Embed Size (px)
Citation preview
TOOLS NEWS新ねじ切り工具
B053J2005.12 改訂
インサート
追加MMT高精度 ・ 高能率 ・ 長寿命を極めた タフな新ねじ切りシリーズ
鋼からステンレス、難削材まで
■ M級3次元ブレーカインサート追加でさらなる充実 ■ 全面研削形インサートに強靭材種VP15TF登場
dl?r|
1
60° 55° 60°
1/8P
1/4P
60°
1/4P
1/8P
55°
R=0.137P
R=0.137P
30° 30°
90° 1°
47'
^ P10
MMT
M UNC UNF
W M UNC UNF
G(PF)* W NPT
mm
─
0.5 ─1.5(48─16) 1.75─3.0(14─ 8) 0.5 ─3.0(48─ 8) 3.5 ─5.0( 7─ 5)
0.5 ─1.5(48─16) 1.75─3.0(14─ 8) 0.5 ─3.0(48─ 8) 3.5 ─5.0( 7─ 5)
─
─ ─
─ ─
2.5 3.0 3.5 4.0 4.5 5.0
0.5 ─ 1.75─ 0.5 ─ 3.5 ─
1.5 3.0 3.0 5.0
0.5 ─ 1.75─ 0.5 ─ 3.5 ─
1.5 3.0 3.0 5.0
─ ─
─ ─
MMTooERoooNPT
MMT16ERo60-S ^ P11 MMTooERo60 ^ P13
MMT16IRo60-S ^ P12 MMTooIRo60 ^ P14
MMT16IRo55-S ^ P12 MMTooIRo55 ^ P14
MMT16ERo55-S ^ P11 MMTooERo55 ^ P13
MMT16ERoooISO-S ^ P11 MMTooERoooISO ^ P13
MMTooIRoooISO-S ̂ P12 MMTooIRoooISO ^ P14
MMT16IRoooUN-S ^ P12 MMTooIRoooUN ^ P16
MMT16IRoooW-S ^ P12 MMTooIRoooW ^ P16
MMT16ERoooUN-S ̂ P11 MMTooERoooUN ̂ P15
MMT16ERoooW-S ^ P11 MMTooERoooW ^ P15
MMTooERooo60 MMTooERooo60
MMTooIRoooNPT
MMTooIRooo60 MMTooIRooo60
16 8 8 5
48─ 14─ 48─ 7─
16 8 8 5
48─ 14─ 48─ 7─
16 8 8 5
48─ 14─ 48─ 7─
16 8 8 5
48─ 14─ 48─ 7─
─ ─
─ ─
MMT
^ P9
28 26 20 19 18 16 14 12
32 28 24 20 18 16 14 13
12 11 10 9 8 7 6 5
32 28 24 20 18 16 14 13
12 11 10 9 8 7 6 5
27 18 14 11.5 8
─ ─
27 18 14 11.5 8
11 10 9 8 7 6 5
28 26 20 19 18 16 14 12
11 10 9 8 7 6 5
MMTERooooo-C
MMTIRooAooo-SPo
MMTIRooAo16-C
^ P17
^ P18
^ P13 ^ P13
^ P14 ^ P14
0.5 0.75 1.0 1.25 1.5 1.75 2.0
2.5 3.0 3.5 4.0 4.5 5.0
0.5 0.75 1.0 1.25 1.5 1.75 2.0
新ねじ切り工具
さらい 刃付
さらい 刃なし
ボーリングバー
種 類
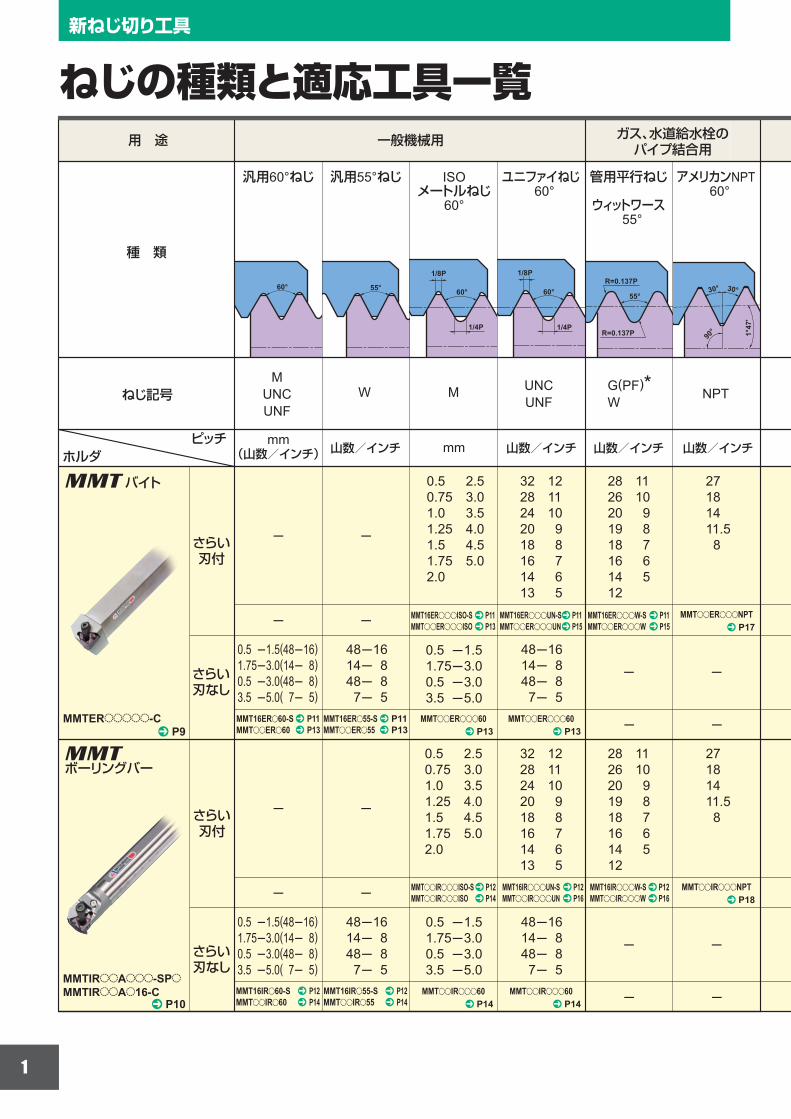
汎用60°ねじ 汎用55°ねじ ISO メートルねじ
60°
ユニファイねじ 60°
管用平行ねじ
ウィットワース 55°
アメリカンNPT 60°
ねじ記号
ホルダ mm
(山数/インチ) 山数/インチ 山数/インチ 山数/インチ 山数/インチ ピッチ
さらい 刃付
さらい 刃なし
用 途 一般機械用 ガス、水道給水栓の パイプ結合用
バイト
ねじの種類と適応工具一覧
2
R=0.22105P
30°
R=0.23851
R=0.25597P
30°
0.366P
29°
0.3707P
60°
1/8P
R=0.18042P
1°4
7'
3°10°
90°
30° 30°
90°
1°4
7'
R=0.137P
27.5°27.5°
90°
1°47'
R=0.137P
30° 30°
90° 1°47'
16
14
12
10
8
28
19
14
11
532
28
24
20
18
*
─
─
─
─
─ ─
─
MMTooERoooACMEMMTooERoooTRMMTooERoooRDMMTooERoooNPTF MMTooERoooUNJ MMT22ER050APBU MMT16ERoooAPRD
MMTooIRoooACMEMMTooIRoooTRMMTooIRoooRDMMTooIRoooNPTF MMT22IR050APBU MMT16IRoooAPRD
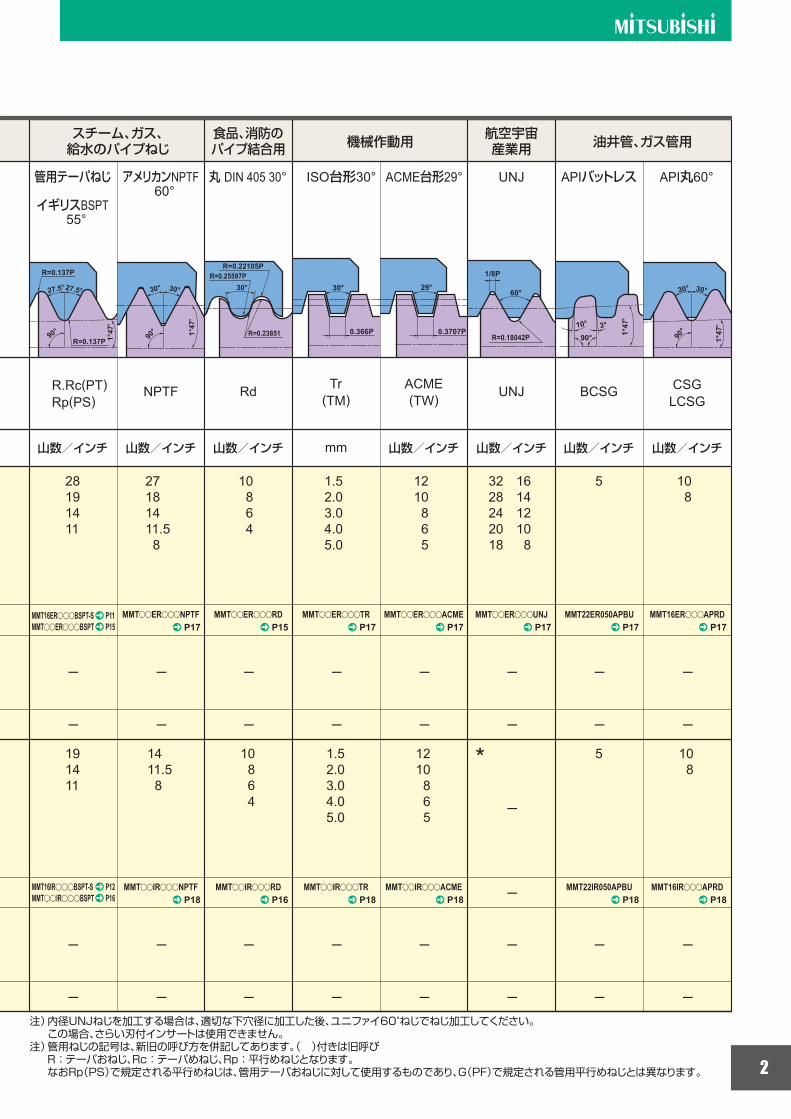
NPTF RdTr
(TM)
ACME
(TW)UNJ BCSG
─ ── ─ ─
─ ── ─ ─
─ ─ ─
R.Rc(PT)
Rp(PS)
CSG
LCSG
10
8
12
10
8
6
5
10
8
6
4
27
18
14
11.5
8
1.5
2.0
3.0
4.0
5.0
19
14
11
5
─ ── ─ ─
─ ── ─ ─
─ ─ ─
10
8
12
10
8
6
5
10
8
6
4
14
11.5
8
1.5
2.0
3.0
4.0
5.0─
^ P17 ^ P15 ^ P17 ^ P17 ^ P17 ^ P17 ^ P17
^ P18 ^ P16 ^ P18 ^ P18 ^ P18 ^ P18
MMT16ERoooBSPT-S ^ P11
MMTooERoooBSPT ̂ P15
MMT16IRoooBSPT-S ^ P12
MMTooIRoooBSPT ̂ P16
スチーム、ガス、給水のパイプねじ 機械作動用 航空宇宙
産業用 油井管、ガス管用
管用テーパねじ
イギリスBSPT 55°
アメリカンNPTF 60°
丸 DIN 405 30° ISO台形30° ACME台形29° UNJ APIバットレス API丸60°
山数/インチ 山数/インチ 山数/インチ mm 山数/インチ 山数/インチ 山数/インチ 山数/インチ
食品、消防のパイプ結合用
注) 内径UNJねじを加工する場合は、適切な下穴径に加工した後、ユニファイ60°ねじでねじ加工してください。 この場合、さらい刃付インサートは使用できません。注) 管用ねじの記号は、新旧の呼び方を併記してあります。( )付きは旧呼び R : テーパおねじ、Rc : テーパめねじ、Rp : 平行めねじとなります。 なおRp(PS)で規定される平行めねじは、管用テーパおねじに対して使用するものであり、G(PF)で規定される管用平行めねじとは異なります。

3
MMT
MMT
M UNC UNF W
G Rp R Rc
新ねじ切り工具
y 特長
y 切削性能
a抜群の切りくず処理性能 aバリ、びびりの発生抑制 a適用ネジが一目でわかる刻印付き
a切りくず処理性能比較 ISOメートル外径ねじ ピッチ1.5mm 最終パス(6パス目)
切りくずが伸びやすい後半パスにおいても 確実なコントロールを実現
三菱独自のM級シャープエッジ刃先処理技術を採用切れ味鋭い刃先は、不完全ねじ部のバリを一掃
M級3次元ブレーカ形インサート
他社品
<切削条件> 被 削 材 インサート 材 種 切 削 速 度 切 削 方 法 切 込 み 量 パ ス 回 数 切 削 油 剤
:SCM440 :MMT16ER150ISO-S :VP15TF :120m/min :ラジアルインフィード :面積一定 :6回 :水溶性
aバリ比較 ISOメートル外径ねじ ピッチ1.5mm(切り始め不完全ねじ部拡大)
他社品A 他社品B <切削条件> 被 削 材 インサート 材 種 切 削 速 度 切 削 方 法 切 込 み 量 パ ス 回 数 切 削 油 剤
:SUS316 :MMT16ER150ISO-S :VP15TF :100m/min :ラジアルインフィード :面積一定 :6回 :水溶性
バリ大
バリ大
バリ無し
4
M UNC UNF W
G Rp NPTF R Rd CSG LCSG Tr ACME
BCSG
Rc NPT
ねじの種類
ISOメートルねじ60°
公差等級
6g / 6H
ユニファイねじ60° 2A / 2B
ウィットワース55° Medium Class A
イギリスBSPT55° Standard BSPT
丸 DIN 405 30° 7h / 7H
ISO台形30° 7e / 7H
ACME台形29° 3G
UNJ 3A
APIバットレス Standard API
API丸60° Standard API RD
アメリカンNPT60° Standard NPT
アメリカンNPTF60°
切りくず処理 インサート 全面研削形
M級3次元ブレーカ形
ねじ精度
u e
Class2
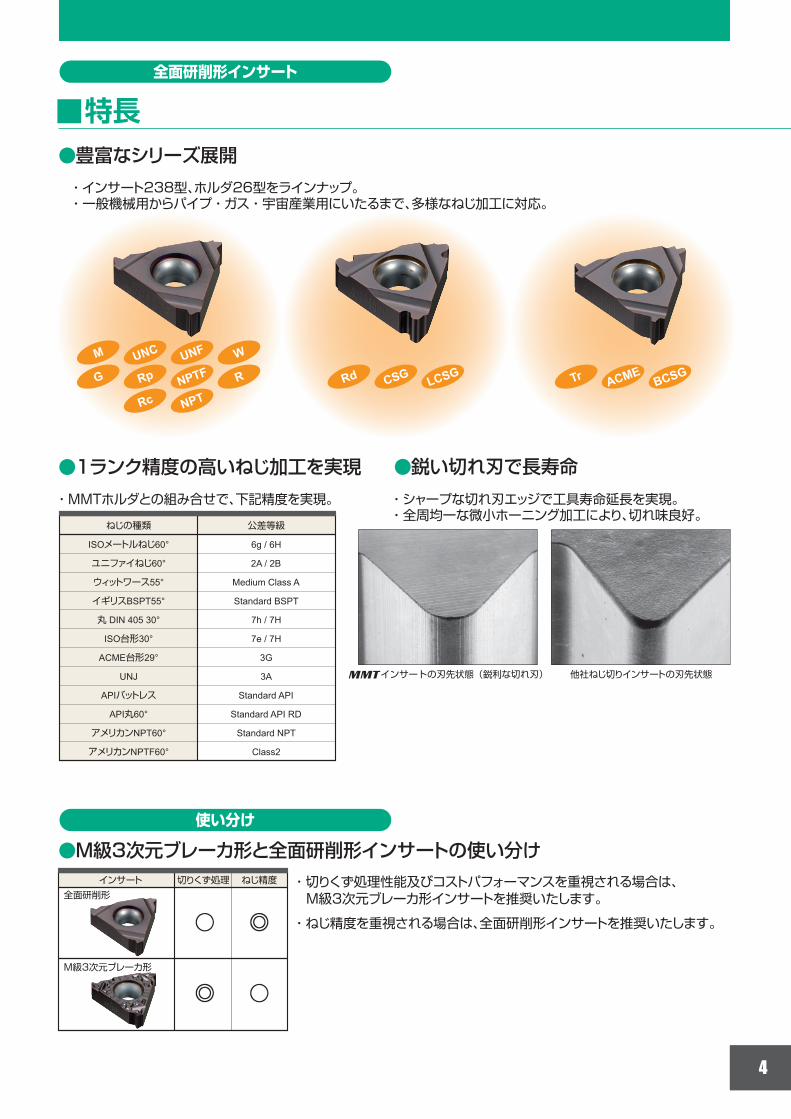
・ インサート238型、ホルダ26型をラインナップ。 ・ 一般機械用からパイプ ・ ガス ・ 宇宙産業用にいたるまで、多様なねじ加工に対応。
y
a豊富なシリーズ展開
・ シャープな切れ刃エッジで工具寿命延長を実現。 ・ 全周均一な微小ホーニング加工により、切れ味良好。
・ MMTホルダとの組み合せで、下記精度を実現。
a1ランク精度の高いねじ加工を実現
aM級3次元ブレーカ形と全面研削形インサートの使い分け
a鋭い切れ刃で長寿命
他社ねじ切りインサートの刃先状態 MMTインサートの刃先状態(鋭利な切れ刃)
特長
・ 切りくず処理性能及びコストパフォーマンスを重視される場合は、 M級3次元ブレーカ形インサートを推奨いたします。
・ ねじ精度を重視される場合は、全面研削形インサートを推奨いたします。
e u
全面研削形インサート
使い分け
5
50 60 70 80 (N)
(°C)
900
800
700
600
新ねじ切り工具
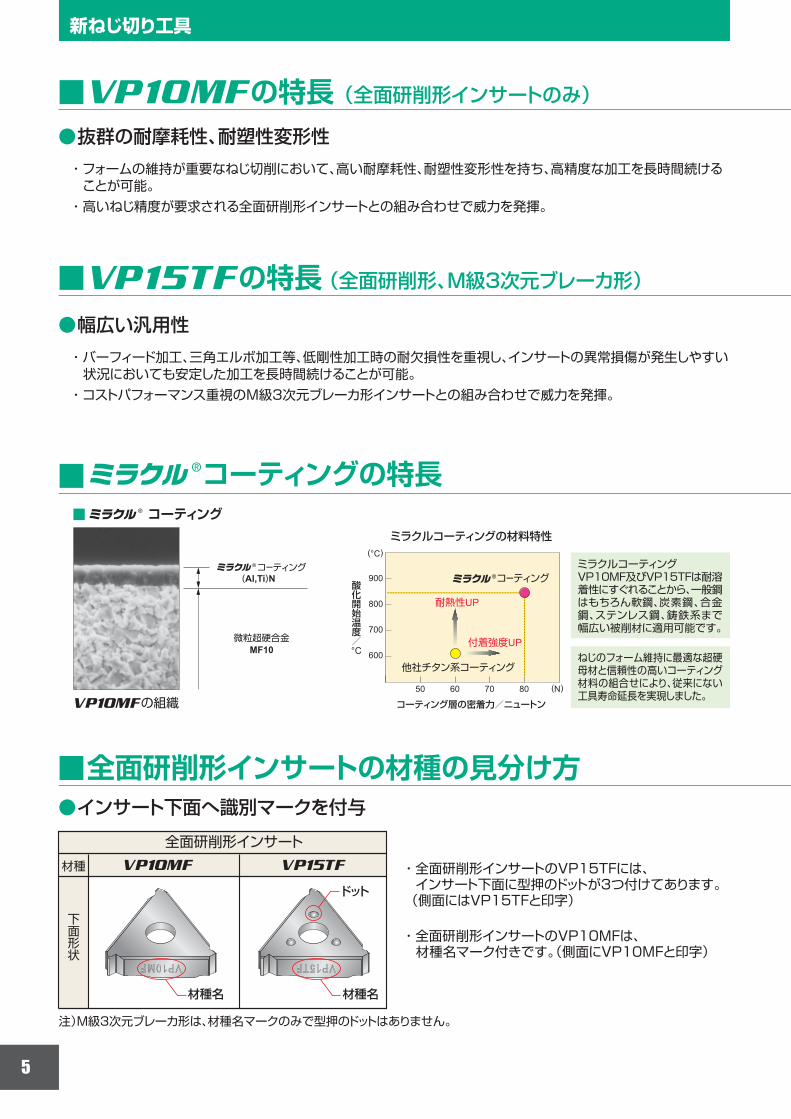
・ フォームの維持が重要なねじ切削において、高い耐摩耗性、耐塑性変形性を持ち、高精度な加工を長時間続ける ことが可能。 ・ 高いねじ精度が要求される全面研削形インサートとの組み合わせで威力を発揮。
y VP10MFの特長 (全面研削形インサートのみ)
y VP15TFの特長 (全面研削形、M級3次元ブレーカ形)
y
a抜群の耐摩耗性、耐塑性変形性
y 全面研削形インサートの材種の見分け方 aインサート下面へ識別マークを付与
・ バーフィード加工、三角エルボ加工等、低剛性加工時の耐欠損性を重視し、インサートの異常損傷が発生しやすい 状況においても安定した加工を長時間続けることが可能。 ・ コストパフォーマンス重視のM級3次元ブレーカ形インサートとの組み合わせで威力を発揮。
a幅広い汎用性
・ 全面研削形インサートのVP15TFには、 インサート下面に型押のドットが3つ付けてあります。 (側面にはVP15TFと印字) ・ 全面研削形インサートのVP10MFは、 材種名マーク付きです。(側面にVP10MFと印字)
注)M級3次元ブレーカ形は、材種名マークのみで型押のドットはありません。
VP10MF
VP10MF VP15TF
y コーティング
コーティングの特長
ミラクルコーティング VP10MF及びVP15TFは耐溶着性にすぐれることから、一般鋼はもちろん軟鋼、炭素鋼、合金鋼、ステンレス鋼、鋳鉄系まで幅広い被削材に適用可能です。
ねじのフォーム維持に最適な超硬母材と信頼性の高いコーティング材料の組合せにより、従来にない工具寿命延長を実現しました。
他社チタン系コーティング
付着強度UP
耐熱性UP
コーティング層の密着力/ニュートン
ミラクルコーティングの材料特性
酸化開始温度/°C
コーティング
微粒超硬合金 MF10
の組織
(Al,Ti)N コーティング
全面研削形インサート
材種名
材種
下面形状
材種名
ドット
6
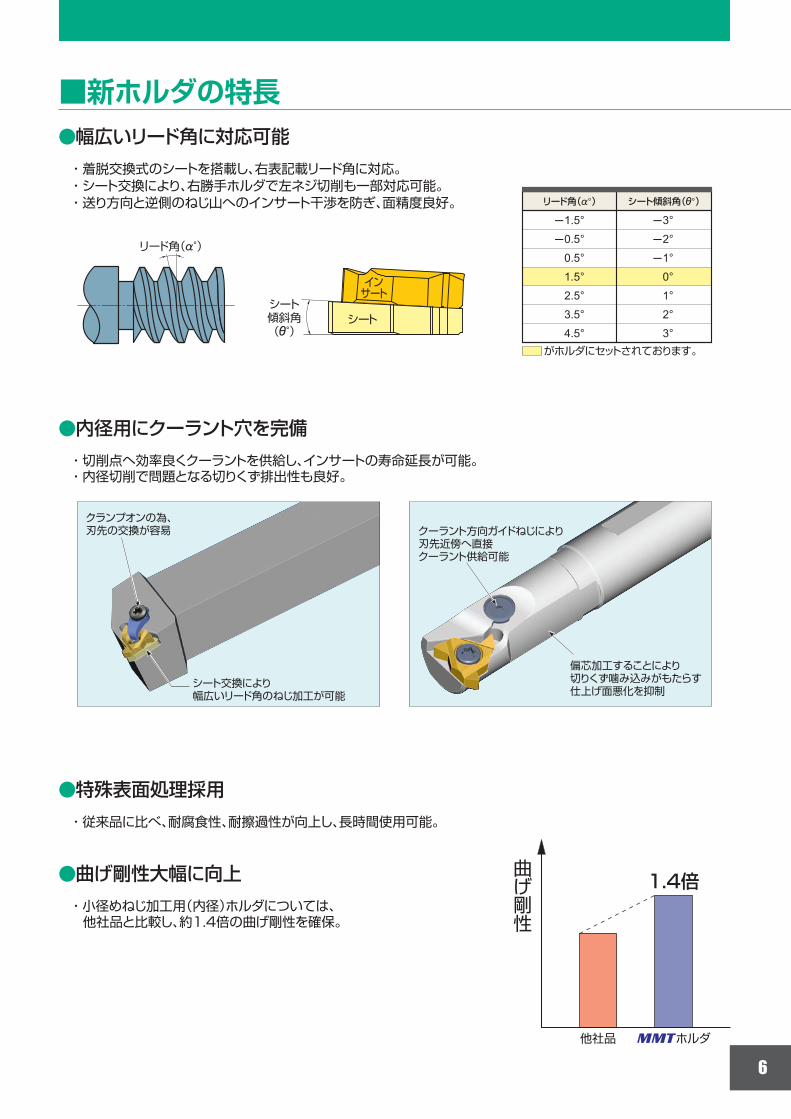
リード角(%°) シート傾斜角('°)
クランプオンの為、 刃先の交換が容易
リード角(%°)
シート
イン サート
─3°
─2°
─1°
0°
1°
2°
3°
─1.5°
─0.5°
0.5°
1.5°
2.5°
3.5°
4.5°
クーラント方向ガイドねじにより 刃先近傍へ直接 クーラント供給可能
偏芯加工することにより 切りくず噛み込みがもたらす 仕上げ面悪化を抑制
シート交換により 幅広いリード角のねじ加工が可能
・ 着脱交換式のシートを搭載し、右表記載リード角に対応。 ・ シート交換により、右勝手ホルダで左ネジ切削も一部対応可能。 ・ 送り方向と逆側のねじ山へのインサート干渉を防ぎ、面精度良好。
■新ホルダの特長 a幅広いリード角に対応可能
・ 切削点へ効率良くクーラントを供給し、インサートの寿命延長が可能。 ・ 内径切削で問題となる切りくず排出性も良好。
a内径用にクーラント穴を完備
・ 従来品に比べ、耐腐食性、耐擦過性が向上し、長時間使用可能。
a特殊表面処理採用
・ 小径めねじ加工用(内径)ホルダについては、 他社品と比較し、約1.4倍の曲げ剛性を確保。
a曲げ剛性大幅に向上 1.4倍
がホルダにセットされております。
曲げ剛性
他社品 MMMMTホルダ
シート 傾斜角 ('°)
7
新ねじ切り工具
最終仕上げ面
前工程仕上げ面 前工程仕上げ面前工程仕上げ面
送り方向 送り方向
仕上げ代
インサート インサート
最終仕上げ面
送り方向
インサート
ねじ山の山頂(別工程の仕上げ面)
ねじ山の山頂(ねじ切りさらい刃の仕上げ面)
ねじ山の山頂(別工程の仕上げ面)
a
a
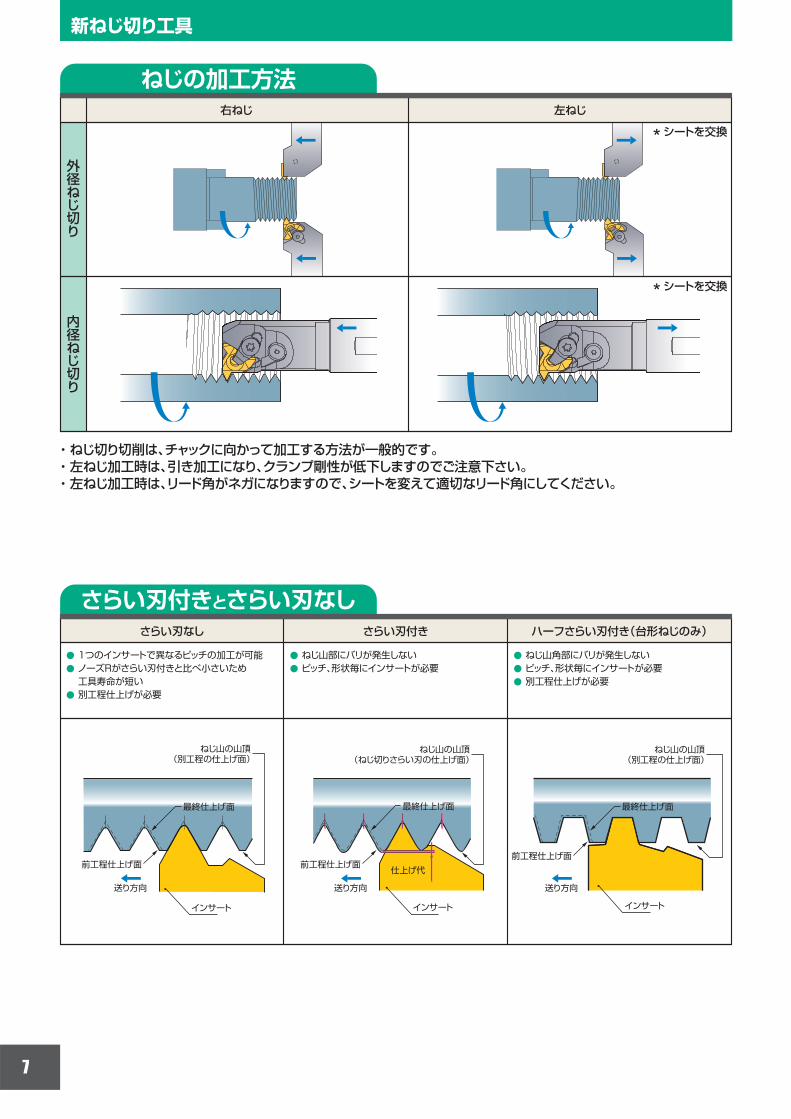
外径ねじ切り
内径ねじ切り
右ねじ 左ねじ
* シートを交換
* シートを交換
さらい刃付きさらい刃なし ハーフさらい刃付き(台形ねじのみ)
ねじ山部にバリが発生しないピッチ、形状毎にインサートが必要
a
a
a
1つのインサートで異なるピッチの加工が可能ノーズRがさらい刃付きと比べ小さいため工具寿命が短い別工程仕上げが必要
a
a
a
ねじ山角部にバリが発生しないピッチ、形状毎にインサートが必要別工程仕上げが必要
最終仕上げ面
ねじの加工方法
さらい刃付きとさらい刃なし
・ ねじ切り切削は、チャックに向かって加工する方法が一般的です。・ 左ねじ加工時は、引き加工になり、クランプ剛性が低下しますのでご注意下さい。・ 左ねじ加工時は、リード角がネガになりますので、シートを変えて適切なリード角にしてください。
8
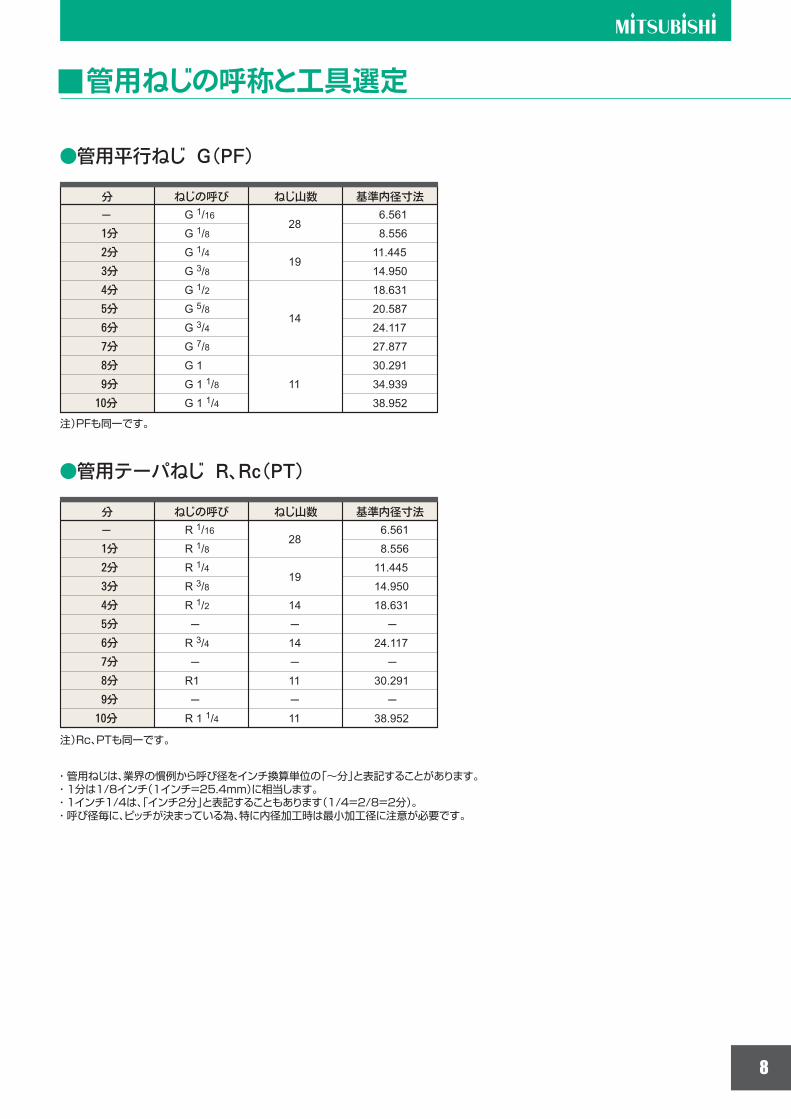
・ 管用ねじは、業界の慣例から呼び径をインチ換算単位の「~分」と表記することがあります。・ 1分は1/8インチ(1インチ=25.4mm)に相当します。・ 1インチ1/4は、「インチ2分」と表記することもあります(1/4=2/8=2分)。・ 呼び径毎に、ピッチが決まっている為、特に内径加工時は最小加工径に注意が必要です。
a
a
y
─ G 1/16
G 1/8
G 1/4
G 3/8
G 1/2
G 5/8
G 3/4
G 7/8
G 1
G 1 1/8
G 1 1/4
28
19
14
11
6.561
8.556
11.445
14.950
18.631
20.587
24.117
27.877
30.291
34.939
38.952
─ R 1/16
R 1/8
R 1/4
R 3/8
R 1/2
─
R 3/4
─
R1
─
R 1 1/4
28
19
14
─
14
─
11
─
11
6.561
8.556
11.445
14.950
18.631
─
24.117
─
30.291
─
38.952
注)PFも同一です。
注)Rc、PTも同一です。
9
B
L1
H1
L2
A
F1
H2
10°
1.5°
L1
F1
Z2
Z1
H1 B L1 L2 H2 F1
z
x
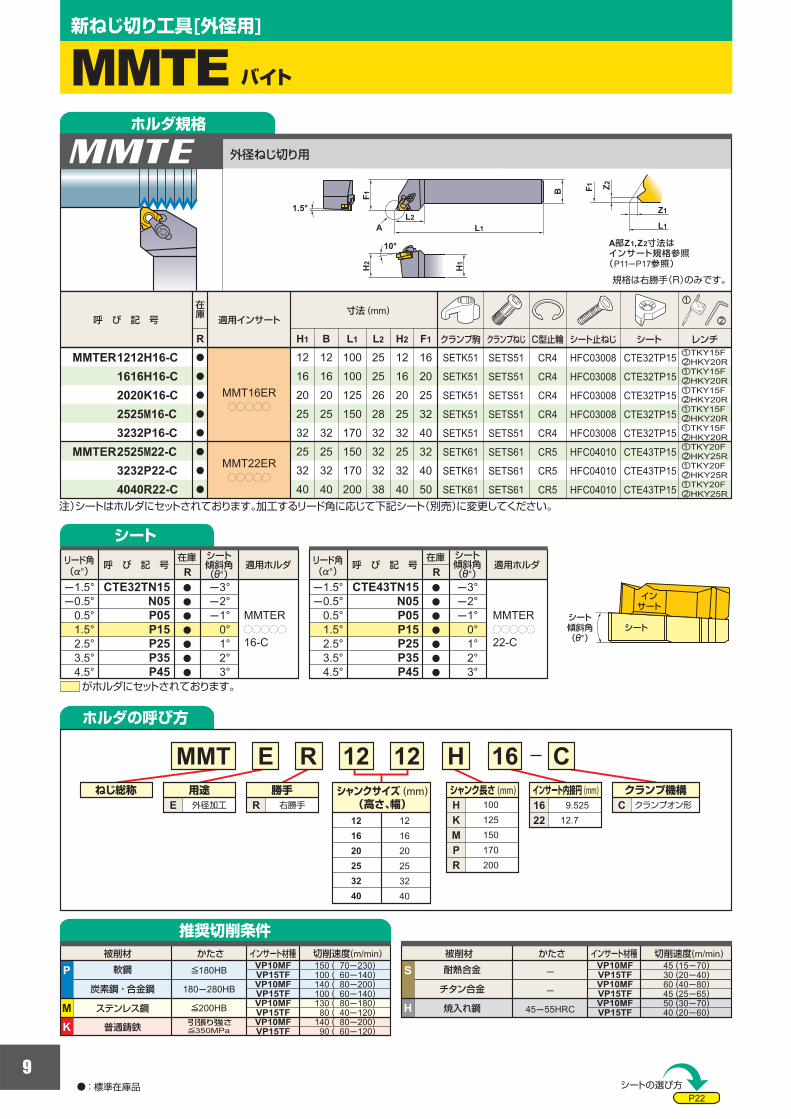
MMTE
R
MMTER 1212H16-C
1616H16-C
2020K16-C
2525M16-C
3232P16-C
MMTER 2525M22-C
3232P22-C
4040R22-C
MMT16ER
ppppp
a
a
a
a
a
a
a
a
12
16
20
25
32
25
32
40
12
16
20
25
32
25
32
40
100
100
125
150
170
150
170
200
25
25
26
28
32
32
32
38
12
16
20
25
32
25
32
40
16
20
25
32
40
32
40
50
SETK51
SETK51
SETK51
SETK51
SETK51
SETK61
