Embed Size (px)
Citation preview

Kühlschmierstoffe Seite 24 · Bauteilreinigung online Seite 30 · E-Katalog für Profile Seite 36
Thermisches Spritzen„Jeder Schichtwerkstoff kann auf
jedes Substrat gespritzt werden“GTS-Geschäftsführer Peter Heinrich, Seite 18
23. August 2004 Ausgabe 35 € 4,50
IndustrieDas
Magazinwww.maschinenmarkt.de
Schaltschrankverdrahtung
Kompakte Funktionsmodulebestimmen den TrendSeite 32
B 04654

MM Das IndustrieMagazin · 35/2004 3
MITARBEITERBETEILIGUNG
VitalisierungsschubHartz IV, Käuferstreik, hohe Spritpreise, Ebbe in derRentenkasse, Angst vor Arbeitslosigkeit: Das sind dieThemen, die alltäglich durch die Medien geistern und diedeutschen Befindlichkeiten aufs Trefflichste charakteri-sieren. Denn die Stimmung ist mies – in der Republik,ebenso in vielen Unternehmen. Die heftige Gegenwehrder Belegschaft gegen die Sparpläne des Daimler-Chrys-ler-Vorstands spricht Bände.
Doch es geht auch anders – nämlich so wie beim Sitz-möbelhersteller Sedus Stoll. Schon 1952 hat das Unter-nehmen mit Sitz im badischen Waldshut ein Mitarbeiter-beteiligungsmodell eingeführt, das alle Beschäftigten zu
Mitunternehmern macht. Es stellt bis heuteeinen wesentlichen Bestandteil des Vergü-
tungssystems dar mit der Folge, „dass dieIdentifikation mit den Unternehmens-zielen von ihm nachhaltig beeinflusst
wird“, wie Vorstandschef Dr. Bern-hard Kallup erläutert. Das gilt für
gute wie für schlechte Zeiten:Notwendige Abstriche inder Krise werden eher ak-zeptiert, wenn bei besserem
Geschäftsgang eine Tantieme alsAusgleich winkt. Unternehmen,die ihre Belegschaft am Kapitalund damit am Erfolg beteiligen,sind in der Regel produktiver,rentabler und innovativer alstraditionell geführte, hat manbeim Bundesverband der Deut-
schen Industrie herausgefunden. Und sie haben den an-deren noch etwas voraus: eine bessere Eigenkapitalaus-stattung, weshalb nach Einschätzung von BDI-PräsidentMichael Rogowski „die Mitarbeiterbeteiligung einenwichtigen Beitrag leisten kann, die Eigenkapitalklemmezu überwinden“.
Direkt neu ist diese Erkenntnis allerdings nicht. Seitden 50er-Jahren des letzten Jahrhunderts schon propa-giert die Arbeitsgemeinschaft Partnerschaft in der Wirt-schaft (AGP) diese Idee. Leider ist ihr bis heute der großeDurchbruch nicht gelungen, obwohl Sedus-Chef undAGP-Vorstandsmitglied Kallup davon überzeugt ist, dasseine Mitarbeiterbeteiligung in jedem Unternehmen sinn-voll sei und in Deutschland gar einen „Vitalisierungs-schub“ auslösen könnte. Denn: „Nur wer erkennt“, soKallup zu Recht, „dass wir alle in demselben Boot sitzen,sieht auch einen Sinn darin, kräftig mitzurudern.“
Mehr Mitarbeiterbeteiligung könntefür neuen Schwung in DeutschlandsUnternehmen sorgenJürgen Schreier
AKTUELLESEDITORIAL

4 MM Das IndustrieMagazin · 35/2004
Kühlschmierstoffe weisen keine Haut pflegenden Eigen-schaften auf. Deshalb gilt es Schutzmaßnahmen imUmgang mit wassermischbaren Kühlschmierstoffen zuergreifen 24Ein doppelspindliges Dreh-Fräs-Bearbeitungszentrumsenkt bei der fünfseitigen Komplettbearbeitung vor-geformter Teile die Stückkosten um etwa 30% 26
OBERFLÄCHENTECHNIKDie bei Instandhaltungs- und Wartungsarbeiten längstetablierte Dampfreinigung lässt sich nun auch auf Halb-zeuge, Schüttgüter und Bauteile übertragen 28Dass die Bauteilreinigung kein „Buch mit sieben Siegeln“bleibt – dafür sorgt ein neues Webportal. Es hilft bei derAuswahl von Reinigungsverfahren und Anbietern 30
AUTOMATION
ELEKTRISCHE AUSRÜSTUNGIn der Schaltschrankverdrahtung geht der Trend weg vonder Einzelverdrahtung hin zu kompakten Funktionsmo-dulen; diese wiederum senken den Aufwand bei Planung,Montage und Service 32
KONSTRUKTION
KONSTRUKTIONSELEMENTEAus einem elektronischen Katalog verfügbare digitaleProfile und Baugruppen verkürzen Konstruktionszeitenund senken außerdem die Kosten 36
AKTUELLES
LEITARTIKELJürgen Schreier: Vitalisierungsschub 3
MÄRKTEAdaptronik in der Antriebs- und Bewegungstechnik 8Koreas Werkzeugmaschinenbau stark im Export 8Cemat 2005 setzt auf Intralogistik 913. Messe für Prüftechnik thematisch breit aufgestellt 9Aston und Tectura fusionieren 10Seminar „Selbstmanagement“ 10Graessner schaltet wieder auf Wachstum 11Positionscheck mit Strategie-Audit 11
OBERFLÄCHENTECHNIKDas Anwendungs- und Marktpotenzial des thermischenSpritzens ist bei weitem noch nicht ausgereizt. Haupt-vorteil dieser Technik: Jeder Werkstoff kann auf jedesSubstrat gespritzt werden 18
PRODUKTION
SPANENDE FERTIGUNGHochwarmfeste Werkstoffe sind aufgrund ihrer charak-teristischen Eigenschaften nur schwer zerspanbar. Kera-mische Schneidstoffe ermöglichen jedoch ein prozess-sicheres Hochleistungsfräsen dieser Werkstoffe 22
Titelbild: Fräsen von Nickelbasis-Superlegierungen/IWF
SchaltschränkeIn der Schaltschrankver-
drahtung geht der Trendweg von der Einzelver-
drahtung hin zu kompak-ten Funktionsmodulen.
Seite 32
23. August 2004
SchneidstoffeMit keramischen Schneid-stoffen lassen sich hoch-
warmfeste Werkstoffeprozesssicher fräsen.
Seite 22
Thermisches SpritzenPeter Heinrich, Geschäftsführer der Ge-
meinschaft Thermisches Spritzen, Unter-schleißheim: „Seit den letzten zehn Jah-ren ist in Deutschland der Markt geprägt
von konstanten Zuwachsraten.“Seite 18
ReinigungstechnikDie bei Wartungsarbeiten etablierteDampfreinigung lässt sich auchauf Halbzeuge, Schüttgüter undBauteile übertragen.Seite 28

MANAGEMENT
INTERIMSMANAGEMENTIn Deutschland ist im Vergleich zu Großbritannien derMarkt für „Manager auf Zeit“ noch stark unterentwickelt.Zeit also, um mit den gängigsten Vorurteilen aufzu-räumen 38
NEUE PRODUKTE UND VERFAHREN
Spanende Fertigung ; Oberflächentechnik; ElektrischeAusrüstung; Konstruktionselemente 43
SERVICE
MM -ONLINE, FIRMENVERZEICHNIS 6
TERMINE 50
GEBRAUCHTMASCHINENBÖRSE 53
STELLENMARKT 69
VORSCHAU, IMPRESSUM 73
INDUSTRIEBAROMETER 74
MM Das IndustrieMagazin · 35/2004 5
KomplettbearbeitungEin doppelspindliges Dreh-
Fräs-Bearbei-tungszentrumsorgt für eine
Verdoppelung derProduktivität.
Seite 26
Mit ProfilenkonstruierenAus dem elektroni-schen Katalog ver-fügbare digitaleProfile verkürzenKonstruktionszei-ten und senkendarüber hinaus dieKosten.Seite 36
AUS DEM INHALT
UnternehmensverzeichnisFirmen, die in diesem Heft redaktionell erwähnt sindMIT WENIGEN MAUSKLICKS ZU AKTUELLEN INFORMATIONEN
Auf der Navigationsleiste unserer Homepage finden Sieunter anderem den Begriff „Fachgruppen“. Unter die-sen insgesamt 39 Fachgruppen, angefangen von derAutomation bis hin zu Werkzeugen, wählen Sie bei-spielsweise den Bereich Spanende Fertigung und erhal-ten dann eine Übersicht über alle zugehörigen Nach-richten mit dieser Thematik. In einem nächsten Schrittkönnen Sie die Artikel abrufen und lesen. Außerdem ha-ben Sie die Möglichkeit, Meldungen abzulegen, auszu-drucken, weiterzuempfehlen und zu bewerten. Am Fußjeder Meldung stehen Angaben zum Hersteller, dasheißt, Sie können sofort auf die entsprechende Home-page verlinkt werden.
www.maschinenmarkt.de
6 MM Das IndustrieMagazin · 35/2004
AABAS Software AG. . . . . . . . . . . 77A.C.E. . . . . . . . . . . . . . . . . . . . . 73Arbeitsgemeinschaft Partnerschaftin der Wirtschaft . . . . . . . . . . . . . 3Aston Business Solutions . . . . . . 10
BBASF . . . . . . . . . . . . . . . . . . . . . 16Basler . . . . . . . . . . . . . . . . . . . . 10Bayer Material Science . . . . . . . . 9BDI . . . . . . . . . . . . . . . . . . . . . . . 3BTC Business Technology Consul-ting. . . . . . . . . . . . . . . . . . . . . . 50Burkhardt + Weber . . . . . . . . . . 43Business + Life . . . . . . . . . . . . . . 10
CCMS . . . . . . . . . . . . . . . . . . . . . 38Cross Hüller. . . . . . . . . . . . . . . . 44
DDaimler-Chrysler . . . . . . . . . . . . . 3Dätwyler . . . . . . . . . . . . . . . . . . 16Deltalogic . . . . . . . . . . . . . . . . . 47Deuschle . . . . . . . . . . . . . . . . . . 14Deutsche Messe . . . . . . . . . . . . . 9Dürr . . . . . . . . . . . . . . . . . . . . . 16
EEplan. . . . . . . . . . . . . . . . . . . . . 16ESI-Group . . . . . . . . . . . . . . . . . 15
FFiat . . . . . . . . . . . . . . . . . . . . . . 28Foppe . . . . . . . . . . . . . . . . . . . . 49Fördererkreis Umformtechnik . . 50Fraunhofer Institut für offene Kom-munikationssysteme . . . . . . . . . . 9Fraunhofer-Institut für Werkzeug-maschinen und Umformtechnik . 8Freudenberg . . . . . . . . . . . . . . . 16
GGenkinger . . . . . . . . . . . . . . . . . 10Gesamtverband Kunststoffverarbei-tende Industrie . . . . . . . . . . . . . 15Gesytec . . . . . . . . . . . . . . . . . . . 47Google . . . . . . . . . . . . . . . . . . . 38Graessner . . . . . . . . . . . . . . . . . 12GTS. . . . . . . . . . . . . . . . . . . . . . 18
HHaas Automation Europe. . . . . . 44Hellermann Tyton . . . . . . . . . . 47Henkel. . . . . . . . . . . . . . . . . . . . 24High Precision . . . . . . . . . . . . . 10Hottinger Baldwin . . . . . . . . . . . . 9Hubtex . . . . . . . . . . . . . . . . . . . 10
IIgus. . . . . . . . . . . . . . . . . . . . . . 49INA-Schaeffler . . . . . . . . . . . . . . 14In-Situ . . . . . . . . . . . . . . . . . . . . . 9Institut für Werkzeugmaschinenund Fabrikbetrieb der TU Berlin. 22IRE . . . . . . . . . . . . . . . . . . . . . . 50
KKager . . . . . . . . . . . . . . . . . . . . 44Karlsruher Messe und Kongress . 50Komma . . . . . . . . . . . . . . . . . . . . 8
LLinde. . . . . . . . . . . . . . . . . . . . . 18LWK-Plasma Ceramic. . . . . . . . . 18
MMaxon Motor . . . . . . . . . . . . . . 16Mettler Toledo . . . . . . . . . . . . . . 9Minitec . . . . . . . . . . . . . . . . . . . 36Monforts . . . . . . . . . . . . . . . . . . 43Mutronic . . . . . . . . . . . . . . . . . . . 9
NNetzsch. . . . . . . . . . . . . . . . . . . . 9Neuenhauser Maschinenbau . . . 10NMN . . . . . . . . . . . . . . . . . . . . 15Norma Variant. . . . . . . . . . . . . . 14
OOBZ Dresel & Grasme . . . . . . . . 18Olympus . . . . . . . . . . . . . . . . . . . 9Otti-Technology-Kolleg . . . . . . . 50
PParametric Technology . . . . . . . 14Phoenix Contact . . . . . . . . . . . . 32Portum . . . . . . . . . . . . . . . . . . . 16PTC Global Services. . . . . . . . . . 14
RR.E.A., SNC di Sassi e Baudin. . . 28Rasmussen . . . . . . . . . . . . . . . . 14Reiden. . . . . . . . . . . . . . . . . . . . . 8Rittal . . . . . . . . . . . . . . . . . . . . . 32RWTH Aachen . . . . . . . . . . . . . . 12
SS + S Metallsuchgeräte und Recy-clingtechnik . . . . . . . . . . . . . . . 15Sandvik . . . . . . . . . . . . . . . . . . . 49Sedus Stoll . . . . . . . . . . . . . . . . . 3SGL Carbon. . . . . . . . . . . . . . . . 10Siemens A & D . . . . . . . . . . . . . 32Simi Reality Motion Systems . . . 10Spanntechnik G & I. . . . . . . . . . 43Stama . . . . . . . . . . . . . . . . . . . . 26Statistisches Bundesamt . . . . . . 14Steeb . . . . . . . . . . . . . . . . . . . . 50Steinbeis-Stiftung für Wirtschafts-förderung . . . . . . . . . . . . . . . . . 50Südwest Farben und Lacke . . . . 45Swedex . . . . . . . . . . . . . . . . . . . 45
TTechnische Universität Clausthal 15Tecnaro. . . . . . . . . . . . . . . . . . . . 9Tectura . . . . . . . . . . . . . . . . . . . 10Trumpf . . . . . . . . . . . . . . . . . . . 32
UUniversität Bochum. . . . . . . . . . 74Universität Dortmund . . . . . . . . 30Universität Magdeburg . . . . . . . 50Universität Weimar . . . . . . . . . . . 9
VVDI . . . . . . . . . . . . . . . . . . . . . . 74Vogel Industrie Medien . . . . . . . 50Volkswagen . . . . . . . . . . . . . . . . . 8Vollmer Werke . . . . . . . . . . . . . . 15
WWolf . . . . . . . . . . . . . . . . . . . . . 45WZL . . . . . . . . . . . . . . . . . . . . . 12
ZZwick Roell . . . . . . . . . . . . . . . . . 9
SERVICEUNTERNEHMENSERVICE MM-ONLINE

Die vollkommene Idee, Produkte schonend zu tragen.Think Mink!™
Ob Möbel und Elektronikelemente,hochwertige Glas- und Metallplattenoder Glühbirnen, der Transport Ihrerempfindlichen Güter hat die beste Idee verdient. Auf den feinen Fasernder Mink Bürsten gleiten sie ausschuss-
frei – ganz ohne Kratz- und Schleifspuren. Mit innovativen Lösungen redu-zieren wir den Reibungswert unserer Leistenbürsten sowie Transport-Bürsten-rollen oder -platten auf ein Minimum und schonen so Ihre Produkte optimal.Dabei ist der wirtschaftliche Vorteil nicht der einzige gegenüber Stahl- und Plastikrollen. Die Ideenmarke sucht für Sie die beste Lösung. Was haben Sie zu befördern? Unsere Berater zeigen Ihnen alle Möglichkeiten – standardisiertoder ganz individuell. Denken Sie an Mink-Bürsten – die Marke, die Konstrukteuren hilft.
Gleiten und tragen?
Fordern Sie
unseren Katalog
mit CD-ROM an!
August Mink KG Fabrikation technischer Bürsten Postfach 949, D-73009 Göppingen, fon +49 (0)7161 40 31-0, fax +49 (0)7161 40 31-50, [email protected], www.mink-buersten.com

8 MM Das IndustrieMagazin · 35/2004
Seoul (js) – Über einen Mangel an Auftragen können sich Koreas Werk-zeugmaschinenhersteller wahrlich nicht beklagen. Wie der Branchen-verband Korea Machine Tool Manufacturers’ Association (Komma) mit-teilt, nahmen die Unternehmen im Juni 2004 mit 145,1 Mrd. Won11,2% mehr Aufträge in die Bücher als im Vormonat. Im Vorjahresver-gleich lag das Auftragsplus sogar bei 25%. Dividiert man In- und Aus-landsgeschäft auseinander, so geht es den koreanischen Herstellern wieihren deutschen Wettbewerbern. Einem eher verhaltener Inlandsge-schäft (minus 5,2% zum Mai 2004 und plus 2,3% zum Juni 2003)stand eine erneut gewachsene Auslandsnachfrage gegenüber. Die Aus-landsorders machten von Mai auf Juni dieses Jahres einen kräftigenSprung um 47,3% und erreichten absolut 29 Mrd. Won. Noch spekta-kulärer fällt der Vorjahresvergleich aus, bei dem die Unternehmen einPlus von mehr als 82% realisierten. Allerdings weist Komma-Geschäfts-führer Jong-Hyun Jung auf aktuelle Belastungen für die Branche hin –etwa auf die gestiegenen und voraussichtlich weiter steigenden Roh-stoffpreise, die hohen Energiekosten sowie die Volatilität bei den Wech-selkursen. Dennoch äußert der Verbandsmanager die Überzeugung,dass die koreanische Werkzeugmaschinenindustrie auch in der zweitenJahreshälfte eine „gute Figur“ abgeben wird. Zu rechnen sei, so Jong-Hyun Jung mit einer anhaltend hohen Nachfrage aus dem Automotive-und Elektrobereich sowie einem weiter wachsenden Exportgeschäft.
Bei Koreas Herstellern brummtdas Auslandsgeschäft
Bild
:Vol
ksw
agen
AG
Reiden/Schweiz (bk) – Mit einem nach eigenen Angabenweltweit einzigartigem Spindelantriebskonzept hat dieReiden Technik AG ihr neues 6-Achs-Bearbeitungszen-trum RS 15 ausgerüstet: Damit kann bei geringer Dreh-zahl mit kräftigem Drehmoment von 400 Nm ge-schruppt und anschließend ohne Fräskopfwechsel mit20 000 Touren geschlichtet werden. Die grobe Arbeiterledigt ein 48-kW-Torque-Motor, fürs Feine ist ein imFräskopf integrierter High-Speed-Motor zuständig.
Bild
:Rei
den
Tech
nik
Adaptronische Komponenten –Herausforderungen für die Fertigungstechnik
Antriebsstrang übertragen, um da-durch die Schwingungsanregungim Automobil zu reduzieren.
Die Möglichkeit adaptronischerKomponenten, dynamische Stei-figkeit und Dämpfung und damitdas Schwingungsverhalten vonBaugruppen zu beeinflussen, wirdbei Werkzeugmaschinen angewen-det. Innovative Komponenten, wieaktive Werkzeughalter, die adapti-ve Dämpfung von Führungen mitmagneto- oder elektrorheologi-schen Flüssigkeiten sowie der Ein-satz von Sensor-Aktor-Einheitenzur Steifigkeitserhöhung in Stre-ben für Parallelkinematiken bietenneue Ansätze in der Maschinen-entwicklung.
Diese und andere innovativeKonzepte stellt am 21. und 22. Sep-tember das 4. Chemnitzer Produk-tionstechnische Kolloquium„Technologische Innovationen fürdie Antriebs- und Bewegungstech-nik“ vor. Detaillierte Informatio-nen zu dieser Veranstaltung unterwww.iwu.fraunhofer.de
4. CHEMNITZER PRODUKTIONSTECHNISCHES KOLLOQUIUM
WERKZEUGMASCHINENFÜRS GROBE UND FÜRS FEINE
AKTUELLES MÄRKTE
turen optimal beherrscht wer-den soll. Zunehmend gerät die
Adaptronik in den Fokus derFahrzeugtechnik und des Maschi-nenbaus. Beispiele hierfür sind dieaktive Erhöhung der Torsionssteifean Cabrio-Karosserien, die Minde-rung der Schallabstrahlung vonDachflächen oder die Verringerungvon Schwingungen an Antriebsge-lenkwellen, einem aktuellen For-schungsprojekt der VolkswagenAG und des Fraunhofer-Institutsfür Werkzeugmaschinen und Um-formtechnik IWU. Die dabei ent-wickelte Lösung lässt sich auch aufweitere rotierende Elemente im
Chemnitz (uh) – Unter Adaptronikversteht man die Entwick-lungstechnik adaptiverStrukturkomponenten.Diese zeichnen sich dadurchaus, dass in Last tragende und Geo-metrie bestimmende Konstruk-tionswerkstoffe mit Hilfe vonWandlerwerkstoffen wie zum Bei-spiel Piezokeramik oder Formge-dächtnislegierungen sensorischeund aktorische Eigenschaften inte-griert werden. Über Ansteuerelek-tronik und Regelungsalgorithmenkönnen sich diese Komponenten inihren Eigenschaften selbstständigan Veränderungen der äußerenUmgebung anpassen.
Treiber der Technologieent-wicklung waren Anforderungenaus der Luft- und Raumfahrt, wotrotz extremen Leichtbaus dasSchwingungsverhalten der Struk-
Applikation vonPiezokeramikmodulenauf einer Gelenkwelle.

Frame Grabber sind trotz des zunehmen-den Einsatzes von USB- oder Firewire-Ka-meras aus der Bildverarbeitung nicht weg-zudenken. Das gilt vor allem für hoch auf-lösende Kameras sowie für Anwendungs-fälle, in denen die Kamerabilder einer Vor-bearbeitung unterzogen werden müssen.Die Sauerlacher In-Situ GmbH & Co. KGlauncht deshalb zwei neue Frame Grabber:Das System Syncro CL HR dient dem Ein-zug von 4-Megapixel-Bildern über den di-gitalen Camlink. Grabber Syncro 4HR mitzwei parallelen S/W-Eingängen eignet sichfür Kameras mit XGA-Auflösung.
Mit einem Beamer Videos auf raue Wän-de oder farbige Tapeten projizieren: Wieder IT-Newsletter Golem mitteilt, soll daskünftig dank einer an der Universität Wei-mar (www.uni-weimar.de) entwickeltenTechnik möglich sein. Bei „Smart Projec-tors“ handelt es sich um einen PC mit Gra-fik- und TV-Karte, einen digitalen Camcor-der sowie einen oder mehrere Videoprojek-toren. Die Videocam tastet die vom Bea-mer ausgesandten Testraster und -farbenauf der Projektionsfläche ab und über-mittelt die Daten an die TV-Karte. Die Gra-fikkarte korrigiert in Echtzeit alle Pixel geo-metrisch und farblich.
Arboform heißt ein neuer Ökoverbund-werkstoff, der bei vielen Anwendungenherkömmlichen Kunststoff überflüssig ma-chen könnte. Das vom Eisenacher Unter-nehmen Tecnaro (www.tecnaro.de) in Zu-sammenarbeit mit Partnern aus Industrieund Forschung entwickelte Verbundmate-rial besteht aus Lignin und Pflanzenfasern,ist überaus wandlungsfähig und nach Aus-sagen des Herstellers biologisch abbaubar.
Mit drahtlosen Sensornetzen des Fraun-hofer-Instituts für Offene Kommunikations-systeme (Fokus), Berlin, können die deut-schen Kanu-Leistungssportler künftig ihrTraining effektiver gestalten. Um optimaleTrainingsleistungen zu erzielen, werden imHochleistungssport Bewegungsdaten vonAthleten mittels Kraft- und Bewegungssen-soren in Echtzeit erfasst, gesammelt undausgewertet. Weil die Datenkabel eine gro-ße Beeinträchtigung der freien Bewegungdarstellen entwickelt Fraunhofer Fokus eineLösung, die eine zuverlässige drahtloseÜbertragung der Sensordaten an einen PCermöglicht. Basis ist Tiny-OS, der aktuelleQuasistandard für Sensornetze.
MM Das IndustrieMagazin · 35/2004 9
Runderneuerte Materialflussmessestellt Intralogistik in den MittelpunktHannover (js) – Der Begriff „Intralogis-tik“ steht für den innerbetrieblichen Ma-terialfluss, der zwischen den unter-schiedlichen Logistikknoten im Unter-nehmen stattfindet. Zusätzlich integriertIntralogistik den zugehörigen Informa-tionsfluss in Produktion, Warenverteil-zentren, Flug- und Seehäfen.
Auch bei der Cemat, die vom 11. bis15. Oktober in Hannover als eigenstän-dige Fachmesse an den Start gehenwird, liegt der Schwerpunkt auf derinnerbetrieblichen Logistik – ergänztdurch Softwareangebote auf der einenund der außerbetrieblichen Logistik aufder anderen Seite. Das Spektrum der Exponate reicht von Flurförderzeugen über Kra-ne, Hebebühnen bis hin zu Hard- und Softwaresystemen für das Logistik-Manage-ment. Umrahmt wird Ausstellungsprogramm von vier Foren, Tagungen, Seminarenund Sonderpräsentationen. Das Angebot der Cemat 2005 richtet sich an Fachleute ausIndustrie, Handel, Handwerk und Dienstleistung, die in sechs modernen Hallen dieganze Welt der Intralogistik erleben wollen.
Ulm (js) – Alljährlich im Oktober lädt dieZwick-Roell-Gruppe ein nach Ulm zurFachmesse für Prüftechnik. Die Veran-staltung hat sich in den vergangenen Jah-ren zum Treffpunkt für die Prüfexpertenaus allen Industriebranchen entwickelt.Sie gewährt dem Besucher einen umfas-senden Einblick in die neuesten Entwick-lungen in der Material- und Werkstoff-prüfung.
In diesem Jahr findet die Fachmessevom 11. bis 14. Oktober statt. Außer zahl-reichen innovativen und erfolgreichen
Lösungen für alle Branchen werden wie-der Vorträge namhafter Referenten, prak-tische Versuche und Demonstrationengeboten. Die Unternehmen der Zwick-Roell-Gruppe sowie weitere Partnerfir-men – darunter Bayer Material Science,Hottinger Baldwin, Mettler Toledo, Mu-tronic, Olympus Deutschland, Netzsch-Gerätebau – stecken ein weites Feld ab.Die einzelnen Exponate sind auch in die-sem Jahr wieder in verschiedene „Zen-tren“ der Werkstoffanwendung und-prüfung gegliedert (Metall, Kunststoff,Papier, Textil, Lebensmittel und Verpa-ckung, Baustoffe und Automotive). Sokönnen unsere Besucher leicht die für Ihrjeweiliges Fachgebiet relevanten Maschi-nen, Verfahren oder auch kompetenteGesprächspartner herausfinden. WeitereInformationen im Internet unterwww.prueftechnik-portal.de
13. Fachmesse für Prüftechniklockt mit breitem Themenspektrum
TICKERTECHNIK
CEMAT 2005
ZWICK ROELL
Bild
:MM
-Arc
hiv
Bild
:Zw
ick
Rund um den innerbetrieblichen Material-fluss – neudeutsch Intralogistik – soll sich dieCemat 2005 in Hannover drehen.
Den aktuellen Stand der Prüftechnik ver-mittelt die von Zwick Roell organisierteFachmesse in Ulm.

