Embed Size (px)
Citation preview

Logistiksysteme
Betriebswirtschaftliche Grundlagen
Bearbeitet vonHans-Christian Pfohl
8., neu bearb. u. aktual. Aufl. 2009. Taschenbuch. xvi, 406 S. PaperbackISBN 978 3 642 04161 7
Format (B x L): 15,5 x 23,5 cmGewicht: 638 g
Wirtschaft > Spezielle Betriebswirtschaft > Logistik, Supply-Chain-Management
Zu Inhaltsverzeichnis
schnell und portofrei erhältlich bei
Die Online-Fachbuchhandlung beck-shop.de ist spezialisiert auf Fachbücher, insbesondere Recht, Steuern und Wirtschaft.Im Sortiment finden Sie alle Medien (Bücher, Zeitschriften, CDs, eBooks, etc.) aller Verlage. Ergänzt wird das Programmdurch Services wie Neuerscheinungsdienst oder Zusammenstellungen von Büchern zu Sonderpreisen. Der Shop führt mehr
als 8 Millionen Produkte.

B Verrichtungsspezifische Subsysteme der Logistik
B Verrichtungsspezifische Subsysteme der Logistik
1 Auftrags-abwicklung
2 Lagerhaltung (Lager-bestände)
3 Lagerhaus
1.1 Definition und Funktionen der Auftrags-abwicklung
2.1 Definition und Funktionen der Lager-haltung
2.2 Lager-haltungs-aufgaben
2.3 Vorrats-ergänzungund-sicherung
2.4 SelektiveLagerhaltung
3.1 Definition undFunktionendes Lager-hauses
3.2 Lagerhaus-aufgaben
3.3 Lagerplatz-zuordnung
3.4 Technik im Lagerhaus
1.2 Auftrags-abwicklungs-aufgaben
1.3 Formen der Auftrags-abwicklung
1.4 Verknüpfung logistischer Informations-systeme
5 Transport4 Verpackung
4.1 Definition undFunktionender Verpackung
4.2 Verpackungs-aufgaben
4.3 LogistischeEinheiten
4.4 ModulareVerpackung
5.1 Definition undFunktionendes Transports
5.2 Transport-aufgaben
5.3 Transport-mittel
5.4 KombinierterVerkehr

Jedes System lässt sich in ein übergeordnetes System einordnen sowie in eine An-zahl von Subsystemen aufgliedern. Eine Aufgliederung des Gesamtsystems der Logistik in Subsysteme ermöglicht eine Konkretisierung der für die Logistik cha-rakteristischen Entscheidungsprobleme. Das Gesamtsystem der Logistik wird hierzu entsprechend der in Kap. A vorgenommenen funktionellen Abgrenzung in die Folgenden verrichtungsspezifischen Subsysteme zerlegt:
Auftragsabwicklung, Lagerhaltung, Lagerhaus, Verpackung, Transport.
Im Rahmen dieses Buches ist es nicht möglich, die verrichtungsspezifischen Subsysteme der Logistik in ihrer gesamten Breite und Tiefe darzustellen, sondern es ist eine Beschränkung auf grundlegende Aspekte notwendig. Hierzu wird je-weils jedes verrichtungsspezifische Subsystem definiert und seine Funktionen im Gesamtsystem der Logistik werden erörtert. Danach folgt eine Charakterisierung der im verrichtungsspezifischen Subsystem wahrzunehmenden Aufgaben. Schließlich wird noch auf spezifische Entscheidungstatbestände eingegangen, die für das jeweils behandelte verrichtungsspezifische Subsystem als besonders ty-pisch anzusehen sind.
Es erfolgt eine Beschränkung auf die Logistiksysteme in Industrie- und Han-delsunternehmen.1 In der Handelsliteratur wird das Logistiksystem auch als Teil der Warenwirtschaft des Handelsunternehmens diskutiert.2 Unter Warenwirtschaft ist die physische, administrative und dispositive Behandlung von Handelsware zu verstehen. Sie lässt sich in die funktionalen Subsysteme Warenwirtschaftssystem und Warenprozesssystem zerlegen. Das Warenwirtschaftssystem umfasst alle wa-renbezogenen Informationsprozesse und wird im Abschnitt über die Auftragsab-wicklung gesondert dargestellt. Das Warenprozesssystem umfasst alle warenbezo-genen physischen Prozesse. Dazu gehören die im Folgenden zu behandelnden
1 Speziell zu Handelsunternehmen vgl. Prümper, 1979; Toporowski, 1996; Schnedlitz/Teller,
1999; Arnold u. a., 2008, S. 525ff. Speziell zur Logistik in der Bauwirtschaft vgl. Günthner/Zimmermann, 2008.
2 Vgl. Ebert, 1986, S. 49ff. und S. 70ff.

70 B.1 Auftragsabwicklung
logistischen Teilprozesse des Warenflusses als auch die Veränderung der Ware durch handelsübliche Manipulation.
Die Logistikunternehmen werden in Kap. D gesondert behandelt. Die Logistik in den anderen Dienstleistungsunternehmen wird nicht an besonderer Stelle darge-stellt, da die Logistikproblematik vergleichsweise gering ist, wenn lediglich Be-triebsstoffe als logistische Objekte betrachtet und die anstehenden Logistikprob-leme von ihrer Art denen in Industrie- und Handelsunternehmen ähneln. Die Übertragung der Logistikkonzeption auf spezifische Dienstleistungen, die etwa von einer Bank am Markt angeboten werden, kann im Rahmen dieses Buches nicht geleistet werden.
1 Auftragsabwicklung
1.1 Definition und Funktionen der Auftragsabwicklung
Definition
Der Auftrag ist die Grundlage des Informationsflusses im Logistiksystem. Abb. B.1 zeigt, welche Informationen einem vollständig ausgefüllten Auftragsformular auf jeden Fall zu entnehmen sein sollten. Die Vollständigkeit und Richtigkeit der Informationen sind deshalb so wichtig, weil sie der Input für das Logistiksystem sind. Fehler bei diesen Informationen können durch Kontrollen im System im All-gemeinen nicht mehr aufgedeckt werden, sondern machen sich erst bemerkbar, wenn die Güter beim Empfangspunkt eintreffen. Außerdem ist der Auftrag eine wichtige Informationsquelle für andere Unternehmensbereiche.
Als externer Auftrag (Kundenauftrag) ist er ein wichtiges Bindeglied für die Distributionslogistik des Lieferanten und die Beschaffungslogistik des Kunden. Als interner Auftrag ist er das Bindeglied zwischen intraorganisatorischen Logis-tiksystemen, wie z. B. zwischen Produktionslogistik und Beschaffungslogistik oder Zentrallager und Außenlager. Die Auftragsabwicklung wird im Folgenden am Beispiel des externen Auftrags definiert. Diese Definitionen lassen sich jedoch analog auf interne Aufträge mit unterschiedlichen Empfangs- und Lieferpunkten übertragen. Bei der Definition der Auftragsabwicklung können zwei Sichtweisen – eine aus dem Bereich der Distributionslogistik und eine aus dem Bereich der Pro-duktionslogistik – unterschieden werden.
Definitionen aus dem Bereich der Distributionslogistik betonen die funktionel-le Dimension der Auftragsabwicklung. Entsprechend lässt sich die Auftragsab-wicklung als die Übermittlung und „datenmäßige Bearbeitung und Kontrolle der Aufträge vom Zeitpunkt der Auftragsaufgabe beim Kunden bis zur Ankunft der

1.1 Definition und Funktionen der Auftragsabwicklung 71
Sendungsdokumente und Rechnungen beim Kunden“3 definieren. Im Mittelpunkt der Auftragsabwicklung steht somit der Formularfluss zur Erledigung eines Auf-trages. Sie bildet neben der Kommissionierung, der Verpackung und dem Trans-port einen Teil des Auftragszyklusses.4 Unterschiede zwischen den verschiedenen Definitionen dieser Sichtweise beruhen im Wesentlichen auf der Einbeziehung von Materialflussaufgaben sowie dem Grad der Einbeziehung des finanzwirt-schaftlichen Stroms (z. B. Debitorenkontokorrent).
In einer im Vergleich zu dieser engen distributionslogistischen Sicht weiter ge-fassten Definition aus dem Bereich der Produktionslogistik wird die Auftragsab-wicklung als marktgerechte Steuerung der Material- und Informationsflüsse vom Rohmateriallieferanten bis zum Endkunden definiert. Sie wird somit zum umfas-senden Konzept aller am Auftragsdurchlauf beteiligten Funktionsbereiche.5 Die Auftragsabwicklung kann definiert werden als zentraler Aufgabenbereich zur Er-füllung der Leistungsverpflichtung innerhalb der industriellen Produktion. Sie bil-det „das Bindeglied zwischen den externen Informationen und deren interner Um-setzung, indem sie die vom Markt induzierten Anfragen und Aufträge in konkrete innerbetriebliche Vorgaben und Handlungsweisen umwandelt. Folglich berührt 3 Klee/Türks, 1970, S. 69. Vgl. auch Türks, 1972, S. 67f.; Filz, 1993, S. 69ff.; Specht/Fritz,
2005, S. 159 f. 4 Vgl. Stock/Lambert, 2001, S. 146ff. 5 Vgl. zu diesem Konzept Rohweder, 1995; Knolmayer/Mertens/Zeier, 2000, S. 2 und S. 25ff.
Siehe auch Kap. C, Abschn. 2.3.
Auftragsformular
Artikelbezeichnung und Artikelnummer
Auftragsnummer, Auftragsdatum
Kundenadresse und Kundennummer
Branche des Kunden, Stellung im Absatzweg
Verkäufer und Verkaufsgebiet
Menge des Artikels, Bruttopreis
Verkaufsbedingungen, Rabatte
Transportmittel, zu berechnender Versandkostenanteil
Versandanschrift, Liefertermin
Abb. B.1 Der Auftrag als Informationsquelle

72 B.1 Auftragsabwicklung
die Auftragsabwicklung nahezu sämtliche Unternehmensbereiche, die entweder mit der direkten Leistungserstellung befasst sind oder für die, als angrenzende administrative Bereiche, entsprechende Daten und Kontrollinformationen bereit-zustellen sind.“6
Diese Sichtweise ist typisch für die kundenspezifische Montage, Produktion und Konstruktion, wobei Auftragsabwicklung in vielen Fällen mit der Produkti-onsplanung und -steuerung gleichgesetzt wird. In diesen Definitionen wird zudem häufig zwischen technischer und kaufmännischer Auftragsabwicklung differen-ziert. Während die technische Auftragsabwicklung die vertriebliche Angebots-schreibung, Konstruktion, Arbeitsvorbereitung, Beschaffung, Teilefertigung, Montage und den Versand umfasst, gehören zur kaufmännischen Auftragsabwick-lung Kalkulation, Einkauf und Finanzbuchhaltung.
Die für die Auftragsabwicklung benötigte Zeit ist ein wesentlicher Bestandteil der Lieferzeit. Denn diese entsteht nicht nur während der physischen Bewegung der Güter zwischen Liefer- und Empfangspunkt. Sie umfasst auch die notwendige Zeit, die für die zuvor stattfindenden Kommunikationsvorgänge und für die not-wendige Bearbeitung der Auftragsdokumente benötigt wird. Um die Bedeutung der Auftragsabwicklung für die Lieferzeit deutlich zu machen, wird anstelle des Begriffs Lieferzeit auch der Begriff Auftragsperiode verwendet. Sehr häufig wird der Anteil der Zeit für die Auftragsübermittlung an der Länge der Lieferzeit unter-schätzt. Eine Analyse der Lieferzeit eines Unternehmens ergab beispielsweise, dass die Zeit für die Auftragsübermittlung 20% der gesamten Lieferzeit betrug, wenn die Lieferzeit kurz war; sie betrug dagegen 75%, wenn die Lieferzeit lang war.7 Die Ursache für eine lange Lieferzeit lag in diesem Fall also vor allem bei der langsamen Auftragsübermittlung und nicht bei den anderen Elementen der Lieferzeit, denen normalerweise ein wesentlich größerer Einfluss auf die Länge der Lieferzeit zugebilligt wird als der Auftragsübermittlung. Bei der Analyse der Lieferzeit werden sich gerade bei der Auftragsübermittlung sowie auch bei der Auftragsbearbeitung Rationalisierungsmöglichkeiten ergeben, die Kostensenkun-gen und eine erhebliche Verkürzung der Lieferzeit zur Folge haben können.
Auftragsübermittlung und -bearbeitung stehen in sehr engem Zusammenhang. Tätigkeiten, die in einem Unternehmen Bestandteil der Auftragsbearbeitung sind, können in einem anderen schon bei der Auftragsübermittlung mit erledigt werden. Stehen dem Kunden beispielsweise internetbasierte einheitliche Auftragsformulare des Lieferanten zur Verfügung, so gehört das Ausfüllen dieser elektronischen Auf-tragsformulare durch den Kunden zur Auftragsübermittlung. Schickt der Kunde dagegen den Auftrag in Papierform an den Lieferanten, so ist es in vielen Unter-nehmen nötig, diesen Auftrag in ihr EDV-System zu übertragen, was dann Teil der Auftragsbearbeitung ist und oft Fehler verursacht.
6 Wildemann, o. J., S. 49. 7 Vgl. Johnson/Parker, 1961, S. 44.