SETK61
SETK61
SETS51
SETS51
SETS51
SETS51
SETS51
SETS61
SETS61
SETS61
CR4
CR4
CR4
CR4
CR4
CR5
CR5
CR5
HFC03008
HFC03008
HFC03008
HFC03008
HFC03008
HFC04010
HFC04010
HFC04010
CTE32TP15
CTE32TP15
CTE32TP15
CTE32TP15
CTE32TP15
CTE43TP15
CTE43TP15
CTE43TP15
zTKY15F
xHKY20R
zTKY15F
xHKY20R
zTKY15F
xHKY20R
zTKY15F
xHKY20R
zTKY15F
xHKY20R
zTKY20F
xHKY25R
zTKY20F
xHKY25R
zTKY20F
xHKY25R
MMT22ER
ppppp
CTE32TN15
N05
P05
P15
P25
P35
P45
─1.5°
─0.5°
0.5°
1.5°
2.5°
3.5°
4.5°
MMTER
ppppp
16-C
a
a
a
a
a
a
a
─3°
─2°
─1°
0°
1°
2°
3°
MMTER
ppppp
22-C
CTE43TN15
N05
P05
P15
P25
P35
P45
─1.5°
─0.5°
0.5°
1.5°
2.5°
3.5°
4.5°
a
a
a
a
a
a
a
─3°
─2°
─1°
0°
1°
2°
3°
P
M
S
K
H
MMT E R 12 12 H 16 C
100
125
150
170
200
12
16
20
25
32
40
12
16
20
25
32
40
RE CH
K
M
P
R
16
22
9.525
12.7
180─280HB
≦180HB
≦200HB
≦350MPa
150 ( 70─230)100 ( 60─140)140 ( 80─200)100 ( 60─140)130 ( 80─180)
80 ( 40─120)140 ( 80─200) 90 ( 60─120)
VP10MF
VP15TF
VP10MF
VP15TF
VP10MF
VP15TF
45 (15─70)30 (20─40)60 (40─80)45 (25─65)50 (30─70)40 (20─60)
VP10MF
VP15TF
VP10MF
VP15TF
VP10MF
VP15TF
VP10MF
VP15TF
45─55HRC
─
─
P22
MMTEホルダ規格
バイト
新ねじ切り工具[外径用]
シートの選び方: 標準在庫品a
呼 び 記 号在庫 適用インサート
寸法 (mm)
クランプ駒 クランプねじ C型止輪 シート止ねじ シート レンチ
A部Z1,Z2寸法はインサート規格参照(P11─P17参照)
規格は右勝手(R)のみです。
注)シートはホルダにセットされております。加工するリード角に応じて下記シート(別売)に変更してください。
外径ねじ切り用
R R呼 び 記 号リード角
(%°)適用ホルダ
シート傾斜角('°)
リード角(%°)
シート傾斜角('°)
シート傾斜角('°)
在庫呼 び 記 号 適用ホルダ
在庫
がホルダにセットされております。
シート
インサート
シート
ホルダの呼び方
軟鋼
炭素鋼 ・ 合金鋼
推奨切削条件被削材 かたさ インサート材種 切削速度(m/min) かたさ インサート材種 切削速度(m/min)
ステンレス鋼
普通鋳鉄 引張り強さ
被削材耐熱合金
チタン合金
焼入れ鋼
ねじ総称 用途外径加工
勝手 シャンク長さ (mm) インサート内接円 (mm) クランプ機構シャンクサイズ (mm)
(高さ、幅)右勝手 クランプオン形
10
Z2
L2
Z1
F1
øD4
H1
F1
L1L3
L1L3
A
F1
L1 L1L3
F1
F1
L3
øD1
15°
øD1
15°
200
250
300
R
S
T
D4 L3L1 F1 H1
z
x
MMT P15I R 13 16 A K 11 S
125
150
180R A
I K
M
Q
11
16
22
9.525
6.35
12.7
S
C
P15
P25
P35
1.5°
2.5°
3.5°
MMT11IR
ppppp
MMT16IR
ppppp
MMT22IR
ppppp
D1
13
13
13
15
15
15
19
19
19
24
29
37
24
24
24
30
38
46
R
16
16
16
16
16
16
16
16
16
20
25
32
20
20
20
25
32
40
1.5°
2.5°
3.5°
1.5°
2.5°
3.5°
1.5°
2.5°
3.5°
1.5°
1.5°
1.5°
1.5°
2.5°
3.5°
1.5°
1.5°
1.5°
125
125
125
150
150
150
150
150
150
180
250
250
180
180
180
200
250
300
25
25
25
32
32
32
40
40
40
40
60
48
50
50
50
38
48
60
8.7
8.7
8.7
9.7
9.7
9.7
12.2
12.2
12.2
14.2
16.7
20.5
15.5
15.5
15.5
17.8
21.8
26.2
15
15
15
15
15
15
15
15
15
19
23.4
30.4
19
19
19
23.4
30.4
38
─
─
─
─
─
─
─
─
─
SETK51
SETK51
SETK51
─
─
─
SETK61
SETK61
SETK61
TS25
TS25
TS25
TS25
TS25
TS25
CS350860T
CS350860T
CS350860T
SETS51
SETS51
SETS51
TS43
TS43
TS43
SETS61
SETS61
SETS61
─
─
─
─
─
─
─
─
─
CR4
CR4
CR4
─
─
─
CR5
CR5
CR5
─
─
─
─
─
─
─
─
─
HFC03006
HFC03006
HFC03006
─
─
─
HFC04008
HFC04008
HFC04008
─
─
─
─
─
─
─
─
─
CTI32TP15
CTI32TP15
CTI32TP15
─
─
─
CTI43TP15
CTI43TP15
CTI43TP15
1
1
1
1
1
1
2
2
2
3
3
4
2
2
2
4
4
4
zTKY08F
zTKY08F
zTKY08F
zTKY08F
zTKY08F
zTKY08F
zTKY15F
zTKY15F
zTKY15F
zTKY15F
zTKY15F
zTKY15F
zTKY15FxHKY20R
zTKY15FxHKY20R
zTKY15FxHKY20R
zTKY20FxHKY25R
zTKY20FxHKY25RzTKY20FxHKY25R
CTI32TN15
N05
P05
P15
P25
P35
P45
─1.5°─0.5°
0.5°1.5°2.5°3.5°4.5°
MMTIR
pppp
pp16-C
a
a
a
a
a
a
a
─3°─2°─1°
0°1°2°3°
MMTIR
pppp
pp22-C
CTI43TN15
N05
P05
P15
P25
P35
P45
─1.5°─0.5°
0.5°1.5°2.5°3.5°4.5°
a
a
a
a
a
a
a
─3°─2°─1°
0°1°2°3°
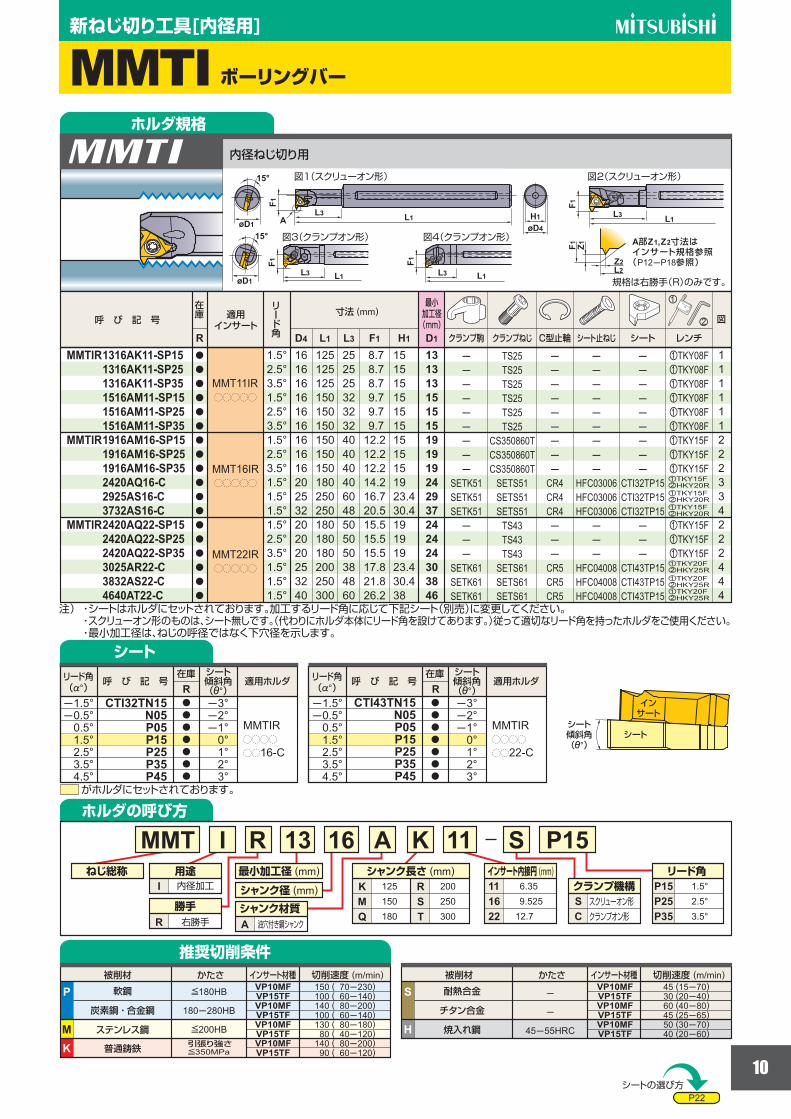
MMTIR 1316AK11-SP15
1316AK11-SP25
1316AK11-SP35
1516AM11-SP15
1516AM11-SP25
1516AM11-SP35
MMTIR 1916AM16-SP15
1916AM16-SP25
1916AM16-SP35
2420AQ16-C
2925AS16-C
3732AS16-C
MMTIR 2420AQ22-SP15
2420AQ22-SP25
2420AQ22-SP35
3025AR22-C
3832AS22-C
4640AT22-C
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
MMTI
P
M
S
K
H
180─280HB
≦180HB
≦200HB
≦350MPa
150 ( 70─230)100 ( 60─140)140 ( 80─200)100 ( 60─140)130 ( 80─180)
80 ( 40─120)140 ( 80─200) 90 ( 60─120)
VP10MF
VP15TF
VP10MF
VP15TF
VP10MF
VP15TF
45 (15─70)30 (20─40)60 (40─80)45 (25─65)50 (30─70)40 (20─60)
VP10MF
VP15TF
VP10MF
VP15TF
VP10MF
VP15TF
VP10MF
VP15TF
45─55HRC
─
─
P22
MMTI ボーリングバー新ねじ切り工具[内径用]
ホルダ規格
シートの選び方
R R
呼 び 記 号在庫
リード角
図
最小加工径(mm)
適用インサート
寸法 (mm)
クランプ駒 クランプねじ C型止輪 シート止ねじ シート レンチ
シート
ホルダの呼び方
呼 び 記 号 適用ホルダ在庫
呼 び 記 号 適用ホルダ在庫
ねじ総称 用途 シャンク長さ (mm)最小加工径 (mm)
シャンク径 (mm) クランプ機構インサート内接円 (mm) リード角
勝手右勝手
内径加工
シャンク材質油穴付き鋼シャンク
内径ねじ切り用
注) ・シートはホルダにセットされております。加工するリード角に応じて下記シート(別売)に変更してください。 ・スクリューオン形のものは、シート無しです。(代わりにホルダ本体にリード角を設けてあります。)従って適切なリード角を持ったホルダをご使用ください。 ・最小加工径は、ねじの呼径ではなく下穴径を示します。
がホルダにセットされております。
リード角(%°)
シート傾斜角('°)
リード角(%°)
シート傾斜角('°)
スクリューオン形クランプオン形
A部Z1,Z2寸法はインサート規格参照(P12─P18参照)
規格は右勝手(R)のみです。
図2(スクリューオン形)図1(スクリューオン形)
図3(クランプオン形) 図4(クランプオン形)
シート傾斜角('°)
インサート
シート
軟鋼
炭素鋼 ・ 合金鋼
推奨切削条件被削材 かたさ インサート材種 切削速度 (m/min) かたさ インサート材種 切削速度 (m/min)
ステンレス鋼
普通鋳鉄 引張り強さ
被削材耐熱合金
チタン合金
焼入れ鋼
11
S1
Z1
D1
Z2
55°
S1
Z1
D1
Z2
55°
S1
Z1
D1
Z2
60°
S1
Z1
D1
Z2
60°
S1
Z1
D1
Z2
55°
S1
Z1
D1
Z2
60°
MMT 16ER190BSPT-S
16ER140BSPT-S
16ER110BSPT-S
19
14
11
9.525
9.525
9.525
3.44
3.44
3.44
a
a
a
MMT 16ER190W-S
16ER140W-S
16ER110W-S
19
14
11
D1 S1 Z1 Z2
VP
15
TF
MMT ISO S-050E R16
E
I
R
S
60
55
ISO
W
BSPT
UN
A
G
11
16 9.525
6.35
MMT 16ERA60-S
16ERG60-S
9.525
9.525
3.44
3.44
0.8
1.2
0.9
1.7
a
a
9.525
9.525
3.44
3.44
0.8
1.2
0.9
1.7
a
a
9.525
9.525
9.525
9.525
9.525
9.525
9.525
3.44
3.44
3.44
3.44
3.44
3.44
3.44
0.7
0.8
0.8
0.9
1.0
1.1
1.2
0.7
0.9
1.0
1.2
1.3
1.5
1.6
a
a
a
a
a
a
a
48─16
14─8
0.5─1.5
1.75─3.0
48─16
14─8
MMT 16ERA55-S
16ERG55-S
MMT 16ER100ISO-S
16ER125ISO-S
16ER150ISO-S
16ER175ISO-S
16ER200ISO-S
16ER250ISO-S
16ER300ISO-S
1.0
1.25
1.5
1.75
2.0
2.5
3.0
100
125
150
175
200
250
300
1.0mm
1.25mm
1.5mm
1.75mm
2.0mm
2.5mm
3.0mm
a
a
a
MMT 16ER160UN-S
16ER140UN-S
16ER120UN-S
16
14
12
9.525
9.525
9.525
3.44
3.44
3.44
0.8
1.0
1.1
1.0
1.2
1.5
a
a
a
0.8
1.0
1.1
9.525
9.525
9.525
3.44
3.44
3.44
0.9
1.0
1.1
1.1
1.2
1.4
0.9
1.2
1.5
─
─
─
─
0.61
0.77
0.92
1.07
1.23
1.53
1.84
0.86
1.16
1.48
0.97
1.11
1.30
0.86
1.16
1.48
MMT
P23, P24
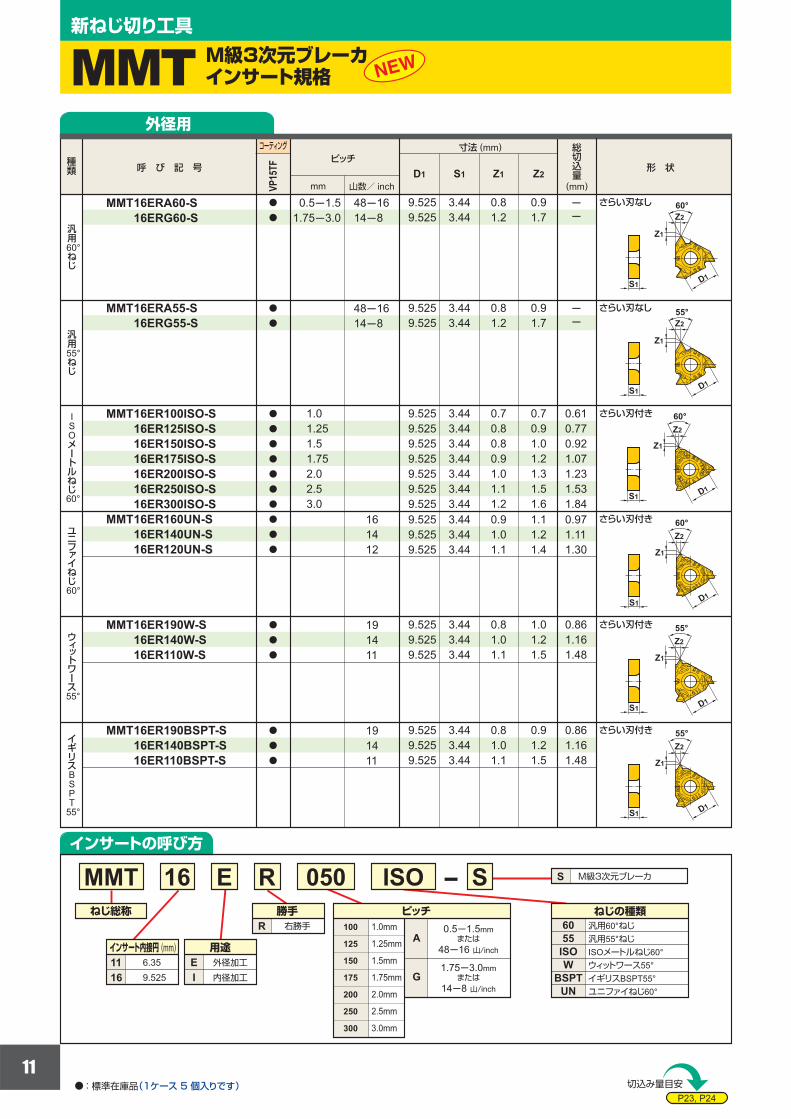
インサート規格M級3次元ブレーカ
新ねじ切り工具
外径用
インサートの呼び方
呼 び 記 号種類
ピッチ
山数/ inchmm
寸法 (mm)コーティング
ねじの種類ねじ総称
用途インサート内接円 (mm)
勝手 ピッチ
外径加工内径加工
右勝手
M級3次元ブレーカ
汎用60°ねじ汎用55°ねじISOメートルねじ60°
ウィットワース55°
イギリスBSPT55°
ユニファイねじ60°
0.5─1.5mm
または48─16 山/inch
1.75─3.0mm
または14─8 山/inch
汎用 60°ねじ
ISOメートルねじ
60°
汎用 55°ねじ
: 標準在庫品a (1ケース 5 個入りです)
ユニファイねじ 60°
イギリスBSPT
55°
ウィットワース
55°
切込み量目安
さらい刃なし
さらい刃なし
さらい刃付き
さらい刃付き
さらい刃付き
さらい刃付き
総切込量
(mm)
形 状
12
P26, P27
19
14
11
9.525
9.525
9.525
3.44
3.44
3.44
0.8
1.0
1.1
0.9
1.2
1.5
a
a
a
19
14
11
D1 S1 Z1 Z2
VP
15
TF
6.35
9.525
9.525
3.04
3.44
3.44
0.8
0.8
1.2
0.9
0.9
1.7
a
a
a
6.35
9.525
9.525
3.04
3.44
3.44
0.8
0.8
1.2
0.9
0.9
1.7
a
a
a
6.35
6.35
6.35
9.525
9.525
9.525
9.525
9.525
9.525
9.525
3.04
3.04
3.04
3.44
3.44
3.44
3.44
3.44
3.44
3.44
0.6
0.8
0.8
0.6
0.8
0.8
0.9
1.0
1.1
1.1
0.7
0.9
1.0
0.7
0.9
1.0
1.2
1.3
1.5
1.5
a
a
a
a
a
a
a
a
a
a
48─16
48─16
14─8
0.5─1.5
0.5─1.5
1.75─3.0
48─16
48─16
14─8
1.0
1.25
1.5
1.0
1.25
1.5
1.75
2.0
2.5
3.0
a
a
a
9.525
9.525
9.525
9.525
9.525
9.525
3.44
3.44
3.44
0.8
1.0
1.1
1.0
1.2
1.5
0.86
1.16
1.48
─
─
─
─
─
─
0.58
0.72
0.87
0.58
0.72
0.87
1.01
1.15
1.44
1.73
0.86
1.16
1.48
MMT 11IRA60-S
16IRA60-S
16IRG60-S
MMT 11IRA55-S
16IRA55-S
16IRG55-S
MMT 11IR100ISO-S
11IR125ISO-S
11IR150ISO-S
16IR100ISO-S
16IR125ISO-S
16IR150ISO-S
16IR175ISO-S
16IR200ISO-S
16IR250ISO-S
16IR300ISO-S
MMT 16IR160UN-S
16IR140UN-S
16IR120UN-S
16
14
12
3.44
3.44
3.44
0.9
0.9
1.1
1.1
1.2
1.4
0.92
1.05
1.22
MMT 16IR190W-S
16IR140W-S
16IR110W-S
MMT 16IR190BSPT-S
16IR140BSPT-S
16IR110BSPT-S
a
a
a
切込み量目安
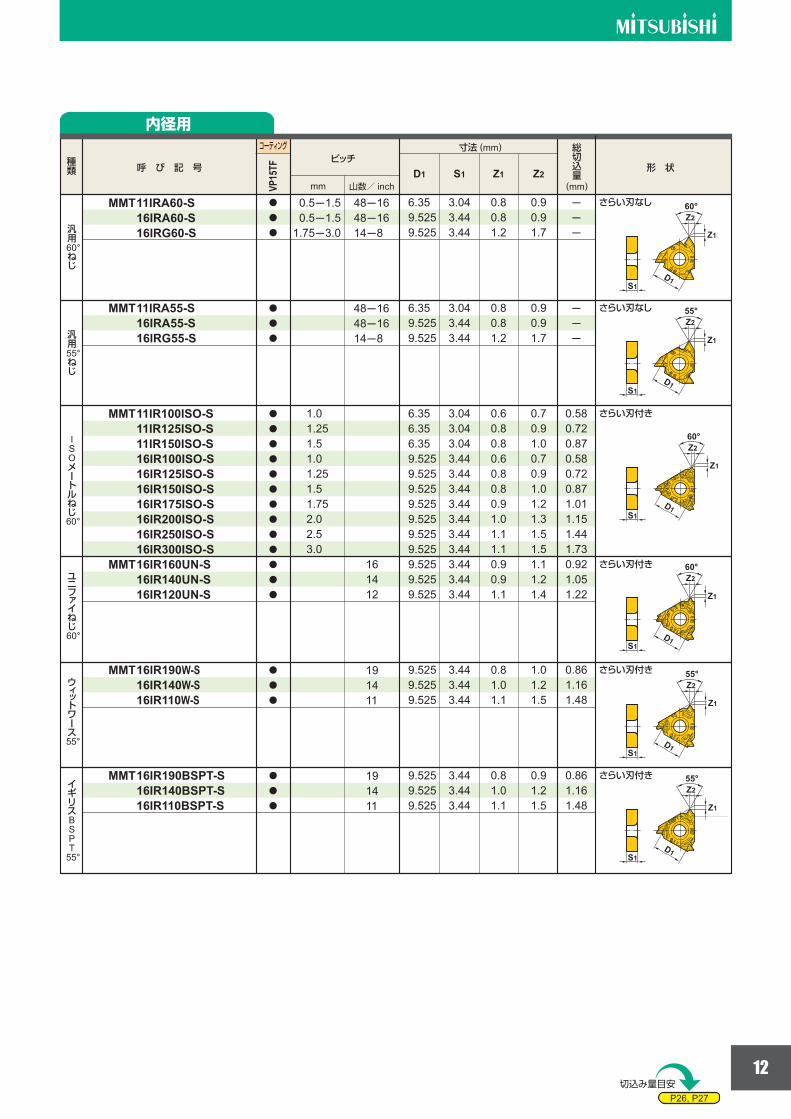
内径用
呼 び 記 号種類
ピッチ
山数/ inchmm
寸法 (mm)コーティング
汎用 60°ねじ
ISOメートルねじ
60°
汎用 55°ねじ
