Embed Size (px)
Citation preview

WHITE PAPERModerne ProduktionsplanungsprozesseEin Referenzprozess verbindet Konstruktion und Produktion
ProduktionsplanungsprozesseProduktionsplanungsprozesse
Ein Referenzprozess verbindet Konstruktion und Produktion
Ein Referenzprozess verbindet Konstruktion und Produktion
3
INHAltProSTEP iViP WHITE PAPER
Inhalt
1 Insellösungen 5
2 Herausforderungen an den Produktionsplanungsprozess 6
2.1 Bisherige Ausrichtung und Betrachtungsschwerpunkte des PPP 6
2.2 Mangelnde Abstimmung 6
2.3 Unzureichende Schnittstellen 6
2.4 Bedarf an einer Standardisierung 7
3 Entwicklung einer Referenzplanungssystematik 8
4 Referenzprozess definiert Produktionsplanungsprozess 9
4.1 Die einzelnen Reifephasen des Produktionsplanungsprozesses 10
4.2 Planungsdisziplinen 11
4.3 Planungsumgebung 12
5 Nutzen für Anwender, Systemanbieter und Dienstleister 13
6 Stand der Entwicklung und weitere Ziele 14
7 Publikationen und Referenzen 15
Abkürzungen
AP ArbeitsplanCAD Computer Aided DesignCAFD Computer Aided Factory DesignDMU Digital Mock-upEBOM Engineering-BOM (Stückliste aus Entwicklungssicht)EOP End of ProductionMBOM Manufacturing-BOM (Stückliste aus Fertigungssicht) PDM Product Data ManagementPLM Product Lifecycle ManagementPPP ProduktionsplanungsprozessPPS Produktionsplanung und -steuerungSOP Start of Production

Während im Bereich der Produktentwicklung und der Produktion ausgereifte Softwaresysteme (CAx, PLM bzw.PPS) durchgängig eingesetzt werden, sind in dem dazwi-schen liegenden Aufgabenfeld, der Produktionsplanung,meist noch Insellösungen zu finden. Die hier verwendetenWerkzeuge wurden häufig aus dem aktuellen Bedarf heraus– nach der sogenannten „cherry-picking“ Methode –beschafft und dann individuell und isoliert für werkzeug -spezifische Planungsaufgaben eingesetzt. Analog zur IT-Landschaft zeigen auch die angewendeten Planungs -prozesse ein nicht aufeinander abgestimmtes, oft sogarabteilungszentriertes Bild.
Als Folge laufen die einzelnen Planungsaufgaben oftmalsnicht klar strukturiert ab. Dies führt zu ineffizienten Planungs-abläufen mit redundanten Vorgängen, Doppelarbeit, Über-tragungsfehlern und unvollständigen Informationen, um nureinige Hemmnisse zu erwähnen. Dementsprechend kanneine Standardisierung der notwendigen Planungsprozesseauf der Grundlage von Best-Practice-Erfahrungen im Wir-kungsbereich der Produktionsplanung viele brachliegendePotentiale heben. Dieser Standard dient dann dem Anwen-der als Handlungsempfehlung für seine unterschiedlichenPlanungsaufgaben, wodurch die einzelnen Prozesse verein-facht und transparent ablaufen können.
Zur Lösung dieser Herausforderung hat sich die ProSTEP iViPProjektgruppe „Digital Manufacturing“ die Aufgabe gestellt,einen einheitlich definierten und durchgängigen Referenz-planungsprozess für die Serienfertigung zu entwickeln. Dieser unterstützt die Erarbeitung unternehmens- und stand-ortspezifisch angepasster Planungsprozesse und ermöglichtso eine effiziente Planung der Produktion.
4
MANAgEMENt SUMMARy ProSTEP iViP WHITE PAPER
Management Summary
Die Digitale Fabrik, also die rechnerunterstützte Planung,Simulation und Steuerung der Produktion, hat in den vergan-genen Jahren zunehmend an Bedeutung gewonnen. Haupt-grund für diese Entwicklung ist die bekannte Tendenz dersich verkürzenden Entwicklungszyklen bei gleichzeitig steigender Produktkomplexität, des steigenden Kostendrucksund der damit entstehenden global verteilten Entwicklungs-und Produktionsnetzwerke. Herkömmliche Methoden derProduktionsplanung stoßen deshalb in diesem Umfeld immerhäufiger an ihre Grenzen. Die Bedeutung dieses Defizitswird aber erst deutlich, wenn ganz allgemein in Erinnerunggerufen wird, dass die in der Planung erzielten Ergebnissenach der reinen Produktentwicklung den zweitgrößten Einfluss auf die späteren Fertigungskosten haben.
So werden beispielsweise bereits heute ergonomischeUntersuchungen oder auch die Simulation komplexer Mate-rialflüsse oder Produktionsabläufe weitestgehend anhanddigitaler Modelle am Rechner durchgeführt. Als weiteresBeispiel sei hier die virtuelle Absicherung (Baubarkeitsunter-suchungen etc.) genannt. Diese prüft, ob die geplanten Prozesse mit den vorgesehenen Produktionssystemen und -konzepten durchführbar sind. Dazu werden am Bildschirmz. B. die Verfahrwege von Robotern simuliert und dadurchsichergestellt, dass deren Achsen nicht untereinander odermit Bauteilen kollidieren, oder es wird etwa überprüft, obeine geplante Montagereihenfolge unter Berücksichtigungder Stückliste und Bauteilgeometrie realistisch dargestelltwerden kann.