1.1 Definition und Funktionen der Auftragsabwicklung 73
Funktionen
Die Auftragsabwicklung hat drei Funktionen: Die Gewährleistung eines dem Gü-terfluss vorauseilenden Informationsflusses, die Gewährleistung eines den Güter-fluss begleitenden Informationsflusses und die Gewährleistung eines den Güter-fluss nacheilenden Informationsflusses. Aufgrund dieser drei Informationsflüsse ist es möglich, den Güterfluss zu planen, zu steuern und zu kontrollieren. Der Gü-terfluss bzw. die Güter werden dadurch logistisch determiniert.
Der dem Güterfluss vorauseilende Informationsfluss soll alle in den Güterfluss eingeschalteten Stellen rechtzeitig über die eintreffenden Güter informieren. Sie erhalten auf diese Weise den notwendigen Planungs- und Dispositionsspielraum, der für eine unter Kosten- und Servicegesichtspunkten optimale Realisierung des Güterflusses Voraussetzung ist. Beispielsweise können unnötige Wartezeiten von anliefernden Lastkraftwagen an der Entladerampe vermieden werden.
Der den Güterfluss begleitende Informationsfluss soll alle in den Güterfluss eingeschalteten Stellen mit den Informationen versorgen, die für die operative Ausführung von Transport-, Umschlags- und Lagertätigkeiten vor Ort notwendig sind. Hierzu gehört etwa die richtige Handhabung gefährlicher Güter. Außerdem soll durch den den Güterfluss begleitenden Informationsfluss eine Verfolgung des Güterflusses durch das logistische Netzwerk ermöglicht werden. Der Güterfluss ist so lange zu kontrollieren, bis die Güter beim Empfangspunkt eingetroffen sind. Nur wenn man bei jedem Auftrag darüber informiert ist, in welcher Phase der Ab-fertigung er sich befindet, kann gegebenenfalls die Abfertigung beschleunigt oder aber auch verzögert werden. Erst aufgrund dieser Information kann sichergestellt werden, dass die Güter zum gewünschten Zeitpunkt beim Empfangspunkt eintref-fen.
Der dem Güterfluss nacheilende Informationsfluss besteht aus Informationen, die erst nach der Realisierung des Güterflusses fließen können. Dies kann bei-spielsweise bei einer entsprechenden Organisationsform der Fakturierung die Rechnung sein. Es ist aber auch ein Informationsfluss entgegengesetzt dem Güter-fluss möglich. Dazu gehören Informationen, die, von den begleitenden Informati-onen ausgehend, der Rückmeldung über den Stand der Abfertigung eines Auftrags dienen. Ein Beispiel hierfür ist die Information zurück an den Lieferpunkt, zu wel-chen Zeitpunkten bestimmte kritische Stationen in der Transportkette, etwa Grenzübergänge im internationalen Transport, vom Güterfluss passiert worden sind. Zum nacheilenden Informationsfluss gehören aber auch Informationen vom Empfänger an den Lieferanten über die Qualität des Lieferservice, z. B. in Form von Reklamationen. Letztlich beinhaltet der dem Güterfluss nacheilende Informa-tionsfluss Informationen, die man im Rahmen der Auftragsauswertung dem Auf-trag entnehmen kann und für die sich andere Unternehmensbereiche (z. B. die Marktforschung) interessieren.
Neben der begleitend zum Güterfluss stattfindenden Steuerung von Informati-onsflüssen gewinnt in letzter Zeit in zunehmendem Maße der Begriff der Informa-tions- bzw. Office-Logistik an Bedeutung. Viele Unternehmen konzentrieren sich

74 B.1 Auftragsabwicklung
immer stärker auf ihre Kernkompetenzen und überlassen anderen Dienstleistungs-unternehmen den Bereich des Empfanges, der Versendung, der Verarbeitung, der Bereitstellung, der Archivierung und Vernichtung großer Datenmengen.8 Ziel der Informationslogistik ist insbesondere die Versorgung des Mitarbeiters mit den für ihn richtigen Informationen zur richtigen Zeit am richtigen Ort.9 Das Geschäfts-feld der Office-Logistik als Teilbereich der Informationslogistik beinhaltet wie-derum die Poststellenlogistik, die Archivlogistik sowie die Akten- und Datenträ-gervernichtung. Als typischer Service eines Office-Logistikdienstleisters gilt im Rahmen der Poststellenlogistik beispielsweise die medienunabhängige, d. h. so-wohl physische als auch digitale Sortierung und Verteilung von Eingangs- und in-terner Hauspost. Aufgabe der Archivlogistik ist dagegen das Handling von Akten-beständen. Der Dienstleister übernimmt hierbei oftmals die jeweiligen Bestände von seinen Kunden, erfasst diese informationstechnisch und versieht sie mit einer Identifikationsnummer. Danach gelangen die Akten auf einen Platz in einem häu-fig chaotisch organisierten Sicherheitslager. Die Vorteile des Outsourcings dieser Aufgaben an einen Dienstleister liegen vor allem in der Variabilisierung fixer Kosten, der Erzielung von Skaleneffekten bei Investitionen sowie in der Erhöhung der Transparenz im Unternehmen durch eine saubere und genaue Prozessdoku-mentation.10
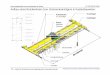
1.2 Auftragsabwicklungsaufgaben Unabhängig von der Art der Auftragsabwicklung lassen sich immer bestimmte Grundaufgaben unterscheiden, die zu erfüllen sind. Diese Aufgaben sind am ein-fachsten zu erkennen, wenn man den in Abb. B.2 dargestellten Weg der Auftrags-information bei der Auftragsabwicklung verfolgt.11 Es wird deutlich, dass die Auf-tragsabwicklung eng mit den übrigen verrichtungsspezifischen Subsystemen der Logistik verbunden ist.
Übermittlung
Der Ausgangspunkt für die Auftragsinformation ist die Auftragserstellung beim Kunden. Die Art der Übermittlung des Auftrags bestimmt weitgehend die Form der Auftragserstellung. Die Aufträge können vom Kunden per Brief, Fernschrei-ben, Telefax, Telefon oder elektronischer Datenverarbeitung an einen Außen-dienstmitarbeiter, an ein dezentrales Verkaufsbüro oder direkt an die Zentrale des Lieferanten übermittelt werden. Der Außendienstmitarbeiter kann den Auftrag auch selbst beim Kunden aufnehmen und seinerseits dann weiterleiten. Bei jeder dieser Möglichkeiten muss das Problem der Kontrolle der Auftragserstellung an- 8 Vgl. Peters, 2003. 9 Vgl. Lienemann, 2001, S. 13ff. 10 Vgl. Peters, 2003; Klotz, 2003, S. 25. 11 Vgl. zum Folgenden Pfohl, 1972, S. 89ff.; Türks, 1972, S. 68ff.; Arnold u. a., 2008, S. 191ff.
und S. 406f.

1.2 Auftragsabwicklungsaufgaben 75
ders gelöst werden, das vor allem dann vordringlich wird, wenn die Auftragsbear-beitung nicht mehr manuell, sondern durch den Einsatz von elektronischer Daten-verarbeitung erfolgt.
Eine klassische Methode zur Kontrolle der Auftragserstellung ist der Einsatz von Außendienstmitarbeitern, die selbst beim Kunden ein vorgedrucktes Auftrags-formular ausfüllen. Es besteht auch die Möglichkeit, dem Kunden Auftragsformu-lare, auf denen alle Artikel schon vorgedruckt sind (Ordersätze) und in die nur noch die gewünschte Menge eingesetzt werden muss, mit der Bitte um ausschließ-liche Verwendung zur Verfügung zu stellen. Wird dem Kunden gestattet, seine ei-genen Auftragsformulare zu gebrauchen, so muss der Lieferant die Auftragsin-formation nach Erhalt des Auftrags noch aufbereiten. Das verursacht zusätzliche Kosten und birgt zusätzliche Fehlerquellen in sich. Kostenerwägungen und die Verringerung der Wahrscheinlichkeit des Entstehens von Fehlern, die der Auf-tragsbearbeitung angelastet werden können sprechen dafür, die Verantwortung für das Ausfüllen des Auftragsformulars, das während der Auftragsbearbeitung be-nutzt wird, soweit wie möglich dem Kunden zu überlassen. Hierbei ist jedoch auch zu berücksichtigen, dass dem Kunden das Erteilen eines Auftrages möglichst erleichtert werden soll und der Lieferant unter Lieferservicegesichtspunkten flexi-bel auf die diesbezüglichen Kundenwünsche einzugehen hat.
Stationen der Auftragsabwicklung
Aufbereitung
Umsetzung
Zusammenstellung
Versand
Fakturierung
Transport
Lagerhaltung
Lagerhaus
Übermittlung
Andere Logistik-Subsysteme
Abb. B.2 Der Weg der Auftragsinformation bei der Auftragsabwicklung und die Verbindung
zu den übrigen Subsystemen der Logistik (Quelle: In enger Anlehnung an Türks, 1972, S. 69)

76 B.1 Auftragsabwicklung
Um den hohen Kundenanforderungen hinsichtlich der Verfügbarkeit der be-stellten Waren, kurzer Lieferzeiten (die oft von der Auftragsbearbeitungszeit maß-geblich abhängen) und Informationen über den Stand der Auftragsbearbeitung (sog. Statusinformationen) bis zur automatisierten Avisierung von Lieferterminen gerecht zu werden,12 wird bei der Auftragsabwicklung die elektronische Daten-verarbeitung eingesetzt. So können lange Auftragsübermittlungszeiten und hohe Kosten verursachende Fehler bei der Auftragserstellung und -übermittlung durch moderne Systeme der Auftragsdatenerfassung vermieden werden.13 Es ist möglich, die Auftragsdaten vom Lieferpunkt direkt in den Computer am Empfangspunkt einzuspielen.
Die richtige Wahl der Übermittlungsart für den Auftrag kann nur getroffen werden, wenn die Auswirkungen auf die gesamte Lieferzeit berücksichtigt wer-den. Höhere Kosten infolge einer schnelleren Auftragsübermittlung können durch die Vorteile einer kürzeren Lieferzeit mehr als kompensiert werden. Außerdem muss bei der Wahl der Übermittlungsart darauf geachtet werden, dass sie nicht die Ursache für stoßweise übermittelte Aufträge werden. Es ist danach zu streben, das Logistiksystem möglichst gleichmäßig auszulasten und deshalb Faktoren, die eine Anhäufung von Aufträgen zu bestimmten Zeitpunkten verursachen, soweit wie möglich auszuschalten.
Aufbereitung und Umsetzung
Die Auftragsübermittlung erfolgt an eine Auftragsempfangsstelle des Unterneh-mens, die die Aufträge für die Weiterverarbeitung im Unternehmen aufbereitet. Durch diese Aufbereitung wird der Auftrag den unternehmensinternen Anforde-rungen angepasst. Hierzu gehört zunächst, dass der Auftrag um möglicherweise noch fehlende Informationen ergänzt wird. Außerdem muss der Auftrag im Hin-blick auf Preiskonditionen, Liefermodalitäten und die Bonität des Kunden über-prüft werden. Schließlich ist der Auftrag in das Logistiksystem einzuplanen. Vor-aussetzung hierfür ist die Verfügbarkeit des gewünschten Produktes im Lager. Es zeigt sich also, dass von der Aufbereitung des Auftrags ein Informationsfluss zum Bestandsmanagement (Lagerhaltung) geht. Die Auftragsabwicklung kann hierbei Maßnahmen im Bereich der Bestandsdisposition oder der Produktionsplanung in Gang setzen, falls die gewünschten Güter nicht auf Lager sind.
Im Anschluss an die Aufbereitung der Aufträge erfolgt entweder manuell, me-chanisch oder elektronisch in der Regel eine Umsetzung (ein Umschreiben) der Aufträge in Auftragsbestätigungen und in interne Bearbeitungspapiere, wie etwa die Lieferanzeige für die Abfertigung des Auftrags im Lager einschließlich aller Versandpapiere.14 Durch die zunehmende EDV-Integration wird die Umsetzung
12 Vgl. Stock/Lambert, 2001, S. 170f. 13 Vgl. Pfohl, 1997, S. 5ff.; Stock/Lambert, 2001, S. 149ff. 14 Vgl. Stock/Lambert, 2001, S. 149ff.

1.2 Auftragsabwicklungsaufgaben 77
jedoch automatisiert und der Informationsfluss kann dementsprechend papierlos erfolgen.
Zusammenstellung und Versand
Aufgrund der aufbereiteten und umgesetzten Aufträge erfolgen die Zusammenstel-lung (Kommissionierung) der Güter im Lager und der Versand. Hierbei fallen weitere Informationsverarbeitungsaufgaben an. So müssen die Lagerpapiere auf-grund ihres Inhalts (z. B. Auftragsgröße, Eilauftrag, gemeinsam auszuliefernde Aufträge) und aufgrund der Organisation der Kommissionierung disponiert wer-den. Nach der Kommissionierung werden die Papiere unter Umständen mit Daten über Gewicht, Positionsart, Verpackung und Bereitstellungstermin ergänzt. Die Auftragsabwicklung liefert in dieser Phase Informationen für das Lagerhaus und die Lagerhaltung, beispielsweise für die Steuerung von Lagerbediengeräten oder für die Lagerbuchhaltung.
Nach der Zusammenstellung erfolgt die Fertigstellung der Versandpapiere, die gegebenenfalls mit Fracht-, Transport- und Zeitdaten ergänzt werden müssen. Be-stehen Wahlmöglichkeiten, so erfolgt in dieser Phase die Festlegung des optima-len Transportmittels und Transportweges für die Auslieferung der Güter. Enge In-formationsbeziehungen bestehen also zum Transportwesen, denn die Verladung und der Transport der Güter werden durch die Informationsverarbeitung in dieser Phase ausgelöst.
Fakturierung
Die Fakturierung (Rechnungslegung) der Aufträge kann nach der Versanddisposi-tion oder vor bzw. auch parallel zu den Phasen der Zusammenstellung und des Versandes erfolgen. Im ersten Fall spricht man von Nachfakturierung, im zweiten Fall von Vorfakturierung. Das wesentliche Unterscheidungsmerkmal zwischen diesen beiden Arten der Fakturierung ist, dass bei der Vorfakturierung die Rech-nung schon in der Phase der Aufbereitung und Umsetzung erstellt wird, also bevor die Güter physisch kommissioniert werden. Bei der Nachfakturierung dagegen muss der Vorgang der Kommissionierung abgeschlossen sein, bevor die Rechnung erstellt wird. Das Vorfakturieren basiert auf der Überlegung, dass alle Schreibar-beiten soweit wie möglich in einer Phase erledigt werden, so dass weitere Schreibarbeiten möglichst überflüssig sind. Vorausgesetzt wird hierbei, dass ent-weder stets genügend hohe Lagerbestände vorhanden sind oder dass eine stets ak-tuelle Bestandsfortschreibung existiert, die über die disponiblen Bestände Aus-kunft gibt. Außerdem darf der Zeitbedarf für die Erledigung dieser Schreibarbeiten nicht zu groß sein, da sonst die Kommissionierung zu lange ver-zögert wird. Dies würde aber der Forderung widersprechen, dass die Aufträge möglichst kontinuierlich und schnell in das Lager fließen sollen.
Das Nachfakturieren stellt diese Gedanken des schnellen Informationsflusses in das Lager und den Kommissionierungsakt in den Vordergrund. Soll die Rechnung zusammen mit den Gütern verschickt werden, so muss allerdings dafür Sorge ge-