ユニファイねじ 60°
イギリスBSPT
55°
ウィットワース
55°
S1
D1
Z2
Z1
55°
S1
D1
Z2
Z1
55°
S1
D1
Z2
Z1
60°
S1
D1
Z2
Z1
60°
S1
D1
Z2
Z1
55°
S1
D1
Z2
Z1
60°さらい刃なし
さらい刃なし
さらい刃付き
さらい刃付き
さらい刃付き
さらい刃付き
総切込量
(mm)
形 状
13
Z1
D1
Z2
60°
Z1
D1
Z2
55°
D1
Z2
Z1
60°
S1
S1
S1
D1 S1 Z1 Z2
VP
10
MF
MMT ISO050E R16
E
I
R 60
55
ISO
W
BSPT
UN
RD
TR
ACME
UNJ
APBU
APRD
NPT
NPTF
A
G
AG
N
11
16
22
9.525
6.35
12.7
0.31
0.46
0.61
0.77
0.92
1.07
1.23
1.53
1.84
2.15
2.45
2.76
3.07
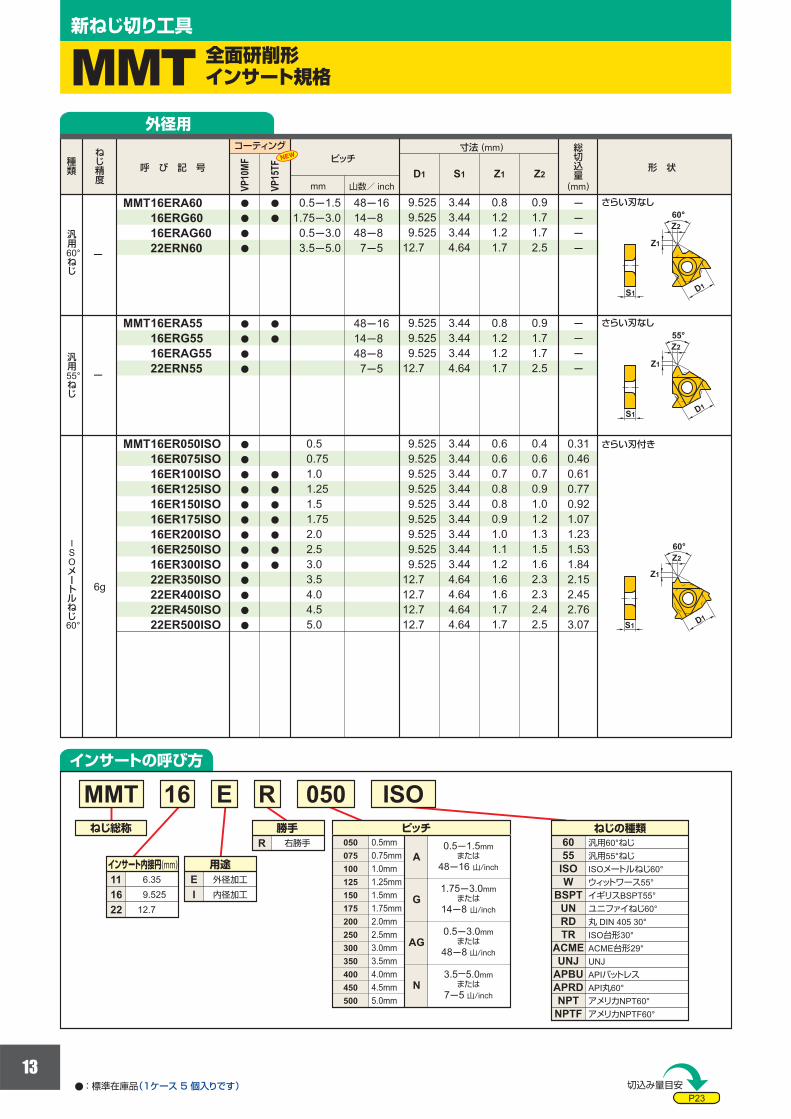
MMT 16ERA60
16ERG60
16ERAG60
22ERN60
9.525
9.525
9.525
12.7
─
─
─
─
─
─
─
─
3.44
3.44
3.44
4.64
0.8
1.2
1.2
1.7
0.9
1.7
1.7
2.5
a
a
a
a
9.525
9.525
9.525
12.7
3.44
3.44
3.44
4.64
0.8
1.2
1.2
1.7
0.9
1.7
1.7
2.5
a
a
a
a
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
12.7
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
4.64
4.64
4.64
4.64
0.6
0.6
0.7
0.8
0.8
0.9
1.0
1.1
1.2
1.6
1.6
1.7
1.7
0.4
0.6
0.7
0.9
1.0
1.2
1.3
1.5
1.6
2.3
2.3
2.4
2.5
a
a
a
a
a
a
a
a
a
a
a
a
a
48─16
14─8
48─8
7─5
0.5─1.5
1.75─3.0
0.5─3.0
3.5─5.0
48─16
14─8
48─8
7─5
MMT 16ERA55
16ERG55
16ERAG55
22ERN55
MMT 16ER050ISO
16ER075ISO
16ER100ISO
16ER125ISO
16ER150ISO
16ER175ISO
16ER200ISO
16ER250ISO
16ER300ISO
22ER350ISO
22ER400ISO
22ER450ISO
22ER500ISO
0.5
0.75
1.0
1.25
1.5
1.75
2.0
2.5
3.0
3.5
4.0
4.5
5.0
─
─
6g
050
075
100
125
150
175
200
250
300
350
400
450
500
0.5mm
0.75mm
1.0mm
1.25mm
1.5mm
1.75mm
2.0mm
2.5mm
3.0mm
3.5mm
4.0mm
4.5mm
5.0mm
VP
15
TF
a
a
a
a
a
a
a
a
a
a
a
MMT
P23
インサート規格
新ねじ切り工具
切込み量目安
外径用
インサートの呼び方
呼 び 記 号種類
ねじ精度
総切込量
ピッチ
山数/ inchmm (mm)
寸法 (mm)コーティング
ねじの種類ねじ総称
用途インサート内接円(mm)
勝手 ピッチ
外径加工内径加工
右勝手 汎用60°ねじ汎用55°ねじISOメートルねじ60°
ウィットワース55°
イギリスBSPT55°
ユニファイねじ60°
丸 DIN 405 30°
ISO台形30°
ACME台形29°
UNJ
APIバットレスAPI丸60°
アメリカNPT60°
アメリカNPTF60°
0.5─1.5mm
または48─16 山/inch
1.75─3.0mm
または14─8 山/inch
0.5─3.0mm
または48─8 山/inch
3.5-5.0mm
または7─5 山/inch
汎用 60°ねじ
ISOメートルねじ
60°
汎用 55°ねじ
形 状
さらい刃なし
さらい刃付き
さらい刃なし
: 標準在庫品a (1ケース 5 個入りです)
全面研削形
14
D1 S1 Z1 Z2
VP
10
MF
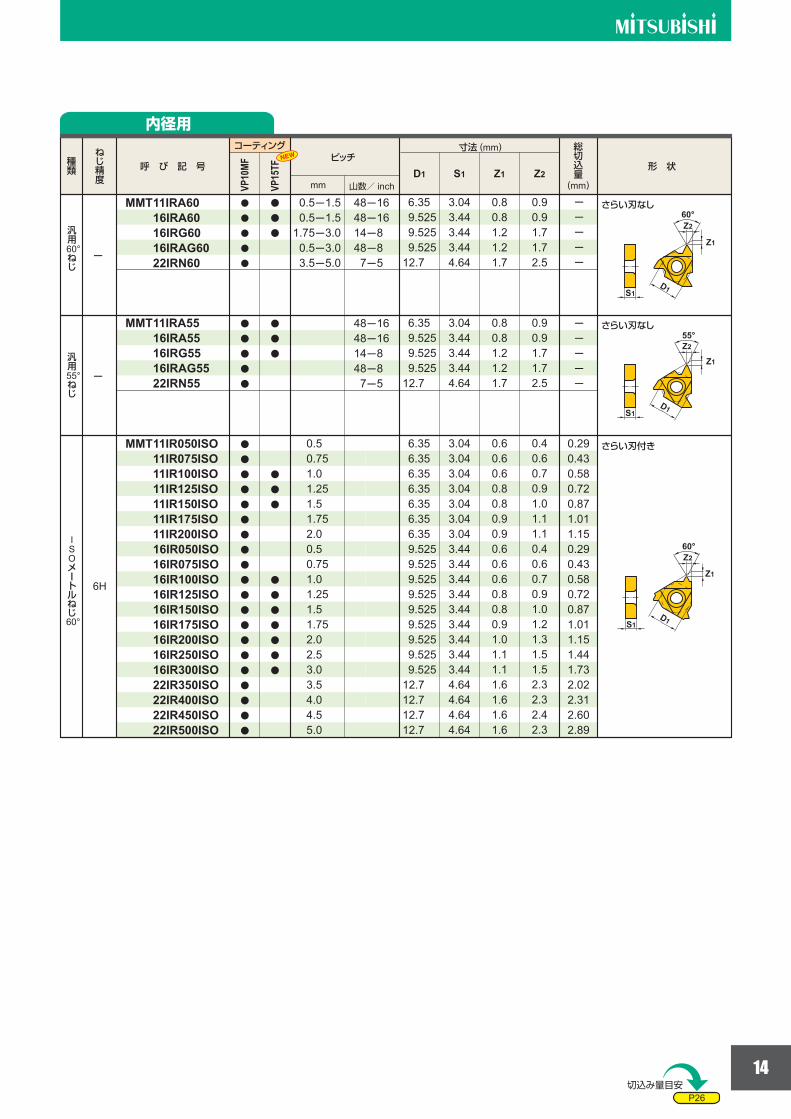
MMT 11IRA60
16IRA60
16IRG60
16IRAG60
22IRN60
6.35
9.525
9.525
9.525
12.7
3.04
3.44
3.44
3.44
4.64
0.8
0.8
1.2
1.2
1.7
0.9
0.9
1.7
1.7
2.5
a
a
a
a
a
a
a
a
6.35
9.525
9.525
9.525
12.7
3.04
3.44
3.44
3.44
4.64
0.8
0.8
1.2
1.2
1.7
0.9
0.9
1.7
1.7
2.5
a
a
a
a
a
6.35
6.35
6.35
6.35
6.35
6.35
6.35
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
12.7
3.04
3.04
3.04
3.04
3.04
3.04
3.04
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
4.64
4.64
4.64
4.64
0.6
0.6
0.6
0.8
0.8
0.9
0.9
0.6
0.6
0.6
0.8
0.8
0.9
1.0
1.1
1.1
1.6
1.6
1.6
1.6
0.4
0.6
0.7
0.9
1.0
1.1
1.1
0.4
0.6
0.7
0.9
1.0
1.2
1.3
1.5
1.5
2.3
2.3
2.4
2.3
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
48─16
48─16
14─8
48─8
7─5
0.5─1.5
0.5─1.5
1.75─3.0
0.5─3.0
3.5─5.0
48─16
48─16
14─8
48─8
7─5
MMT 11IRA55
16IRA55
16IRG55
16IRAG55
22IRN55
MMT 11IR050ISO
11IR075ISO
11IR100ISO
11IR125ISO
11IR150ISO
11IR175ISO
11IR200ISO
16IR050ISO
16IR075ISO
16IR100ISO
16IR125ISO
16IR150ISO
16IR175ISO
16IR200ISO
16IR250ISO
16IR300ISO
22IR350ISO
22IR400ISO
22IR450ISO
22IR500ISO
0.5
0.75
1.0
1.25
1.5
1.75
2.0
0.5
0.75
1.0
1.25
1.5
1.75
2.0
2.5
3.0
3.5
4.0
4.5
5.0
6H
─
─
0.29
0.43
0.58
0.72
0.87
1.01
1.15
0.29
0.43
0.58
0.72
0.87
1.01
1.15
1.44
1.73
2.02
2.31
2.60
2.89
─
─
─
─
─
─
─
─
─
─
VP
15
TF
a
a
a
a
a
a
a
a
a
a
a
a
a
P26
Z1
D1
Z2
60°
Z1
D1
Z2
55°
D1
Z2
Z1
60°
S1
S1
S1
切込み量目安
内径用
呼 び 記 号種類
ねじ精度
寸法 (mm)コーティングピッチ
山数/ inchmm
汎用 60°ねじ
汎用 55°ねじ
ISOメートルねじ
60°
形 状
さらい刃なし
さらい刃なし
さらい刃付き
総切込量
(mm)
15
D1 S1 Z1 Z2
a
a
a
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
4.64
4.64
4.64
0.6
0.6
0.7
0.8
0.8
0.9
1.0
1.0
1.1
1.1
1.1
1.2
1.2
1.6
1.6
1.7
0.6
0.7
0.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.5
1.7
1.6
2.3
2.3
2.5
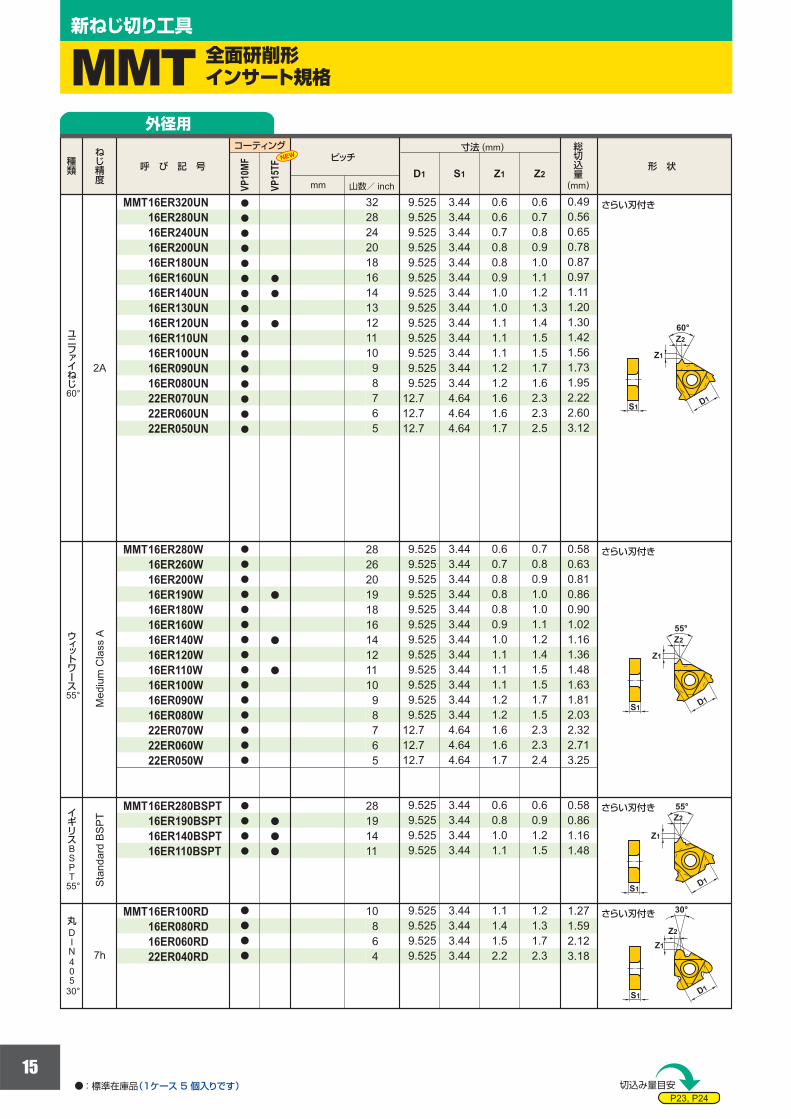
MMT 16ER320UN
16ER280UN
16ER240UN
16ER200UN
16ER180UN
16ER160UN
16ER140UN
16ER130UN
16ER120UN
16ER110UN
16ER100UN
16ER090UN
16ER080UN
22ER070UN
22ER060UN
22ER050UN
32
28
24
20
18
16
14
13
12
11
10
9
8
7
6
5
MMT 16ER280W
16ER260W
16ER200W
16ER190W
16ER180W
16ER160W
16ER140W
16ER120W
16ER110W
16ER100W
16ER090W
16ER080W
22ER070W
22ER060W
22ER050W
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
4.64
4.64
4.64
0.6
0.7
0.8
0.8
0.8
0.9
1.0
1.1
1.1
1.1
1.2
1.2
1.6
1.6
1.7
0.7
0.8
0.9
1.0
1.0
1.1
1.2
1.4
1.5
1.5
1.7
1.5
2.3
2.3
2.4
9.525
9.525
9.525
9.525
3.44
3.44
3.44
3.44
0.6
0.8
1.0
1.1
0.6
0.9
1.2
1.5
9.525
9.525
9.525
9.525
3.44
3.44
3.44
3.44
1.1
1.4
1.5
2.2
1.2
1.3
1.7
2.3
28
26
20
19
18
16
14
12
11
10
9
8
7
6
5
MMT 16ER280BSPT
16ER190BSPT
16ER140BSPT
16ER110BSPT
28
19
14
11
VP
10
MF
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
MMT 16ER100RD
16ER080RD
16ER060RD
22ER040RD
10
8
6
47h
2A
0.49
0.56
0.65
0.78
0.87
0.97
1.11
1.20
1.30
1.42
1.56
1.73
1.95
2.22
2.60
3.12
0.58
0.63
0.81
0.86
0.90
1.02
1.16
1.36
1.48
1.63
1.81
2.03
2.32
2.71
3.25
0.58
0.86
1.16
1.48
1.27
1.59
2.12
3.18
VP
15
TF
a
a
a
a
a
a
P23, P24
MMT
D1
Z2
Z1
60°
S1
D1
S1
S1
S1
Z1
Z2
55°
D1
Z2
Z1
55°
Z1
D1
Z2
30°
新ねじ切り工具
インサート規格
切込み量目安
外径用
呼 び 記 号種類
ねじ精度
寸法 (mm)コーティングピッチ
山数/ inchmm
丸
D
I
N
4
0
5
30°
イギリスB
S
P
T
55°
形 状
さらい刃付き
さらい刃付き
さらい刃付き
さらい刃付き
ユニファイねじ 60°
ウィットワース
55°
総切込量
(mm)
Sta
nd
ard
B
SP
TM
ed
iu
m C
la
ss A
: 標準在庫品a (1ケース 5 個入りです)
全面研削形
16
P26, P27
D1 S1 Z1 Z2
VP
10
MF
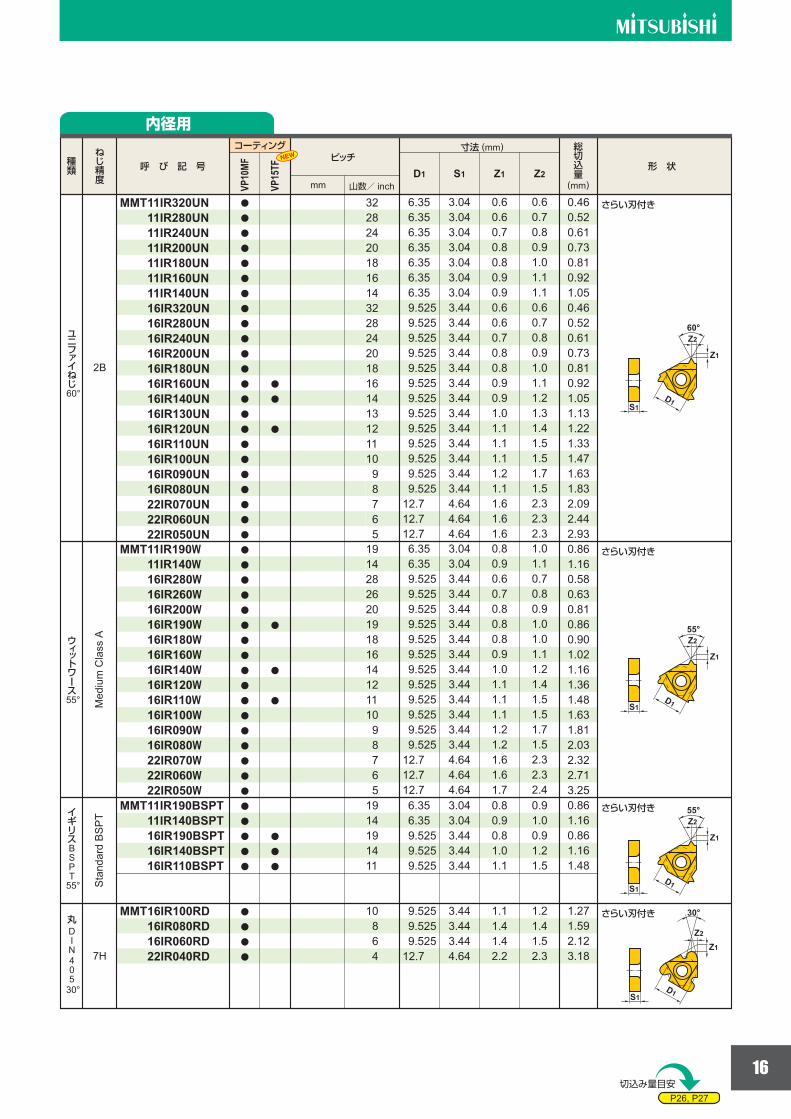
MMT 11IR320UN
11IR280UN
11IR240UN
11IR200UN
11IR180UN
11IR160UN
11IR140UN
16IR320UN
16IR280UN
16IR240UN
16IR200UN
16IR180UN
16IR160UN
16IR140UN
16IR130UN
16IR120UN
16IR110UN
16IR100UN
16IR090UN
16IR080UN
22IR070UN
22IR060UN
22IR050UN
6.35
6.35
6.35
6.35
6.35
6.35
6.35
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
3.04
3.04
3.04
3.04
3.04
3.04
3.04
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
4.64
4.64
4.64
0.6
0.6
0.7
0.8
0.8
0.9
0.9
0.6
0.6
0.7
0.8
0.8
0.9
0.9
1.0
1.1
1.1
1.1
1.2
1.1
1.6
1.6
1.6
0.6
0.7
0.8
0.9
1.0
1.1
1.1
0.6
0.7
0.8
0.9
1.0
1.1
1.2
1.3
1.4
1.5
1.5
1.7
1.5
2.3
2.3
2.3
6.35
6.35
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
12.7
12.7
12.7
3.04
3.04
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
4.64
4.64
4.64
0.8
0.9
0.6
0.7
0.8
0.8
0.8
0.9
1.0
1.1
1.1
1.1
1.2
1.2
1.6
1.6
1.7
1.0
1.1
0.7
0.8
0.9
1.0
1.0
1.1
1.2
1.4
1.5
1.5
1.7
1.5
2.3
2.3
2.4
32
28
24
20
18
16
14
32
28
24
20
18
16
14
13
12
11
10
9
8
7
6
5
MMT 11IR190W
11IR140W
16IR280W
16IR260W
16IR200W
16IR190W
16IR180W
16IR160W
16IR140W
16IR120W
16IR110W
16IR100W
16IR090W
16IR080W
22IR070W
22IR060W
22IR050W
19
14
28
26
20
19
18
16
14
12
11
10
9
8
7
6
5
6.35
6.35
9.525
9.525
9.525
9.525
9.525
9.525
12.7
3.04
3.04
3.44
3.44
3.44
3.44
3.44
3.44
4.64
0.8
0.9
0.8
1.0
1.1
1.1
1.4
1.4
2.2
0.9
1.0
0.9
1.2
1.5
1.2
1.4
1.5
2.3
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
a
MMT 11IR190BSPT
11IR140BSPT
16IR190BSPT
16IR140BSPT
16IR110BSPT
MMT 16IR100RD
16IR080RD
16IR060RD
22IR040RD
19
14
19
14
11
10
8
6
47H
2B
0.46
0.52
0.61
0.73
0.81
0.92
1.05
0.46
0.52
0.61
0.73
0.81
0.92
1.05
1.13
1.22
1.33
1.47
1.63
1.83
2.09
2.44
2.93
0.86
1.16
0.58
0.63
0.81
0.86
0.90
1.02
1.16
1.36
1.48
1.63
1.81
2.03
2.32
2.71
3.25
0.86
1.16
0.86
1.16
1.48
1.27
1.59
2.12
3.18
VP
15
TF
a
a
a
a
a
a
a
a
a
D1
Z2
Z1
60°
D1
Z2
Z1
55°
D1
Z2
Z1
55°
S1
S1
S1
S1
Z1
D1
Z2
30°
切込み量目安
呼 び 記 号種類
ねじ精度
寸法 (mm)コーティング
内径用
ピッチ
山数/ inchmm
ユニファイねじ 60°
形 状
さらい刃付き
さらい刃付き
さらい刃付き
さらい刃付き
ウィットワース
55°
丸
D
I
N
4
0
5
30°
イギリスB
S
P
T
55°
総切込量
(mm)
Me
diu
m C
la
ss A
Standard B
SP
T
17
D1 S1 Z1 Z2
VP
10
MF
12.7 4.64 3.1 1.9 1.55
1.4
1.5
1.41
1.81
0.8
1.0
1.2
1.5
1.8
a
9.525
9.525
3.44
3.44
1.2
