Embed Size (px)
Citation preview
Vortrag zur Dissertation
Beurteilung der Topografie von Blechen
im Hinblick auf die Reibung bei der Umformung
Dipl.- Ing. Johannes Staeves
Technische Universität Darmstadt
Fachbereich Maschinenbau
Institut für Produktionstechnik und Umformmaschinen
Inhalt
1. Einleitung
• Topografien in der Blechumformung
• 2D-Oberflächenkenngrößen
2. Entwicklung neuer Oberflächenkenngrößen
• Tribologisch relevante Eigenschaften
• 3D-Oberflächenkenngrößen
• Filter
3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten
4. Zusammenfassung
Beurteilung der Topografie von Blechenim Hinblick auf die Reibung bei der Umformung
Inhalt
1. Einleitung
• Topografien in der Blechumformung
• 2D-Oberflächenkenngrößen
2. Entwicklung neuer Oberflächenkenngrößen
• Tribologisch relevante Eigenschaften
• 3D-Oberflächenkenngrößen
• Filter
3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten
4. Zusammenfassung
Beurteilung der Topografie von Blechenim Hinblick auf die Reibung bei der Umformung
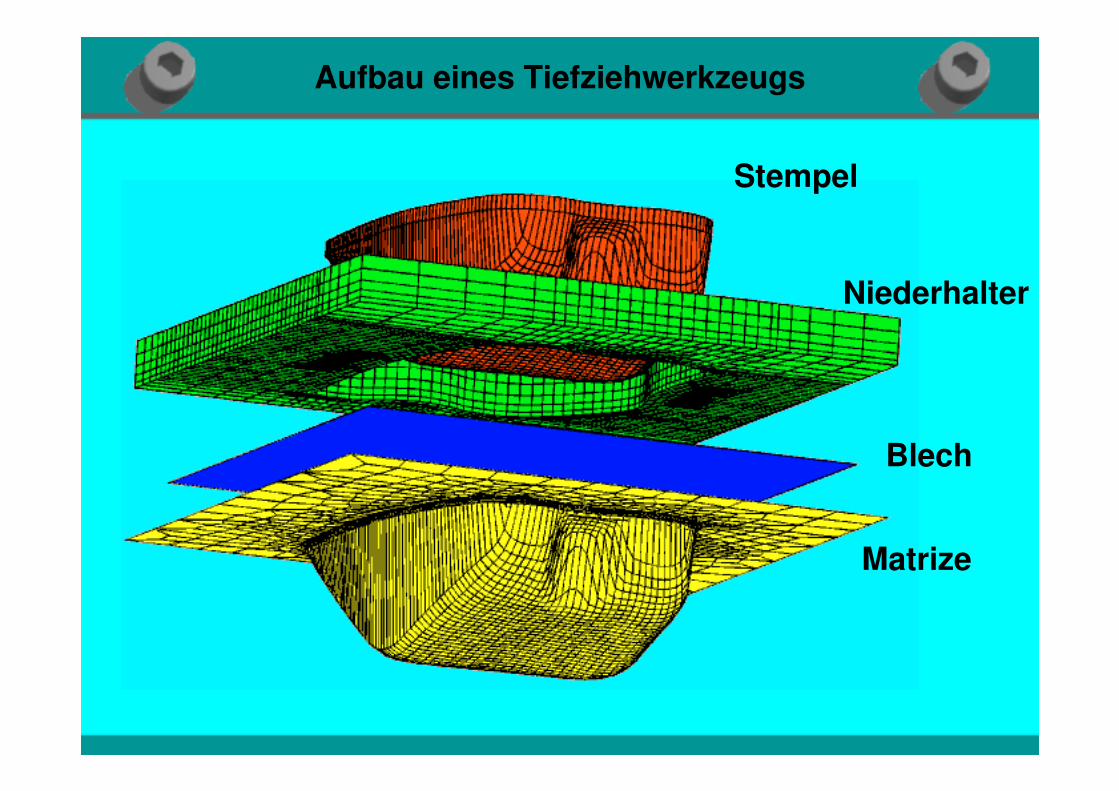
Stempel
Niederhalter
Blech
Matrize
Aufbau eines Tiefziehwerkzeugs
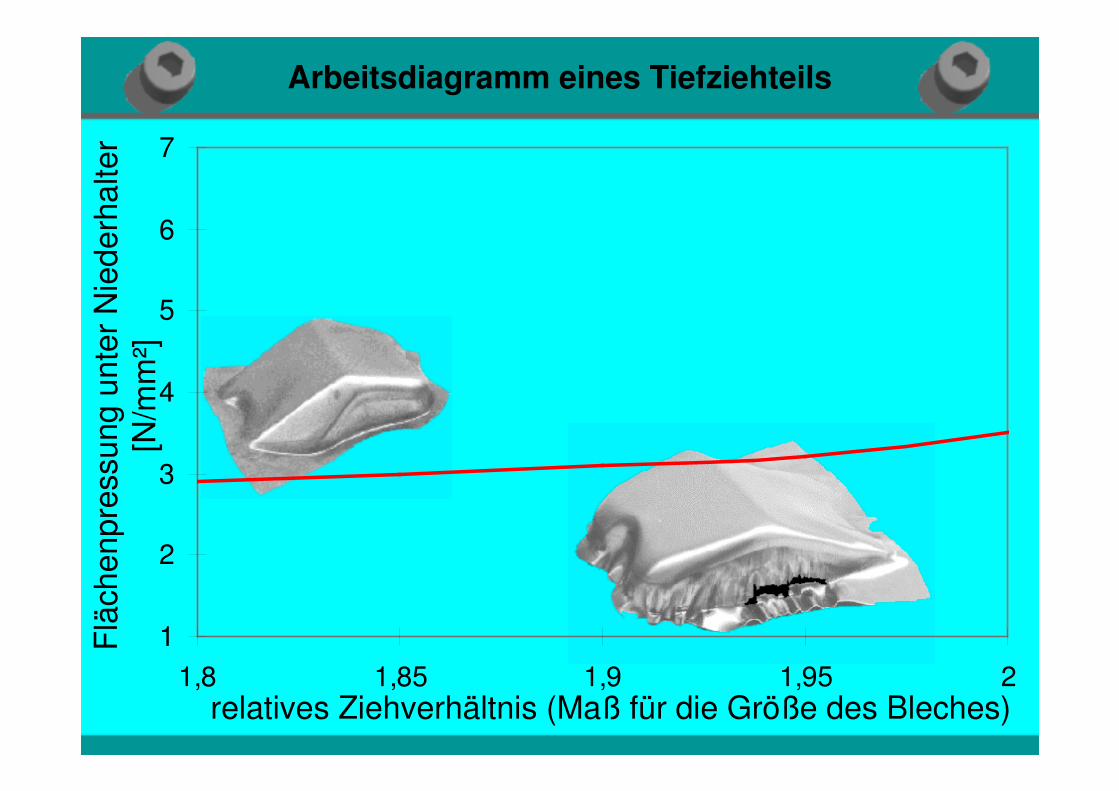
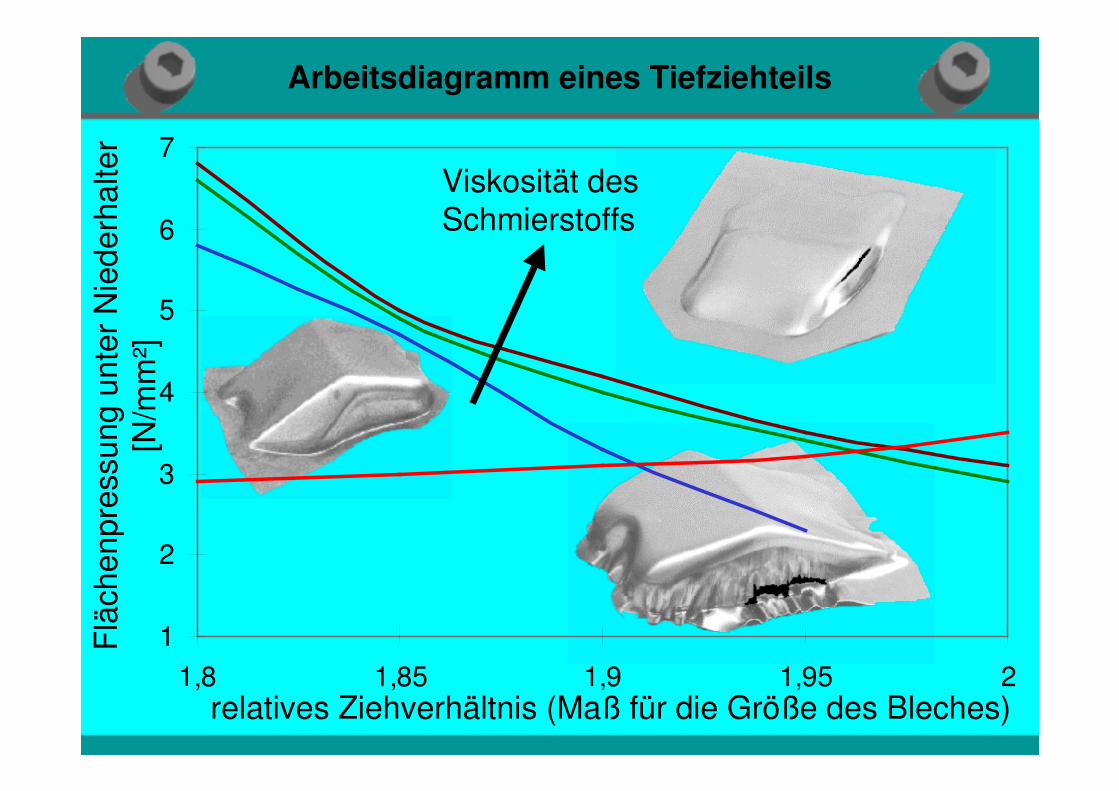
relatives Ziehverhältnis (Maß für die Größe des Bleches)
Flä
ch
en
pre
ssu
ng u
nte
r N
ied
erh
alter
[N/m
m²]
1
2
3
4
5
6
7
1,8 1,85 1,9 1,95 2
Arbeitsdiagramm eines Tiefziehteils
1
2
3
4
5
6
7
1,8 1,85 1,9 1,95 2
Flä
ch
en
pre
ssu
ng u
nte
r N
ied
erh
alter
[N/m
m²]
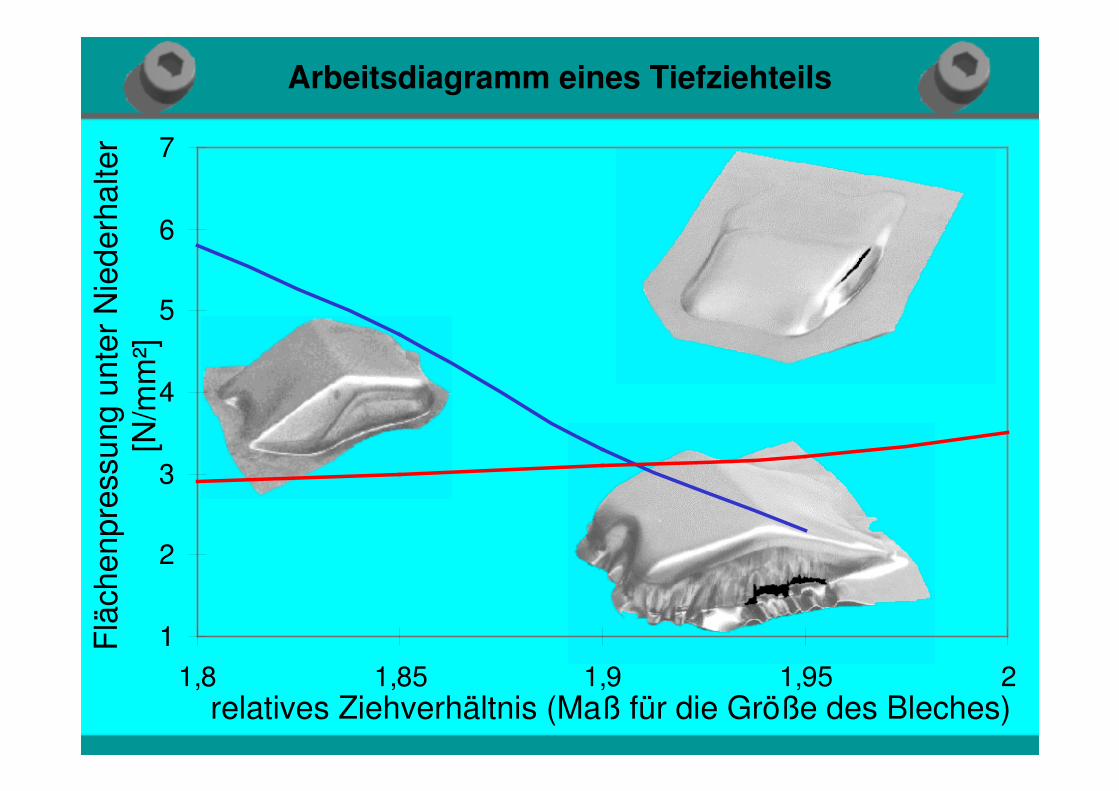
Arbeitsdiagramm eines Tiefziehteils
relatives Ziehverhältnis (Maß für die Größe des Bleches)
1
2
3
4
5
6
7
1,8 1,85 1,9 1,95 2
Flä
ch
en
pre
ssu
ng u
nte
r N
ied
erh
alter
[N/m
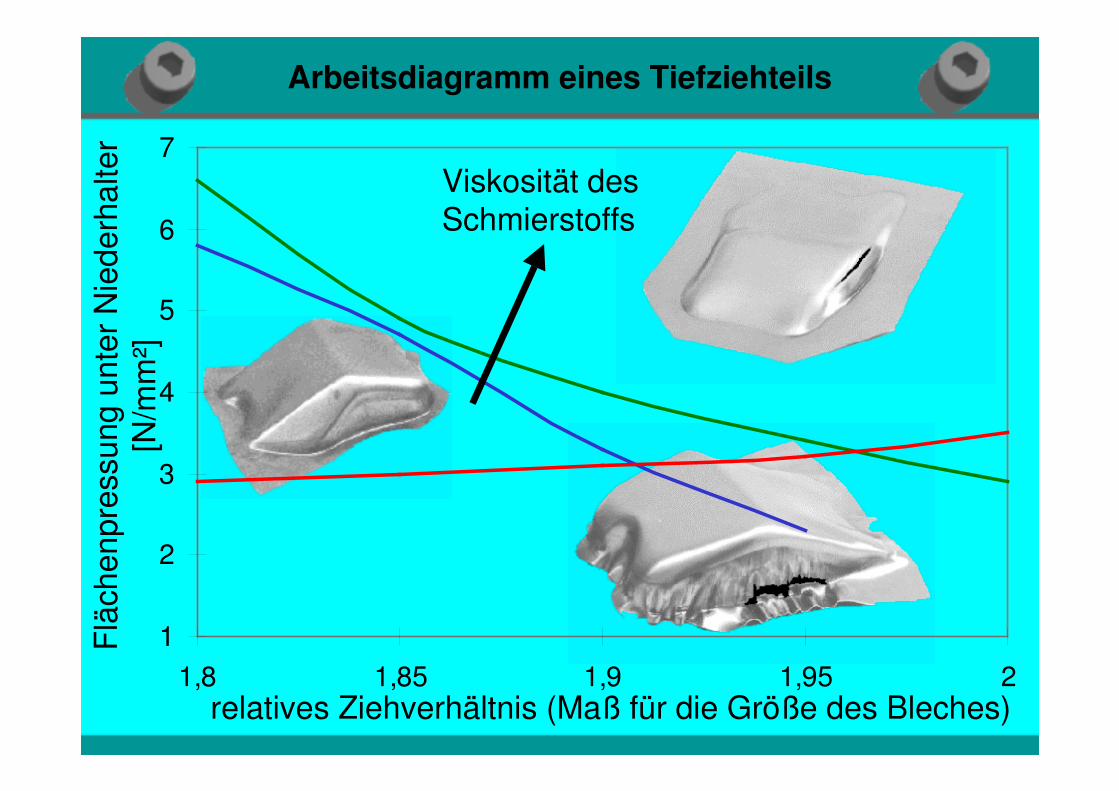
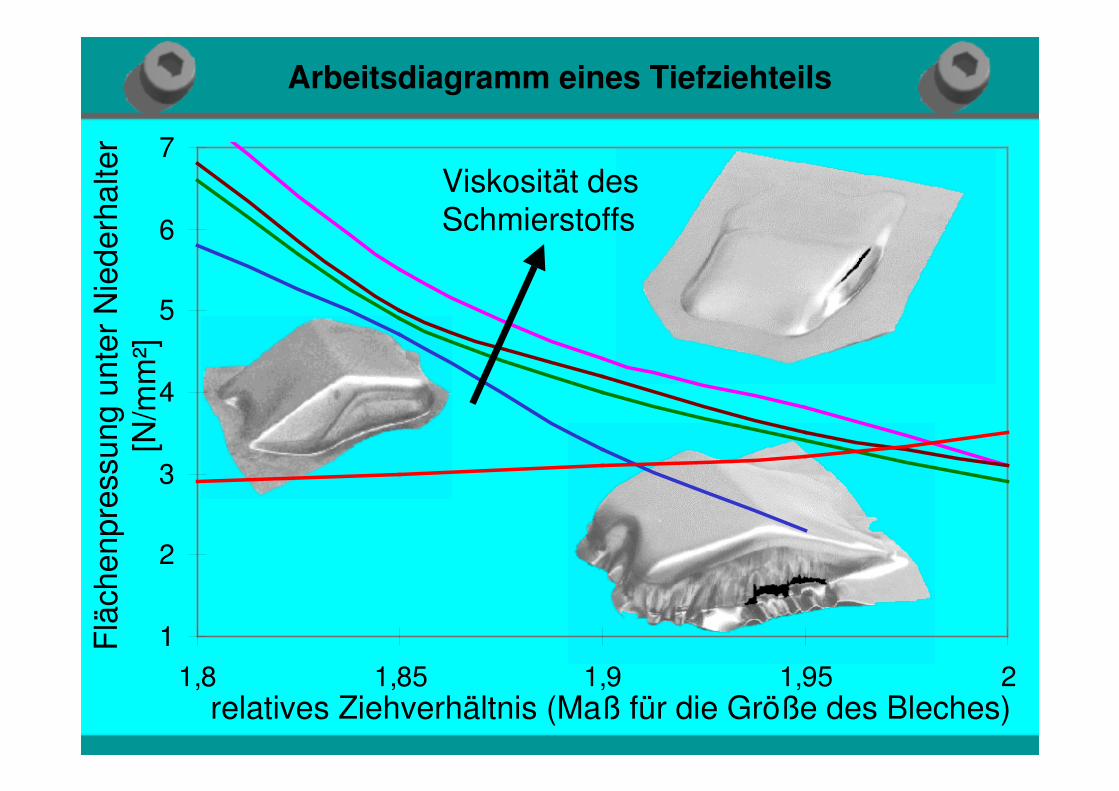
m²]Viskosität des
Schmierstoffs
Arbeitsdiagramm eines Tiefziehteils
relatives Ziehverhältnis (Maß für die Größe des Bleches)
1
2
3
4
5
6
7
1,8 1,85 1,9 1,95 2
Flä
ch
en
pre
ssu
ng u
nte
r N
ied
erh
alter
[N/m
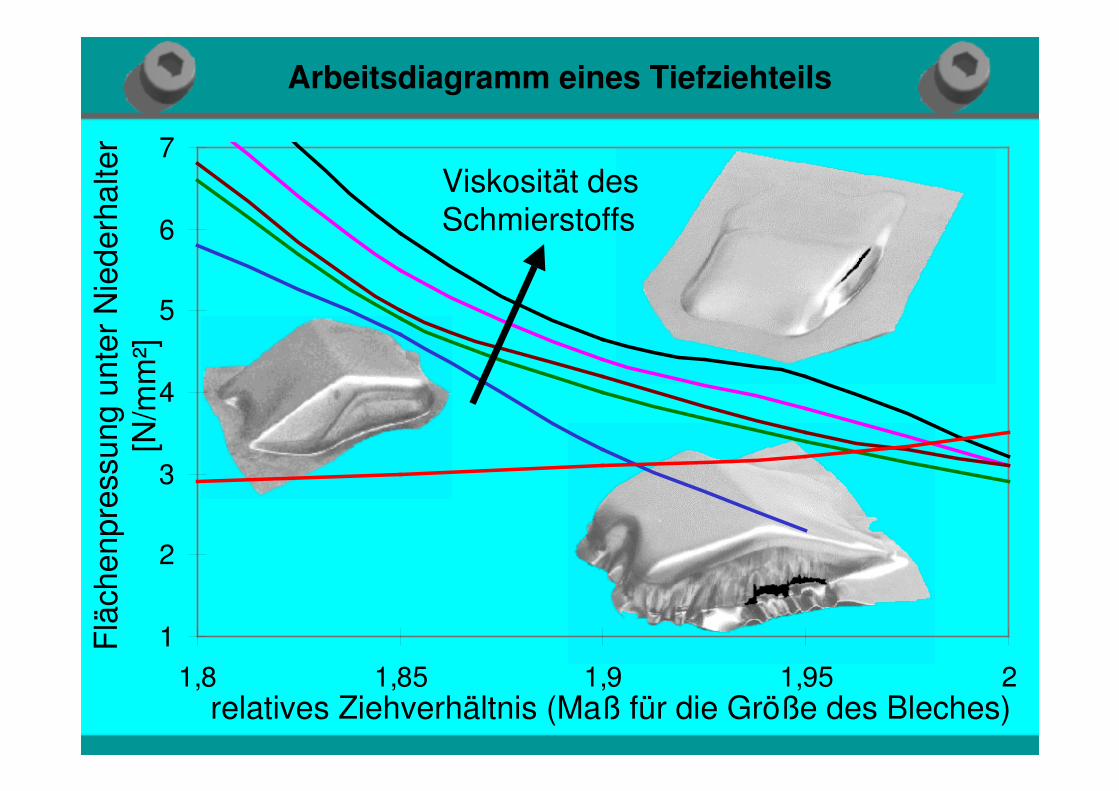
m²]Viskosität des
Schmierstoffs
Arbeitsdiagramm eines Tiefziehteils
relatives Ziehverhältnis (Maß für die Größe des Bleches)
1
2
3
4
5
6
7
1,8 1,85 1,9 1,95 2
Flä
ch
en
pre
ssu
ng u
nte
r N
ied
erh
alter
[N/m
m²]Viskosität des
Schmierstoffs
Arbeitsdiagramm eines Tiefziehteils
relatives Ziehverhältnis (Maß für die Größe des Bleches)
1
2
3
4
5
6
7
1,8 1,85 1,9 1,95 2
Flä
ch
en
pre
ssu
ng u