78 B.1 Auftragsabwicklung
tragen werden, dass die Rechnungserstellung schnell vonstatten geht. Denn sonst geht möglicherweise der mit dem Nachfakturieren erstrebte zeitliche Vorteil wie-der verloren. Wird die Rechnung extra geschickt, so entstehen zusätzlich Porto-kosten, die bei einer großen Anzahl von Aufträgen nicht vernachlässigbar sind.
Die grundsätzlichen Überlegungen zur Vor- und Nachfakturierung können selbstverständlich auch auf die anderen Auftragsbearbeitungsaktivitäten übertra-gen werden. So besteht grundsätzlich die Möglichkeit, möglichst wenig Vorarbei-ten vor der Kommissionierung zu machen, um die Aufträge ohne große Verzöge-rungen in das Lager laufen zu lassen. Die andere Möglichkeit besteht eben darin, möglichst alle Schreibarbeiten in einem Vorgang vor der Kommissionierung zu erledigen.
1.3 Formen der Auftragsabwicklung Verschiedene Formen oder Systeme der Auftragsabwicklung lassen sich danach unterscheiden, welche Instrumente zur Bewältigung des Formular- oder Beleg-flusses eingesetzt werden. Angestrebt werden bei allen Auftragsabwicklungsfor-men die Vermeidung von Handarbeit beim Schreiben, die einmalige Durchfüh-rung gleicher Informationsverarbeitungsaktivitäten und ein schneller Informationsfluss zu den Stellen, an denen der Güterfluss ausgelöst wird.
Manuelle Formen
Vor der Einführung elektronischer Datenverarbeitung wurden die manuellen For-men der Auftragsabwicklung optimiert. Hierbei ging es vor allem darum, den Schreibaufwand und den Aufwand für die Umsetzung des Auftrages so gering wie möglich zu halten und die im Auftrag vorhandenen Informationen für die weitere Verwendung in der Produktion, im Lager und beim Transport möglichst in einem Arbeitsgang vorzubereiten. Bedingt durch den einfachen Zugang zu elektronischen Datenverarbeitungssyste-men und der Notwendigkeit, immer kürzere Lieferzeiten zu realisieren, sind aller-dings mittlerweile fast ausschließlich maschinelle Formen der Auftragsabwick-lung im Einsatz.
Maschinelle Formen
Die Auftragsabwicklung bietet sich für den Einsatz elektronischer Datenverar-beitung an, weil sie im Allgemeinen aus einer Vielzahl routinemäßiger, zeitrau-bender Tätigkeiten besteht und die dem Auftragsformular zu entnehmenden In-formationen in vielfältiger Weise ausgewertet werden müssen (z. B. Anfertigen einer Artikelumsatzstatistik oder Lieferantenumsatzstatistik). Der Umfang der EDV-Unterstützung ist in der Regel geringer, wenn der Umsatz niedrig oder die Anzahl der Aufträge bzw. Artikel gering sind. Außerdem ist die EDV-Unterstützung weniger umfangreich, wenn die Auftragsbearbeitung sehr flexibel sein muss, weil bei der Bearbeitung der Aufträge viele Ausnahmen gemacht wer-

1.3 Formen der Auftragsabwicklung 79
den müssen. Prinzipiell können jedoch alle in Abb. B.3 aufgeführten Entschei-dungs-, Prüfungs-, Schreib- und Übermittlungsaufgaben von Systemen der elekt-ronischen Datenverarbeitung übernommen werden. Abhängig von der Phase der Auftragsabwicklung, in der elektronische Datenverarbeitung eingesetzt wird, las-sen sich einstufige und mehrstufige Formen unterscheiden. Eine weitere Möglich-keit der Unterscheidung der maschinellen Formen der Auftragsabwicklung setzt an der Art der Informationsverarbeitung an. Demzufolge wird zwischen Stapelbe-trieb (Batch Processing) und Echtzeitbetrieb (Real Time Processing) unterschie-den.
Verschiedene Ansatzpunkte zum Einsatz elektronischer Datenverarbeitung existieren in den Phasen Auftragsumsetzung und Fakturierung. Bei einstufigen Formen der Auftragsabwicklung wird die elektronische Datenverarbeitung ledig-lich in einer dieser Phasen eingesetzt. Bei mehrstufigen Formen erfolgt der Einsatz in beiden Phasen und möglicherweise zusätzlich in weiteren Phasen. Die Be-schränkung auf ein einstufiges System mit einer maschinellen Auftragsumsetzung bietet sich z. B. für Unternehmen an, die für die Fakturierung die Dienstleistungen einer Factoring-Bank in Anspruch nehmen oder Kontraktabrechnungen durchfüh-ren, so dass die Rechnungsstellung selten erfolgt, während Aufträge häufig über Abruf abgewickelt werden. Ein einstufiges System mit maschineller Fakturierung ist beispielsweise in Unternehmen von Vorteil, die aufgrund des Lagersortiments in der Lage sind, mit dem manuellen Lagersatzverfahren zu arbeiten.
Mehrstufige Systeme sind vor allem dann von Vorteil, wenn folgende Voraus-setzungen gegeben sind:15
Umgehende Ausgabe von Auftragsbestätigungen, Vorprüfung des verfügbaren Warenbestandes, umfassende Prüfung der Bonität, umfassende Ausrechnung von Auftragskonditionen, kontinuierliche Kontrolle des Auftragsbestandes, sichere Kontrolle unfakturierter Lieferungen, gleich hoher Auftrags- und Rechnungsdurchsatz, ungeeignet für Factoring.
Beim Einsatz mehrstufiger maschineller Formen der Auftragsabwicklung stellt sich insbesondere die Frage, ob die Daten im Stapel- oder Dialogbetrieb verarbei-tet werden sollen bzw. müssen.
Wird die elektronische Datenverarbeitung im Stapelbetrieb eingesetzt, so wer-den die Aufträge für einen bestimmten Zeitraum (z. B. für einen Tag) gespeichert und das in der Warteschlange angesammelte Auftragsvolumen wird in einem Stoß (z. B. in der Nacht) verarbeitet. Das Ansammeln der Aufträge kann sowohl beim Auftragssachbearbeiter als auch im Computer selbst erfolgen.
15 Vgl. Türks, 1972, S. 78.

80 B.1 Auftragsabwicklung
Auf
trag
sein
gang
Ers
telle
n un
d S
ende
n de
r R
echn
ung
an K
unde
n
Anw
eisu
ng z
ur
Aus
liefe
rung
Lage
rbes
tand
s-di
spos
ition
Auf
trags
-au
swer
tung
Bes
timm
ung
des
Aus
liefe
rung
slag
ers
Auf
trags
kont
rolle
Sen
den
der
Auf
trags
best
ätig
ung
an K
unde
n
Term
inpl
anun
g fü
rA
bfer
tigun
g de
s Au
ftrag
s im
Lag
er u
nd d
en
Tran
spor
t
Erst
elle
n de
r Lie
fer-
anze
ige
eins
chlie
ßlic
h al
ler V
ersa
ndpa
pier
e
Wei
terle
iten
von
Info
rmat
ione
n an
La
gerb
esta
ndsd
ispo
sitio
n
Ers
telle
n de
r A
uftra
gsbe
stät
igun
g,W
eite
rleite
n vo
n In
form
atio
nen
an d
ie A
uftra
gsab
wic
klun
g
Auftr
ag k
ann
nich
t erfü
llt w
erde
n
Boni
tät
des
Kun
den?
Prod
ukt
auf
Lage
r?
Pro
dukt
in
ein
em
ande
ren
Lage
r?
Pro
dukt
in
Pla
nung
?
Auf
trag
rech
tzei
tig
aus-
führ
bar?
Nei
n
Nei
n
Ents
chei
dung
enTä
tigke
iten
wäh
ren
der A
uftra
gsab
wic
klun
g
Ja
Ja
Ja
Ja
Ja
Nei
n
Nei
n
Nei
n
Abb. B.3 Flussdiagramm der Auftragsabwicklung für den Einsatz der elektronischen Daten-
verarbeitung

1.3 Formen der Auftragsabwicklung 81
Beim Echtzeitbetrieb ist der Computer ständig für die Übernahme von Auf-tragsabwicklungsarbeiten bereit, so dass die Aufträge ohne den Aufbau einer War-teschlange kontinuierlich abgewickelt werden können.
Die Informationsverarbeitung im Stapelbetrieb ist im Allgemeinen kostengüns-tiger, aber wesentlich weniger leistungsfähig. Sie hat den großen Nachteil geringe-rer Flexibilität, weil Eilaufträge nicht direkt bearbeitet werden können und gerin-gerer Auskunftsbereitschaft aufgrund einer verzögerten Auftragsbearbeitung. Diese Diskrepanz zwischen dem Stand der Daten und dem realen Zustand erfor-dert zusätzliche Hilfsdateien, die neben der eigentlichen Auftragsabwicklung ge-führt werden müssen. Dagegen hat die Informationsverarbeitung im Echtzeitbe-trieb den Vorteil extrem kurzer Bearbeitungszeiten und großer Flexibilität. Die Auskunftsbereitschaft ist bei dieser Form der maschinellen Auftragsabwicklung jederzeit gegeben.
Warenwirtschaftssysteme
In Handelsunternehmen kommen heute geschlossene Warenwirtschaftssysteme zum Einsatz. Sie basieren auf einer kurzfristigen, artikelgenauen (artikelspezifi-schen) Erfassung aller Wareneingangs- und aller Warenausgangsdaten. Sie weisen eine aus vier Modulen bestehende Grundstruktur auf, die in Abb. B.4 dargestellt ist.16 Durch Warenwirtschaftssysteme gelingt es, die warenbegleitenden Informa-tionsflüsse darzustellen und im gesamten Unternehmen die notwendigen Informa-tionen bereitzustellen.
Warenwirtschaftssysteme werden als geschlossen bezeichnet, weil die im Sys-tem befindlichen Artikel durch alle Phasen des Informationsflusses geführt wer-den, ohne dass im Grenzfall manuell eingegriffen werden muss. Die Vorausset-zung für den ökonomischen Einsatz geschlossener Warenwirtschaftssysteme wird durch die Entwicklung moderner Informationsverarbeitungs- und Kommunikati-onstechnologien geschaffen. Hier können vier Entwicklungsbereiche unterschie-den werden.17
Durch Geräte zur mobilen Datenerfassung (MDE) können Daten mit Hilfe tragbarer Erfassungsgeräte direkt in EDV-gerechter Form erfasst und per Funk an die EDV-Systeme übertragen werden. Mobile Datenerfassung wird vorrangig in zwei Aufgabenkomplexen eingesetzt. Im Rahmen der Inventur werden die Wa-renbestandsdaten erfasst und direkt vom Erfassungsgerät in die EDV eingespielt. Im Rahmen der Abwicklung von Bestellungen werden die Bestelldaten dezentral, z. B. am Regal, in das Erfassungsgerät eingegeben und anschließend über eine Da-tenleitung und eine Schnittstelle in den Systemen des Lieferanten an den Lieferan-ten übermittelt. Dort können die Daten direkt in die laufende Planung einbezogen und ohne Medienbruch weiter verarbeitet werden.18
16 Vgl. Hertel, 1999, S. 3. 17 Vgl. Pfohl, 1997, S. 27ff.; Diruf, 1998, S. 189ff. 18 Vgl. Straube, 2004, S. 155ff.