1.3
a
a
9.525
9.525
9.525
9.525
9.525
3.44
3.44
3.44
3.44
3.44
0.7
0.8
0.9
1.1
1.3
a
a
a
a
a
a
a
a
a
a
0.8
1.0
1.2
1.5
1.8
9.525
9.525
9.525
9.525
9.525
3.44
3.44
3.44
3.44
3.44
0.7
0.8
0.9
1.1
1.3
5
10
8
27
18
14
11.5
8
27
18
14
11.5
8
9.525
9.525
9.525
12.7
12.7
3.44
3.44
3.44
4.64
4.64
1.0
1.1
1.3
1.7
2.1
1.1
1.3
1.5
1.9
2.5
9.525
9.525
9.525
12.7
12.7
3.44
3.44
3.44
4.64
4.64
1.1
1.3
1.4
1.8
2.0
1.2
1.4
1.5
2.1
2.3
a
a
a
a
a
1.5
2.0
3.0
4.0
5.0
a
a
a
a
a
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
0.6
0.7
0.7
0.8
0.8
0.9
1.0
1.1
1.2
1.2
0.7
0.7
0.8
0.9
1.0
1.1
1.2
1.3
1.5
1.6
a
a
a
a
a
a
a
a
a
a
12
10
8
6
5
32
28
24
20
18
16
14
12
10
8
7e
3G
3A
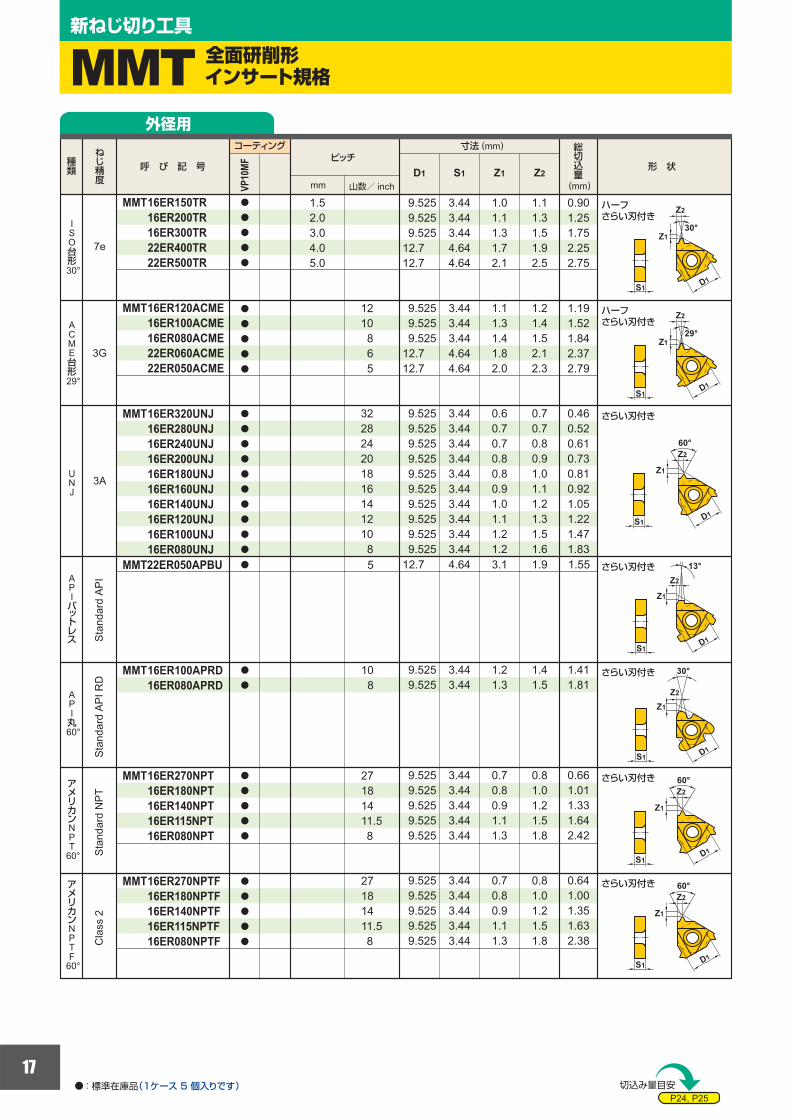
MMT22ER050APBU
MMT 16ER100APRD
16ER080APRD
MMT 16ER270NPT
16ER180NPT
16ER140NPT
16ER115NPT
16ER080NPT
MMT 16ER270NPTF
16ER180NPTF
16ER140NPTF
16ER115NPTF
16ER080NPTF
MMT 16ER150TR
16ER200TR
16ER300TR
22ER400TR
22ER500TR
MMT 16ER120ACME
16ER100ACME
16ER080ACME
22ER060ACME
22ER050ACME
MMT 16ER320UNJ
16ER280UNJ
16ER240UNJ
16ER200UNJ
16ER180UNJ
16ER160UNJ
16ER140UNJ
16ER120UNJ
16ER100UNJ
16ER080UNJ
0.90
1.25
1.75
2.25
2.75
1.19
1.52
1.84
2.37
2.79
0.46
0.52
0.61
0.73
0.81
0.92
1.05
1.22
1.47
1.83
0.66
1.01
1.33
1.64
2.42
0.64
1.00
1.35
1.63
2.38
MMT
P24, P25
Z1
D1
Z2
13°
Z1
D1
Z2
30°
D1
Z2
Z1
60°
D1
Z2
Z1
60°
S1
S1
S1
S1
S1
S1
S1
Z1
D1
Z2
30°
Z1
D1
Z2
29°
D1
Z2
Z1
60°
新ねじ切り工具
インサート規格
外径用
呼 び 記 号種類
ねじ精度
寸法 (mm)コーティングピッチ
山数/ inchmm
A
P
I
バットレス
A
P
I
丸 60°
アメリカンN
P
T
60°
アメリカンN
P
T
F
60°
U
N
J
形 状
さらい刃付き
さらい刃付き
さらい刃付き
さらい刃付き
ハーフさらい刃付き
さらい刃付き
ハーフさらい刃付き
I
S
O
台形 30°
A
C
M
E
台形 29°
総切込量
(mm)
Standard A
PI
Standard A
PI R
DS
tandard N
PT
Cla
ss 2
: 標準在庫品a (1ケース 5 個入りです) 切込み量目安
全面研削形
18
D1 S1 Z1 Z2
VP
10
MF
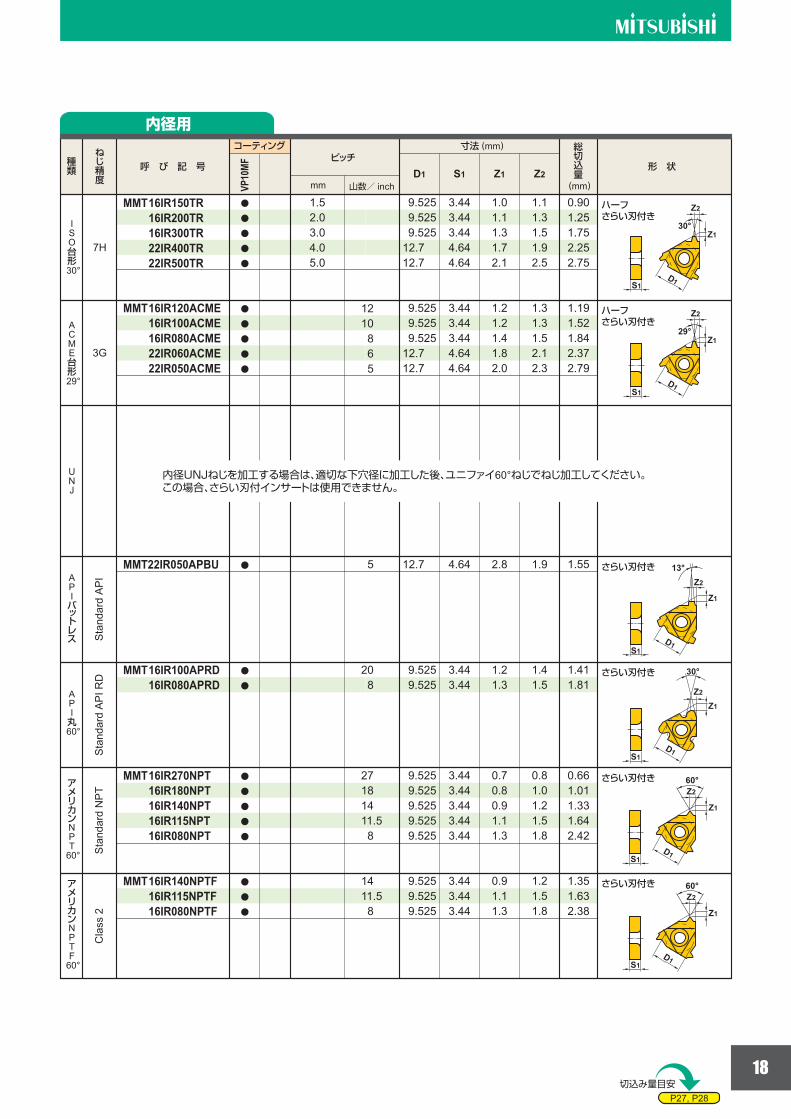
MMT 16IR150TR
16IR200TR
16IR300TR
22IR400TR
22IR500TR
9.525
9.525
9.525
12.7
12.7
3.44
3.44
3.44
4.64
4.64
1.0
1.1
1.3
1.7
2.1
1.1
1.3
1.5
1.9
2.5
a
a
a
a
a
9.525
9.525
9.525
12.7
12.7
3.44
3.44
3.44
4.64
4.64
1.2
1.2
1.4
1.8
2.0
1.3
1.3
1.5
2.1
2.3
a
a
a
a
a
12.7 4.64 2.8 1.9a
1.5
2.0
3.0
4.0
5.0
MMT 16IR120ACME
16IR100ACME
16IR080ACME
22IR060ACME
22IR050ACME
12
10
8
6
5
MMT22IR050APBU 5
7H
3G
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
9.525
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
3.44
1.2
1.3
0.7
0.8
0.9
1.1
1.3
0.9
1.1
1.3
1.4
1.5
1.55
1.41
1.81
0.8
1.0
1.2
1.5
1.8
1.2
1.5
1.8
a
a
a
a
a
a
a
a
a
a
MMT 16IR100APRD
16IR080APRD
MMT 16IR270NPT
16IR180NPT
16IR140NPT
16IR115NPT
16IR080NPT
MMT 16IR140NPTF
16IR115NPTF
16IR080NPTF
20
8
27
18
14
11.5
8
14
11.5
8
0.90
1.25
1.75
2.25
2.75
1.19
1.52
1.84
2.37
2.79
0.66
1.01
1.33
1.64
2.42
1.35
1.63
2.38
P27, P28
Z1
D1
Z2
29°
Z1
D1
Z2
30°
Z1
D1
Z2
13°
Z1
D1
Z2
30°
D1
Z2
Z1
60°
D1
Z2
Z1
60°
S1
S1
S1
S1
S1
S1
呼 び 記 号種類
ねじ精度
コーティング
内径用
ピッチ
内径UNJねじを加工する場合は、適切な下穴径に加工した後、ユニファイ60°ねじでねじ加工してください。この場合、さらい刃付インサートは使用できません。
I
S
O
台形 30°
A
C
M
E
台形 29°
U
N
J
形 状
ハーフさらい刃付き
ハーフさらい刃付き
さらい刃付き
さらい刃付き
さらい刃付き
さらい刃付き
A
P
I
バットレス
A
P
I
丸 60°
アメリカンN
P
T
60°
アメリカンN
P
T
F
60°
総切込量
Standard A
PI
Standard A
PI R
DS
ta
nd
ard
N
PT
Cla
ss 2
切込み量目安
寸法 (mm)
山数/ inchmm (mm)
19
1°─ 5°
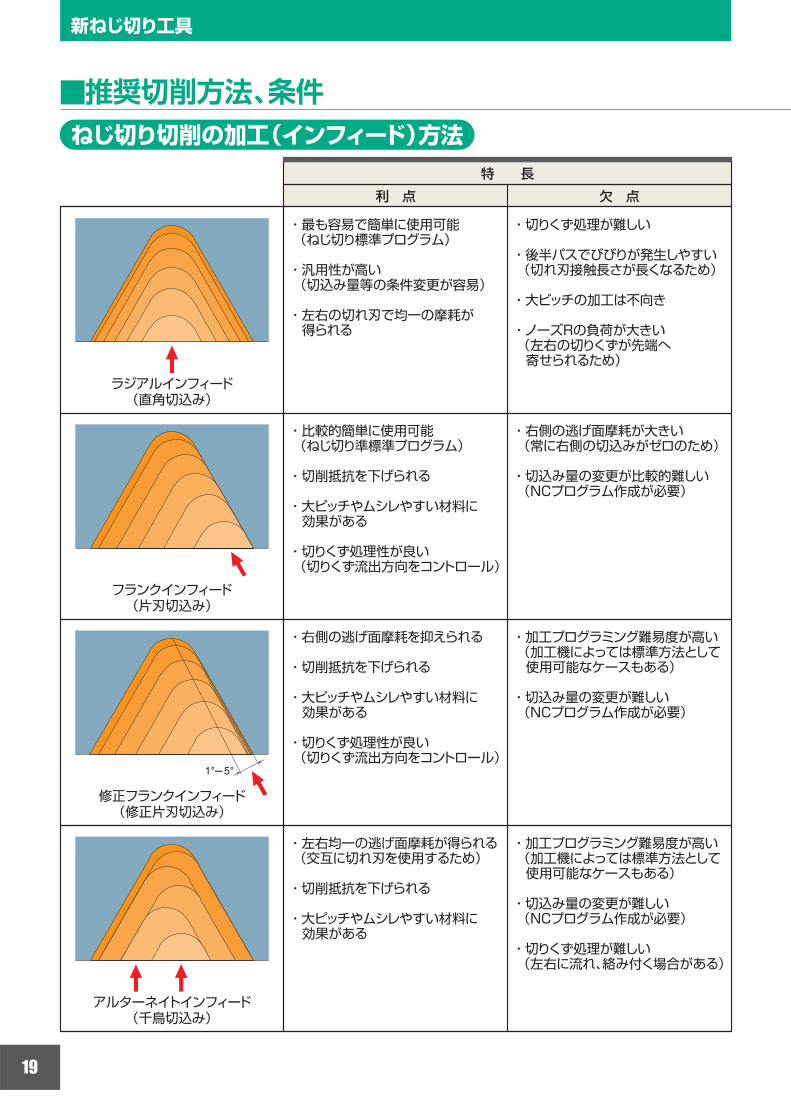
ねじ切り切削の加工(インフィード)方法
新ねじ切り工具
欠 点利 点特 長
・ 最も容易で簡単に使用可能 (ねじ切り標準プログラム)
・ 汎用性が高い (切込み量等の条件変更が容易)
・ 左右の切れ刃で均一の摩耗が 得られる
ラジアルインフィード(直角切込み)
フランクインフィード(片刃切込み)
修正フランクインフィード(修正片刃切込み)
アルターネイトインフィード(千鳥切込み)
・ 切りくず処理が難しい
・ 後半パスでびびりが発生しやすい (切れ刃接触長さが長くなるため)
・ 大ピッチの加工は不向き
・ ノーズRの負荷が大きい (左右の切りくずが先端へ 寄せられるため)
・ 比較的簡単に使用可能 (ねじ切り準標準プログラム)
・ 切削抵抗を下げられる
・ 大ピッチやムシレやすい材料に 効果がある
・ 切りくず処理性が良い (切りくず流出方向をコントロール)
・ 右側の逃げ面摩耗が大きい (常に右側の切込みがゼロのため)
・ 切込み量の変更が比較的難しい (NCプログラム作成が必要)
・ 右側の逃げ面摩耗を抑えられる
・ 切削抵抗を下げられる
・ 大ピッチやムシレやすい材料に 効果がある
・ 切りくず処理性が良い (切りくず流出方向をコントロール)
・ 加工プログラミング難易度が高い (加工機によっては標準方法として 使用可能なケースもある)
・ 切込み量の変更が難しい (NCプログラム作成が必要)
・ 左右均一の逃げ面摩耗が得られる (交互に切れ刃を使用するため)
・ 切削抵抗を下げられる
・ 大ピッチやムシレやすい材料に 効果がある
・ 加工プログラミング難易度が高い (加工機によっては標準方法として 使用可能なケースもある)
・ 切込み量の変更が難しい (NCプログラム作成が必要)
・ 切りくず処理が難しい (左右に流れ、絡み付く場合がある)
y推奨切削方法、条件
20
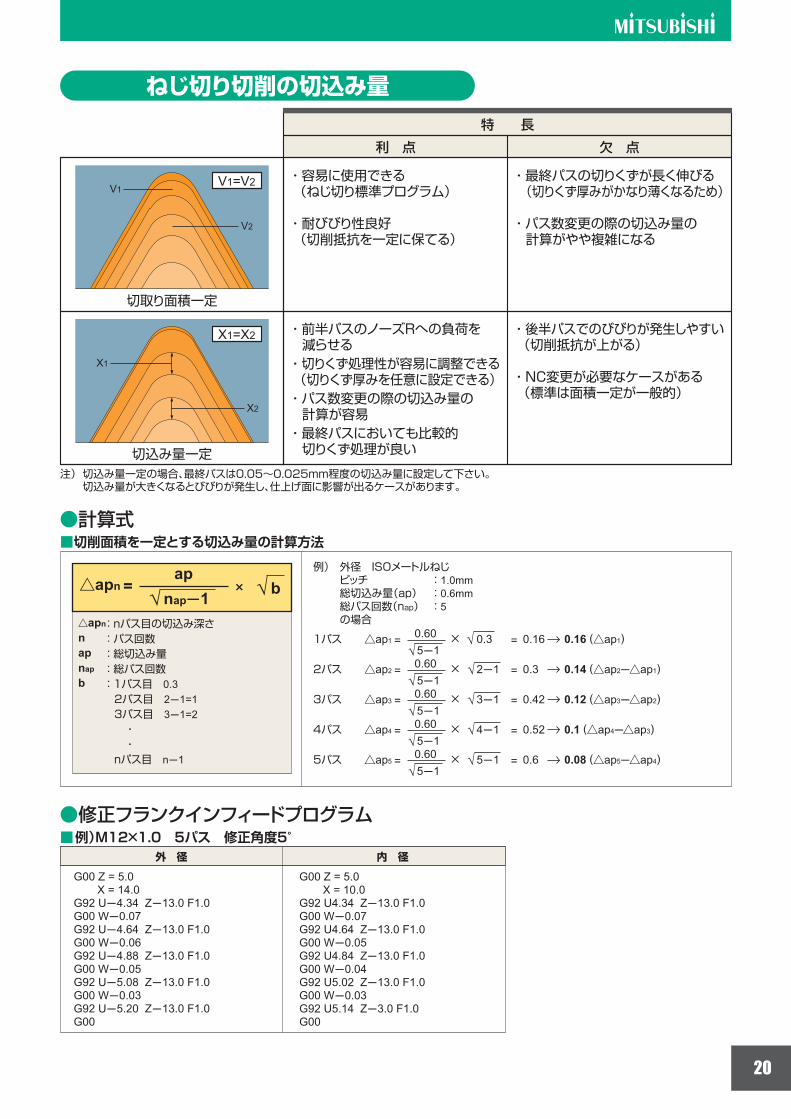
]ap10.60
5─1×
×
×
×
×
0.3 0.16 0.16 (]ap1)= =
]ap20.60
5─12─1
3─1
4─1
5─1
0.3 0.14 (]ap2─]ap1)= =
]ap30.60
5─10.42 0.12 (]ap3─]ap2)= =
]ap40.60
5─10.52 0.1 (]ap4─]ap3)= =
]ap50.60
5─10.6 0.08 (]ap5─]ap4)= =
]apn
ap
nap─1 × b=
]apn
n
ap
nap
b
G00 Z = 5.0X = 14.0
G92 U─4.34 Z─13.0 F1.0G00 W─0.07G92 U─4.64 Z─13.0 F1.0G00 W─0.06G92 U─4.88 Z─13.0 F1.0G00 W─0.05G92 U─5.08 Z─13.0 F1.0G00 W─0.03G92 U─5.20 Z─13.0 F1.0G00
G00 Z = 5.0X = 10.0
G92 U4.34 Z─13.0 F1.0G00 W─0.07G92 U4.64 Z─13.0 F1.0G00 W─0.05G92 U4.84 Z─13.0 F1.0G00 W─0.04G92 U5.02 Z─13.0 F1.0G00 W─0.03G92 U5.14 Z─3.0 F1.0G00
V1=V2
X1=X2
ねじ切り切削の切込み量
■切削面積を一定とする切込み量の計算方法
■例)M12×1.0 5パス 修正角度5°
: nパス目の切込み深さ: パス回数: 総切込み量: 総パス回数: 1パス目 0.3
2パス目 2─1=1
3パス目 3─1=2
・ ・ nパス目 n─1
例) 外径 ISOメートルねじピッチ : 1.0mm
総切込み量(ap) : 0.6mm
総パス回数(nap) : 5の場合
注) 切込み量一定の場合、最終パスは0.05~0.025mm程度の切込み量に設定して下さい。 切込み量が大きくなるとびびりが発生し、仕上げ面に影響が出るケースがあります。
外 径 内 径
V1
V2
欠 点利 点特 長
・ 容易に使用できる (ねじ切り標準プログラム)
・ 耐びびり性良好 (切削抵抗を一定に保てる)
切取り面積一定
切込み量一定
・ 最終パスの切りくずが長く伸びる (切りくず厚みがかなり薄くなるため)
・ パス数変更の際の切込み量の 計算がやや複雑になる
・ 前半パスのノーズRへの負荷を 減らせる・ 切りくず処理性が容易に調整できる (切りくず厚みを任意に設定できる)・ パス数変更の際の切込み量の 計算が容易・ 最終パスにおいても比較的 切りくず処理が良い
・ 後半パスでのびびりが発生しやすい (切削抵抗が上がる)
・ NC変更が必要なケースがある (標準は面積一定が一般的)
1パス
2パス
3パス
4パス
5パス
X2
X1
●計算式
●修正フランクインフィードプログラム
21
インフィード方法
切込み量
ラジアル
フランク
切込み一定
面積一定
優先項目
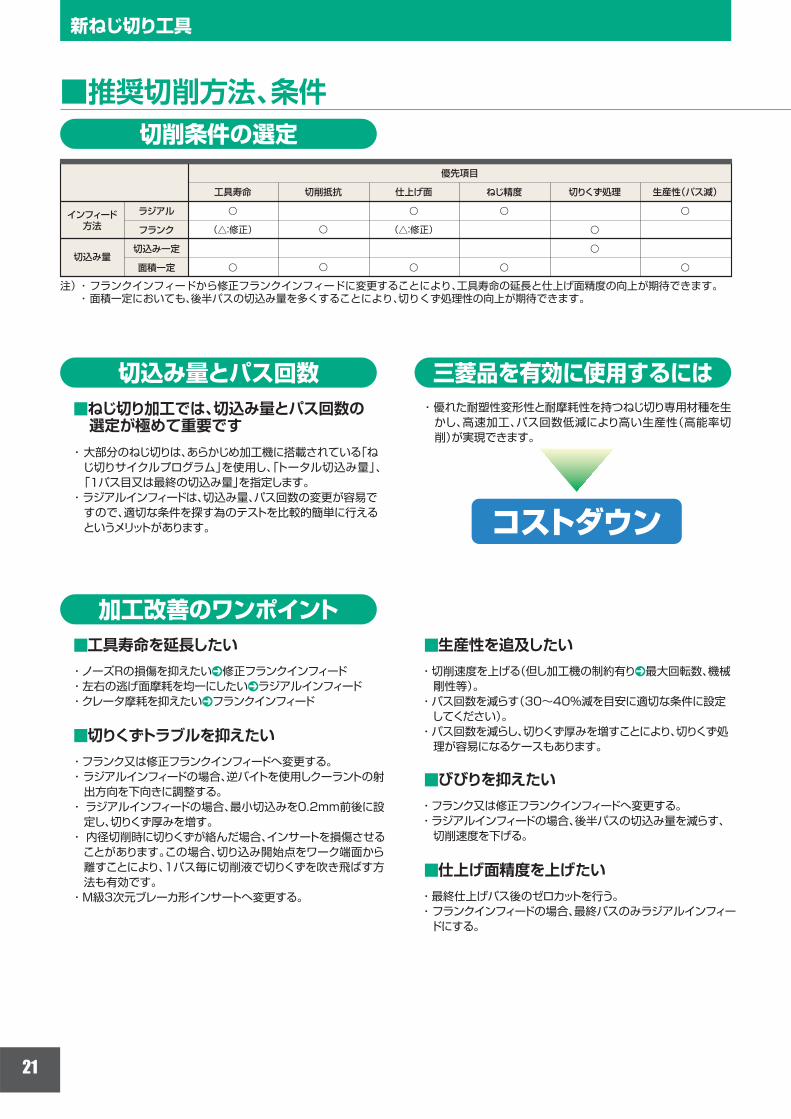
工具寿命 切削抵抗 仕上げ面 ねじ精度 切りくず処理 生産性(パス減)
u
(]:修正)
u
u
(]:修正)
u
u
u
u
u
u
u
・ 大部分のねじ切りは、あらかじめ加工機に搭載されている「ねじ切りサイクルプログラム」を使用し、「トータル切込み量」、「1パス目又は最終の切込み量」を指定します。・ ラジアルインフィードは、切込み量、パス回数の変更が容易ですので、適切な条件を探す為のテストを比較的簡単に行えるというメリットがあります。
切込み量とパス回数
切削条件の選定
加工改善のワンポイント
三菱品を有効に使用するには
注) ・ フランクインフィードから修正フランクインフィードに変更することにより、工具寿命の延長と仕上げ面精度の向上が期待できます。 ・ 面積一定においても、後半パスの切込み量を多くすることにより、切りくず処理性の向上が期待できます。
yねじ切り加工では、切込み量とパス回数の 選定が極めて重要です
y工具寿命を延長したい
・ フランク又は修正フランクインフィードへ変更する。・ ラジアルインフィードの場合、後半パスの切込み量を減らす、切削速度を下げる。
・ ノーズRの損傷を抑えたい^修正フランクインフィード・ 左右の逃げ面摩耗を均一にしたい^ラジアルインフィード・ クレータ摩耗を抑えたい^フランクインフィード
yびびりを抑えたい
・ 最終仕上げパス後のゼロカットを行う。・ フランクインフィードの場合、最終パスのみラジアルインフィードにする。
y仕上げ面精度を上げたい
・ フランク又は修正フランクインフィードへ変更する。・ ラジアルインフィードの場合、逆バイトを使用しクーラントの射出方向を下向きに調整する。
・ ラジアルインフィードの場合、最小切込みを0.2mm前後に設定し、切りくず厚みを増す。
・ 内径切削時に切りくずが絡んだ場合、インサートを損傷させることがあります。この場合、切り込み開始点をワーク端面から離すことにより、1パス毎に切削液で切りくずを吹き飛ばす方法も有効です。
・ M級3次元ブレーカ形インサートへ変更する。
y切りくずトラブルを抑えたい
・ 切削速度を上げる(但し加工機の制約有り^最大回転数、機械剛性等)。
・ パス回数を減らす(30~40%減を目安に適切な条件に設定してください)。
・ パス回数を減らし、切りくず厚みを増すことにより、切りくず処理が容易になるケースもあります。
y生産性を追及したい
・ 優れた耐塑性変形性と耐摩耗性を持つねじ切り専用材種を生かし、高速加工、パス回数低減により高い生産性(高能率切削)が実現できます。
コストダウン
■推奨切削方法、条件
新ねじ切り工具
u
u
22
0.5
0.75
1
1.25
1.5
1.75
2
2.5
3
3.5
4
4.5
5
≦&1.9
≦&2.9
≦&3.8
≦&4.8
≦&5.7
≦&6.7
≦&7.6
≦&9.5
≦&11.4
≦&13.3
≦&15.2
≦&17.1
≦&19.0
─
─
─
─
─
─
─
─
─
─
─
─
─
&1.9
&2.9
&3.8
&4.8
&5.7
&6.7
&7.6
&9.5
&11.4
&13.3
&15.2
&17.1
&19.0
&2.2
&3.2
&4.3
&5.4
&6.5
&7.6
&8.6
&10.8
&13.0
&15.1
&17.3
&19.4
&21.6
─
─
─
─
─
─
─
─
─
─
─
─
─
&2.2
&3.2
&4.3
&5.4
&6.5
&7.6
&8.6
&10.8
&13.0
&15.1
&17.3
&19.4
&21.6
&2.8
&4.3
&5.7
&7.1
&8.5
&9.9
&11.4
&14.2
&17.0
&19.9
&22.7
&25.6
&28.4
─
─
─
─
─
─
─
─
─
─
─
─
─
&2.8
&4.3
&5.7
&7.1
&8.5
&9.9
&11.4
&14.2
&17.0
&19.9
&22.7
&25.6
&28.4
&4.3
&6.5
&8.7
&10.9
&13.0
&15.2
&17.4
&21.7
&26.0
&30.4
&34.7
&39.1
&43.4
─
─
─
─
─
─
─
─
─
─
─
─
─
&4.3
&6.5
&8.7
&10.9
&13.0
&15.2
&17.4
&21.7
&26.0
&30.4
&34.7
&39.1
&43.4
&11.4
&17.1
&22.8
&28.5
&34.2
&39.9
&45.6
&57.0
&68.4
&79.8
&91.2
&102.6
&114.0
─
─
─
─
─
─
─
─
─
─
─
─
─
&4.3
&6.5
&8.7
&10.9
&13.0
&15.2
&17.4
&21.7
&26.0
&30.4
&34.7
&39.1
&43.4
&11.4
&17.1
&22.8
&28.5
&34.2
&39.9