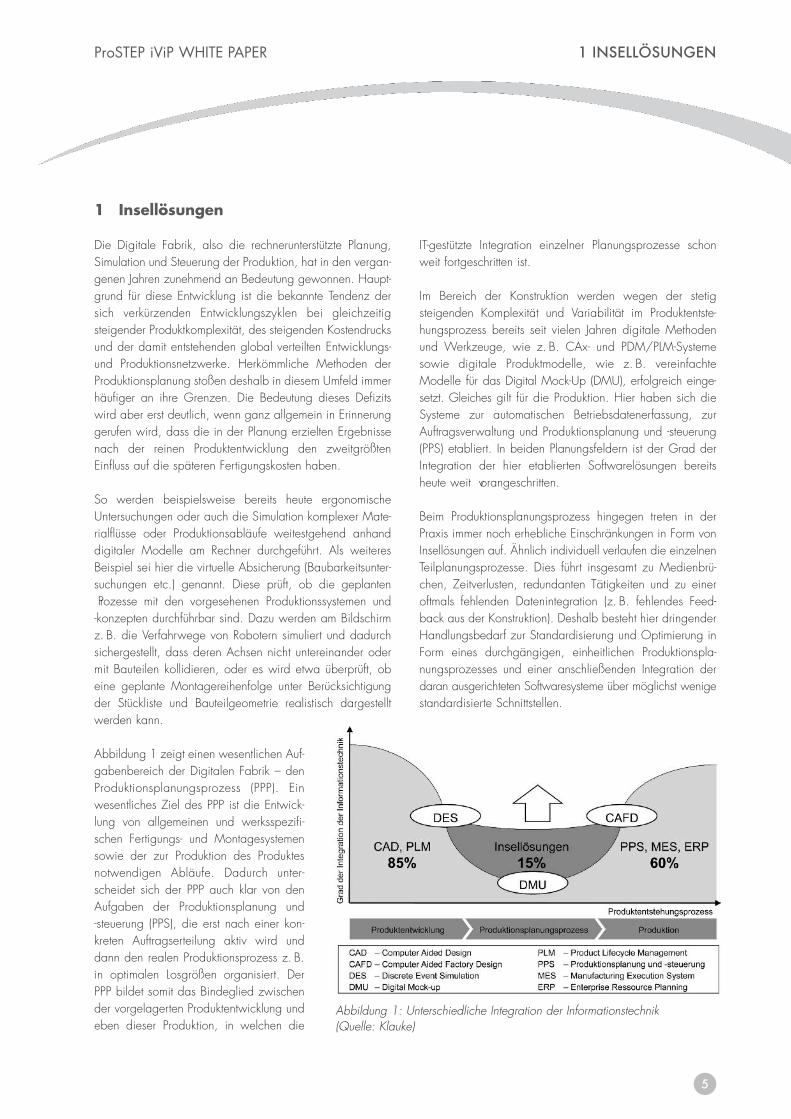
Abbildung 1 zeigt einen wesentlichen Auf-gabenbereich der Digitalen Fabrik – denProduktionsplanungsprozess (PPP). Einwesentliches Ziel des PPP ist die Entwick-lung von allgemeinen und werksspezifi-schen Fertigungs- und Montagesystemensowie der zur Produktion des Produktesnotwendigen Abläufe. Dadurch unter-scheidet sich der PPP auch klar von denAufgaben der Produktionsplanung und -steuerung (PPS), die erst nach einer kon-kreten Auftragserteilung aktiv wird unddann den realen Produktionsprozess z. B.in optimalen Losgrößen organisiert. DerPPP bildet somit das Bindeglied zwischender vorgelagerten Produktentwicklung undeben dieser Produktion, in welchen die
IT-gestützte Integration einzelner Planungsprozesse schonweit fortgeschritten ist.
Im Bereich der Konstruktion werden wegen der stetig steigenden Komplexität und Variabilität im Produktentste-hungsprozess bereits seit vielen Jahren digitale Methodenund Werkzeuge, wie z. B. CAx- und PDM/PLM-Systemesowie digitale Produktmodelle, wie z. B. vereinfachteModelle für das Digital Mock-Up (DMU), erfolgreich einge-setzt. Gleiches gilt für die Produktion. Hier haben sich dieSysteme zur automatischen Betriebsdatenerfassung, zur Auftragsverwaltung und Produktionsplanung und -steuerung(PPS) etabliert. In beiden Planungsfeldern ist der Grad derIntegration der hier etablierten Softwarelösungen bereitsheute weit vorangeschritten.
Beim Produktionsplanungsprozess hingegen treten in derPraxis immer noch erhebliche Einschränkungen in Form vonInsellösungen auf. Ähnlich individuell verlaufen die einzelnenTeilplanungsprozesse. Dies führt insgesamt zu Medienbrü-chen, Zeitverlusten, redundanten Tätigkeiten und zu eineroftmals fehlenden Datenintegration (z. B. fehlendes Feed-back aus der Konstruktion). Deshalb besteht hier dringenderHandlungsbedarf zur Standardisierung und Optimierung inForm eines durchgängigen, einheitlichen Produktionspla-nungsprozesses und einer anschließenden Integration derdaran ausgerichteten Softwaresysteme über möglichst wenigestandardisierte Schnittstellen.
5
1 INSEllöSUNgENProSTEP iViP WHITE PAPER
1 Insellösungen
Abbildung 1: Unterschiedliche Integration der Informationstechnik (Quelle: Klauke)

2.1 Bisherige Ausrichtung und Betrachtungsschwerpunkte des PPPBisherige Forschungsarbeiten, Richtlinien und Standards mitdem Fokus auf Referenzplanungsprozesse betrachteten ent-weder nur Teilprozesse der Produktentstehung, wie etwa dieKonstruktion, die Fertigungs- und Montageplanung, dieLogistikplanung oder sie beschreiben die Produktionsplanungzwar als Ganzes, vernachlässigen dabei jedoch digitalePlanungsmethoden. Darüber hinaus fällt auf, dass auch dasZusammenspiel von digitalen mit nicht-digitalen Planungs-methoden und -werkzeugen in Forschung und Praxis bisherkaum berücksichtigt wurde.
2.2 Mangelnde Abstimmung Häufig stellen sich die einzelnen Abteilungen eines Unter-nehmens und vor allem die einzelnen Standorte den Herausforderungen des PPP in unterschiedlicher Weise. Daserschwert die Abstimmung der einzelnen Planungsdisziplinenuntereinander und führt zu einer unvollständigen und unzu-reichenden Informationsweitergabe an den Schnittstellen.
Um die Prozesse der Produktentstehung optimal miteinanderzu koordinieren, ist es erforderlich, alle beteiligten Bereichein die Entwicklung einzubeziehen und Entscheidungen über-einkommend und gemeinsam zu treffen. Aktuelle Untersu-chungen, beispielsweise zum Stand der Rechnerunterstützung,deuten darauf hin, dass in den Unternehmen die hierzuerforderliche Vernetzung der Planungsbereiche heute nochnicht in ausreichendem Maße vorhanden ist – zumindestjedoch mit Hilfe der vorgefundenen Insellösungen nicht hin-reichend unterstützt werden kann. Gleichzeitig wird auchdeutlich, dass diese Untersuchungen meist nur die IT-Land-schaft und nicht die Planungsprozesse im Fokus hatten.
Stattdessen sind die Zuständigkeiten und Verantwortlich -keiten für die verschiedenen Phasen der Produktentstehungin unterschiedlichen Bereichen immer noch „gekapselt“. Soexistieren Bereiche, die ausschließlich für das Produktdesignbzw. für die Konstruktion zuständig sind, während andereihren Fokus allein auf die Produktionsplanung und den Pro-duktionsbetrieb setzen. Die Herausforderungen liegen alsonur partiell in der unzureichenden methodischen Unterstüt-zung durch die IT-Werkzeuge, vielmehr sind sie auch inorganisatorischen Aspekten, wie z. B. Teamzusammenset-zungen, aber vor allem auch in den Planungsabläufen zusuchen.