nte
r N
ied
erh
alter
[N/m
m²]Viskosität des
Schmierstoffs
Arbeitsdiagramm eines Tiefziehteils
relatives Ziehverhältnis (Maß für die Größe des Bleches)
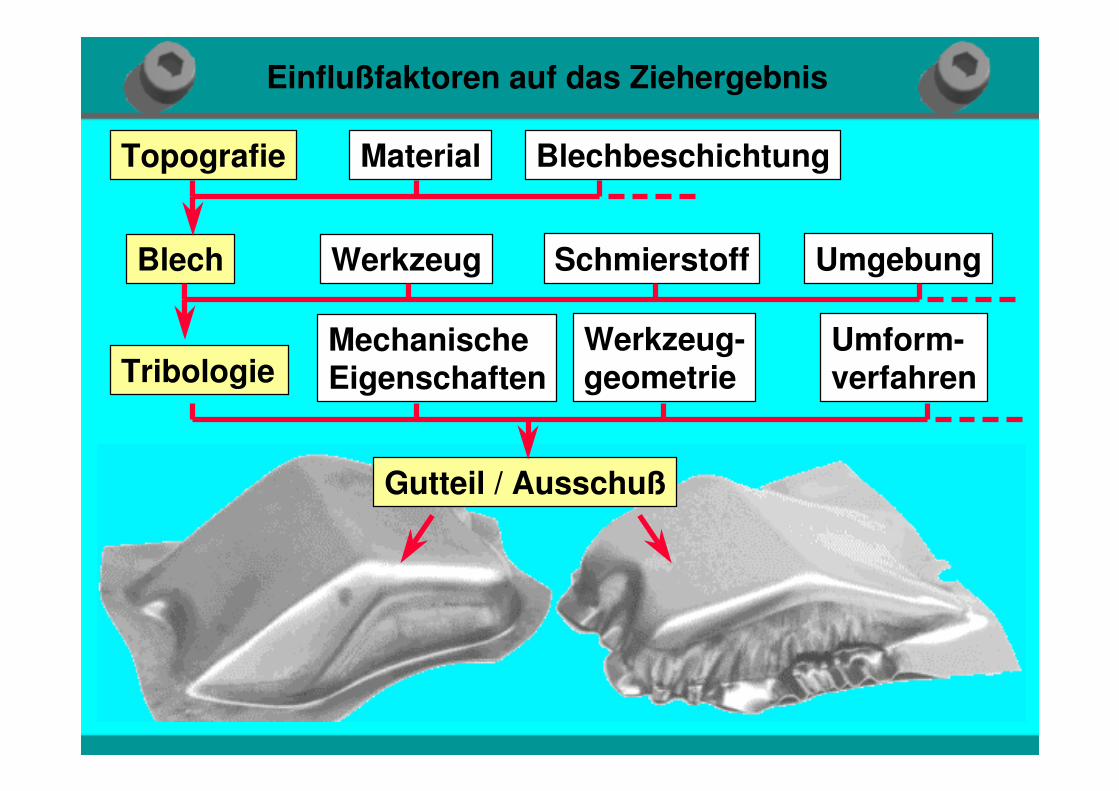
Gutteil / Ausschuß
Werkzeug-geometrie Tribologie
MechanischeEigenschaften
Umform- verfahren
SchmierstoffWerkzeugBlech Umgebung
BlechbeschichtungMaterialTopografie
Einflußfaktoren auf das Ziehergebnis
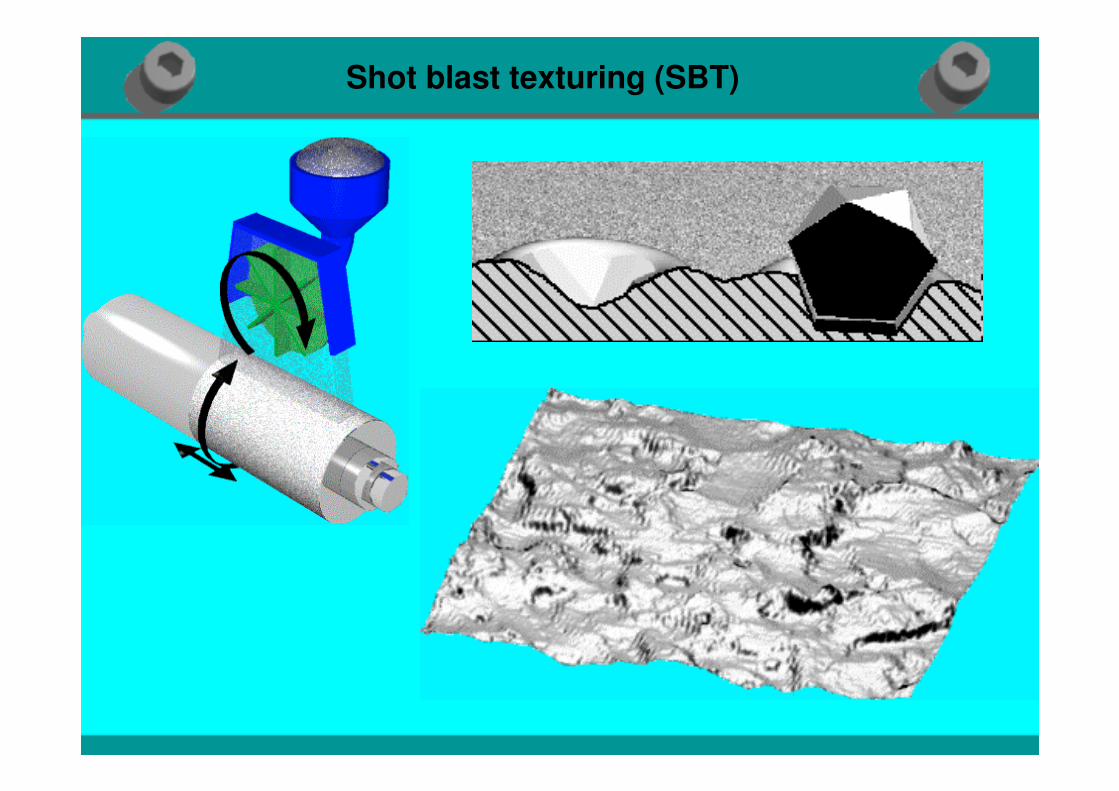
Shot blast texturing (SBT)
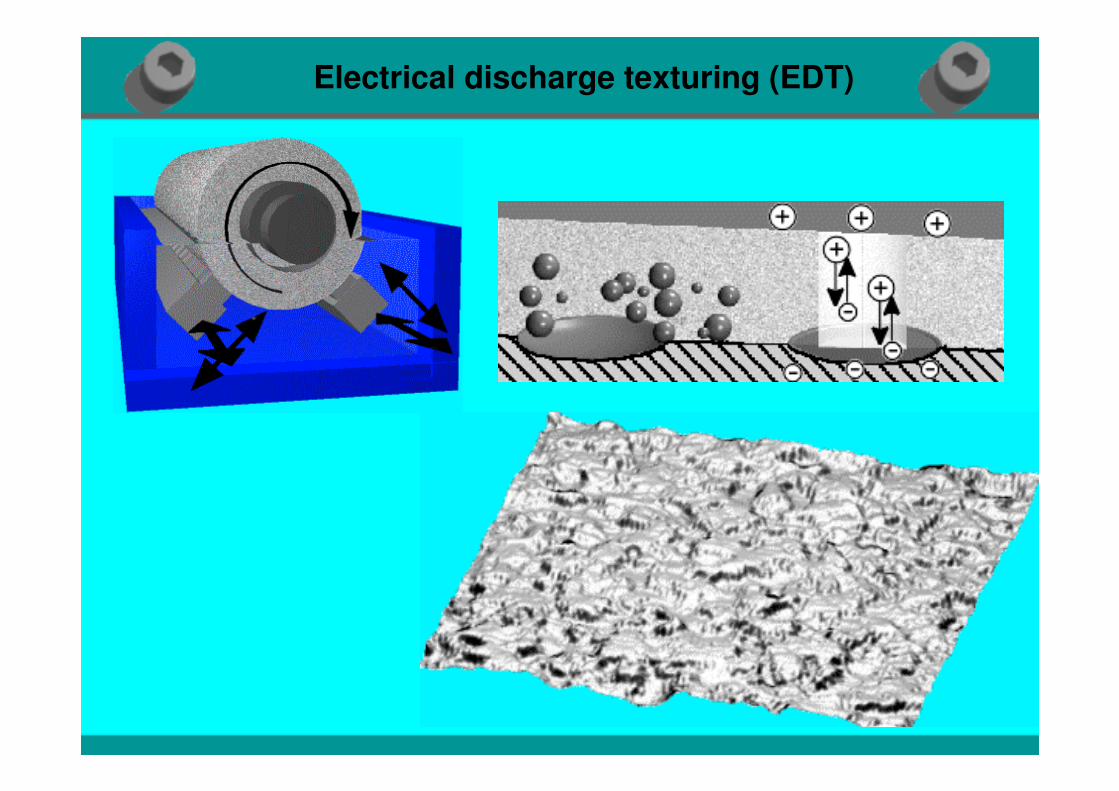
Electrical discharge texturing (EDT)
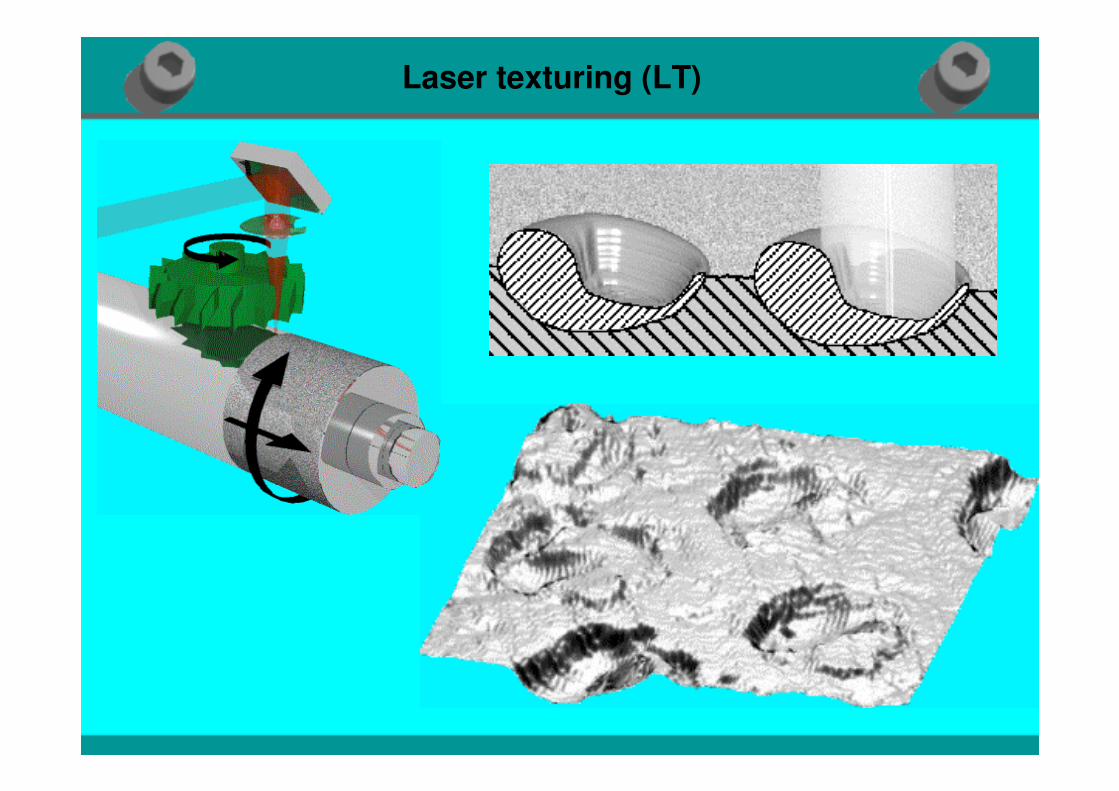
Laser texturing (LT)
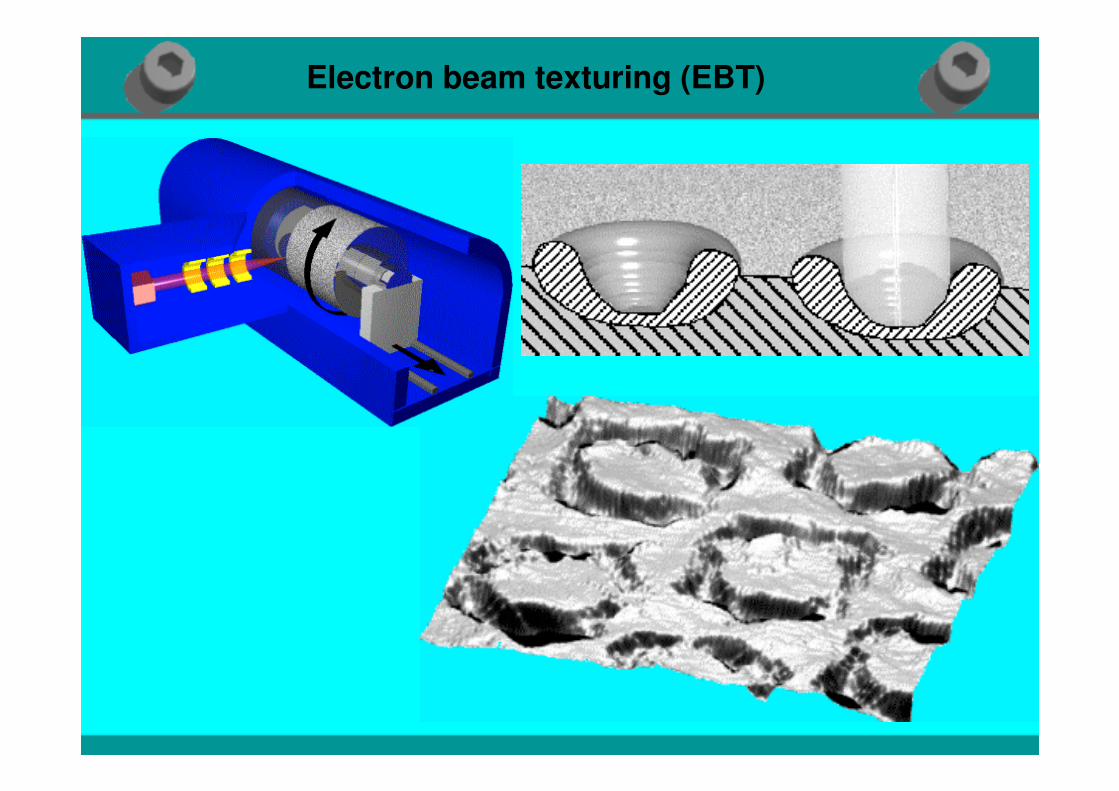
Electron beam texturing (EBT)
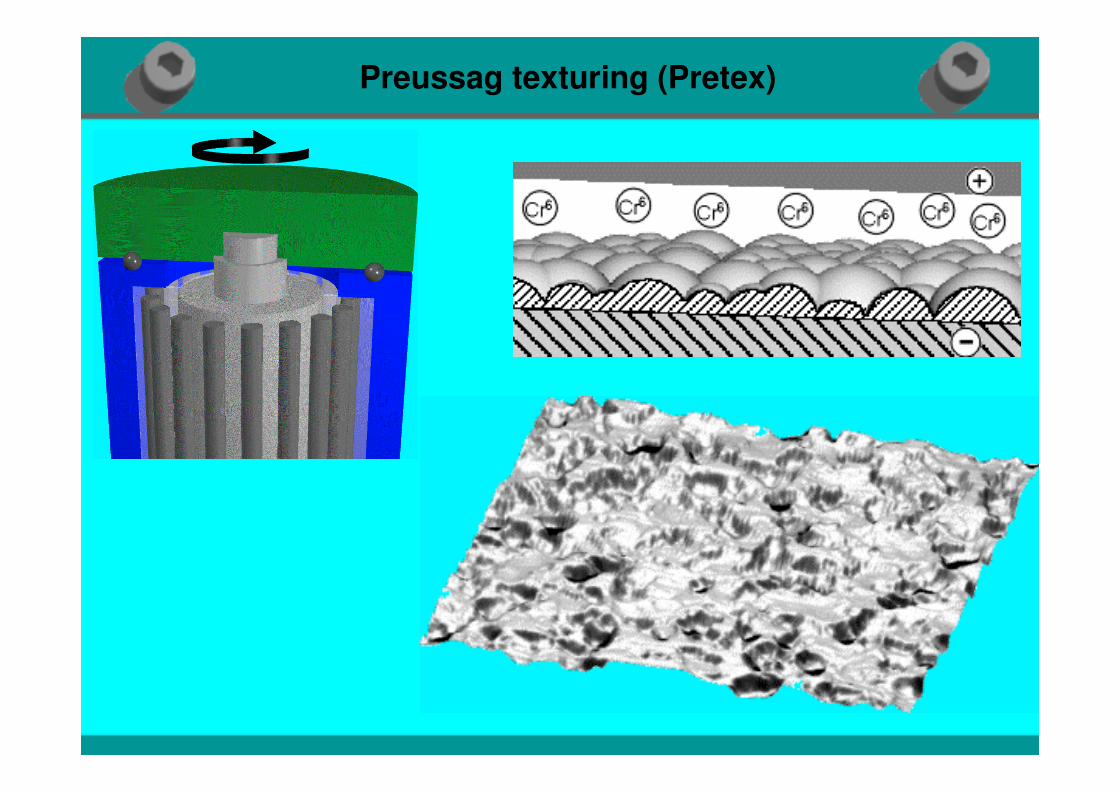
Preussag texturing (Pretex)
Inhalt
1. Einleitung
• Topografien in der Blechumformung
• 2D-Oberflächenkenngrößen
2. Entwicklung neuer Oberflächenkenngrößen
• Tribologisch relevante Eigenschaften
• 3D-Oberflächenkenngrößen
• Filter
3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten
4. Zusammenfassung
Beurteilung der Topografie von Blechenim Hinblick auf die Reibung bei der Umformung
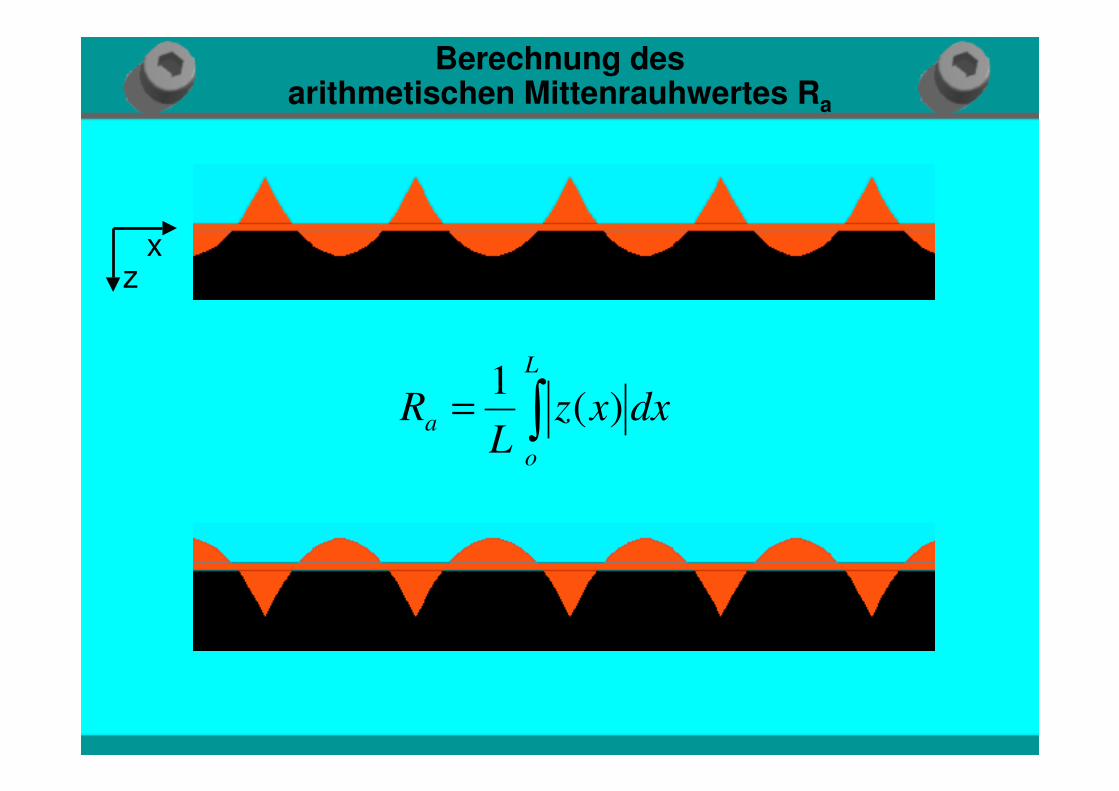
∫=
L
o
adxxz
LR )(
1
zx
Berechnung desarithmetischen Mittenrauhwertes Ra
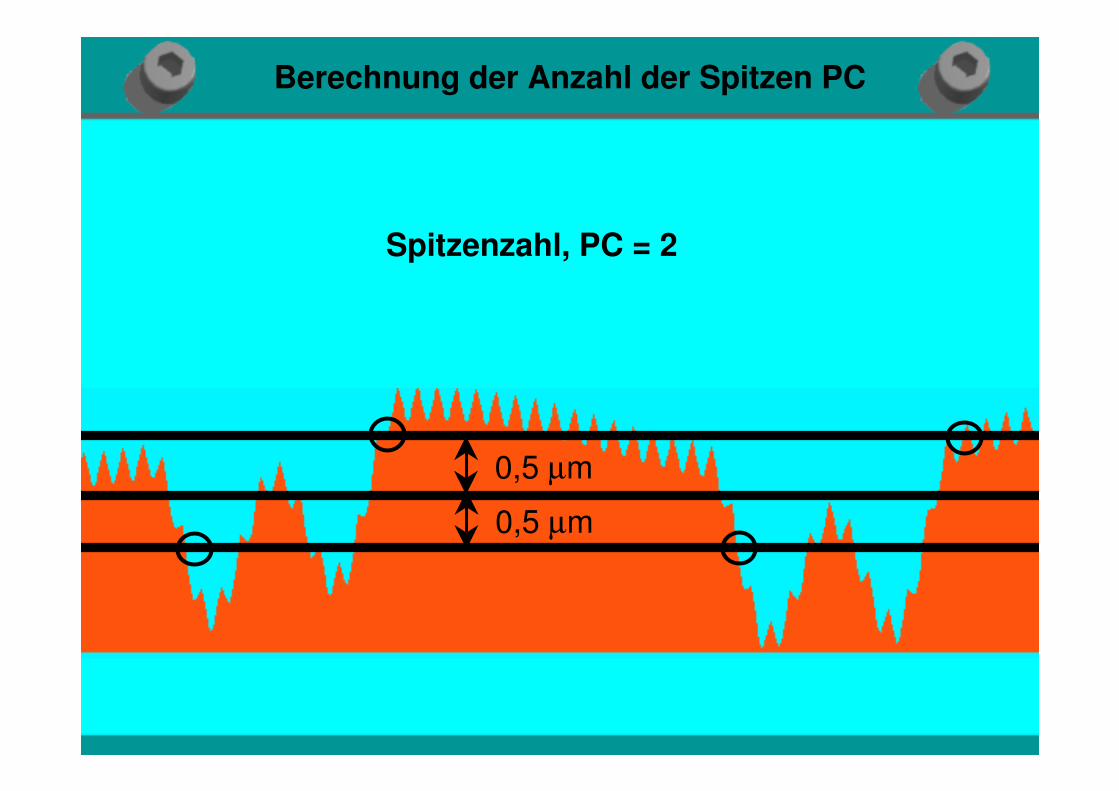
Berechnung der Anzahl der Spitzen PC
0,5 µm
0,5 µm
Spitzenzahl, PC = 2
Inhalt
1. Einleitung
• Topografien in der Blechumformung
• 2D-Oberflächenkenngrößen
2. Entwicklung neuer Oberflächenkenngrößen
• Tribologisch relevante Eigenschaften
• 3D-Oberflächenkenngrößen
• Filter
3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten
4. Zusammenfassung
Beurteilung der Topografie von Blechenim Hinblick auf die Reibung bei der Umformung
F
P
U
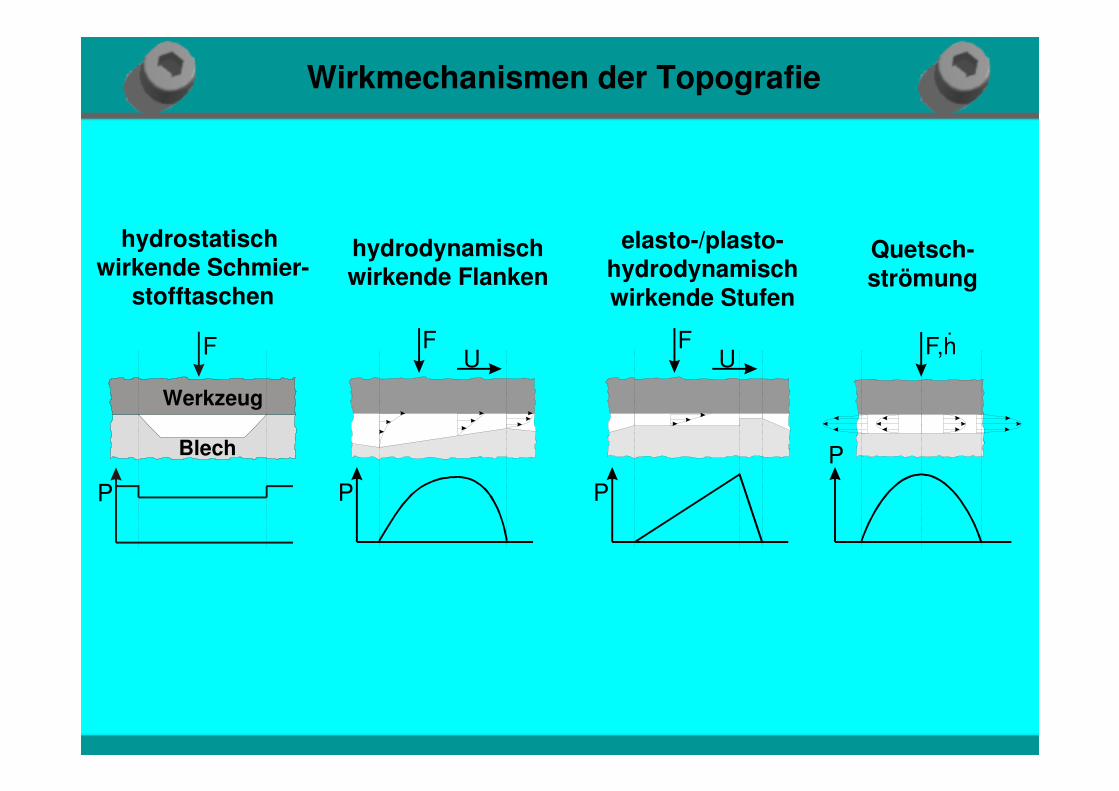
hydrodynamischwirkende Flanken
F
P
U
elasto-/plasto-hydrodynamischwirkende Stufen
F,h
P
.
Quetsch-
strömung
Wirkmechanismen der Topografie
hydrostatisch wirkende Schmier-
stofftaschen
F
P
Werkzeug
Blech

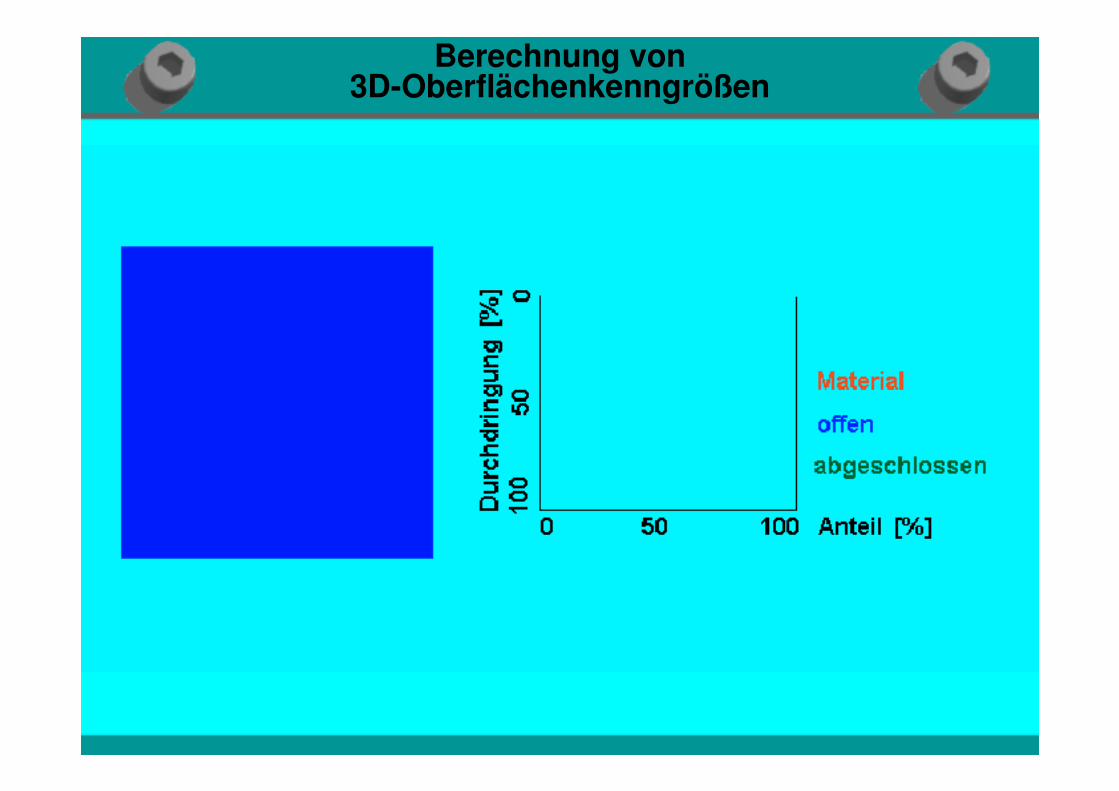
offen
geschlossen
Leere (Materialanteil)
Abgeschlossenheit Dichte
leer
voll
weit
dicht
Klassifizierung geometrischer Merkmale
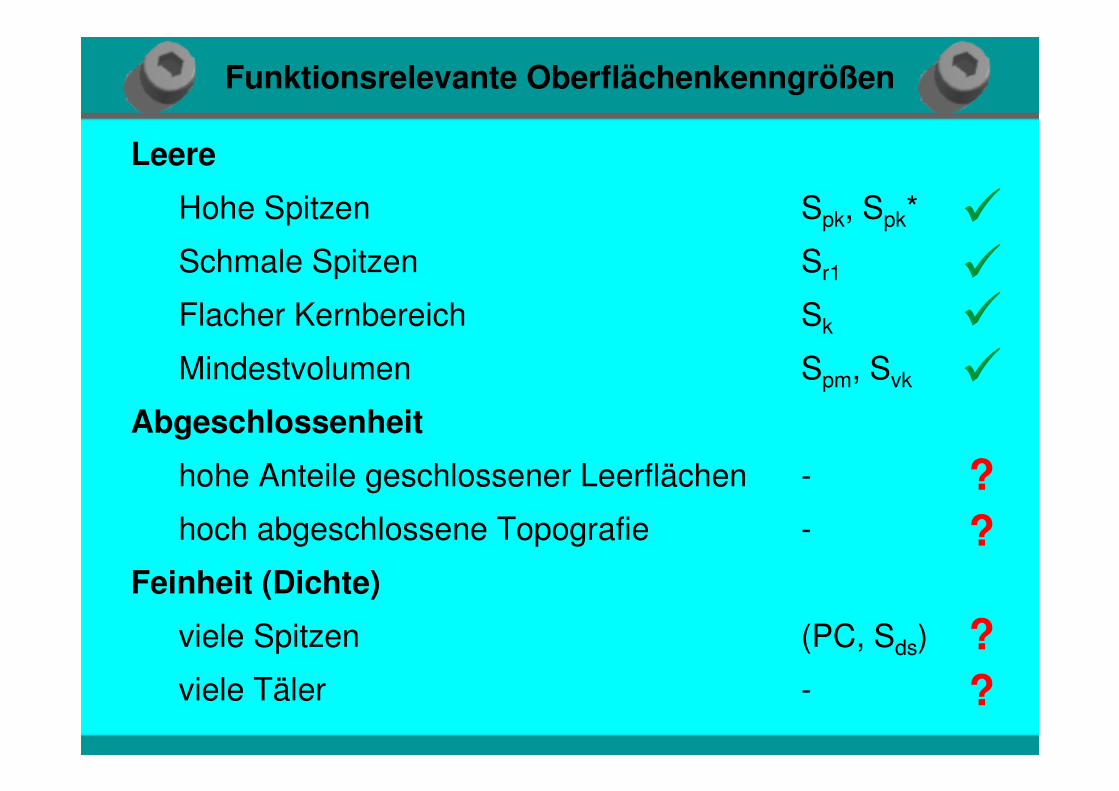
Leere
Hohe Spitzen Spk, Spk*
Schmale Spitzen Sr1
Flacher Kernbereich Sk
Mindestvolumen Spm, Svk
Abgeschlossenheit
hohe Anteile geschlossener Leerflächen -
hoch abgeschlossene Topografie -
Feinheit (Dichte)
viele Spitzen (PC, Sds)
viele Täler -
�
��
�
?