82 B.1 Auftragsabwicklung
Eine weitere Reduktion manueller Eingriffe und Vermeidung von Erfassungs-fehlern ist durch eine besondere Form der Datenerfassung, das so genannte Scan-ning, möglich. Unter Scanning versteht man die automatische, kontaktfreie Erfas-sung von Warendaten durch ein Lesegerät mit Hilfe von Laser- oder Funktechnologie. Voraussetzung dafür ist die eindeutige Identifikation der Ware mittels spezieller Tags. Diese Tags bestehen entweder aus Zifferncodes oder Bar-codes, die durch einen Laser erfasst und identifiziert oder aus einem elektroni-schen Datenträger und einem Transponder, die über Funk angesprochen und aus-gelesen werden können. Bei der Lasertechnologie werden Codes in Klarschrift (OCR-Code) und in Balkenform (z. B. EAN, UPC) unterschieden.19 Im europäi-schen Einzelhandel werden beispielsweise als de Facto Standard EAN und Scan-nerkassen zur kontinuierlichen Erfassung des Warenausgangs eingesetzt. Neben solchen einfachen und begrenzten eindimensionalen Barcodes wie beispielsweise EAN existieren auch neuere zwei- und dreidimensionale Varianten, die eine höhe-re Speicherkapazität besitzen und somit z. B. ganze Lieferscheine codieren kön-nen.20 Noch mächtiger sind so genannte RFID-Tags, die eine Identifikation über Funk ermöglichen.21 RFID ist als Technologie kostenintensiver als der Einsatz von Barcodes. Sie bietet aber gerade für hochwertige und komplexe Güter und Ma-schinen neben lesenden Zugriffen zur reinen Identifikation auch die Möglichkeit schreibender Zugriffe, um z. B. Gebrauchsanweisungen, Reparaturprotokolle und anderes direkt im Gut abzulegen.22
Zur schnellen Übermittlung erfasster Daten zwischen verschiedenen Niederlas-sungen eines Unternehmens oder unternehmensübergreifend von Kunden bzw. zu
19 OCR: Optical Character Recognition, EAN: Europäische Artikelnummer, UPC: Universal
Product Code. 20 Vgl. Gleißner/Femerling, 2008, 209ff. 21 RFID: Radio Frequency Identification. 22 Vgl. Finkenzeller, 2002, S. 2ff.
Wareneingang
• Artikelspezifische Wareneingangserfassung- Abgleich der Bestellung- Bewertung und Lagerbestandsführung
• Rechnungskontrolle• Auszeichnung der Ware (Druck von Etiketten)
Warenausgang• Artikelspezifische Warenausgangserfassung (durch
Datenkassen)• Warenbestandsverbuchung
Disposition und Bestellwesen
• Ermittlung von Dispositionshilfen und Bestellvorschlägen• Bestellschreibung und Bestellüberwachung
Marketing- und Managementinformationen
• Erstellen von Bestandslisten• Erstellen von Rennlisten, Aktionslisten u. ä.
Wareneingang
• Artikelspezifische Wareneingangserfassung- Abgleich der Bestellung- Bewertung und Lagerbestandsführung
• Rechnungskontrolle• Auszeichnung der Ware (Druck von Etiketten)
Warenausgang• Artikelspezifische Warenausgangserfassung (durch
Datenkassen)• Warenbestandsverbuchung
Disposition und Bestellwesen
• Ermittlung von Dispositionshilfen und Bestellvorschlägen• Bestellschreibung und Bestellüberwachung
Marketing- und Managementinformationen
• Erstellen von Bestandslisten• Erstellen von Rennlisten, Aktionslisten u. ä.
Abb. B.4 Modularer Aufbau von Warenwirtschaftssystemen

1.3 Formen der Auftragsabwicklung 83
Lieferanten spielt das Internet eine zentrale Rolle. Der weltweite Zugang und die niedrigen Kosten ermöglichen eine nahezu verzögerungsfreie und schnelle Infor-mationsübertragung zwischen beliebigen Orten sowie eine bidirektionale Kom-munikation zwischen Geschäftspartnern z. B. zur Vereinbarung von Konditionen, Lieferterminen oder Verfügbarkeitsabfragen. Auf diese Weise können gerade häu-fig eingesetzte und standardisierte Güter und Rohstoffe automatisch geordert und zwischen Handelsunternehmen bzw. zwischen Handels- und Industrieunterneh-men vertrieben werden. Durch den hohen Verbreitungsgrad des Internets im priva-ten Umfeld spielt diese Kommunikationsmöglichkeit heute auch eine größer wer-dende Rolle in der Kommunikation mit und im Vertrieb zu den Konsumenten. Für die Auftragsabwicklung bedeuten die neuen Kommunikationsmöglichkeiten, dass eine manuelle Auftragsbearbeitung weitgehend entfallen kann.
Den vierten Entwicklungsbereich stellen computergestützte Kassensysteme dar. Aufgrund der Entwicklung in der Mikroelektronik sind moderne Kassensysteme direkt mit den Warenwirtschaftssystemen der Unternehmen vernetzt und erfassen über Scanner sowie elektronische Waagen die verkauften Artikel automatisch. Darüber hinaus ermöglichen diese Kassen auch die Zahlung über angeschlossene Kartenlesegeräte und die anschließende Abwicklung der Zahlung in den Bu-chungssystemen. Umgekehrt beziehen die Kassensysteme Informationen zu den erfassten Artikeln direkt aus den zentralen Systemen, so dass alle Kassen stets über die gleichen Artikeldaten und auch Informationen zu aktuellen Angeboten verfügen.
Solche vernetzten Warenwirtschaftssysteme ermöglichen Handelsketten einen umfassenden Überblick über die Warenbewegungen im gesamten Unternehmen.23 Mit Hilfe von EDI24 und des Internets vernetzen sich Handelsunternehmen mit be-stimmten Benutzergruppen und bilden große Netzwerke mit mehreren tausend Unternehmen. Die automatische artikelgenaue Erfassung der Abverkäufe am Point of Sale (POS) und die Kommunikation dieser Verkaufsdaten schafft in diesen Netzwerken die Grundlage für Bestellsysteme mit hoher Reaktionsfähigkeit, so genannte Quick-Response-Systeme.
Darüber hinaus ist es durch solche Warenwirtschaftssysteme mit artikelgenauer Erfassung in allen Bewegungsprozessen und Anbindung aller bei der Distribution beteiligten Unternehmen möglich, eine umfangreiche Sendungsverfolgung zur Verfügung zu stellen. Eine solche Sendungsverfolgung wird auch als Tracking & Tracing bezeichnet. Dabei ist es bspw. einem Kunden möglich, nach einer Bestel-lung alle Bewegungen der bestellten Güter in einem Webfrontend zu verfolgen und diese Informationen in seine eigene Planung einzubeziehen.
Neben der Vernetzung der Handelsunternehmen und der Anbindung der Liefe-ranten und Endverbraucher ist die Integration von Banken, Logistikdienstleistern und Marktforschungsinstituten in die komplexen warenwirtschaftlichen Informati-onsflüsse Ziel einer auf die Optimierung des Gesamtsystems ausgerichteten Per- 23 Zur Verbreitung von Warenwirtschaftssystemen vgl. Seifert/Dyrbusch, 2000, S. 72f. 24 EDI: Electronic Data Interchange.

84 B.1 Auftragsabwicklung
spektive.25 Für solche integrierten Warenwirtschaftssysteme spielt die Verknüp-fung oder Kopplung verschiedener Informationssysteme eine große Rolle.
1.4 Verknüpfung logistischer Informationssysteme Die bisherige Darstellung der Funktionen, Aufgaben und Formen der Auftragsab-wicklung zeigt, dass verschiedene logistische Subsysteme informationstechnisch miteinander verknüpft werden müssen. Das Verknüpfungsproblem stellt sich hier sowohl auf intraorganisatorischer Ebene, z. B. bei der Verknüpfung der verschie-denen Phasen der Auftragsabwicklung oder bei der Verknüpfung der Auftragsab-wicklung mit dem Lagerhaus, als auch auf interorganisatorischer Ebene, z. B. bei der Verknüpfung des internen Auftragsabwicklungssystems mit dem Auftragsab-wicklungssystem einer Spedition, des Lieferanten oder des Kunden. Beim Prob-lem der Verknüpfung logistischer Informationssysteme geht es mit anderen Wor-ten um die Gestaltung der Schnittstellen (Interfaces) zwischen solchen Systemen.
Dieses Problem ist sehr schwer zu lösen, weil die einzelnen logistischen Sub-systeme sehr unterschiedlich ausgeprägt sind und verschiedene Formate zur Da-tenverarbeitung nutzen. Sie sind zudem häufig enger mit anderen Funktionsberei-chen des Unternehmens wie Kostenrechnung, Buchhaltung oder Produktion verknüpft als untereinander. In vielen Fällen sind die einzelnen Informationssys-teme historisch gewachsen und haben sich zu voneinander unabhängigen Insellö-sungen entwickelt. Ziel sollte es aber sein, alle Informationssysteme in einem Da-tenverbund bzw. mit einer Datenbank zu betreiben, so dass die beteiligten logistischen Systeme auf dieselben Daten zurückgreifen.
Außerdem sollten das besonders personalintensive und fehleranfällige erneute Erfassen von Daten an Schnittstellen sowie Datenbrüche im Allgemeinen vermie-den werden. Dies kann durch den Einsatz integrierter Anwendungen erreicht wer-den, wie z. B. zwischenbetrieblicher Buchungs- und Reservierungssysteme oder durch die Verwendung standardisierter Schnittstellen zwischen zwei oder mehr unterschiedlichen Systemen. Ein durchgängiger, automatischer und elektronischer Datenaustausch kann dabei direkt z. B. mittels EDI zwischen den Systemen zwei-er Geschäftspartner oder indirekt über die Systeme einer Clearingstelle erfolgen. Clearingstellen übernehmen die Speicherung, Verarbeitung, Konvertierung und Zustellung von Daten sowie zum Teil auch administrative Aufgaben, wie etwa die Frachtabrechnung. Angeschlossene Unternehmen stellen ihre Nachrichten z. B. in ihre Mailboxen ein, aus denen sie gelesen und an den Empfänger in dessen Mail-box übermittelt werden.
Manuelle Formen des Geschäftsdatenaustausches verlieren durch die rasante Entwicklung des Internets immer mehr an Bedeutung. Die rein analogen Formen nutzen die Kommunikationsmittel Brief und Telefax. Darüber hinaus gibt es wei-tere manuelle Formen, wie z. B. den physischen Versand digitaler Daten auf CD
25 Vgl. den Trend zu integrierten Informationsnetzwerken bei Zentes, 1994, S. 113ff.

1.4 Verknüpfung logistischer Informationssysteme 85
oder USB-Stick bzw. als elektronisch lesbare Klarschriftbelege oder Barcodes so-wie den elektronischen Versand digitaler Daten im Anhang einer E-Mail.
Einige grundsätzliche Kopplungsmöglichkeiten logistischer Informationssyste-me sind in Abb. B.5 dargestellt. Beispielhaft werden die Informationssysteme ei-nes Lieferanten und eines Abnehmers mit den Systemen eines produzierenden Un-ternehmens in einer Lieferkette schematisch abgebildet. Die dargestellten Kopplungsmöglichkeiten gelten aber prinzipiell für alle Informationssysteme. Die Unternehmen nutzen entweder Schnittstellen zwischen aufeinander folgenden Systemen zum Datenaustausch – oberer Teil der Abbildung – oder eine gemein-same Datenquelle, die z. B. auch durch einen unabhängigen Anbieter bereit ge-stellt werden kann – unterer Teil der Abbildung.
Durch die Entwicklung des Internets haben gleichzeitig neue Kommunikati-onsmöglichkeiten sowohl im Bereich Business-to-Business als auch im Bereich Business-to-Consumer an Bedeutung gewonnen. Hierdurch lassen sich viele Kommunikationsprozesse mit Kunden und Lieferanten kostengünstiger als bisher automatisieren. Allerdings wird durch das Internet das Problem einheitlicher Da-tenstandards an den Schnittstellen nicht automatisch beseitigt. Ähnlich wie bei der
LieferantLieferant ProduzentProduzent AbnehmerAbnehmer
LieferantLieferant ProduzentProduzent AbnehmerAbnehmer
IT-System / Datenbank Informationsfluss / Kopplung
Abb. B.5 Kopplungsmöglichkeiten zwischen den Informationssystemen verschiedener Ak-teure in einer Lieferkette.

86 B.1 Auftragsabwicklung
EDI-Kommunikation müssen die Daten verschiedener Marktteilnehmer im glei-chen Standard dargestellt oder übersetzt werden.26
Die grundsätzlichen Probleme, die beim Aufbau eines Datenverbundes gelöst werden müssen, lassen sich in folgender Weise zusammenfassen:
Durch den Datenverbund sollen Informationen, die dem Güterfluss vorauseilen, ihn begleiten oder ihm nacheilen, schneller an den entsprechenden Empfänger übermittelt werden können.
Im Datenverbund müssen Daten und Dokumente in einheitlichen Standards vorliegen. Ausgehend von der Erkenntnis, dass viele logistische Subsysteme dieselben Informationen benötigen, wurde auf verschiedenen Ebenen das Prob-lem der Standardisierung von Datensätzen und Dokumenten in Angriff ge-nommen.27 Auf internationaler Ebene hat die International Standardization Or-ganisation (ISO) mit EDIFACT28 einen branchenunabhängigen internationalen Standard für Handelsdaten definiert. Im Juli 1993 wurde in Zusammenarbeit der Bundesregierung mit der deutschen Wirtschaft innerhalb des deutschen DIN29 die deutsche EDI-Gesellschaft (DEDIG) zur Förderung und Unterstüt-zung des EDIFACT-Standards gegründet. Für den Bereich Spedition und Transport ist die EDIFACT Transport Message Group, eine spezielle Arbeits-gruppe innerhalb des westeuropäischen EDIFACT-Boards, zuständig. Sie hat einen Rahmen für die Nachrichtentypen Buchungsanfrage, Buchung, Bu-chungsbestätigung, Auftrag, Auftragsbestätigung und Avis geschaffen. Davon ausgehend hat der Bundesverband Spedition und Lagerei zusammen mit dem Zentralverband der Spediteure einen Leitfaden „Elektronischer Speditionsauf-trag“ herausgegeben, um die Informationsinhalte entlang der Logistikkette zu standardisieren, was bisher nur in sehr geringem Ausmaß geschehen ist.
Das Streben nach Standardisierung hat dort seine Grenzen, wo unterschiedliche Informationsbedürfnisse in den Logistiksystemen existieren. Beispielsweise sind Angaben über die Größe der Transportmittel oder über die Bedingungen des Be- und Entladens beim Empfänger nur im Informationssystem für den Transport von Bedeutung. Des Weiteren müssen für verschiedene Manage-mentebenen die Daten in unterschiedlicher Aggregationsform vorliegen.
Bei der interorganisatorischen Verknüpfung von Logistiksystemen sind Prob-leme der Datensicherheit (Schutz gegen Verlust, Zerstörung und Verfäl-schung), des Datenschutzes (Schutz gegen unberechtigten Zugriff) sowie der Haftung beim Datenaustausch zu lösen. In diesem Zusammenhang ist auch auf die Notwendigkeit der Neutralität der Informationsverarbeitung hinzuweisen.
Die Verknüpfung der Informationssysteme ist umso leichter zu realisieren, je früher in der Planung, Programmierung und Konfiguration der Hardware und
26 Vgl. Pfohl/Koldau, 1999, S. 36 ff. 27 Vgl. Seidelmann, 1997, S. 106ff. 28 EDIFACT: Electronic Data Interchange for Administration, Commerce and Transport. 29 DIN: Deutsches Institut für Normung.