10 MM Das IndustrieMagazin · 35/2004
FIRMEN
Die High Precision GmbH nahm am1. August in Bensheim ihre Geschäftstätig-keit auf. Das von Hans Peter Samstag ge-gründete Unternehmen sieht sich als An-sprechpartner der Industrie, Lösungen undSysteme zur Markierung von Produkten inder Fertigung realisieren. Realisiert werdenKomplettanlagen für die Produktrückver-folgung und den Plagiatschutz in der Auto-mobilindustrie, der Elektronikindustrie undder Medizintechnik. YAG-Laser-Systeme,Nadel-, Rollier- und Ritzmarkierer und in-dustrielle Bildverarbeitung runden die Pro-duktpalette ab.
Die SGL Carbon AG berichtet von einerguten Entwicklung in den KerngeschäftenCarbon- und Graphitspezialitäten. DerUmsatz der Wiesbadener Unternehmenbelief sich im 1. Halbjahr 2004 auf 505Mio. Euro, 3% weniger als im Vergleichs-zeitraum des Vorjahres. Währungsbereinigterhöhte sich der Umsatz allerdings um 2%.Im Vergleich zum dem 1. Quartal 2004stieg er im 2. Quartal um 15% auf 270Mio. Euro. Das Betriebsergebnis nach Res-trukturierungsaufwendungen lag im1. Halbjahr mit 25,4 Mio. Euro um 41%über dem Vorjahreszeitraum.
Simi Reality Motion Systems, Unter-schleißheim, und die Sparte Vision Com-ponents der Basler AG, Ahrensburg, gehenkooperieren im Bereich der visuellen Bewe-gungsanalyse. Simi verfügt über die eigensentwickelte Software Simi-Motion-3D zurAnalyse von Bewegungsabläufen. BaslerVision Components entwickelt, produziertund vermarktet digitale Kameras, die bis-her überwiegend in industriellen Anwen-dungen zum Einsatz kommen. Aus derKombination von Basler-Kameras und Si-mi-Software lassen sich Highspeed-Aufnah-me- und 3D-Analysesysteme mit mehrerenparallel verbundenen Kameras realisieren.
Die Genkinger Hebe- und Fördertech-nik GmbH, Münsingen, sieht sich durchden Einstieg der Hubtex MaschinenbauGmbH & Co. KG und der NeuenhauserMaschinenbau GmbH gestärkt. SichtbaresZeichen ist die Umfirmierung in Genkin-ger-Hubtex GmbH. Das bisherige Hebe-und Fördertechnikprogramm von Genkin-ger-Hubtex wird künftig auch über denHubtex-Vertrieb angeboten, was Genkin-ger-Hubtex unter anderem neue Absatz-märkte erschließt.
TICKER
Zwei Microsoft-Partnermachen gemeinsame Sache
ASTON UND TECTURA
Rimpar (ug) – Größe und Marktmachtscheinen bei der Entwicklung und Im-plementierung von Unternehmenssoft-ware wichtige Wettbewerbskriterien zusein, selbst dann, wenn man den Mittel-stand adressiert. So gaben jetzt zwei be-deutende Microsoft-Partner – Tecturaund Aston Business Solutions – ihre Fu-sion bekannt.
Tectura mit Niederlassungen in denUSA und Deutschland, ist vor allem imBeratungs- und Integrationsgeschäft immittleren und gehobenen Mittelstand tä-tig. Aston zählt mit 600 Mitarbeitern und30 Niederlassungen in zehn Ländern zuden größten Microsoft-Partnern für dieERP-Software Navision und Axapta. Mitspeziellen Branchenlösungen bedient das
Effizient und konkretden Alltag gestalten
SEMINAR SELBSTMANAGEMENT
Würzburg (uh) – Die beste Möglichkeit den Ge-winn zu steigern, besteht darin, die vorhande-nen Potenziale und die Weisheit des gesundenMenschenverstandes zu nutzen. Machen stattjammern und Mut zu neuem Denken werdengebraucht. Dazu erhöht ein effizientes Selbst-management mit konkreten Ergebnissen den Er-folg beträchtlich. Es zeichnet sich dadurch aus,dass klar entschieden und gehandelt wird. Un-nötige Diskussionen erledigen sich von selbst,was Kosten spart und vielseitigen Nutzen für dasUnternehmen und alle Beteiligten schafft.
Im Rahmen eines zweitägigen Seminars mit di-rektem Praxisbezug können Firmenchefs und Ma-nager lernen, worauf es beim effizienten Selbstmanagement ankommt: nämlichNutzen und Lösungen für sich und das Unternehmen erkennen, eigene Verhal-tensweisen und Gewohnheiten reflektieren und neue Sichtweisen und Stand-punkte einzusetzen. Seminarleiterin Hermine Bernhardt, business + life, Bad So-den, hat langjährige Erfahrung in Führungspositionen mit Personalverantwortung.Sie ist selbstständig tätig als Coach und Beraterin von Führungskräften und Unter-nehmen.
Das Seminar findet am 21. und 22. Oktober, 11. und 12. November sowie9. und 10. Dezember 2004 an verschiedenen „Locations“ statt. Interessentenwenden sich an Jürgen Dölling, Vogel Industrie Medien, New Business/Seminareund Veranstaltungen, Tel. (09 31) 4 18-20 54, Fax (09 31) 418-22 29, [email protected], www.mm-seminare.de
IT-Haus den Maschinenbau sowie dieLife-Sciences-Branche. Tectura – dasUnternehmen übernimmt die Aston-Ak-tion zu 100% – wird dem neuen größe-ren Unternehmen auch den Namen ge-ben. Für die kommenden Jahre ist ein or-ganisches Wachstum zwischen 10% und20% p.a. geplant. Bis 2007 soll die Ge-samtmitarbeiterzahl auf 2500 steigen.
Aston wird seinen Deutschlandsitzweiterhin in Rimpar bei Würzburg be-halten und von dort aus ebenso regional,deutschlandweit und global tätig sein.Die nächste regionale Präsentation istzum Beispiel die IT-Messe Franken, diefür den nordbayerischen Wirtschafts-raum am 8. und 9. Oktober im ForumBamberg stattfinden wird.
Bild
:bus
ines
s+
life
Das 2-Tages-Seminar wirdgeleitet von Hermine Bern-hardt, business + life, Bad So-den, die über langjährige Er-fahrung und Umsetzungskraftim Bereich Selbstmanage-ment verfügt.
Nitzsche, Karl
Schichtmeßtechnik1. Auflage 1997ISBN 3-8023-1530-845,50 €
Die vielseitigen Anwendungsgebiete von Schichten entsprechen ihrenzu messenden Eigenschaften, wie Wanddicke, Schichtdicke, Härte, Haft-und Korrosionsfestigkeit, Rauhtiefe, Porosität, mechanische, optischeelektrische, magnetische, thermische und andere Parameter. Für derenMessung werden vor allem zerstörungsfreie Verfahren grundlegend undpraxisbezogen besprochen. Konkrete Meßbeispiele erleichtern die Wahloptimaler Meßgrößen und -verfahren. Zahlreiche Diagramme, Skizzen,Tabellen und Gerätefotos runden den Informationsgehalt für Praktiker,Studenten und Forscher ab.
45_1
530_
sw_1
_2_4
sp_0
4500
_074
_fz
Vogel Buchverlag, 97064 Würzburg, Telefon 09 31 418-2419, Telefax 0931 418-2660http://www.vogel-buchverlag.de
Elektronik

Nach der Insolvenz wieder auf KursGRAESSNER
Dettenhausen (js) – Fast 40 000 Unter-nehmen wurden von der Pleitewelle imvergangenen Jahr „hinweggespült“, dar-unter auch der KegelradgetriebespezialistGraessner. Seit 1. Mai – hier beginnt dasneue Geschäftsjahr des Unternehmens –haben die Schwaben die Insolvenz über-wunden und firmieren als GraessnerGmbH & Co. KG „The Gear Company“.
Dass die Produktion in Dettenhausenweitergehen konnte, verdankt die Beleg-schaft der Treue ihrer Stammkunden,aber auch dem Engagement von Ge-schäftsführer Hartmut Hoffmann. Die-sem gelang es gemeinsam mit Insolvenz-verwalter Dr. Wolfgang Bilgery in Personvon Dr. Reiner Vonderschmidt einenneuen Hauptgesellschafter zu finden.
Jetzt will Graessner mit neuen Pro-dukten auf die Überholspur wechseln.Anfang der 70er-Jahre hatte man mit demGetriebewürfel mit Übersetzungen bis5 : 1 in der Fachwelt für Furore gesorgt.Rund zehn Jahre später stellte das Unter-nehmen mit „Power Gear“ ein Winkelge-triebe vor, das dank seiner raffinierten
Zweitagesseminar vermitteltPraxiswissen zum Strategie-Audit
RWTH AACHEN
Verzahnung höchste Drehmomente beigeringsten Abmessungen erreicht. DasServo-Kegelradgetriebe „Dyna Gear“ be-wältigt heute in einer Stufe Übersetzun-gen bis 15 : 1. Speziell dafür startetGraessner jetzt eine Marketing-Offensi-ve, um das vielseitig anwendbare Produktaußerhalb Deutschlands und Österreichsnoch bekannter zu machen.
Bild
:Gra
essn
er
Dr. Reiner Vonderschmidt (links) und Dipl.-Ing. Hartmut Hoffmann: Wollen den Um-satz in den nächsten fünf Jahren auf mehrals 21 Mio. Euro verdoppeln.
AKTUELLES MÄRKTE
Aachen (js) – Hohe Lohnnebenkosten, zu kurze Arbeitszeiten, technologische Substitu-tionen, globale Handelbarkeit von Zwischenprodukten zwingen Entscheidungsträgerin produzierenden Unternehmen zur ständigen Überprüfung und Anpassung ihrerUnternehmensstrategie. Die vielfach erprobte Methode des so genannten Strategie-Audits dient der ganzheitlichen Überprüfung und strategischen Positionierung einesUnternehmens. Sie schafft Klarheit im Strategie- und Zielverständnis des Manage-ments. Wie das alles in der Praxis „funktioniert“, darüber informiert am 6. und 7. Ok-tober ein Seminars des WZL-Forums, Aachen, in Kooperation mit dem Lehrstuhl fürProduktionssystematik und des Laboratoriums für Werkzeugmaschinen und Betriebs-lehre der RWTH Aachen. Die ausführliche Darstellung der Vorgehenswerise beim Stra-tegie-Audit wird durch konkrete Anwendungsbeispiele ergänzt. Der Erfolg der letztjäh-
rigen Veranstaltung beweist nach Einschätzung von SeminarleiterProf. Dr. Günther Schuh die hohe Relevanz strategischer Fragestel-lungen in den Unternehmen. Weitere Informationen: Kirstin Mar-so, M.A., Tel. (02 41) 80-2 36 14, Fax (02 41) 80-2 25 75,[email protected]
Strategie-Audits dienten der ganzheitlichen Überprüfung derstrategischen Positionierung eines Unternehmens undschafften auf diese Weise Klarheit im Strategie- und Ziel-verständnis des Managements, gibt Seminarleiter Prof.Dr. Günther Schuh zu verstehen.
Bild
:Kuh
n
Wirtschaft:Effizienter vermittelnIm vergangenen Jahr haben die Arbeitsämter knapp21 Milliarden Euro bzw. 44 Prozent der Beitragsein-nahmen für die aktive Arbeitsmarktpolitik ausgege-ben. Das Geld erfüllt jedoch nicht immer und über-all seinen Zweck. Im Jahr 2002 gaben die Arbeits-amtsbezirke im Schnitt 33 400 Euro aus, bevor sieauch nur einen Arbeitslosen in den ersten Arbeits-markt eingegliedert hatten. Dabei wendete jedochz.B. das Amt in Karlsruhe lediglich 6700 Euro auf,während Berlin-Ost auf den Höchstwert von fast85 400 Euro kam. Daraus folgt zum einen, dass sichder Eingliederungserfolg erhöhen ließe, wenn dieeffizienteren Arbeitsagenturen stärker gefördertwürden.Weitere Meldungen unter www.clickmall.de
Software:Gezielt suchenEin neues Multimedia-Nachschlagewerk für denPC kündigt Microsoft an. Die 2005er-Encarta-Enzy-klopädie soll den Umfang eines 60-bändigen Lexi-kons enthalten, der mit 25 000 Inhalten in Formvon Animationen, Grafiken, Sounds und Videos er-weitert wird. Im Vergleich zur Standard-Ausgabemit 41 000 Stichwörtern umfasst die Professional-Version rund 63 000 Artikel und den Encarta-Weltat-las. Neu: Die Encarta-Taskleiste klinkt sich in dieWindows-Oberfläche ein und erlaubt den direktenZugriff auf die gesammelten Daten in der Enzyklo-pädie. Für die Aktualisierung der Inhalte hat derNutzer der Professional-Version einen Gratis-Zugriffauf den Dienst „MSN Encarta Premium“.Weitere Meldungen unter www.clickmall.de
Personal:Geringer belastenDie von der Politik versprochene Senkung der Sozi-alversicherungsbeiträge lässt auf sich warten, wasdie Schaffung neuer Jobs erschwert. So liegen dieBeitragssätze zur Sozialversicherung momentan mitexakt 42 Prozent immer noch um 5 Punkte höherals kurz nach der Wiedervereinigung. Für einen Top-mitarbeiter müssen die Betriebe bis zu 950 Euro proMonat an die Sozialversicherung abführen – derArbeitnehmer bekommt als Eigenanteil noch einmaldas Gleiche vom Brutto abgezogen. In West- undOstdeutschland kletterte der Höchstbetrag in derKrankenversicherung bundesweit auf knapp 500 Eu-ro im Monat – im Jahr 1991 waren es im Westen300 und im Osten 160 Euro.Weitere Meldungen unter www.clickmall.de
Finanzen:Sicher anlegenDie Investitionschancen am deutschen Immobilien-markt verbessern sich wieder. Zu diesem Ergebniskommt eine Untersuchung des Wirtschaftsmagazins„Capital“, des Wirtschaftsforschungsinstituts Feriund des Internet-Portals Immobilienscout24. Da-nach werden in 48 von 66 untersuchten Städten diePreise für Eigentumswohnungen bis 2010 um mehrals zwei Prozent pro Jahr steigen. Für Reihenhäuserwird dies laut „Capital“ in 50, für freistehende Ei-genheime sogar in 56 Städten erwartet. Die bestenRendite-Chancen bestehen in Hamburg, München,Köln, Frankfurt, Wiesbaden und dem Main-Taunus-Kreis. Schlusslichter sind Halle in den neuen Bundes-ländern und Kaiserslautern im Westen.Weitere Meldungen unter www.clickmall.de
www.clickmall.de Newsticker
www.clickmall.de – Das Mittelstandsportalder VogelMedien Gruppe


14 MM Das IndustrieMagazin · 35/2004
KURZ NOTIERT
Mit der Surfacts findet vom 5.bis 7. Oktober 2004 die europa-weit erste Fachmesse ausschließ-lich für Dienstleister der Ober-flächenbearbeitung statt. Sieführt Lohnveredler gezielt unddirekt mit Abnehmern ausunterschiedlichsten Branchen inKarlsruhe zusammen. Diegleichzeitig stattfindende Zulie-fermesse Interpart soll dabeiinteressante Synergieeffekte ge-währleisten, von denen Ausstel-ler und Besucher beider Messengleichermaßen profitieren kön-nen. Das Themen- und Ausstel-lerspektrum reicht von funktio-naler und dekorativer Galvano-technik über mechanische, che-mische und thermische Oberflä-chenbearbeitung bis hin zur La-ckiertechnik, Pulverbeschich-
tung und zu Sonderverfahrenfür die Behandlung und Be-schichtung von metallischenWerkstoffen und Kunststoffen.Vertragsforen und Kongresserunden das Programm ab.
Die INA-Schaeffler KG, Herzo-genaurach, wird nun auch fürden Bereich Sondermaschinen-bau in der gesamten Schaeffler-Gruppe (INA, LuK, FAG) aufPLM-Lösungen von ParametricTechnology setzen. Eine ent-sprechende Vereinbarung mitPTC umfasst neben der Imple-mentierung von insgesamt 1000Arbeitsplätzen auch Dienstleis-tungen durch PTC Global Ser-vices. Mit der jetzigen Entschei-dung baut die INA eine bereits1999 getroffene Technologie-Entscheidung für Pro/Engineeraus und vollzieht einen weiteren
Schritt zur Standardisierung ih-rer Produktentwicklungsumge-bung.
Wie das Statistische Bundes-amt (www.destatis.de) inWiesbaden mitteilt, wurden imJuni 2004 von Deutschland Wa-ren im Wert von 63 Mrd. Euroausgeführt und Waren im Wertvon 48,3 Mrd. Euro eingeführt.Die deutschen Exporte lagen da-mit im Juni 2004 um 16,1% unddie Einfuhren um 10,7% höherals im Juni 2003. Saisonbereinigthaben die Ausfuhren im Ver-gleich zum Vormonat um 5,8%und die Einfuhren um 4,7% ab-genommen. Die Außenhandels-bilanz schloss im Juni 2004 miteinem Überschuss von 14,7Mrd. Euro ab. Im Juni 2003 be-lief sich dieser Überschuss auf10,6 Mrd. Euro.
Die Deuschle Spindel-ServiceGmbH, Bisingen, hat sich mitder Neuausrichtung auf demDienstleistungs- und Know-how-Sektor einen Namen ma-chen können. Das Unterneh-men überholt wälzgelagerte Be-arbeitungsspindeln aller Her-steller. Dabei werden die vor-beugende Wartung und derKundendienst beim Kunden, dieklassische Instandsetzung im Bi-singer Werk durchgeführt. Alsweitere Dienstleistung bietetDeuschle die technische Unter-stützung und Anpassung vonSpindeln an die jeweiligen Pro-duktionsanforderungen desKunden an. Weitere Infos:www.spindelservice.de
Die Rasmussen GmbH, einerder weltweit größten Spezialis-ten auf dem Gebiet der Verbin-
AKTUELLES MÄRKTE

MM Das IndustrieMagazin · 35/2004 15
dungstechnik mit Hauptsitz in Maintalbei Frankfurt/Main, hat jetzt im erstenHalbjahr zwei weitere Tochterfirmengegründet. Zusammen mit dem lang-jährigen Produktions- und Vertriebs-partner Variant in Polen wurde jetzt dieTochtergesellschaft Norma VariantSp. zo.o in Krakau aus der Taufe geho-ben. Diese soll die Ostgeschäfte forcie-ren und als zusätzliche Fertigungsstät-te für Gelenkbolzenschellen fungieren.Außerdem werden Steckverbinder undFluidsysteme montiert. Zum Ausbauder pazifischen Aktivitäten wurde inKooperation mit der australischenTochter Norma Pacific Ltd. eine zu-sätzliche Niederlassung in Singapur ge-gründet.
Die S+S Metallsuchgeräte undRecyclingtechnik GmbH gibt dieGründung der S+S Inspection Asia Pte.Ltd. in Singapur als 100-prozentigeTochtergesellschaft bekannt. DasUnternehmen, das derzeit 130 Mitar-beitern beschäftigt und seinen Haupt-sitz im niederbayerischen Schönberghat, sichert damit seine dauerhafte Prä-senz in Asien. S+S stellt seit 1979Metalldetektoren und -separatoren fürdie Kunststoff-, Lebensmittel-, Che-mie-, Recycling- und Pharmaindustrieher und sieht sich als einer der führen-den Anbieter auf dem Weltmarkt. Über10% erwirtschaftet S+S in Fernost.
Die Vollmer Werke MaschinenfabrikGmbH, Biberach, eröffnet eine Nieder-lassung in China. Mit deren Gründungin Taicang nahe Shanghai baut der Her-steller von Maschinen zum Schärfenvon Holz und Metall schneidendenWerkzeugen seine Position auf demWeltmarkt systematisch aus. Das im-mer komplexer werdende Maschinen-programm, zu dem robotergesteuerteSchleifzentren für die Sägeblätterbear-beitung sowie Erodiermaschinen fürdie Herstellung und Nachschärfungvon Diamantwerkzeugen gehören, ver-lange hohe Beratungsintensität undKundennähe, heißt es.
GKV-Angaben zufolge zeigt eine Um-frage unter Kunststoffverarbeitern ei-nen dramatischen Anstieg der Strom-preise zwischen 2001 und 2003. So lagder Durchschnittspreis im Jahr 2003mit 6,4 ct/kWh um 25,4% über demWert von 2001. Vergleicht man dieMittelwerte der Größenklassen, so stie-gen diese im Bereich der Verbrauchs-gruppe von 2 bis 5 Mio. kWh um mehrals 30%. Selbst bei den Kunden einesVersorgers wichen die Mindest- undMaximalpreise um den Faktor 3,5 von-einander ab. Für die Verarbeiter bedeu-te das nach Meinung des Gesamtver-bandes Kunststoffverarbeitende Indus-trie (GKV), Frankfurt/Main, eine ekla-tante Wettbewerbverzerrung.
AKTUELLESMÄRKTE
Wolfsburg (js) – Kennzeichen faserverstärkter Kunststoffesind die einstellbare Anisotropie, die nahezu frei wählbare Werkstoffkombi-nation und die damit zusammenhängenden Eigenschaften. Durch Kombi-nieren von belastungs- und -werkstoffgerechter Konstruktion erhält der Ent-wickler die Möglichkeit, seine Aufgaben im Hinblick auf Gesamtgewichtund Gesamtsteifigkeiten optimal zu lösen. Dazu sind meist komplexe Be-rechnungen nötig, die den Einsatz moderner Simulationssoftware erfor-dern. Die neuen SMP/DMP-fähigen Programme PAM-Form und PAM-RTMder ESI Group, Eschborn, sollen zu einer erheblichen Verkürzung der Ent-wicklungszeiten beitragen. Anhand ausgewählter Beispiele zeigen HolgerLahner (ESI GmbH) und Paulin Fideu Siagam (TU Clausthal) im Rahmen desdiesjährigen Kongresses „ILS Intelligente Leichtbau Systeme“ (14. und 15.September, Wolfsburg), welche Möglichkeiten zur effizienten und intelli-genten Produktentwicklung solche Simulations- und Berechnungstools bie-ten. Weitere Informationen zum Kongress: www.nmn-ev.de
INTELLIGENTE LEICHTBAU-SYSTEME
Simulation im Leichtbau
Kunststoff-Schutzelemente
zum Sichern, Schützen,Abdecken, Verschließen,
Kennzeichnen und Abdichten
Pöppelmann GmbH & Co. KGPostfach 11 60 - D-49378 Lohne
Tel. 0 44 42 / 9 82-91 00Fax 0 44 42 / 9 82-91 50
KAPSTO-Normprogramm- mit über 3000 Ausführungen- aus Lagervorrat lieferbar
Online-Produktsuche
www.KAPSTO.com
Wir senden Ihnen gerne unserenumfangreichen Gesamtkatalog zu.
NEU
16 MM Das IndustrieMagazin · 35/2004
Claudio Valeri wurde zum neuen Leiter des interna-tional tätigen Geschäftsbereichs Automotive von Dät-wyler Gummi + Kunststoffe ernannt. Damit ist er fürdie Leitung des zur Dätwyler Holding AG,Altdorf/Schweiz, gehörenden Automobilzuliefererseinschließlich der Tochtergesellschaften in den USA
und Tschechien verantwortlich. Als Leiter Manufacturing führte erzuletzt die weltweite Produktion des Geschäftsbereichs Automoti-ve. Er ersetzt Jochen Schneider, der aus dem Unternehmen ausge-schieden ist.
Dipl.-Wirtsch.-Ing. Michael Rietig übernahm mit Wirkung zum1. Juli die Position des Marketingleiters beim Monheimer Lösungs-anbieter Eplan Software & Service. Rietig wird entscheidend die wei-tere Ausrichtung des Unternehmens in Hinsicht auf Prozessunter-stützung, bereichsübergreifendes Engineering und Services voran-treiben.
Dr. Peter Bettermann verantwortet als Sprecher derUnternehmensleitung künftig die Aufgaben vonHans-Jochen Hüchtling in der Unternehmensleitungder Freudenberg & Co., Weinheim. Hüchtling ist ausAltersgründen aus dem Gremium ausgeschieden undwurde von der Gesellschafterversammlung in den Ge-
sellschafterausschuss gewählt.
Michael Vassiliadis wurde zum 1. August neues Mitglied des Auf-sichtsrats der BASF AG. Vassiliadis folgt Dr. Jürgen Walter, der zum31. Juli aus dem BASF-Aufsichtsrat ausschied. Walter war seit 1988Mitglied des Aufsichtsgremiums. Dem Aufsichtsrat der BASFSchwarzheide GmbH wird er weiterhin als stellvertretender Auf-sichtsratsvorsitzender angehören. Vassiliadis ist außerdem stellver-tretender Vorsitzender des Aufsichtsrats der K + S AG.
Edgar Schnetzer wird zum 1. Oktober Vertriebsleiter derProduktlinie Paint Systems Automotive des Stuttgarter Technolo-giekonzerns Dürr in Deutschland. Er übernimmt diese Verantwor-tung von Hinrich J. Woebcken, Geschäftsführer der Dürr SystemsGmbH in Stuttgart, der das Unternehmen zum 30. September ver-lassen wird. Die Erfahrung von Edgar Schnetzer baut auf verschie-dene Positionen in den Bereichen Technik und Vertrieb sowie aufeinen Auslandsaufenthalt in Asien auf. Zuletzt leitete er den BereichProjektierung bei Paint Systems Automotive.
Jürgen Mayer verstärkt seit Juli den Verwaltungsrat der Maxon-Mo-tor-Gruppe, Sachseln/Schweiz, als Verwaltungsratspräsident. Er istseit 1993 Vorsitzender der Geschäftsleitung. Für eine Übergangszeitvon zwei Jahren behält er diese Funktion als Delegierter des Ver-waltungsrats bei und die direkte Verantwortung für Vorentwicklung,Mikroantriebe, Systemtechnik, Marketing und Key Accounts.
Seit Juli ist Hans Jürgen Schöpf Vice President Operations desFrankfurter Anbieters von Einkaufssoftware Portum AG. Er verant-wortet das operative Geschäft in den Bereichen Key Account Ma-nagement, Consulting und Customer Support. Schöpf ist seit 25 Jah-ren in der IT- und Beratungsbranche tätig. Er fungierte zuletzt alsGeschäftsführer eines Anbieters für elektronische Beschaffungslö-sungen.
AKTUELLES PERSONEN