?
?
?
Funktionsrelevante Oberflächenkenngrößen
Inhalt
1. Einleitung
• Topografien in der Blechumformung
• 2D-Oberflächenkenngrößen
2. Entwicklung neuer Oberflächenkenngrößen
• Tribologisch relevante Eigenschaften
• 3D-Oberflächenkenngrößen
• Filter
3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten
4. Zusammenfassung
Beurteilung der Topografie von Blechenim Hinblick auf die Reibung bei der Umformung
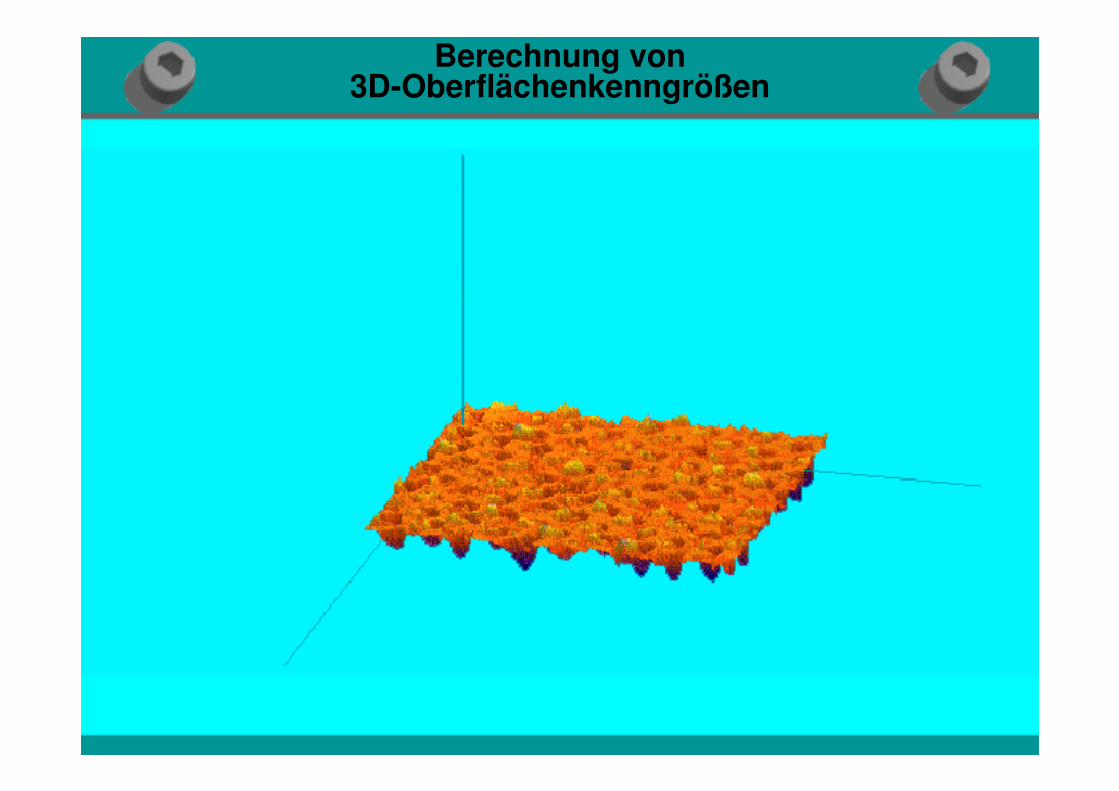
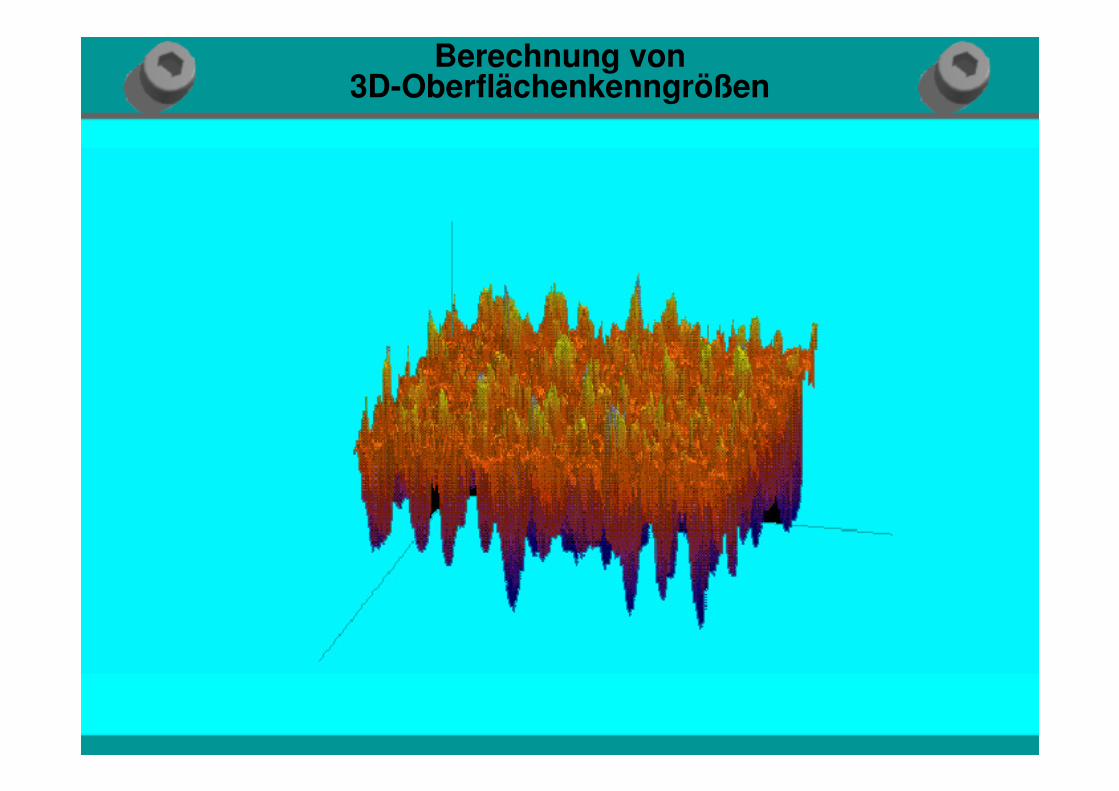
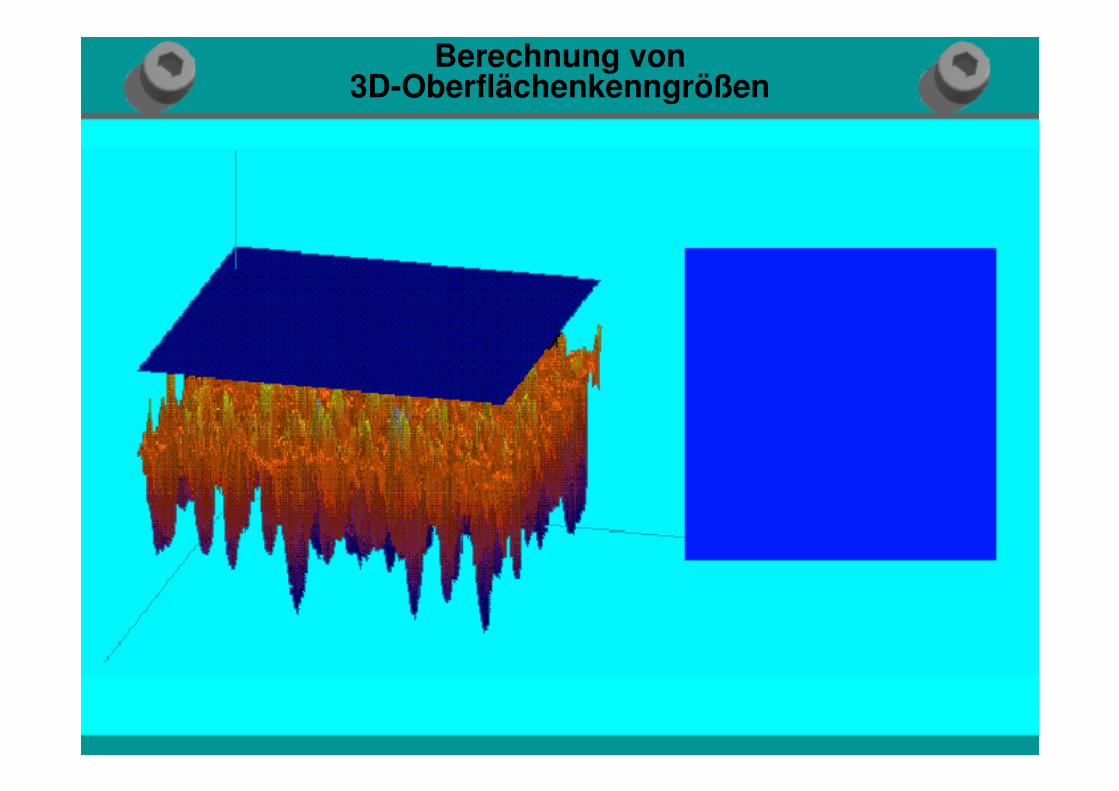
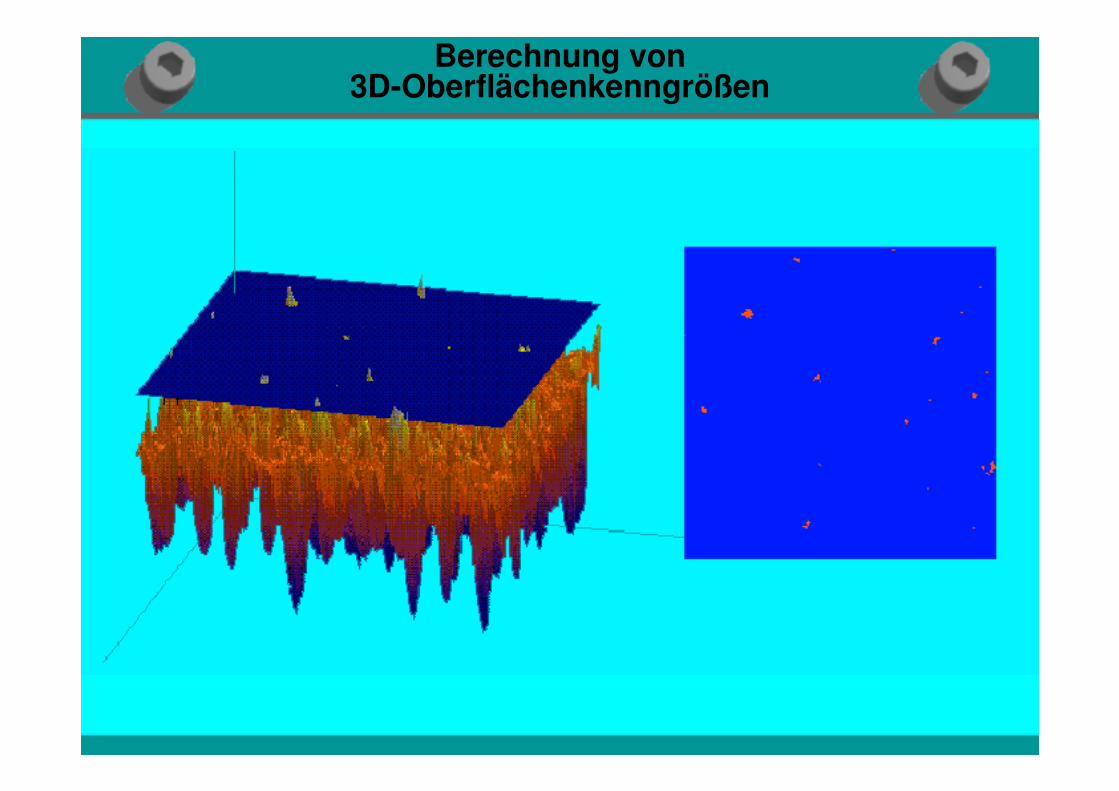
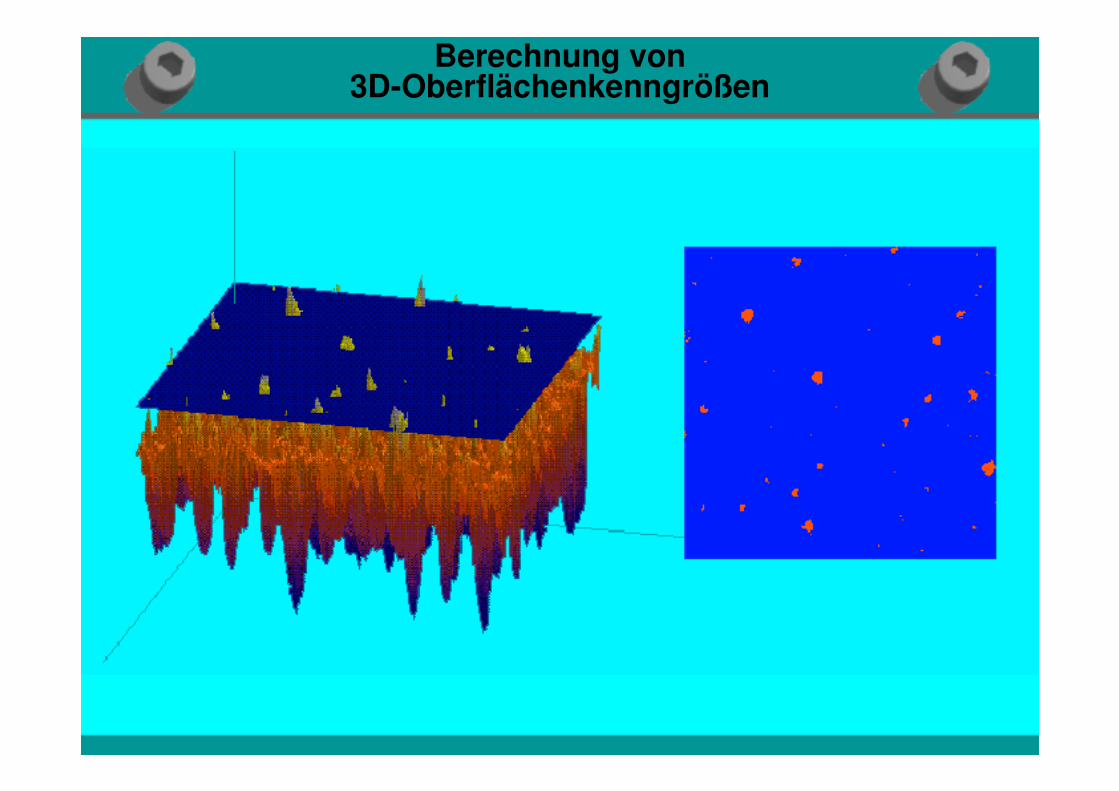
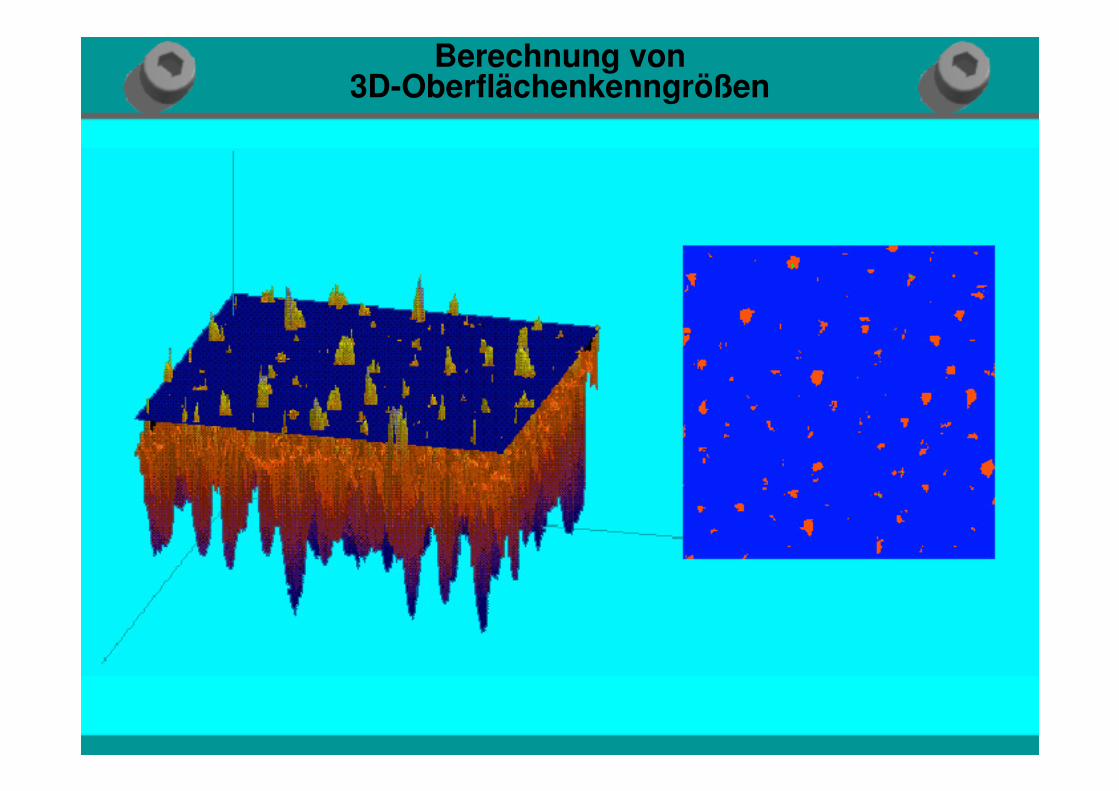
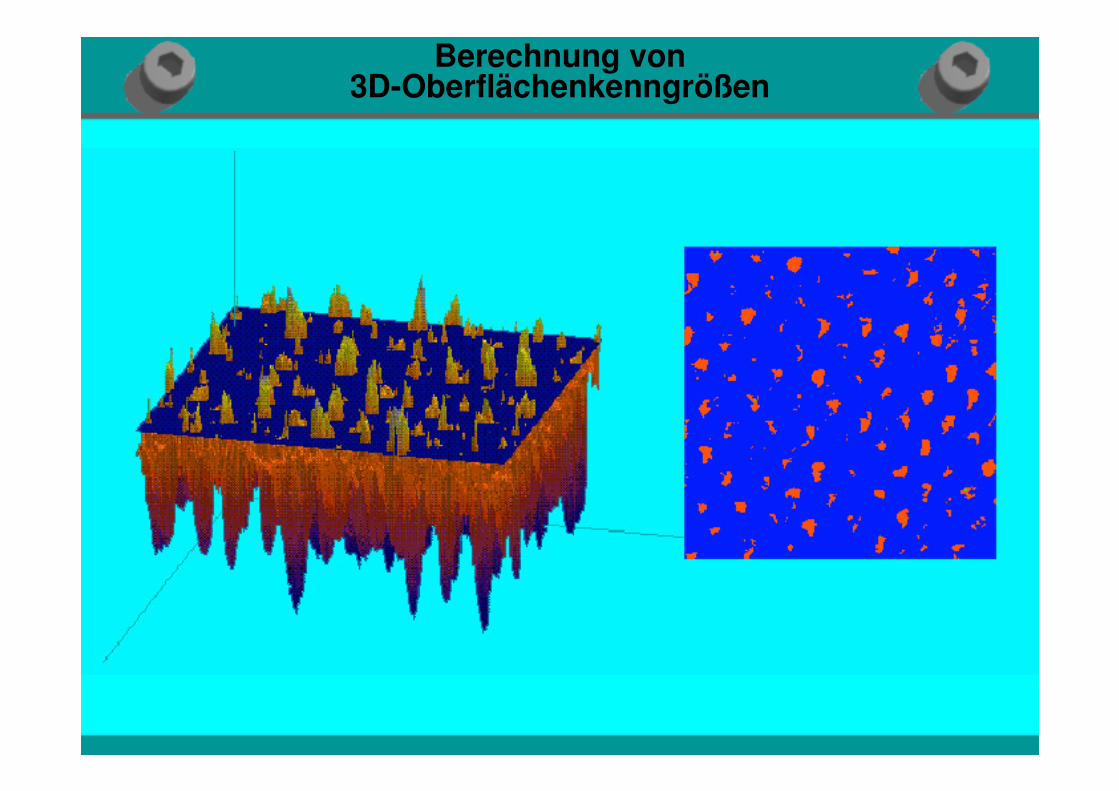
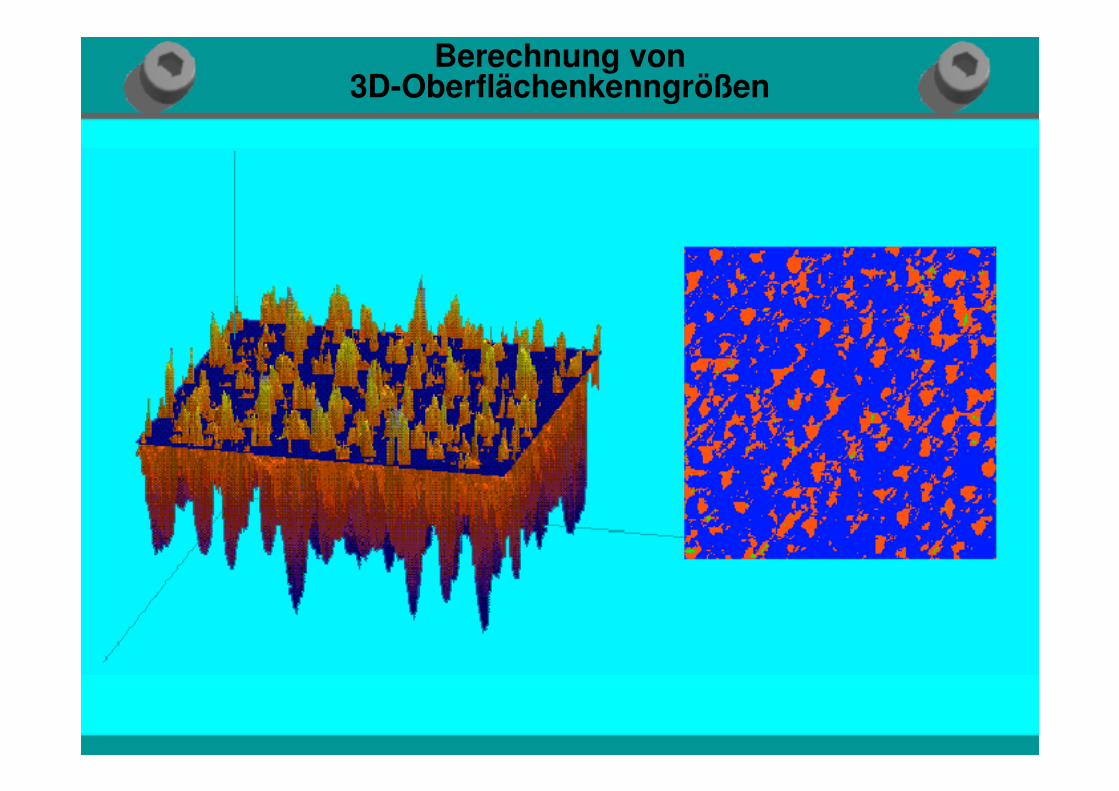
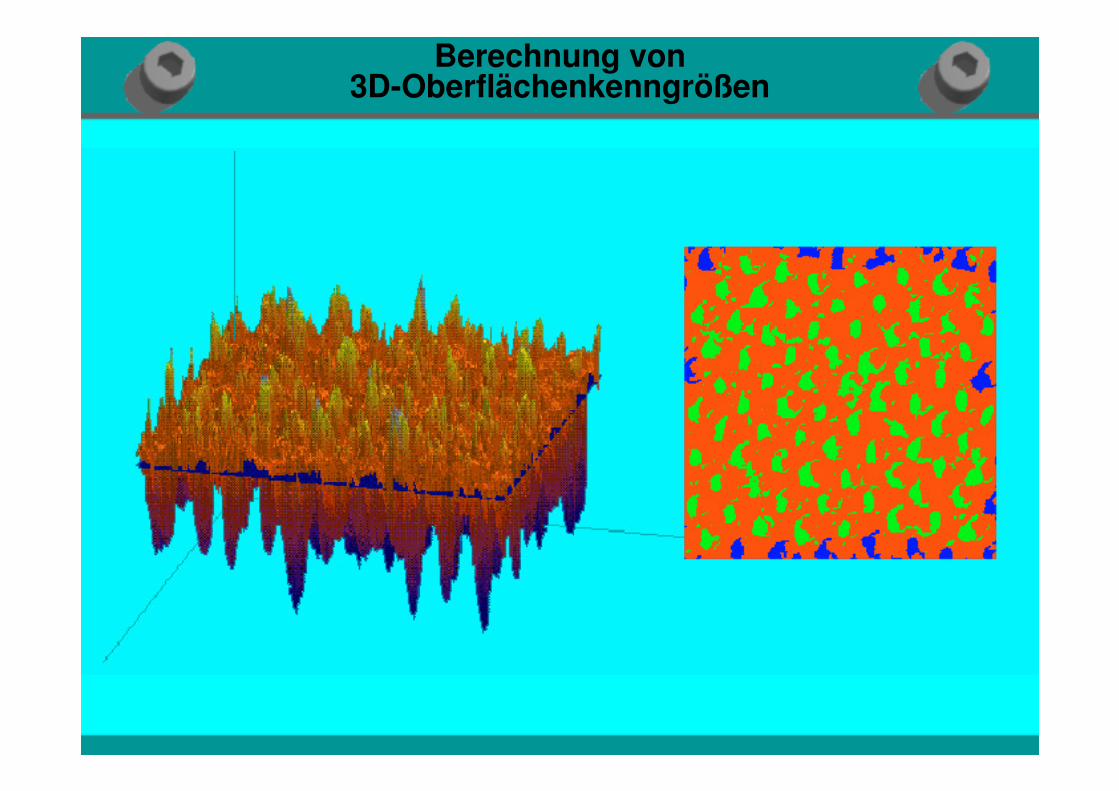
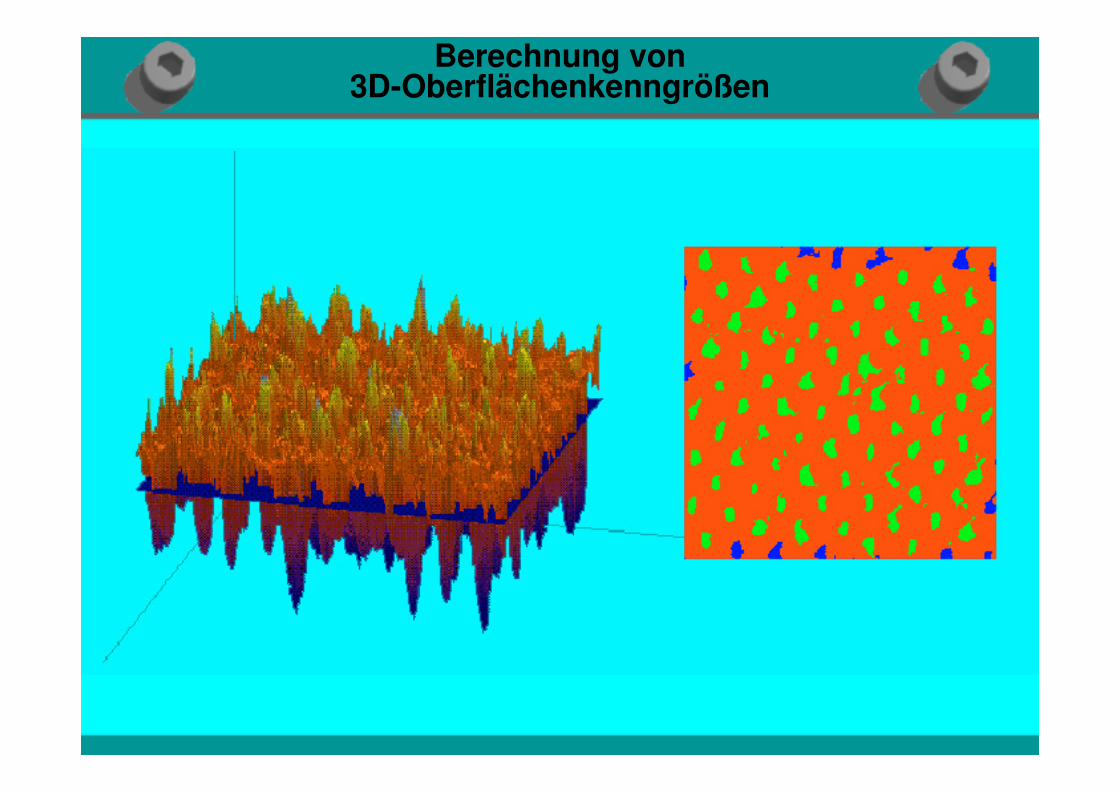
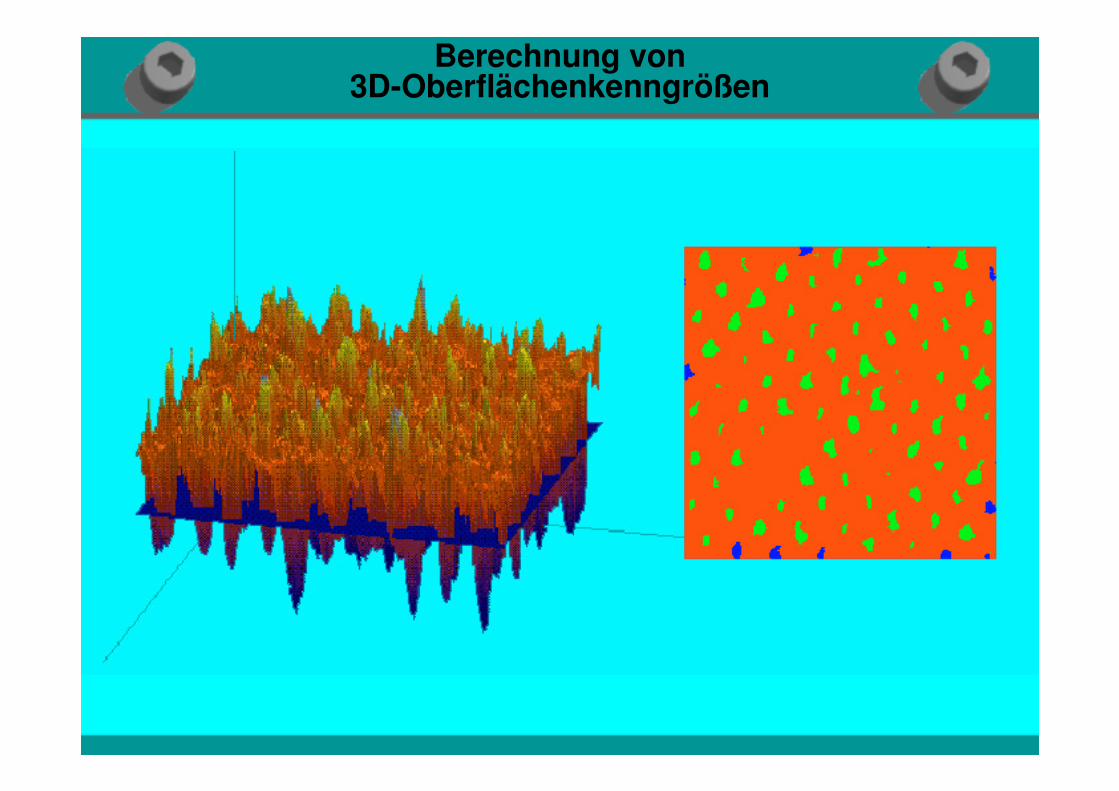
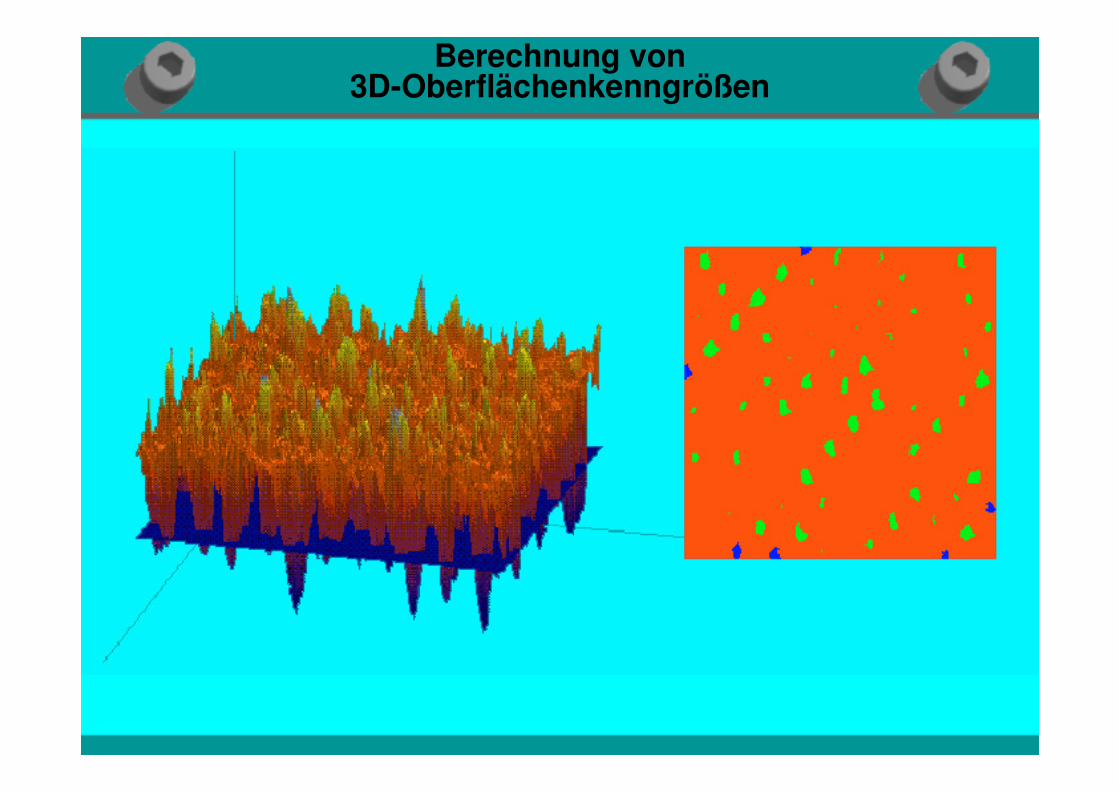
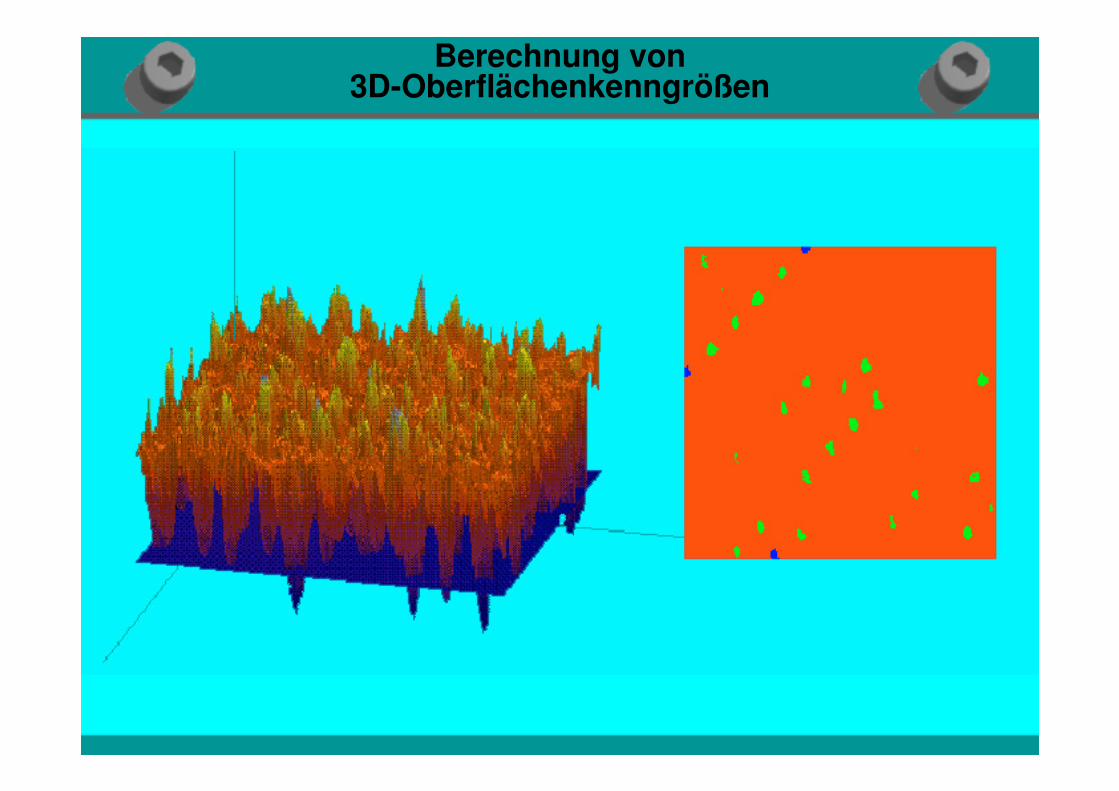
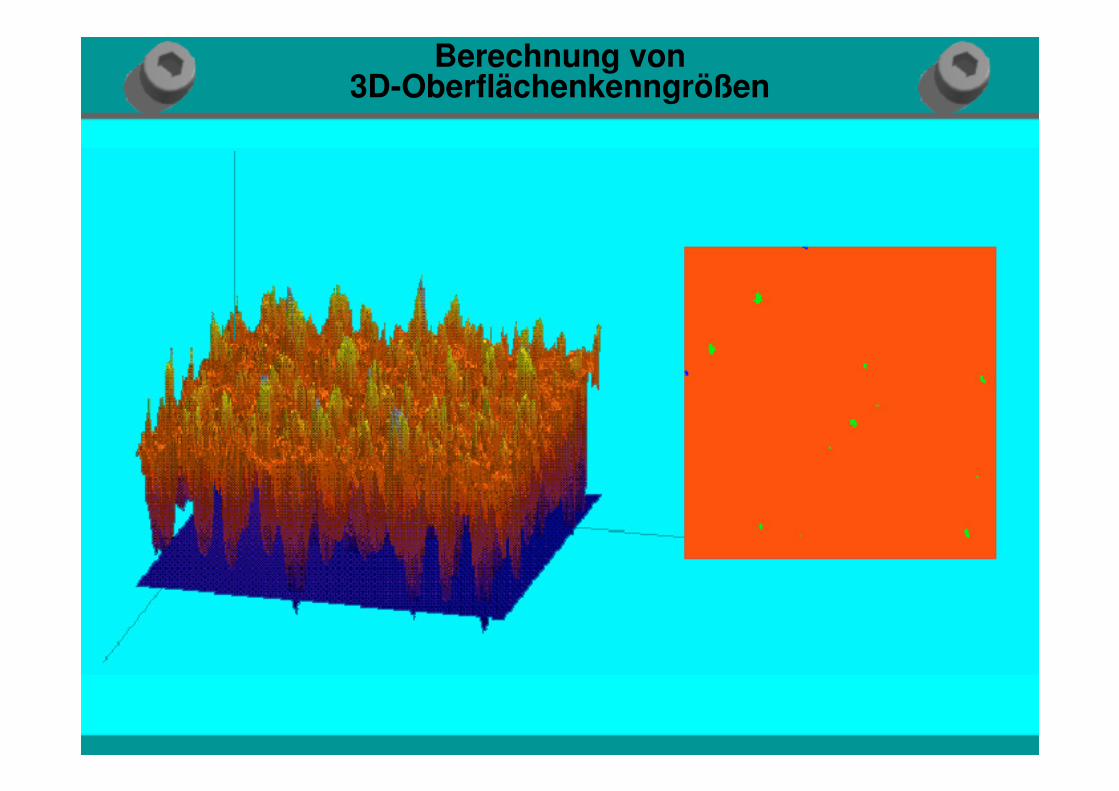
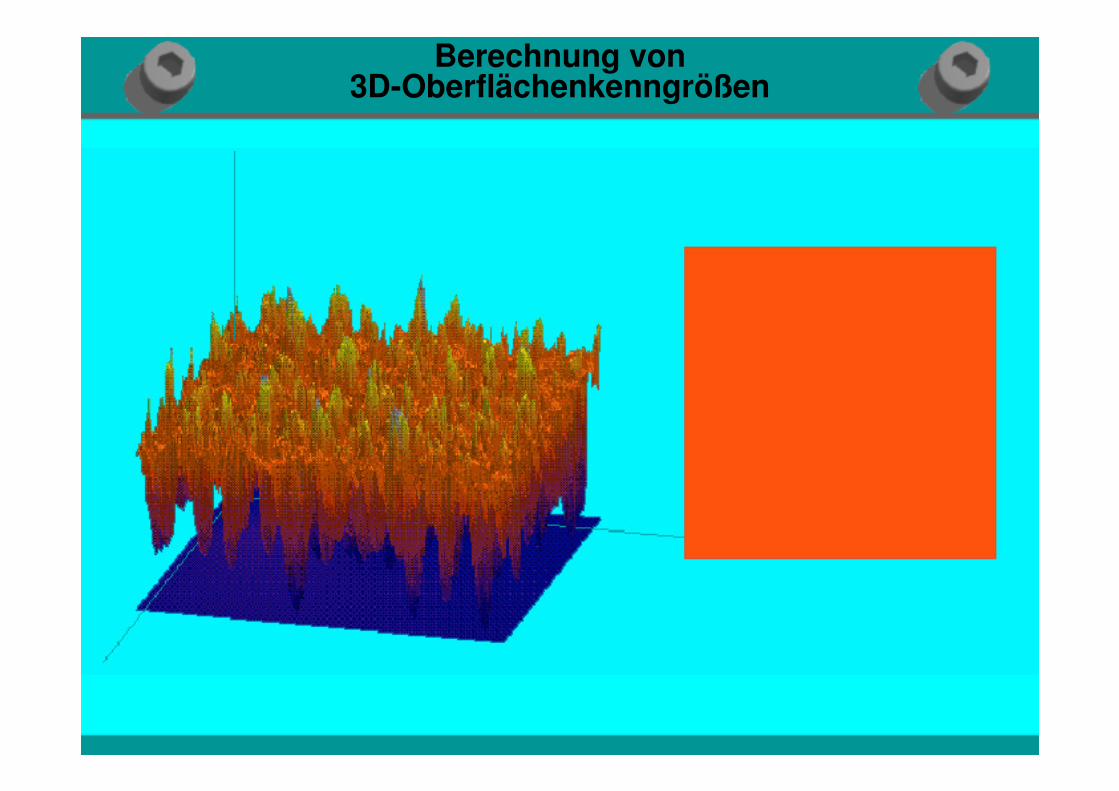
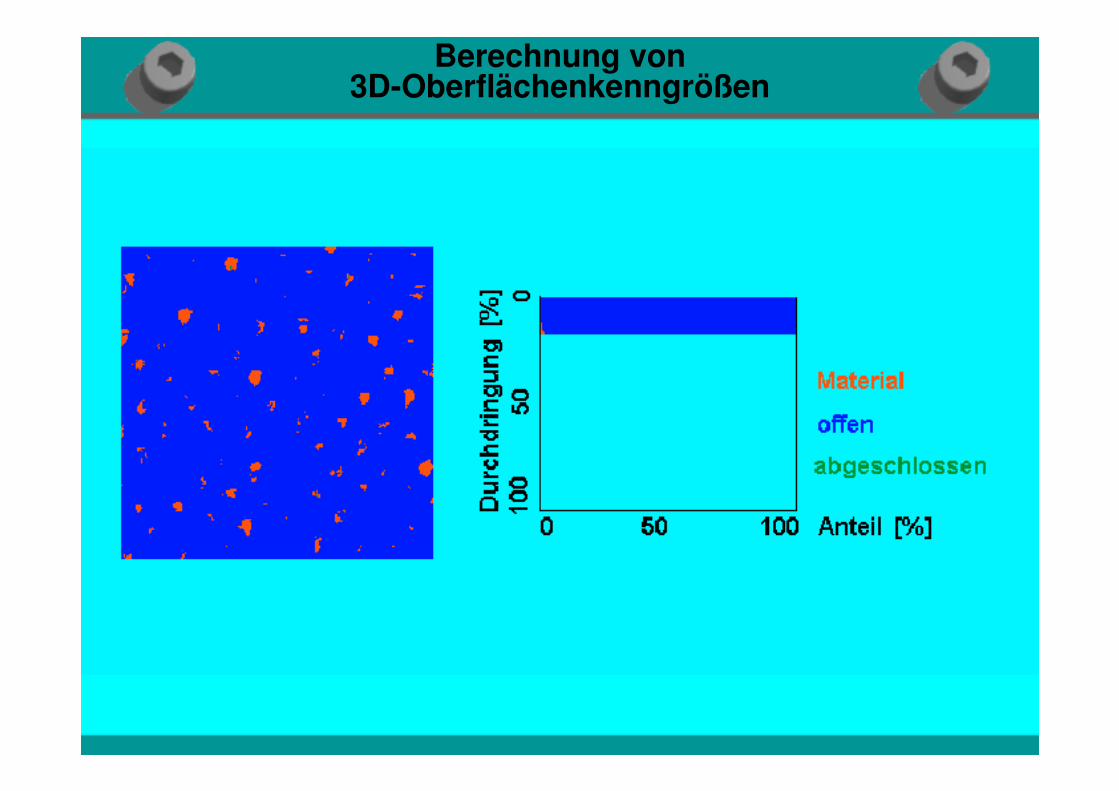
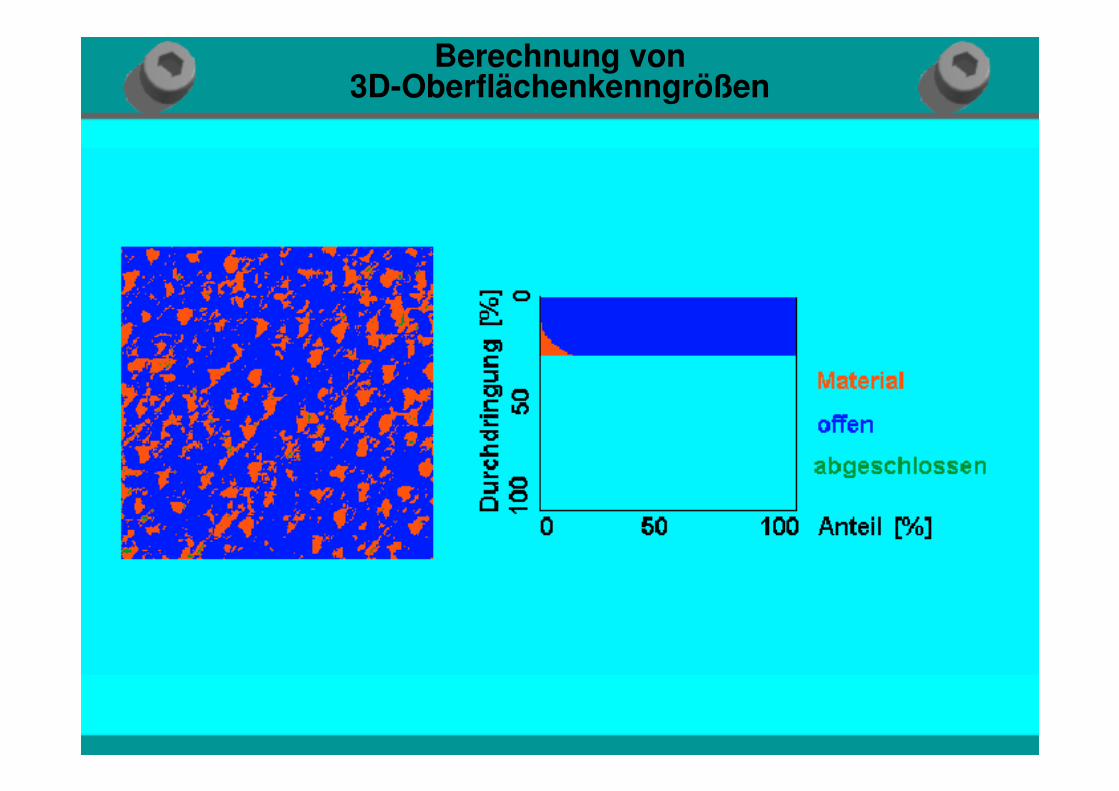
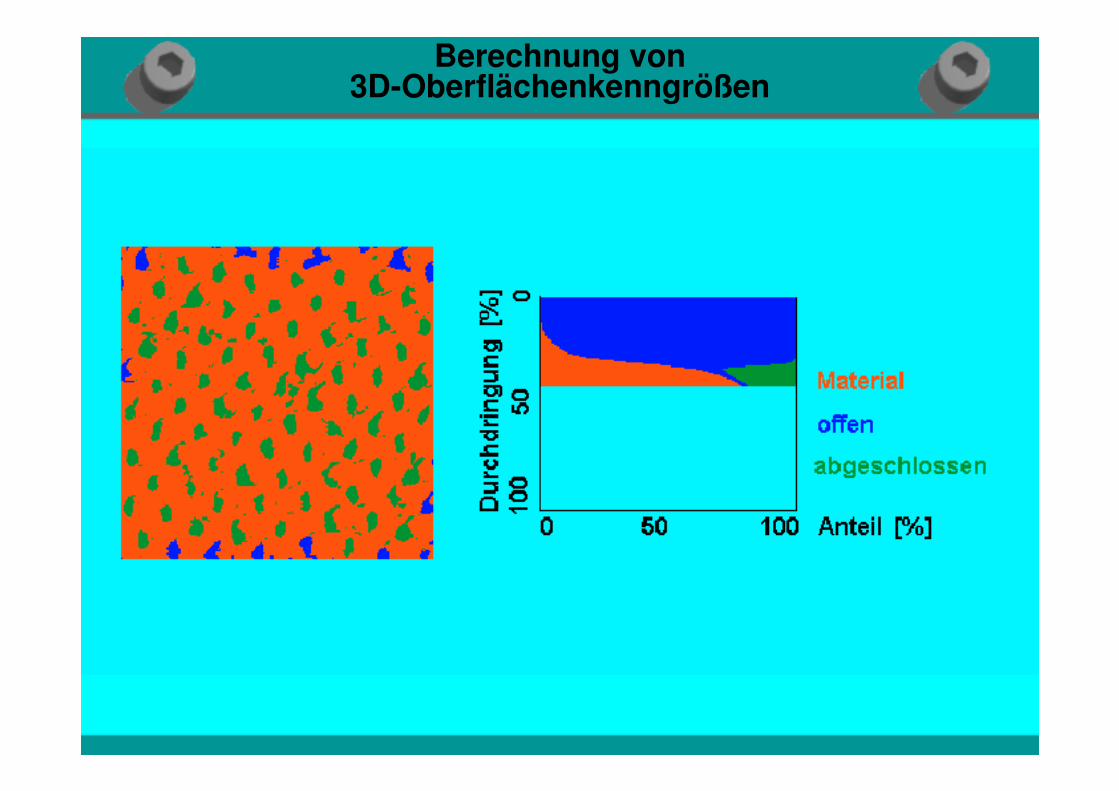
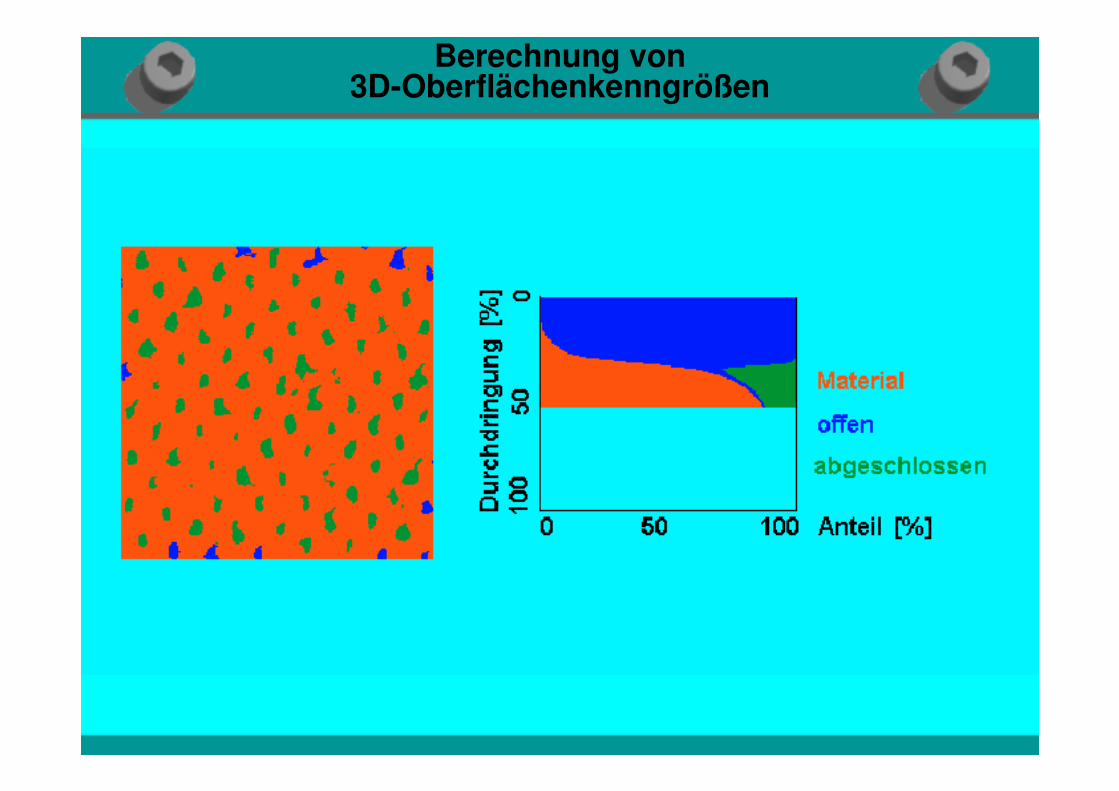
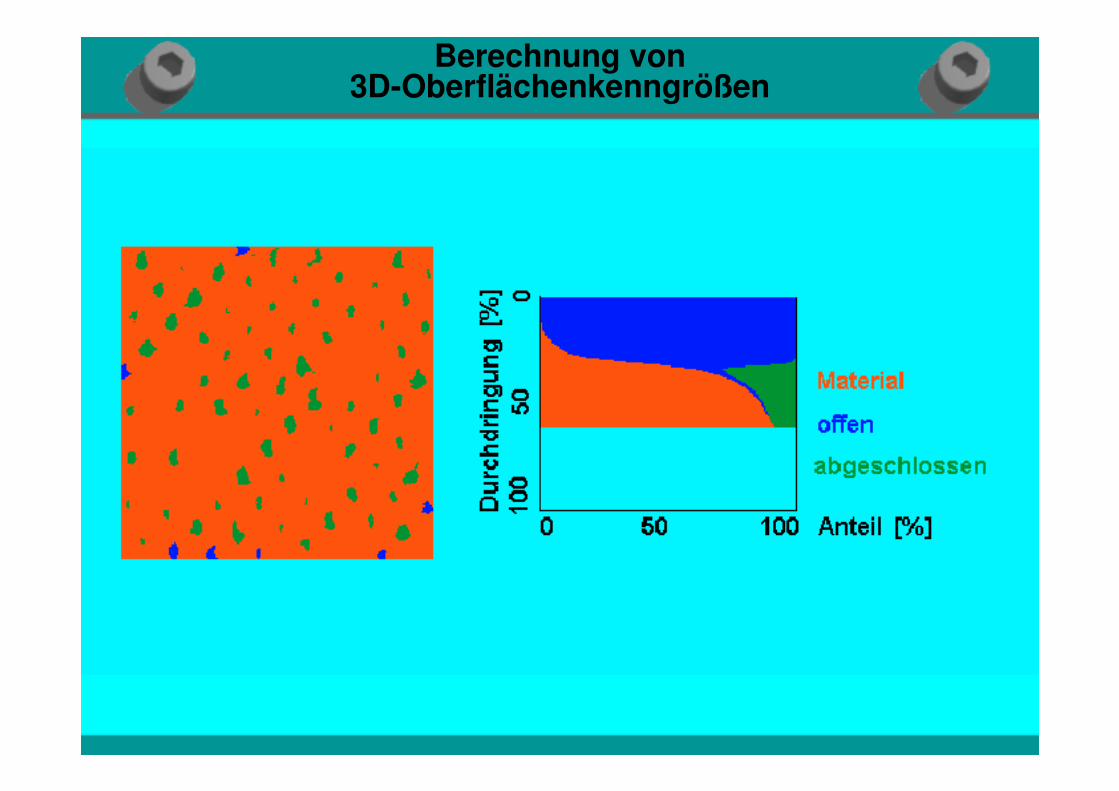
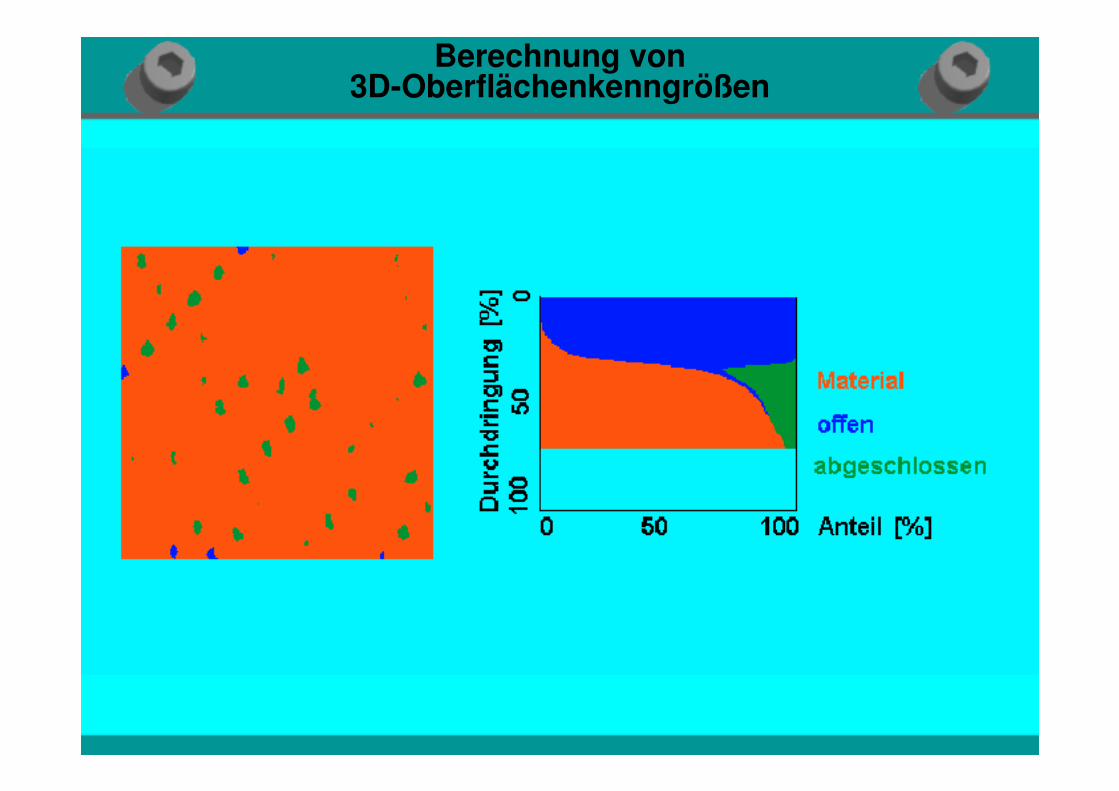
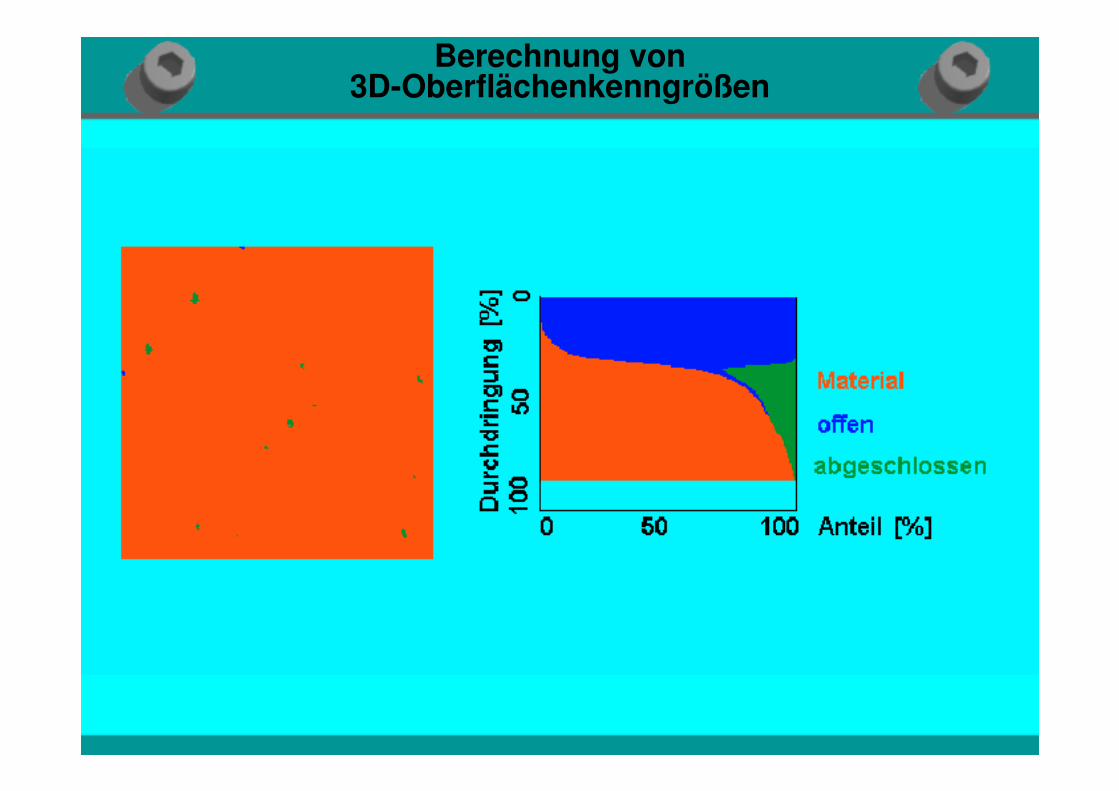
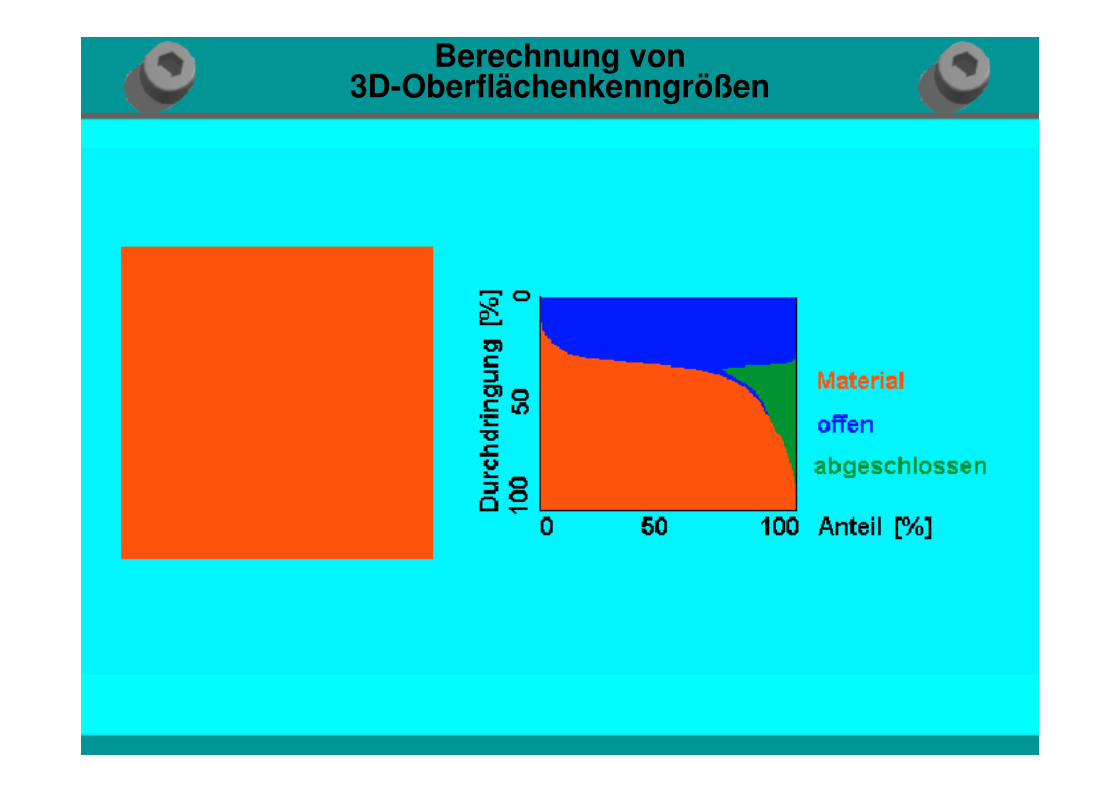