&45.6
&57.0
&68.4
&79.8
&91.2
&102.6
&114.0
≧&11.4
≧&17.1
≧&22.8
≧&28.5
≧&34.2
≧&39.9
≧&45.6
≧&57.0
≧&68.4
≧&79.8
≧&91.2
≧&102.6
≧&114.0
≧&11.4
≧&17.1
≧&22.8
≧&28.5
≧&34.2
≧&39.9
≧&45.6
≧&57.0
≧&68.4
≧&79.8
≧&91.2
≧&102.6
≧&114.0
≦&4.3
≦&6.5
≦&8.7
≦&10.9
≦&13.0
≦&15.2
≦&17.4
≦&21.7
≦&26.0
≦&30.4
≦&34.7
≦&39.1
≦&43.4
6°8.5°60°
7°7°55°
2.5°4°30°
2.5°4°29°
4
5
6
7
8
9
10
3
2
1
500 100 150 200
3
4
5
67
1014182432
%=1.5°
%=0.5°
%=2.5°
%=3.5°%=4.5°
4
5
6
7
8
9
10
3
2
1
500 100 150 200
3
4
5
67
1014182432
%=─1.5°
%=─0.5°
(標準シート)
tan% = =)d
I
)d
nP
シートの選び方
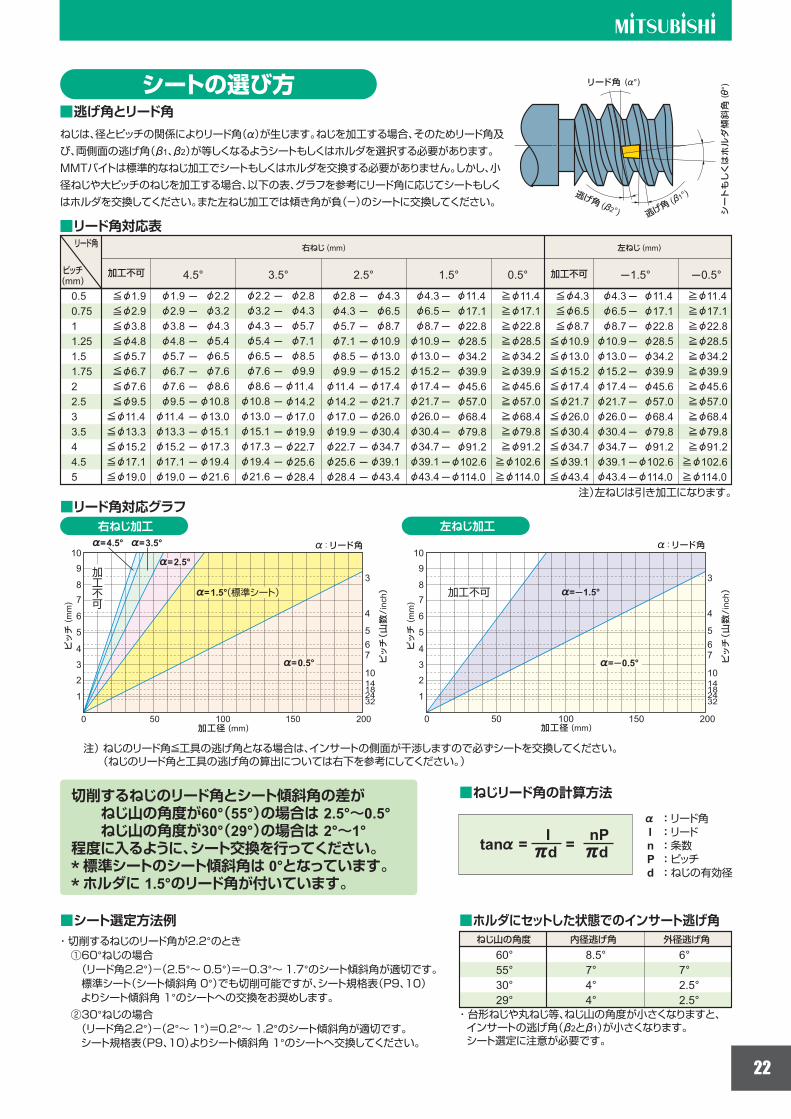
ねじは、径とピッチの関係によりリード角(%)が生じます。ねじを加工する場合、そのためリード角及び、両側面の逃げ角($1、$2)が等しくなるようシートもしくはホルダを選択する必要があります。MMTバイトは標準的なねじ加工でシートもしくはホルダを交換する必要がありません。しかし、小径ねじや大ピッチのねじを加工する場合、以下の表、グラフを参考にリード角に応じてシートもしくはホルダを交換してください。また左ねじ加工では傾き角が負(-)のシートに交換してください。
4.5° 3.5° 2.5° 1.5° ─1.5° ─0.5°0.5°
加工径 (mm)
% : リード角
ピッチ
(m
m)
ピッチ(山数/i
nch)
加工径 (mm)
% : リード角
ピッチ
(m
m)
ピッチ(山数/i
nch)
y逃げ角とリード角
・切削するねじのリード角が2.2°のとき ①60°ねじの場合 (リード角2.2°)-(2.5°~0.5°)=-0.3°~1.7°のシート傾斜角が適切です。 標準シート(シート傾斜角 0°)でも切削可能ですが、シート規格表(P9、10) よりシート傾斜角 1°のシートへの交換をお奨めします。
②30°ねじの場合 (リード角2.2°)-(2°~1°)=0.2°~1.2°のシート傾斜角が適切です。 シート規格表(P9、10)よりシート傾斜角 1°のシートへ交換してください。
■シート選定方法例
yリード角対応表
■リード角対応グラフ右ねじ加工 左ねじ加工
逃げ角 ($
1°)
リード角 (%°)
リード角
加工不可 加工不可ピッチ(mm)
右ねじ (mm) 左ねじ (mm)
注)左ねじは引き加工になります。
加工不可
加工不可
シートもしくはホルダ傾斜角
('
°)
逃げ角 ($2°)
■ホルダにセットした状態でのインサート逃げ角
■ねじリード角の計算方法
ねじ山の角度 内径逃げ角 外径逃げ角
・台形ねじや丸ねじ等、ねじ山の角度が小さくなりますと、 インサートの逃げ角($2と$1)が小さくなります。 シート選定に注意が必要です。
切削するねじのリード角とシート傾斜角の差が ねじ山の角度が60°(55°)の場合は 2.5°~0.5°
ねじ山の角度が30°(29°)の場合は 2°~1°
程度に入るように、シート交換を行ってください。* 標準シートのシート傾斜角は 0°となっています。* ホルダに 1.5°のリード角が付いています。
% : リード角 I : リード n : 条数 P : ピッチ d : ねじの有効径
注) ねじのリード角≦工具の逃げ角となる場合は、インサートの側面が干渉しますので必ずシートを交換してください。 (ねじのリード角と工具の逃げ角の算出については右下を参考にしてください。)
23
MMT16ER050ISO16ER075ISO16ER100ISO16ER125ISO16ER150ISO16ER175ISO16ER200ISO16ER250ISO16ER300ISO22ER350ISO22ER400ISO22ER450ISO22ER500ISO
─ ─
MMT16ER100ISO-S16ER125ISO-S16ER150ISO-S16ER175ISO-S16ER200ISO-S16ER250ISO-S16ER300ISO-S
─ ─ ─ ─
0.50.751.01.251.51.752.02.53.03.54.04.55.0
0.310.460.610.770.921.071.231.531.842.152.452.763.07
0.100.160.180.190.220.220.240.260.270.330.340.380.42
0.080.140.150.170.210.210.230.230.250.300.310.340.38
0.070.100.120.140.170.160.170.190.200.240.240.280.32
0.060.060.100.110.140.130.160.170.180.210.220.240.27
0.060.100.120.110.140.150.160.180.190.220.24
0.060.060.090.120.130.140.170.170.200.22
0.090.110.120.130.150.160.180.20
0.060.060.110.120.140.140.160.18
0.110.120.140.140.160.18
0.060.110.120.130.150.17
0.100.110.120.140.16
0.060.060.120.130.15
0.110.120.12
0.060.060.06
MMT16ER320UN16ER280UN16ER240UN16ER200UN16ER180UN16ER160UN16ER140UN16ER130UN16ER120UN16ER110UN16ER100UN16ER090UN16ER080UN22ER070UN22ER060UN22ER050UN
─ ─ ─ ─ ─
MMT16ER160UN-S16ER140UN-S
─ MMT16ER120UN-S
─ ─ ─ ─ ─ ─ ─
3228242018161413121110
98765
0.490.560.650.780.870.971.111.201.301.421.561.731.952.222.603.12
0.170.170.180.200.220.220.230.250.280.280.280.340.350.370.420.43
0.150.140.160.180.200.200.210.220.230.230.240.290.300.330.350.39
0.110.100.140.130.150.150.160.170.180.190.190.220.240.280.290.31
0.060.090.110.110.130.120.130.140.160.160.160.170.190.240.250.27
0.060.060.100.110.110.110.130.140.140.140.150.160.200.210.24
0.060.060.110.110.120.130.130.130.140.150.170.180.22
0.060.100.110.120.120.130.130.140.160.170.20
0.060.060.060.110.120.120.130.150.160.19
0.060.110.110.120.140.150.19
0.060.060.110.120.130.18
0.060.060.120.17
0.110.15
0.060.12 0.06
MMT16ER280W16ER260W16ER200W16ER190W16ER180W16ER160W16ER140W16ER120W16ER110W16ER100W16ER090W16ER080W22ER070W22ER060W22ER050W
28262019181614121110
98765
0.580.630.810.860.901.021.161.361.481.631.812.032.322.713.25
0.170.180.200.210.250.210.230.270.270.270.280.300.340.350.42
0.140.150.180.190.190.180.210.250.240.250.260.270.320.330.40
0.110.130.140.150.150.150.170.200.200.200.210.220.260.270.35
0.100.110.120.130.130.130.140.160.170.170.180.190.220.230.29
0.060.060.110.120.120.110.120.150.150.150.160.170.200.210.26
0.060.060.060.090.120.140.140.150.150.160.180.200.24
0.090.110.130.130.130.140.150.170.190.22
0.060.060.060.120.130.130.140.160.170.20
0.060.120.120.130.150.160.19
0.060.120.120.140.150.18
0.060.120.120.140.17
0.060.060.130.15
0.120.12
0.060.06
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 2 3 4 5 6 7 8 9 10 11 12 13 14
─ ─ ─
MMT16ER190W-S─ ─
MMT16ER140W-S─
MMT16ER110W-S─ ─ ─ ─ ─ ─
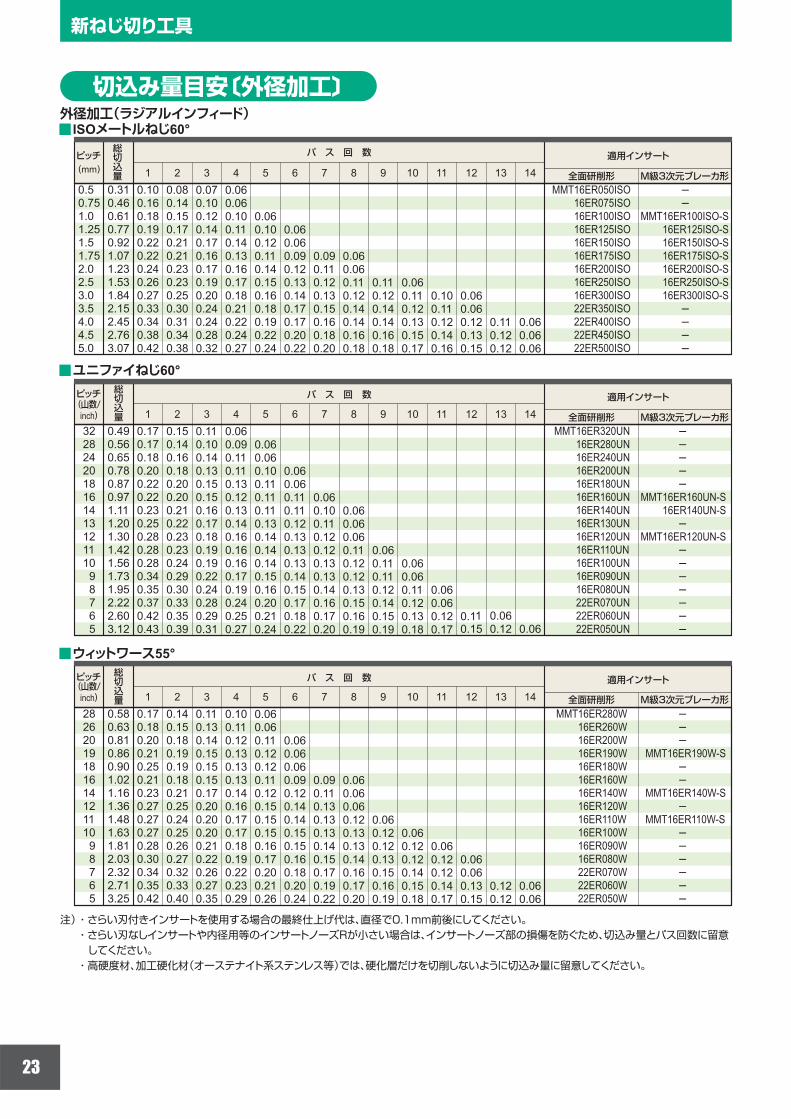
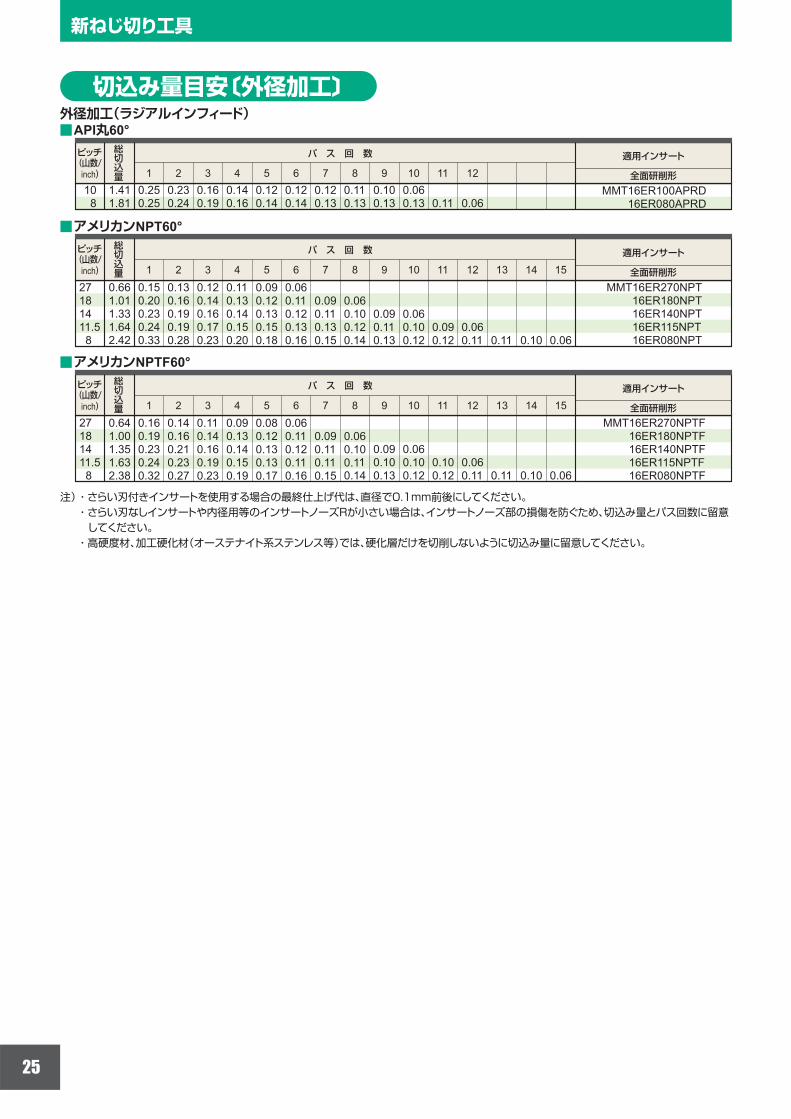
切込み量目安〔外径加工〕
(mm)
y ISOメートルねじ60°
外径加工(ラジアルインフィード)
ピッチ パ ス 回 数
全面研削形 M級3次元ブレーカ形
適用インサート
全面研削形 M級3次元ブレーカ形
適用インサート
全面研削形 M級3次元ブレーカ形
適用インサート
総切込量
(山数/inch)
yユニファイねじ60°
ピッチ パ ス 回 数総切込量
(山数/inch)
yウィットワース55°
ピッチ パ ス 回 数総切込量
新ねじ切り工具
注) ・ さらい刃付きインサートを使用する場合の最終仕上げ代は、直径で0.1mm前後にしてください。 ・ さらい刃なしインサートや内径用等のインサートノーズRが小さい場合は、インサートノーズ部の損傷を防ぐため、切込み量とパス回数に留意
してください。 ・ 高硬度材、加工硬化材(オーステナイト系ステンレス等)では、硬化層だけを切削しないように切込み量に留意してください。
24
MMT16ER100RD16ER080RD16ER060RD22ER040RD
1.271.592.123.18
0.230.230.260.34
0.210.210.250.33
0.200.200.240.32
0.190.190.220.30
0.160.180.210.28
0.120.160.190.26
0.100.140.170.24
0.060.120.160.22
0.100.140.20
0.060.120.19
0.100.17
0.060.15 0.12 0.06
MMT16ER150TR16ER200TR16ER300TR22ER400TR22ER500TR
0.901.251.752.252.75
0.230.290.320.330.35
0.210.260.310.320.32
0.160.210.240.240.26
0.130.170.190.220.24
0.110.140.180.210.22
0.060.120.170.170.21
0.060.150.160.19
0.130.150.19
0.060.140.17
0.130.15
0.120.14
0.160.13 0.12 0.06
MMT16ER120ACME16ER100ACME16ER080ACME22ER060ACME22ER050ACME
1.191.521.842.372.79
0.270.290.300.340.36
0.230.250.260.300.33
0.200.210.220.270.30
0.170.180.190.240.26
0.140.160.160.210.23
0.120.140.150.190.20
0.060.120.140.160.18
0.110.130.140.17
0.060.120.120.16
0.110.120.15
0.060.110.14
0.110.13
0.060.12 0.06
MMT16ER320UNJ16ER280UNJ16ER240UNJ16ER200UNJ16ER180UNJ16ER160UNJ16ER140UNJ16ER120UNJ16ER100UNJ16ER080UNJ
0.460.520.610.730.810.921.051.221.471.83
0.160.160.170.190.230.260.260.280.300.31
0.140.120.140.160.180.210.230.270.290.30
0.100.090.140.130.140.140.170.200.210.23
0.060.090.100.100.100.120.120.170.150.18
0.060.060.090.100.100.110.130.130.15
0.060.060.090.100.110.120.14
0.060.060.110.13
0.100.12
0.060.11 0.10 0.06
1210
865
322824201816141210
8
10864
1.52.03.04.05.0
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 2 3 4 5 6 7 8 9 10 11
MMT16ER280BSPT16ER190BSPT16ER140BSPT16ER110BSPT
─ MMT16ER190BSPT-S
16ER140BSPT-S16ER110BSPT-S
28191411
0.580.861.161.48
0.170.220.240.25
0.140.190.200.23
0.110.150.170.21
0.100.120.140.18
0.060.120.120.16
0.060.120.14
0.110.13
0.060.12 0.06
1 2 3 4 5 6 7 8 9
MMT22ER050APBU1.55 0.25 0.23 0.17 0.15 0.13 0.12 0.12 0.11 0.11 0.10 0.065
1 2 3 4 5 6 7 8 9 10 11
(山数/inch)
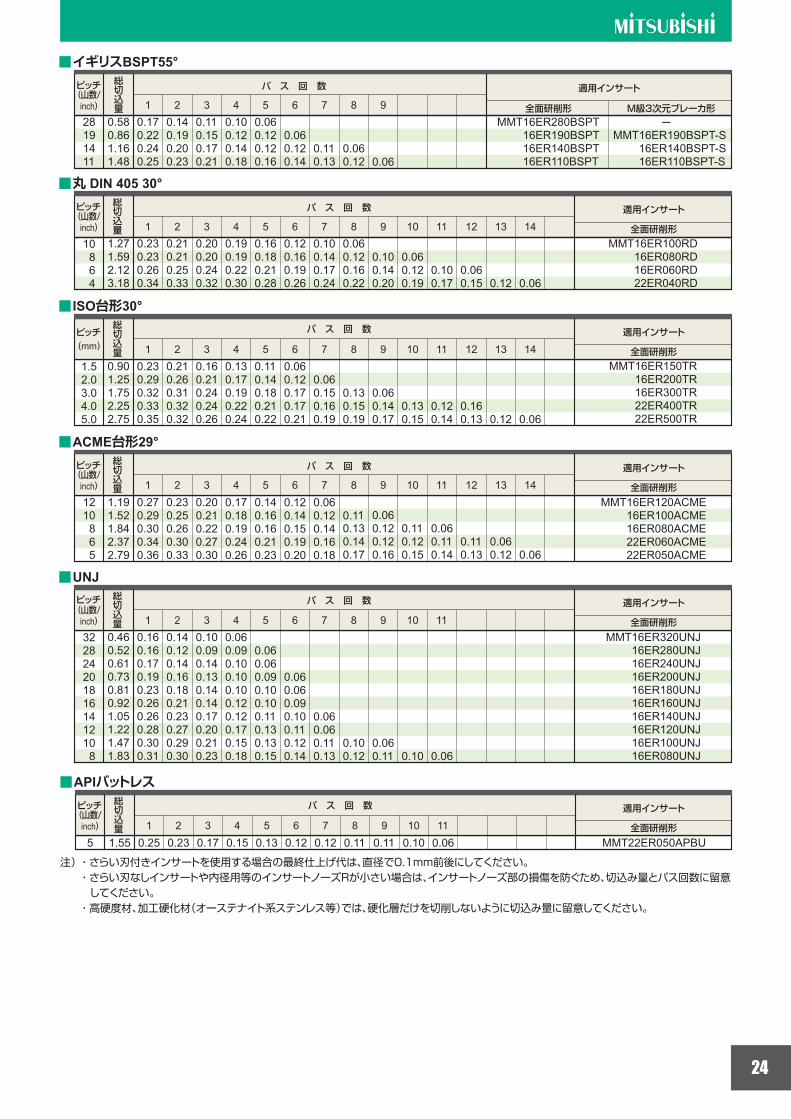
y丸 DIN 405 30°
ピッチ パ ス 回 数 適用インサート
全面研削形
総切込量
(山数/inch)
yACME台形29°
ピッチ パ ス 回 数総切込量
(山数/inch)
yUNJ
ピッチ パ ス 回 数総切込量
(mm)
y ISO台形30°
ピッチ パ ス 回 数総切込量
全面研削形 M級3次元ブレーカ形
適用インサート(山数/inch)
yイギリスBSPT55°
ピッチ パ ス 回 数総切込量
(山数/inch)
yAPIバットレスピッチ パ ス 回 数総
切込量
適用インサート
全面研削形
適用インサート
全面研削形
適用インサート
全面研削形
適用インサート
全面研削形
注) ・ さらい刃付きインサートを使用する場合の最終仕上げ代は、直径で0.1mm前後にしてください。 ・ さらい刃なしインサートや内径用等のインサートノーズRが小さい場合は、インサートノーズ部の損傷を防ぐため、切込み量とパス回数に留意
してください。 ・ 高硬度材、加工硬化材(オーステナイト系ステンレス等)では、硬化層だけを切削しないように切込み量に留意してください。
25
MMT16ER100APRD
16ER080APRD
1.41
1.81
0.25
0.25
0.23
0.24
0.16
0.19
0.14
0.16
0.12
0.14
0.12
0.14
0.12
0.13
0.11
0.13
0.10
0.13
0.06
0.13 0.11 0.06
MMT16ER270NPT
16ER180NPT
16ER140NPT
16ER115NPT
16ER080NPT
0.66
1.01
1.33
1.64
2.42
0.15
0.20
0.23
0.24
0.33
0.13
0.16