18 MM Das IndustrieMagazin · 35/2004
AKTUELLES OBERFLÄCHENTECHNIK
Es ist ohrenbetäubend laut,wenn die Kanone schießt �
kein explosionsartiger Knall,vielmehr ein tiefer, dumpfer Dauer-ton, der vom Entzünden des Brenn-gases in der Detonationskanone her-rührt und das Herausschleudern desPulvers auf das zu beschichtendeSubstrat lärmend begleitet. DieserVorgang wird beim Detonations-spritzen bis zu 500-mal in derMinute wiederholt.
Allerdings ist es um das Detona-tionsspritzen inzwischen leiser ge-worden. Andere Verfahren des ther-mischen Spritzens, bei dem derSchichtwerkstoff thermisch an- oderaufgeschmolzen und in Partikelformmit hoher Geschwindigkeit auf dasSubstrat geschleudert wird, kamenauf. Vor allem das Hochgeschwin-digkeitsflammspritzen entpupptesich als Alternative am Markt, aufdem der US-amerikanische AnbieterPraxair lange Zeit ein Monopol aufdas Detonationsspritzen hatte unddieses Verfahren als teure Dienstleis-tung anbot. Davon habe das Hoch-geschwindigkeitsflammspritzen, dasähnlich gute, zum Teil sogar bessereSchichten erzeuge, profitiert, erin-nert sich Peter Heinrich, Geschäfts-führer der Gemeinschaft Thermi-sches Spritzen e.V. (GTS), die bei derLinde AG in Unterschleißheim beiMünchen ansässig ist, wo Heinrichim Geschäftsfeld Linde Gas arbeitet.
Die Folge war ein Verdrängungs-wettbewerb, der nicht nur das Hoch-geschwindigkeistsflammspritzen alsSieger auswies, sondern auch einma-lig beim thermischen Spritzen blei-ben sollte. Der Grund dafür ist lautHeinrich, dass die einzelnen Spritz-
verfahren weniger in Konkurrenzzueinander stehen; vielmehr würdensie sich ergänzen. Zudem ist für ihndas thermische Spritzen in Deutsch-land ein Markt mit konstanten Zu-wachsraten von jährlich 8 bis 10% �
und das in den letzten zehn Jahren.Als Beleg dafür führt er die Entwick-lung bei Linde an, wo man außer„Gas-Geschäften“ auch Consultingfür das thermische Spritzen betreibt.
Ingesamt wird das Marktpotenzi-al auf weltweit etwa 4 Mrd. Euro imJahr geschätzt. Dabei geht man voneinem Produktionswert in hochin-dustrialisierten Ländern von 5 bis6 Euro je Einwohner aus. Danach be-trägt das Potenzial in Deutschland400 bis 500 Mio. Euro. Heute liegeman, so der GTS-Geschäftsführer,noch deutlich darunter. Dies leitet erunter anderem vom „Hauptvorteil“des thermischen Spritzens ab: „JederSchichtwerkstoff kann auf jedesSubstrat gespritzt werden.“ Darausergäben sich noch viele ungenutzteKombinationsmöglichkeiten.
Anwendungspotenzialbei Groß- und Kleinserien
Heute entfällt etwa die Hälfte der ge-spritzten Schichten in Deutschlandauf den Verschleiß- und Korrosions-schutz. Die Wärmedämmung macht20 bis 25% und die elektrische Iso-lierung 10 bis 15% aller Anwendun-gen aus. In jedem Bereich schätztHeinrich den erschließbaren Anteilauf 5 bis 6%. „Das thermische Sprit-zen“, sagt er, „wird in den einzelnenBereichen trotz positiver Entwick-lung auf bestimmte Anwendungenkonzentriert bleiben.“ Diese seienaber nicht nur auf Hightech-Bran-
chen wie den Flugzeug-, Automobil-und Maschinenbau oder auf kleineStückzahlen begrenzt. Im Gegenteil.So werden beim Lohnspritzer OBZin Bad Krozingen außer Maschinen-und Automobilteile auch mehr als100 000 Bratpfannen im Jahr be-schichtet. Bei Messern ist die Stück-zahl noch höher.
Das thermische Spritzen wird alsLohn- und Inhouse-Beschichtungbetrieben, wobei in Deutschland dieAnzahl der Lohnspritzer überwiegt.Bei der GTS, bei der laut Heinrich„alle relevanten Beschichter undAusstatter“ vertreten sind, machensie weit über die Hälfte der Mitglie-der aus. Außerdem waren vor allemsie es, die 1991/92 zur Gründung derGTS drängten, um gemeinsam Tech-nik und Marketing voranzutreiben– und mittels GTS-Zertifikats, dasüber die DIN ISO 9000ff hinausgeht,die Einhaltung von Fertigungsstan-dard und Produktqualität auf ho-hem Niveau zu gewährleisten.
Heiße FlammeVerschleiß- und Korrosionsschutz, thermische und elektrische Isolierung � das sind die Haupt-anwendungsbereiche des thermischen Spritzens, das immer noch hohes Wachstum verspricht.Ein Grund dafür ist: Jeder Werkstoff kann auf jedes Substrat gespritzt werden.
JOSEF KRAUS
Peter Heinrich, Geschäftsführer derGemeinschaft Thermisches Spritzene.V., Unterschleißheim:
„Trotz positiver Entwicklung wird dasthermische Spritzen auf bestimmteAnwendungen konzentriert bleiben.“
Bild
er:G
TS

MM Das IndustrieMagazin · 35/2004 19
Für Heinrich ist dabei die Außen-wirkung des GTS-Zertifikats wich-tig. Es soll den Unterschied zwischenFachbetrieben und solchen Anwen-dern verdeutlichen, die das thermi-sche Spritzen „schnell mal“ für Aus-besserungsarbeiten nutzten, sich da-bei jedoch nicht genügend um Qua-litätsstandards, Ausbildung undArbeitsschutz kümmerten. Heinrichbezeichnet sie als „schwarze Schafe“,die für den Einstieg das klassischeFlammspritzen wählten, weil es we-nig Investitionsaufwand erfordere.
Das Flammspritzen hat die größ-te Verbreitung bei den thermischenSpritzverfahren. In Deutschland sei-en rund 3000 Flammspritzpistolenderzeit im Einsatz, schätzt Heinrich,„ohne die schwarzen Schafe“. Dannfolgen das Lichtbogenspritzen mitetwa 600 Anlagen sowie das Plasma-und Hochgeschwindigkeitsflamm-spritzen (HVOF) mit je 250 bis 300Anlagen. Merkliche Zuwächse regis-triert der GTS-Geschäftsführer beimPTA-Verfahren: dem Plasmaauf-
tragsschweißen mit Pulver (PlasmaTransfer Arc), insbesondere im Tur-binenbau. Heute würden 40 bis 50Anlagen damit arbeiten. Demgegen-über seien das Laser- und Detona-tionsspritzen für „kleinere Spezia-litäten“ prädestiniert.
Das thermische Spritzen wird lautHeinrich zu etwa 70% zur Neuteile-Beschichtung angewandt. Der Restsind Reparaturanwendungen, einfür Lohnbeschichter nicht zu unter-schätzender Bereich: „Die Beschich-tung von Altteilen nimmt bei unse-ren Kunden einen hohen Stellenwertein“, berichtet Michael Serwas, zu-ständig für die Kundenbetreuung beider LWK Plasma-Ceramic GmbH &Co. KG, Wiehl, wo beide Bereiche ab-gedeckt werden. Den Grund für denhohen Stellenwert sieht er in der Kos-ten- und Zeitersparnis im Vergleichzu einer Neuanfertigung – und dasbei wiederholbarem Erfolg.
Je nach Anwendung wird bei LWKdas passende Spritzverfahren ausge-wählt. „Alle gängigen Verfahren“, so
AKTUELLESOBERFLÄCHENTECHNIK
Beim thermischen Spritzen sindzur Schichtbildung die thermische(Aufschmelzen) und kinetischeEnergie (Dichte und Haftung) ver-antwortlich. Diese können ver-schiedenen Ursprungs sein:Flammspritzen: Der Spritzwerk-stoff wird in einer Flamme aufge-schmolzen und aufgrund des Gas-drucks und zusätzlicher Druckluftauf das Substrat gespritzt.Lichtbogenspritzen: Zwei Draht-werkstoffe werden als Anode undKathode einander zugeführt undgeschmolzen. Druckluft „schießt“den Werkstoff auf das Substrat.HVOF: Beim HVOF wird pulverför-miger Werkstoff in einer Flamme(�3000 °C) aufgeschmolzen. DerDruckanstieg beschleunigt denWerkstoff auf 300 bis 600 m/s.Plasmaspritzen: Pulver wird imPlasmastrahl (15 000 bis 20 000 K)
aufgeschmolzen und mit hoherGeschwindigkeit auf das Substratgeschleudert.PTA: Ein Plasmalichtbogen zwi-schen Elektrode und Substratschmilzt das Pulver auf. Es bildetsich ein Schmelzbad auf dem Sub-strat (inerte Atmosphäre).Laserspritzen: Pulver wird demLaserstrahl zugeführt und – wie dieSubstratoberfläche (im Mikrome-terbereich) – aufgeschmolzen (in-erte Atmosphäre).Detonationsspritzen: Pulver undBrenngas werden in einer Kanonegezündet (�3000 °C). Die Druck-welle „schießt“ das Pulver auf dasSubstrat (�600 m/s).Kaltgasspritzen: Ungeschmolze-ne Partikel (1 bis 50 μm) werdenauf bis zu 1200 m/s beschleunigtund auf das Substrat gespritzt. Eskommt zu Verschweißungen.
THERMISCHE SPRITZVERFAHREN
Angepasste Potenziale

AKTUELLES OBERFLÄCHENTECHNIK
der Vertriebsspezialist, stünden zur Verfügung. So hebt Serwasfür den Verschleiß- und Korrosionsschutz „die sehr gutenSchichtqualitäten beim HVOF-Verfahren“ hervor. Dieses Ver-fahren habe bei vielen Anwendungen die Verchromung ersetzt– etwa bei Kolbenstangen für hydraulische Antriebszylinder.„Jede Chromschicht hat Mikrorisse“, weiß der LWK-Manager,für den daher ein Wechsel „auf jeden Fall zu einem besseren Kor-rosionsschutz“ führt. Außerdem ist beim thermischen Spritzendie Beschichtungsdauer deutlich kürzer.
Schichtdicken vom Mikro- bis MillimeterbereichIm Verschleiß- und Korrosionsschutz werden je nach Anwen-dung 0,1 bis 0,5 mm dicke Schichten erzeugt. Die minimale Di-cke liegt laut Heinrich bei etwa 80 μm, das Maximum im Milli-meterbereich. Das ist zum Beispiel bei Wärmedämmung oderelektrischer Isolierung erforderlich, wo die Werte bis zu 1,5 mm betragen können. Sogar größere Dicken sind möglich,wie Serwas anhand der Herstellung von Rohren mit variablenWanddicken bei LWK deutlich macht: „Die dickeren Rohrendenbringen mehr mechanische Stabilität, der dünnere Bereich lei-tet die Wärme besser.“ Anwendungen sieht er bei Industrieöfen.
Die Rohre werden aus Oxidkeramik hergestellt. Auf diesenWerkstoff habe sich LWK, so Serwas, „vorwiegend beim ther-mischen Spritzen“ spezialisiert. Oxidkeramik gehört zu den äl-testen der so genannten Spritzzusätze am Markt, die sich lautHeinrich grob in vier Klassen unterteilen lassen: Außer den Oxi-den sind das Metalle, Kunststoffe und Carbide. Dazu kommt ei-ne Vielzahl an Legierungen und Metall-Keramik-Verbunden,den Cermets, wobei das Mischungsverhältnis frei wählbar ist.Auf diese Weise lassen sich Schichten mit sehr unterschiedlichenEigenschaften erzeugen. So können thermisch gespritzte Schich-ten eine Rockwellhärte von 25 bis 60 HRC haben.
Eine gewisse Begrenzung stellt der Schmelzpunkt der Werk-stoffe dar. Jedoch gilt heutzutage das Auf- oder Anschmelzen beiTemperaturen von einigen tausend Grad Celcius ohne Beein-trächtigung der Substrateigenschaften als unproblematisch.Schon schwieriger ist das Herstellen oxidfreier Metallschichten.Dazu muss das thermische Spritzen in einer inerten Atmo-sphäre – etwa einer Stickstoff-Umgebung – oder in einer Vaku-umkammer ablaufen. Das Ergebnis seien Schichten mit einemmaximalen elektrischen Leitwert von 65 bis 70% des jeweiligenKompaktwerkstoffs, sagt Heinrich.
„Oder man greift gleich zum Kaltgasspritzen“, schlägt er vor.Dieses Verfahren, bei dem die Temperatur des Brenngases auf600 °C verringert und dafür die Partikelgeschwindigkeit auf über1000 m/s erhöht werden kann, ist seit etwa zwei Jahren am Markt.Es erzeugt sehr dichte und extrem haftende Metallschichten miteinem elektrischen Leitwert bis zu 95% des jeweiligen Kom-paktwerkstoffs. Etwa 14 bis 15 Anlagen sind hierzulande schonin Betrieb: darunter eine Anlage bei OBZ, wo man damit Kup-fer mehrere Millimeter dick auf Aluminiumkühlkörper spritzt,um einen bessereren Wärmeabfluss bei Prozessoren in elektro-nischen Geräten zu errei-chen. Heinrich schätztdie Anwendungskapa-zität für das Kaltgassprit-zen in Deutschland auf40 bis 50 Anlagen.MM
� Thermisches Spritzen
� GTS-Mitglieder-Verzeichnis
www.maschinenmarkt.de

22 MM Das IndustrieMagazin · 35/2004
PRODUKTION SPANENDE FERTIGUNG
Die Wirkungsgrade von Tur-binen hängen stark von dermaximalen Temperatur im
Kreislauf ab, so dass insbesondere dieWarmfestigkeit der Werkstoffe fürTurbinenschaufeln und -scheibensowie Brennkammern kontinuier-lich gesteigert werden muss. Für denEinsatz bei hohen Temperaturen eig-nen sich in erster Linie Nickel- undTitanbasislegierungen, Intermetallewie Titan-, Nickel-, Eisen-, Niobal-
uminide, Keramiken (SiC, Si3N4,Al2O3) und Verbundwerkstoffe(Ti-, TiAl-MMC, CMC). Die Aus-wahl des Werkstoffes ist dabei vonden Faktoren Einsatztemperatur(Warmfestigkeit, spezifische Festig-keit, Kriechbeständigkeit), Bearbeit-barkeit und Preis abhängig.
Die höchste Warmfestigkeit wirddabei von Nickelbasislegierungenerreicht, die seit 1940 als Knetlegie-rung, seit 1955 konventionell ver-gossen, seit 1970 gerichtet erstarrtund seit 1978 als pulvermetallurgi-sche und Einkristalllegierung herge-stellt werden. Dabei konnten die Ein-satztemperaturen von 750 °C bisüber 1100 °C gesteigert werden. An-wendung finden diese sogenannten„Superlegierungen“ heutzutage inTurbinen, Nachbrennern, Raketen-triebwerken, Turboladern und
Strangpresswerkzeugen sowie auf-grund ihrer Korrosionsbeständig-keit im Schiffbau, in der chemischenIndustrie sowie im Reaktor- und An-lagenbau. Beispielsweise bestehenmoderne Flugtriebwerke zwischen33 Gew.-% und 55 Gew.-% ausNickelbasislegierungen.
Die Bearbeitungist zeit- und kostenintensiv
Die hervorragenden mechanischen,physikalischen und thermischen Ei-genschaften von Superlegierungenwirken sich allerdings negativ auf dieZerspanbarkeit aus. Die Bearbeitungvon warmfesten Legierungen ist sehrkosten- und zeitintensiv. Vor allembeim Zerspanen mit geometrisch be-stimmter Schneide ergeben sich Pro-bleme aufgrund der Werkstoffeigen-schaften:� hohe Festigkeit bei hohen Tempe-raturen und relativ hohe Härte dereingeschlossenen Karbide,� Neigung zu Bildung von Aufbau-schneiden durch hohe Affinitätenmit Schneidstoffen,� geringe Wärmeleitfähigkeit, diezu Hitzestauungen an der Werk-zeugschneide führt sowie� Neigung zu Kaltverfestigungen,Empfindlichkeit des Mikrogefügesbei zu großen Bearbeitungskräften.
Aus diesen Gründen unterliegenZerspanwerkzeuge bei der Bearbei-tung von Nickelbasislegierungenimmensen mechanischen und ther-mischen Belastungen, besonderswenn beim Fräsen hohe dynamischeKraftanteile auftreten. Deshalb wer-den noch immer überwiegend be-schichtete Hartmetalle bei sehr ge-ringen Schnittgeschwindigkeitenvon 18 bis 25 m/min eingesetzt. Beieiner Steigerung der Schnittge-schwindigkeit von 20 auf 30 m/minund 40 m/min reduziert sich die
Widerstandist zwecklos
Keramische Schneidstoffe ermöglichen prozesssicheresHochleistungsfräsen hochwarmfester Werkstoffe
ECKART UHLMANN UND ERIC WIEMANN
Prof. Dr.-Ing. Eckart Uhlmann ist Ge-schäftsführender Direktor des Instituts fürWerkzeugmaschinen und Fabrikbetrieb(IWF) der Technischen Universität Berlin;Dipl.-Ing. Eric Wieman ist wissenschaft-licher Mitarbeiter der Abteilung Ferti-gungstechnik am IWF. Weitere Informa-tionen: Eric Wiemann, 10587 Berlin, Tel.(0 30) 3 14-7 93 44, [email protected]
Werkzeuge unterlie-gen beim Bearbeiten
von Nickelbasis-Superlegierungen
immensen mechani-schen und thermi-
schen Belastungen,besonders wenn
beim Fräsen hohedynamische Kraftan-
teile auftreten.
Zerspanparameter bei der Bearbeitung von Nickelbasis-Superlegierungen
Schneidstoff Schnittgeschwin-digkeit m/min
Schnitt-tiefe ap
Zahnvor-schub mm
Hartmetall 18 bis 25 1 bis 4 0,07 bis 0,1
Schneidkeramik 700 bis 1300 1 bis 3 0,05 bis 0,06
Bild
:IW
F
MM Das IndustrieMagazin · 35/2004 23
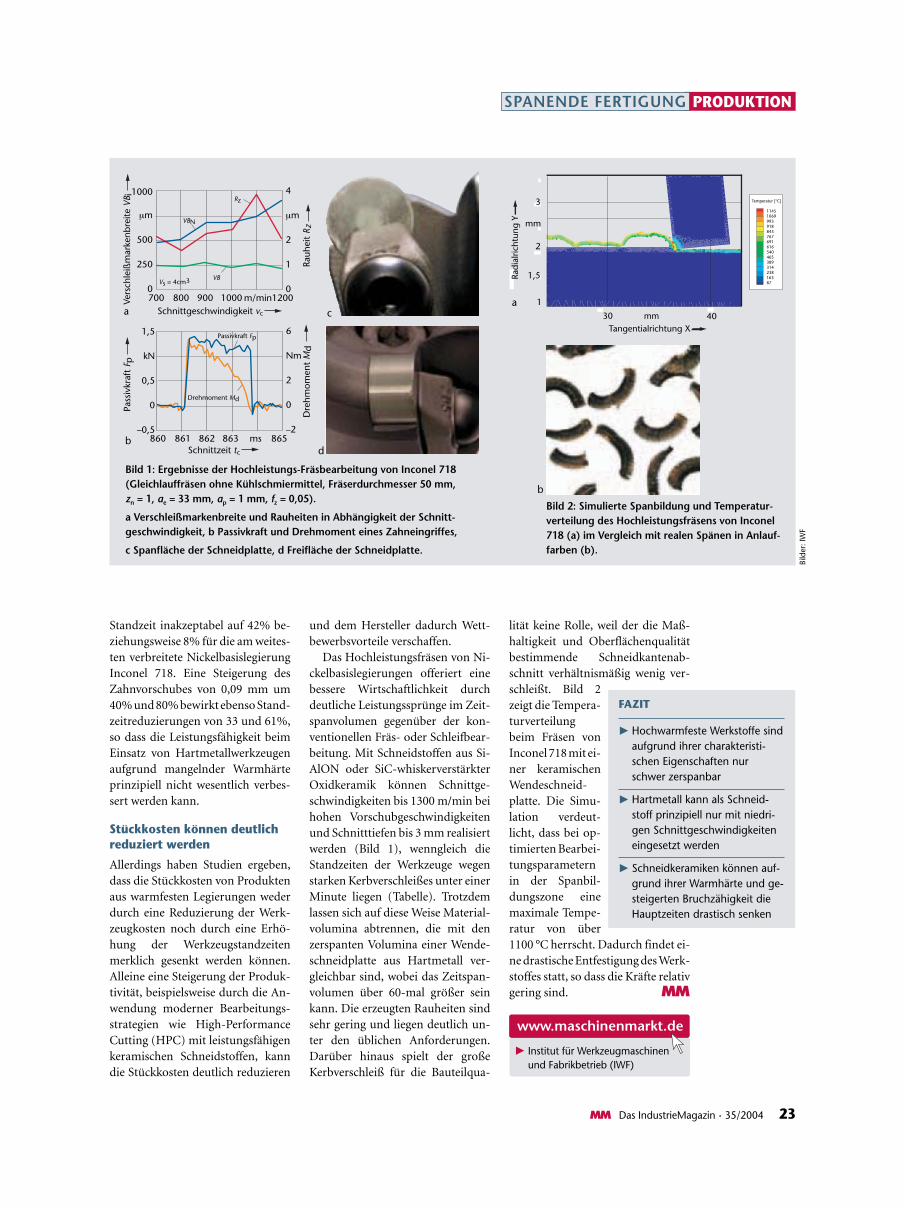
Standzeit inakzeptabel auf 42% be-ziehungsweise 8% für die am weites-ten verbreitete NickelbasislegierungInconel 718. Eine Steigerung desZahnvorschubes von 0,09 mm um40% und 80% bewirkt ebenso Stand-zeitreduzierungen von 33 und 61%,so dass die Leistungsfähigkeit beimEinsatz von Hartmetallwerkzeugenaufgrund mangelnder Warmhärteprinzipiell nicht wesentlich verbes-sert werden kann.
Stückkosten können deutlichreduziert werden
Allerdings haben Studien ergeben,dass die Stückkosten von Produktenaus warmfesten Legierungen wederdurch eine Reduzierung der Werk-zeugkosten noch durch eine Erhö-hung der Werkzeugstandzeitenmerklich gesenkt werden können.Alleine eine Steigerung der Produk-tivität, beispielsweise durch die An-wendung moderner Bearbeitungs-strategien wie High-PerformanceCutting (HPC) mit leistungsfähigenkeramischen Schneidstoffen, kanndie Stückkosten deutlich reduzieren
und dem Hersteller dadurch Wett-bewerbsvorteile verschaffen.
Das Hochleistungsfräsen von Ni-ckelbasislegierungen offeriert einebessere Wirtschaftlichkeit durchdeutliche Leistungssprünge im Zeit-spanvolumen gegenüber der kon-ventionellen Fräs- oder Schleifbear-beitung. Mit Schneidstoffen aus Si-AlON oder SiC-whiskerverstärkterOxidkeramik können Schnittge-schwindigkeiten bis 1300 m/min beihohen Vorschubgeschwindigkeitenund Schnitttiefen bis 3 mm realisiertwerden (Bild 1), wenngleich dieStandzeiten der Werkzeuge wegenstarken Kerbverschleißes unter einerMinute liegen (Tabelle). Trotzdemlassen sich auf diese Weise Material-volumina abtrennen, die mit denzerspanten Volumina einer Wende-schneidplatte aus Hartmetall ver-gleichbar sind, wobei das Zeitspan-volumen über 60-mal größer seinkann. Die erzeugten Rauheiten sindsehr gering und liegen deutlich un-ter den üblichen Anforderungen.Darüber hinaus spielt der großeKerbverschleiß für die Bauteilqua-
lität keine Rolle, weil der die Maß-haltigkeit und Oberflächenqualitätbestimmende Schneidkantenab-schnitt verhältnismäßig wenig ver-schleißt. Bild 2zeigt die Tempera-turverteilungbeim Fräsen vonInconel 718 mit ei-ner keramischenWendeschneid-platte. Die Simu-lation verdeut-licht, dass bei op-timierten Bearbei-tungsparameternin der Spanbil-dungszone einemaximale Tempe-ratur von über1100 °C herrscht. Dadurch findet ei-ne drastische Entfestigung des Werk-stoffes statt, so dass die Kräfte relativgering sind. MM
PRODUKTIONSPANENDE FERTIGUNG
FAZIT
� Hochwarmfeste Werkstoffe sindaufgrund ihrer charakteristi-schen Eigenschaften nurschwer zerspanbar
� Hartmetall kann als Schneid-stoff prinzipiell nur mit niedri-gen Schnittgeschwindigkeiteneingesetzt werden
� Schneidkeramiken können auf-grund ihrer Warmhärte und ge-steigerten Bruchzähigkeit dieHauptzeiten drastisch senken
Vers
chle
ißm
arke
nbre
iteVB
i
Rauh
eit
R z
Pass
ivkr
aft
F p
Dre
hmom
ent
Md
1,5
kN
0,5
0
–0,5
VB
VBN
Rz
Drehmoment Md
Passivkraft Fp
700 800 900 1000 m/min1200
4
m
2
1
0
6
Nm
2
0
–2
Schnittgeschwindigkeit vc
1000
m
500
250
0
860 861 862 863 ms 865Schnittzeit tc
Vs = 4cm3
Bild 1: Ergebnisse der Hochleistungs-Fräsbearbeitung von Inconel 718(Gleichlauffräsen ohne Kühlschmiermittel, Fräserdurchmesser 50 mm,zn = 1, ae = 33 mm, ap = 1 mm, fz = 0,05).
a Verschleißmarkenbreite und Rauheiten in Abhängigkeit der Schnitt-geschwindigkeit, b Passivkraft und Drehmoment eines Zahneingriffes,
c Spanfläche der Schneidplatte, d Freifläche der Schneidplatte.
a
b
c
d
30 40
1
1,5
2
mm
3
Radi
alric
htun
gY
Tangentialrichtung Xmm
1145106999391884376769161654046538931423816387
Temperatur [°C]
Bild 2: Simulierte Spanbildung und Temperatur-verteilung des Hochleistungsfräsens von Inconel718 (a) im Vergleich mit realen Spänen in Anlauf-farben (b).
a
b
� Institut für Werkzeugmaschinenund Fabrikbetrieb (IWF)
www.maschinenmarkt.de
Bild
er:I
WF