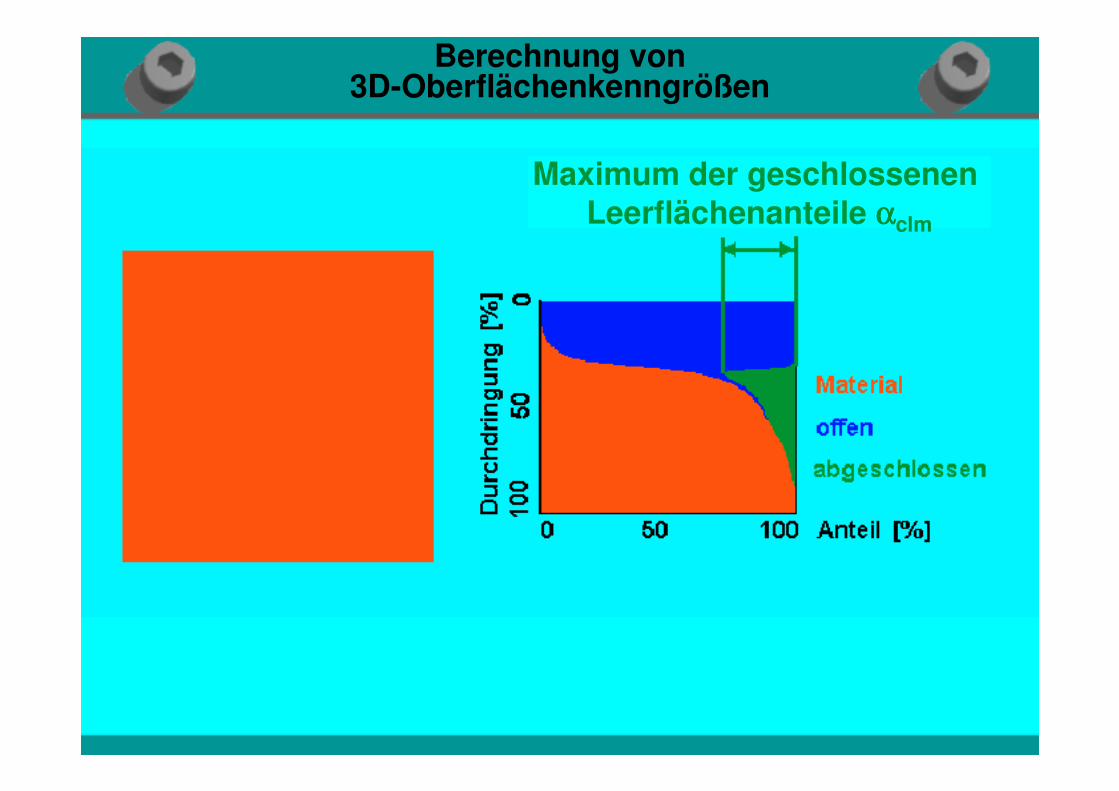
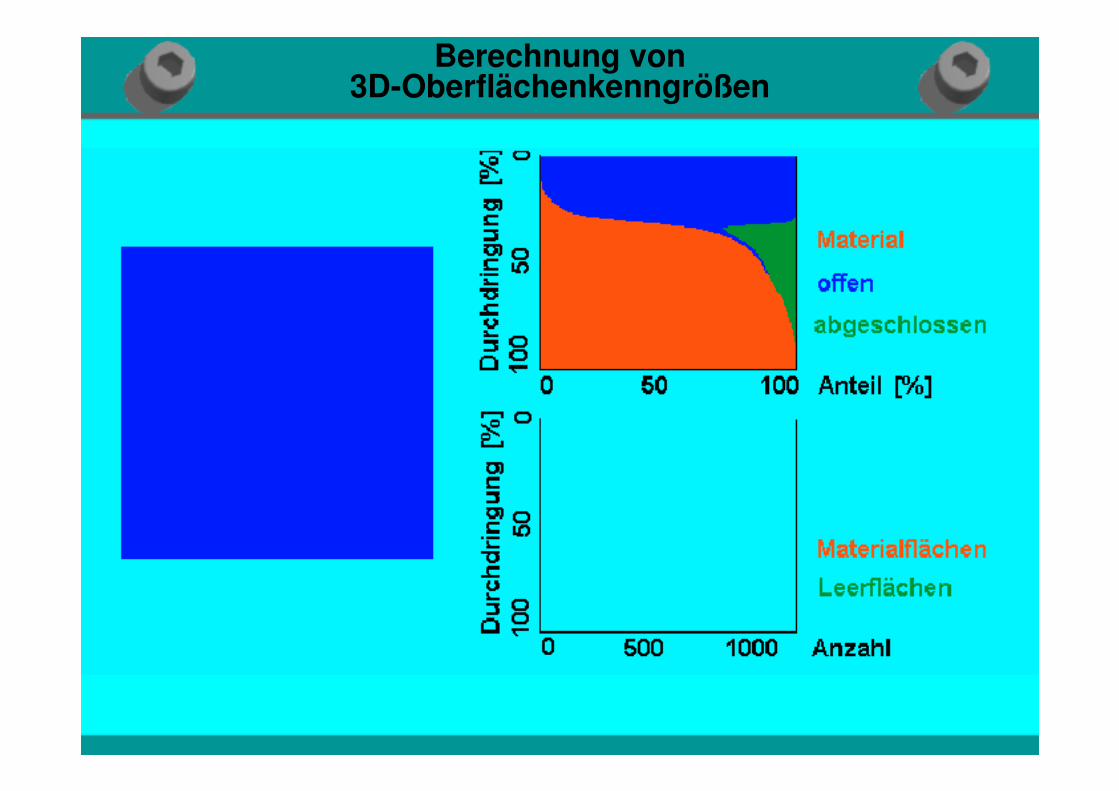
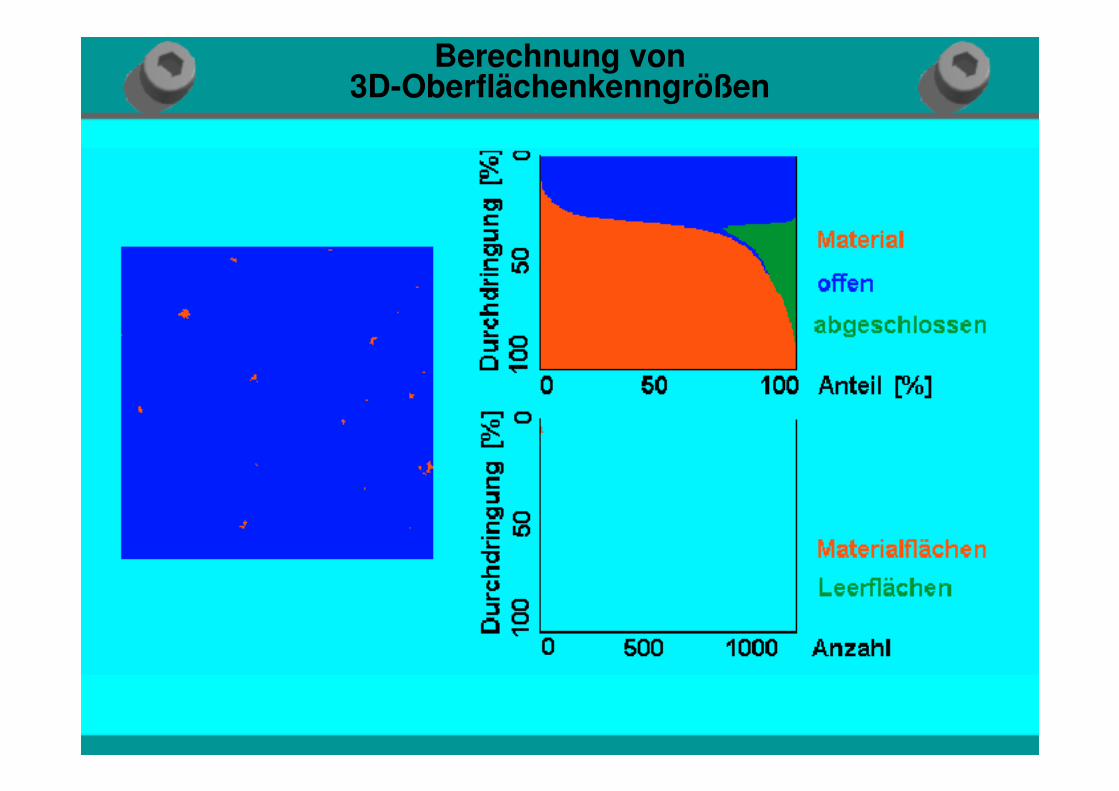
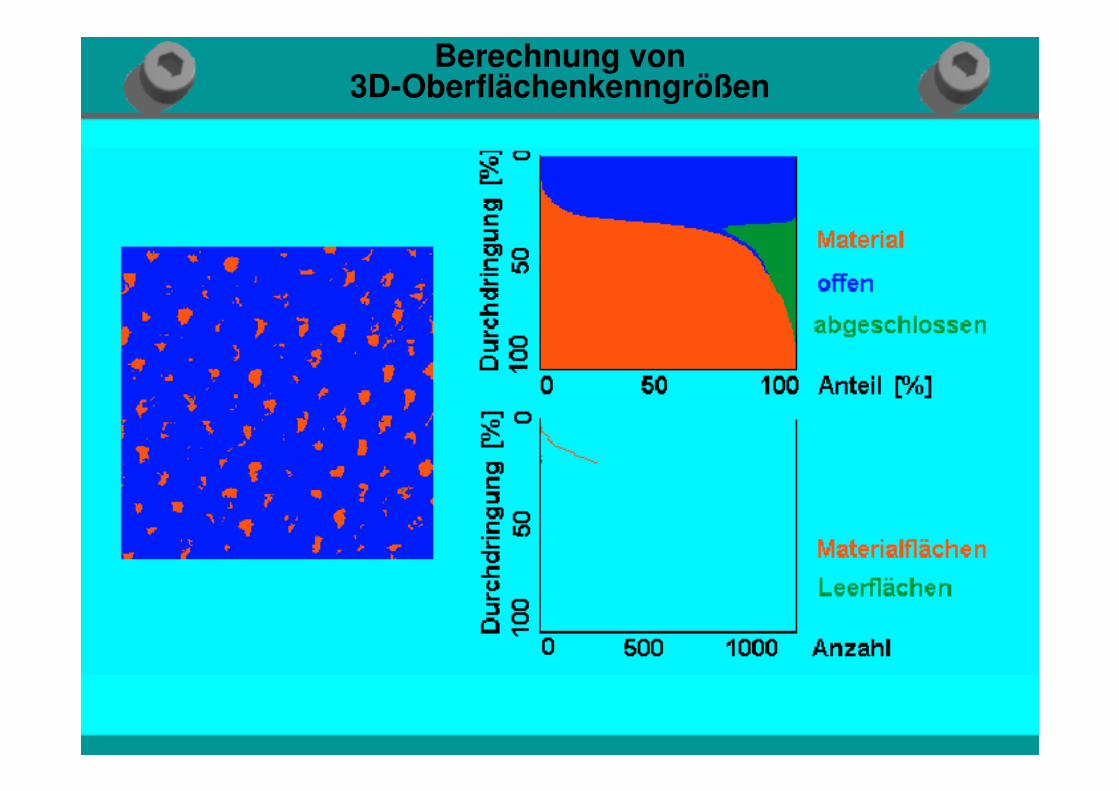
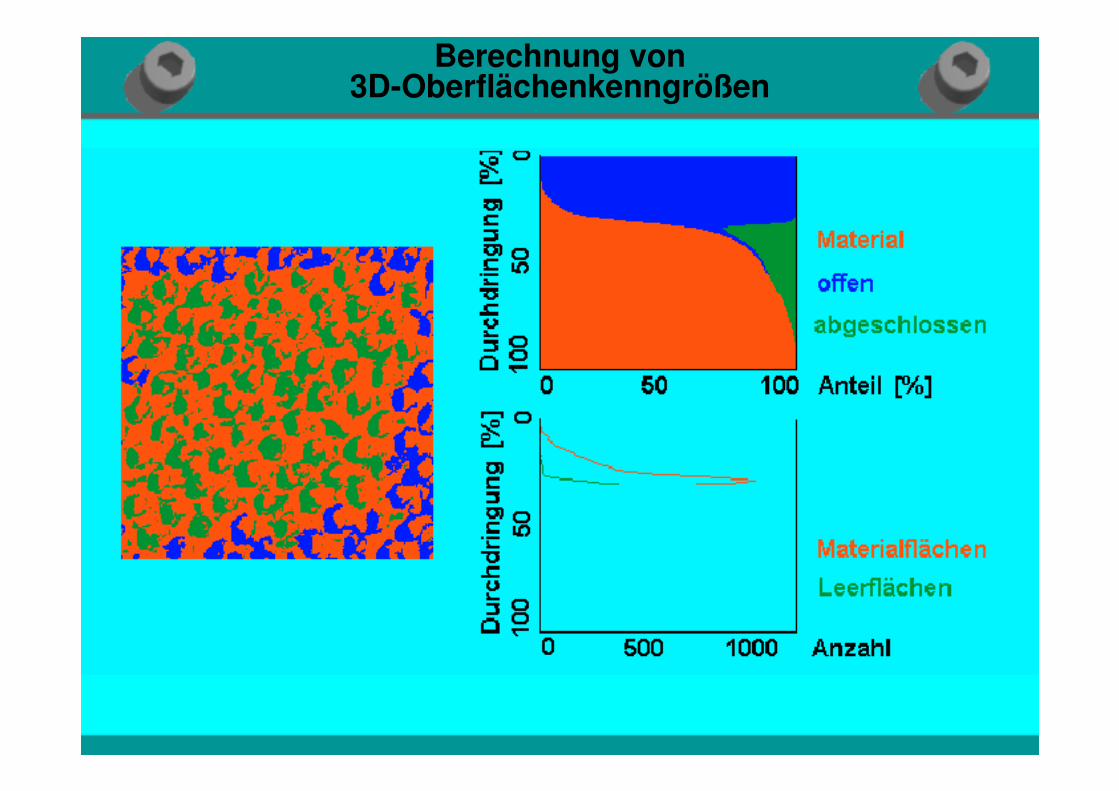
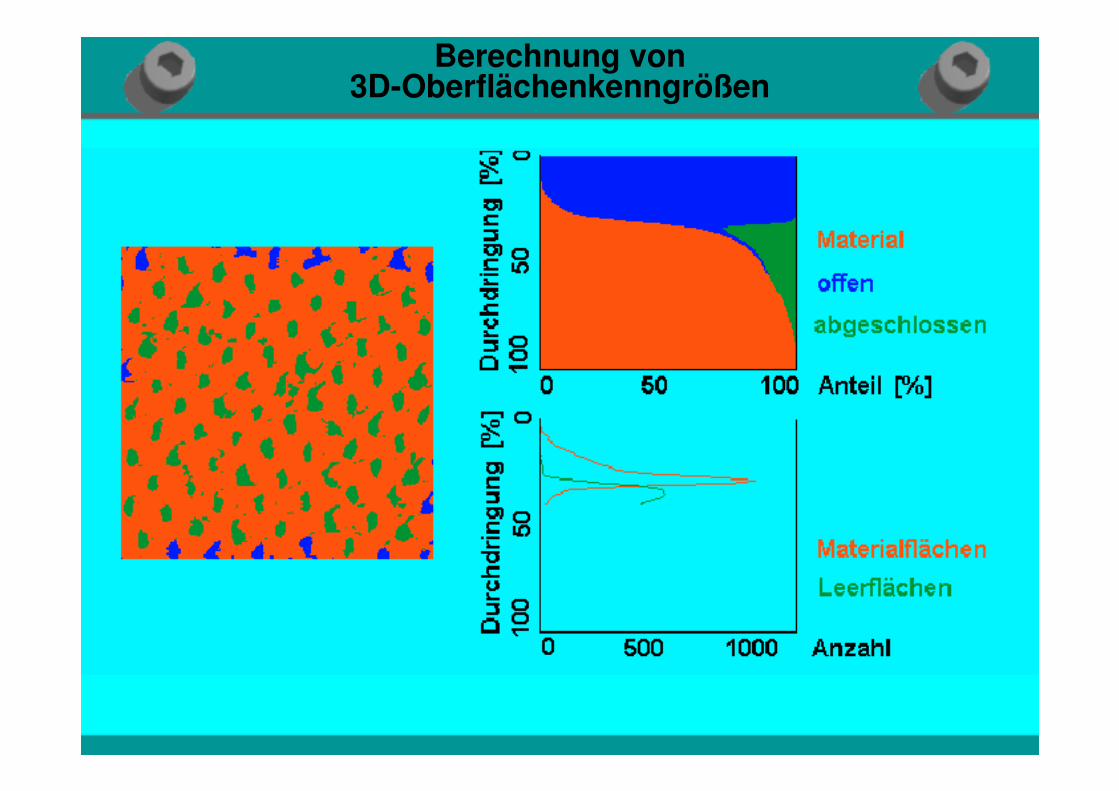
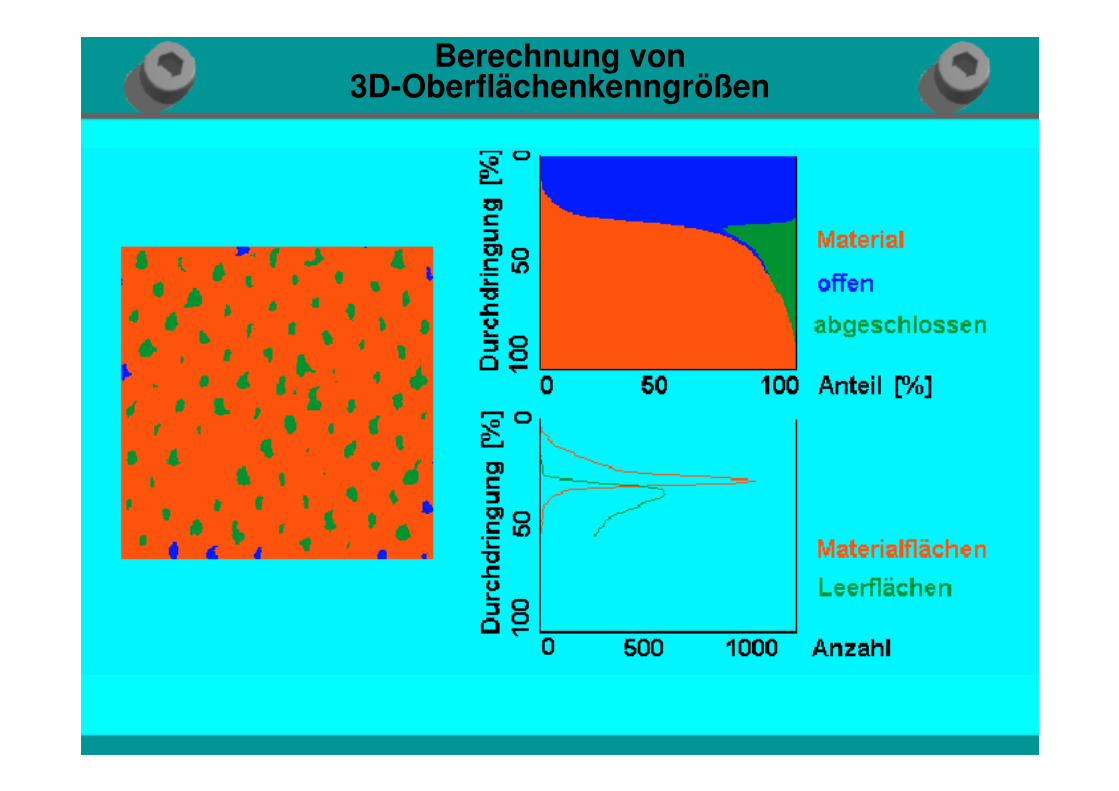
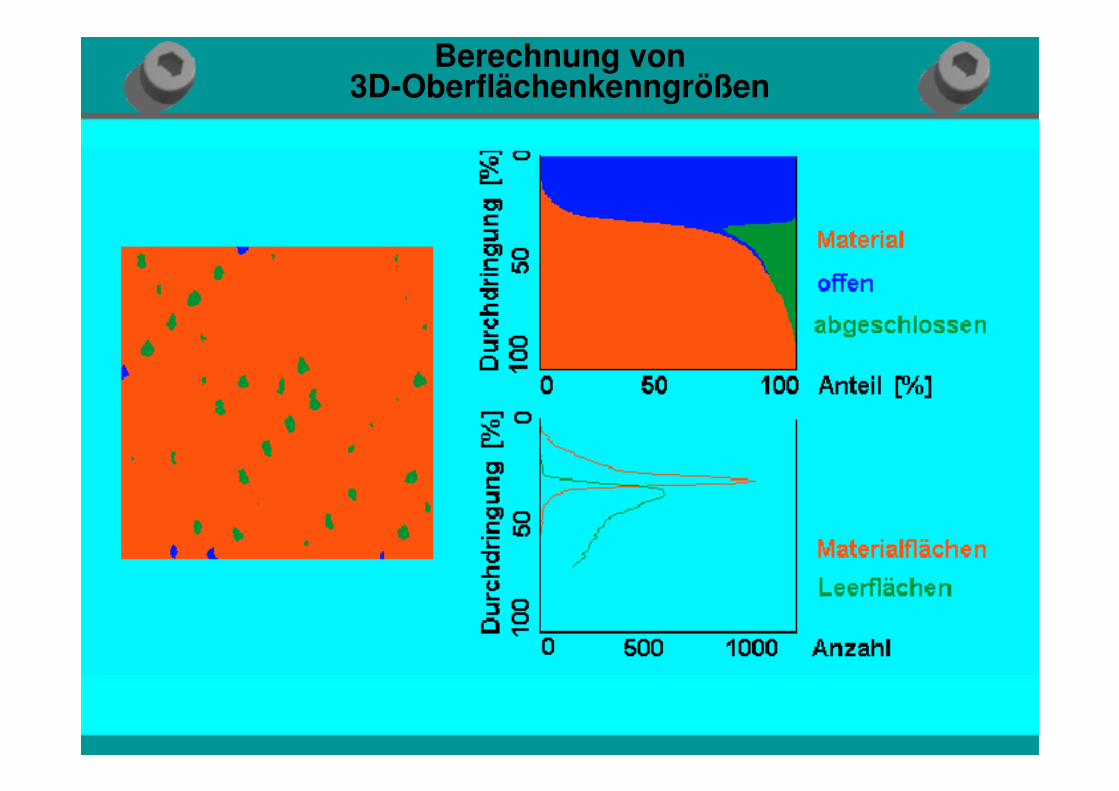
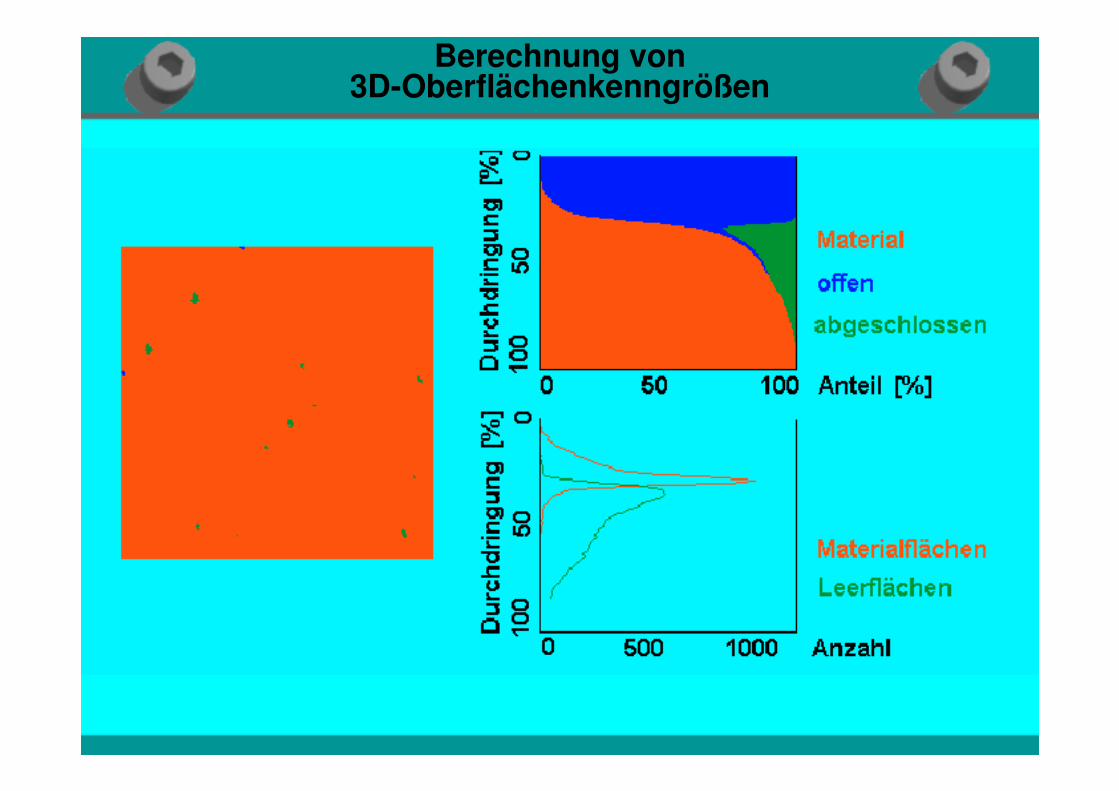
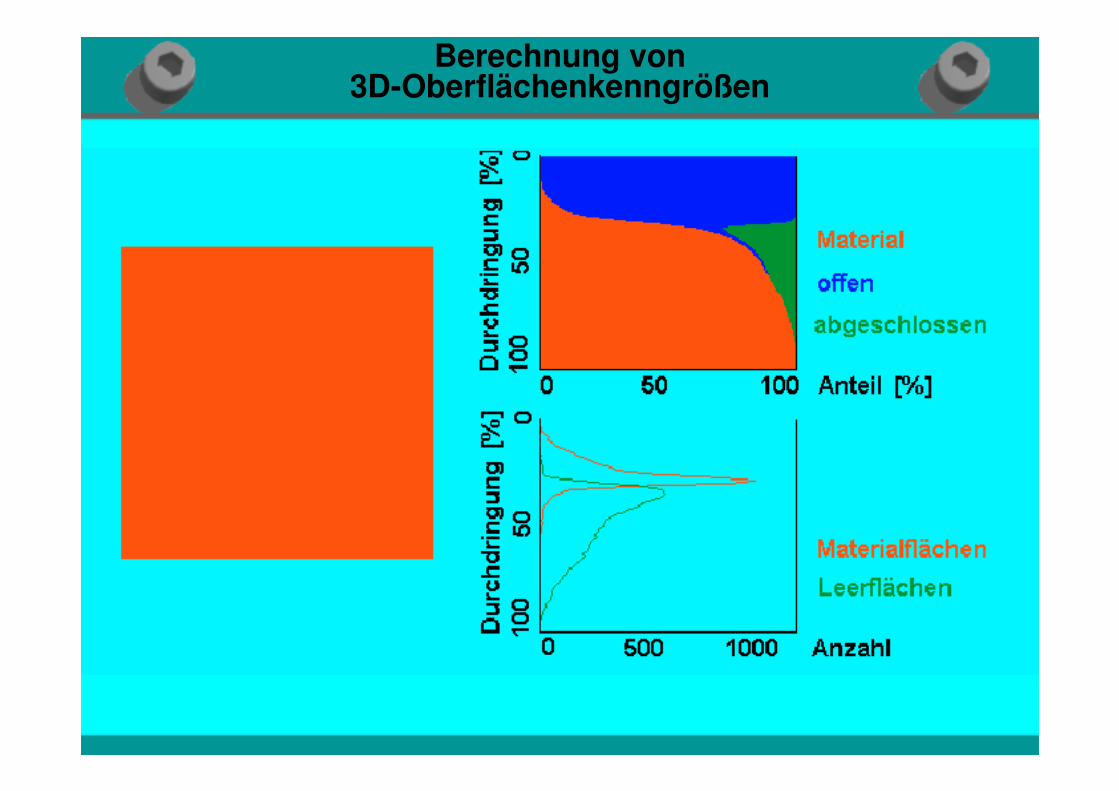
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Maximum der geschlossenen
Leerflächenanteile ααααclm
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
Berechnung von3D-Oberflächenkenngrößen
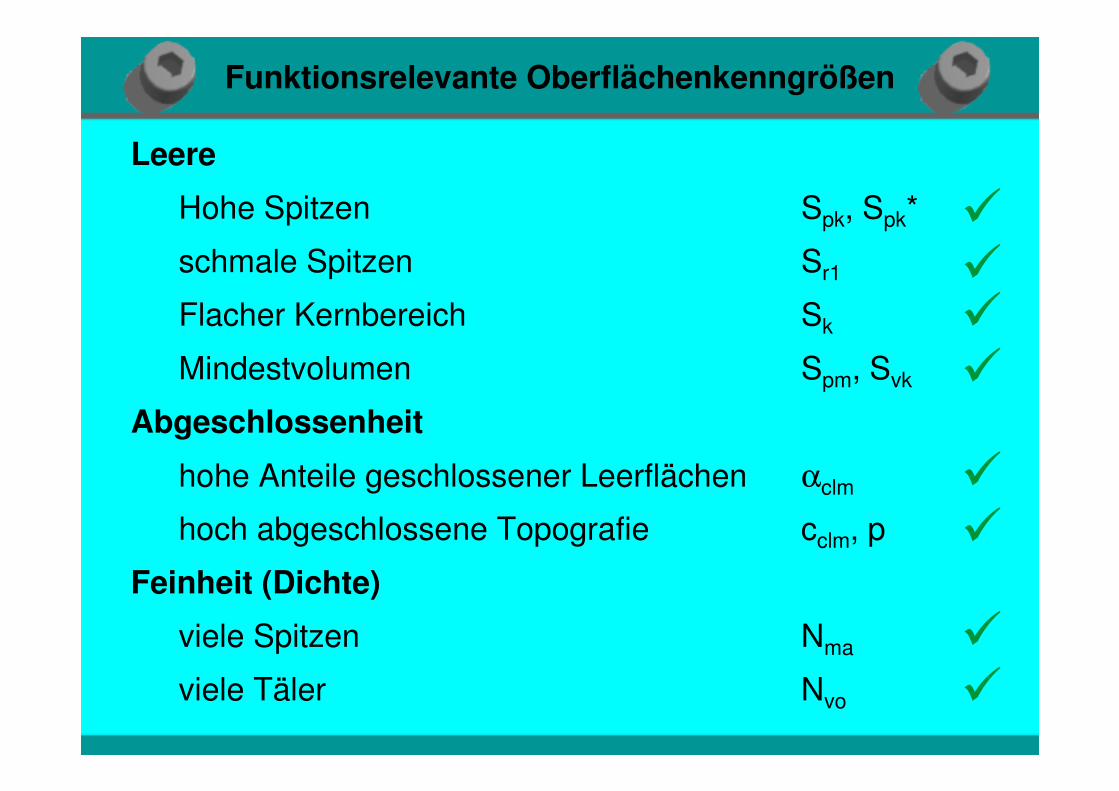
Leere
Hohe Spitzen Spk, Spk*
schmale Spitzen Sr1
Flacher Kernbereich Sk
Mindestvolumen Spm, Svk
Abgeschlossenheit
hohe Anteile geschlossener Leerflächen αclm
hoch abgeschlossene Topografie cclm, p
Feinheit (Dichte)
viele Spitzen Nma
viele Täler Nvo
�
��
�
�
�
�
�
Funktionsrelevante Oberflächenkenngrößen
Inhalt
1. Einleitung
• Topografien in der Blechumformung
• 2D-Oberflächenkenngrößen
2. Entwicklung neuer Oberflächenkenngrößen
• Tribologisch relevante Eigenschaften
• 3D-Oberflächenkenngrößen
• Filter
3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten
4. Zusammenfassung
Beurteilung der Topografie von Blechenim Hinblick auf die Reibung bei der Umformung
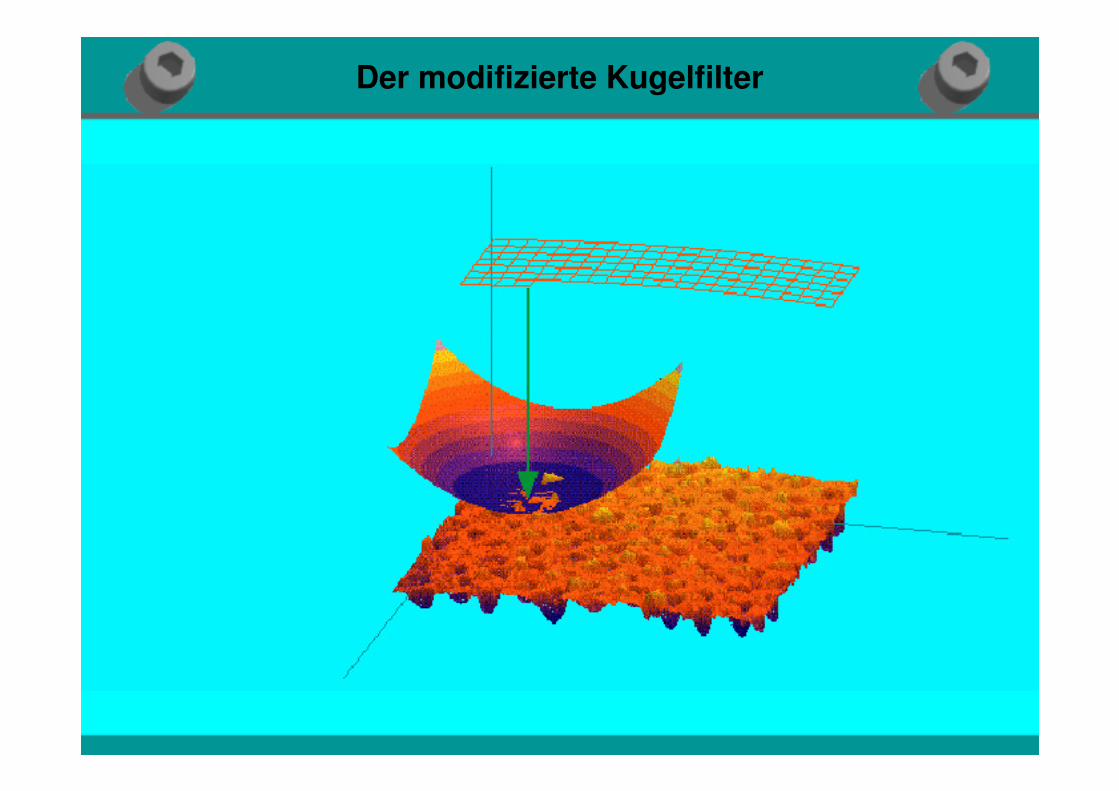
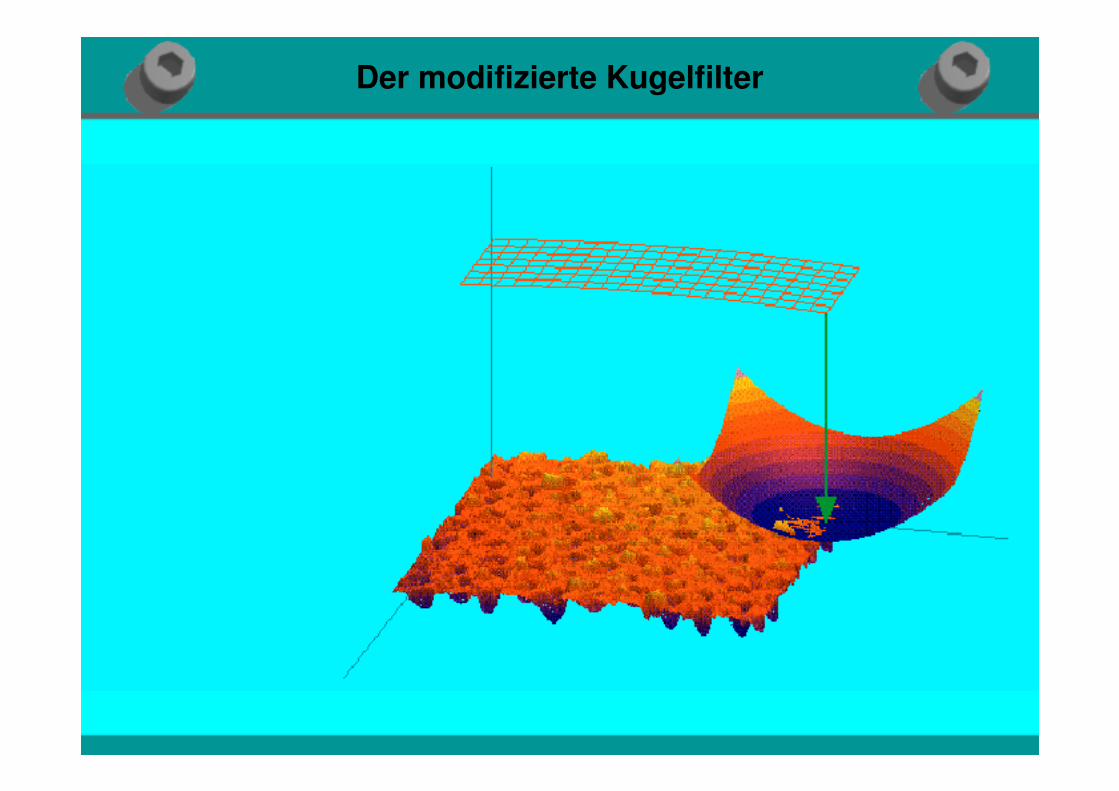