2.3 Unzureichende Schnittstellen Die Auswirkungen der mangelnden Abstimmung hinsichtlichdes Planungsprozesses zeigen sich häufig in unzureichendangepassten Schnittstellen zwischen den einzelnen Systemenentlang des gesamten Planungsprozesses der Produktentste-hung. Sie weisen vor allem nicht konsistent definierte Über-gabeparameter auf. Eine besonders problembehafteteZäsur liegt hierbei an der Stelle, an dem der Fokus vom Pro-dukt auf die Planung der zu seiner Produktion erforderlichenProzesse übergeht. So benötigt die Produktionsplanung beispielsweise detaillierte Informationen zum Produkt, umFertigungs-, Montage- und Logistikprozesse sowie den Ein-satz dazu benötigter Ressourcen effektiv auszulegen.
Umgekehrt zeigt sich, dass die Konstruktion stark vom Wissender Produktionsplanung profitieren kann. Aber auch dieserWissensaustausch ist heute noch in vielen Fällen nur unzu-reichend realisiert. Die Produkte werden oft entwickelt,ohne beispielsweise ihre Montagetauglichkeit hinreichendzu bewerten oder bestehende Anlagen mit etablierten Ferti-gungstechnologien bzw. Best-Practices zu berücksichtigen.Nach Abschluss der Produktentwicklung haben die nach -gelagerten Planungsmaßnahmen der Produktentstehung dar-über hinaus zumeist keinen Einfluss mehr auf die Gestaltoder andere fertigungsrelevante Eigenschaften des Pro-dukts. Ihnen verbleibt die Aufgabe, die Prozesse auf dasvorliegende Produkt auszurichten bzw. anzupassen.
Weitere wichtige Schnittstellen eröffnen sich zwischen deneinzelnen Planungsdisziplinen wie z. B. der Montageplanung,der Fertigungsplanung, der Logistikplanung oder auch der Layoutplanung. Benachbarte Planungsdisziplinen sindhäufig nicht unmittelbar in die einzelnen Planungsvorgängeeingebunden, obwohl ihre Informationen sowie ihr Wissenzum Teil entscheidend für den Erfolg der Planung sind. Diesbetrifft zum Beispiel die Zeitwirtschaft oder die Gebäude-planung. Fehlerhafte oder ungenaue Planungsdaten erfordernjedoch unmittelbar ihren Preis, denn erst auf der Basis zuver-lässiger Daten können Planungsalternativen hinsichtlich derKosten bewertet und eine Termin- und Kapazitätsplanungsowie Personalbedarfsermittlung durchgeführt werden.
Auch bei der Betrachtung der Planungsumgebung fällt auf,dass hier häufig Medienbrüche vorliegen, d. h. es fehlendefinierte Schnittstellen zwischen den digitalen Planungs -methoden und den klassischen, überwiegend nicht-digitaldurchgeführten Planungsmaßnahmen, wie z. B. Workshops
6
2 HERAUSfoRDERUNgEN ProSTEP iViP WHITE PAPER
2 Herausforderungen an den Produktionsplanungsprozess

zum Wertstromdesign. Solche Übergabestellen sind, wieschon erwähnt, von Seiten der Wissenschaft bisher weitge-hend unbeachtet geblieben, obwohl die Unternehmen hiermit besonderen Herausforderungen konfrontiert werden.
Ein weiteres Beispiel für diese Art von Schnittstellen ist derkontinuierliche Verbesserungsprozess der Fertigung (KVP). Indiesem wird eine Steigerung der Wirtschaftlichkeit zumeistüber kurzzyklische, meist kleinschrittige Verbesserungsroutinenerreicht, die auf eine unmittelbare Umsetzung von Maßnah-men in der Produktionsumgebung abzielen. Ein wesentlichesWerkzeug sind zum Beispiel regelmäßig stattfindendeWorkshops. Mit Hilfe von Papier- und Bleistiftmethoden werden dabei ohne großen Aufwand und in kurzer Zeit Verbesserungen an den Produktivsystemen erarbeitet. DerenUmsetzung vollzieht sich jedoch meist nur lokal – ausgerich-tet auf den betrachteten aktuellen Anwendungsfall. DieDokumentation der Verbesserungsmaßnahmen erfolgt in derRegel durch Skizzen oder Fotos und in Form eines Protokollsoder Masterplans.
Da eine umfassende und nachhaltige Dokumentation dergewonnenen Erkenntnisse bisher nicht gefordert wird,erfolgt auch weder eine geregelte Ablage bzw. Speiche-rung des Bildmaterials, noch die Überführung der Informa-tionen in digitale Produkt-, Prozess- und Ressourcenmodelle.Das erschwert andererseits eine erfolgreiche Zertifizierung,weil eine dazu notwendige Dokumentation aufgrund derunterschiedlichen, gewachsenen Planungsprozesse nicht ver-einheitlicht abgelegt wird.
Die Verbesserungsmaßnahmen werden auf diese Weisezwar in der Fertigung umgesetzt, aber nicht in die digitalenPlanungsumgebungen aufgenommen, so dass deren Neu-bzw. Umplanungen auf inkonsistenten Daten basieren kön-nen. Eine Wiederverwendung der gewonnenen Erkenntnissein andere Planungsbereiche bzw. die Übertragung derErgebnisse auf andere Werke mit ähnlichen Rahmenbedin-gungen ist deshalb nicht zu realisieren - eine Multiplikationdieser Best-Practice-Lösungen findet nicht statt. Ein zentralesProblem liegt auch darin, dass die Workshop-Teilnehmervielfach weder wissen, wie sie mit den neuen Erkenntnissenumgehen sollen, noch einen Bedarf speziell dieser Lösungzur Weiterverwendung erkennen.
2.4 Bedarf an einer StandardisierungDamit zeigt sich, dass sich die beschriebenen Herausforde-rungen im Produktentstehungsprozess durch unzureichendeAbstimmungen und Dokumentationen sowie durch eine nichtklar definierte Weitergabe von Informationen an andere Verantwortungsbereiche ergeben. Denn bislang fehlen oft-mals unternehmensübergreifende, allgemeingültige Standards,die den Ablauf und die Zusammenarbeit der Produktionspla-nung innerhalb der Produktentstehung regeln. Darum könnenauch die für eine effiziente Planung notwendigerweiseuntergliederten Einzeltätigkeiten nicht ineinander greifen.Der heutige Produktentstehungsprozess wird der Anforde-rung nach einer interdisziplinären Zusammenarbeit allerbeteiligten Fachbereiche deshalb nicht gerecht. Der Pla-nungsprozess darf aus diesem Grund nicht wie bisher aufTeilaspekte und Teilbereiche der Produktentstehung begrenztbleiben, sondern muss sich mit einer ganzheitlichen Sichtüber alle Planungsaufgaben der Produktentstehung erstrecken.