24 MM Das IndustrieMagazin · 35/2004
PRODUKTION SPANENDE FERTIGUNG
Die bedeutendste Produkt-gruppe unter den Arbeits-medien sind die Kühl-
schmierstoffe (KSS), die außer ihrereigentlichen Aufgabe eine Vielzahlvon Sekundäranforderungen erfül-len. Für wassermischbare Kühl-schmierstoffe sind das:� Mischbarkeit mit dem Ansetz-wasser verschiedener Qualität undWasserhärte,� Stabilität,� Korrosionsschutz und geringeSchaumbildung,� keine Aggressivität gegenüberNichtmetallen,� Kompatibilität mit den vorausge-henden und nachfolgenden Prozess-schritten,
� Umweltverträglichkeit sowie� Verträglichkeit für Haut undAtmungstrakt.
Zur Erfüllung aller Anforderun-gen enthalten Kühlschmiermittelneben den Grundstoffen (Mineral-öle und native Öle, synthetische Es-ter) eine Vielzahl von Additiven, diezum Teil – zumindest isoliert be-trachtet – ein hautschädigendes Po-tenzial aufweisen können. Charakte-ristische Komponenten und derenmögliches Gefährdungspotenzial
sind in Tabelle 1 aufgelistet. Durchden wiederholten Kontakt mit Pro-zesschemikalien wie mit Kühl-schmierstoffen, kann es deshalb zuberufsbedingten Erkrankungen derHaut kommen. In Tabelle 2 sind diehäufigsten Gefährdungen mit nichtwassermischbaren und wasser-mischbaren Kühlschmierstoffenaufgeführt. Den Hauptanteil stelltdie primäre irritierende Kontaktder-matitis (Hautirritation), die häufigmit fortschreitender Entfettung undStörung der Hautbarrierefunktionbeginnt. Es folgen die Gefährdungendurch die allergische Kontaktderma-titis (Sensibilisierung) und Akne. Jenach Erhebung schwanken die An-gaben für die irritative Kontaktder-matitis zwischen 50 und 80%. Alleanderen Diagnosen sind dagegenvon untergeordneter Bedeutung. Be-troffen sind in Abhängigkeit von derTätigkeit meistens Zwischenfinger-räume, Handrücken und Unterar-me, weniger häufig die Innenflächen(Greifflächen) der Hände. Nach An-gaben der Berufsgenossenschaftenwaren innerhalb des Berufsab-schnitts Metallerzeuger und -bear-beiter mit 24 Berufsgruppen, beiDrehern und Metallschleifern derAnteil der Hauterkrankungen amGesamtaufkommen höher als imDurchschnitt aller gewerblichenBerufsgruppen.
Bei jedem dieser Fälle stellt sichdie Frage der Vorbeugung und Ver-meidung. Die Bereitstellung der per-sönlichen Schutzausrüstung (PSA)richtet sich nach dem Kühlschmier-stoff sowie technischen und organi-satorischen Maßnahmen am Ar-beitsplatz. Weil häufig der Einsatzvon Handschuhen aus Arbeitssi-cherheitsgründen nicht erlaubt ist,bleiben Hautschutzprodukte als diepersönliche Schutzausrüstung derWahl.
Treten nun im Betrieb Beschwer-den auf, so wird zunächst die Frage
Vorbeugenist besser als HeilenHautverträglichkeit von wassermischbaren Kühlschmierstoffen
JÜRGEN GEKE UND WOLFGANG PITTERMANN
Tabelle 1: Komponenten von Kühlschmierstoffen (KSS) und mögliche Gefährdung
Funktion
Grundstoffe Schmierwirkung Hautentfettung
polare Zusätze Haftung des Schmierfilms Hautentfettung
Hochdruckzusätze Verschleißschutz
Korrosionsschutz Oxidationsschutz (Werkstück) Allergie
Alterungsschutzstoffe Oxidationsschutz (KSS) Allergie
Festschmierstoffe Verschmutzung
Emulgatoren Emulsionsbildung,Emulsionsstabilisierung
Hautentfettung
Entschäumer Verhinderung der Schaumbildung Hautentfettung
Biozide Verhinderung von Keimwachstumund -vermehrung
Allergie
Stoff
verbesserte Schmierwirkung
MöglicheHautgefährdung
Hautentfettung,Allergie, Hautirritationdurch Abbauprodukte
Dr. Jürgen Geke ist Mitarbeiter der HenkelKGaA in Düsseldorf, Dr. Wolfgang Pitter-mann war Mitarbeiter im selben Unterneh-men. Weitere Informationen: Jürgen Geke,40191 Düsseldorf, Tel. (02 11) 7 97-26 49,surface.technologies@ henkel.com
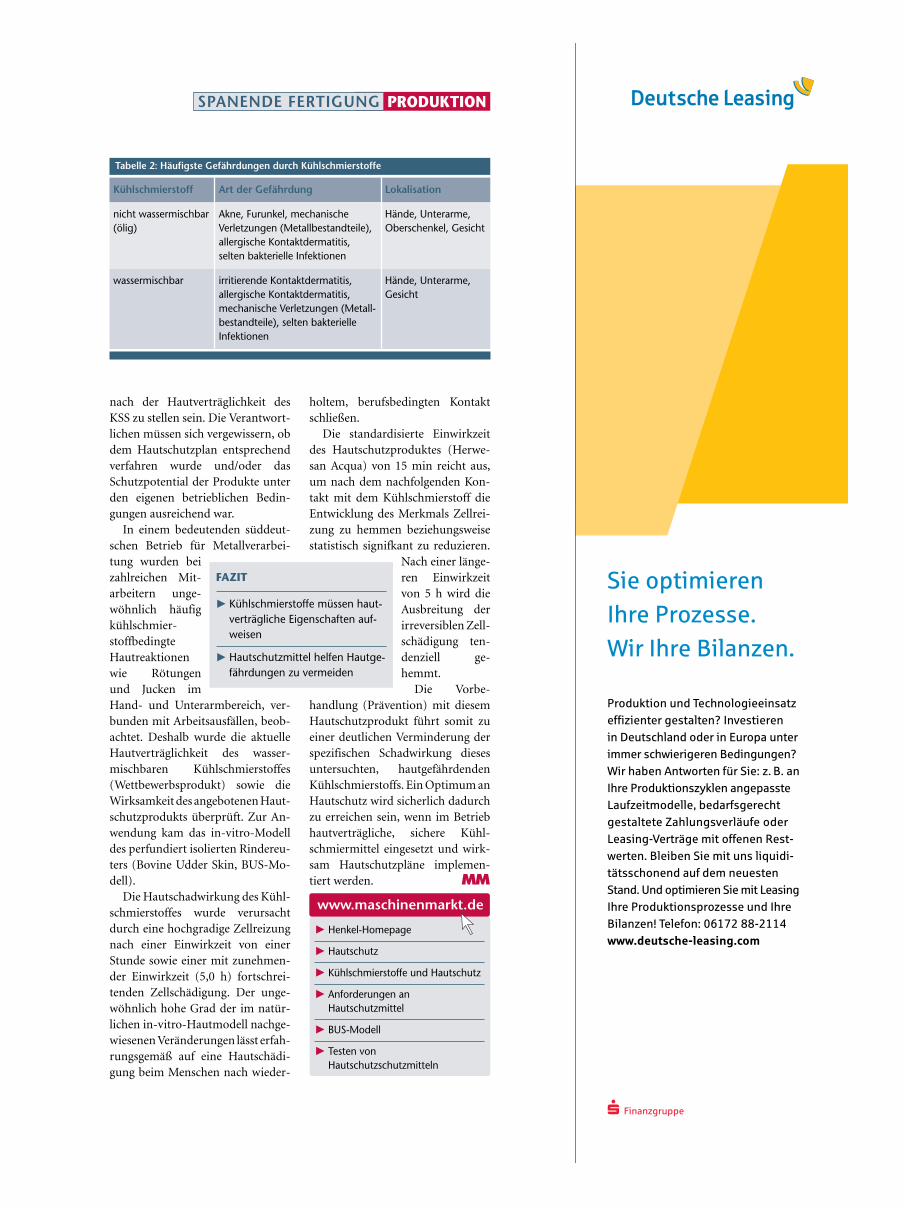
nach der Hautverträglichkeit desKSS zu stellen sein. Die Verantwort-lichen müssen sich vergewissern, obdem Hautschutzplan entsprechendverfahren wurde und/oder dasSchutzpotential der Produkte unterden eigenen betrieblichen Bedin-gungen ausreichend war.
In einem bedeutenden süddeut-schen Betrieb für Metallverarbei-tung wurden beizahlreichen Mit-arbeitern unge-wöhnlich häufigkühlschmier-stoffbedingteHautreaktionenwie Rötungenund Jucken imHand- und Unterarmbereich, ver-bunden mit Arbeitsausfällen, beob-achtet. Deshalb wurde die aktuelleHautverträglichkeit des wasser-mischbaren Kühlschmierstoffes(Wettbewerbsprodukt) sowie dieWirksamkeit des angebotenen Haut-schutzprodukts überprüft. Zur An-wendung kam das in-vitro-Modelldes perfundiert isolierten Rindereu-ters (Bovine Udder Skin, BUS-Mo-dell).
Die Hautschadwirkung des Kühl-schmierstoffes wurde verursachtdurch eine hochgradige Zellreizungnach einer Einwirkzeit von einerStunde sowie einer mit zunehmen-der Einwirkzeit (5,0 h) fortschrei-tenden Zellschädigung. Der unge-wöhnlich hohe Grad der im natür-lichen in-vitro-Hautmodell nachge-wiesenen Veränderungen lässt erfah-rungsgemäß auf eine Hautschädi-gung beim Menschen nach wieder-
holtem, berufsbedingten Kontaktschließen.
Die standardisierte Einwirkzeitdes Hautschutzproduktes (Herwe-san Acqua) von 15 min reicht aus,um nach dem nachfolgenden Kon-takt mit dem Kühlschmierstoff dieEntwicklung des Merkmals Zellrei-zung zu hemmen beziehungsweisestatistisch signifkant zu reduzieren.
Nach einer länge-ren Einwirkzeitvon 5 h wird dieAusbreitung derirreversiblen Zell-schädigung ten-denziell ge-hemmt.
Die Vorbe-handlung (Prävention) mit diesemHautschutzprodukt führt somit zueiner deutlichen Verminderung derspezifischen Schadwirkung diesesuntersuchten, hautgefährdendenKühlschmierstoffs. Ein Optimum anHautschutz wird sicherlich dadurchzu erreichen sein, wenn im Betriebhautverträgliche, sichere Kühl-schmiermittel eingesetzt und wirk-sam Hautschutzpläne implemen-tiert werden. MM
PRODUKTIONSPANENDE FERTIGUNG
Tabelle 2: Häufigste Gefährdungen durch Kühlschmierstoffe
Art der Gefährdung
nicht wassermischbar(ölig)
Akne, Furunkel, mechanischeVerletzungen (Metallbestandteile),allergische Kontaktdermatitis,selten bakterielle Infektionen
Hände, Unterarme,Oberschenkel, Gesicht
wassermischbar irritierende Kontaktdermatitis,allergische Kontaktdermatitis,mechanische Verletzungen (Metall-bestandteile), selten bakterielleInfektionen
Kühlschmierstoff Lokalisation
Hände, Unterarme,Gesicht
FAZIT
� Kühlschmierstoffe müssen haut-verträgliche Eigenschaften auf-weisen
� Hautschutzmittel helfen Hautge-fährdungen zu vermeiden
� Henkel-Homepage
� Hautschutz
� Kühlschmierstoffe und Hautschutz
� Anforderungen anHautschutzmittel
� BUS-Modell
� Testen vonHautschutzschutzmitteln
www.maschinenmarkt.de
Sie optimierenIhre Prozesse.Wir Ihre Bilanzen.
Produktion und Technologieeinsatzeffizienter gestalten? Investierenin Deutschland oder in Europa unterimmer schwierigeren Bedingungen?Wir haben Antworten für Sie: z.B. anIhre Produktionszyklen angepassteLaufzeitmodelle, bedarfsgerechtgestaltete Zahlungsverläufe oderLeasing-Verträgemit offenen Rest-werten. Bleiben Siemit uns liquidi-tätsschonend auf dem neuestenStand.Undoptimieren Siemit LeasingIhre Produktionsprozesse und IhreBilanzen! Telefon: 06172 88-2114www.deutsche-leasing.com

PRODUKTION SPANENDE FERTIGUNG
Keine Frage, mehrspindligesBearbeiten ist in der Serien-fertigung ein probates Mittel,
um die Produktivität drastisch zusteigern und die Fertigungskosten zureduzieren, das gilt gleichermaßenfürs Drehen wie fürs Fräsen. Werden
beide Verfahren ineiner Werkzeug-maschine zurKomplettbearbei-tung von Werkstü-cken in einer Auf-spannung inte-griert, ergeben sichweitere Vorteile. Soerhöht sich die Fer-
tigungsgenauigkeit, weil das Um-spannen der Werkstücke entfällt,und die Durchlaufzeit wird deutlich
verringert, weil zeitraubende Ma-schinenwechsel entfallen können.
Stama, Spezialist für Vertikal-Be-arbeitungszentren, offeriert nuneine Symbiose aus einem doppel-spindligen Bearbeitungszentrumder Twin-Baureihe und einem Dreh-Fräszentrum der MT-Baureihe. Die-ses jüngste Mitglied der Produkt-familie des Schlierbacher Bearbei-tungszentrenherstellers, die MC526/MT-Twin, fräst, bohrt, drehtund schneidet Gewinde mit zweiSpindeln.
Vorgeformte Teilewerden komplett gefertigt
Ausgelegt ist das vertikale Dreh-Fräs-Bearbeitungszentrum zumfünfseitigen Komplettbearbeitenvorgeformter Teile mit zwei Spindelngleichzeitig. Dazu arbeitet das Fahr-ständer-Bearbeitungszentrum, beidem alle drei Linearachsen im Werk-zeug liegen, mit einer 90°-Schwenk-brücke, die im Abstand von 266 mmzwei Motorspindeln trägt. Diese Mo-torspindeln drehen mit maximal
5000 Touren, bringen einDrehmoment von 80 Nm
auf und klemmen mit800 Nm. Werkstückemit einem Durch-messer bis 150 mmkönnen bearbeitetwerden. Diese werk-stückseitigen Spin-deln sorgen beim
Drehen für die Ro-tation und beim
Fräsen oder Bohrenin Verbindung mit derSchwenkachse fürs Posi-
tionieren. Die beiden Fräs-
spindeln mit HSK-A63-Aufnahme,eine Kombination von Spindel unddirekt angeflanschtem AC-Motor,erreichen ein Drehmoment von ma-ximal 140 Nm und Drehzahlen von10 500, 12 000 oder 15 000 Touren.Ab einer Drehzahl von 20 000 min�1
gibt es die Spindeln auch als Motor-spindeln.
Den Antrieb der Schwenkbrückesowie die Positionier- und Vor-schubbewegungen des Bearbei-tungszentrums übernehmen Schne-cke/Ritzel-Kombination und Kugel-gewindetriebe. Alle drei Linearach-sen erreichen eine Eilganggeschwin-digkeit von 60 m/min, bei Verfahr-wegen in X, Y und Z von 400, 400 und
Kostendrückerim DoppelpackZweispindliges Dreh-Fräs-Bearbeitungszentrumreduziert Stückkosten um rund 30%
BERNHARD KUTTKAT
Weitere Informationen: Stama Maschinen-fabrik GmbH, 73278 Schlierbach, Tel.(0 70 21) 5 72-1, [email protected]
FAZIT
� Die Produktivität wird nahezuverdoppelt, bei rund 30%höherer Investition
� Werkstücke mit einem Durch-messer bis 150 mm könnengedreht werden
Bild 1: Das BearbeitungszentrumMC 526/MT-Twin kann aufgrundder zwei Motor-spindeln derSchwenkbrückeauch doppelspind-lig drehen.
Bild 2: Achsen-Konfiguration des dop-pelspindligen Bearbeitungszentrums.
Bild 3: Die Schwenkbrücke ermöglichtdas fünfseitige Bearbeiten vorgeform-ter Teile.
Bild
er:S
tam
a
26 MM Das IndustrieMagazin · 35/2004
MM Das IndustrieMagazin · 35/2004 27
360 mm. Weil die werkzeugseitigeFrässpindeleinheit nach dem Pick-up-Prinzip auch für den Werkzeug-wechsel zuständig ist und sich dafürflott nach oben zum Magazin hin po-sitionieren muss, beschleunigt undverzögert die Z-Achse mit etwa 1,2 g.Die Beschleunigung der X-Achse be-trägt 0,5 g, die der Y-Achse 0,8 g. Er-gebnis des Zusammenspiels der Ach-sen ist eine Span-zu-Span-Zeit vonkurzen 2,4 s.
Das Bearbeitungszentrum bietet,so der Hersteller, bei nur um rund30% höheren Investitionen auf-grund der zweispindligen Komplett-bearbeitung an fünf Seiten eine na-hezu verdoppelte Produktivität undum etwa 30% geringere Stückkosten.Das Komplettbearbeiten der Teiledurch Fräsen, Bohren, Drehen undGewindeschneiden in einer Auf-spannung erhöhe die Genauigkeitund reduzieren die Durchlaufzeit.
Flexible Spannsystememinimieren Rüstzeiten
Freilich, die Produktivität modernerBearbeitungszentren mit ihren im-mer höheren Schnitt- und Vor-schubgeschwindigkeiten, schnelle-ren Beschleunigungen, Eilgange-schwindigkeiten und Spindeldreh-zahlen kann letztlich nur dann aus-geschöpft werden, wenn auch ent-sprechend leistungsfähige Spann-mittel verwendet werden. Sie beein-flussen in hohem Maße die Zeit fürsRüsten und fürs Beladen mit Werk-stücken – und während dieser Zeitstehen die Maschinen still. In spann-mittelbedingten Rüst- und Neben-zeiten schlummern teilweise nocherhebliche Rationalisierungsreser-ven.
Das Spannen von Werkstückenauf Werkzeugmaschinen ist je nachMaschinenart und Werkstückgrößemehr oder weniger aufwändig. BeiPrototypen-, Kleinserien- und beiEinzelfertigung von komplexenWerkstücken kann ein Baukasten-system eine rationelle Spannmög-lichkeit sein, weil sich die einzelnenElemente frei und immer wieder neukombinieren lassen. Mit solchen fle-xiblen Spannsystemen können na-
hezu alle Werkstückgeometrien undWerkstückgrößen sicher und ratio-nell fixiert werden. Die konventio-nellen Spanneinrichtungen, geeig-net für Kleinserien, aber auch fürgrößere Stückzahlen, sind mit ihrenSpannmöglichkeiten den erhöhtenLeistungsdaten der Werkzeuge in derZerspanungstechnik vorausgeeilt.Für kraftvolles, sicheres Spannen
von Werkstücken bieten Spannmit-telhersteller entsprechende Spann-mittel an, angefangen von flexiblenSpanneinrichtungen bis hin zuMehrfachspannsystemen. MM
PRODUKTIONSPANENDE FERTIGUNG
� Stama-Homepage
www.maschinenmarkt.de