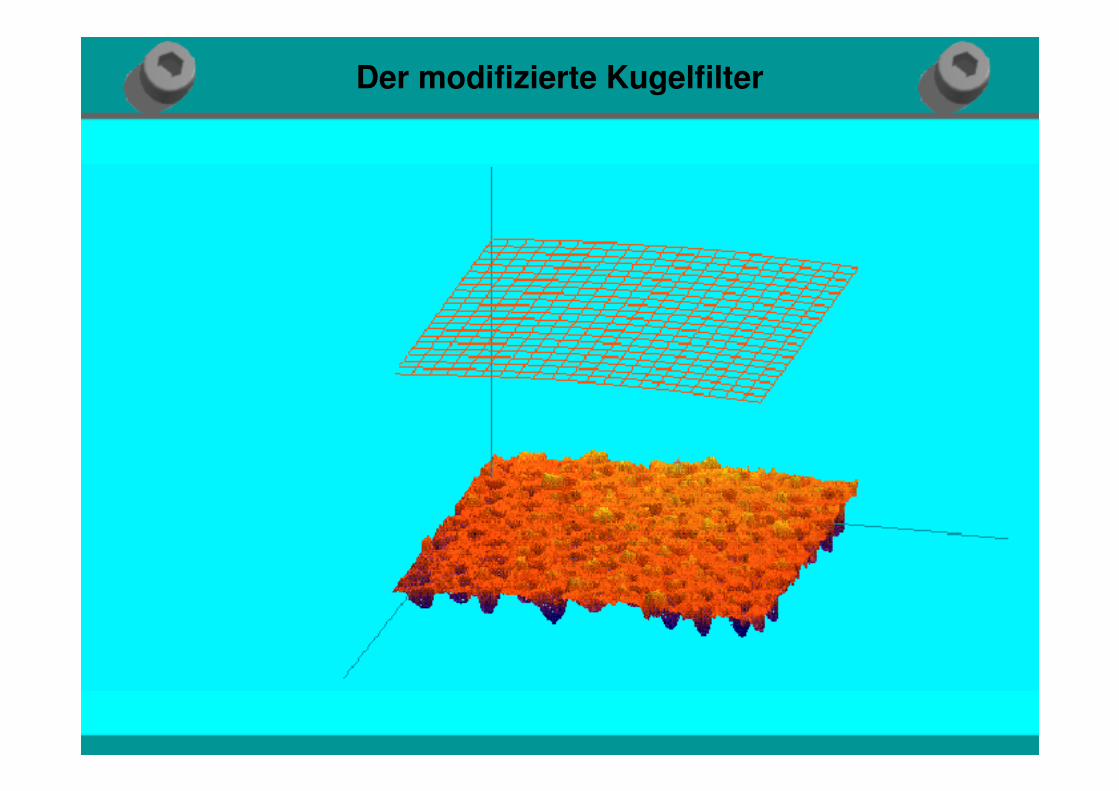
Notwendigkeit der Filterung der Meßdaten
Notwendigkeit der Filterung der Meßdaten
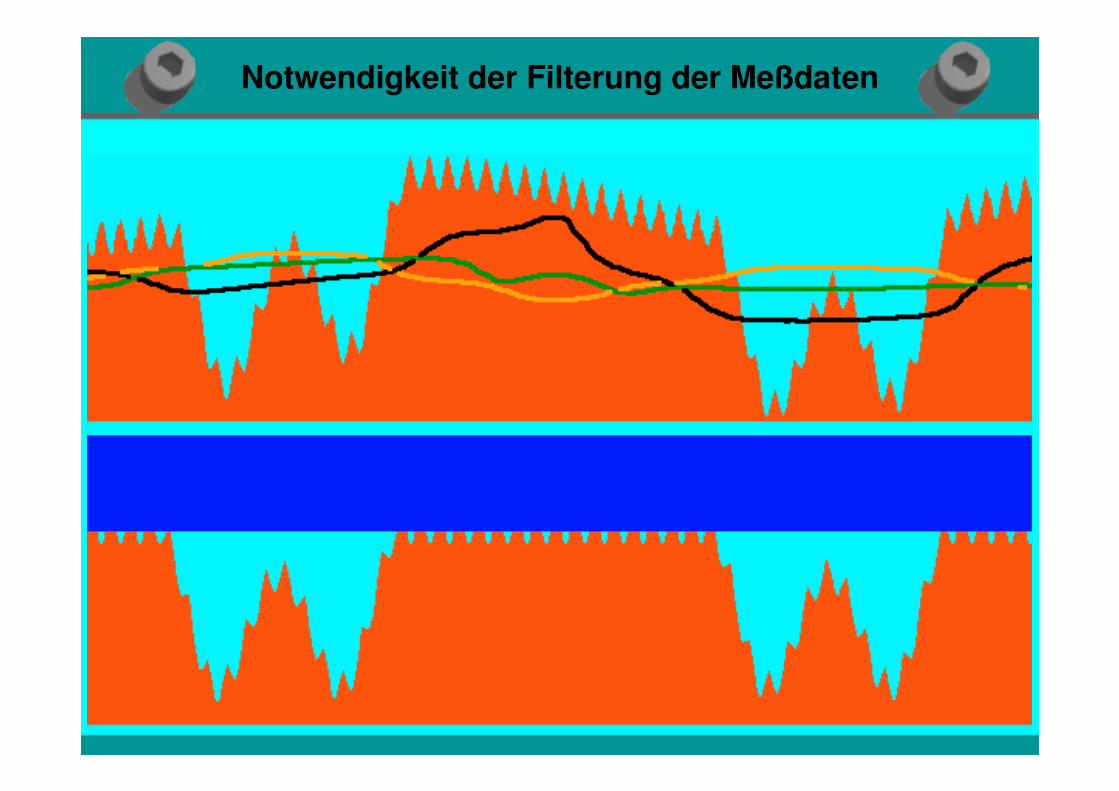
Notwendigkeit der Filterung der Meßdaten

Notwendigkeit der Filterung der Meßdaten
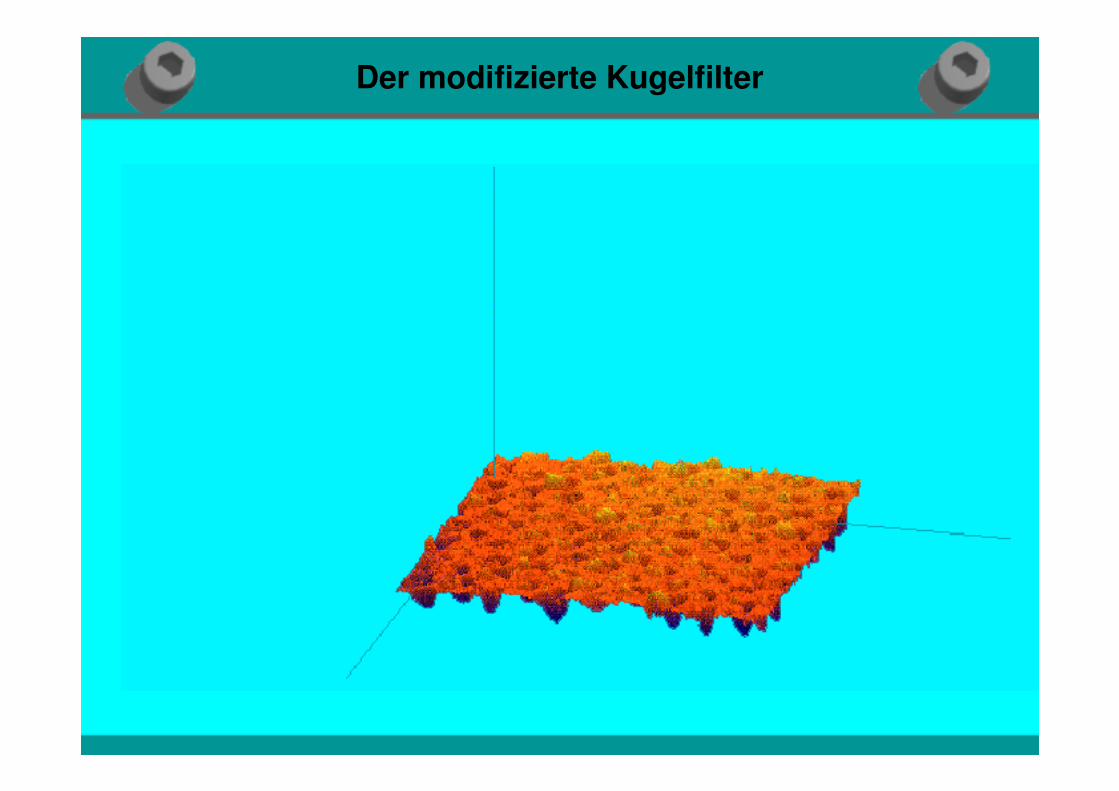
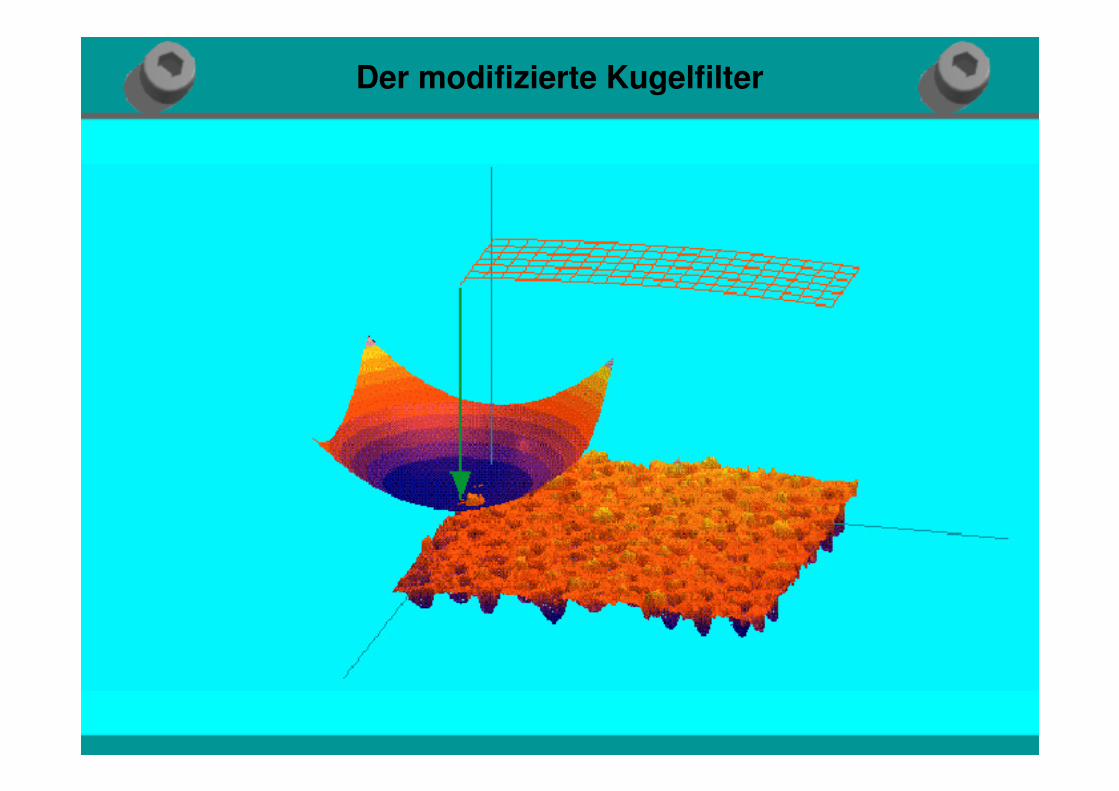
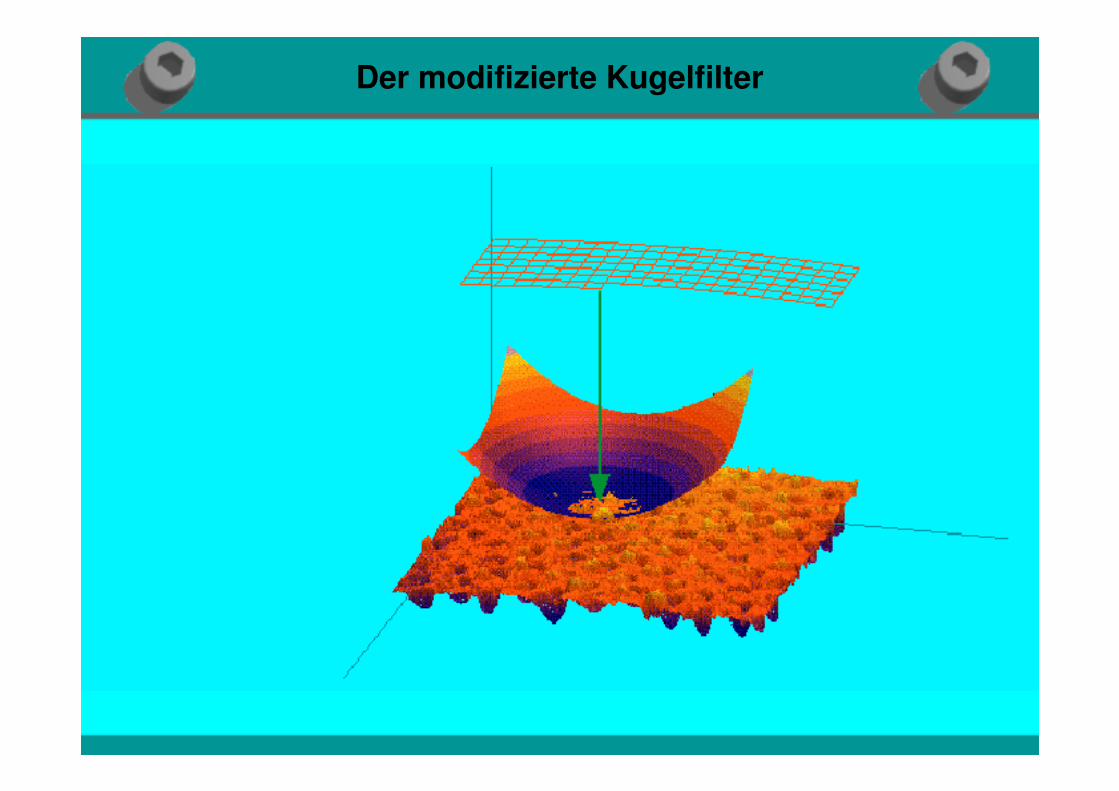
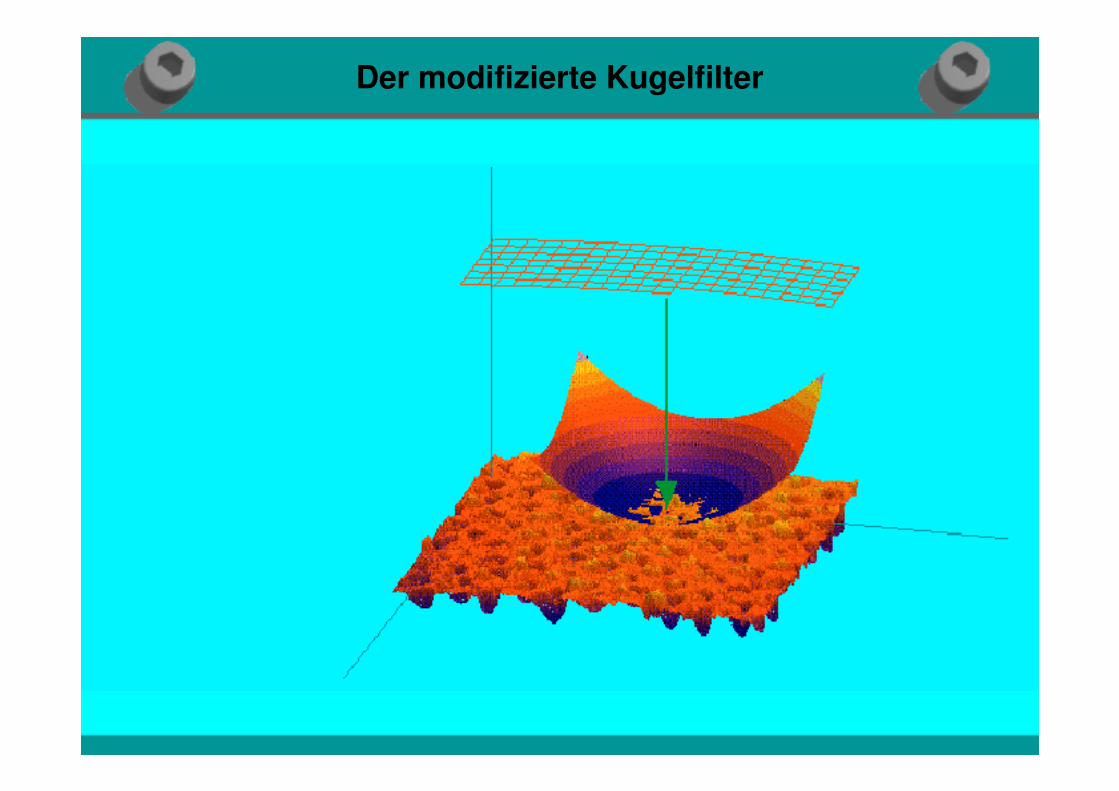
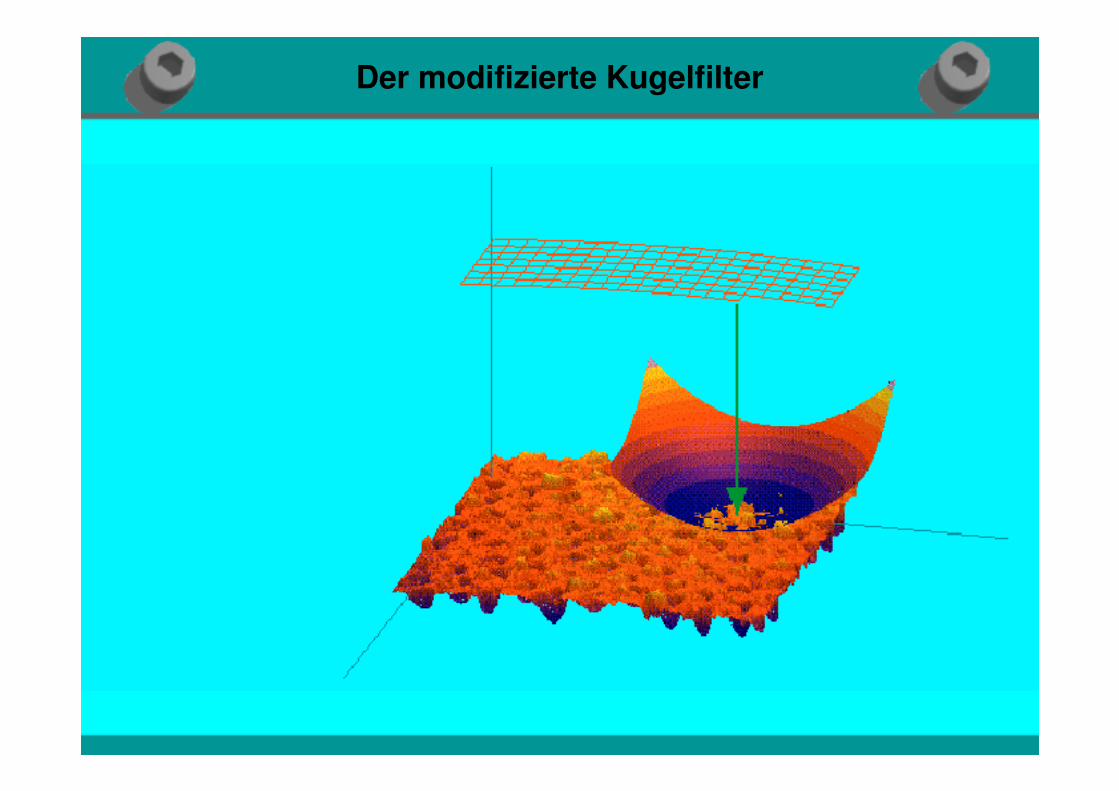
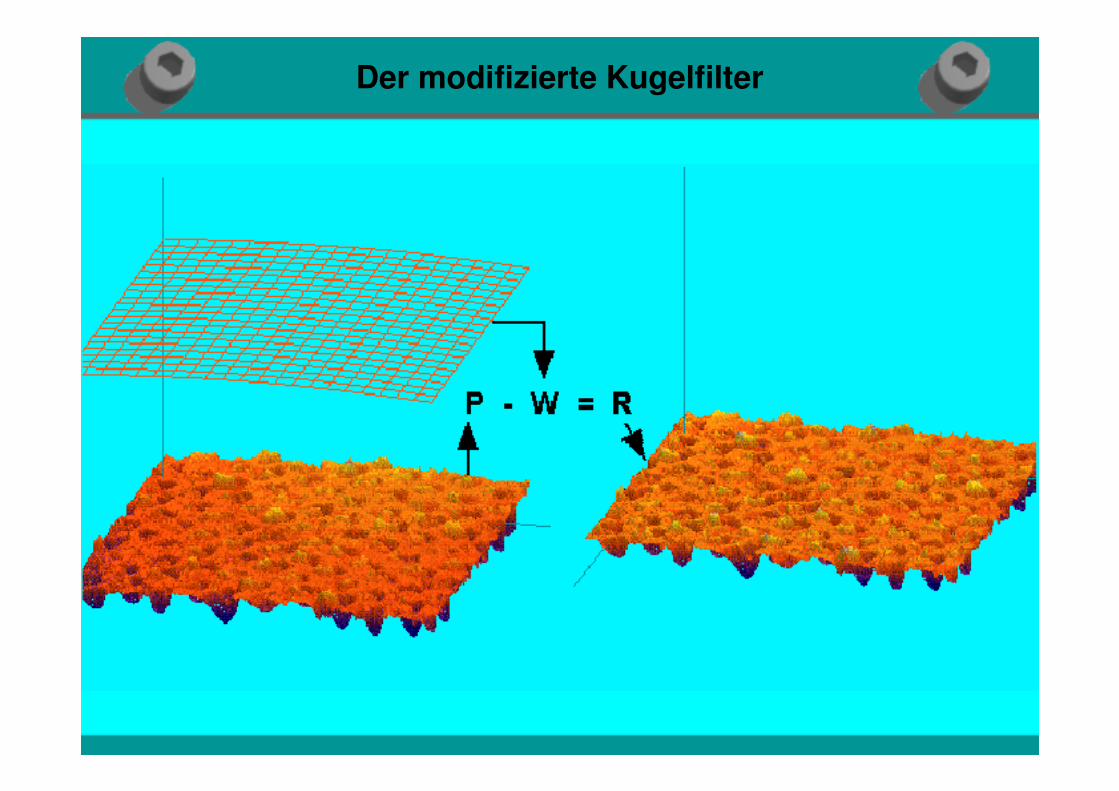
Der modifizierte Kugelfilter
Der modifizierte Kugelfilter
Der modifizierte Kugelfilter
Der modifizierte Kugelfilter
Der modifizierte Kugelfilter
Der modifizierte Kugelfilter
Der modifizierte Kugelfilter
Der modifizierte Kugelfilter
Der modifizierte Kugelfilter
Der modifizierte Kugelfilter
Der modifizierte Kugelfilter
Der modifizierte Kugelfilter
Inhalt
1. Einleitung
• Topografien in der Blechumformung
• 2D-Oberflächenkenngrößen
2. Entwicklung neuer Oberflächenkenngrößen
• Tribologisch relevante Eigenschaften
• 3D-Oberflächenkenngrößen
• Filter
3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten
4. Zusammenfassung
Beurteilung der Topografie von Blechenim Hinblick auf die Reibung bei der Umformung
Fragen
Lassen sich die Annahmen über die Wirkungsweise der
Topografie experimentell bestätigen?
Sind andere Kenngrößen ebenfalls (besser) geeignet?