Basierend auf dieser Vielzahl an Überlegungen hat der ProSTEP iViP Verein im November 2009 die Gründung derProjektgruppe „Digital Manufacturing“ angeregt, um sowohlAnwender als auch Systemanbieter in die Entwicklung undErprobung eines vereinheitlichten Planungsprozesses mit einzubeziehen.
7
2 HERAUSfoRDERUNgEN ProSTEP iViP WHITE PAPER
Als Lösung bietet sich die Entwicklung eines durchgängigenund auf die Unternehmensbelange adaptierbaren Referenz-prozesses an, bei der die einzelnen Aktivitäten des Produktions-planungsprozesses systematisch nach definierten Regeln undgenormten Methoden unternehmensunabhängig beschriebenwerden. Jeder Planungsabschnitt erläutert, welche Planungs-methoden zum Einsatz kommen können. Wenn diese Aufgabeder Definition eines Referenzprozesses erfolgreich abge-schlossen ist, kann in einem zweiten Schritt überlegt werden,wie eine Unterstützung durch digitale Werkzeuge gestaltetwerden kann.
Bei der Definition des Referenzprozesses werden allgemeineund unternehmensspezifische organisatorische Aspekteberücksichtigt. Dadurch beschränkt sich der Referenzprozessnicht allein auf digitale Methoden, sondern beachtet auchetablierte Vorgehensweisen, die bislang nur eine unzurei-chende Rechnerunterstützung erfahren haben.
Solch ein allgemeingültiger Referenzprozess für den PPP bildetdie Grundlage für unternehmensspezifische Planungsprozesse,die wegen organisatorischer und struktureller Vorgaben, z. B.der einzelnen, auch global verteilten Standorte weiterhin in der Praxis Bestand haben werden. Außerdem unterstützt erauch die Zusammenarbeit mit Systemlieferanten und Koope-rationspartnern – er wirkt also auch unternehmensübergreifend.
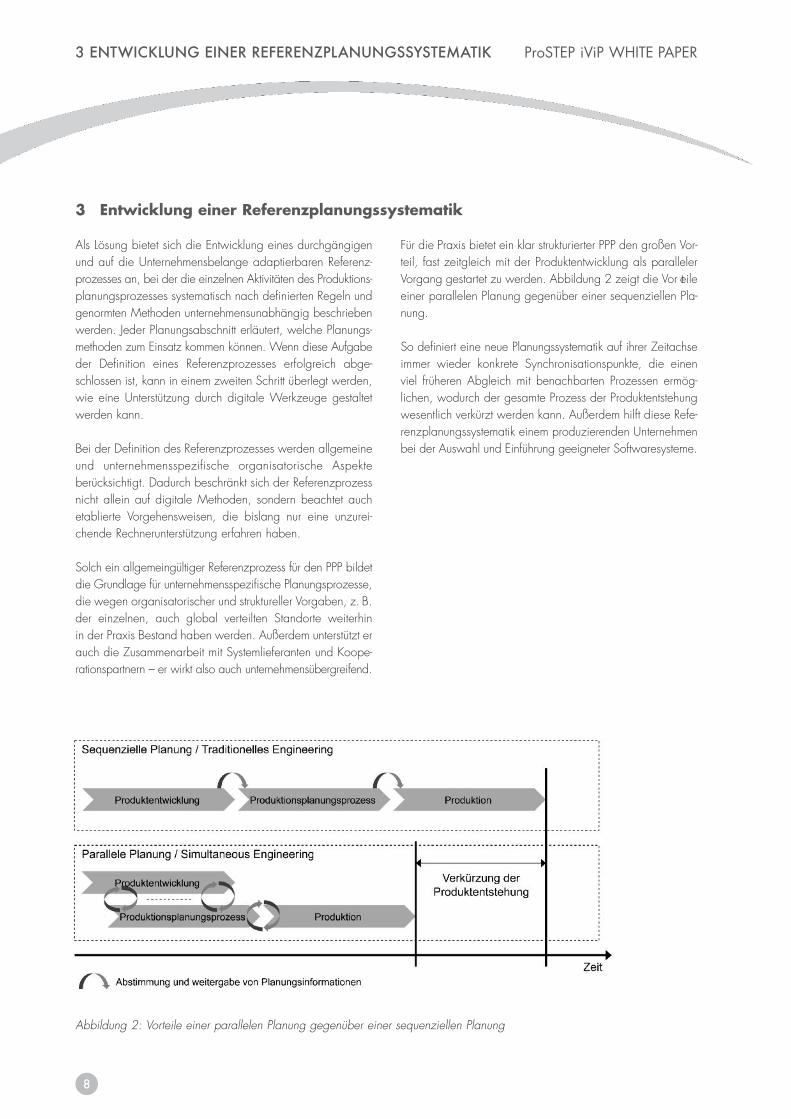
Für die Praxis bietet ein klar strukturierter PPP den großen Vor-teil, fast zeitgleich mit der Produktentwicklung als parallelerVorgang gestartet zu werden. Abbildung 2 zeigt die Vor teileeiner parallelen Planung gegenüber einer sequenziellen Pla-nung.
So definiert eine neue Planungssystematik auf ihrer Zeitachseimmer wieder konkrete Synchronisationspunkte, die einenviel früheren Abgleich mit benachbarten Prozessen ermög -lichen, wodurch der gesamte Prozess der Produktentstehungwesentlich verkürzt werden kann. Außerdem hilft diese Refe-renzplanungssystematik einem produzierenden Unternehmenbei der Auswahl und Einführung geeigneter Softwaresysteme.
8
3 ENtwIcklUNg EINER REfERENZPlANUNgSSyStEMAtIk ProSTEP iViP WHITE PAPER
3 Entwicklung einer Referenzplanungssystematik
Abbildung 2: Vorteile einer parallelen Planung gegenüber einer sequenziellen Planung
Der PPP ist Teil des Gesamtprozesses Produktentstehung undbesitzt daher in seinem Verlauf eine Vielzahl von Schnitt -stellen zu anderen Geschäftsprozessen. Im Folgenden sollenjedoch nur die Interaktionen zum Produktentwicklungspro-zess und zum Produktionsbetrieb näher betrachtet werden.
Der PPP für ein bestimmtes Produkt beginnt typischerweisenach der Freigabe des Produktvorschlags oder der Produkt -idee, die innerhalb der Phase „Vorentwicklung“ entstandenist. Gleichzeitig fällt auch der Startschuss für die Produktent-wicklung innerhalb der Konstruktionsabteilung.