Das lateinische Wort „satur“– zu deutsch: satt – wirdin der Reinigungstechnik
ganz anders interpretiert. Da stehtder saturierte Wasserdampf für einnatürliches Reinigungsmedium mithohem Schmutz-Aufnahmevermö-gen. Es entfernt partikuläre und fet-tige Stoffe. Mit Wasserdampf gesät-tigt – und dennoch relativ trocken –ist nur das Reinigungsmedium. DerWandel des physikalischen Zustands
wird genutzt,um den gelöstenSchmutz von derOberfläche zuentfernen unddann abzuschei-den. So funktio-nierenmobileDampf-reiniger,wie sie deritalieni-
28 MM Das IndustrieMagazin · 35/2004
PRODUKTION OBERFLÄCHENTECHNIK
sche Gerätehersteller R.E.A. mit derBaureihe Saturno über den Ver-triebspartner Ipros, Iserlohn, am
deutschen Markt für die Ma-schinenwartung und Ge-bäudereinigung vertreibt(Bild 1). Seit kurzem
möchte man mit dem An-lagenkonzept Teile-Reini-gung 2000 auch Anwen-dungen in der Halbzeug-,Schüttgut- und Bauteilfer-tigung erschließen (Bild 2).
Die Reinigungswirkung basiertauf dem Zusammenspiel zwischenDampfdruck und -temperatur. Bei10 bar wird Wasserdampf mit 180 °Cerzeugt. Eine Lanze oder Bürstekommt als Werkzeug zur Anwen-dung. Der Dampf löst nicht nurSchmutzstoffe von ebenen Flächen,sondern dringt auch in Ecken vor so-wie in Löcher und Spalten ein. Beiangetrockneten Schmierschichtenkann die Zugabe eines biologisch ab-baubaren Reinigungsmittels das Ab-lösen bescheunigen. Auch die Ver-wendung eines Gemischs aus Was-serdampf und Phosphatierungsmit-tel ist möglich, so dass nach derOberflächenreinigung und -trock-nung mit dem Lackieren begonnen
werden kann. Bei einer gleich-zeitigen Absaugung lässtsich der Trocknungsvor-gang beschleunigen. Dazusteht bei der Gerätebaurei-he Saturno von R.E.A. ent-
sprechendes Zubehör zurVerfügung. Das abgesaugte Wasserwird in einem Behälter gesammelt.
Sparsamer Umgangmit dem Medium Wasser
Aufgrund des Reinigungsprinzipsfällt laut dem italienischen Geräte-hersteller wenig aufzubereitendesoder zu entsorgendes Schmutz-wasser an. Das wird im Vergleichzur Hochdruckreinigung (Wasser-strahl) als großer Vorteil angesehen,weil bei der Wartung von Maschinendie Reinigung meist vor Ort ge-schieht. So sieht R.E.A. wichtige An-wendungen für die Gerätebaureihebei Wartungsarbeiten an Werkzeug-maschinen, Robotern und Pressen,wie man anhand des Maschinen-parks beim Automobilhersteller Fiatdeutlich macht: Bei Transfermaschi-nen setzen sich Kühlschmieremul-sionen, Staub und Späne auf End-schaltern, Fühlern und Photozellenab, aber auch auf bewegten Maschi-nenteilen wie Schlitten und Spin-deln. Die Maschinenteile lassen sichmit Hilfe der Geräte reinigen. Sogarbei elektrischen und elektronischen
Reinigenim Fertigungstakt
Die bei Wartungsarbeiten etablierte Dampfreinigunglässt sich auf Halbzeuge, Schüttgut und Bauteile übertragen
JOSEF KRAUS
Weitere Informationen: Ipros GmbH,58636 Iserlohn, Tel. (0 23 71) 77 93 10, Fax(0 23 71) 77 93 11, [email protected]
lder
:R.E
.A./
Ipro
s
Bild 2: Zur Reini-gung von Draht,Rohren und Profi-len mit Wasser-dampf wurde die-se Anlagenkonzep-tion entwickelt.
a Dampfgeneratormit Steuerein-heit, b Reini-gungstunnel,c Sammeltankmit Pumpe,d Turbine
Bild 1: Reinigung des Arbeitsraumseiner Werkzeugmaschine mit Wasser-dampf. Bei Wartungsarbeiten ist dieDampfreinigung etabliert.
a
b
c
d
Abwasser
Dampf und Kondensat
Dampf und Reiniger
Abluft

MM Das IndustrieMagazin · 35/2004 29
Komponenten, wie sie bei NC- undTransfermaschinen vorkommen, seikein Risiko vorhanden, heißt es. DieReinigungsgeräte sind in 5 minbetriebsbereit.
Auf einer Pressenstraße zum For-men und Stanzen von Blechteilen istdas Wartungspersonal bei Fiat mitzwei Hauptschwierigkeiten kon-frontiert: Beim Kühlkurbelgehäuselässt der sich ansammelnde Staubkaum Luft durch, so dass es zu einerÜberhitzung des Antriebsmotorskommen kann. Dieser feine Staubmuss ohne Aufwirbelung � sie istbeim Abblasen mit Druckluft unver-meidlich � entfernt werden. Das seimit den Geräten möglich, heißt es.Demgegenüber kommt es bei derReinigung von Gesenken darauf an,dass kein Wasser in die Führungs-bahnen gelangt. Weil die Gesenkrei-nigung üblicherweise direkt an derMaschine geschieht, kann zudem aufeine Demontage verzichtet werden.
Damit das Personal bei der Reini-gung großer Maschinen keinerleiGefahren ausgesetzt wird, ist ent-sprechendes Zubehör vorhanden,das eine Dampfreinigung und Ab-saugung auch in 4 m Höhe ermög-licht. Aufgrund der hohen Dampf-temperaturen werden die Flächengleichzeitig desinfiziert, ohne beson-dere Chemikalien zu verwenden.
Auch das Auftragen eines Ölfilms alsabschließender Rostschutz ist mög-lich. Für die Bodenreinigung unterder Maschine gibt es einen Schrub-ber mit S-förmigen Handgriff, derauch mit einer Schmutzwasser-Ab-saugung ausgestattet ist.
Automatisierte Lösungzur Fertigungsintegration
Für die Bauteil-, Halbzeug- undSchüttgutreinigung bietet sich eineautomatisierte Lösung an � insbe-sondere dann, wenn die ReinigungBestandteil der Serienfertigung ist.Dazu hat R.E.A. das AnlagenkonzeptTeile-Reinigung 2000 vorangetrie-ben. Es ermöglicht ein Reinigen imProduktionsrhythmus der Bearbei-tungsmaschinen, wobei auch mitüberhitztem Wasserdampf gearbei-tet werden kann. Je nach Anwendungwird auf Basis dieses Konzepts eineAnlage konzipiert.
So kann bei Bauteilen die Anlagemit einer Reinigungskammer ausge-stattet werden. Eine Einzel- oderMehrfachteilebeschickung ist mög-lich. Bei Schüttgut oder hohemWerkstückdurchsatz lässt sie sich da-gegen als Banddurchlaufanlage kon-zipieren, wobei das Reinigungsgutnicht übereinander liegen sollte. DieAustattung mit robotergeführtenDampfpistolen bietet sich besonders
zur automatisierten Reinigung loka-ler Flächen, zum Beispiel vor Klebe-vorgängen, an. Mit einer röhrenför-migen Tunnelkammer kann die An-lage für Halbzeuge wie Rohre, Profi-le oder Drähte verwendet werden.
Die Dampfreinigung lässt sich da-bei direkt in die Fertigung integrie-ren. Eine sofortige Weiterbearbei-tung oder Einlage-rung der Teile istsomit möglich,wodurch man Lie-gezeiten vermei-den kann. Auf-grund der Oberflä-chenerwärmung,die bei der Dampf-reinigung zwangs-läufig stattfindet,wird im Allgemeinen eine Eigent-rocknung der Teile erreicht. Anfal-lendes Kondensat und Dampf wer-den abgesaugt. Die zur Dampf-erzeugung und Absaugung notwen-digen Anlagenkomponenten lassensich bei einer Prozessintegration inder Nähe der Reinigungskammeraufstellen. MM
PRODUKTIONOBERFLÄCHENTECHNIK
� Sattdampfreinigung Saturno
� Teile-Reinigung 2000
www.maschinenmarkt.de
FAZIT
� Die Vorteile bei der Maschinen-reinigung kommen auchbei Serienteilen zum Tragen
� Die Umstellung von mobilenGeräten auf abgeschosseneKabinen ist möglich
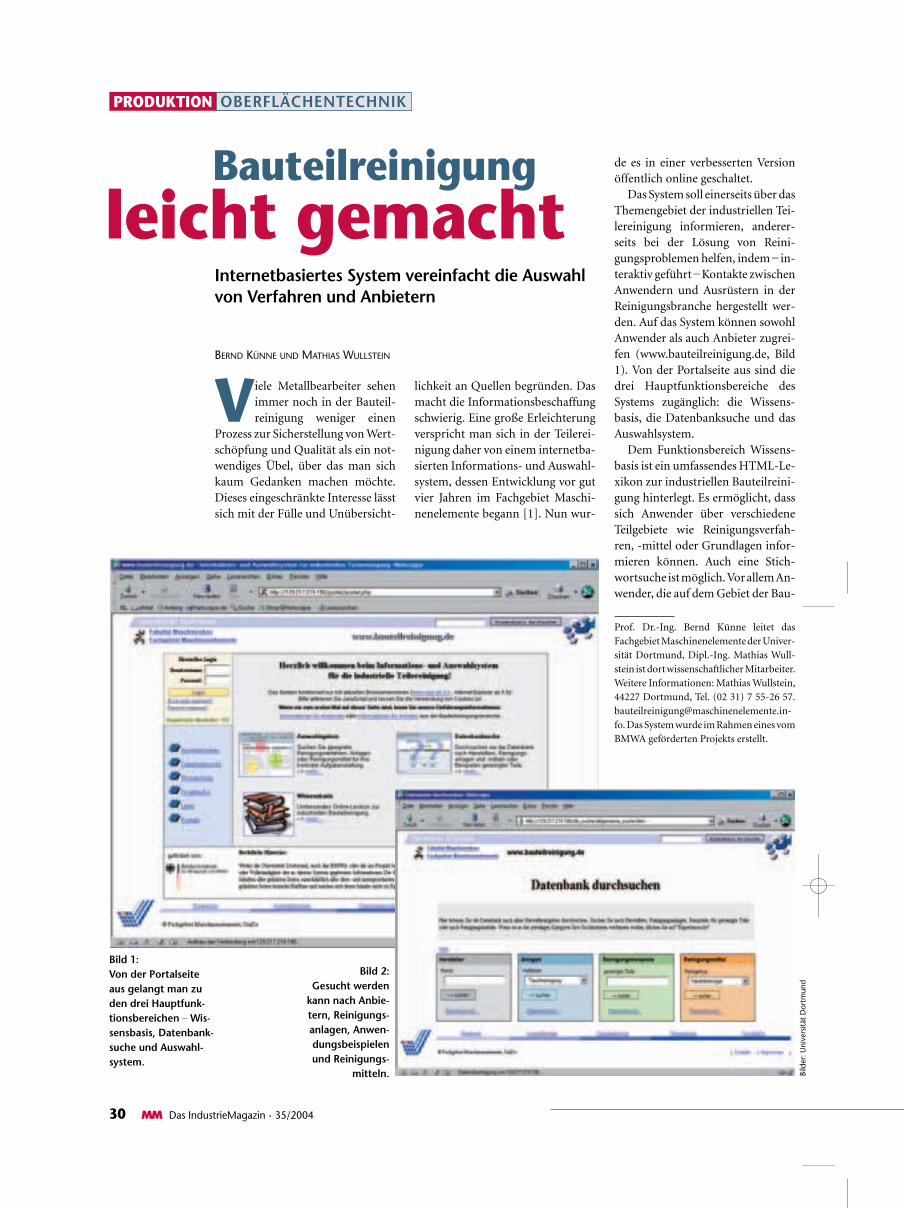
30 MM Das IndustrieMagazin · 35/2004
PRODUKTION OBERFLÄCHENTECHNIK
Viele Metallbearbeiter sehenimmer noch in der Bauteil-reinigung weniger einen
Prozess zur Sicherstellung von Wert-schöpfung und Qualität als ein not-wendiges Übel, über das man sichkaum Gedanken machen möchte.Dieses eingeschränkte Interesse lässtsich mit der Fülle und Unübersicht-
lichkeit an Quellen begründen. Dasmacht die Informationsbeschaffungschwierig. Eine große Erleichterungverspricht man sich in der Teilerei-nigung daher von einem internetba-sierten Informations- und Auswahl-system, dessen Entwicklung vor gutvier Jahren im Fachgebiet Maschi-nenelemente begann [1]. Nun wur-
de es in einer verbesserten Versionöffentlich online geschaltet.
Das System soll einerseits über dasThemengebiet der industriellen Tei-lereinigung informieren, anderer-seits bei der Lösung von Reini-gungsproblemen helfen, indem � in-teraktiv geführt � Kontakte zwischenAnwendern und Ausrüstern in derReinigungsbranche hergestellt wer-den. Auf das System können sowohlAnwender als auch Anbieter zugrei-fen (www.bauteilreinigung.de, Bild1). Von der Portalseite aus sind diedrei Hauptfunktionsbereiche desSystems zugänglich: die Wissens-basis, die Datenbanksuche und dasAuswahlsystem.
Dem Funktionsbereich Wissens-basis ist ein umfassendes HTML-Le-xikon zur industriellen Bauteilreini-gung hinterlegt. Es ermöglicht, dasssich Anwender über verschiedeneTeilgebiete wie Reinigungsverfah-ren, -mittel oder Grundlagen infor-mieren können. Auch eine Stich-wortsuche ist möglich. Vor allemAn-wender, die auf dem Gebiet der Bau-
Bauteilreinigungleicht gemacht
Internetbasiertes System vereinfacht die Auswahlvon Verfahren und Anbietern
BERND KÜNNE UND MATHIAS WULLSTEIN
Prof. Dr.-Ing. Bernd Künne leitet dasFachgebiet Maschinenelemente der Univer-sität Dortmund, Dipl.-Ing. Mathias Wull-stein ist dort wissenschaftlicher Mitarbeiter.Weitere Informationen: Mathias Wullstein,44227 Dortmund, Tel. (02 31) 7 55-26 [email protected]. Das System wurde im Rahmen eines vomBMWA geförderten Projekts erstellt.
Bild 1:Von der Portalseiteaus gelangt man zuden drei Hauptfunk-tionsbereichen � Wis-sensbasis, Datenbank-suche und Auswahl-system.
Bild 2:Gesucht werden
kann nach Anbie-tern, Reinigungs-anlagen, Anwen-dungsbeispielenund Reinigungs-
mitteln. Bild
er:U
nive
rsitä
tDor
tmun
d

teilreinigung weniger erfahren sind,werden mit Hilfe der Wissensbasisfür die spezielle Problematik derBauteilreinigung sensibilisiert.
Außerdem ist im System eine Da-tenbank enthalten, in der sich Aus-rüster der Branche mit ihrem Leis-tungsspektrum eintragen können.Über 100 Anbieter haben sich mitt-lerweile registriert. Bei jeder Neure-gistrierung können die einzugeben-den Daten so strukturiert werden,dass verschiedene Detaillierungsgra-de möglich sind. So können außerden eignen Kontaktdaten auch an-gebotene Reinigungsanlagen oder-mittel und Anwendungsbeispieleeingegeben werden. Zu Anlagen undReinigungsmitteln lassen sich die Fä-higkeiten im Hinblick auf verschie-dene Reinigungsprobleme spezifi-zieren. Bei den Anwendungsbeispie-len kann man sogar Fotos von Bau-teilen vor und nach der Reinigung
PRODUKTIONOBERFLÄCHENTECHNIK
� Internetbasiertes Auswahlsystemzu Verfahren und Ausrüstern
www.maschinenmarkt.de
hinterlegen. Auch detaillierte Kos-tenbetrachtungen sind möglich. Alldiese Daten können vom Anwenderper Datenbanksuche gefunden wer-den. Die Suche ist nach Herstellern,Anlagen, Beispielen und Reini-gungsmitteln strukturiert (Bild 2).
Bei einem konkreten Reinigungs-problem verwendet der Anwenderam besten das Auswahlsystem. Dazufüllt er einen Internet-Fragebogenaus und spezifiziert so sein Reini-gungsproblem. Folgende Informa-tionen sind für die Lösungssuche nö-tig: Bauteilmaße und -gewicht, geo-metrische Besonderheiten, Bauteil-werkstoff und Beschichtung, Ver-schmutzungszustand, Reinheitsan-forderungen, Investitionsbudget so-wie Teiledurchsatz.
Mit diesen Angaben und den ge-speicherten Anbieter-Informatio-nen kann das Auswahlsystem nunReinigungsanlagen aus der Daten-
Literatur[1] Künne, B., und U. Kloke: Wie wird mein
Bauteil sauber? Industriemagazin MM35/2002, S. 24�26.
bank suchen, die sich für die jeweili-ge Aufgabe eignen. Analog dazufunktioniert die Auswahl von Reini-gungsmittelnund -verfahren.Jedoch basiertdie Verfahrens-auswahl nichtauf Anbieteran-gaben, sondernauf Informatio-nen über gängige Reinigungsmetho-den nach dem Stand der Technik. DieVerfahren sind ebenfalls in einerDatenbank hinterlegt.
FAZIT
� Praxisbezogene Kriterien führenzur schnellen Auswahl
� Anlagen und Reiniger sind an-wendungsbezogen spezifiziert

32 MM Das IndustrieMagazin · 35/2004
AUTOMATION ELEKTRISCHE AUSRÜSTUNG
Aufatmen bei Herstellern wieNutzern von Maschinenund Anlagen: Mit dem Kon-
zept einer modularen Systemtechnik– vor kurzem von Trumpf, SiemensA&D, Phoenix Contact und Rittalgestartet – kann der Aufwand beiPlanung, Montage und Service vonSchaltschränken drastisch reduziertwerden. Wo traditionell bis zu 1000Einzelkomponenten und aufwändi-
ge Einzelverdrahtung zum Tagesge-schäft gehören, sorgen ab sofortkompakte Funktionsbausteine undeine gelochte Montageplatte fürmehr System und noch mehr Ge-schwindigkeit im Schaltschrankaus-bau.
Weniger ist mehr – so lautet dieDevise des Modular-3-Systems, mitdem das Innenleben von Schalt-schränken neu gestaltet wird. DasMaß aller Dinge sind fix und fertigmontierte, verkabelte und geprüfteKomplett-Module, die sich per Plugand Play bequem, schnell und sicherim Schaltschrank unterbringen las-sen. Angeboten werden sie im Bau-
kasten-Prinzip. Zur Verfügung ste-hen gegenwärtig rund 50 System-bausteine für alle gängigen Funktio-nen, die im Maschinen- und Anla-genbau zum Alltag gehören. DasSortiment umfasst Module für klas-sische Aufgaben wie Stromversor-gung, Sicherheit und Klimatechnik.Abgerundet wird es durch Funk-tionsbausteine für diverse Hand-lingsysteme und Werkzeuge – vomFörderband über Drehtische bis zuGreifern, Stanzen oder Fräsen.
Verfügbar sind die akribisch ge-planten Module in mehreren Leis-tungsklassen, so dass Konstrukteureund Elektroplaner – vor allem im
Fix und fertigKompakte Funktionsmoduleersetzen aufwändige Einzelverdrahtung
HEINZ SCHMITT
Heinz Schmitt ist Leiter Produktmanage-ment, Schaltschrank-Systeme bei der RittalGmbH & Co. KG in 35726 Herborn. Wei-tere Informationen: Hans-Robert Koch,Tel. (0 27 72) 5 05-26 93, Fax (0 27 72) 5 05-25 37, [email protected]
Bei der modularen Schalt-schranktechnik ermöglichteine gelochte und genormteMontageplatte, die durchgän-gig für Großschränke wie fürKompaktschränke angebotenwird, das sekundenschnelleEinklicken der Module.
Bild
:Ritt
al

MM Das IndustrieMagazin · 35/2004 33
Seriengeschäft – mit ihnen einenSchaltschrank komplett konzipierenund bestücken können. In Groß-schränken wie in Kompaktgehäusensorgen die praktischen Module fürmehr Übersichtlichkeit, Sicherheitund Montageschnelligkeit. Wird beider konventionellen Bestückungeines Schaltschrankes mit einemdurchschnittlichen Aufwand von 50Stunden kalkuliert, reichen beimEinsatz der vorgefertigten Funk-tionsmodule ganze fünf Stunden.
Für jede Menge Flexibilität sorgtdas Baukasten-Prinzip beim Pro-jekt-Engineering. Muss bei der Ein-zelverdrahtungsmethode – vor allemin komplexen Anlagen – bereits Ta-ge oder gar Wochen vor der Auslie-ferung mit der Planung und Ausrüs-tung des Schaltschrankes begonnenwerden, ermöglicht die Funktions-modulbauweise Freiheit bis zur letz-ten Minute. Problemlos und ohneschmerzhafte Extrakosten kann aufkurzfristige Korrekturen oder spon-tane Kundenwünsche reagiert wer-den – selbst dann, wenn die Anlageschon beim Anwender steht. EinKlacks ist beispielsweise die Nach-rüstung eines Späneförderers. Kon-ventionell bedeutet dies, dass imSchaltschrank vier Bauteile zu mon-tieren und rund 50 Anschlussstellenherzustellen sind – ein Installations-aufwand von 60 bis 80 Minuten. Mitdem modularen Prinzip ist das Mo-dul Späneförderer in fünf Minutenfunktionsfähig.
Modul einhängen, anstecken, fer-tig – das Prinzip ist immer gleich.Basis der modularen Schaltschrank-technik sind kompakte Trägerplat-ten aus verzinktem Stahlblech, die esin verschiedenen Abmessungen gibt.Auf diese Blechträger sind über eineangeformte Hutschiene sämtlicheAutomatisierungselemente der ein-zelnen Funktionsbausteine instal-liert. Blitzschnell lassen sich die mitHaken versehenen Module in die ge-lochte und genormte Montagerück-wand einhängen. Für diese Modul-technik stellt Rittal eine umfassendeAuswahl an Schränken mit gelochterMontageplatte zur Verfügung. DasSpektrum reicht dabei von den milli-onenfach bewährten TS8-Groß-
schränken bis zu AE-Kompakt-Schränken.
Ein dafür entwickelter Steckerstellt die sichere Verbindung mit derinstallierten System-Verkabelungher, bei der auf das störsichere AS-Interface gesetzt wird. Auf der Unter-seite des Blechträgers befinden sichvorkonfektionierte Kabelverbin-dungen, sprich ein Leistungsbus undein Datenbus, womit aufwändigeKabelkanäle im Schaltschrank unddie zeitintensive Punkt-zu-Punkt-Verdrahtung aller Geräte wegfallen.
Störfälle lassen sichschnell beheben
Servicefreundlichkeit ist ein wichti-ges Thema bei dem neuen modula-ren Funktionsmodulkonzept – undein Riesen-Plus bei der Instandhal-tung vorhandener Anlagen. Vorbeisind die Zeiten, in denen eine Stö-
rung im Schaltschrank – vielleichtsogar ein banaler Wackelkontakt – zuhektischer Panik führte. Kein War-tungselektriker muss mehr aufge-spürt werden. Problemlos kann derMaschinenführer den Störfall selbstbeheben. Blitz-schnell zeigt ihmdas Maschinen-Bedienpanel an,welches Funk-tionsmodul de-fekt ist.
Für schnelleOrientierungsorgt das X-Y-Koordinatensys-tem, mit dessen Hilfe die gelochteMontageplatte „gelesen“ werdenkann wie ein Stadtplan. Nur wenigeMinuten – und die Störung ist be-hoben. Keine zermürbende Fehler-suche per Messgerät und keine auf-
AUTOMATIONELEKTRISCHE AUSRÜSTUNG
FAZIT
� In der Schaltschrankverdrahtunggeht der Trend weg von der Ein-zelverdrahtung
� Kompakte Funktionsmodulesenken den Aufwand bei Pla-nung, Montage und Service
Bild 1: Anreihsysteme TS8 mit gerasterter Monta-geplatte.
Bild 2: Kompakt-Schaltschrank AE mit Montage-platte im Modul-Lochraster.
Sofort-LieferprogrammRittal hat eines der größten Sofort-Lieferprogramme für Schaltschränkeund Gehäuse. Mit über 8000 Standardprodukten ist das Unternehmeneiner der weltweit führenden Systemanbieter für Schaltschrank- undGehäusetechnik. Außer den Produktbereichen Schaltschrank-Systeme,Elektronik-Aufbausysteme, System-Klimatisierung, Stromverteilung, IT-Solutions und Communication Systems bietet der Gehäusespezialist eineeinzigartige Vielfalt an Systemen für den Bereich SchnittstelleMensch–Maschine. Das Lösungsspektrum reicht von Command-Panels,Tragarmsysteme über Industrial Workstations bis zu PC-Schranksystemeund Pult-Systeme.