0.19
0.19
0.28
0.12
0.14
0.16
0.17
0.23
0.11
0.13
0.14
0.15
0.20
0.09
0.12
0.13
0.15
0.18
0.06
0.11
0.12
0.13
0.16
0.09
0.11
0.13
0.15
0.06
0.10
0.12
0.14
0.09
0.11
0.13
0.06
0.10
0.12
0.09
0.12
0.06
0.11 0.11 0.10 0.06
MMT16ER270NPTF
16ER180NPTF
16ER140NPTF
16ER115NPTF
16ER080NPTF
0.64
1.00
1.35
1.63
2.38
0.16
0.19
0.23
0.24
0.32
0.14
0.16
0.21
0.23
0.27
0.11
0.14
0.16
0.19
0.23
0.09
0.13
0.14
0.15
0.19
0.08
0.12
0.13
0.13
0.17
0.06
0.11
0.12
0.11
0.16
0.09
0.11
0.11
0.15
0.06
0.10
0.11
0.14
0.09
0.10
0.13
0.06
0.10
0.12
0.10
0.12
0.06
0.11 0.11 0.10 0.06
10
8
27
18
14
11.5
8
27
18
14
11.5
8
1 2 3 4 5 6 7 8 9 10 11 12
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
切込み量目安〔外径加工〕外径加工(ラジアルインフィード)
新ねじ切り工具
(山数/inch)
yAPI丸60°
ピッチ パ ス 回 数総切込量
(山数/inch)
yアメリカンNPT60°
ピッチ パ ス 回 数総切込量
(山数/inch)
yアメリカンNPTF60°
ピッチ パ ス 回 数総切込量
適用インサート
全面研削形
適用インサート
全面研削形
適用インサート
全面研削形
注) ・ さらい刃付きインサートを使用する場合の最終仕上げ代は、直径で0.1mm前後にしてください。 ・ さらい刃なしインサートや内径用等のインサートノーズRが小さい場合は、インサートノーズ部の損傷を防ぐため、切込み量とパス回数に留意
してください。 ・ 高硬度材、加工硬化材(オーステナイト系ステンレス等)では、硬化層だけを切削しないように切込み量に留意してください。
26
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 2 3 4 5 6 7 8 9 10 11 12 13 14
MMT16IR050ISO
16IR075ISO
16IR100ISO
16IR125ISO
16IR150ISO
16IR175ISO
16IR200ISO
16IR250ISO
16IR300ISO
22IR350ISO
22IR400ISO
22IR450ISO
22IR500ISO
MMT16IR100ISO-S
16IR125ISO-S
16IR150ISO-S
16IR175ISO-S
16IR200ISO-S
16IR250ISO-S
16IR300ISO-S
MMT11IR050ISO
11IR075ISO
11IR100ISO
11IR125ISO
11IR150ISO
11IR175ISO
11IR200ISO
MMT11IR100ISO-S
11IR125ISO-S
11IR150ISO-S
0.5
0.75
1.0
1.25
1.5
1.75
2.0
2.5
3.0
3.5
4.0
4.5
5.0
0.29
0.43
0.58
0.72
0.87
1.01
1.15
1.44
1.73
2.02
2.31
2.60
2.89
0.09
0.15
0.17
0.18
0.21
0.21
0.24
0.25
0.26
0.32
0.33
0.36
0.41
0.07
0.13
0.15
0.16
0.20
0.20
0.22
0.24
0.25
0.30
0.31
0.33
0.38
0.07
0.09
0.11
0.12
0.16
0.15
0.18
0.21
0.22
0.23
0.24
0.28
0.32
0.06
0.06
0.09
0.11
0.13
0.12
0.14
0.15
0.17
0.19
0.22
0.24
0.27
0.06
0.09
0.11
0.10
0.12
0.13
0.14
0.17
0.18
0.21
0.24
0.06
0.06
0.09
0.10
0.12
0.13
0.15
0.15
0.19
0.21
0.08
0.09
0.10
0.12
0.14
0.14
0.16
0.18
0.06
0.06
0.09
0.11
0.13
0.13
0.15
0.16
0.09
0.10
0.12
0.12
0.14
0.15
0.06
0.09
0.11
0.12
0.13
0.14
0.08
0.10
0.11
0.12
0.13
0.06
0.06
0.10
0.12
0.12
0.10
0.11
0.12
0.06
0.06
0.06
MMT16IR320UN
16IR280UN
16IR240UN
16IR200UN
16IR180UN
16IR160UN
16IR140UN
16IR130UN
16IR120UN
16IR110UN
16IR100UN
16IR090UN
16IR080UN
22IR070UN
22IR060UN
22IR050UN
─
─
─
─
─
MMT16IR160UN-S
16IR140UN-S
─
MMT16IR120UN-S
─
─
─
─
─
─
─
MMT11IR320UN
11IR280UN
11IR240UN
11IR200UN
11IR180UN
11IR160UN
11IR140UN
─
─
─
─
─
─
─
─
─
32
28
24
20
18
16
14
13
12
11
10
9
8
7
6
5
0.46
0.52
0.61
0.73
0.81
0.92
1.05
1.13
1.22
1.33
1.47
1.63
1.83
2.09
2.44
2.93
0.16
0.16
0.17
0.18
0.20
0.20
0.21
0.22
0.24
0.24
0.25
0.31
0.31
0.36
0.40
0.41
0.14
0.13
0.15
0.15
0.18
0.18
0.18
0.19
0.22
0.22
0.22
0.23
0.26
0.30
0.33
0.35
0.10
0.09
0.13
0.13
0.14
0.15
0.15
0.16
0.18
0.20
0.21
0.21
0.21
0.24
0.25
0.31
0.06
0.08
0.10
0.11
0.12
0.12
0.13
0.14
0.16
0.15
0.14
0.17
0.18
0.21
0.23
0.26
0.06
0.06
0.10
0.11
0.11
0.11
0.13
0.13
0.12
0.13
0.15
0.16
0.18
0.19
0.23
0.06
0.06
0.10
0.11
0.12
0.12
0.12
0.12
0.14
0.15
0.17
0.17
0.21
0.06
0.10
0.11
0.11
0.11
0.12
0.13
0.14
0.16
0.16
0.20
0.06
0.06
0.06
0.11
0.11
0.12
0.13
0.15
0.15
0.19
0.06
0.11
0.11
0.12
0.14
0.14
0.17
0.06
0.06
0.11
0.12
0.13
0.15
0.06
0.06
0.12
0.14
0.11
0.13
0.06
0.12 0.06
MMT16IR280W
16IR260W
16IR200W
16IR190W
16IR180W
16IR160W
16IR140W
16IR120W
16IR110W
16IR100W
16IR090W
16IR080W
22IR070W
22IR060W
22IR050W
─
─
─
MMT16IR190W-S
─
─
MMT16IR140W-S
16IR120W-S
─
─
─
─
─
─
─
─
─
─
MMT11IR190W
─
─
MMT11IR140W
─
─
─
─
─
─
─
─
28
26
20
19
18
16
14
12
11
10
9
8
7
6
5
0.58
0.63
0.81
0.86
0.90
1.02
1.16
1.36
1.48
1.63
1.81
2.03
2.32
2.71
3.25
0.17
0.18
0.20
0.21
0.25
0.21
0.23
0.27
0.27
0.27
0.28
0.30
0.34
0.35
0.42
0.14
0.15
0.18
0.19
0.19
0.18
0.21
0.25
0.24
0.25
0.26
0.27
0.32
0.33
0.40
0.11
0.13
0.14
0.15
0.15
0.15
0.17
0.20
0.20
0.20
0.21
0.22
0.26
0.27
0.35
0.10
0.11
0.12
0.13
0.13
0.13
0.14
0.16
0.17
0.17
0.18
0.19
0.22
0.23
0.29
0.06
0.06
0.11
0.12
0.12
0.11
0.12
0.15
0.15
0.15
0.16
0.17
0.20
0.21
0.26
0.06
0.06
0.06
0.09
0.12
0.14
0.14
0.15
0.15
0.16
0.18
0.20
0.24
0.09
0.11
0.13
0.13
0.13
0.14
0.15
0.17
0.19
0.22
0.06
0.06
0.06
0.12
0.13
0.13
0.14
0.16
0.17
0.20
0.06
0.12
0.12
0.13
0.15
0.16
0.19
0.06
0.12
0.12
0.14
0.15
0.18
0.06
0.12
0.12
0.14
0.17
0.06
0.06
0.13
0.15
0.12
0.12
0.06
0.06
─
─
─
─
─
─
─
─
─
─
─
─
─
─
─
─
─
─
─
─
─
─
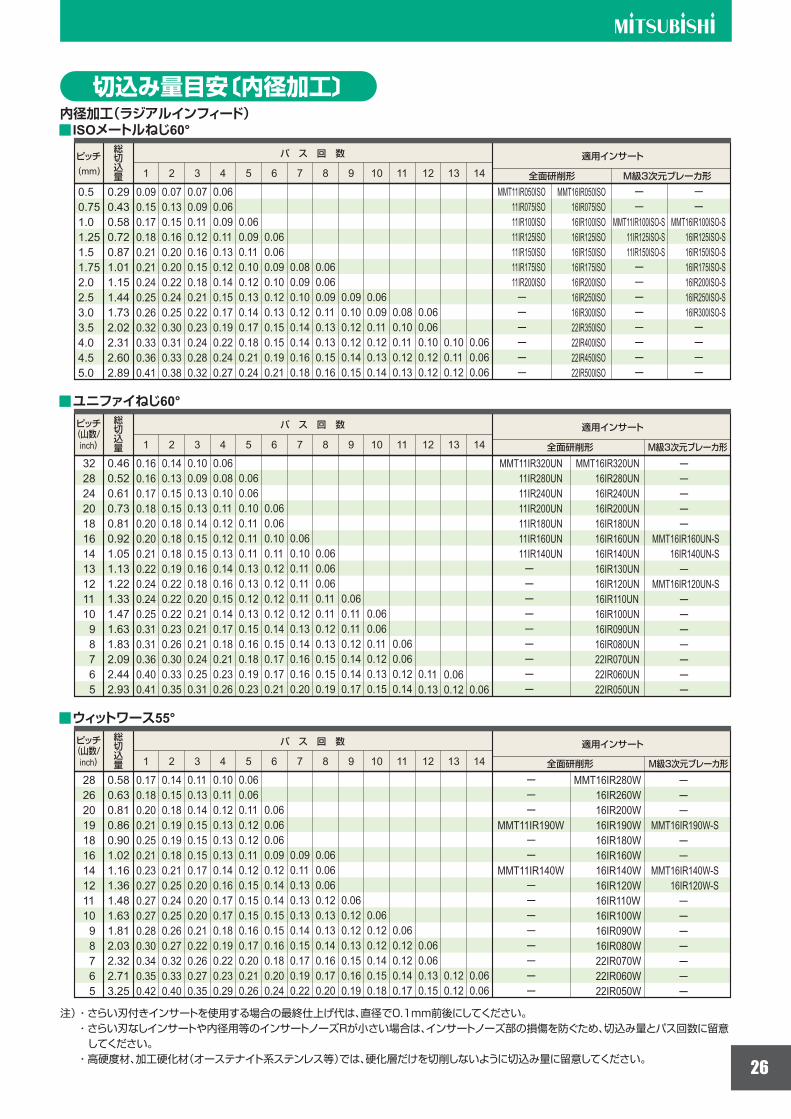
切込み量目安〔内径加工〕
(mm)
y ISOメートルねじ60°
ピッチ パ ス 回 数総切込量
(山数/inch)
yユニファイねじ60°
ピッチ パ ス 回 数総切込量
(山数/inch)
yウィットワース55°
ピッチ パ ス 回 数総切込量
内径加工(ラジアルインフィード)
全面研削形 M級3次元ブレーカ形
適用インサート
全面研削形 M級3次元ブレーカ形
適用インサート
全面研削形 M級3次元ブレーカ形
適用インサート
注) ・ さらい刃付きインサートを使用する場合の最終仕上げ代は、直径で0.1mm前後にしてください。 ・ さらい刃なしインサートや内径用等のインサートノーズRが小さい場合は、インサートノーズ部の損傷を防ぐため、切込み量とパス回数に留意
してください。 ・ 高硬度材、加工硬化材(オーステナイト系ステンレス等)では、硬化層だけを切削しないように切込み量に留意してください。

27
1 2 3 4 5 6 7 8 9
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 2 3 4 5 6 7 8 9 10 11 12 13 14
1 2 3 4 5 6 7 8 9 10 11
1 2 3 4 5 6 7 8 9 10 11 12
1.19
1.52
1.84
2.37
2.79
0.27
0.29
0.30
0.34
0.36
0.23
0.25
0.26
0.30
0.33
0.20
0.21
0.22
0.27
0.30
0.17
0.18
0.19
0.24
0.26
0.14
0.16
0.16
0.21
0.23
0.12
0.14
0.15
0.19
0.20
0.06
0.12
0.14
0.16
0.18
0.11
0.13
0.14
0.17
0.06
0.12
0.12
0.16
0.11
0.12
0.15
0.06
0.11
0.14
0.11
0.13
0.06
0.12 0.06
MMT16IR120ACME
16IR100ACME
16IR080ACME
22IR060ACME
22IR050ACME
1.55 0.25 0.23 0.17 0.15 0.13 0.12 0.12 0.11 0.11 0.10 0.06 MMT22IR050APBU
1.41
1.81
0.25
0.25
0.23
0.24
0.16
0.19
0.14
0.16
0.12
0.14
0.12
0.14
0.12
0.13
0.11
0.13
0.10
0.13
0.06
0.13 0.11 0.06
MMT16IR100APRD
16IR080APRD
0.90
1.25
1.75
2.25
2.75
0.23
0.29
0.32
0.33
0.35
0.21
0.26
0.31
0.32
0.32
0.16
0.21
0.24
0.24
0.26
0.13
0.17
0.19
0.22
0.24
0.11
0.14
0.18
0.21
0.22
0.06
0.12
0.17
0.17
0.21
0.06
0.15
0.16
0.19
0.13
0.15
0.19
0.06
0.14
0.17
0.13
0.15
0.12
0.14
0.06
0.13 0.12 0.06
MMT16IR100RD
16IR080RD
16IR060RD
22IR040RD
1.27
1.59
2.12
3.18
0.23
0.23
0.26
0.34
0.21
0.21
0.25
0.33
0.20
0.20
0.24
0.32
0.19
0.19
0.22
0.30
0.16
0.18
0.21
0.28
0.12
0.16
0.19
0.26
0.10
0.14
0.17
0.24
0.06
0.12
0.16
0.22
0.10
0.14
0.20
0.06
0.12
0.19
0.10
0.17
0.06
0.15 0.12 0.06
MMT16IR190BSPT
16IR140BSPT
16IR110BSPT
MMT16IR190BSPT-S
16IR140BSPT-S
16IR110BSPT-S
MMT11IR190BSPT
11IR140BSPT
MMT16IR150TR
16IR200TR
16IR300TR
22IR400TR
22IR500TR
─
0.86
1.16
1.48
0.22
0.24
0.25
0.19
0.20
0.23
0.15
0.17
0.21
0.12
0.14
0.18
0.12
0.12
0.16
0.06
0.12
0.14
0.11
0.13
0.06
0.12 0.06
12
10
8
6
5
5
10
8
10
8
6
4
19
14
11
1.5
2
3
4
5
切込み量目安〔内径加工〕内径加工(ラジアルインフィード)
新ねじ切り工具
(山数/inch)
yイギリスBSPT55°
ピッチ パ ス 回 数総切込量
(山数/inch)
y丸 DIN 405 30°
ピッチ パ ス 回 数総切込量
(山数/inch)
yACME台形29°
ピッチ パ ス 回 数総切込量
(山数/inch)
yAPIバットレスピッチ パ ス 回 数総
切込量
(山数/inch)
yAPI丸60°
ピッチ パ ス 回 数総切込量
(mm)
y ISO台形30°
ピッチ パ ス 回 数総切込量
全面研削形 M級3次元ブレーカ形
適用インサート
適用インサート
全面研削形
適用インサート
全面研削形
適用インサート
全面研削形
適用インサート
全面研削形
適用インサート
全面研削形
注) ・ さらい刃付きインサートを使用する場合の最終仕上げ代は、直径で0.1mm前後にしてください。 ・ さらい刃なしインサートや内径用等のインサートノーズRが小さい場合は、インサートノーズ部の損傷を防ぐため、切込み量とパス回数に留意
してください。 ・ 高硬度材、加工硬化材(オーステナイト系ステンレス等)では、硬化層だけを切削しないように切込み量に留意してください。
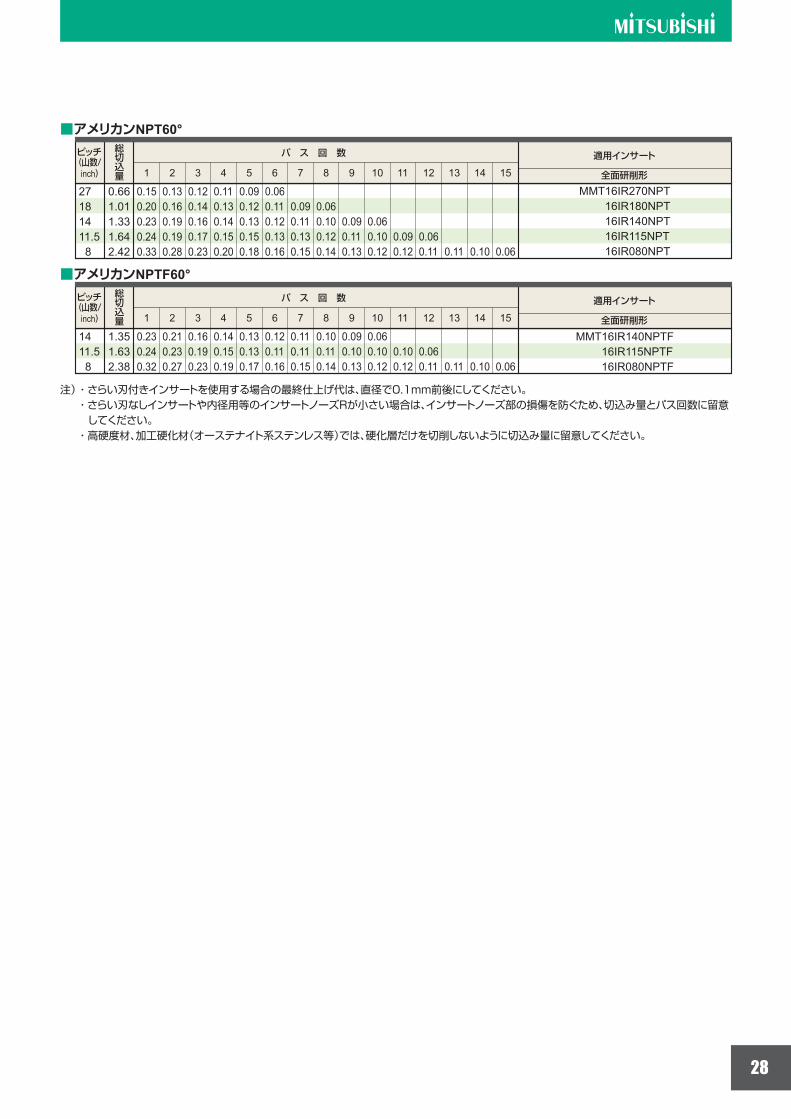
28
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
0.66
1.01
1.33
1.64
2.42
0.15
0.20
0.23
0.24
0.33
0.13
0.16
0.19
0.19
0.28
0.12
0.14
0.16
0.17
0.23
0.11
0.13
0.14
0.15
0.20
0.09
0.12
0.13
0.15
0.18
0.06
0.11
0.12
0.13
0.16
0.09
0.11
0.13
0.15
0.06
0.10
0.12
0.14
0.09
0.11
0.13
0.06
0.10
0.12
0.09
0.12
0.06
0.11 0.11 0.10 0.06