2.1 Definition und Funktionen der Lagerhaltung 87
Software Standards und Schnittstellen für den elektronischen Datenaustausch berücksichtigt werden.
Die DV-Unterstützung besitzt über die Anforderungen zum Datenaustausch hi-naus große Bedeutung für die Koordination aller notwendigen Tätigkeiten, die zur Erfüllung des Auftrags bzw. der Aufträge notwendig sind. Workflow-Management-Systeme oder Business-Performance-Management-Systeme sind nur zwei Beispiele mit großen Potentialen für Unternehmen.30
Hinsichtlich der intraorganisatorischen Verknüpfung sind mittlerweile integ-rierte betriebliche Softwarelösungen weit verbreitet. In Deutschland und Euro-pa stellt SAP R/3 bzw. die neuere Architektur mit SAP ERP de facto den Stan-dard dar. Diese Programme versuchen, alle betrieblichen Vorgänge abzubilden. Sie beinhalten Lösungen für die einzelnen phasen- und verrichtungsspezifi-schen betrieblichen Subsysteme und verbinden diese miteinander, so dass in al-len Bereichen einheitliche Informationen vorliegen.
Eines der intraorganisatorischen Logistiksysteme, zu denen das System der Auftragsabwicklung eine enge Verknüpfung haben muss, ist das im folgenden Abschnitt dargestellte System der Lagerhaltung, das teilweise auch als Bestands-managementsystem bezeichnet wird.
2 Lagerhaltung (Lagerbestände)
2.1 Definition und Funktionen der Lagerhaltung
Definition
Lagerhaltung befasst sich mit allen Entscheidungstatbeständen, die einen Einfluss auf die Lagerbestände haben, weshalb man auch von Bestandsmanagement spricht. Lagerbestände sind Puffer zwischen Input- und Output-Flüssen von Gü-tern. Diese Puffer entstehen, sobald sich die zeitliche und quantitative Struktur der Input-Flüsse von der der Output-Flüsse unterscheidet. Solche Puffer können infol-ge der unterschiedlichen Struktur der Input- und Output-Flüsse an den unter-schiedlichsten Stellen im Absatzkanal entstehen, wie in Abb. B.6 ersichtlich ist.
Nur durch die vollständige Synchronisation der Input- und Output-Flüsse kön-nen Lagerbestände überflüssig gemacht werden. Dies wird aber lediglich in Ein-zelfällen gelingen. Allerdings darf die Definition der Lagerhaltung als Puffer nicht zu einem statischen Denken führen, das die Existenz derartiger Puffer grundsätz-lich nicht in Frage stellt. Ausgehend vom logistischen Systemdenken lassen sich
30 Vgl. Oehler, 2006, 32ff.

88 B.2 Lagerhaltung (Lagerbestände)
Lagerbestände auch als teilweise unerwünschte Unterbrechungen des Güterflusses definieren. Damit sind aber schon die Funktionen der Lagerhaltung angesprochen.
Funktionen
Die Funktionen der Lagerhaltung zeigen, warum Lagerbestände gehalten werden. Die im Folgenden zusammengestellten Funktionen der Lagerhaltung31 belegen den Nutzen, der mit Lagerbeständen verbunden sein kann.
Lagerbestände sind erforderlich, wenn ein Unternehmen Größendegressionsef-fekte beim Einkauf, beim Transport oder bei der Produktion von Gütern ausnutzen möchte. Beschaffungslager können dadurch entstehen, dass ein Unternehmen Mengenrabatte beim Lieferanten oder günstigere Transportkonditionen beim Spe-diteur erzielen will. In ähnlicher Weise kann der Aufbau von Lagerbeständen in Distributionslagern dazu dienen, günstigere Transportkonditionen für größere Transportmengen zu erzielen. Lagerbestände in Distributionslagern können eben-falls wie Lagerbestände in Produktionslagern den Zweck haben, die Produktions-stückkosten durch größere Produktionslose zu senken. Höhere Lagerbestandskos-ten nimmt man in diesem Fall in Kauf, weil in der Produktion geringere Rüstkosten anfallen.32
31 Vgl. Stock/Lambert, 2001, S. 228ff.; Stölzle/Heusler/Karrer, 2004, 13ff. 32 Siehe Abb. A.12 in Kap. A, Abschn. 2.3.
IndustrieunternehmenLogistikunternehm
enH
ande
ls-o
der I
ndus
trieu
nter
nehm
en
HandelsunternehmenHaushalte
Beschaffungs-lager
(Eingangslager,Vorratslager)
Produktions-lager
(Zwischenlager)
Distributions-lager
(Absatzlager)
RecyclinglagerBeschaffungs-/Distributions-
lager
Beschaffungs-/Distributions-
lagerim Großhandel
Beschaffungs-/Distributions-
lagerim Einzelhandel
Konsumenten-lager
Abb. B.6 Lagerbestände beim Güterfluss durch den Absatzkanal

2.1 Definition und Funktionen der Lagerhaltung 89
Eine weitere Funktion von Lagerbeständen ist der Ausgleich des Auseinander-klaffens von Angebot und Nachfrage. Ein Beispiel hierfür ist die saisonale Nach-frage nach bestimmten Konsumgütern zur Weihnachtszeit. Der Aufbau von La-gerbeständen dient in diesem Fall in Distributions- wie auch in Produktionslagern dazu, die Produktionskapazitäten trotz saisonaler Nachfragen kontinuierlich aus-zulasten. Bei landwirtschaftlichen Gütern findet sich andererseits häufig ein saiso-nales Angebot. Um die Güter kontinuierlich während des Jahres absetzen zu kön-nen, müssen dann Lagerbestände in Distributions- oder Produktionslagern aufgebaut werden.
Lagerbestände erleichtern im Allgemeinen auch die Spezialisierung der Pro-duktion in verschiedenen Werken eines Unternehmens bzw. die Arbeitsteilung in einer Volkswirtschaft oder in der Weltwirtschaft überhaupt. Die Spezialisierung der Produktion, beispielsweise in verschiedenen Werken eines Unternehmens, auf bestimmte Teile senkt die Produktionskosten. Wenn keine einsatzsynchrone An-lieferung der Teile an das Montagewerk möglich ist, so ist diese Spezialisierung nur durch Inkaufnahme höherer Lagerbestände möglich.
Lagerbestände dienen auch der Spekulation. So werden sowohl in Beschaf-fungs- als auch in Distributionslagern Lagerbestände aufgebaut, wenn man einen Anstieg der Preise für diese Güter erwartet. Das beschaffende Unternehmen möchte sich in diesem Fall noch mit Gütern zum gegenwärtig niedrigeren Preis versorgen. Der Lieferant spekuliert unter Umständen darauf, dass die Verknap-pung des Angebots die Preise noch höher treiben wird, so dass er die Bestände in seinem Lager hält. Spekulationen, die zu Lagerbeständen führen, beziehen sich nicht immer auf den Preis. Ganz allgemein entstehen Lagerbestände infolge von Spekulationen bezüglich der Knappheit von Gütern. Lagerbestände können so z. B. auch aus der Erwartung resultieren, dass ein Streik bei den Zulieferunter-nehmen die Versorgungssituation beeinträchtigen wird.
Letztlich hält man Lagerbestände auch als Schutz vor Unsicherheit. Wenn die Input- und Output-Flüsse anders verlaufen, als man erwartet hat, so kann die Nachfrage nach Gütern nur aus Lagerbeständen befriedigt werden. Die Notwen-digkeit zum Aufbau solcher Lagerbestände gibt es sowohl in Beschaffungs- als auch in Produktions- und Distributionslagern. Sie sind eine Folge davon, dass man die Nachfrage der Kunden bzw. der eigenen Produktion nicht immer sicher prog-nostizieren kann und die Lieferung durch die Lieferanten oder durch die Produkti-on nicht immer sicher erfolgt.
Die genannten Funktionen gelten zunächst allgemein unabhängig von einer be-stimmten Lagerart, wobei allerdings manche Funktionen für gewisse Lagerarten von größerer Bedeutung sind als für andere Lagerarten. Man kann auch versuchen, für einzelne Lagerarten die spezifisch für sie zutreffenden Funktionen noch kon-kreter herauszuarbeiten.33
33 Siehe die Funktionen des Produktionslagers in Abb. C.4 in Kap. C, Abschn. 2.3.

90 B.2 Lagerhaltung (Lagerbestände)
2.2 Lagerhaltungsaufgaben Bei der Gestaltung des Puffers zwischen den Input- und Output-Flüssen sind vier eng miteinander zusammenhängende Fragen zu beantworten:
Welches Gut soll gelagert werden? Wie viel soll von einem Gut gelagert werden? Wie viel soll zur Wiederauffüllung des Lagerbestandes bestellt werden? Wann soll zur Wiederauffüllung des Lagerbestandes bestellt werden?
Offensichtlich wird durch die Beantwortung dieser vier Fragen die Höhe der Lagerbestände festgelegt. Durch die Beantwortung der ersten Frage soll zunächst grundsätzlich geklärt werden, ob Lagerbestände für alle Güter zu halten sind oder ob sie im Sinne einer selektiven Lagerhaltung nur für ganz bestimmte Güter auf-gebaut werden. Durch die Beantwortung der übrigen drei Fragen wird dann durch Maßnahmen der Vorratsergänzung und -sicherung die Höhe der Lagerbestände für diese Güter bestimmt. Hierbei ist es zweckmäßig, verschiedene Bestandteile des Lagerbestandes zu unterscheiden, aus denen sich dieser zusammensetzt.
Bestandteile des Lagerbestandes
Wie aus Abb. B.7 ersichtlich ist, ergibt sich der eine Bestandteil des Lagerbestan-des aus der Bestellmenge, mit der der Lagervorrat wieder ergänzt wird. Je größer die Bestellmenge ist bzw. je weniger häufig bestellt wird, desto größer ist der aus der Bestellmenge resultierende durchschnittlich im Lager vorhandene Bestand, den man als mittleren Lagerbestand bezeichnet. Vom mittleren Lagerbestand zu unterscheiden ist der gesamte Durchschnittsbestand eines Lagers, der noch einen Lagerbestand zur Vorratssicherung enthält. Wenn man die Nachfrage für die Wie-derbeschaffung völlig genau vorhersagen könnte, würde der mittlere Lagerbestand auch immer noch zur Befriedigung der nach Erreichen des Bestellpunktes auftre-tenden Nachfrage genügen. Die beim Bestellpunkt ausgelöste Bestellmenge würde am Ende der Wiederbeschaffungszeit gerade dann im Lager eintreffen, wenn der alte Lagerbestand genau auf Null reduziert ist. Da häufig der prognostizierte Nachfrageverlauf (Lagerabgang) nicht mit dem tatsächlichen Nachfrageverlauf und die geplante Anlieferung der Güter (Lagerzugang) nicht mit der tatsächlichen Anlieferung übereinstimmen, muss man als zusätzlichen Bestand noch den Si-cherheitsbestand auf Lager halten. Der mittlere Lagerbestand resultiert also aus der Vorratsergänzung, wenn die geplante und tatsächliche Nachfrage sowie die geplante und tatsächliche Wiederbeschaffungszeit übereinstimmen. Der Sicher-heitsbestand resultiert aus Unsicherheiten im Nachfrageverlauf und in der Wie-derbeschaffung, die zu Lagerentnahme- und Wiederbeschaffungszeitüberziehun-gen führen.34
34 Vgl. Grochla, 1990, S. 101ff.; Liesegang/Wohlgemuth, 1997, S. 963.

2.2 Lagerhaltungsaufgaben 91
Will man wissen, wie viel Kapital in den Lagerbeständen gebunden ist, so soll-te man neben dem aus Abb. B.7 ersichtlichen Durchschnittsbestand auch die La-gerbestände während der Bewegung (Unterwegsbestände, movement inventories, pipeline inventories, inprocess inventories) berücksichtigen. Sie entstehen wäh-rend des Transports und Umschlags der Güter. Braucht man z. B. zwei Wochen für Transport und Umschlag eines Artikels vom Fabriklager zum Auslieferungsla-ger und werden vom Auslieferungslager 100 Einheiten des Artikels pro Woche verkauft, so beträgt die Höhe der Lagerbestände während der Bewegung im Durchschnitt 200 Einheiten.35
Bevor die Aufgaben der Vorratsergänzung und -sicherung sowie der selektiven Lagerhaltung noch ausführlicher erörtert werden, wird auf die Bedarfsermittlung – und damit auf die Ermittlung des aus Abb. B.7 ersichtlichen Nachfrageverlaufs – eingegangen. Die Bedarfsermittlung ist die Grundlage für die Ausübung der wei-teren Lagerhaltungsaufgaben.
35 Vgl. Stock/Lambert, 2001, S. 233f.; Magee/Copacino/Rosenfield, 1985, S. 86 und S. 280ff.
Lagerbestand
Bestellpunkt
Wiederbeschaffungszeit
Bestellzyklus
Zeit
Nw
Sicherheits-bestand
Bestellmenge=QNachfrageverlauf
mittlererLager-
bestand=Q/2
gesamterDurchschnitts-
bestand
NW : Nachfrage (Bedarf) während der Beschaffungszeit. (Um die Übersichtlichkeit der Skizze nicht zu beeinträchtigen, ist für den Nachfrageverlauf nur der Sonderfall einer konstanten Nachfrage pro Zeiteinheit dargestellt, in dem der vorhergesagte Wert mit dem tatsächlichen Wert übereinstimmt.)
Abb. B.7 Bestandteile des Lagerbestandes aufgrund der Vorratsergänzung und -sicherung