34 MM Das IndustrieMagazin · 35/2004
AUTOMATION ELEKTRISCHE AUSRÜSTUNG
wändige Verdrahtungsarbeit – Ge-schwindigkeit ist angesagt: Sind etwabeim konventionellen Austausch ei-nes defekten Schützes durchschnitt-lich zwölf Anschlussstellen neu zuverkabeln, reicht beim modularenSchaltschrank das simple Einsteckenund Sichern der Komplett-Kompo-nente. Mit ein paar Handgriffen er-folgt der Austausch gegen einen vor-geprüften Baustein – ohne langeStandzeiten in der Produktion. Dasdefekte Modul kann in aller Ruhe re-pariert werden, während die Anlagelängst wieder auf vollen Touren läuft.
Bewährte Technikfür alle Gehäusegrößen
Zentral oder dezentral? Rittal bietetModular-Technik für beide Einsatz-felder – und ist damit bestens für al-le Anforderungen gerüstet. Geht esum zentrale Lösungen, lässt sich pro-blemlos auf die bewährten Groß-schränke der TS-8-Serie (Bild 1) zu-greifen. Muss eine Funktionsgruppenah an die eigentliche Anlage – etwaan ein Förderband – gebracht wer-den, kommen die robusten Kom-paktschränke der AE-Serie (Bild 2)zum Einsatz. Auch für diese Klein-gehäuse gibt es die gelochte Monta-geplatte, in die sich die Funktions-bausteine bequem einklicken lassen.
Das modulare Schaltschrank-Konzept hat sich in der Praxis längstbewährt. Rundum getestet wurdedas Baukasten-System beim Maschi-nenbauer Trumpf (Bild 3 und 4 ), derals einer der Großen bei Blechbear-beitung zu den Initiatoren und Trei-bern des neuen Konzepts zählt. Seiteinem guten Jahr läuft das modula-re System in Serienmaschinen vonTrumpf. Das Baukasten-System istausgereift und die Wirtschaftlichkeitim Alltag schon erprobt und durch-gerechnet. Dabei sind die vielfältigenMöglichkeiten, mit dem verblüffendeinfachen System Zeit und Geld zusparen schon bestechend. Und dasvon der Planung und Konstruktionüber Lagerhaltung, Einkauf undMontage bis zu Dokumentation undService – also quer durch die gesam-te Prozesskette!
Beim modularen System gibt esdie Schaltschränke mit gelochten
Montageplatten in allen Größen, so-dass sie immer passen – wie bei T-Shirts, die von S wie small bis XL wieextra-large angeboten werden. Miteigenen Modulen wird das Baukas-ten-Konzept auch im Schaltschrankunterstützt. Quasi fertig sind diverseFunktionsmodule für die Energie-versorgung und die Klimaregelung.Bei der Bestückung dieser Modulewird auf Komponenten aus dem Rit-tal-Sortiment zurückgegriffen � bei-spielsweise die Sammelschienen fürdie Stromeinspeisung.
Dabei ist es allerdings keineswegsso, dass das Modulkonzept die klas-sische Schaltschranktechnik � quasiüber Nacht � verdrängt. Zu unter-schiedlich sind die Anforderungen,die gerade im Nicht-Serien-Segmentdes Maschinen- und Anlagebaus anden Schaltschrank gestellt werden.Besonders bei kleinen Stückzahlenund im Sonderbau wird es auch inZukunft den klassischen Schalt-schrankbau geben. Es lohnt sich ein-fach nicht, für sämtliche Spezial-funktionen fertige Module zu entwi-ckeln und anzubieten. Die Domänedes modularen Systems ist zunächstder Serienschaltschrank. Dabei gibtes deutliche Arbeitserleichterungen.Und doch bieten sich auch dem Son-der- und Kleinserienbau interessan-te Perspektiven, mit Modulkonzeptordentlich Zeit und Geld zu sparen.Denkbar ist etwa ein in sich geteilterSchaltschrank, bei dem eine geloch-te Montageplatte mit fertigenModulen und eine konventionelleRückwand mit individuell bestück-ten und verdrahteten Einzelbau-steinen miteinander kombiniertsind.
Typische Grundfunktionenkönnten über die Module laufen,während spezifische Sonderaufga-ben über die konventionelle Bau-weise auf die Schiene gebracht wür-den. Immerhin müsste auch bei die-sem kombinierten Ansatz der Schalt-schrank nicht jedes Mal komplettneu erfunden werden. MM
� Rittal
www.maschinenmarkt.de
Bild 3: Konventionelle Schaltschranktechnik bei Trumpf.
Bild 4: Die neue modulare Schaltschranktechnik im Baukas-tensystem bei Trumpf ermöglicht das Zusammenführen vonverschiedenen Bauteilen zu einer Funktionseinheit (Modul).
Bild
er:R
ittal

36 MM Das IndustrieMagazin · 35/2004
KONSTRUKTION KONSTRUKTIONSELEMENTE
Zur Realisierung von Automa-tisierungslösungen oder Fer-tigungslinien werden die
Zeitreserven immer knapper. Pla-nung und Bau solcher Systeme ver-langen auf Grund der zunehmendenProduktvielfalt und zur möglichensowie kostengünstigen Modifizie-
rung meistens baukastenfertige Pro-file und Montageteile. Mini-TecMaschinenbau in Waldmohr bietetdazu ein umfangreiches Konstruk-tionsprogramm an, welches sich inden Sparten Lineartechnik und Pro-filsystem wieder findet. Dieses bietetim industriellen wie auch im hand-werklichen Bereich ungeahnte Mög-lichkeiten. Dabei reichen die An-wendungen von einfachen Schutz-
einrichtungen über Arbeitsplatz-einrichtungen, Automatisierungslö-sungen, Test- und Prüfanlagen überEin- und Mehrachs-Linearsystemenbis hin zu komplexen Fertigungsan-lagen. Die ausgereiften Montagesys-teme bieten mit ihren kompatiblenStandard-Elementen für Konstruk-teure einen minimalen Planungsauf-wand und durch die flexiblen undwieder verwendbaren Standardele-mente niedrigste Investitionen.
Mini-Tec unterstützt nun dieKonstrukteursarbeit mit einer we-sentlichen Neuerung. So wurde jetzteine moderne Konstruktions-Soft-ware und ein elektronischer Katalogso kombiniert, dass Konstruktions-und Montagezeiten noch weiter op-timiert werden können. Mit diesenWerkzeugen und einem umfassen-den Baukastensystem für Linear-komponenten, Förderbändern, Rol-lenbahnen, Transferanlagen oderMontagearbeitsplätzen wird ein wei-terer Weg zu noch mehr Wirtschaft-lichkeit geebnet. Dabei unterstütztdie neue Software I-CAD alle gängi-gen CAD-Formate und ist – wie derelektronische Katalog – kostenlos imInternet verfügbar (Bild 1).
Alle gängigen CAD-Formatewerden unterstützt
Für den Konstrukteur bedeutet dieseine enorme Zeitersparnis. Die Kon-struktions-Tools CAD-Menue undI-CAD gelten als effiziente und aus-gereifte Werkzeuge für Profilsysteme.CAD-Menue wurde speziell für dieKonstruktion mit Auto-CAD entwi-ckelt, während die neue SoftwareI-CAD mit über 50 Formaten allegängigen CAD-Systeme unterstützt.
BaukastenspieleAus dem elektronischen Katalog verfügbare digitale Profileverkürzen Konstruktionszeiten und senken die Kosten
DIETMAR KUHN
Bild 1: In I-CAD können die, aus dem Katalog ausgewählten, Bauteile und Baugruppen wiebeispielsweise der „Gleitschlitten mit Schlittenklemmung oben“, Artikel-Nr. 28.0170/1, mitHilfe der in den Bildern am linken Rand sichtbaren Buttons im Raum frei gedreht und von ei-ner x-beliebigen Ansicht betrachtet werden. Die Menüleiste am rechten Bildrand bietet unteranderem auch die Möglichkeit, Bauteile und Baugruppen als transparentes Gebilde darzustel-len, wie im linken unteren Teilbild zu erkennen ist.
Weitere Informationen: Mini-Tec Maschi-nenbau GmbH & Co.KG, Tel. (0 63 73)81 27-0, [email protected]

sindinVorbereitung.FürdenhäufigenEinsatz der Software empfiehlt sich derkostenlose Download des komplettenProgramms oder die Anforderungeiner CD-Version. Zusätzlich zu denKatalogfunktionenenthältdiesesPaketdie automatischeStücklistenerstellungund die Gewichtsbe-rechnung.
Regelmäßige Upda-tes von E-Katalog (Bild2) und I-CAD unter-stützen mit den jeweilsaktuellen Produktenund Produktdaten derneuesten Entwicklun-gen den Konstrukteurwesentlich und er-leichtern damit seineArbeit spürbar. Damitauch I-CAD mit der je-weils neuesten CAD-Version kompa-tibel ist, aktualisiert Mini-Tec auch dieSchnittstellen permanent. Beide Pro-gramme sind jeweils in den SprachenDeutsch, Englisch und Französischverfügbar. MM
MM Das IndustrieMagazin · 35/2004 37
Diese CAD-Tools sind eine logi-sche Ergänzung zur Hardware desProfil- und Linearsystems und set-zen auf diesen auf. Dabei haben dieEntwickler alle Anforderungen ei-ner schnellen und effizienten Pla-nung durch den Konstrukteur unddie Ausführung durch die Montageberücksichtigt. Darüber hinaus sor-gen die Konstruktions-Werkzeugeauch für die notwendige Sicherheit,die einer wirtschaftlichen Planungvon Fertigungsanlagen zu Grundeliegt.
Im Mini-Tec-CAD-Menue sindhäufig vorkommende Konstruktio-nen vorprogrammiert und werdennach Eingabe von wenigen Varia-blen automatisch und nach Kun-denspezifikation konstruiert, be-rechnet und auf Plausibilität ge-prüft. Dort stehen automatisierteKonstruktionsmodule für Linear-Achsen, Schutzeinrichtungen, För-derbänder, Rollenbänder und Ar-beitsplätze zur Verfügung (Bild 1).Tipps und Tricks dazu findet derKonstrukteur zudem auf der Web-seite von Mini-Tec.
Die Werkzeuge sind über dasInternet kostenlos verfügbar
Um den Zugang zu diesen kostenlo-sen und effizienten Werkzeugen wei-ter zu vereinfachen, wird nun aucheine Online-Version von I-CAD zurVerfügung gestellt, die jederzeit undfür jeden Interessenten auf der Web-seite von Mini-Tec zugängig ist. Da-mit sind die neuen Versionen und diebewährten Werkzeuge noch schnellerund die Daten noch aktueller verfüg-bar.
Für die Anwender steht online absofort auch ein elektronischer Katalogzur Verfügung, der die Produktaus-wahl weiter vereinfacht. In Zu-sammenarbeit mit einem Fraunho-fer-Institut hat MiniTec den innovati-ven E-Katalog mit einer völlig neuenSuchroutine entwickelt.
Die Produkte sind darin übersicht-lich nach Gruppen und Anwendun-gen zusammengefasst und mit Hilfevon Symbolen einfach auszuwählen.EinKlickaufdasausgewählteProdukt– und schon stehen die bemaßtenZeichnungen und weitere Informa-
tionen sofort zur Verfügung. E-Kata-log und die Konstruktionssoftware I-CAD sind gegenseitig verlinkt. VomausgewähltenProduktgelangtmanperMausklick direkt zu den CAD-Datenin der Konstruktionssoftware. Dortstehen alle Ansichten, einschließlich3D, zur Verfügung. LängenvariierbareProdukte, wie Profile, lassen sich indem vom Anwender gewünschtenMaß definieren. I-CAD schlägt auto-matisch die passenden Verbinder vor,die sich einseitig oder beidseitig zu-weisen lassen. Nach Selektion desCAD-Formats werden die ausgewähl-ten Teile im Download-Center abge-legt.Vondort lassen sichdieDatenein-zeln oder in einem Paket downloaden.I-CAD erzeugt die Daten in rund 60verschiedenen CAD-Formaten in 2Dund 3D.
Einfacher mit Modulen für dieautomatische Konstruktion
Ein besonderes Highlight von I-CADsinddieModule,dieautomatischkom-plette Konstruktionen erstellen. Inner-halb von nur wenigen Minuten lassensich so komplette Förderbänder oderLinearführungen mit Laufrollen, Ku-gelbüchsen oder Gleitführungen kon-struieren und im gewünschten CAD-Format bereitstellen. Weitere Modulefür besonders häufige Anwendungen
KONSTRUKTIONKONSTRUKTIONSELEMENTE
FAZIT
� Konstrukteure und Planerkönnen für Arbeitsplatz- undAnlagenlösungen aus einerVielzahl von Baukastenpro-dukten schöpfen
� Die Kombination eines Kon-struktionswerkzeuges mit ei-nem elektronischen Katalogbeschleunigt die Entwicklungund Montage von Ferti-gungssystemen besonders
� Mini-Tec MaschinenbauGmbH & Co. KG
www.maschinenmarkt.de
Bild
er:M
ini-T
ec
Bild 2: Der Pro-duktkatalog – E-Katalog – ist miteiner neuenSuchroutine aus-gestattet.

MANAGEMENT INTERIMSMANAGEMENT
Der Begriff des Interimsmana-gers ist in Deutschland mitVorurteilen behaftet. Mana-
ger auf Zeit werden gleichgesetzt mitgrau melierten Herren, die sich nachihrer Frühpensionierung zu Hauselangweilen; oder mit eiskalten Liqui-datoren, die in wenigen Wochen zer-schlagen, was andere in Generatio-nen aufgebaut haben. Was allenfallsfür drittklassige TV-Romane taugt,hat mit der Realität jedoch herzlichwenig zu tun. Denn während inDeutschland der Markt für Managerauf Zeit noch stark unterentwickeltist, zeigt sich zum Beispiel in Groß-britannien, welche Rolle Interims-manager bei der Zukunftssicherung
vor allem mittel-ständischerUnterneh-
men spielen können. Zeit also, mitden vier gängigsten Vorurteilen auf-zuräumen:
Vorurteil Nummer 1: Einen Inte-rimsmanager ins Haus zu holen, istdas Eingeständnis einer Krise.
Entgegen derlandläufigenMeinung werdenInterimsmanagerbei weitem nichtnur in Krisensitu-ationen einge-setzt. Die Auffas-sung, Interims-management seigleich Krisenma-nagement, wider-
legt sich ohnehin von selbst, wennman einen Blick auf die beidenAusgangssituationen wirft, die inden meisten Fällen zum Engage-
ment eines Interimsmanagersführen: die Überbrückung
von Vakanzen in der Ge-schäftsleitung und derAufbau von Know-how,das nicht im Unterneh-
men verfügbar ist. Fälle, diemit Krisen oft gar nichts zu
tun haben.Manager auf Zeit sind für
viele Aufgaben die richtigeAntwort. Seien es Kapazitäts-erweiterungen oder der Ver-kauf von nicht betriebsnot-wendigem Vermögen, die Er-schließung neuer Märkte oder
die Einführung neuerProdukte, der Aufbau einesmodernen Controllings oder dieEinrichtung neuer Vertriebsschie-nen. Aufgaben, für die übrigens klas-sische Unternehmensberater keineLösung bieten. Denn die meistenUnternehmen haben kein Erkennt-nisproblem; sie wissen, woran es ha-pert. Das eigentliche Problem liegtmeist in der Umsetzung – und dakann nur ein Interimsmanager hel-
fen. Kurz: bei al-len Projekten, fürdie der Ge-schäftsführungdie Zeit und oftauch das Know-how fehlt.
Interimsma-nager helfen da-bei, den Blickaufs Wesentlichezurückzugewin-
nen und die richtigen Schritte zu ge-hen: Was sind die Kernkompetenzendes Unternehmens? Womit wirdGeld verdient und womit nicht? Wielässt sich die Eigenkapitalbasis ver-bessern und die Abhängigkeit vonden Banken verringern?
Wichtig ist allerdings: Wird einManager auf Zeit zur Überwindungeiner Krise verpflichtet, sollte dieserdie gesamte Klaviatur der Unterneh-menssanierung beherrschen. Dazukann in letzter Konsequenz gehören,dass der Interimsmanager in der La-ge sein muss, im Ernstfall das Unter-nehmen über eine Insolvenz zurückins richtige Fahrwasser zu bringen.Denn das neue Insolvenzrecht ausdem Jahr 1999 ermöglicht es, bereitsbei drohender Zahlungsunfähigkeiteinen Insolvenzantrag zu stellen unddamit das Unternehmen von allenAltlasten zu befreien. So haben bei-spielsweise die Interimsmanager der
Interimsmanager helfen Wachstumzu schaffen und Krisen zu überwinden
BURKHARD JUNG
Burkhard Jung ist Geschäftsführerder Mittelstandsberatungen CMS in
10785 Berlin. Tel. (0 40) 32 08 83 20,[email protected]
FAZIT
� Interimsmanagement ist nichtgleich Krisenmanagement
� Der Interimsmanager ist dieideale Lösung, um Vakanzen zuüberbrücken
� Der Manager auf Zeit ist auchnicht teurer als ein fest ange-stellter Geschäftsführer
Für alle Fälle:
Manager auf Zeit
38 MM Das IndustrieMagazin · 35/2004
MM Das IndustrieMagazin · 35/2004 39
Mittelstandsberatung CMS in den vergangenen Jahren ei-ne Reihe von Unternehmen über eine strategisch ge-plante Insolvenz nachhaltig saniert.
Vorurteil Nummer 2: Mit einem Interimsmanager imHaus gibt das Unternehmen ein Stück Selbstständigkeitauf. Interimsmanager haben nicht den Ehrgeiz, bei ih-
rem aktuellen Auftraggeber Karriere zu machen. Sie er-füllen ihre Aufgabe, und dann gehen sie wieder. Sie tun le-
diglich, wozu sie engagiert wurden – nicht weniger, aber auchnicht mehr.
Manchmal gehen Interimsmanager aber auch nicht – aller-dings nur, wenn die Unternehmensleitung es auch will. Wie be-reits erwähnt, sind Interimsmanager die ideale Lösung, um Va-kanzen zu überbrücken. Fällt zum Beispiel ein Geschäftsführerkurzfristig aus, dauert es oft mehr als ein halbes Jahr, einen ge-eigneten Nachfolger zu suchen. Gute Leute findet man nicht aufder Straße. Und da geschieht es nicht zu selten, dass sich der In-terimsmanager, der eigentlich nur als Zwischenlösung engagiertwurde, als die ideale Lösung erweist – und auf Dauer bleibt.
Vorurteil Nummer 3: Interimsmanager sind ausrangierte Ma-nager, die es anderswo nicht geschafft haben. Natürlich, solchegibt es auch – und das nicht zu knapp. Ist die Aufgabe des Inte-rimsmanagers definiert, hilft es deshalb wenig, das entspre-chende Stichwort bei Google einzugeben. Um so wichtiger ist es,den Manager auf Zeit sorgfältig auszuwählen.
Um den richtigen Interimsmanager zu finden, muss man sei-ne (oder ihre) Eigenschaften klar definieren: Er braucht Durch-setzungsvermögen undAnalysefähigkeit.Ermuss sturmerprobtsein und über die Fähigkeit verfügen, sich selber zu motivieren.Auch benötigt er ein gerüttelt Maß an Einfühlungsvermögen,um das Betriebsklima nicht nachhaltig zu stören. Und schließ-lich muss er ein überdurchschnittliches betriebswirtschaftlichesKnow-how mitbringen und darf sich nicht zu schade sein, selbstmit anzupacken und sich die Finger schmutzig zu machen. Dieletztere Anforderung macht zudem deutlich, dass Ruheständlerin der Regel ihre Finger vom Interimsmanagement lassen soll-ten. Ist ein solcher Manager gefunden, kommt es auf den Auf-traggeber an: Der Manager auf Zeit braucht ein präzises Briefingund die volle Rückendeckung der Geschäftsleitung. Die gesam-te Integration in Geschäftsabläufe und EDV-Netzwerk sowie eineigenes (kleines) Büro sind ebenfalls unverzichtbar. Vor allemaber muss er frei denken, handeln und auch Entscheidungentreffen können – sonst wäre er letztlich nur wieder ein Berater,der frei von Verantwortung Konzepte entwickelt, für die er nichtgeradestehen muss.
Vorurteil Nummer 4: Interimsmanager sind teuer. Tatsäch-lich ist ein Interimsmanager nicht teurer als ein normaler Ge-schäftsführer. Natürlich kostet gute Leistung gutes Geld. Aberein Manager auf Zeit braucht keinen Dienstwagen, kein großesBüro und verursacht keine Sozialkosten. Wenn er krank oder inUrlaub ist, wird er nicht bezahlt. Abfindungen, Kündigungs-fristen oder Fortbildungskosten fallen ebenfalls nicht an. Undnicht zuletzt: Interimsmanager verschwenden keine Zeit mit Or-ganisations- und Verwaltungsaufgaben, sondern konzentrierensich ausschließlich aufihre definierte Aufgabe.Eine Investition, die sichrechnet. MM
� Mittelstandsberatung CMS
www.maschinenmarkt.de
MANAGEMENTINTERIMSMANAGEMENT