MMT16IR270NPT
16IR180NPT
16IR140NPT
16IR115NPT
16IR080NPT
1.35
1.63
2.38
0.23
0.24
0.32
0.21
0.23
0.27
0.16
0.19
0.23
0.14
0.15
0.19
0.13
0.13
0.17
0.12
0.11
0.16
0.11
0.11
0.15
0.10
0.11
0.14
0.09
0.10
0.13
0.06
0.10
0.12
0.10
0.12
0.06
0.11 0.11 0.10 0.06
MMT16IR140NPTF
16IR115NPTF
16IR080NPTF
27
18
14
11.5
8
14
11.5
8
(山数/inch)
■アメリカンNPT60°
ピッチ パ ス 回 数総切込量
(山数/inch)
■アメリカンNPTF60°
ピッチ パ ス 回 数総切込量
適用インサート
全面研削形
適用インサート
全面研削形
注) ・ さらい刃付きインサートを使用する場合の最終仕上げ代は、直径で0.1mm前後にしてください。 ・ さらい刃なしインサートや内径用等のインサートノーズRが小さい場合は、インサートノーズ部の損傷を防ぐため、切込み量とパス回数に留意
してください。 ・ 高硬度材、加工硬化材(オーステナイト系ステンレス等)では、硬化層だけを切削しないように切込み量に留意してください。
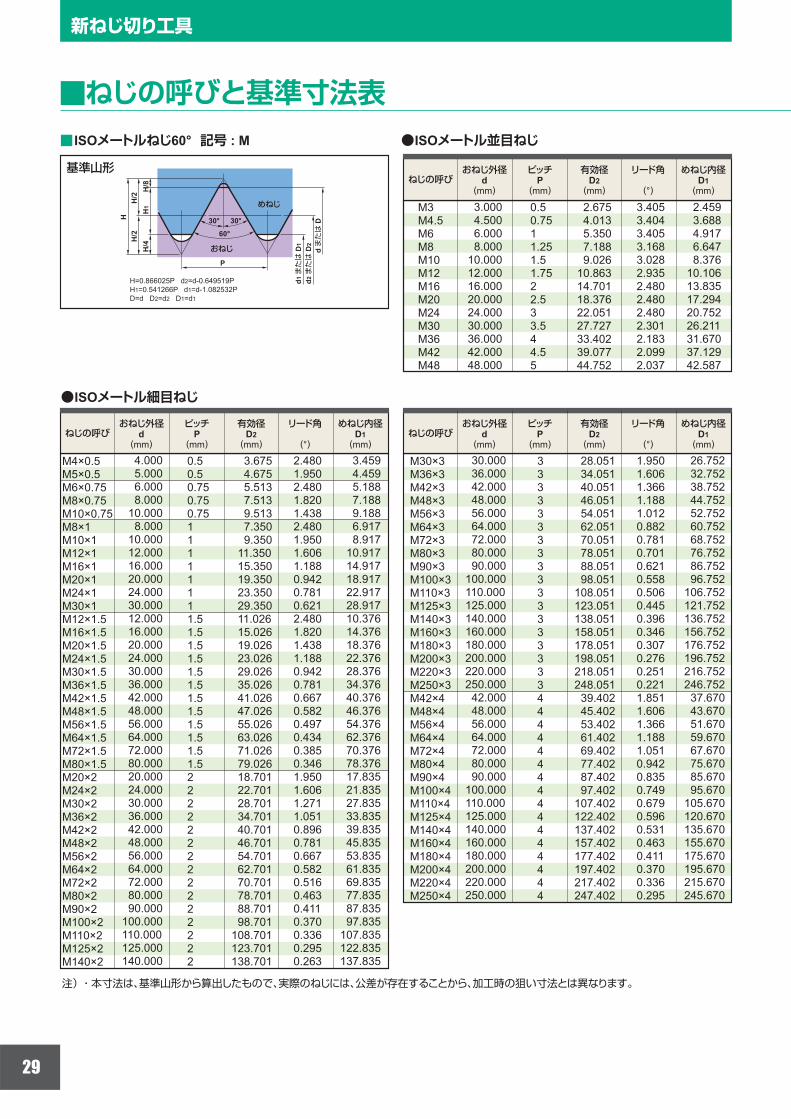
29
H
H/2
H1
H/8
H/2
H/4
30°
60°
P
30°
M4×0.5
M5×0.5
M6×0.75
M8×0.75
M10×0.75
M8×1
M10×1
M12×1
M16×1
M20×1
M24×1
M30×1
M12×1.5
M16×1.5
M20×1.5
M24×1.5
M30×1.5
M36×1.5
M42×1.5
M48×1.5
M56×1.5
M64×1.5
M72×1.5
M80×1.5
M20×2
M24×2
M30×2
M36×2
M42×2
M48×2
M56×2
M64×2
M72×2
M80×2
M90×2
M100×2
M110×2
M125×2
M140×2
0.5
0.5
0.75
0.75
0.75
1
1
1
1
1
1
1
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
1.5
2
2
2
2
2
2
2
2
2
2
2
2
2
2
2
3.675
4.675
5.513
7.513
9.513
7.350
9.350
11.350
15.350
19.350
23.350
29.350
11.026
15.026
19.026
23.026
29.026
35.026
41.026
47.026
55.026
63.026
71.026
79.026
18.701
22.701
28.701
34.701
40.701
46.701
54.701
62.701
70.701
78.701
88.701
98.701
108.701
123.701
138.701
2.480
1.950
2.480
1.820
1.438
2.480
1.950
1.606
1.188
0.942
0.781
0.621
2.480
1.820
1.438
1.188
0.942
0.781
0.667
0.582
0.497
0.434
0.385
0.346
1.950
1.606
1.271
1.051
0.896
0.781
0.667
0.582
0.516
0.463
0.411
0.370
0.336
0.295
0.263
3.459
4.459
5.188
7.188
9.188
6.917
8.917
10.917
14.917
18.917
22.917
28.917
10.376
14.376
18.376
22.376
28.376
34.376
40.376
46.376
54.376
62.376
70.376
78.376
17.835
21.835
27.835
33.835
39.835
45.835
53.835
61.835
69.835
77.835
87.835
97.835
107.835
122.835
137.835
4.000
5.000
6.000
8.000
10.000
8.000
10.000
12.000
16.000
20.000
24.000
30.000
12.000
16.000
20.000
24.000
30.000
36.000
42.000
48.000
56.000
64.000
72.000
80.000
20.000
24.000
30.000
36.000
42.000
48.000
56.000
64.000
72.000
80.000
90.000
100.000
110.000
125.000
140.000
M30×3
M36×3
M42×3
M48×3
M56×3
M64×3
M72×3
M80×3
M90×3
M100×3
M110×3
M125×3
M140×3
M160×3
M180×3
M200×3
M220×3
M250×3
M42×4
M48×4
M56×4
M64×4
M72×4
M80×4
M90×4
M100×4
M110×4
M125×4
M140×4
M160×4
M180×4
M200×4
M220×4
M250×4
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
3
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
28.051
34.051
40.051
46.051
54.051
62.051
70.051
78.051
88.051
98.051
108.051
123.051
138.051
158.051
178.051
198.051
218.051
248.051
39.402
45.402
53.402
61.402
69.402
77.402
87.402
97.402
107.402
122.402
137.402
157.402
177.402
197.402
217.402
247.402
1.950
1.606
1.366
1.188
1.012
0.882
0.781
0.701
0.621
0.558
0.506
0.445
0.396
0.346
0.307
0.276
0.251
0.221
1.851
1.606
1.366
1.188
1.051
0.942
0.835
0.749
0.679
0.596
0.531
0.463
0.411
0.370
0.336
0.295
26.752
32.752
38.752
44.752
52.752
60.752
68.752
76.752
86.752
96.752
106.752
121.752
136.752
156.752
176.752
196.752
216.752
246.752
37.670
43.670
51.670
59.670
67.670
75.670
85.670
95.670
105.670
120.670
135.670
155.670
175.670
195.670
215.670
245.670
30.000
36.000
42.000
48.000
56.000
64.000
72.000
80.000
90.000
100.000
110.000
125.000
140.000
160.000
180.000
200.000
220.000
250.000
42.000
48.000
56.000
64.000
72.000
80.000
90.000
100.000
110.000
125.000
140.000
160.000
180.000
200.000
220.000
250.000
M3
M4.5
M6
M8
M10
M12
M16
M20
M24
M30
M36
M42
M48
0.5
0.75
1
1.25
1.5
1.75
2
2.5
3
3.5
4
4.5
5
2.675
4.013
5.350
7.188
9.026
10.863
14.701
18.376
22.051
27.727
33.402
39.077
44.752
3.405
3.404
3.405
3.168
3.028
2.935
2.480
2.480
2.480
2.301
2.183
2.099
2.037
2.459
3.688
4.917
6.647
8.376
10.106
13.835
17.294
20.752
26.211
31.670
37.129
42.587
3.000
4.500
6.000
8.000
10.000
12.000
16.000
20.000
24.000
30.000
36.000
42.000
48.000
H=0.866025P d2=d-0.649519P
H1=0.541266P d1=d-1.082532P
D=d D2=d2 D1=d1
新ねじ切り工具
注) ・ 本寸法は、基準山形から算出したもので、実際のねじには、公差が存在することから、加工時の狙い寸法とは異なります。
yねじの呼びと基準寸法表y ISOメートルねじ60° 記号 : M
基準山形
●ISOメートル並目ねじ
●ISOメートル細目ねじ
ねじの呼びピッチ
P
(mm)
有効径D2
(mm)
リード角
(°)
めねじ内径D1
(mm)
おねじ外径d
(mm)
d1 または
D
1
d2 または
D
2
d または
D
おねじ
めねじ
ねじの呼びピッチ
P
(mm)
有効径D2
(mm)
リード角
(°)
めねじ内径D1
(mm)
おねじ外径d
(mm)
ねじの呼びピッチ
P
(mm)
有効径D2
(mm)
リード角
(°)
めねじ内径D1
(mm)
おねじ外径d
(mm)
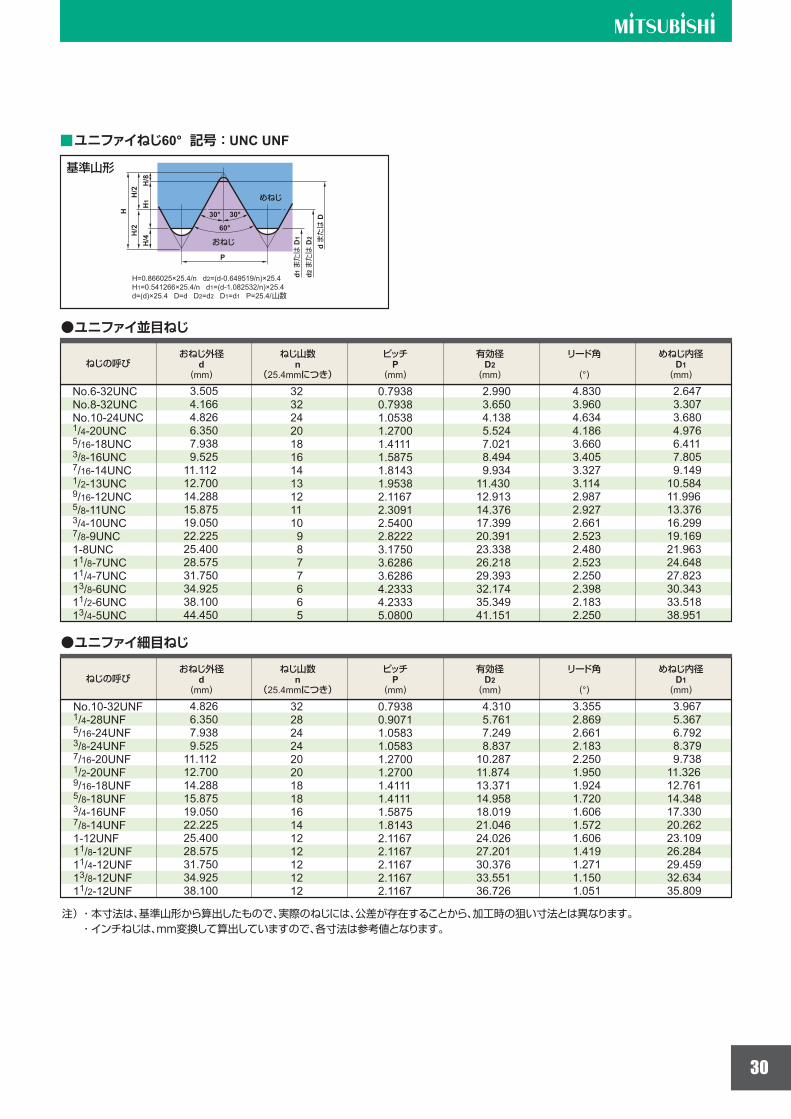
30
H
H/2
H1
H/8
H/2
H/4
30°
60°
P
30°
No.6-32UNC
No.8-32UNC
No.10-24UNC
1
/4-20UNC
5
/16-18UNC
3
/8-16UNC
7
/16-14UNC
1
/2-13UNC
9
/16-12UNC
5
/8-11UNC
3
/4-10UNC
7
/8-9UNC
1-8UNC
11
/8-7UNC
11
/4-7UNC
13
/8-6UNC
11
/2-6UNC
13
/4-5UNC
0.7938
0.7938
1.0538
1.2700
1.4111
1.5875
1.8143
1.9538
2.1167
2.3091
2.5400
2.8222
3.1750
3.6286
3.6286
4.2333
4.2333
5.0800
32
32
24
20
18
16
14
13
12
11
10
9
8
7
7
6
6
5
2.990
3.650
4.138
5.524
7.021
8.494
9.934
11.430
12.913
14.376
17.399
20.391
23.338
26.218
29.393
32.174
35.349
41.151
4.830
3.960
4.634
4.186
3.660
3.405
3.327
3.114
2.987
2.927
2.661
2.523
2.480
2.523
2.250
2.398
2.183
2.250
2.647
3.307
3.680
4.976
6.411
7.805
9.149
10.584
11.996
13.376
16.299
19.169
21.963
24.648
27.823
30.343
33.518
38.951
3.505
4.166
4.826
6.350
7.938
9.525
11.112
12.700
14.288
15.875
19.050
22.225
25.400
28.575
31.750
34.925
38.100
44.450
No.10-32UNF
1
/4-28UNF
5
/16-24UNF
3
/8-24UNF
7
/16-20UNF
1
/2-20UNF
9
/16-18UNF
5
/8-18UNF
3
/4-16UNF
7
/8-14UNF
1-12UNF
11
/8-12UNF
11
/4-12UNF
13
/8-12UNF
11
/2-12UNF
0.7938
0.9071
1.0583
1.0583
1.2700
1.2700
1.4111
1.4111
1.5875
1.8143
2.1167
2.1167
2.1167
2.1167
2.1167
32
28
24
24
20
20
18
18
16
14
12
12
12
12
12
4.310
5.761
7.249
8.837
10.287
11.874
13.371
14.958
18.019
21.046
24.026
27.201
30.376
33.551
36.726
3.355
2.869
2.661
2.183
2.250
1.950
1.924
1.720
1.606
1.572
1.606
1.419
1.271
1.150
1.051
3.967
5.367
6.792
8.379
9.738
11.326
12.761
14.348
17.330
20.262
23.109
26.284
29.459
32.634
35.809
4.826
6.350
7.938
9.525
11.112
12.700
14.288
15.875
19.050
22.225
25.400
28.575
31.750
34.925
38.100
H=0.866025×25.4/n d2=(d-0.649519/n)×25.4
H1=0.541266×25.4/n d1=(d-1.082532/n)×25.4
d=(d)×25.4 D=d D2=d2 D1=d1 P=25.4/
注) ・ 本寸法は、基準山形から算出したもので、実際のねじには、公差が存在することから、加工時の狙い寸法とは異なります。 ・ インチねじは、mm変換して算出していますので、各寸法は参考値となります。
yユニファイねじ60° 記号 : UNC UNF
●ユニファイ並目ねじ
ピッチP
(mm)
ねじ山数n
(25.4mmにつき)
有効径D2
(mm)
リード角
(°)
めねじ内径D1
(mm)
おねじ外径d
(mm)
●ユニファイ細目ねじ
山数d
1 または
D
1
d2 または
D
2
d または
D
おねじ
めねじ
基準山形
ねじの呼び
ピッチP
(mm)
ねじ山数n
(25.4mmにつき)
有効径D2
(mm)
リード角
(°)
めねじ内径D1
(mm)
おねじ外径d
(mm)
ねじの呼び
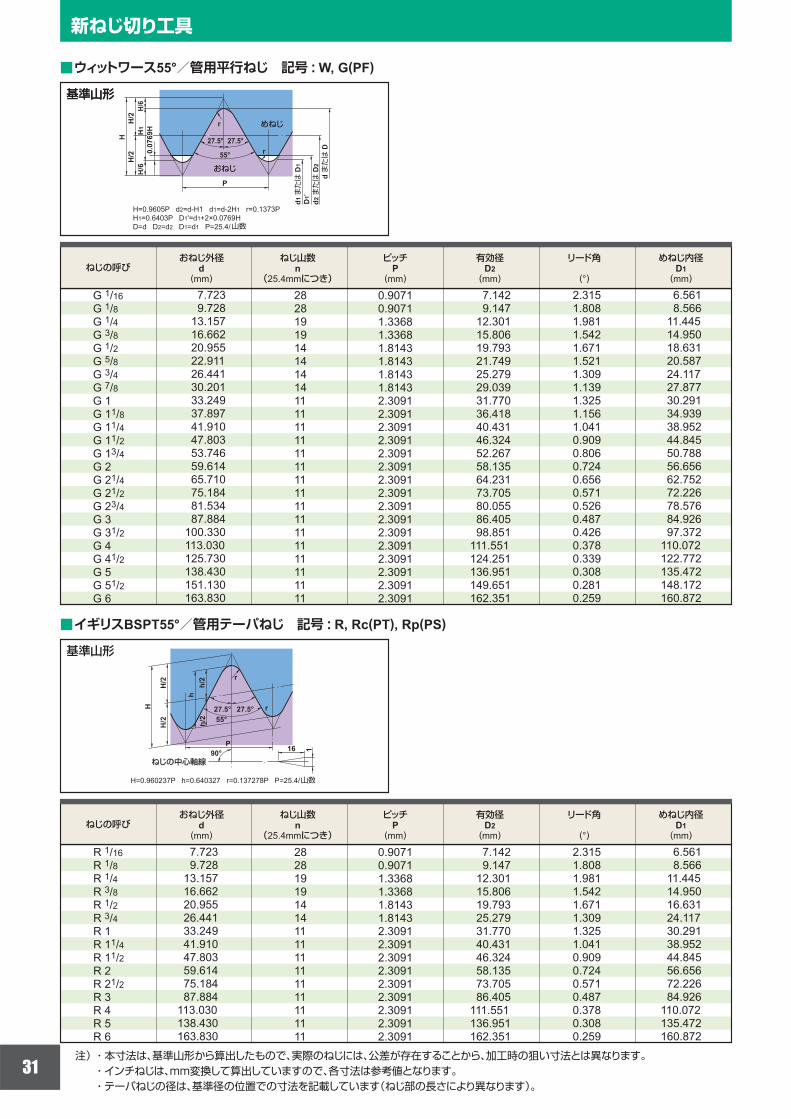
31
H/6
H1
H/6
H/2
H/2
H
P
D1'
27.5° 27.5°
r
r55°
0.0
76
9H
55°
27.5° 27.5°
90°
P
H=0.960237P h=0.640327 r=0.137278P P=25.4/
16
r
rH
h
h/2
h/2
1
H/2
H/2
G 1/16
G 1/8
G 1/4
G 3/8
G 1/2
G 5/8
G 3/4
G 7/8
G 1
G 11/8
G 11/4
G 11/2
G 13/4
G 2
G 21/4
G 21/2
G 23/4
G 3
G 31/2
G 4
G 41/2
G 5
G 51/2
G 6
0.9071
0.9071
1.3368
1.3368
1.8143
1.8143
1.8143
1.8143
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
28
28
19
19
14
14
14
14
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
11
7.142
9.147
12.301
15.806
19.793
21.749
25.279
29.039
31.770
36.418
40.431
46.324
52.267
58.135
64.231
73.705
80.055
86.405
98.851
111.551
124.251
136.951
149.651
162.351
2.315
1.808
1.981
1.542
1.671
1.521
1.309
1.139
1.325
1.156
1.041
0.909
0.806
0.724
0.656
0.571
0.526
0.487
0.426
0.378
0.339
0.308
0.281
0.259
6.561
8.566
11.445
14.950
18.631
20.587
24.117
27.877
30.291
34.939
38.952
44.845
50.788
56.656
62.752
72.226
78.576
84.926
97.372
110.072
122.772
135.472
148.172