92 B.2 Lagerhaltung (Lagerbestände)
Bedarfsermittlung
Wie die Aufgabe der Bedarfsermittlung wahrgenommen werden kann, hängt we-sentlich von der Art des Bedarfs ab.36 In Abb. B.8 sind die prinzipiell zu unter-scheidenden Materialbedarfsarten zusammengestellt, wobei der Begriff Material in diesem Fall identisch mit dem Begriff Gut ist.
Unter Primärbedarf ist der Marktbedarf zu verstehen, also der Bedarf an ver-kaufsfähigen Gütern (Fertigprodukte, Ersatzteile, Handelsware). In Handelsunter-nehmen ist der Primärbedarf die Grundlage für die weiteren Lagerbestandsdisposi-
tionen. In Industrieunternehmen gilt dies nur für die Lagerbestandsdispositionen in der Distributionslogistik. Für die Produktions- und Beschaffungslogistik muss der Primärbedarf in einen Sekundärbedarf an Rohstoffen, Zukaufteilen und Baugrup-pen zerlegt werden, der für die Produktion gemäß dem Primärbedarf entsteht. Als Tertiärbedarf bezeichnet man den Bedarf an Hilfs- und Betriebsstoffen sowie Ver-schleißwerkzeugen für die Produktion.
Unter Bruttobedarf versteht man den in einer Periode auftretenden Bedarf an Material ohne Berücksichtigung der Lagerbestände. Der Nettobedarf wird ermit-telt, indem man vom Bruttobedarf die verfügbaren Lagerbestände abzieht. Zur Ermittlung des Bruttobedarfs stehen die in Abb. B.9 zusammengestellten Metho-den zur Verfügung.37
36 Vgl. Hartmann, 2002, S. 275ff. 37 Vgl. Grochla, 1990, S. 40ff.; Hartmann, 2002, S. 282ff.
Materialbedarfsarten
Ermittlung nach Ursprungund Erzeugnisebene
Ermittlung unter Berück-sichtigung der Lagerbestände
Primärbedarf
Bedarf an verkaufsfähigen Erzeugnissen(Marktbedarf)
Sekundärbedarf
Bedarf an Rohstoffen, Teilen und Gruppen zur
Fertigung des Primärbedarfs
Tertiärbedarf
Bedarf an Betriebs-und Hilfsstoffen
Bruttobedarf
Periodenbezogener Primär-, Sekundär-oder Tertiärbedarf
Nettobedarf
Bruttobedarf abzüglich
verfügbarem Lagerbestand
Abb. B.8 Zusammenstellung der Materialbedarfsarten (Quelle: Hartmann, 2002, S. 278)

2.2 Lagerhaltungsaufgaben 93
Die Methoden der Bedarfsermittlung unterscheiden sich nach der ihnen zu-grundeliegenden Datenbasis. Die deterministische oder programmgebundene Be-darfsermittlung geht von einem Primärbedarf an marktfähigen Produkten für be-stimmte Perioden (geplantes Produktprogramm) oder für einen Kundenauftrag aus. Der Sekundärbedarf wird dann anhand von Stücklisten oder Teileverwen-dungsnachweisen deterministisch errechnet. Verwendet man Stücklisten, so liegt eine analytische Bedarfsauflösung vor. Die im Produktprogramm enthaltenen Pro-dukte werden schrittweise aufgrund von Stücklisten über verschiedene Baugrup-pen bis zu Einzelteilen und Rohstoffen aufgegliedert. Während die Stückliste an-gibt, welche Materialien in welchen Mengen für die Produktion einer Baugruppe oder eines verkaufsfähigen Erzeugnisses erforderlich sind, gibt der Teileverwen-dungsnachweis als umgekehrte Stückliste an, in welchen Baugruppen und ver-kaufsfähigen Erzeugnissen ein bestimmtes Material vorkommt. Werden Teilever-wendungsnachweise als Hilfsmittel zur deterministischen Bedarfsermittlung benutzt, so liegt eine synthetische Bedarfsauflösung vor. In beiden Fällen ist die deterministische Bedarfsermittlung sehr rechenintensiv und verlangt bei Unter-nehmen mit breiten und tiefen Produktionsprogrammen den Einsatz der elektroni-schen Datenverarbeitung. Wegen des großen Aufwandes dieser Methode der Be-darfsermittlung wird sie nur bei wichtigen Materialien angewendet. Welche
Methoden der Bedarfsermittlung
DeterministischeBedarfsermittlung
StochastischeBedarfsermittlung
SubjektiveSchätzung
AnalytischeVerfahren
SynthetischeVerfahren
Analog-schätzung
Intuitiv-schätzung
Methoden derMittelwertbildung
Methoden derexponentiellen Glättung Regressionsanalyse
gleitenderMittelwert
gewichteter gleitender Durchschnitt
exponentielleGlättung 1. Ordnung
exponentielleGlättung 2. Ordnung
Abb. B.9 Methoden der Bedarfsermittlung (Quelle: Hartmann, 2002, S. 284)

94 B.2 Lagerhaltung (Lagerbestände)
Materialien als wichtig anzusehen sind, wird im Abschnitt über die selektive La-gerhaltung behandelt. Grenzen für die Anwendung der deterministischen Bedarfs-ermittlung liegen aber auch in der Unsicherheit bei der Festlegung des Produkt-programms einer Periode. In diesem Zusammenhang ist darauf hinzuweisen, dass der Begriff deterministisch nicht zur Annahme verleiten darf, der Sekundärbedarf könne immer deterministisch, also sicher, festgelegt werden. Dies ist nur in den Fällen möglich, in denen das Produktprogramm nach erteilten Kundenaufträgen vollständig festliegt. Ist die Prognose des Produktprogramms dagegen mit Unsi-cherheiten behaftet, so kann es durchaus zu Abweichungen zwischen geplantem und tatsächlich benötigtem Sekundärbedarf kommen.
Basis der stochastischen oder verbrauchsgebundenen Bedarfsermittlung ist der Materialverbrauch vergleichbarer Perioden der Vergangenheit, der in Verbrauchs-statistiken festgehalten wurde. Ausgehend von diesen Daten wird mit Hilfe von Prognosemethoden, die für kurzfristige Prognosen geeignet sind, der Bedarf ermit-telt. Häufig angewendet werden hierbei Methoden der Mittelwertbildung, Metho-den der exponentiellen Glättung und der Regressionsanalyse. Während die deter-ministische Bedarfsermittlung vorwiegend bei hochwertigen Erzeugnishaupt-stoffen – das sind Materialien, die einen wesentlichen Bestandteil des Fertigproduktes ausmachen – eingesetzt wird, verwendet man bei geringwertigen gängigen Erzeugnishauptstoffen sowie bei den Erzeugnishilfsstoffen und Be-triebsstoffen (Tertiärbedarf) die stochastische Bedarfsermittlung. Sie ist weniger aufwendig und kann auch in Fällen angewendet werden, in denen die Bedarfsbe-wegung nur wenig der Produktionsprogrammänderung folgt, wie das bei vielen Betriebsstoffen der Fall ist. Voraussetzung für ihre Anwendung ist, dass die Ver-gangenheitswerte ausreichend und zuverlässig sind sowie die Zeitstabilitätshypo-these Gültigkeit hat. Letztere besagt, dass der Ursachenkomplex, der in Vergan-genheit die Entwicklung der zu prognostizierenden Größe bewirkt hat, in Zukunft in derselben Weise weiter wirkt.38
Sind diese Voraussetzungen für den Einsatz der stochastischen Bedarfsermitt-lung nicht gegeben, so verbleiben noch die Methoden der subjektiven Schätzung. Deren Grundlage ist die persönliche Meinung einer oder mehrerer Personen. Wer-den die Meinungen über den mutmaßlichen Bedarf in der Zukunft rein intuitiv ab-gegeben, so liegt eine Intuitivschätzung vor. Logisch begründbare und damit inter-subjektiv überprüfbare Zusammenhänge versucht dagegen die Analogschätzung heranzuziehen. Zur Prognose des Bedarfs eines bestimmten Materials greift man beispielsweise auf die Bedarfsentwicklung bei einem vergleichbaren Material zu-rück.
Im Zusammenhang mit der Bedarfsermittlung wird in der angelsächsischen Li-teratur auch zwischen unabhängigen und abhängigen (koordinierten) Nachfrage-systemen unterschieden.39 Bei unabhängigen Nachfragesystemen ist die vom Emp-
38 Vgl. Pfohl/Stölzle, 1997, S. 48f. 39 Vgl. Schary, 1984, S. 117f., S. 175ff. und S. 192ff.

2.3 Vorratsergänzung und -sicherung 95
fangspunkt ausgehende Nachfrage für den Lieferpunkt40 unsicher und muss von letzterem prognostiziert werden. Dagegen ist in einem abhängigen (koordinierten) Nachfragesystem die vom Empfangspunkt ausgehende Nachfrage für den Liefer-punkt bekannt. In diesem Fall besteht in einem mehrstufigen Logistiksystem das Problem darin, aus dieser Nachfrage die Nachfrage (den Bedarf) bei den vorgela-gerten Lieferpunkten abzuleiten. Im logistischen Subsystem Materiallogistik ge-schieht dies, ausgehend von dem als bekannt vorausgesetzten Produktionspro-gramm (Master Production Schedule), durch die Methode der deterministischen Bedarfsermittlung, die in der angelsächsischen Literatur unter dem Begriff Mate-rial Requirements Planning (MRP) zusammengefasst werden.41 Im logistischen Subsystem Distributionslogistik besteht das Problem in der Zusammenfassung der als bekannt vorausgesetzten Bedarfe an mehreren Empfangspunkten (z. B. lokalen Auslieferungslagern) über mehrere Stufen bis zum Bedarf in einem zentralen Lie-ferpunkt (z. B. Zentrallager oder Fabriklager). In der angelsächsischen Literatur spricht man hierbei vom Distribution Requirements Planning (DRP).42
2.3 Vorratsergänzung und -sicherung
Vorratsergänzung
Das Entscheidungsproblem der Vorratsergänzung besteht darin, für den festge-stellten Materialbedarf zu bestimmen, wann und wie viel bestellt werden soll, da-mit die Summe der Lagerhaltungskosten und der Bestellkosten minimiert wird. In der Literatur werden eine Reihe von Bestellregeln genannt, durch die das Wann und das Wie viel der Bestellung konkretisiert wird.43
Die Frage nach dem Wann einer Bestellung kann sowohl durch eine bestimmte Mengenangabe als auch durch eine bestimmte Zeitangabe beantwortet werden. Es wird also entweder bestellt, wenn ein bestimmter Lagerbestand s (der Bestellpunkt in Abb. B.7) unterschritten oder eine bestimmte Periode t (der Bestellzyklus in Abb. B.7) abgelaufen ist. Die Frage nach dem Wie viel einer Bestellung kann ebenfalls unter zwei Gesichtspunkten beantwortet werden. Die bestellte Menge ist entweder eine vorgegebene Bestellmenge Q oder eine variable Menge, die den La-gerbestand jeweils bis zu einem bestimmten Bestellniveau S ergänzt. Unter Heran-ziehung dieser vier Entscheidungsvariablen unterscheidet man üblicherweise die in Abb. B.10 dargestellten Bestellregeln.
Bei der (s,Q)-Regel ist die optimale Bestellmenge oder optimale Los- bzw. Auf-tragsgröße wesentliche Entscheidungsvariable.44 Bei der Bestimmung der optima-len Bestellmenge ist ein für die Logistik typischer Zielkonflikt zu lösen. Denn die 40 Siehe auch Abb. A.2 in Kap. A, Abschn. 1.1. 41 Vgl. Pfohl, 2004a, S. 156ff. 42 Vgl. Pfohl, 2004a, S. 163ff. 43 Vgl. zum Folgenden Hammann/Palupski, 1997, S. 88ff. 44 Vgl. Grochla, 1990, S. 69ff.; Arnolds/Heege/Tussing, 1998, S. 73.

96 B.2 Lagerhaltung (Lagerbestände)
Höhe der Kapitalbindung und damit der Lagerhaltungskosten hängt von der Größe der Bestellmenge ab. Im Gegensatz zu diesen Bestellvariablen gibt es bestellfixe (losfixe) Kosten, die mit jedem Lagerzugang nur einmal anfallen. Das sind die Be-stellkosten, die bezogen auf die Bestellmenge regressiv verlaufen. Im Extremfall könnte die Bestellmenge gleich der Jahresbedarfsmenge sein, so dass nur eine Be-stellung im Jahr erfolgt. Infolge des hohen mittleren Lagerbestandes entstehen in diesem Fall sehr hohe Lagerhaltungskosten, dagegen nur niedrige Bestellkosten. Im anderen Extremfall macht die Bestellung nur eine Mengeneinheit des Bedarfs aus. In diesem Fall stehen minimale Lagerhaltungskosten den maximalen Bestell-kosten gegenüber. Die klassische Bestellmengenformel zur Minimierung der Summe der beiden gegenläufigen Kosten lautet:
Optimale Bestellmenge = 200 Jahresbedarf BestellkostenEinstandspreis Lagerhaltungskostensatz
Die Bestellkosten umfassen die Kosten für alle Tätigkeiten, die zur Vorberei-tung und Abwicklung einer Bestellung notwendig sind. Der Lagerhaltungskosten-satz beinhaltet den kalkulatorischen Zinssatz und den Lagerkostensatz. Mit erste-rem sollen die kalkulatorischen Zinsen auf das durchschnittlich im Lager gebundene Kapital berechnet werden. Mit letzterem werden die weiteren mit der Lagerhaltung verbundenen Kosten erfasst. Die klassische Bestellmengenformel geht von folgenden Prämissen aus: Konstanter Bedarf, konstanter Nachfragever-lauf (konstante Lagerabgangsgeschwindigkeit), konstanter Einstandspreis, kon-stanter Lagerhaltungskostensatz, konstante Bestellmengenfixkosten und keine La-gerungs- oder Finanzierungsrestriktionen. Ausgehend von diesen teilweise realitätsfremden Prämissen wurden Modifikationen der Bestellmengenformel ent-wickelt, die z. B. von variablen Einstandspreisen (Berücksichtigung von Preisstaf-felungen infolge von Mengenrabatten und Mindermengenaufpreisen, Transport-
Bestellmenge
Q S
Bestellzeit-punkt
s (s,Q)-Regel (s,S)-Regel
t (t,Q)-Regel (t,S)-Regel
Bestellmenge
Q S
Bestellzeit-punkt
s (s,Q)-Regel (s,S)-Regel
t (t,Q)-Regel (t,S)-Regel
Abb. B.10 Bestellregeln