Welche Filter und Filterparameter sind zu wählen?
Zu welchen tribologischen Kenngrößen bestehen
Zusammenhänge?
78 Oberflächenkenngrößen
104 Filter
21 tribologische Kenngrößen--------------------------------------------
⇒ 170.352 Diagramme
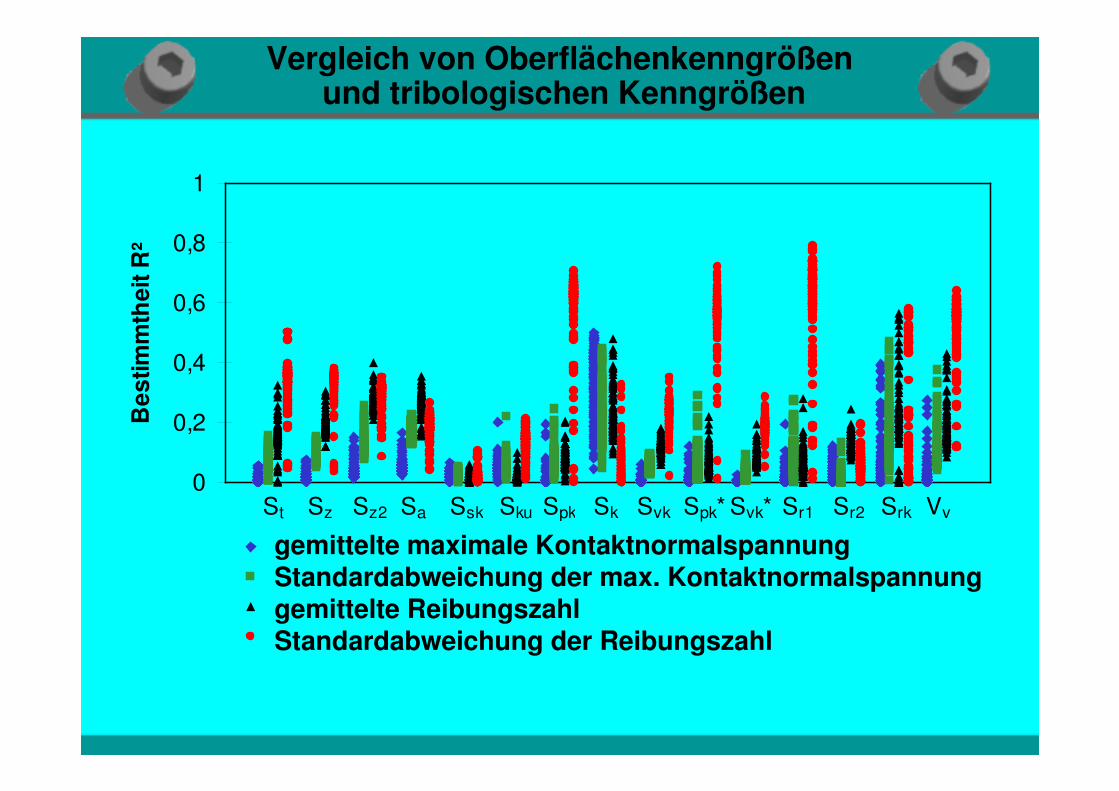
Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen
0
0,2
0,4
0,6
0,8
1
Be
sti
mm
the
it R
²
gemittelte maximale Kontaktnormalspannung
Standardabweichung der maximalen Kontaktnormalspannung
gemittelte Reibungszahl
Standardabweichung der Reibungszahl
St Sz Sz2 Sa Ssk Sku Spk Sk Svk Spk* Svk* Sr1 Sr2 Srk Vv
gemittelte maximale KontaktnormalspannungStandardabweichung der max. Kontaktnormalspannunggemittelte ReibungszahlStandardabweichung der Reibungszahl
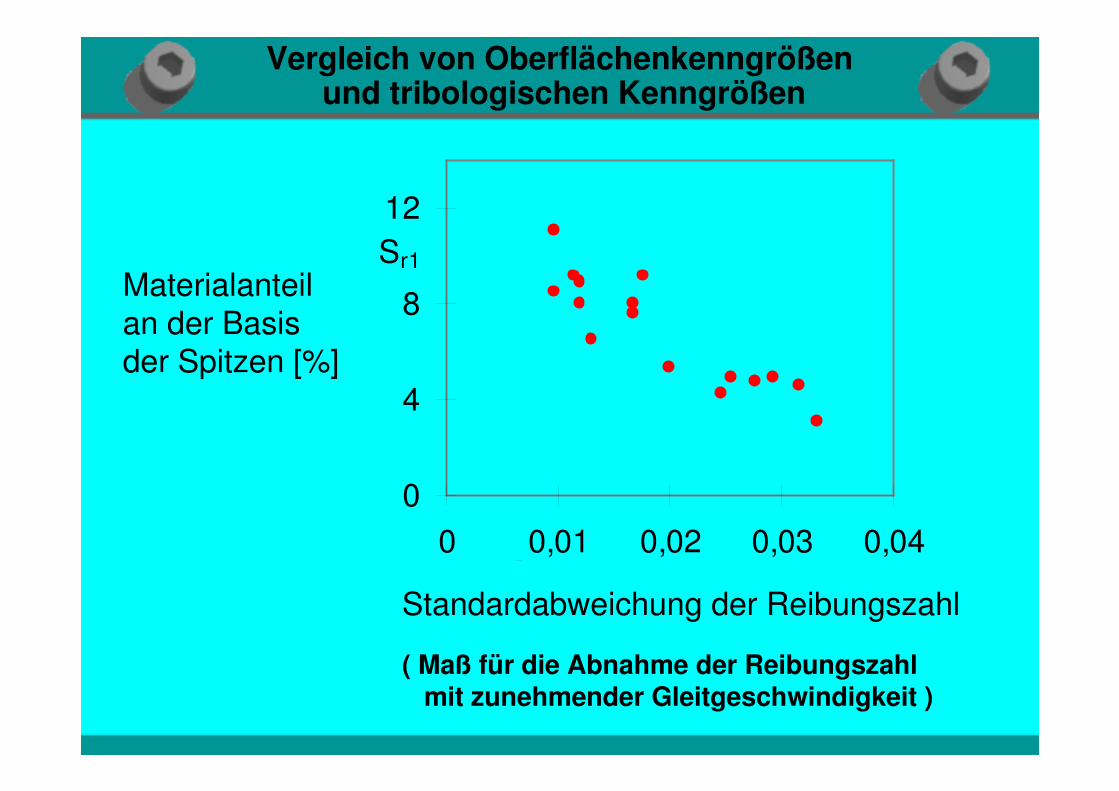
0
4
8
12
0 0,01 0,02 0,03 0,04Standardabweichung der
Reibungszahl
Sr1
[µm]
Materialanteil
an der Basisder Spitzen [%]
( Maß für die Abnahme der Reibungszahl mit zunehmender Gleitgeschwindigkeit )
Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen
Standardabweichung der Reibungszahl
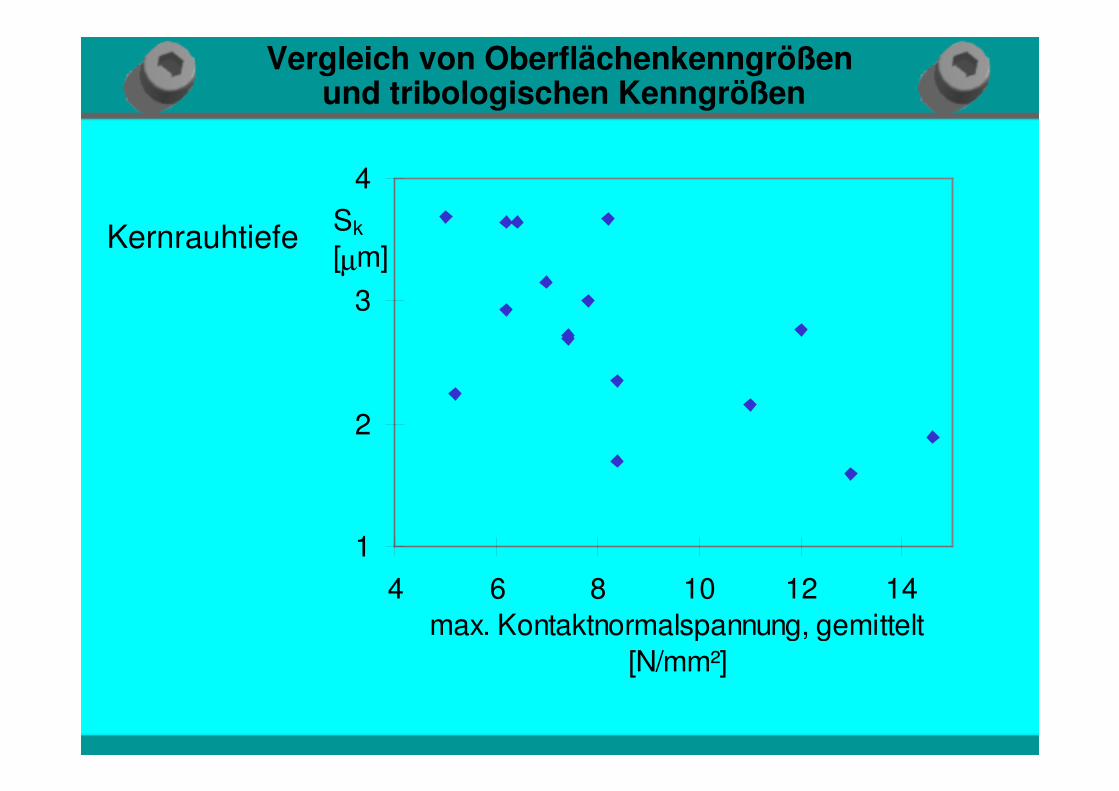
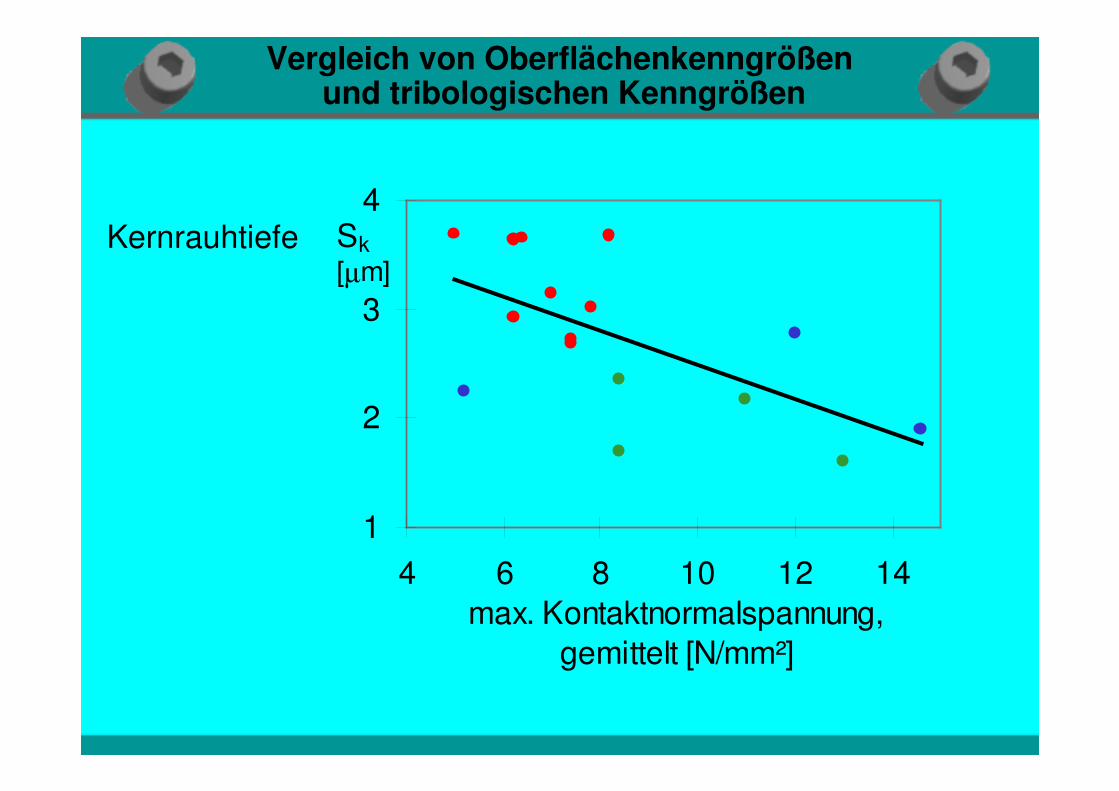
Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen
Kernrauhtiefe
1
2
3
4
4 6 8 10 12 14
max. Kontaktnormalspannung, gemittelt
[N/mm²]
Sk
[µm]
1
2
3
4
4 6 8 10 12 14
max. Kontaktnormalspannung,
gemittelt [N/mm²]