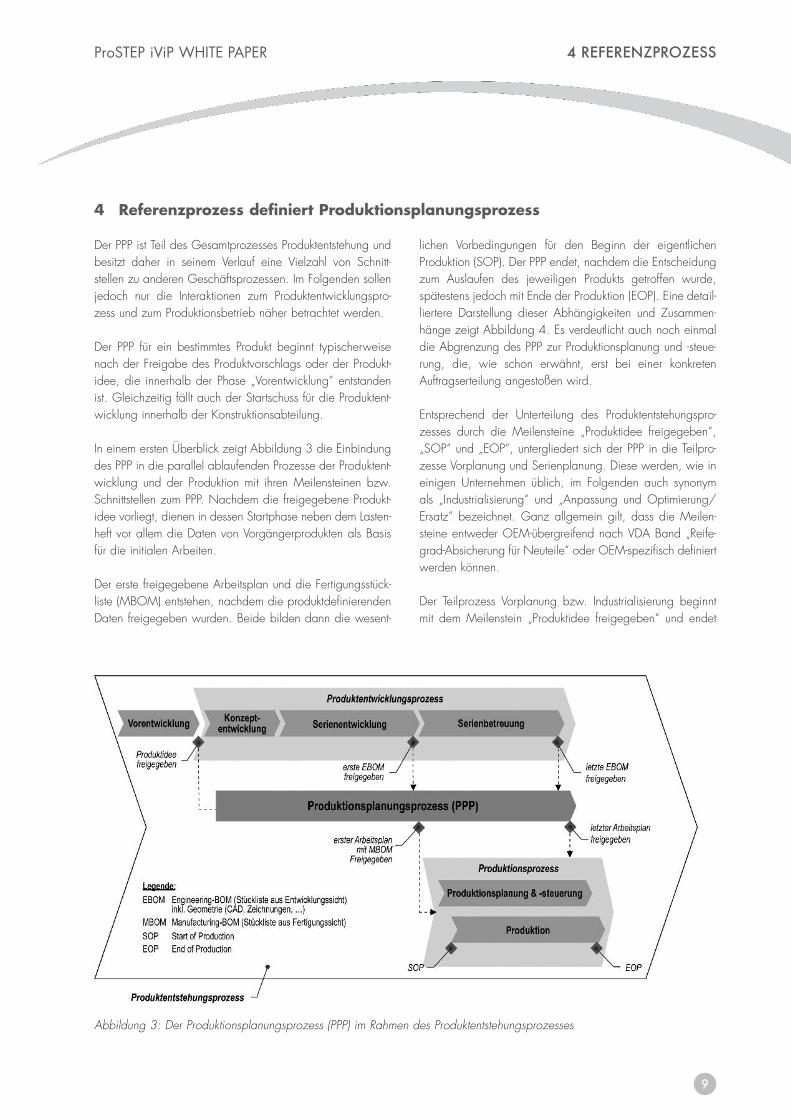
In einem ersten Überblick zeigt Abbildung 3 die Einbindungdes PPP in die parallel ablaufenden Prozesse der Produktent-wicklung und der Produktion mit ihren Meilensteinen bzw.Schnittstellen zum PPP. Nachdem die freigegebene Produkt -idee vorliegt, dienen in dessen Startphase neben dem Lasten -heft vor allem die Daten von Vorgängerprodukten als Basisfür die initialen Arbeiten.
Der erste freigegebene Arbeitsplan und die Fertigungsstück-liste (MBOM) entstehen, nachdem die produktdefinierendenDaten freigegeben wurden. Beide bilden dann die wesent -
lichen Vorbedingungen für den Beginn der eigentlichen Produktion (SOP). Der PPP endet, nachdem die Entscheidungzum Auslaufen des jeweiligen Produkts getroffen wurde, spätestens jedoch mit Ende der Produktion (EOP). Eine detail-liertere Darstellung dieser Abhängigkeiten und Zusammen-hänge zeigt Abbildung 4. Es verdeutlicht auch noch einmaldie Abgrenzung des PPP zur Produktionsplanung und -steue-rung, die, wie schon erwähnt, erst bei einer konkreten Auftragserteilung angestoßen wird.
Entsprechend der Unterteilung des Produktentstehungspro -zesses durch die Meilensteine „Produktidee freigegeben“,„SOP“ und „EOP“, untergliedert sich der PPP in die Teilpro-zesse Vorplanung und Serienplanung. Diese werden, wie ineinigen Unternehmen üblich, im Folgenden auch synonymals „Industrialisierung“ und „Anpassung und Optimierung/Ersatz” bezeichnet. Ganz allgemein gilt, dass die Meilen-steine entweder OEM-übergreifend nach VDA Band „Reife-grad-Absicherung für Neuteile“ oder OEM-spezifisch definiertwerden können.
Der Teilprozess Vorplanung bzw. Industrialisierung beginntmit dem Meilenstein „Produktidee freigegeben“ und endet
9
4 REfERENZPRoZESS ProSTEP iViP WHITE PAPER
4 Referenzprozess definiert Produktionsplanungsprozess
Abbildung 3: Der Produktionsplanungsprozess (PPP) im Rahmen des Produktentstehungsprozesses
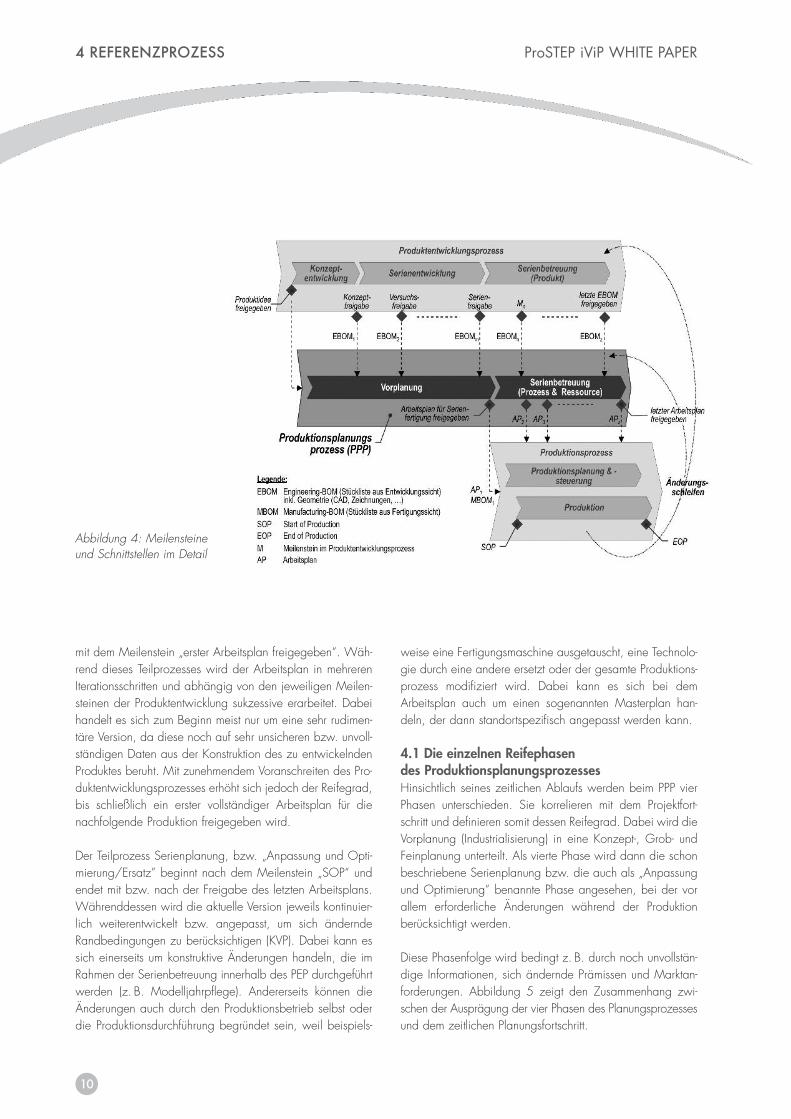
mit dem Meilenstein „erster Arbeitsplan freigegeben“. Wäh-rend dieses Teilprozesses wird der Arbeitsplan in mehrerenIterationsschritten und abhängig von den jeweiligen Meilen-steinen der Produktentwicklung sukzessive erarbeitet. Dabeihandelt es sich zum Beginn meist nur um eine sehr rudimen-täre Version, da diese noch auf sehr unsicheren bzw. unvoll-ständigen Daten aus der Konstruktion des zu entwickelndenProduktes beruht. Mit zunehmendem Voranschreiten des Pro-duktentwicklungsprozesses erhöht sich jedoch der Reifegrad,bis schließlich ein erster vollständiger Arbeitsplan für dienachfolgende Produktion freigegeben wird.
