENTLICHE VERWALTUNG
Wenn Bürger zu Kunden werden
SPECIAL: KRANKENSTAND
Ursachen, Wirkung und Ansätze
BUSINESS DEVELOPMENT
B-to-B-Märkte entdecken den Service
CallCenterMAGAZIN FÜR PROFESSIONELLES SERVICEMANAGEMENT PROFI
www.gabler.de
ISBN 978-3-8349-2500-8
Limbeck
Das n
eue H
ardsellin
g
4. Auflage Jetzt mit
Führungs-tipps
Das neue HardsellingMartin Limbeck, Verkaufstrainer und Hardselling-Experte, bringt den Verkaufs-prozess wieder auf das Wesentliche: Verkaufen heißt verkaufen. Es geht um den erfolgreichen Abschluss und gleichzeitig den Aufbau einer langfristigen Beziehung zum Kunden. Wie dies gelingt, zeigt der Autor an den acht Stufen einer erfolgreichen Kundenakquise: vom telefonischen Erstkontakt über das Erstgespräch und den Verkaufsabschluss bis hin zum After-Sales-Service. Ob als kurzweiliges Intensivtraining, informatives Nachschlagewerk oder Inspira-tionsquelle für kreatives Verkaufen – das Buch bietet Know-how für alle, die beim Verkaufen den optimalen Abschluss suchen.
Neu: Die vierte Auflage liefert ergänzend Tipps für Führungskräfte zur Umsetzung des neuen Hardselling.
„Limbeck … überzeugt mit einem exzellenten Aufbau und vielen Lesehilfen und überrascht mit konkreten Tipps für Kaltakquise, Kundenbesuche und Preisver-handlungen.“ Financial Times Deutschland
„Ob für ,alte Hasen‘ oder Newcomer, für jede Menge Aha-Erlebnisse ist gesorgt. Uneingeschränkt lesenswert.“ Cash. Das Kapitalanlage-Magazin
„Limbeck verkauft. Er kann nicht anders. Es ist die Rolle seines Lebens.“ managerSeminareDer AutorMartin Limbeck zählt zu den Spitzenverkaufstrainern und gilt aufgrund seines Insider-Know-hows und der praxisnahen Strategien als der Hardselling-Experte in Deutschland.
Eine Empfehlung der Zeitschrift Sales Business
Martin Limbeck
Das neueHardselling Verkaufen heißt verkaufen –So kommen Sie zum Abschluss 4. Auflage
Richard van Basshuysen | Fred Schäfer (Hrsg.)
Handbuch VerbrennungsmotorGrundlagen, Komponenten, Systeme, Perspektiven
6. Auflage
MTZ
Handbuch VerbrennungsmotorDas Handbuch Verbrennungsmotor enthält auf über 1000 Seiten umfassende Infor-mationen über Otto- und Dieselmotoren. In wissenschaftlich anschaulicher und gleichzeitig praxisrelevanter Form sind die Grundlagen, Komponenten, Systeme und Perspektiven dargestellt. Über 120 Autoren aus Theorie und Praxis haben dieses Wissen erarbeitet. Damit haben sowohl Theoretiker als auch Praktiker die Möglich-keit, sich in kompakter Form ausführlich über den neuesten Stand der Motorentech-nik zu informieren. Entwicklungen zur Hybridtechnik wurden aktualisiert und der Beitrag zum Kraftstoffverbrauch vollständig überarbeitet. Das Literaturverzeichnis wurde auf über 1300 Stellen erweitert.
Der InhaltGeschichtlicher Rückblick – Einteilung der Hubkolbenmotoren – Kenngrößen –Kennfelder – Thermodynamik – Triebwerk – Motorkomponenten – Tribologie – Ladungswechsel – Aufladung – Gemischbildungsverfahren und -systeme – Zündung – Verbrennungsverfahren – Elektronik – System Antriebsstrang – Sensoren/Aktuatoren – Kühlung – Abgasemissionen – Betriebsstoffe – Filtration –Berechnung und Simulation – Verbrennungsdiagnostik – Kraftstoffverbrauch –Geräuschemissionen – Messtechnik – Hybridantriebe – Alternative Fahrzeug-antriebe – Ausblick
www.viewegteubner.de
Die ZielgruppenIngenieure in Motoren- und Fahrzeugentwicklung der Automobilindustrie Ingenieure in der Komponenten- und Systementwicklung der Zuliefererindustrie Professoren und Studenten an Hochschulen mit Schwerpunkt Kraftfahrzeugtechnik Lehrer und Studierende an Fachschulen für Technik mit Schwerpunkt Kraftfahrzeug-technik Meister in Betrieben der Kfz-Technik
Die HerausgeberDr.-Ing. E. h. Richard van Basshuysen war bei Audi Entwicklungsleiter der Fahrzeug-Komfortklasse und der Motor- und Getriebeentwicklung, Herausgeber der ATZ und MTZ und ist Autor und Herausgeber technisch-wissenschaftlicher Fachbücher. Ihm wurden die Benz-Daimler-Maybach-Ehrenmedaille 2001 des VDI für die Serienein-führung des Pkw-Dieselmotors mit Direkteinspritzung verliehen sowie der hochdo-tierte Ernst-Blickle-Preis 2000.Prof. Dr.-Ing. Fred Schäfer, früher Leiter Motorenkonstruktion bei Audi, lehrt heute an der FH Südwestfalen das Fachgebiet Kraft- und Arbeitsmaschinen. Auch er ist Herausgeber und Autor von technisch-wissenschaftlichen Fachbüchern.