Sk
[µm]
Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen
Kernrauhtiefe
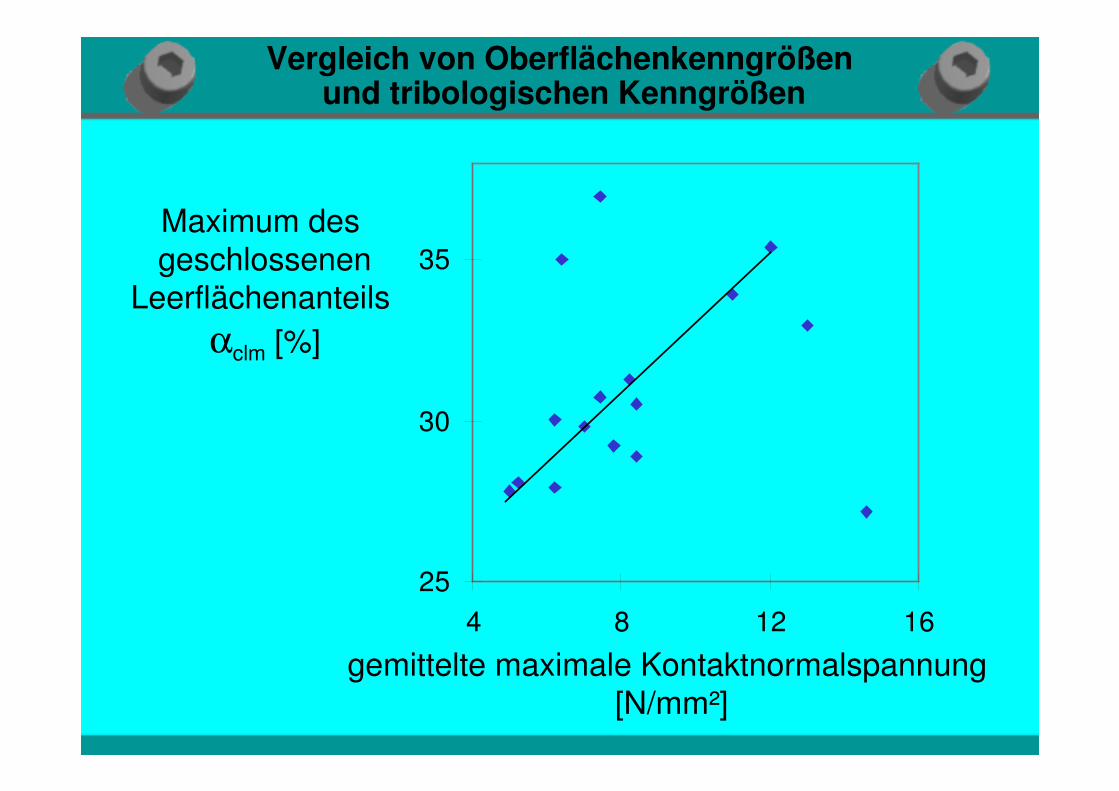
Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen
25
30
35
4 8 12 16gemittelte maximale Kontaktnormalspannung
[N/mm²]
Ma
xim
um
de
s g
eschlo
sse
ne
n
Le
erf
läche
na
nte
ils
clm
[%
]Maximum des
geschlossenenLeerflächenanteils
αclm [%]
gemittelte maximale Kontaktnormalspannung
[N/mm²]
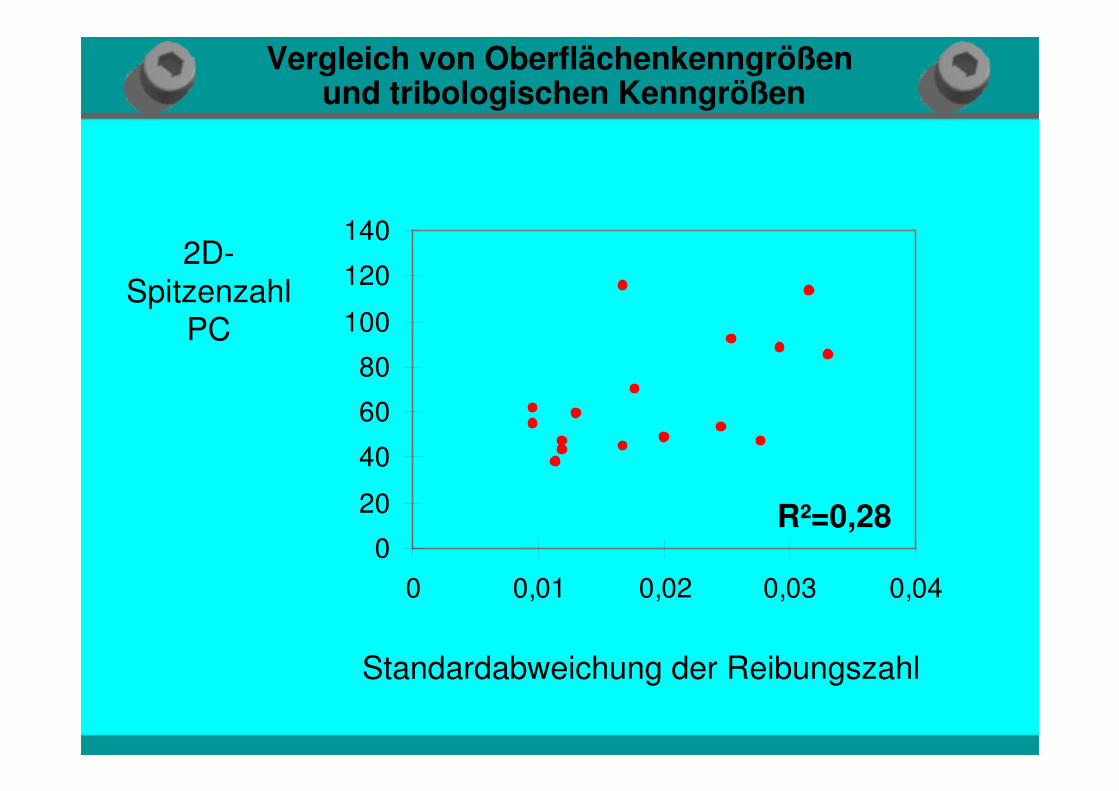
Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen
Standardabweichung der Reibungszahl
2D-
SpitzenzahlPC
0
20
40
60
80
100
120
140
0 0,01 0,02 0,03 0,04
R²=0,28
Standardabweichung der Reibungszahl
0
500
1000
1500
2000
0 0,01 0,02 0,03 0,04
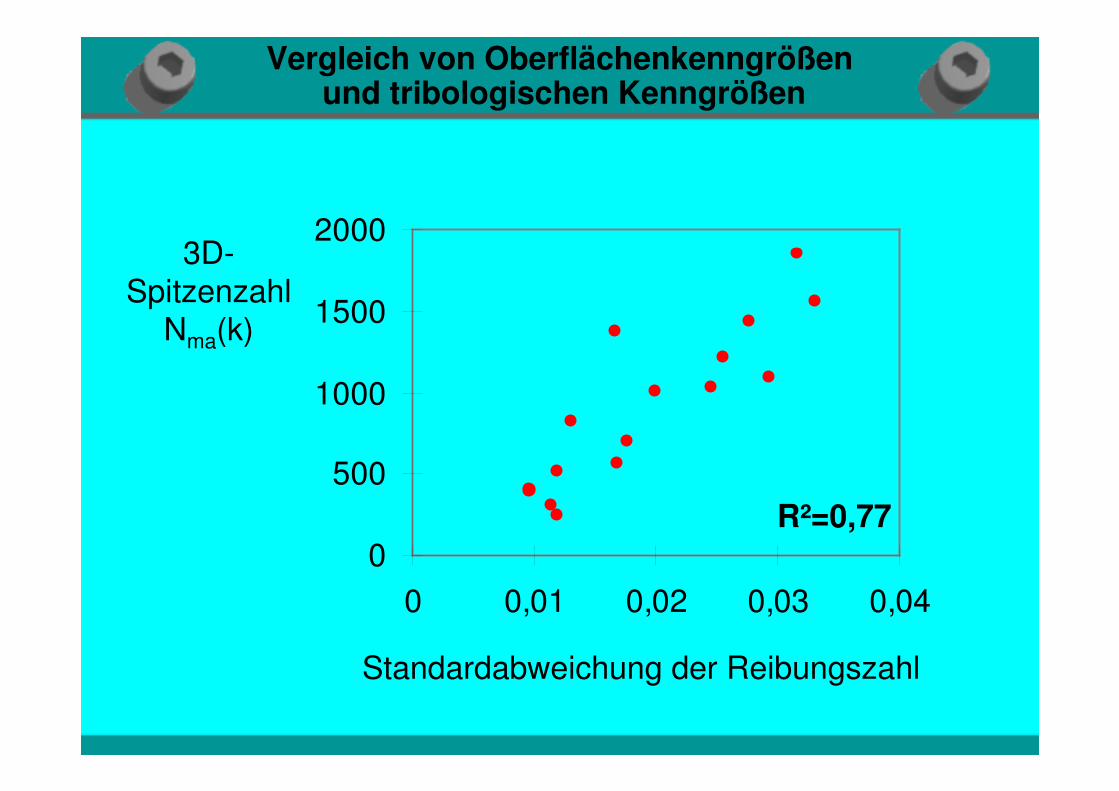
Vergleich von Oberflächenkenngrößen und tribologischen Kenngrößen
Standardabweichung der Reibungszahl
3D-
SpitzenzahlNma(k)
R²=0,77
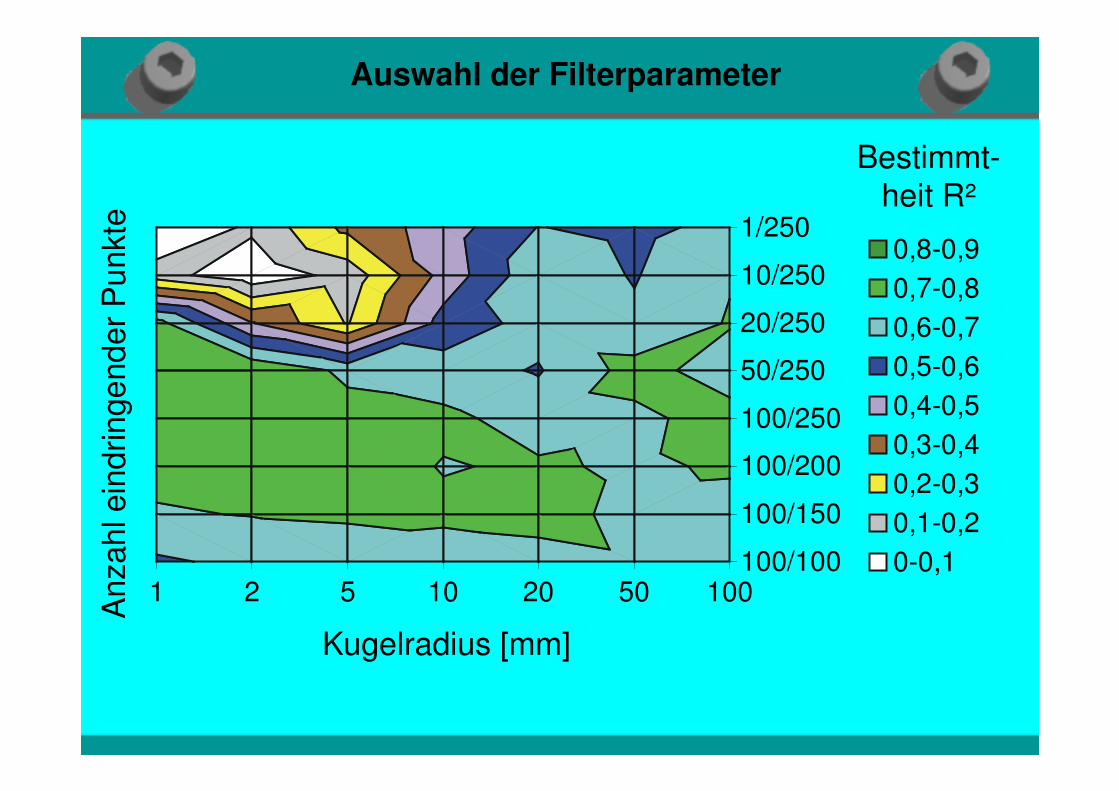
1/250
10/250
20/250
50/250
100/250
100/200
100/150
100/1001 2 5 10 20 50 100
0,8-0,9
0,7-0,8
0,6-0,7
0,5-0,6
0,4-0,5
0,3-0,4
0,2-0,3
0,1-0,2
0-0,1
Auswahl der Filterparameter
Kugelradius [mm]
An
zah
l ein
drin
ge
nd
er
Pu
nkte
Bestimmt-
heit R²
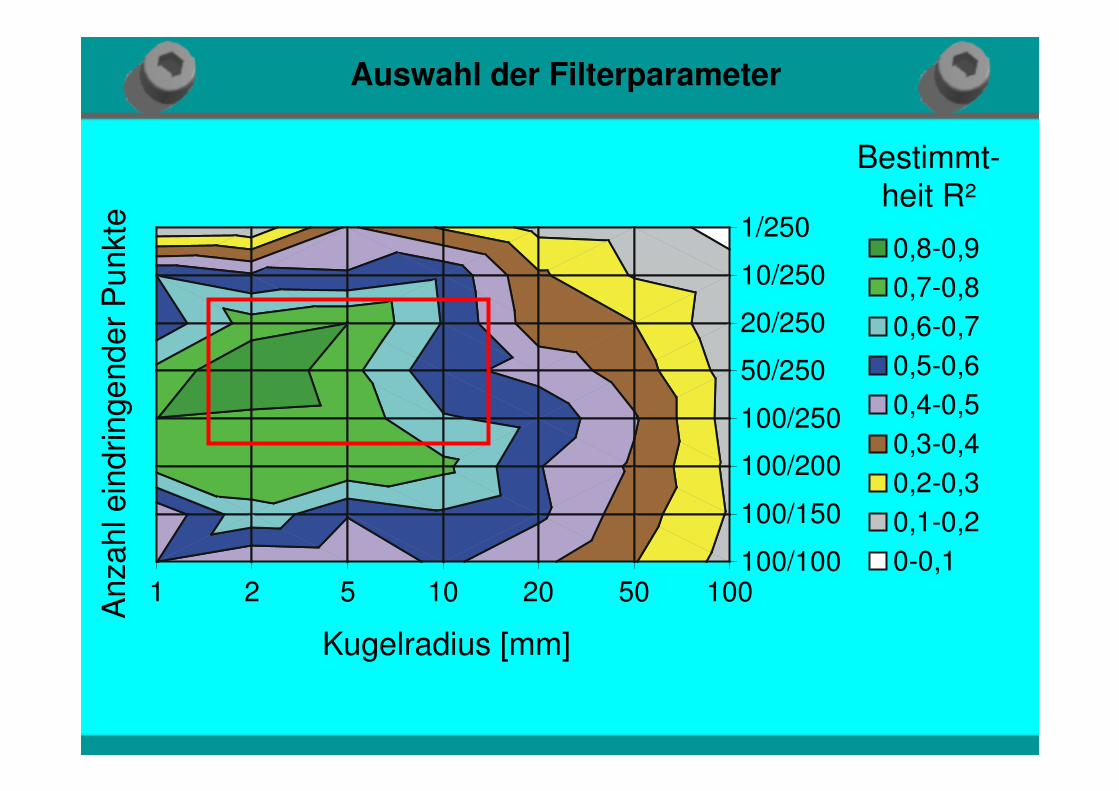
1/250
10/250
20/250
50/250
100/250
100/200
100/150
100/1001 2 5 10 20 50 100
0,8-0,9
0,7-0,8
0,6-0,7
0,5-0,6
0,4-0,5
0,3-0,4
0,2-0,3
0,1-0,2
0-0,1
Auswahl der Filterparameter