2.3 Vorratsergänzung und -sicherung 97
kostenstaffelungen und preisgünstigen Sonderangeboten), variablen Bedarfs-mengen oder Lagerraum- und Finanzierungsrestriktionen ausgehen.
Die Überlegungen zur optimalen Bestellmenge treffen analog auf die optimale Losgröße in der Produktion zu. An die Stelle der Bestellkosten treten dann die Rüstkosten für das einmalige Einrichten der Maschinen für die zu fertigenden Lo-se. Der Einstandspreis wird durch die Herstellkosten ohne die Rüstkosten ersetzt.
Eine Bestellung bei der (s,Q)-Regel wird dann ausgelöst, wenn der Lagerbe-stand auf einen Bestellpunkt oder Meldebestand abgesunken ist. Man spricht des-halb auch vom Bestellpunktverfahren. Der Bestellpunkt wird so festgelegt, dass mit dem Lagerbestand die Nachfrage während der Wiederbeschaffungszeit abge-deckt werden kann.
Ein ganz anderer Weg der Vorratsergänzung wird beim Bestellrhythmusverfah-ren (Bestellzyklusverfahren) eingeschlagen. Dieses Verfahren geht von einem konstanten Bestellzyklus aus, der z. B. durch den Anlieferungsrhythmus der Liefe-ranten oder den Produktionsrhythmus vorgegeben ist. Sofern Lagerabgänge statt-gefunden haben, wird nach Ablauf des Bestellzyklus in jedem Fall nachbestellt. Bei der (t,S)-Regel wird die Bestellmenge beispielsweise so hoch bemessen, dass sie der Nachfrage während des Bestellzyklus und der Wiederbeschaffungszeit ab-züglich des Restlagerbestandes entspricht.
Vorratssicherung
Das Entscheidungsproblem der Vorratssicherung ist ebenfalls durch einen Ziel-konflikt gekennzeichnet, der bei der Bemessung des Sicherheitsbestandes auftritt.45 Je größer der Sicherheitsbestand ist, desto größer sind die durch ihn verursachten Lagerhaltungskosten. Die Wahrscheinlichkeit des Auftretens von Fehlmengen und damit die Fehlmengenkosten sinken dagegen mit wachsenden Sicherheitsbestän-den. Zu den Fehlmengenkosten zählen alle Kosten, die entstehen, wenn ein in der Produktion (Fehlmengen in der Materiallogistik) oder beim Kunden (Fehlmengen in der Distributionslogistik) auftretender Bedarf mit den vorhandenen Lagerbe-ständen nicht gedeckt werden kann. Dazu zählen z. B. Kosten für Sondermaßnah-men zur Befriedigung des auftretenden Bedarfs, der nicht aus dem Vorrat gedeckt werden kann, Kosten eines Produktionsstillstandes, Kosten einer Umrüstung der Produktionsanlage, Kosten aus Umsatzverlusten und entgangenen Aufträgen wie auch Kosten, die längerfristig durch Imageverluste entstanden sind.
Grundsätzlich lassen sich drei Möglichkeiten zur Bestimmung des optimalen Sicherheitsbestandes unterscheiden:
Bestimmung des Sicherheitsbestandes mit Hilfe der Fehlmengenkosten, Bestimmung des Sicherheitsbestandes durch explizite Berücksichtigung der
Nachfrageveränderung infolge des Auftretens von Fehlmengen, Bestimmung des Sicherheitsbestandes durch Vorgabe der Lieferbereitschaft,
die die Wahrscheinlichkeit für das Entstehen von Fehlmengen begrenzt. 45 Siehe Abb. A.12 in Kap. A, Abschn. 2.3.

98 B.2 Lagerhaltung (Lagerbestände)
Die erste Methode, bei der versucht wird, das gemeinsame Minimum der Fehlmengenkosten und der Lagerhaltungskosten zu bestimmen, wird in vielen La-gerhaltungsmodellen46 angewendet. Sie hat zwar eine große Bedeutung für die Theorie der Lagerhaltung, jedoch weniger für die Praxis, da es in den meisten Fäl-len sehr große Schwierigkeiten bereitet, die Fehlmengenkosten quantitativ zu er-fassen.47 Die zweite Methode hat bisher weniger Eingang in die Lagerhaltungsthe-orie gefunden. Für die Anwendbarkeit in der Praxis stellt sich jedoch ebenfalls das Problem der Quantifizierbarkeit.
Die dritte Methode umgeht die mit dem Auftreten der Fehlmengen bestehenden Quantifizierungsschwierigkeiten. Sie wird deshalb in der Praxis bevorzugt ange-wendet. Die Anwendung dieser Methode ist jedoch nicht unproblematisch. Es be-reitet zwar keine großen Schwierigkeiten, den Sicherheitsbestand mit Hilfe einer vorgegebenen Lieferbereitschaft zu bestimmen. Das eigentliche Problem besteht dann darin, auf welche Weise diese Lieferbereitschaft festgelegt wird.
Ähnlich wie bei der Vorratsergänzung, wo gezeigt wurde, dass der mittlere La-gerbestand von den vier Einflussfaktoren abhängt, die im Zusammenhang mit den Bestellregeln aufgeführt wurden, lassen sich auch bei der Vorratssicherung vier Einflussfaktoren für die Höhe des Sicherheitsbestandes nennen. Es sind dies:
Länge der Wiederbeschaffungszeit, Wahrscheinlichkeit für die Wiederbeschaffungszeitüberziehung und Entnah-
meüberziehung (Fehler in der Prognose der Zuverlässigkeit der Einhaltung der Wiederbeschaffungszeit und Fehler in der Bedarfsprognose),
Lieferbereitschaft, Anzahl der Lager.
Die auf mangelnde Liefergenauigkeit zurückzuführenden Fehllieferungen, die teilweise ebenfalls als Einflussfaktor des Sicherheitsbestandes48 genannt werden, schlagen sich im zweiten Einflussfaktor nieder.
Länge der Wiederbeschaffungszeit
Es wird davon ausgegangen, dass sich aufgrund der Vergangenheitswerte der Nachfrageentwicklung die durchschnittliche Nachfrage, die man während der Wiederbeschaffungszeit erwartet, berechnen sowie die maximal möglich erschei-nende Nachfrage abschätzen lässt. Der Sicherheitsbestand wird dann so hoch sein müssen, dass er die Differenz zwischen der durchschnittlichen Nachfrage, die ei-gentlich erwartet wird und der maximalen Nachfrage, die noch möglich erscheint, abdecken kann. Somit lässt sich der Sicherheitsbestand als Funktion der Wieder-beschaffungszeit darstellen:49 46 Zu solchen Modellen vgl. Schneeweiß, 1997, S. 488ff.; Zwehl/Kramer, 1997a, S. 492ff. 47 Vgl. Zwehl/Kramer, 1997b, S. 272f. Theoretische Ansätze zur Quantifizierung von Fehl-
mengenkosten entwickelte Schmid, 1977. 48 Vgl. Grochla, 1990, S. 115f. 49 Vgl. LaLonde/Grashof, 1969, S. 55.

2.3 Vorratsergänzung und -sicherung 99
S = Nmax · tw - NØ · tw = tw · (Nmax - NØ)
wobei
S = Sicherheitsbestand, Nmax = maximal möglich erscheinende Nachfrage/Zeiteinheit, NØ = erwartete, durchschnittliche Nachfrage/Zeiteinheit, tw = Wiederbeschaffungszeit.
Je kürzer also die Wiederbeschaffungszeit für ein Lager ist, desto niedriger kann der Sicherheitsbestand sein, mit dem die möglich erscheinende Nachfrage befriedigt werden kann. Da der Sicherheitsbestand eine wesentlich geringere Um-schlagshäufigkeit bzw. Umlaufgeschwindigkeit hat als der mittlere Lagerbestand – welcher deswegen auch Umlaufbestand genannt wird –, kann eine Verkleinerung des Sicherheitsbestandes zu einer merklichen Senkung der Lagerhaltungskosten führen. Eine Verkürzung der Wiederbeschaffungszeit verursacht jedoch normaler-weise im logistischen System auch höhere Kosten, beispielsweise durch den Ein-satz schnellerer Kommunikations- und Transportmittel. Eine Verkürzung der Wiederbeschaffungszeit ist also immer nur dann von Vorteil, wenn das Ansteigen dieser Kosten durch die Verringerung der mit dem Sicherheitsbestand verbunde-nen Lagerhaltungskosten mehr als ausgeglichen wird.
Ist es wegen der damit verbundenen hohen Transportkosten nicht möglich, die Wiederbeschaffungszeit dadurch zu verkürzen, dass man die gesamte Gütermenge zum Wiederauffüllen des Lagers mit schnellen Transportmitteln befördert, so kann man noch auf andere Weise versuchen, den Vorteil einer kurzen Wiederbeschaf-fungszeit bezüglich des Sicherheitsbestandes auszunutzen. Man verwendet in die-sem Fall nicht nur einen Bestellpunkt, sondern zwei Bestellpunkte, wie es in 0 im Prinzip dargestellt ist. Hierdurch wird es ermöglicht, den größten Teil der Güter-menge mit billigen langsameren Transportmitteln zum Lager zu befördern und die teuren schnellen Transportmittel nur dann einzusetzen, wenn eine außergewöhn-lich hohe Nachfrage dies nötig macht.
Die Linie AB in 0 zeigt den erwarteten, durchschnittlichen Nachfrageverlauf und die Linie AE den maximal möglich erscheinenden Nachfrageverlauf.50 BE ist der konventionelle Sicherheitsbestand, der bei der Verwendung nur eines Bestell-punktes gehalten werden muss. Wird durch die Lagerabgänge der Standardbestell-punkt (A) erreicht, so wird eine Bestellung ausgelöst und die Bestellmenge trifft am Ende der – infolge des Einsatzes von billigeren langsameren Transportmitteln – langen Standard-Wiederbeschaffungszeit (E) im Lager ein. Bei der Verwendung von zwei Bestellpunkten wird der sekundäre Bestellpunkt so festgelegt, dass bei seinem Erreichen durch Lagerabgänge infolge des maximal möglich erscheinen-den Nachfrageverlaufs (C) die dann ausgelöste Bestellmenge ( DD' ) – aufgrund der durch den Einsatz schneller Transportmittel verkürzten Wiederbeschaffungs-zeit – noch rechtzeitig im Lager eintrifft (D), um die Nachfrage bis zum Ende der 50 Vgl. Magee/Copacino/Rosenfield, 1985, S. 108f.

100 B.2 Lagerhaltung (Lagerbestände)
Standardwiederbeschaffungszeit (E) befriedigen zu können. Wie sich aus 0 erse-hen lässt, kann der Sicherheitsbestand bei zwei Bestellpunkten erheblich reduziert werden. Der Sicherheitsbestand wird nur noch für einen Teil der über den erwarte-ten Durchschnittswert hinausgehenden Nachfrage gehalten und nicht mehr für die gesamte über ihn hinausgehende Nachfrage bis zum maximal möglich erscheinen-den Wert.
Die Wahrscheinlichkeit, mit der die Belieferung des Lagers durch schnelle Transportmittel in Anspruch genommen wird, hängt davon ab, wie man den se-kundären Bestellpunkt festsetzt. Man wird sich auch hierbei wieder von dem Aus-gleich zwischen der Reduktion der Lagerhaltungskosten des Sicherheitsbestandes und der Erhöhung der Transportkosten leiten lassen müssen. Die Verwendung von zwei Bestellpunkten bietet sich vor allem dazu an, den Sicherheitsbestand um den Prozentsatz zu verkleinern, der eine besonders geringe Umschlagshäufigkeit hat. Die Länge der Wiederbeschaffungszeit beeinflusst auch indirekt über Prognose-fehler den Sicherheitsbestand. Denn von der Länge der Wiederbeschaffungszeit hängt u. a. die Größe des Prognosefehlers ab.
Prognosefehler
Der Fehler, der bei der Bedarfs- oder Nachfrageprognose für eine Periode gemacht wird, ist die Differenz zwischen dem vorhergesagten und dem tatsächlich einge-troffenen Wert. Die zufälligen Schwankungen in der Nachfrage verursachen diese Prognosefehler, die zu Entnahmeüberziehungen führen. Analog führen Fehler in der Prognose der Zuverlässigkeit der Einhaltung der Wiederbeschaffungszeit zu
Lagerbestand
Standard-Bestellpunkt
SekundärerBestellpunkt
erwarteter, durchschnittlicher Nachfrageverlauf
maximal möglich erscheinenderNachfrageverlauf
verkürzte Wiederbeschaffungszeitbei Einsatz schneller Transportmittel
A
BC
D
D' E
Zeit
mögliche Reduktion desSicherheitsbestandes
Sicherheitsbestandbei zwei Bestellpunkten
Standard-Wiederbeschaffungszeit
KonventionellerSicherheitsbestand
Abb. B.11 Verkleinerung der Sicherheitsbestandes durch Verwendung von zwei Bestellpunk-
ten (Quelle: Magee/Copacino/Rosenfield, 1985, S. 109)