P R O S P E K T B Ö R S EKostenlose Prospekteanfordern!
Kostenlose Prospekteanfordern!
Tragen Sie bitte die gewünschte Kennziffer ein.Sie erhalten kostenlos Informationen zugesandt. Per Fax (09 31) 4 18-26 11
MM
/005
/035
/200
4 ProspektbörseFORMA GmbHSedanstraße 7
97082 Würzburg
Absender (bitte vollständig ausfüllen)
Name/Vorname Funktion
Firma Abteilung
Postfach/Straße PLZ/Ort
Telefon/Fax E-Mail
Mitarbeiterzahl Produkte/Dienstleist.
http-Adresse Kunden-Nummersiehe Rückseite MM-Ausgabe
Ihre Angaben auf dieser Karte werden von uns zwecks Verarbeitung in auto-matisierten Verfahren gespeichert. Erfüllungsort und Gerichtsstand Würzburg.
Datum Unterschrift
❑ Wir möchten in der Prospektbörse inserieren.Senden Sie uns die Media-Daten!
Spielarme Planetengetriebe● Hohe Positioniergenauigkeit● Minimierte Laufgeräusche● Lange Lebensdauer● Einfacher Motoranbau● SPEEDLINE 24-Std.-Lieferservice
alpha getriebebau GmbH97999 IgersheimTel. (0 79 31) 4 93-0www.alphagetriebe.de
01Kennziffer
● Verladehilfen● Überladebrücken● Verladeschienen● Rollstuhlauffahrhilfen
ALTEC GmbHRudolf-Diesel-Str. 778224 [email protected]
02Kennziffer
● Ronden, Ringe● Flansche● Stanz-, Biege- und
Ziehteile● eigener Werkzeugbau
Kurt Beier GmbH57482 Wenden-HünsbornTel./Fax (02762) 98 92-36/ -40E-Mail: [email protected]
03Kennziffer
05Kennziffer
Rohrverbinder● aus hochwertigem
Aluminiumguss● geringes Eigengewicht● natürliche
Korrosionsbeständigkeit
Ernst Brinck & Co. GmbHPostfach 1119, 42755 HaanTel./Fax (021 29) 20 27/6518www.brinck.de, [email protected]
● Maschinenzustandsüberwachung● Maschinenschutz● Messdatenarchivierung● Messdatenauswertung● sm@rt value Überwachung
(Kombination von relevantenÜberwachungsparameter)
Brüel & Kjær Vibro GmbH64293 DarmstadtTel./Fax (06151) 4 28 11-00/-01www.bkvibro.de
06Kennziffer
Hubumlenktor mit Schlupftür● Schlupftür mit nur 25 mm
hoher Bodenschwelle● geringer Sturzbedarf● ohne Scharniere, Spiral-
kabel und Torsionsfedern
Butzbach GmbH Industrietore89293 KellmünzTel./Fax (0 83 37) 9 01-0/ [email protected]
07Kennziffer
● Etiketten- und Barcode-drucker
● Etikettiersysteme● Scanner, MDE u. Software● Laserbeschriftung
cab ProdukttechnikGmbH & Co. KGPostfach 19 0476007 Karlsruhewww.cabgmbh.com
08Kennziffer
● PEPS CAD/CAM-System● 2,5D- und 3D-Fräsen● 3D-Drahterodieren● 2 bis 6-Achsen-Drehen● 2 bis 6-Achsen-Laserschneiden
Camtek GmbHObere Wasen 16–2073630 Remshalden-GeradstettenTel./Fax (0 71 51) 97 92 02/ 97 92 05E-Mail: [email protected]
09Kennziffer
● Alle Industrie-Monitore/Panel● Alle Industrie Computer ● Alle Sonderlösungen● Front-Gehäuse Design
CRERösler Electronic GmbHBahnhofstraße 30, D-25524 ItzehoeTel./Fax (+49-4821) 6 2721/[email protected]
10Kennziffer
● Achsen● Drehteile● Wellen● Zylinderstifte
DEMA Präzisionsteile GmbHBreitenloher Weg 491166 GeorgensgmündTel./Fax (0 91 72) 69 45-0/ -40www.dema-gmbh.de
11Kennziffer
● akustische Signalgeber● Piezoelemente● Lautsprecher● Transducer
DIGISOUND-Electronic GmbHPostfach 20 69D-22810 NorderstedtTel. (+49-40) 52 68 69-0Fax (+49-40) 52 68 69-13http://www.digisound.deE-Mail: [email protected]
12Kennziffer
Time2Calculate
● Kalkulation von Fertigungs-teilen der Metallverar-beitung
● Stückzeitberechnung –Kalkulation – Angebot
Vogel VerlagMM Maschinenmarkt97064 Würzburg
14Kennziffer
Weiterführende Informationenunter www.maschinenmarkt.de– Rubrik Marktplatz!
● Lagerprogramm● Druckfedern● Zugfedern● Tellerfedern● Anfertigung von Federn
Febrotec GmbHFrankfurter Straße 7658553 HalverTel./Fax (0 2353)4866/-43 01www.febrotec.de
13Kennziffer
● Komplettlösungenrund ums Etikettierenund Codieren bietet Bluhm Systeme.
● Profitieren Sie aus 30 Jahren Erfahrung!Bluhm Systeme GmbHHonnefer Str. 41, 53572 UnkelTel. (0 22 24) 7 70 80Fax (0 22 24) 77 08 20http://[email protected]
04Kennziffer
P R O S P E K T B Ö R S EKostenlose Prospekteanfordern!
Kostenlose Prospekteanfordern!
Tragen Sie bitte die gewünschte Kennziffer ein.Sie erhalten kostenlos Informationen zugesandt. Per Fax (09 31) 4 18-26 11
ProspektbörseFORMA GmbHSedanstraße 7
97082 WürzburgMM
/005
/035
/200
4
Absender (bitte vollständig ausfüllen)
Name/Vorname Funktion
Firma Abteilung
Postfach/Straße PLZ/Ort
Telefon/Fax E-Mail
Mitarbeiterzahl Produkte/Dienstleist.
http-Adresse Kunden-Nummersiehe Rückseite MM-Ausgabe
Ihre Angaben auf dieser Karte werden von uns zwecks Verarbeitung in auto-matisierten Verfahren gespeichert. Erfüllungsort und Gerichtsstand Würzburg.
Datum Unterschrift
❑ Wir möchten in der Prospektbörse inserieren.Senden Sie uns die Media-Daten!
FLUX-Fasspumpen● zum Fördern von dünnflüssigen,
neutralen, aggressiven oderleicht- brennbaren Flüssigkeiten
● in versch. Werkstoffen lieferbar●● als Antriebsmögl. stehen elektr. u.
pneum. Motoren zur Verfügung
FLUX-GERÄTE GMBHTalweg 1275433 MaulbronnTel./Fax (0 70 43) 1 01-0/ -4 44
17Kennziffer
● Kalkulation für Fertigungsbetriebe
● Berechnung von Maschinen-stundeneinsätze
● Verwaltungen für Fremd-leistungen, Einsatzmaterial,Kunden und Lieferanten
Vogel VerlagMM Maschinenmarkt97064 Würzburg
15Kennziffer
Kostenloser Download(30-Tage-Test) unter:www.maschinenmarkt.de– Rubrik Marktplatz
● Hydraulik-Zylinder– Norm DIN 24334, 350 bar– Norm DIN 24333, 250 bar– HDN, 160 bar,
nach ISO 6020/1● Werkzeug-Hydraulik-Zylinder● Werkstattpressen
Erich GegnerDürrenseeweg 1597350 Mainbernheim
16Kennziffer
● 250 kg bis 250 Tonnen!● Leicht und preiswert● Präzise und zuverlässig● Tara und Spitzenwert● Infrarot-Fernbedienung
GreifzugHebezeugbau GmbHPostfach 20 04 40D-51434 Bergisch-Gladbach
18Kennziffer
● Preiswerte Alternative zuKran/Trommelwinde
● 300 bis 3000 kg● Bis 500 m Seillänge● Zieht in jeder Richtung
GreifzugHebezeugbau GmbHPostfach 20 04 40D-51434 Bergisch-Gladbach
19Kennziffer
● Hochleistungs-Rohrheiz-körper
● Lufterhitzer, Rippenheizkörper● Gußheizkörper● Flanschheizkörper,
Tankbeheizungen● Patronenheizkörper
Herbst Beheizungstechnik58804 NeuenradeTel./Fax (0 23 94)91 1136/-37www.herbstbeheizungstechnik.de
20Kennziffer
Teuflische Bohrgeschw.Erodieranlagen von Heun● Startlochbohren● Erodierbohren● Bohrungen 0,1–6,0● Bohrgeschwindigkeiten:
200 mm/min bei \ 1,0
Heun WerkzeugmaschinenLange Hecke 463796 Kahl/Main
21Kennziffer
● Der 160 Seiten starkeJungheinrich-Gesamtkatalogbietet von A wie Aktenregalbis Z wie Zinkenverstellungalles rund ums Stapeln,Transportieren, Lagern undKommissionieren.
Jungheinrich AGFriedrich-Ebert-Damm 12922047 Hamburgwww.jungheinrich.de
22Kennziffer
● Lineartechnik nach demAdd-on-Prinzip
● Gleitführungen● Laufrollenführungen● Kugelumlaufführungen
Maschinenbau Kitz GmbH53844 TroisdorfTel./Fax (02 28) 45 98-0/ 45 31 [email protected]
23Kennziffer
● Produkte aus Messing,Alu-Bronze, Kupfer undLeichtmetall findenAnwendung als:
● Gehäuse, Buchsen, Hebel,Schaltgabeln, Kegelräder
Gebr. Krause-Straeten GmbH91788 Pappenheim-BieswangTel./Fax (0 91 43) 14 80/ 63 16www.krause-straeten.de
25Kennziffer
Kalkulationssoftware für diemechanische Bearbeitung● Zeitberechnung
(Drehen/Bohren/Fräsen etc.)● Bearbeitungszeit (te),
Verteilzeit (tv), Rüstzeit (tr) undMaterialkosten (wk)
● Baugruppen-Kalkulation● min. und opt. Verkaufspreis
Vogel VerlagMM Maschinenmarkt97064 Würzburg
28Kennziffer
Kostenloser Download(30-Tage-Test) unter:www.maschinenmarkt.de– Rubrik Marktplatz
● Industrieboden mit Gabelstaplereignung
● Sofort gebrauchsfertig● Kein Produktionsausfall● Keine Unterboden-
vorbehandlung nötig● Lose Verlegung
Lock-Tile GmbH DeutschlandBobenheimer Str. 4, D-67547 WormsTel./Fax (0 62 41) 20 61 40/-45
27Kennziffer
Multimedia-Präsentationen, eineneue Dimension für Ihr Marketing:● Firmenpräsentationen● Produktpräsentationen● elektronische Werbe-Clips● Bildschirmschoner u.v.m.mit Video, Sound, Bildern undInteraktion selbst gestalten.
Vogel VerlagMM Maschinenmarkt97064 Würzburg
24Kennziffer
Kostenloser Download(30-Tage-Test) unter:www.maschinenmarkt.de– Rubrik Marktplatz
● Runddosen● Rechteckdosen/Sortiments-
kästen● Koffer + Schaumstoffeinlagen● Transportkästen + Tiefzieh-
Einlagen
Licefa KunststoffverarbeitungGmbH & Co. KG32108 Bad SalzuflenTel./Fax (0 5222)28 04-0/[email protected], www.licefa.de
26Kennziffer
P R O S P E K T B Ö R S EKostenlose Prospekteanfordern!
Kostenlose Prospekteanfordern!
Tragen Sie bitte die gewünschte Kennziffer ein.Sie erhalten kostenlos Informationen zugesandt. Per Fax (09 31) 4 18-26 11
MM
/005
/035
/200
4 ProspektbörseFORMA GmbHSedanstraße 7
97082 Würzburg
Absender (bitte vollständig ausfüllen)
Name/Vorname Funktion
Firma Abteilung
Postfach/Straße PLZ/Ort
Telefon/Fax E-Mail
Mitarbeiterzahl Produkte/Dienstleist.
http-Adresse Kunden-Nummersiehe Rückseite MM-Ausgabe
Ihre Angaben auf dieser Karte werden von uns zwecks Verarbeitung in auto-matisierten Verfahren gespeichert. Erfüllungsort und Gerichtsstand Würzburg.
Datum Unterschrift
❑ Wir möchten in der Prospektbörse inserieren.Senden Sie uns die Media-Daten!
● Sicherheits-Anschlagpunkte fürjede Konstruktion, für jede Belastungzum Schweißen od. Schrauben
● Zum sicheren Transport Ihrer Konstruktion während der gesamtenFertigungskette bis zur Endmontagebeim Kunden
● CD-Rom mit 3D-Daten
RUD-KETTENFABRIKRIEGER & DIETZ GmbH & Co.73428 AalenTel./Fax (0 73 61) 5 04-13 70/-14 60www.rud.com
31Kennziffer
● Energieführungsketten-Systeme● Kabelschutzschlauch-Systeme● Verschraubungs-Systeme● Kennzeichnungs-Systeme● Kabeldurchführungs-Systeme● Kabelhalterungs-Systeme
murrplastikSystemtechnik GmbHPostfach 11 43D-71567 Oppenweilerwww.murrplastik.de
30Kennziffer
UNSER
LIEFERPROGRAMM
murrplastik Systemtechnik GmbH • Postfach 1143 • D-71567 Oppenweiler • Tel. 07191/482-0 • Fax 07191/482-280 • www.murrplastik.de • E-Mail: [email protected] 2002
SUV KABELSCHUTZSCHLAUCH- UND
VERSCHRAUBUNGS-SYSTEME
EFK ENERGIEFÜHRUNGSKETTEN-SYSTEME
KDH KABELDURCHFÜHRUNGS- UND
KABELHALTERUNGS-SYSTEME
ACS KENNZEICHNUNGS-SYSTEME
● Sicherheitskennzeichen● Sicherheitsprodukte● Sicherheitssysteme● Objektbeschilderung● Schilder für Industrie
und Werbung
Schnürle GmbHLennestraße 10–1247051 Duisburg
32Kennziffer
● Drucksensoren(1 mbar bis 1 000 bar)
● Durchflusssensoren● Kraftsensoren● Tauchsonden
Sensortechnics GmbH82178 PuchheimTel./Fax (0 89) 8 00 83-0/[email protected]
33Kennziffer
● CNC-Programmverwaltungssoftw.zum Archivieren, Erstellen undÄndern v. Steuerungsprogrammen
● Umfangreiche Einstellmöglichkeitenzur Programmübertragung
● Archivierung nach Masch. getrennt● Sehr gute Suchfunktion● Autom. Erzeugung von Dateinamen
keine DOS-Kenntnisse erforderlich
Vogel VerlagMM Maschinenmarkt97064 Würzburg
34Kennziffer
Kostenloser Download(30-Tage-Test) unter:www.maschinenmarkt.de– Rubrik Marktplatz
● Technische Seile u. Litzenvon 0,09–8 mm ∅
● Drahtseilkonfektion● Zubehör● Umlenkrollen
Carl Stahl GmbHPostweg 41, 73079 SüssenTel. (0 71 62) 40 07-1 15Fax (0 71 62) 4 14 41www.carlstahl.com
35Kennziffer
● Volledelstahl-Dampferzeuger● digitale oder herkömmliche
Regelung● kompakteste elektrische
Dampferzeuger von 4kg/hbis 112 kg/h
Stritzel Dampftechnik GmbHTelefon (02 08) 4 44 53 33Telefax (02 08) 4 44 41 41Internet: dampf.com
36Kennziffer
● Metalldrücken● Tiefziehen● Hydroform● Schweißen● Rohrendenbearbeitung
Thate gedrückte Präzision GmbHHandwerkerweg 224211 PreetzTel. (0 43 42) 8 44 06Fax (0 43 42) 8 42 30www.thate.de
37Kennziffer
● Drei- + Vierradelektrostapler● Diesel- und Treibgas-
stapler● Lagerhausgeräte● Ersatzteile und Service
TOYOTA GABELSTAPLERDEUTSCHLAND GMBHPostfach 99 01 3147298 [email protected]
38Kennziffer
Allplastik-Blitzbinder:● höchste Festigkeit durch
Spezialverschluss● Verschlusssicherheit
Württemberg. Allplastik GmbHPostfach 11 4971070 HerrenbergTel./Fax (0 70 32) 93 68-0/-98www.allplastik.de
40Kennziffer
Visuelle Kalkulationssoftware per Maus-klick für die mechanische Bearbeitung● Stückzeitberechnung für Drehen,
Bohren, Fräsen, Sägen und
Schweißen
● Koordinateneingabe per Mausklick
direkt aus der digitalen Zeichnung
● Zeitberechnung für andere Bearbei-
tungen über Makros
● Mengenabhängige Zeitzuschläge
Vogel VerlagMM Maschinenmarkt97064 Würzburg
39Kennziffer
Kostenloser Download(30-Tage-Test) unter:www.maschinenmarkt.de– Rubrik Marktplatz
● Fass- u. Behälterpumpen● Containerpumpen● Durchflusszähler-System● Doppelmembranpumpen● Zentrifugalpumpen
Lutz-Pumpen GmbH & Co. KG97877 Wertheim, Erlenstr. 5–7Tel./Fax (0 93 42) 8 79-0/ -4 04www.lutz-pumpen.de
29Kennziffer
Anzeigenschluss:13. 9. 2004
Buchen Sie rechtzeitig!Prospektbörse Serie 3
MaschinenMarkt-Nr. 41vom 4. 10. 2004MaschinenMarkt-Nr. 46 vom 8. 11. 2004MaschinenMarkt-Nr. 50 vom 6. 12. 2004

MARKTSPIEGEL
MM Das IndustrieMagazin · 35/2004 43
Horizontale Pick-up-Drehmaschinearbeitet auch von der Stange
Die horizontale Pick-up-DrehmaschineMHC kann mit optionalem Zubehörauch automatisch be- und entladenwerden sowie von der Stange arbeiten.
Der Umlaufdurchmesser der Dreh-maschine beträgt 560 mm, der ma-ximale Drehdurchmesser 520 mm
und die Verfahrwege in Z- und X-Richtung 600 und 260 mm. Die Vor-
schubgeschwindigkeit beider Achsen be-trägt maximal 30 m/min. Maximal zwölf angetriebene Werkzeugesind möglich. Die Pick-up-Drehmaschine ist mit der SteuerungFanuc 21iT ausgerüstet.
� Monforts GmbH & Co. KG,Tel. (0 21 61) 4 01-0, www.a.monforts.de
Bearbeitungszentrummit Palettenwechsler
Ausgerüstet mit einem Wechslerfür 630er-Paletten ist das hori-zontale BearbeitungszentrumMCX 750. Die Verfahrwege inX, Y und Z betragen 1250, 900und 1250 mm. Tieflochbohren miteinem Innendruck bis 70 bar ist mög-lich. Werkzeuge bis zu einer Länge von 750 mm können automa-tisch aus einem Magazin mit bis zu 460 Plätzen eingewechselt wer-den. Die zweistufige 50-kW-Getriebespindel hat eine Drehzahlvon 10 000 min�1 und ein Drehmoment von1220 Nm. Option isteine Motorspindel mit einer Drehzahl von 15 000 min�1 undeinem Drehmoment von 300 Nm. Die Eilganggeschwindigkeitbeträgt 60 m/min.� Burkhardt + Weber BW Fertigungssysteme GmbH,Tel. (0 71 21) 3 15-0, www.burkhardt-weber.de
Handbetätigtes Spannfutterfür Lamellen-Spannzangen
Für Maschinen, die nicht mit einer pneumatischen oder hydrauli-schen Kraftspanneinrichtung ausgerüstet sind, wurde ein hand-betätigtes Spannfutter für Lamellen-Spannzangen entwickelt. DasSpannfutter wird mit drei Schrauben an der Maschinenspindel be-festigt. Sieben verschiedene Spannzangen mit einem Spannbereichvon je 6 mm decken einen Spannbereich von 2,5 bis 42 mmDurchmesser ab. Die Rundlaufgenauigkeit ist den Angaben zu-folge kleiner als 0,01 mm. Bei dünnwandigen Werkstücken ge-währleisten acht Spannlamellen ein Spannen ohne Verformung,so das Unternehmen.
� Spanntechnik G & I AG,Tel. (00 41-52) 3 19 32 21, [email protected]
PRODUKTE
Wolfensberger AGCH - 8494 Bauma
T +41 52 396 11 11F +41 52 396 15 50
Für überzeugende Lösungen aus einem GussWolfensberger bietet vom Sphäroguss bis zum hochlegierten Stahl
eine umfassende Werkstoffpalette, mit zwei Formverfahren:
Sandguss und keramisches Genaugiessverfahren. Zusätzlich über-
nehmen wir für Sie auch die einbaufertige Bearbeitung und
weitere Dienstleistungen, von der Konstruktion bis zur Logistik.
44 MM Das IndustrieMagazin · 35/2004
MARKTSPIEGEL PRODUKTE
Bearbeitungszentrum mit Koppelkinematik
Optimiert für die Großserienfertigungprismatischer Teile ist das Bearbeitungs-zentrum Genius 500. Die mit Linear-Di-rektantrieben ausgerüstete Koppelkine-matik in der X- und Y-Achse löst den Ziel-konflikt zwischen hoher Steifigkeit undDynamik bei geringem Bauraum sowieniedrigen Kosten, so der Hersteller. Kenn-zeichnend für die hohe Dynamik sindEilganggeschwindigkeiten bis 180 m/min,Beschleunigungen bis zu 2,4 g sowie eine
Beschleunigungsänderung (Ruck) bis zu 1200 m/s3. Aufgrund desbodenbedienbaren Kettenmagazins wird eine Span-zu-Span-Zeitvon 2,5 s erreicht.� Cross Hüller Deutschland, Tel. (0 71 41) 4 02-1, www.hueller-hille.com
Druckluft-Kühlsystem fürs Spanenist einfach nachrüstbar
Für viele Bearbeitungsaufgaben inder Fertigungstechnik ist dasDruckluft-Kühlsystem Colder einepreiswerte und einfach zu handha-bende Alternative zu flüssigenKühl(schmier)mitteln, so der Her-steller. Der Colder – er arbeitet miteinem Druck von 7 bar � wird an
die Druckluftleitung oder einem Kompressor angeschlossen. Ausder üblichen Druckluft wird Kaltluft von bis zu –55 °C. DasDruckluft-Kühlsystem lässt sich den Angaben zufolge mit wenigenHandgriffen optimal an der Maschine positionieren und flexibeleinsetzen.� Kager Industrieprodukte GmbH,Tel. (0 60 74) 40 09-0, www.kager.de
Horizontal-Bearbeitungszentrummit integriertem Rundtisch
Das horizontale Bearbeitungszentrum EC-400 HBZ mit seinem Bettaufbau inT-Form verfügt über einen Arbeits-bereich von 500 mm � 500 mm �
500 mm und einen integriertenRundtisch mit festen Schaltpositio-nen. Der 2fach-Wechsler für Paletten (400 mm � 400 mm) hateine Wechselzeit von 7 s. Zur weiteren Grundausrüstung gehöreneine Spindel mit einer maximalen Drehzahl von 8000 min�1
(Option: 12 000 min�1), eine SK-40-Werkzeugaufnahme und ein15-kW-Vector-Doppel-Antriebssytem (Option: 22 kW). Die Eil-ganggeschwindigkeiten betragen 24 m/min.
� Haas Automation Europe,Tel. (00 32-8 00) 50 50-50 05, www.haascnc.com
F+L Bachmann AGMünchwilerstr. 21CH-9554 TägerschenTel. +41(0)71 918 60 70Fax +41(0)71 918 60 [email protected]
Ein Biber . . .. . . hat besondere Fähigkeiten,die ihm die Natur mitgegeben hat.Als Spezialisten von . . .
. . . ChemischEntgraten . . .. . . haben wir ganz andere Mittel.Das Entgraten von Stahlteilen (auchin gehärtetem Zustand), nachindividuellen Abtragevorschriften vonKunden, gehören zu unseren tägli-chen Herausforderungen.
Verlangen Sie eine Bemusterung –unsere Spezialisten geben Ihnengerne weitere Auskünfte!

MARKTSPIEGEL
MM Das IndustrieMagazin · 35/2004 45
Düsenring erzeugt voll deckenden Luftstrahl
Zum Abblasen von Schmutzstof-fen auf Halbzeugen wie Profile,Rohre, Schläuche oder Kabel wur-de ein Düsenring entwickelt, beidem unabhängig von der Bau-form zwei Blasprofile so zu-sammenwirken, dass eine hoheEffektivität beim Reinigen mitDruckluft entsteht. Aufgrund des ringförmigen Doppeldüsensys-tems werde ein 360° voll deckender Luftstrahl erzeugt, heißt es.Die äußeren, ringförmig angeordneten Düsen sind für die Grob-reinigung, die inneren für die Endreinigung oder abschließendeTrocknung der Oberflächen verantwortlich. Aufgrund der Ring-konstruktion sei eine variable Aufgabe und Entnahme der Halb-zeuge in einer Produktionslinie möglich.� Swedex Industrie Produkte GmbH,Tel. (0 21 31) 51 23-1 00, www.silvent.com
Grundierung für gängige Untergründe
All-Grund ist die Bezeichnung einer Grundierung, bei der nuneine Optimierung der Gebrauchseigenschaften stattfand. So wirddamit laut Anbieter ein besserer Rostschutz und eine verstärkteHaftung erreicht. Ein erhöhter Weißgrad sorgt für eine Verbesse-rung des optischen Ergebnisses beim Auftragen der Deckschicht.Ein verbesserter Verlauf ermöglicht eine leichtere Verarbeitungmit der Rolle, dem Pinsel oder im Spritzverfahren. Altlackierun-gen würden abgedeckt. Vor dem Auftragen muss der Untergrundtrocken, sauber, rost- und fettfrei sein. Anwendungen für den viel-seitig verwendbaren, aromatfreien Voranstrich sieht man unteranderem bei Metalloberflächen � zum Beispiel Eisen, Aluminium,Zink � und bei Kunststoffen. Bei Verwendung als Haftvermittlergenügt den Angaben zufolge meist ein einziger Anstrich, auf Zinkund als Rostschutzmittel ist zweimaliges Streichen erforderlich,um eine ausreichende Schichtdicke sicherzustellen.� Südwest Farben und Lacke GmbH & Co. KG,Tel. (0 63 24) 7 09-0, www.suedwest.de
PER-Substitution bei Metallbälgen
Zum Reinigen und Entfetten von Metallbälgen und flexiblen Bau-gruppen aus austenitischem Edelstahl eignet sich ein Gemisch ausorganischen Lösemitteln, basierend auf modifizierten Alkoholen.Das zeigten Laboruntersuchungen, die aufgrund einer Umstellungauf das so genannte Vapic-Verfahren für einem Hersteller vonKompensatoren, Metallbälgen und -schläuchen durchgeführtwurden. Der Restfettgehalt nach der Reinigung lag laut Anlagen-hersteller weit unter 1 mg je Quadratmeter Oberfläche. Aufgrundder welligen Oberflächenkontur der Bälge war bei der Konzeptionder Vakuumanlage (Absolutdruck �100 mbar, Flammpunkt65 °C) ein minimierter Verschleppungsverlust der chlorfreien Rei-nigungsflüssigkeit von hoher Bedeutung. Eine schnelle Trocknungwird mittels Infrarotstrahlung im Vakuum (�2 mbar) erreicht.� Wolf GmbH, Tel. (0 70 84) 75 95, www.vapic.de
PRODUKTE
�������
��
���������� ����� ���� ����������������������� � ����� ����
����� � ! "# $ % �� #� &�'� � ! "# $ % �� #"���(������������� )))��������������
�� ������� ��� ��� � �������
�������������� �*� ����*�+�����,����+�� ��� -�+.�*�+���,����/ 0������1�-/ ��� 2� 3! +����4+����������/ 2� "�� 2� �� 5��5��+���������� ���� 672#�%�# *�� #�%� �
LOTHMANN Werkzeugtechnik · Teinacher Straße 35 · 71634 LudwigsburgTel. ++49 (7141) 33005 · Fax ++49 (7141) 378029 · Internet www.lothmann.biz
Denken Sie
viel schneidig!

Kommunikation = Investition= MM IndustrieMagazin= Kompetenz
46 MM Das IndustrieMagazin · 35/2004

MARKTSPIEGEL
Mittel- und dickwandigerSchrumpfschlauch mit Innenkleber
Vor einem Jahr hat Hellermann Tytoneinen dünnwandigen Schrumpf-schlauch mit der Schrumpfrate 3:1 füreine Platz und Kosten sparende Lager-haltung in den Markt eingeführt. Jetztwird das Tredux-Sortiment um dieAusführungen mittel- und dickwan-dig mit Innenkleber erweitert. AlleSchrumpfschläuche werden in 1-m-
Längen einzeln im Elektrofachgroßhandel in einem Verkaufsdis-play angeboten. Dies ermöglicht laut Hersteller eine individuelleZusammenstellung der benötigten Schläuche.� Hellermann Tyton GmbH,Tel. (0 41 22) 7 01-1, www.hellermanntyton.de
Modem ermöglicht Fernwartungvon S7-Steuerungen
Mit dem Accon-MPI-Modemkann über eine Telefonverbin-dung so auf S7-Steuerungen zu-gegriffen werden, als ob man mitdem Programmiergerät direkt vorOrt ist. Das Gerät besteht auseinem Teleservice-Adapter mit in-tegriertem Modem. Es ermöglicht die Fernwartung der S7-300-und S7-400-Steuerungen über das weltweite analoge Telefonnetz.Dazu wird das Modem auf der Anlagenseite mit dem MPI-Bussowie mit der Telefondose verbunden. Die entsprechenden Kabelwerden mitgeliefert. Für Arbeiten direkt an der Anlage kann dasGerät auch als PC-Adapter verwendet werden.� Deltalogic GmbH, Tel. (0 71 71) 9 16-025, www.deltalogic.de
Überwachen per SMS
Überwachen, schalten und alarmieren kann das Alarmierungsge-rät Gipsy MM-SMS. In bestehende Systeme integriert, kommuni-ziert es Daten und Alarme per SMS und empfängt so auch Schalt-befehle und gezielte Abfragen, so der Hersteller. Das Gerät sei ide-al für verteilte Systeme, bei denen eine begrenzte Anzahl Daten-punkte hinsichtlich Status und eventueller Grenzwertverletzungenüberwacht wenden müsse, gleichwohl aber Schaltaufgaben erfül-len soll. Flexibilität kennzeichnet das Programm des Gipsy MM-SMS. In einer PC basierten Parametrierung werden die erfasstenDatenpunkte funktional festgelegt. Darauf bauen Grenzwertprü-fungen und anschließende Aktionen auf. Schaltbefehle undAlarmrouten können definiert werden. Zeitschemata stehen dafürebenso zur Verfügung wie logische Verknüpfungen auf Basis festeroder statusbezogener Kriterien. Per SMS ist auch eine Fernpara-metrierung möglich. Versionen mit integriertem und mit abge-setztem GSM-Modem sind verfügbar.� Gesytec GmbH, Tel. (0 24 08) 9 44-0, www.gesytec.de
PRODUKTE

Spezialausgabe PolenDer erfolgreiche Weg zu neuen Kunden
1 Seite vierfarbig € 750,–inkl. technischer Kosten und Übersetzung
„Herstellerkatalog” Gesellschaft für Industrie-Marketing mbH & Co. KGTaubenheimstraße 31, 70372 Stuttgart
Tel. (0711) 955750, Fax (0711) [email protected], www.gim-verlag.de, www.beschaffung.de
Info-Telefon: Frau Bühler 0711 9557526
Ein Unternehmen der Vogel Business Medien
Auflage: Über 20.000 Exemplare
Verteilung: Kostenlos an alle wesentlichen Ein-kaufsentscheider in Polen.
Zielgruppen: Industriebetriebe, Handels- undDienstleistungsgesellschaften, große Handwerksbe-triebe, Behörden und Stadtverwaltungen.
Erscheinungsweise: 1x jährlich im November
Format: DIN A4, Satzspiegel 188 x 240 mm.
Partner:Vogel Business Media Sp. z o.o.MM Magazyn Przemyslowyul. Dabrówki 16, PL-40-081 Katowice
Sie sind interessiert am Absatzmarkt Polen mit seinen fast 40 Mio. Ein-wohnern? In Zusammenarbeit mit unserer polnischen Schwestergesell-schaft veröffentlichen wir im Spätherbst eine Spezialausgabe Polen.
Machen Sie Ihre Produkte bzw. Ihre Firma bekannt, finden Sie neueAbsatzmärkte, Vertretungen oder Vertriebspartner. Sollten Sie in Polenbereits vertreten sein, werben Sie mit der Adresse Ihrer Vertretung.
Bereits seit über 25 Jahren geben wir sehr erfolgreiche Direktvertriebs-kataloge für Industriebedarf in Deutschland, Österreich und derSchweiz heraus.
Ein Test in dem größten neuen EU-Land lohnt sich – unser Sonderpreisfür die neue Spezialausgabe Polen macht Ihnen die Entscheidungleicht.
POLENein interessanter Nachbarmarkt
zzgl. MwSt
Druck = Net
= jede Stunde
volle
Information
48 MM Das IndustrieMagazin · 35/2004