Der Teilprozess Serienplanung, bzw. „Anpassung und Opti-mierung/Ersatz” beginnt nach dem Meilenstein „SOP“ undendet mit bzw. nach der Freigabe des letzten Arbeitsplans.Währenddessen wird die aktuelle Version jeweils kontinuier-lich weiterentwickelt bzw. angepasst, um sich änderndeRandbedingungen zu berücksichtigen (KVP). Dabei kann essich einerseits um konstruktive Änderungen handeln, die imRahmen der Serienbetreuung innerhalb des PEP durchgeführtwerden (z. B. Modelljahrpflege). Andererseits können dieÄnderungen auch durch den Produktionsbetrieb selbst oderdie Produktionsdurchführung begründet sein, weil beispiels-
weise eine Fertigungsmaschine ausgetauscht, eine Technolo-gie durch eine andere ersetzt oder der gesamte Produktions-prozess modifiziert wird. Dabei kann es sich bei demArbeitsplan auch um einen sogenannten Masterplan han-deln, der dann standortspezifisch angepasst werden kann.
4.1 Die einzelnen Reifephasen des ProduktionsplanungsprozessesHinsichtlich seines zeitlichen Ablaufs werden beim PPP vierPhasen unterschieden. Sie korrelieren mit dem Projektfort-schritt und definieren somit dessen Reifegrad. Dabei wird dieVorplanung (Industrialisierung) in eine Konzept-, Grob- undFeinplanung unterteilt. Als vierte Phase wird dann die schonbeschriebene Serienplanung bzw. die auch als „Anpassungund Optimierung“ benannte Phase angesehen, bei der vorallem erforderliche Änderungen während der Produktionberücksichtigt werden.
Diese Phasenfolge wird bedingt z. B. durch noch unvollstän-dige Informationen, sich ändernde Prämissen und Marktan-forderungen. Abbildung 5 zeigt den Zusammenhang zwi-schen der Ausprägung der vier Phasen des Planungsprozessesund dem zeitlichen Planungsfortschritt.
10
4 REfERENZPRoZESS ProSTEP iViP WHITE PAPER
Abbildung 4: Meilensteineund Schnittstellen im Detail
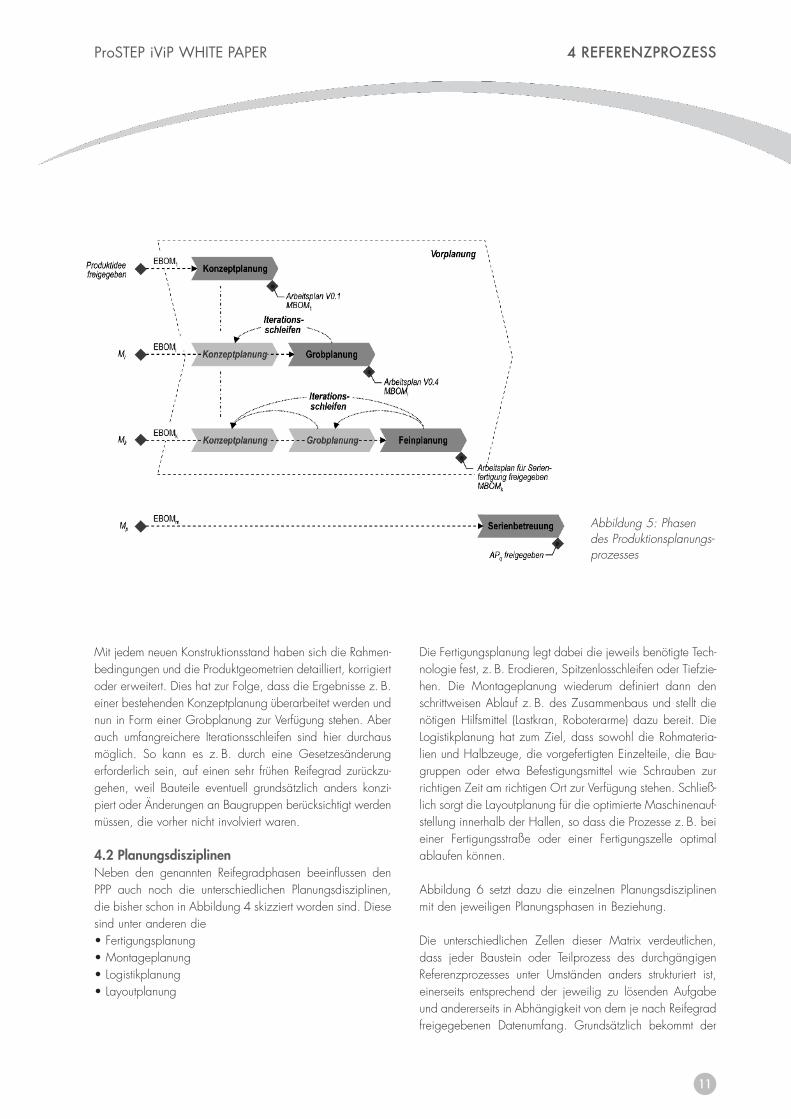
Mit jedem neuen Konstruktionsstand haben sich die Rahmen-bedingungen und die Produktgeometrien detailliert, korrigiertoder erweitert. Dies hat zur Folge, dass die Ergebnisse z. B.einer bestehenden Konzeptplanung überarbeitet werden undnun in Form einer Grobplanung zur Verfügung stehen. Aberauch umfangreichere Iterationsschleifen sind hier durchausmöglich. So kann es z. B. durch eine Gesetzesänderungerforderlich sein, auf einen sehr frühen Reifegrad zurückzu -gehen, weil Bauteile eventuell grundsätzlich anders konzi-piert oder Änderungen an Baugruppen berücksichtigt werdenmüssen, die vorher nicht involviert waren.