160.872
7.723
9.728
13.157
16.662
20.955
22.911
26.441
30.201
33.249
37.897
41.910
47.803
53.746
59.614
65.710
75.184
81.534
87.884
100.330
113.030
125.730
138.430
151.130
163.830
H=0.9605P d2=d-H1 d1=d-2H1 r=0.1373P
H1=0.6403P D1'=d1+2×0.0769H
D=d D2=d2 D1=d1 P=25.4/
R 1/16
R 1/8
R 1/4
R 3/8
R 1/2
R 3/4
R 1
R 11/4
R 11/2
R 2
R 21/2
R 3
R 4
R 5
R 6
0.9071
0.9071
1.3368
1.3368
1.8143
1.8143
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
2.3091
28
28
19
19
14
14
11
11
11
11
11
11
11
11
11
7.142
9.147
12.301
15.806
19.793
25.279
31.770
40.431
46.324
58.135
73.705
86.405
111.551
136.951
162.351
2.315
1.808
1.981
1.542
1.671
1.309
1.325
1.041
0.909
0.724
0.571
0.487
0.378
0.308
0.259
6.561
8.566
11.445
14.950
16.631
24.117
30.291
38.952
44.845
56.656
72.226
84.926
110.072
135.472
160.872
7.723
9.728
13.157
16.662
20.955
26.441
33.249
41.910
47.803
59.614
75.184
87.884
113.030
138.430
163.830
yウィットワース55°/管用平行ねじ 記号 : W, G(PF)
新ねじ切り工具
山数
d1 または
D
1
d2 または
D
2
d または
D
おねじ
めねじ
注) ・ 本寸法は、基準山形から算出したもので、実際のねじには、公差が存在することから、加工時の狙い寸法とは異なります。 ・ インチねじは、mm変換して算出していますので、各寸法は参考値となります。 ・ テーパねじの径は、基準径の位置での寸法を記載しています(ねじ部の長さにより異なります)。
yイギリスBSPT55°/管用テーパねじ 記号 : R, Rc(PT), Rp(PS)
山数
ねじの中心軸線
基準山形
ピッチP
(mm)
ねじ山数n
(25.4mmにつき)
有効径D2
(mm)
リード角
(°)
めねじ内径D1
(mm)
おねじ外径d
(mm)
ねじの呼び
基準山形
基準山形
ピッチP
(mm)
ねじ山数n
(25.4mmにつき)
有効径D2
(mm)
リード角
(°)
めねじ内径D1
(mm)
おねじ外径d
(mm)
ねじの呼び
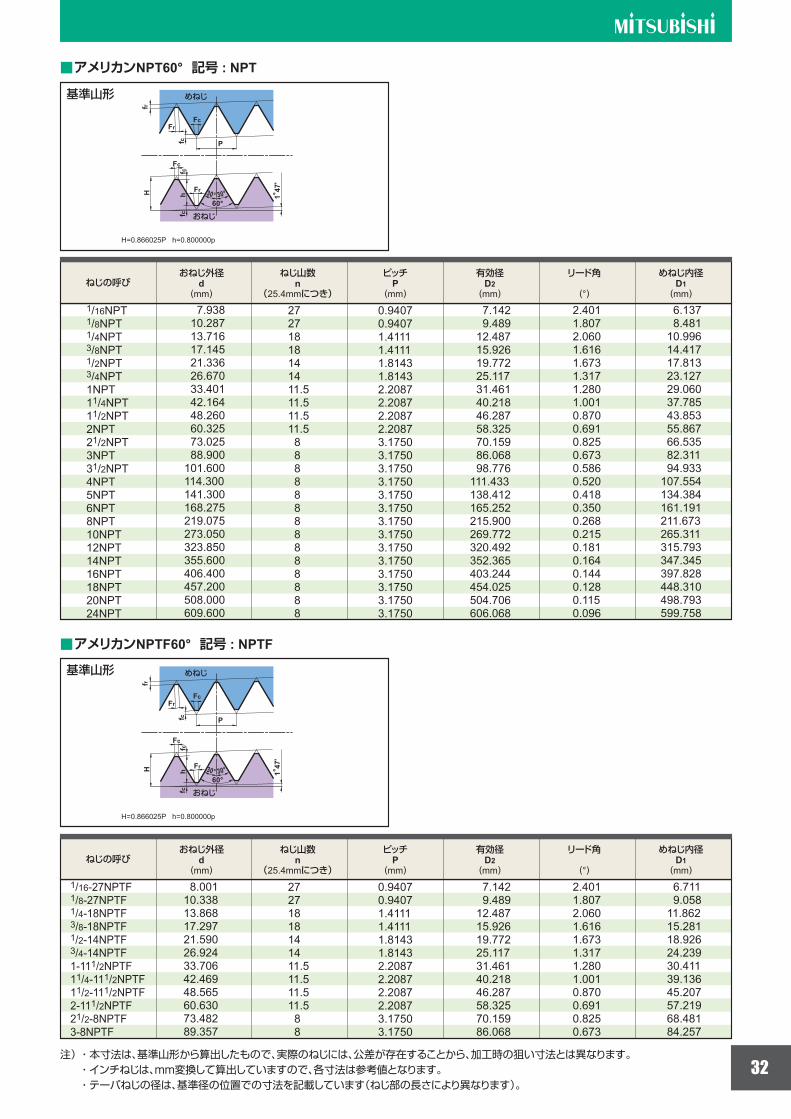
32
H=0.866025P h=0.800000p
Fc
Fr
fc Pfr
Fc
fch
Fr
fc
H 30° 30°
60°
1°47'
H=0.866025P h=0.800000p
Fc
Fr
fc P
fr
Fc
fch
Fr
fc
H 30° 30°
60°
1°4
7'
1/16NPT
1/8NPT
1/4NPT
3/8NPT
1/2NPT
3/4NPT
1NPT
11/4NPT
11/2NPT
2NPT
21/2NPT
3NPT
31/2NPT
4NPT
5NPT
6NPT
8NPT
10NPT
12NPT
14NPT
16NPT
18NPT
20NPT
24NPT
0.9407
0.9407
1.4111
1.4111
1.8143
1.8143
2.2087
2.2087
2.2087
2.2087
3.1750
3.1750
3.1750
3.1750
3.1750
3.1750
3.1750
3.1750
3.1750
3.1750
3.1750
3.1750
3.1750
3.1750
27
27
18
18
14
14
11.5
11.5
11.5
11.5
8
8
8
8
8
8
8
8
8
8
8
8
8
8
7.142
9.489
12.487
15.926
19.772
25.117
31.461
40.218
46.287
58.325
70.159
86.068
98.776
111.433
138.412
165.252
215.900
269.772
320.492
352.365
403.244
454.025
504.706
606.068
2.401
1.807
2.060
1.616
1.673
1.317
1.280
1.001
0.870
0.691
0.825
0.673
0.586
0.520
0.418
0.350
0.268
0.215
0.181
0.164
0.144
0.128
0.115
0.096
6.137
8.481
10.996
14.417
17.813
23.127
29.060
37.785
43.853
55.867
66.535
82.311
94.933
107.554
134.384
161.191
211.673
265.311
315.793
347.345
397.828
448.310
498.793
599.758
7.938
10.287
13.716
17.145
21.336
26.670
33.401
42.164
48.260
60.325
73.025
88.900
101.600
114.300
141.300
168.275
219.075
273.050
323.850
355.600
406.400
457.200
508.000
609.600
1/16-27NPTF
1/8-27NPTF
1/4-18NPTF
3/8-18NPTF
1/2-14NPTF
3/4-14NPTF
1-111/2NPTF
11/4-11
1/2NPTF
11/2-11
1/2NPTF
2-111/2NPTF
21/2-8NPTF
3-8NPTF
0.9407
0.9407
1.4111
1.4111
1.8143
1.8143
2.2087
2.2087
2.2087
2.2087
3.1750
3.1750
27
27
18
18
14
14
11.5
11.5
11.5
11.5
8
8
7.142
9.489
12.487
15.926
19.772
25.117
31.461
40.218
46.287
58.325
70.159
86.068
2.401
1.807
2.060
1.616
1.673
1.317
1.280
1.001
0.870
0.691
0.825
0.673
6.711
9.058
11.862
15.281
18.926
24.239
30.411
39.136
45.207
57.219
68.481
84.257
8.001
10.338
13.868
17.297
21.590
26.924
33.706
42.469
48.565
60.630
73.482
89.357
yアメリカンNPT60° 記号 : NPT
おねじ
めねじ
yアメリカンNPTF60° 記号 : NPTF
おねじ
めねじ
基準山形
基準山形
ピッチP
(mm)
ねじ山数n
(25.4mmにつき)
有効径D2
(mm)
リード角
(°)
めねじ内径D1
(mm)
おねじ外径d
(mm)
ねじの呼び
ピッチP
(mm)
ねじ山数n
(25.4mmにつき)
有効径D2
(mm)
リード角
(°)
めねじ内径D1
(mm)
おねじ外径d
(mm)
ねじの呼び
注) ・ 本寸法は、基準山形から算出したもので、実際のねじには、公差が存在することから、加工時の狙い寸法とは異なります。 ・ インチねじは、mm変換して算出していますので、各寸法は参考値となります。 ・ テーパねじの径は、基準径の位置での寸法を記載しています(ねじ部の長さにより異なります)。
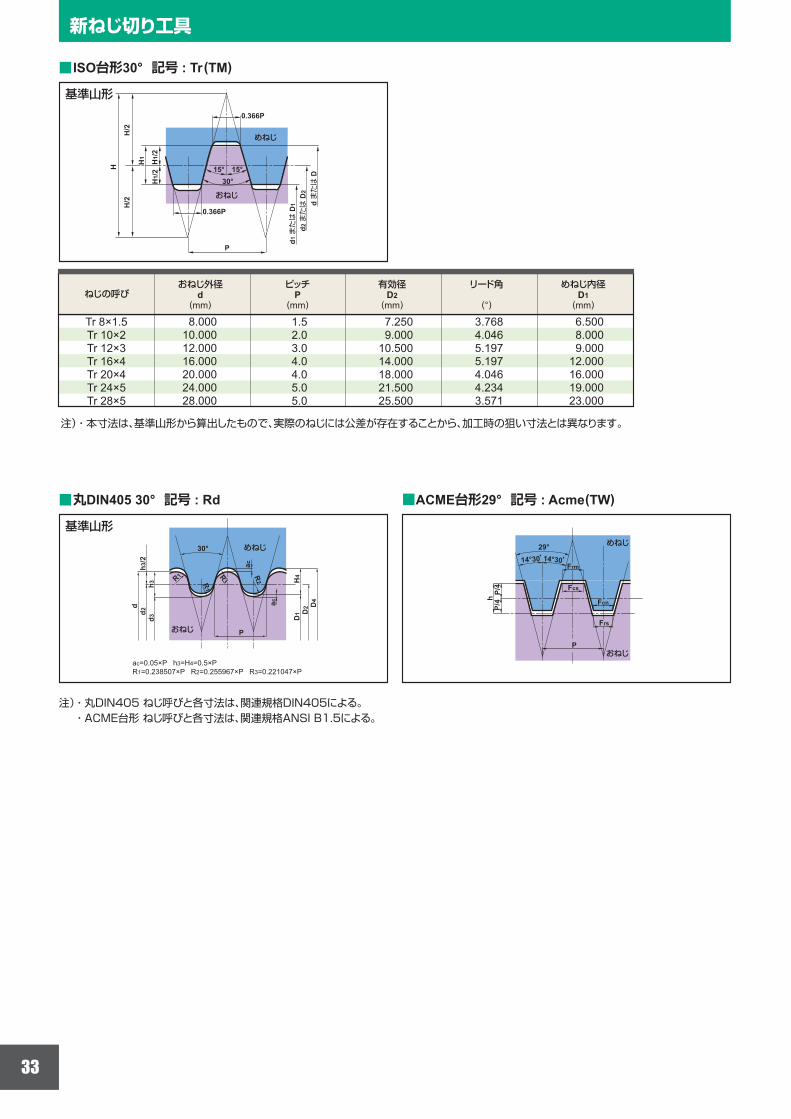
33
H H
1
H/2
H
/2
H1/
2 H
1/2
d1 または
D1
d2 または
D2
d または
D
P
0.366P
0.366P
15° 30°
15°
ac=0.05×P h3=H4=0.5×PR1=0.238507×P R2=0.255967×P R3=0.221047×P
d d2
h3
/2
R1 R3 R1
R2 h3
d3
30°
P
D1
ac
H4
D2
ac
D4
P
29°
14°30' 14°30'
P/4
P/4 h
Frs
Fcn
Fcs
Frm
Tr 8×1.5 Tr 10×2 Tr 12×3 Tr 16×4 Tr 20×4 Tr 24×5 Tr 28×5
1.5 2.0 3.0 4.0 4.0 5.0 5.0
7.250 9.000
10.500 14.000 18.000 21.500 25.500
3.768 4.046 5.197 5.197 4.046 4.234 3.571
6.500 8.000 9.000
12.000 16.000 19.000 23.000
8.000 10.000 12.000 16.000 20.000 24.000 28.000
注) ・ 本寸法は、基準山形から算出したもので、実際のねじには公差が存在することから、加工時の狙い寸法とは異なります。
y ISO台形30° 記号 : Tr(TM)
ピッチ P
(mm)
有効径 D2
(mm)
リード角
(°)
めねじ内径 D1
(mm)
おねじ外径 d
(mm)
おねじ
めねじ
新ねじ切り工具
注) ・ 丸DIN405 ねじ呼びと各寸法は、関連規格DIN405による。 ・ ACME台形 ねじ呼びと各寸法は、関連規格ANSI B1.5による。
y丸DIN405 30° 記号 : Rd ■ ACME台形29° 記号 : Acme(TW)
おねじ
めねじ
おねじ
めねじ
基準山形
ねじの呼び
基準山形
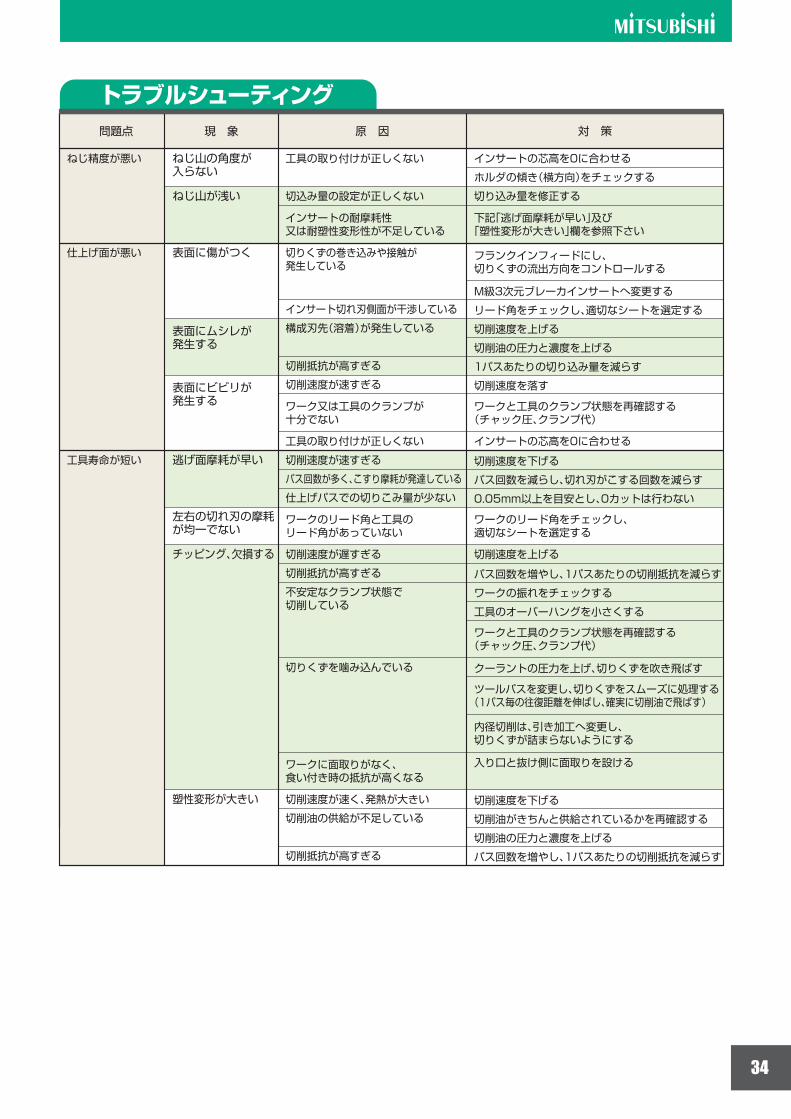
34
トラブルシューティング問題点 現 象 原 因 対 策
インサートの芯高を0に合わせる
ホルダの傾き(横方向)をチェックする
フランクインフィードにし、切りくずの流出方向をコントロールする
M級3次元ブレーカインサートへ変更する
リード角をチェックし、適切なシートを選定する
切削速度を上げる
切削油の圧力と濃度を上げる
1パスあたりの切り込み量を減らす
切削速度を落す
ワークと工具のクランプ状態を再確認する(チャック圧、クランプ代)
インサートの芯高を0に合わせる
切込み量の設定が正しくない
工具の取り付けが正しくない
ねじ山が浅い
ねじ山の角度が入らない
ねじ精度が悪い
インサートの耐摩耗性又は耐塑性変形性が不足している
切り込み量を修正する
下記「逃げ面摩耗が早い」及び「塑性変形が大きい」欄を参照下さい
仕上げ面が悪い
工具寿命が短い
表面に傷がつく
表面にムシレが発生する
切りくずの巻き込みや接触が発生している
インサート切れ刃側面が干渉している
構成刃先(溶着)が発生している
切削抵抗が高すぎる
表面にビビリが発生する
切削速度が速すぎる
ワーク又は工具のクランプが十分でない
工具の取り付けが正しくない
切削速度を下げる
パス回数を減らし、切れ刃がこする回数を減らす
0.05mm以上を目安とし、0カットは行わない
ワークのリード角をチェックし、適切なシートを選定する
切削速度を上げる
パス回数を増やし、1パスあたりの切削抵抗を減らす
ワークの振れをチェックする
工具のオーバーハングを小さくする
ワークと工具のクランプ状態を再確認する(チャック圧、クランプ代)
クーラントの圧力を上げ、切りくずを吹き飛ばす
ツールパスを変更し、切りくずをスムーズに処理する(1パス毎の往復距離を伸ばし、確実に切削油で飛ばす)
内径切削は、引き加工へ変更し、切りくずが詰まらないようにする
入り口と抜け側に面取りを設ける
切削速度を下げる
切削油がきちんと供給されているかを再確認する
切削油の圧力と濃度を上げる
パス回数を増やし、1パスあたりの切削抵抗を減らす
逃げ面摩耗が早い
左右の切れ刃の摩耗が均一でない
切削速度が速すぎる
パス回数が多く、こすり摩耗が発達している
仕上げパスでの切りこみ量が少ない
ワークのリード角と工具のリード角があっていない
チッピング、欠損する 切削速度が遅すぎる
切削抵抗が高すぎる
不安定なクランプ状態で切削している
切りくずを噛み込んでいる
ワークに面取りがなく、食い付き時の抵抗が高くなる
切削速度が速く、発熱が大きい塑性変形が大きい切削油の供給が不足している
切削抵抗が高すぎる
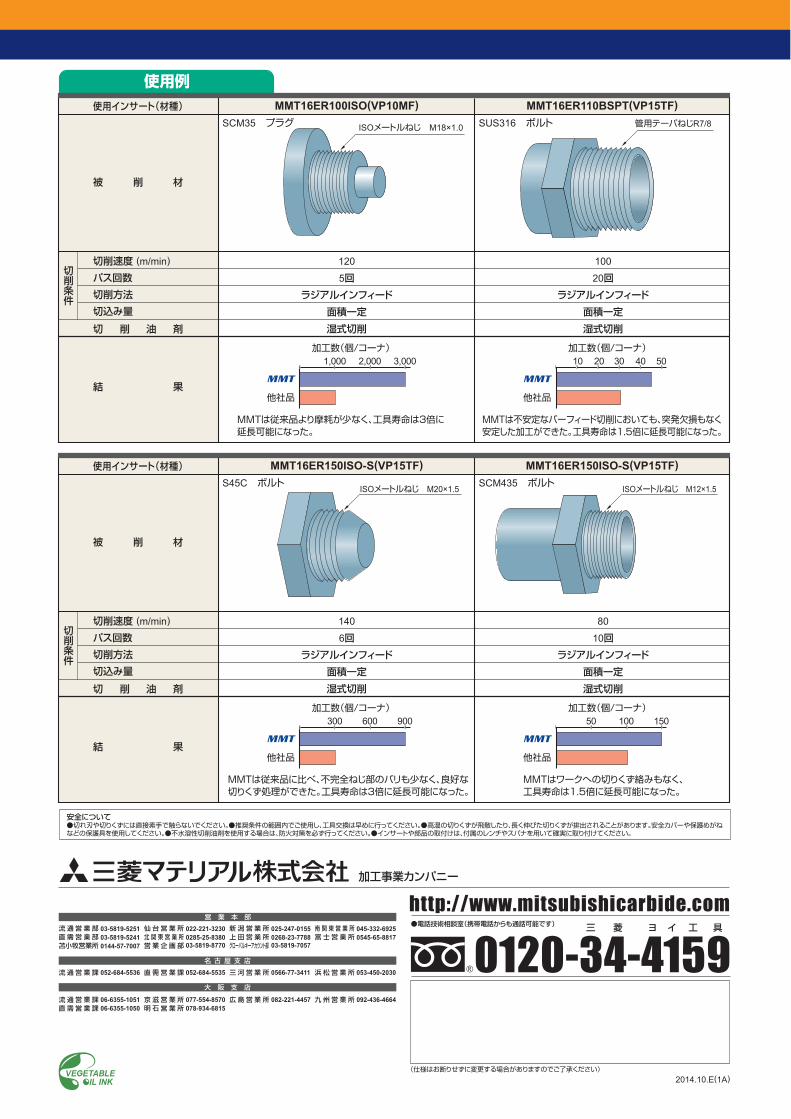
2014.10.E(1A)(仕様はお断りせずに変更する場合がありますのでご了承ください)
●電話技術相談室(携帯電話からも通話可能です) 三 菱 ヨ イ 工 具
http://www.mitsubishicarbide.com
0120-34-4159
加工事業カンパニー
営 業 本 部
名 古 屋 支 店
流通営業部直需営業部苫小牧営業所
仙台営業所北関東 営 業 所営業企画部
新潟営業所上田営業所グローバルキーアカウント部
南 関 東 営 業 所富士営業所
03-5819-525103-5819-52410144-57-7007
022-221-32300285-25-838003-5819-8770
025-247-01550268-23-778803-5819-7057
045-332-69250545-65-8817
流通営業課 直需営業課 三河営業所 浜松営業所052-684-5536 052-684-5535 0566-77-3411 053-450-2030
大 阪 支 店
流通営業課直需営業課
京滋営業所明石営業所
広島営業所 九州営業所06-6355-105106-6355-1050
077-554-8570078-934-6815
082-221-4457 092-436-4664
MMT16ER100ISO(VP10MF)SCM35 プラグ ISOメートルねじ M18×1.0
ISOメートルねじ M12×1.5ISOメートルねじ M20×1.5
管用テーパねじR7/8
MMT16ER110BSPT(VP15TF)
1,000 2,000 3,000
MMT
SUS316 ボルト
5040302010
MMT
MMT16ER150ISO-S(VP15TF)S45C ボルト
MMT16ER150ISO-S(VP15TF)
300 600 900
MMT
SCM435 ボルト
50 100 150
MMT
使用例
切削条件
使用インサート(材種)
被 削 材
切削速度 (m/min)
パス回数切削方法切込み量
切 削 油 剤
結 果他社品
加工数(個/コーナ)
120
5回ラジアルインフィード
面積一定湿式切削
100
20回ラジアルインフィード
面積一定湿式切削
MMTは従来品より摩耗が少なく、工具寿命は3倍に延長可能になった。
他社品
加工数(個/コーナ)
MMTは不安定なバーフィード切削においても、突発欠損もなく安定した加工ができた。工具寿命は1.5倍に延長可能になった。
切削条件
使用インサート(材種)
被 削 材
切削速度 (m/min)
パス回数切削方法切込み量
切 削 油 剤
結 果他社品
加工数(個/コーナ)
140
6回ラジアルインフィード
面積一定湿式切削
80
10回ラジアルインフィード
面積一定湿式切削
MMTは従来品に比べ、不完全ねじ部のバリも少なく、良好な切りくず処理ができた。工具寿命は3倍に延長可能になった。
加工数(個/コーナ)
MMTはワークへの切りくず絡みもなく、工具寿命は1.5倍に延長可能になった。
他社品
安全について●切れ刃や切りくずには直接素手で触らないでください。●推奨条件の範囲内でご使用し、工具交換は早めに行ってください。●高温の切りくずが飛散したり、長く伸びた切りくずが排出されることがあります。安全カバーや保護めがねなどの保護具を使用してください。●不水溶性切削油剤を使用する場合は、防火対策を必ず行ってください。●インサートや部品の取付けは、付属のレンチやスパナを用いて確実に取り付けてください。




















![EL センサ設定マニュアル Ver1 - エコめがね Sensor_setting_manual...[太陽光発電 遠隔モニタリングサービス] EL センサ設定マニュアル Ver1.1 この設定マニュアルは、](https://img.pdfslide.org/doc/110x75/611ea91642ae6025dc54b08e/el-feffff-ver1-oe-sensorsettingmanual.jpg)