MARKTSPIEGEL
Energieführung in geordneten Bahnen halten
Zum sicheren Fixieren von Lei-tungen in der Energiekette hat derHersteller eine Bügelschelle na-mens Chainfix entwickelt. Derenschmale Baubreite (Leitungsbrei-te plus 4 mm) und geringe Bau-höhe (Leitungsdurchmesser plus30 mm) ermöglichen nach Her-stellerangaben eine optimale Ausnutzung enger Platzverhältnisseim Anschlusselement. Der Einbau in dicht bestückte Anschlussele-mente wird durch einen speziellen Fuß erleichtert, der das Einset-zen der Schelle in die C-Schiene mit einem Neigungswinkel vonlediglich 24° möglich macht.� Igus GmbH, Tel. (0 22 03) 96 49-0, www.igus.de
Metallbaumodule aus dem Internet
Nach eigenen Angaben ist die Fer-tigung von Aluminium-Profilenals Einzelobjekt oder als Kom-plettlösung die Kernkompetenzdes Anbieters. Die angebotenenLeistungen können als Bausteineoder Module oder als komplettesPaket bestellt werden. Die Metall-baumodule werden mit einemumfangreichen Service- und Dienstleistungspaket über das Inter-net angeboten. Dort findet der Konstrukteur beispielsweise denWeg zur Beratungs- und Planungsunterstützung oder auch denKalkulationsservice sowie aktuelle Informationen über die Profil-technik.� Foppe Metallbaumodule GmbH,Tel. (0 59 04) 9 50-0, www.metallbaumodule.de
Dünne Stahl- statt Kunststoffbänderfür Anwendungen in der Fördertechnik
Speziell für den Fördertechnik-Sektor bietetder Hersteller Sandvik dünne Stahlbändermit 0,2 mm Dicke an, die zunehmendKunststoffbänder verdrängen sollen. Auf-grund der extrem dünnen Dicke und einerBreite von 600 mm werde der Umlenk-durchmesser erheblich reduziert, wodurchweitere Anwendungen für die Stahlband-fördertechnik erschließbar seien, heißt es.Die Vorteile solcher Stahlbänder zumTransport von Gütern sollen in den beson-
deren Eigenschaften in Bezug auf Wärmeleitfähigkeit, Korrosions-beständigkeit, hohe Zug- und Biegewechselfestigkeit, in der hartenund glatten Oberfläche sowie in der Verschleißfestigkeit liegen.
� Sandvik Process Systems GmbH,Tel. (07 11) 51 05-1 48, www.sandvik.com
PRODUKTE
Heben und bewegenSie dochwas Sie wollen!
Wir sind Pionier fürSpitzenprodukte undInnovationen in derHebe- und Transport-technik.
Jetzt neu: PTS 30Transportfahrwerkebis 30 tmit Funkfernsteuerung.
Das Original
Georg Kramp GKS-PerfektHebe- und TransportgeräteMax-Planck-Straße 32D-70736 FellbachTelefon +49(0)711-510981-0Telefax +49(0)[email protected]
35Ja
hre
Das Original
Bis 120 t sofort ab Lager!
WIRVEREDELN
OBERFLÄCHEN
www.impreglon.de
GleitenAntihaft
Korrosionsschutz
Kunststoff-, Metall- undKeramikbeschichtungen

50 MM Das IndustrieMagazin · 35/2004
MESSEN · KONGRESSE · SEMINARE
SERVICE TERMINE
Ausführliche Informationen unter:www.maschinenmarkt.de – Veranstaltungen – TermineUm einen Termin vorzuschlagen, schicken Sie die Detailsbitte an [email protected]
Kolloquium: Forschungam Institut für Umform-technik der UniversitätStuttgart
FördererkreisUmformtechnik e. V.,Tel. (07 11) 1 21-38 40,Fax (07 11) 1 21-38 39
Stuttgart,16. 9.,80 Eurozzgl. MwSt.
IRE InternationalerRohbau-Expertenkreis,Tel. (07 61) 7 67 90 29,Fax (07 61) 7 67 90 31
Dresden,21. bis 23. 9.,1380 Eurozzgl. MwSt.
Steeb Anwendungs-systeme GmbH,Tel. (0 70 62) 6 73-3 11,Fax (0 70 62) 6 73-1 33
Würzburg,22. und 23. 9.,400 Eurozzgl. MwSt.
Steinbeis-Tag 2004 –Innovation und Transfer
Steinbeis-StiftungHaus der Wirtschaft,Tel. (07 11) 18 39-5,Fax (07 11) 2 26 10 76
Stuttgart,24. 9.,keine Angabe
Karlsruher Messe- undKongress-GmbH,Tel. (07 21) 37 20-0,Fax (07 21) 37 20-51 39
Karlsruhe,5. bis 7. 10.,keine Angabe
Elektrisch leitfähigeKunststoffe – Eigen-schaften, Prüfung,Anwendungen
Regensburg,7. und 8. 10.,770 Euro
Intensivtraining:Erfolgreich verhandelnim harten Wettbewerb– Wie Sie in Verhand-lungen professionellEinigung erzielen
Vogel Industrie MedienGmbH & Co. KG,Tel. (09 31) 4 18-20 54,Fax (09 31) 4 18-22 29
Stuttgart,18. und 19. 10.,950 Eurozzgl. MwSt.
2. AutomotiveAnwendertreffen
Neckarsulm,27. und 28. 10.,keine Angabe
Otto-von-Guericke-Universität Magdeburg,Tel. (03 91) 67-1 17 29,Fax (03 91) 67-1 80 74
Magdeburg,27. und 28. 10.,400 Eurozzgl. MwSt.
Otti Technik-Kolleg,Tel. (09 41) 2 96 88-26,Fax (09 41) 2 96 88-19
BTC Business TechnologyConsulting AG,Tel. (0 71 32) 3 80-1 41,Fax (0 71 32) 3 80-29
2. FachtagungBaumaschinentechnik:Forschung – Entwick-lung – Innovation
22. Fachtagung Pro-zesskette Karosserie –Mit innovativen Werk-stoffen und Fertigungs-techniken zu neuenKarosseriekonzepten –Entwicklung – Planung– Fertigung
Steeb Mittelstands-forum 2004 – AktuelleTrends und Entwicklun-gen zur Informations-technologie fürFührungskräfte undIT-Anwender in mittel-ständischen Unter-nehmen
Interpart – Fachmessefür die Zulieferindustrieund für die Beschaffungvon Komponenten undTeilen
Sandstrahl-Geräte
Friedrich Goldmann GmbH & Co.Neckarhauser Str. 2968229 Mannheim 5
Tel.: 06 21/47 10 34 · Fax: 48 11 00www.f-goldmann.de
hochwertige Sandstrahlgeräte
für Industrie,Handwerk und
Kunsthandwerk
Wir lösen IhreFertigungsprobleme:
Säubern, Mattieren, Oberflächenverfestigen, einebnen, entrosten,entlacken, aufrauhen.
Dekapieren, Dekontaminieren,Polieren, Entgraten oder Abtragen.

Reinigungs- und Entfettungsanlagen
Über
70 Jahre
Erfahr
ung
Wir lösen auch Ihr Reinigungsproblem – Sprechen Sie uns an!Apparatebau Clemens Bous GmbH & Co. KG · Hansestr. 49 · 51149 Köln · www.bous-koeln.deTelefon (0 22 03) 9 35 21-0 · Fax (0 22 03) 9 35 21-22 · E-Mail: [email protected]

SEMPUCO
FRÄSKÖPFESEMPUCO Werkzeugmaschinenfabrik GmbH GreizTel. +49 (0)36 61-70 75-0 · Fax +49 (0)36 61-34 90h t t p : / / w w w . s e m p u c o . c o m
Wir liefern nach Kundenwunsch
in jeder Bauart und Ausstattung
ww
w
com
52 MM Das IndustrieMagazin · 35/2004




















Redaktion:Redaktionsanschrift: Max-Planck-Str. 7/9, 97064 Würzburg, Tel. (09 31) 4 18-23 40,Fax (09 31) 4 18-27 70, Die Fachgebiete in der Redaktion finden Sie im Internet unter:www.maschinenmarkt.de – Impressum – Redaktion. Bitte Presseinfos nur einmal sendenChefredakteur: Ken Fouhy (kf), Tel. -22 03, [email protected]. Chefredakteur: Bernhard Kuttkat (bk), Tel. -24 15Redakteure: Udo Schnell (us), Tel. -24 72 (Chef vom Dienst), Ulrike Gloger (ug), -Tel. 20 61,Ursula Hofmann (uh), Tel. -22 14, Josef Kraus (jk), Tel. -22 72, Rüdiger Kroh (rk), Tel. -25 62,Dietmar Kuhn (dk), Tel. -24 49, Bernd Maienschein (bm), Tel. -21 95, Reinhold Schäfer (rs),Tel. -20 36, Jürgen Schreier (js), Tel. 22 76,MM-Online: Holger Harfst, Tel. -27 15Redaktionsassistenz: Claudia Krampert, Tel. -20 84, Gabriele Hain, Tel. -23 76, Tel. -24 85,Heidemarie Weidner, Tel. -23 40Konzeption und Design: Manfred BayerleinLayout: Manfred Bayerlein (Ltg.), Bruno Feser, Romy Kapfenberger, Michael Scheidler,Manfred WernerProduktion: Irene Hetzer, Bernadette Schäfer-GendronVerantwortlich für VEA-Mitteilungen: RA Manfred Panitz und Dr. Ing. Volker Stuke,VEA. Zeißstr. 72, 30519 Hannover, Tel. (05 11) 9 84 80, Fax (05 11) 98 48-2 88.MM, das IndustrieMagazin ist Organ des Bundesverbandes der Energie-Abnehmer e.V.VEA-Mitglieder erhalten den MM im Rahmen der Mitgliedschaft.Korrespondenten: Hermann Bohle (hb), Brüssel, Dr. Hans Dieball (hd), Neuss, LotharHandge (lh), Velbert, Ulrich W. Schamari, Frankfurt, Winfried Schröder (ws), Kressberg, F. PaulSchwakenberg (fs), Bonn, Martin Stübs (ms), München.
Verlag:Anschrift: Vogel Industrie Medien GmbH & Co. KG, Max-Planck-Straße 7/9,97064 Würzburg, Tel. (09 31) 4 18-0, Fax (09 31) 4 18-20 22, www.maschinenmarkt.de.Die Inhaber- und Beteiligungsverhältnisse lauten wie folgt: Gesellschafterin der Vogel IndustrieMedien: Vogel Business Medien GmbH & Co. KG, Max-Planck-Str. 7/9, 97082 Würzburg,persönlich haftende Gesellschafterin der Vogel Business Medien GmbH & Co. KG: Vogel BusinessMedien Verwaltungs-GmbH, Kommanditistin: Vogel Medien GmbH & Co. KG.Geschäftsführung: Gerrit Klein,-29 85, Fax 20 20, [email protected]: Filomena Will, -26 86, Fax -20 22, [email protected]: Michael Hepf, -24 40, Fax -26 11, [email protected]: Elisabeth Ziener, Tel. -26 33, Fax -20 22,[email protected]. für den Anzeigenteil: Barbara Schüll, -22 63, Fax -20 22,[email protected] – Z.Z. gilt Anzeigenpreisliste 065MM-Börse: Harald Bode, -23 68, Fax -26 66, [email protected] und Leserservice: DataM-Services GmbH, Fichtestr. 9, 97074 Würzburg,Martina Grimm, Tel. (09 31) 41 70-4 73, Fax (09 31) 41 70-4 94,[email protected], www.datam-services.de.Abonnentenservice: DataM-Services GmbH, 97103 Würzburg, Tel. (09 31) 41 70-4 62,Fax (09 31) 41 70-4 97.Erscheinungsweise: Wöchentlich montags. Angeschlossen der Informations-gemeinschaft zur Feststellung der Verbreitung von Werbeträgern – Sicherung derAuflagenwahrheitBezugspreis: Einzelheft 4,50 €, Abonnement Inland jährlich 202,80 €,Abonnement Ausland jährlich 256,80 €, Europa per Luftpost 286,00 €,Welt per Luftpost 374,00 €. Alle Abonnementpreise verstehen sich einschließlich Versandkosten.Bezugsmöglichkeiten: Bestellungen nehmen der Verlag und alle Buchhandlungen im In- undAusland entgegen. Abbestellungen von Voll-Abonnements sind jederzeit möglich. Sollte die Fach-zeitschrift aus Gründen, die nicht vom Verlag zu vertreten sind, nicht geliefert werden können,besteht kein Anspruch auf Nachlieferung oder Erstattung vorausbezahlter Bezugsgelder.Bankverbindungen: Dresdner Bank AG, Würzburg (BLZ 790 800 52) 301 427 700; Herstellung: R. KrauthDruck: Vogel Druck und Medienservice GmbH & Co. KG, Leibnizstraße 5, 97204 Höchberg.Erfüllungsort und Gerichtsstand: WürzburgManuskripte: Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen.Sie werden nur zurückgesandt, wenn Rückporto beiliegt.Copyright: Vogel Industrie Medien GmbH & Co. KG. Alle Rechte vorbehalten. Nachdruck,digitale Verwendung jeder Art, Vervielfältigung nur mit schriftlicher Genehmigung der Redak-tion. Fotokopieren veröffentlichter Beiträge ist gestattet zu innerbetrieblichen Zwecken, wennauf jedes Blatt eine Wertmarke der Verwertungsgesellschaft Wort, Abt. Wissenschaft, in 80336München 2, Goethestraße 49, nach dem jeweils geltenden Tarif aufgeklebt wird.Nachdruck und elektronische Nutzung: Wenn Sie Beiträge dieser Zeitschrift für eigeneVeröffentlichung wie Sonderdrucke, Websites, sonstige elektronische Medien oder Kunden-zeitschriften nutzen möchten, erhalten Sie Information sowie die erforderlichen Rechte überhttp://www.mycontentfactory.de, Tel. (09 31) 4 18-27 86.
Anzeigenverkauf:Auskunft über den Anzeigenverkauf gibt:National/International: Renate Wenzel, Tel. -23 39, Fax -28 57,[email protected]
SERVICE IMPRESSUMISSN 0341-5775
SERVICEVORSCHAU
MM 36 erscheint am 30. 8. 2004mit folgenden Themen:
Schicken Sie mir kostenfrei die nächsten 4 Ausgaben von MM,das IndustrieMagazin. Wenn ich mich innerhalb von 10 Ta-gen nach Erhalt der dritten Ausgabe nicht melde, werde ichAbonnent und bekomme MM, das IndustrieMagazin zumgünstigen Vorzugspreis von 3,90 Euro je Ausgabe. Das heißt:Fast 15% Ersparnis im Vergleich zum Einzelbezug. Das Abon-nement kann jederzeit gekündigt werden.Garantie: Diese Vereinbarung kann ich innerhalb von 14 Ta-gen widerrufen. Zur Wahrung der Frist genügt die rechtzeitigeAbsendung des Widerrufs an: MM IndustrieMagazin, Abon-nenten-Service, 97103 Würzburg.
Datum/Unterschrift
Name Vorname
Firma Funktion
Straße
PLZ Ort
Telefon Telefax
E-Mail www-Adresse Anzahl der Mitarbeiter
Datum Unterschrift MM 35-2004
Wissen auf Probe. Kostenfrei.Faxorder (09 31) 418-2022� Ja, ich möchte MM, das IndustrieMagazin testen!� Ich interessiere mich für das Themen-Special MM Logistik
Themen:� UMFORMTECHNIK
� WARTUNG UND
INSTANDHALTUNG
� ARBEITSSCHUTZ
� C-TECHNIK
� MANAGEMENT
� VEA CONTACT
RundknetenRundknetverfahrensparen Material undKosten und bringenzudem noch einenGewinn der Bauteil-festigkeit.
Digitaler PrototypMit der mechatronischenAnalyse, die als Dienstleis-tung angeboten wird, kön-nen CAD-Entwürfe effektivüberprüft und optimiertwerden.
Patentbilanz„Noch mehr und noch bessere
Erfindungen werden uns letztlichnicht helfen, wenn wir als Produkti-
onsstandort zu teuer und zu unbe-weglich bleiben“, meint BDI-
Präsident Dr. MichaelRogowski.
EDA
Verantwortlich für Leitartikel: Jürgen Schreier; Aktuelles: Ulrike Gloger, Ursula Hofmann, Jo-sef Kraus, Bernhard Kuttkat, Jürgen Schreier; Management: Ursula Hofmann; Spanende Ferti-gung: Bernhard Kuttkat; Oberflächentechnik: Josef Kraus; Elektrische Ausrüstung: ReinholdSchäfer; Konstruktionselemente: Dietmar Kuhn; Marktspiegel: Josef Kraus, Dietmar Kuhn,Bernhard Kuttkat, Reinhold Schäfer; Termine: Claudia Krampert; Personen, Firmenschriften:Gabriele Hain; Schlussredaktion: Udo Schnell, Jürgen Schreier; alle Max-Planck-Straße 7/9,97082 Würzburg.
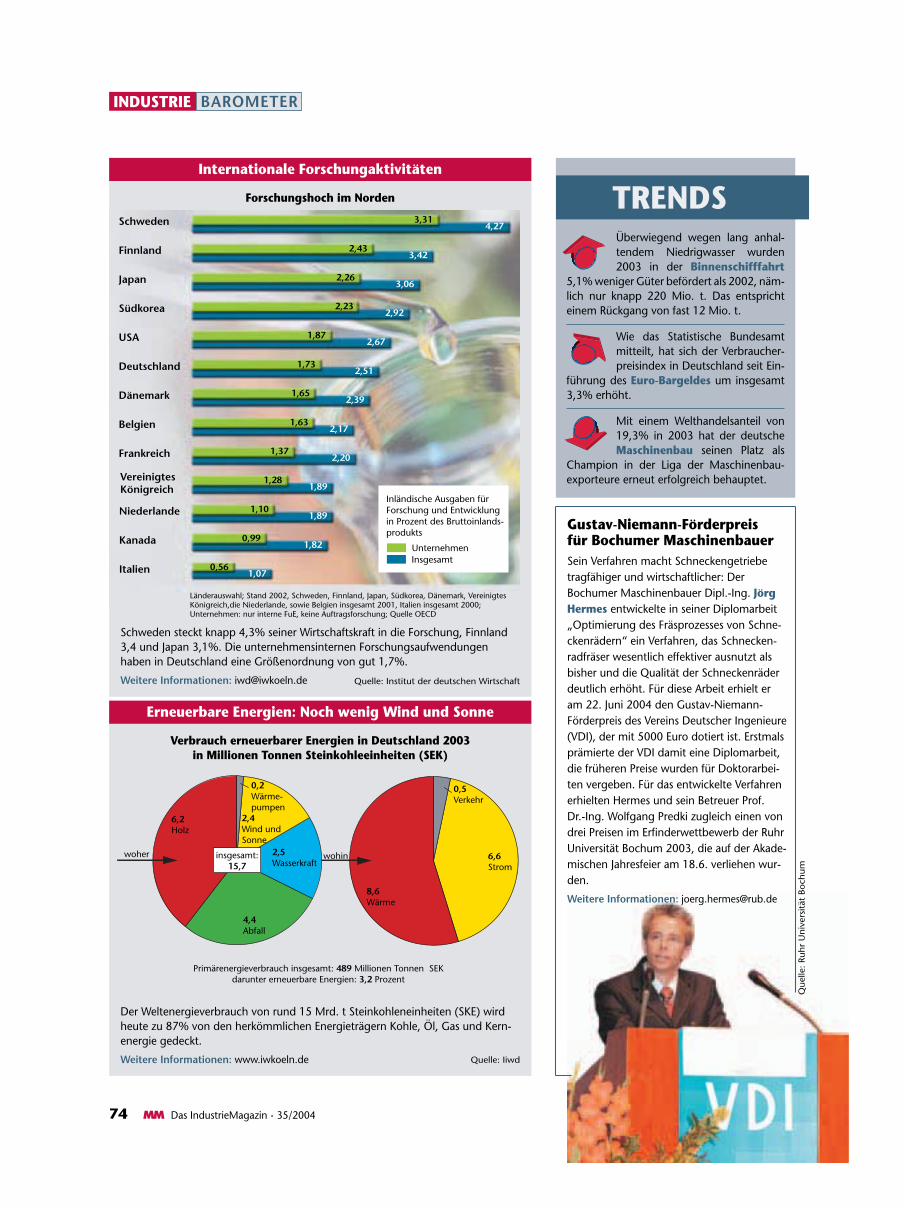
74 MM Das IndustrieMagazin · 35/2004
Überwiegend wegen lang anhal-tendem Niedrigwasser wurden2003 in der Binnenschifffahrt
5,1% weniger Güter befördert als 2002, näm-lich nur knapp 220 Mio. t. Das entsprichteinem Rückgang von fast 12 Mio. t.
Wie das Statistische Bundesamtmitteilt, hat sich der Verbraucher-preisindex in Deutschland seit Ein-
führung des Euro-Bargeldes um insgesamt3,3% erhöht.
Mit einem Welthandelsanteil von19,3% in 2003 hat der deutscheMaschinenbau seinen Platz als
Champion in der Liga der Maschinenbau-exporteure erneut erfolgreich behauptet.
TRENDS
INDUSTRIE BAROMETER
Gustav-Niemann-Förderpreisfür Bochumer MaschinenbauerSein Verfahren macht Schneckengetriebetragfähiger und wirtschaftlicher: DerBochumer Maschinenbauer Dipl.-Ing. JörgHermes entwickelte in seiner Diplomarbeit„Optimierung des Fräsprozesses von Schne-ckenrädern“ ein Verfahren, das Schnecken-radfräser wesentlich effektiver ausnutzt alsbisher und die Qualität der Schneckenräderdeutlich erhöht. Für diese Arbeit erhielt eram 22. Juni 2004 den Gustav-Niemann-Förderpreis des Vereins Deutscher Ingenieure(VDI), der mit 5000 Euro dotiert ist. Erstmalsprämierte der VDI damit eine Diplomarbeit,die früheren Preise wurden für Doktorarbei-ten vergeben. Für das entwickelte Verfahrenerhielten Hermes und sein Betreuer Prof.Dr.-Ing. Wolfgang Predki zugleich einen vondrei Preisen im Erfinderwettbewerb der RuhrUniversität Bochum 2003, die auf der Akade-mischen Jahresfeier am 18.6. verliehen wur-den.
Weitere Informationen: [email protected]
Que
lle:
Ruh
rU
niv
ersi
tät
Boc
hum
Internationale Forschungaktivitäten
3,31
2,43
2,26
2,23
1,87
1,73
1,65
1,63
1,37
1,28
1,10
0,99
0,56
4,27
3,42
3,06
2,92
2,67
2,51
2,39
2,17
2,20
1,89
1,89
1,82
1,07
Schweden
Finnland
Japan
Südkorea
USA
Deutschland
Dänemark
Belgien
Frankreich
VereinigtesKönigreich
Niederlande
Kanada
Italien
Inländische Ausgaben fürForschung und Entwicklungin Prozent des Bruttoinlands-produkts
UnternehmenInsgesamt
Länderauswahl; Stand 2002, Schweden, Finnland, Japan, Südkorea, Dänemark, VereinigtesKönigreich,die Niederlande, sowie Belgien insgesamt 2001, Italien insgesamt 2000;Unternehmen: nur interne FuE, keine Auftragsforschung; Quelle OECD
Forschungshoch im Norden
Schweden steckt knapp 4,3% seiner Wirtschaftskraft in die Forschung, Finnland3,4 und Japan 3,1%. Die unternehmensinternen Forschungsaufwendungenhaben in Deutschland eine Größenordnung von gut 1,7%.
Weitere Informationen: [email protected] Quelle: Institut der deutschen Wirtschaft
Erneuerbare Energien: Noch wenig Wind und Sonne
6,6Strom
0,5Verkehr
8,6Wärme
woher wohin
6,2Holz
0,2Wärme-pumpen
2,4Wind undSonne
2,5Wasserkraft
4,4Abfall
insgesamt:15,7
Primärenergieverbrauch insgesamt: 489 Millionen Tonnen SEKdarunter erneuerbare Energien: 3,2 Prozent
Verbrauch erneuerbarer Energien in Deutschland 2003in Millionen Tonnen Steinkohleeinheiten (SEK)
Der Weltenergieverbrauch von rund 15 Mrd. t Steinkohleneinheiten (SKE) wirdheute zu 87% von den herkömmlichen Energieträgern Kohle, Öl, Gas und Kern-energie gedeckt.
Weitere Informationen: www.iwkoeln.de Quelle: Iiwd