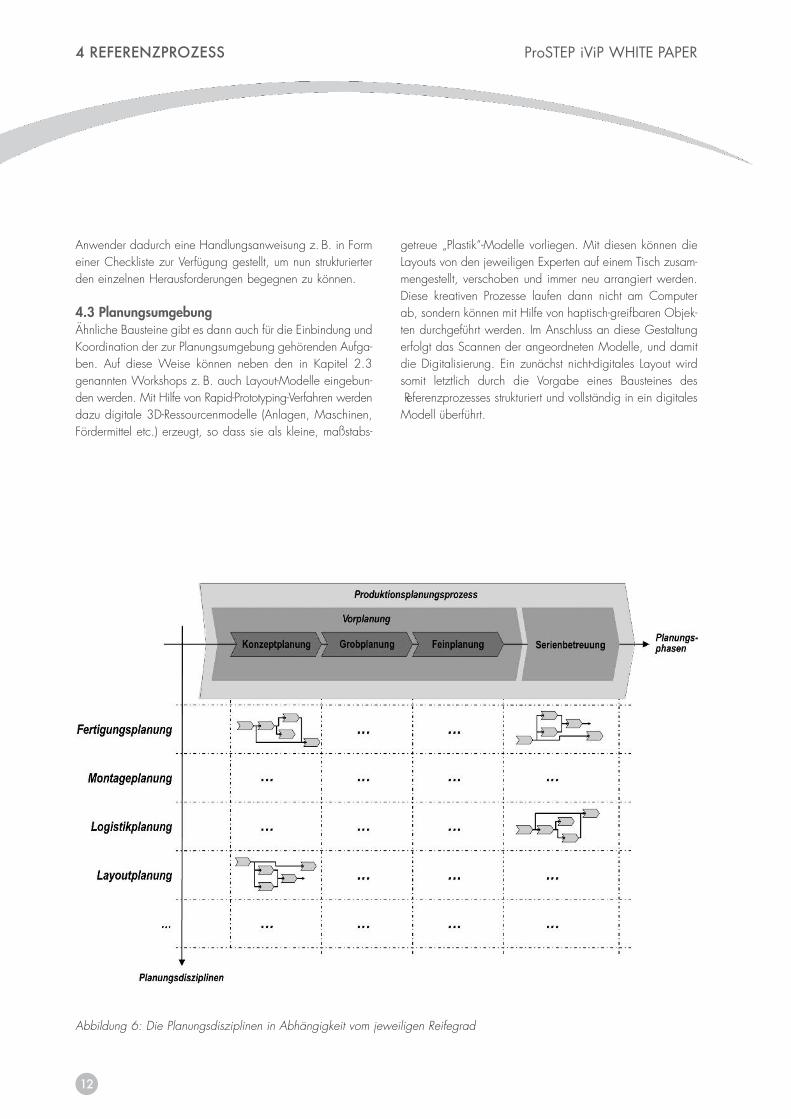
4.2 Planungsdisziplinen Neben den genannten Reifegradphasen beeinflussen denPPP auch noch die unterschiedlichen Planungsdisziplinen,die bisher schon in Abbildung 4 skizziert worden sind. Diesesind unter anderen die• Fertigungsplanung• Montageplanung• Logistikplanung• Layoutplanung
Die Fertigungsplanung legt dabei die jeweils benötigte Tech-nologie fest, z. B. Erodieren, Spitzenlosschleifen oder Tiefzie-hen. Die Montageplanung wiederum definiert dann denschrittweisen Ablauf z. B. des Zusammenbaus und stellt dienötigen Hilfsmittel (Lastkran, Roboterarme) dazu bereit. DieLogistikplanung hat zum Ziel, dass sowohl die Rohmateria-lien und Halbzeuge, die vorgefertigten Einzelteile, die Bau-gruppen oder etwa Befestigungsmittel wie Schrauben zurrichtigen Zeit am richtigen Ort zur Verfügung stehen. Schließ-lich sorgt die Layoutplanung für die optimierte Maschinenauf-stellung innerhalb der Hallen, so dass die Prozesse z. B. beieiner Fertigungsstraße oder einer Fertigungszelle optimalablaufen können.
Abbildung 6 setzt dazu die einzelnen Planungsdisziplinenmit den jeweiligen Planungsphasen in Beziehung.
Die unterschiedlichen Zellen dieser Matrix verdeutlichen,dass jeder Baustein oder Teilprozess des durchgängigenReferenzprozesses unter Umständen anders strukturiert ist,einerseits entsprechend der jeweilig zu lösenden Aufgabeund andererseits in Abhängigkeit von dem je nach Reifegradfreigegebenen Datenumfang. Grundsätzlich bekommt der
11
4 REfERENZPRoZESSProSTEP iViP WHITE PAPER
Abbildung 5: Phasendes Produktionsplanungs-prozesses
12
4 REfERENZPRoZESS ProSTEP iViP WHITE PAPER
Anwender dadurch eine Handlungsanweisung z. B. in Formeiner Checkliste zur Verfügung gestellt, um nun strukturierterden einzelnen Herausforderungen begegnen zu können.
4.3 PlanungsumgebungÄhnliche Bausteine gibt es dann auch für die Einbindung undKoordination der zur Planungsumgebung gehörenden Aufga-ben. Auf diese Weise können neben den in Kapitel 2.3genannten Workshops z. B. auch Layout-Modelle eingebun-den werden. Mit Hilfe von Rapid-Prototyping-Verfahren werdendazu digitale 3D-Ressourcenmodelle (Anlagen, Maschinen,Fördermittel etc.) erzeugt, so dass sie als kleine, maßstabs-
getreue „Plastik“-Modelle vorliegen. Mit diesen können dieLayouts von den jeweiligen Experten auf einem Tisch zusam-mengestellt, verschoben und immer neu arrangiert werden.Diese kreativen Prozesse laufen dann nicht am Computerab, sondern können mit Hilfe von haptisch-greifbaren Objek-ten durchgeführt werden. Im Anschluss an diese Gestaltungerfolgt das Scannen der angeordneten Modelle, und damitdie Digitalisierung. Ein zunächst nicht-digitales Layout wirdsomit letztlich durch die Vorgabe eines Bausteines des Referenzprozesses strukturiert und vollständig in ein digitalesModell überführt.