Kugelradius [mm]
An
zah
l ein
drin
ge
nd
er
Pu
nkte
Bestimmt-
heit R²
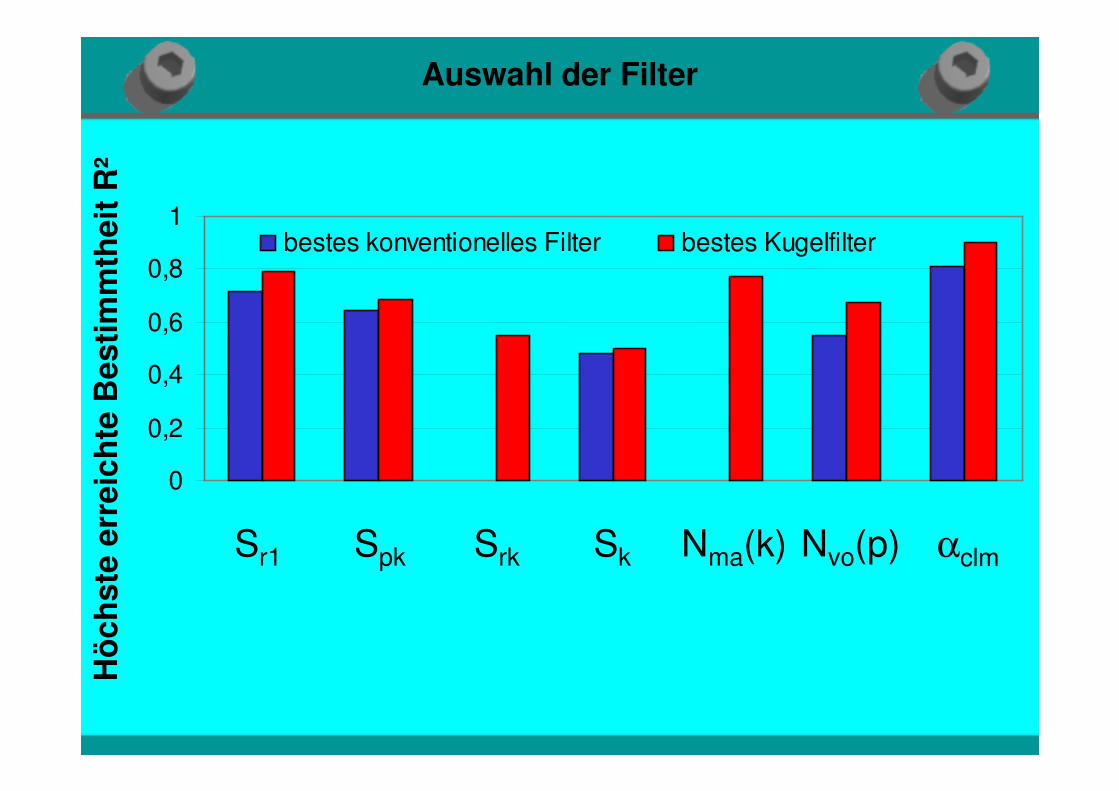
Auswahl der Filter
Sr1 Spk Srk Sk Nma(k) Nvo(p) αclm
0
0,2
0,4
0,6
0,8
1bestes konventionelles Filter bestes Kugelfilter
hö
chste
err
eic
hte
Be
stim
mth
eit R
²H
öch
ste
err
eic
hte
Bes
tim
mth
eit
R²
Inhalt
1. Einleitung
• Topografien in der Blechumformung
• 2D-Oberflächenkenngrößen
2. Entwicklung neuer Oberflächenkenngrößen
• Tribologisch relevante Eigenschaften
• 3D-Oberflächenkenngrößen
• Filter
3. Vergleich von Oberflächenkenngrößen und tribologischem Verhalten
4. Zusammenfassung
Beurteilung der Topografie von Blechenim Hinblick auf die Reibung bei der Umformung
1. Untersuchung der Wirkmechanismen der Topografie
• Definition eindeutiger Begriffe als Diskussionsgrundlage
• Verbessertes Verständnis über die Wirkungsweise
2. Entwicklung neuer Berechnungsmethoden
• „Echte“ 3D-Oberflächenkenngrößen
• Funktionsorientierte Filterung
Zusammenfassung
� Möglichkeit zur funktionsorientierten
Auswahl und Interpretation von 2D- und 3D-Kenngrößen
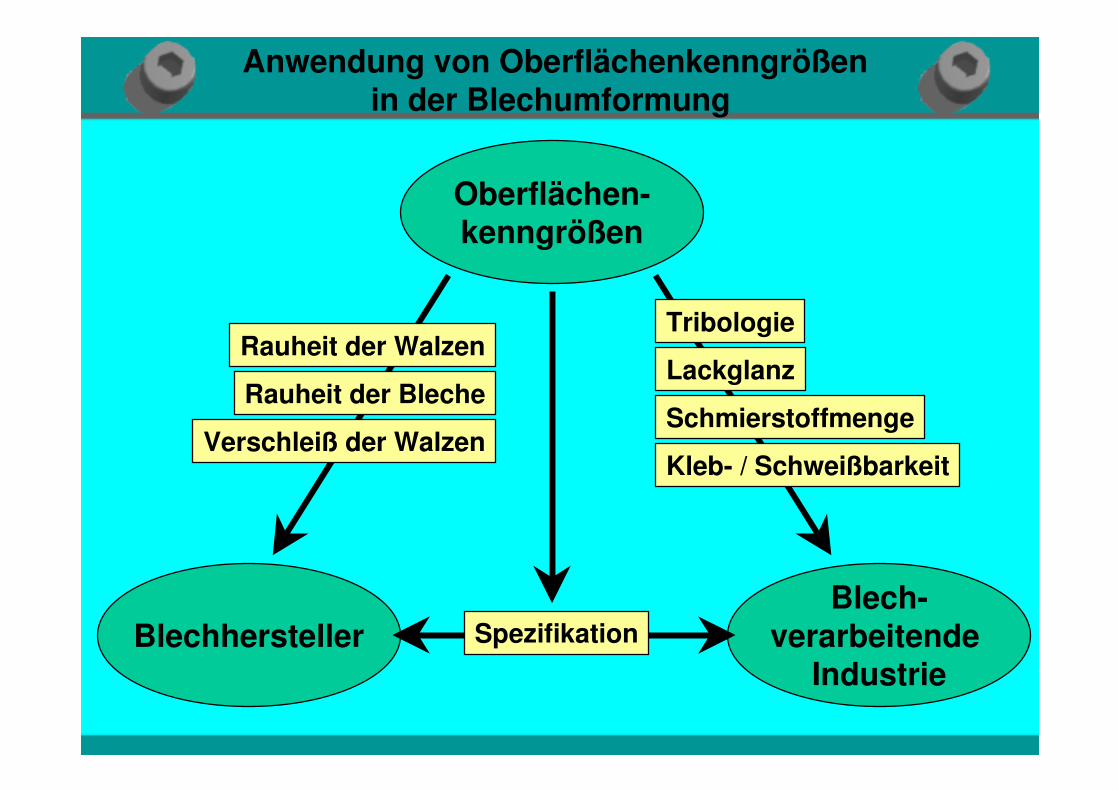
Blech-verarbeitende
IndustrieBlechhersteller
Oberflächen-kenngrößen
Tribologie
Lackglanz
Schmierstoffmenge
Kleb- / Schweißbarkeit
Anwendung von Oberflächenkenngrößenin der Blechumformung
Rauheit der Walzen
Rauheit der Bleche
Verschleiß der Walzen
Spezifikation