Handbuch
Verbrennungsmotor
van Basshuysen | Schäfer (Hrsg.)
6. Auflage
ISBN 978-3-8348-1549-1
w
www.gabler.de
Heribert Meffert / Christoph BurmannManfred Kirchgeorg
Marketing Grundlagen marktorientierter Unternehmensführung 11. Auflage
MarketingDieses bewährte Standardwerk liefert Studierenden im Bachelor- und Masterpro-gramm sowie Praktikern umfassende Grundlagen des Marketingmanagements aus einer entscheidungsorientierten Sicht. In der 11. Auflage des Marketing-Klassikers wurden alle Kapitel überarbeitet, neue Entwicklungen wurden integriert, wie z. B. das gesamte Feld Social Media. Im Weiteren widmet sich das Buch verstärkt der Out-of-Home-Kommunikation. Die strategische Komponente der Kommunikation wurde durch ein zusätzliches Kapitel zur Mediastrategie und -planung erweitert, welche den Erfordernissen nach einer systematischen Planung, Koordination und Kontrolle aller Mediaaktivitäten Rechnung trägt.
„Die Bibel des Marketing.“ w & v – werben und verkaufen
Der Inhalt� Konzeptionelle Grundlagen des Marketing� Käuferverhaltens- und Marketingforschung� Marketingziele� Marketingstrategien � Marketing-Mix� Marketingorganisation und -implementierung � Marketing-Controlling
Die AutorenProf. Dr. Dr. h.c. mult. Heribert Meffert ist Professor der Betriebswirtschaftslehre, insbesondere Marketing, und emeritierter Direktor des Instituts für Marketing am Marketing Centrum Münster (MCM) der Westfälischen Wilhelms-Universität Münster.Prof. Dr. Christoph Burmann ist Inhaber des Lehrstuhls für innovatives Marken-management (LiM) an der Universität Bremen.Prof. Dr. Manfred Kirchgeorg ist Inhaber des Lehrstuhls für Marketingmanagement an der HHL – Leipzig Graduate School of Management.
ISBN 978-3-8349-2760-6
MEFFERT MARKETING EDITION
Marketin
gM
effert B
urmann
Kirchgeorg
11. Auflage
Automobiltechnische Zeitschrift
www.ATZonline.de
PersPektive Leichtbau Werkstoffe optimieren
März 2012 | 114. Jahrgang
FormoPtimierung� in der Fahrzeugentwicklung
Leichte und geräuschoptimierte Festsattelbremse
g�eräuschwahrnehmung� von Elektroautos
/// BEGEGNUNGEN
Walter Reithmaier TÜV Süd Automotive
/// INTERVIEW
Claudio Santoni McLaren
0303
issn 0001-2785 10810
Steinbeis Executive Magazin 01 I 2012Business+ Innovation
Kundenbindung
Springer für Professionals.Digitale Fachbibliothek. Themen-Scout. Knowledge-Manager.Wirtscha� , Technik und Gesellscha� werden von Entscheidungen geprägt, Entscheidungen von Wissen. Springer für Professionals liefert Ihnen das entscheidende Wissen - direkt, einfach und verlässlich. Exzellente Redaktionen selektieren und komprimieren für Sie aktuelle � emen Ihres Fachgebiets und verknüpfen diese mit relevantem Hintergrundwissen. Sie haben freien Zugri� auf die größte digitale Fachbibliothek im deutschsprachigen Raum mit über 1 Mio. qualitätsgeprü� en Dokumenten, Fachbüchern und Fachzeitschri� en. Zudem nutzen Sie intelligente Tools zur persön-lichen Wissensorganisation und Vernetzung. Jetzt kostenfrei und unverbindlich für 30 Tage testen unter 0800-500 33 77 oder www.entschieden-intelligenter.de
Sie sind nicht irgendwer.Also entscheiden Sie nicht irgendwie.
Über 1 Mio. geprüfte
Dokumente Fachbücher
Fachzeitschriften Bilder + Videos und viele Extras