Abbildung 6: Die Planungsdisziplinen in Abhängigkeit vom jeweiligen Reifegrad

13
5 NUtZEN ProSTEP iViP WHITE PAPER
Die Entwicklung eines durchgängigen und standardisiertenReferenzprozesses für den PPP verbessert zunächst einmaldas gemeinsame Verständnis von Planungsprozessen. DieseKenntnis einer einheitlichen Arbeitsmethode vereinfacht beim Anwender die Abstimmungen in der täglichen Praxisund fördert für alle beteiligten Abteilungen, durch ihre klareStruktur, die Transparenz der Abläufe. Dadurch werden u. a.kostspielige Redundanzen und Doppelarbeit vermieden.Außerdem können nun Produkt- und Prozessänderungenschneller durchgeführt werden. Nicht zuletzt bietet ein opti-mierter Referenzplanungsprozess dem Anwenderunterneh-men die Grundlage zur Definition von eigenen unternehmens-spezifischen Planungsprozessen. Wenn diese dann klar und optimal strukturiert vorliegen, ist es sinnvoll, sich in einemnächsten Schritt auch der eigenen Software-Landschaft zu widmen, weil nun die Entwicklung und Integration dereigenen zugeschnittenen IT-Unterstützung wesentlich verein-facht ist.
Auch für Softwareentwicklungspartner bietet ein Referenzpro-zess erhebliche Vorteile, da er eine allgemeine und vor allemeffektive Orientierung für die Entwicklung von geeigneten
Tools bietet – sowohl für die Entwicklung neuer Tools, alsauch für die Anpassung und Optimierung schon vorhande-ner Softwarewerkzeuge. Außerdem sieht ein Anbieter sofort,welche Bereiche durch seine Software noch nicht abgedecktwerden und kann nun sein Portfolio entsprechend erweitern.Außerdem können jetzt Standardschnittstellen für die unter-schiedlichen Meilensteine, Konsolidierungs- und Synchroni-sationspunkte einfacher entwickelt werden. Insgesamt bietetein vom Start bis Ende der Planungen definierter Referenz-prozess den Anbietern von Komplettlösungen zur DigitalenFabrik bzw. allgemein von PLM-Systemen die Möglichkeit,ihre Planungswerkzeuge auf einen definierten Prozess hinauszurichten, so dass eine höhere Durchgängigkeit undUnterstützung der Planungsprozesskette erreicht wird.
Für einen Dienstleister wiederum reduziert ein Referenz -prozess den Aufwand bei der Einarbeitung in ein neues Projekt. Ob die Prozesse bei seinen Kunden nun ähnlichoder unternehmensspezifisch, zumindest konsequenter unddurchgängiger definiert sind – beides wird ihm helfen, seineErfahrungen und sein Know-how einfacher auf die neuen Aufgaben übertragen.
5 Nutzen für Anwender, Systemanbieter und Dienstleister

14
ProSTEP iViP WHITE PAPER6 StAND DER ENtwIcklUNg UND wEItERE ZIElE
Bis Ende des Jahres 2010 soll der Referenzprozess durch-gängig und unabhängig von einer IT-Unterstützung als Pro-STEP iViP/VDA Recommendation „Produktionsplanungspro-zess“ definiert sein. Diese Empfehlung konzentriert sich ineinem ersten Schritt allein auf die Disziplinen Fertigungs- undMontageplanung, wobei die „Best-Practice“-Erfahrungen derProjektgruppe einfließen.
Auf dieser Grundlage können dann die Systemanbieter ab2011 mit der Umsetzung von Teilprozessen beginnen und sosukzessive durchgängige Werkzeuge zum Datenmanage-ment erstellen. Die Leitfragen für dieses Aufgabenfeld werdenlauten „Wo wird schon unterstützt? Wie gut? Wo fehlennoch Schnittstellen?“. Gleichzeitig schreitet die Detaillierungdes Referenzprozesses fort und weitere noch fehlende Diszi-plinen werden integriert.
Darüber hinaus könnten bei dem Referenz-Produktionspla-nungsprozess auch Schnittstellen zur Zeitwirtschaft geschaf-fen werden, wie sie in aktuellen Forschungsprojekten schonangedacht worden sind. Dazu müssten diese Ansätze innächstem Jahr auch in der Projektgruppe untersucht bzw. aufPraxistauglichkeit bei den Industriepartnern getestet werden.Würde letztere bestätigt, könnten langfristig auch Systemeaus Zeitwirtschaft in den Informationsfluss eingebunden werden.
Des Weiteren wird zurzeit geprüft, ob sich auch eine Koope-ration der Projektgruppe „Digital Manufacturing“ mit demUS-amerikanischen Pendant zum ProSTEP iViP Verein, derPDES, Inc., eröffnen könnte. Dann stünde auch einer globa-len Anwendung des Referenzprozesses nichts mehr imWege.
6 Stand der Entwicklung und weitere Ziele
Klauke, S.: Methoden und Datenmodell der „Offenen VirtuellenFabrik“ zur Optimierung simultaner Produktionsprozesse. Düsseldorf: VDI-Verlag 2002
Petzelt, D.; Busch, F.; Schallow, J.; Deuse, J.: Entwicklungeiner Referenzplanungssystematik der digitalen Produktentste-hung. In: ZWF – Zeitschrift für wirtschaftlichen Fabrikbetrieb105 (2010) 3, S. 168-172.
Petzelt, D.; Schallow, J.; Deuse, J.; Rulhoff, S.: Anwendungs-spezifische Datenmodelle in der Digitalen Fabrik. In: ProduktDaten Journal 16 (2009) 1, S. 45-48.
ProSTEP iViP White Paper: „Fahrzeugelektrik“ Meilensteinezum Digitalen Fahrzeugmodell. September 2009 DE
VDI-Richtlinie 4499: Digitale Fabrik – Grundlagen, Blatt 1.Düsseldorf: VDI-Verlag 2009
VDMA: Leitfaden zur Erstellung eines unternehmensspezifi-schen PLM-Konzeptes – transparente Prozesse und konsi s -tente Informationen im Produktlebenszyklus. VDMA-Verlag, Frankfurt 2008
7 Publikationen und Referenzen
7 PUBlIkAtIoNEN UND REfERENZENProSTEP iViP WHITE PAPER
15
ProSTEP iViP e.V.Dolivostraße 1164293 DarmstadtTel. +49-6151-9287-336Fax [email protected] 2010Preis 73 €





