2.3 Vorratsergänzung und -sicherung 101
Wiederbeschaffungszeitüberziehungen. Im Folgenden wird am Beispiel der Fehler der Bedarfsprognose gezeigt, dass die notwendigen Sicherheitsbestände umso kleiner sein können, je genauer Prognosen getroffen werden. Die Ausführungen lassen sich auf die Fehler in der Prognose der Zuverlässigkeit der Einhaltung der Wiederbeschaffungszeit in gleicher Weise übertragen.
Die Häufigkeitsverteilung der Prognosefehler kann im Allgemeinen gut genug durch eine Normalverteilung beschrieben werden.51 Die Normalverteilung wird durch den Mittelwert gekennzeichnet, der die Lage der Verteilung charakteri-siert und durch die Standardabweichung , die die Streuung der Verteilung cha-rakterisiert (N[ , ]-Verteilung).
Bei jeder für die Prognose eines bestimmten Ereignisses geeigneten Prognose-methode muss der Mittelwert des Prognosefehlers gleich Null sein. Somit soll für die Verteilung des Prognosefehlers eine N[0, ]-Verteilung vorliegen, was ge-nau allerdings nur im Idealfall zutrifft. Bei der Anwendung von Prognosemetho-den ist jedoch ständig darauf zu achten, dass eine Kontrolle der mit ihnen produ-zierten Prognosefehler zeigt, ob ihr Mittelwert tatsächlich nicht zu sehr von Null abweicht. Hierzu können sogenannte Warnsignale in die Prognosen eingebaut werden.52
Die Flächen unterhalb der Verteilungskurve in Abb. B.12 geben an, mit wel-cher Wahrscheinlichkeit der Prognosefehler in eine auf der horizontalen Achse abzulesenden Bandbreite fällt. Für den Sicherheitsbestand sind nur die Prognose-fehler maßgebend, durch die der vorhergesagte Durchschnittswert der Nachfrage überschritten wird. Zur Bestimmung der Höhe des Sicherheitsbestandes interes-siert somit nur die Wahrscheinlichkeit, mit der eine bestimmte Nachfrage nicht überschritten wird. Man bezeichnet sie als einseitige statistische Sicherheit. Man sieht, dass aufgrund der Verteilungskurve in 50% der Fälle der vorhergesagte Durchschnittswert der Nachfrage nicht überschritten wird. Gibt man sich damit zufrieden, nur in der Hälfte der Fälle die während der Beschaffungszeit auftreten-de Nachfrage vom Lager zu befriedigen, so braucht kein Sicherheitsbestand gehal-ten zu werden. Hält man einen Sicherheitsbestand in der Höhe von einer Stan-dardabweichung, so kann erwartet werden, dass die Nachfrage in 84,13% der Fälle befriedigt wird. Will man die statistische Sicherheit haben, dass in 97,72% der Fälle die während der Wiederbeschaffungszeit auftretende Nachfrage befriedigt werden kann, so muss ein Sicherheitsbestand in Höhe von zwei Standardabwei-chungen gehalten werden. Die Irrtums- oder Überschreitungswahrscheinlichkeit, die angibt, mit welcher Wahrscheinlichkeit die Nachfrage nicht befriedigt werden kann, also Fehlmengen im Lager auftreten, liegt im letzten Fall nur noch bei 2,28%. Bei einer beliebigen Häufigkeitsverteilung liegen die statistischen Sicher-heiten allerdings viel ungünstiger und entsprechend niedrige Irrtumswahrschein-
51 Zur Begründung vgl. Pfohl, 1972, S. 100 und die dort aufgeführte Literatur. 52 Vgl. Gudehus, 2005, 301f.

102 B.2 Lagerhaltung (Lagerbestände)
lichkeiten können nur durch eine viel größere Anzahl von Standardabweichungen als bei der Normalverteilung erreicht werden.53
Die Höhe des Sicherheitsbestandes hängt also von der Größe der Prognosefeh-ler und der Wahrscheinlichkeit ihres Auftretens ab. Mit Hilfe der Standardabwei-chung und aufgrund der Häufigkeitsverteilung der Prognosefehler lässt sich der Sicherheitsbestand somit wie folgt berechnen:
S = k ·
wobei
S = Sicherheitsbestand, k = Sicherheitsfaktor,
= Standardabweichung der Verteilung der Prognosefehler.
Je genauer die Nachfrageprognose ist, desto niedriger ist der Wert der Stan-dardabweichung54 und desto geringer muss der Sicherheitsbestand sein, um mit einer bestimmten Wahrscheinlichkeit die Nachfrage befriedigen zu können. Der
53 Vgl. Inderfurth, 1996, Sp. 1031ff. 54 Zur Abhängigkeit der Standardabweichung von der Länge der Wiederbeschaffungszeit und
der Größe des Absatzgebietes vgl. Pfohl, 1972, S. 102 und die dort aufgeführte Literatur.
13,59
50%
84,13%
97,72%
99,87%
13,59
50%
84,13%
97,72%
99,87%
-3 -2 -1 0 1 2 3 t = x/s
-3s -2s -1s 0 1s 2s 3s x
2,15 34,13 34,13 13,59 2,15
P (t) x:
t:
P(t):
s:
Vorhersagefehler
Vorhersagefehlerin der Einheit von
Dichtefunktion derNormalverteilung
Standardabweichungdes Vorhers
-3 -2 -1 0 1 2 3 t = x/s
-3s -2s -1s 0 1s 2s 3s x
2,15 34,13 34,13 13,59 2,15
P (t) x:
t:
P(t):
s:
Vorhersagefehler
Vorhersagefehlerin der Einheit von
Dichtefunktion derNormalverteilung
Standardabweichungdes Vorhersage-fehlers
s
einseitige statistischeSicherheit
Abb. B.12 Normalverteilung des Prognosefehlers

2.3 Vorratsergänzung und -sicherung 103
Sicherheitsfaktor gibt an, wie viele Standardabweichungen einer bestimmten Wahrscheinlichkeit entsprechen. Die Wahrscheinlichkeit entspricht dann der Lie-ferbereitschaft, mit der ausgedrückt wird, in welchem Umfang die tatsächliche Nachfrage während der Wiederbeschaffungszeit vom Lager befriedigt werden soll.
Lieferbereitschaft
Die Lieferbereitschaft beeinflusst also über den Sicherheitsfaktor die Höhe des Si-cherheitsbestandes. Wie bereits bei der Diskussion der Servicekomponenten aus-geführt wurde, kann die Lieferbereitschaft sehr unterschiedlich gemessen wer-den. 55 Von der Art der Definition der Lieferbereitschaft hängt es jedoch ab, welcher rechnerische Zusammenhang zwischen der Lieferbereitschaft und dem Sicherheitsbestand besteht. Zwei sehr häufig verwendete Definitionen der Liefer-bereitschaft lauten wie folgt:
Die Lieferbereitschaft wird gemessen als der prozentuale Anteil der Anzahl von Wiederbeschaffungszeiträumen, in denen der Lagerbestand zur Befriedi-gung der Nachfrage ausreicht, an der Anzahl aller Wiederbeschaffungszeiträu-me. Man misst also den Prozentsatz der Wiederbeschaffungszeiträume, in de-nen keine Fehlmengen auftreten. Die Größe der Fehlmengen spielt keine Rolle.
Die Lieferbereitschaft wird gemessen als der Prozentsatz der Nachfrage wäh-rend der Wiederbeschaffungszeit, der vom Lagerbestand befriedigt werden kann. Diese Definition zielt also nicht auf die Häufigkeit des Auftretens von Fehlmengen, sondern auf die Größe der Fehlmengen ab.
Geht man von der ersten Definition der Lieferbereitschaft aus, die der einseiti-gen statistischen Sicherheit entspricht, so kann der Sicherheitsfaktor direkt aus der Verteilung der Prognosefehler in Abb. B.12 abgeleitet werden. Soll die Lieferbe-reitschaft beispielsweise 97,72% betragen, so ist der dazugehörige Sicherheitsfak-tor k = 2. Man kann also erwarten, dass in 97,72% der Wiederbeschaffungszeit-räume keine Fehlmengen auftreten, wenn ein Sicherheitsbestand in Höhe von 2 gehalten wird. Wie viel Fehlmengen z. B. in einem Jahr auftreten, hängt von der Häufigkeit der Bestellungen für die Wiederbeschaffung eines Artikels ab. Werden von einem Lager 100 Bestellungen pro Jahr für einen Artikel aufgegeben, so wer-den bei einer Lieferbereitschaft von 98% wahrscheinlich zweimal im Jahr Fehl-mengen auftreten, bevor die Lieferung zur Wiederauffüllung der Lagerbestände eintrifft. Bestellt man dagegen nur einmal jährlich, so ist in 2 von 100 Jahren mit dem Auftreten einer Fehlmenge zu rechnen.
Man kann den Sicherheitsfaktor nicht mehr direkt durch einfache Ableitung aus der Funktion der Normalverteilung ermitteln, wenn nicht die Häufigkeit des Auf-tretens von Fehlmengen, sondern die Größe der Fehlmengen selbst interessiert. In
55 Siehe Abb. A.12 in Kap. A, Abschn. 2.4.

104 B.2 Lagerhaltung (Lagerbestände)
diesem Fall muss der Sicherheitsfaktor über die sogenannte Brown'sche Service-funktion – die auch als Lieferfunktion bezeichnet wird – bestimmt werden.56
Untersucht man den Einfluss verschiedener Werte der Lieferbereitschaft auf die Lagerhaltungskosten, so zeigt sich, dass diese für große Werte der Lieferbereit-schaft viel stärker anwachsen als die Lieferbereitschaft selbst. Aus Abb. B.13 ist ersichtlich, dass eine geringfügige Verbesserung einer bereits hohen Lieferbereit-schaft mit einer unverhältnismäßig großen Erhöhung des Sicherheitsbestandes und damit der Lagerhaltungskosten verbunden ist. Denn bei großen Sicherheitsfakto-ren nimmt die Wahrscheinlichkeit für das Entstehen von Fehlmengen bei einer Erhöhung der Sicherheitsfaktoren nur noch geringfügig ab. Eine 100%ige Liefer-bereitschaft kann man theoretisch nur mit einem unendlich großen Sicherheitsbe-stand erreichen.
Anzahl der Lager
Bisher wurde nur der Sicherheitsbestand in einem Lager betrachtet. Der gesamte Sicherheitsbestand, der für einen Artikel gehalten werden muss, hängt jedoch auch davon ab, wie viele Lager benutzt werden, um eine gegebene Nachfrage zu befrie-digen. Wenn die Anzahl der beispielsweise von einem Absatzlager zu beliefern-den Kunden abnimmt, dann nimmt die Wirkung des Ausgleichseffektes ab,57 der immer vorhanden ist, wenn sich die Nachfrage auf mehrere Kunden aufteilt. Wird von einem Lager nur ein Kunde beliefert, so muss man sich dort darauf einrichten,
56 Vgl. Pfohl, 1972, S. 104f. und die dort aufgeführte Literatur. 57 Vgl. Flaks, 1967, S. 266.
84,13% 97,72%
Sicherheitsfaktor= rel. notwendigerSicherheitsbestand
Lieferbereitschaft50% 60% 70% 80% 90% 100%//0
1
2
Abb. B.13 Zusammenhang zwischen Sicherheitsbestand und Lieferbereitschaft (Die Zahlen-
angaben gelten für den Zusammenhang zwischen Sicherheitsfaktor und Lieferbe-reitschaft nach der ersten Definition. Prinzipiell gilt der Verlauf der Kurve aber auch für die Lieferbereitschaft gemäß der zweiten und anderer Definitionen.)

2.3 Vorratsergänzung und -sicherung 105
die Spitzennachfrage dieses Kunden befriedigen zu können. Werden dagegen zwei Kunden beliefert, so ist es sehr unwahrscheinlich, dass die Nachfragespitzen bei-der Kunden zusammenfallen, so dass man im Lager nur darauf eingerichtet sein muss, eine Spitzennachfrage befriedigen zu können, die niedriger ist als die Sum-me der Spitzennachfragen der beiden Kunden. Werden also mehrere kleinere Ab-satzlager statt eines großen Absatzlagers zur Befriedigung der Nachfrage unterhal-ten, so ist die Summe der Sicherheitsbestände in den kleinen Absatzlagern größer als der Sicherheitsbestand in dem großen Absatzlager.58
Die Änderung des Sicherheitsbestandes für eine bestimmte Nachfrage bei einer Änderung der Zahl der Absatzlager lässt sich mit Hilfe der Standardabweichung des Prognosefehlers berechnen, wie sich im Folgenden Beispiel zeigen lässt.59 Sind die von zwei Lagern x und y zu befriedigenden Nachfragen statistisch unab-hängig voneinander, so ist die die Streuung der Prognosefehler kennzeichnende Varianz für die gesamte Nachfrage gleich der Summe der Varianzen der Progno-sefehler für die Einzelnachfragen. Für die Standardabweichungen der Vorhersage-fehler, die den Sicherheitsbestand in jedem Auslieferungslager bestimmen, gilt al-so beispielsweise:
Wenn
Varx = 9 und Vary = 16
dann
Varges = Varx + Vary = 25
somit
x
y
ges
= 9 = 3
= 16 = 4
= 25 = 5
Für den gesamten Sicherheitsbestand eines Artikels gilt bei zwei Lagern (für den Sicherheitsfaktor soll gelten: k = 1):
S = 1 · x + 1 · y = 3 + 4 = 7
Bei einem Lager gilt:
S = 1 · ges = 5 58 Vgl. Bowersox/Closs/Helferich, 1986, S. 286f. 59 Vgl. King, 1967, S. 536.

106 B.2 Lagerhaltung (Lagerbestände)
Allgemein lässt sich die Wirkung einer Erhöhung der Zahl der Lager auf den Sicherheitsbestand durch folgende Formel abschätzen:60
S = S nn 1
wobei
S1 = Sicherheitsbestand zur Befriedigung einer bestimmten Nachfrage durch ein Lager,
n = Zahl der Lager, wenn diese Nachfrage von mehreren Lagern befriedigt werden soll,
Sn = gesamter Sicherheitsbestand bei n Lagern.
Der Zusammenhang zwischen den Lagerhaltungskosten für den Sicherheitsbe-stand und der Anzahl der Lager ist ein Aspekt, der bei der Entscheidung darüber berücksichtigt werden muss, ob ein Artikel zentral von einem Lager oder dezentral von mehreren Lagern ausgeliefert werden soll. Diese Frage führt zu dem Problem der selektiven Lagerhaltung.
2.4 Selektive Lagerhaltung
Grundgedanke der selektiven Lagerhaltung
Kostenüberlegungen führen zu der Frage, ob es notwendig ist, alle Güter bezüg-lich der Lagerhaltung gleich zu behandeln oder nicht und damit eine selektive La-gerhaltung zu betreiben. Wirtschaftlich lagerfähig ist ein Gut, wenn die Fehlmen-genkosten infolge einer Nichtlagerung größer sind als die mit der Lagerung verbundenen Kosten.61 Die Höhe der Fehlmengenkosten hängt zunächst von der Bedeutung der Lieferzeit und -bereitschaft auf einem Markt und die Höhe der La-gerhaltungskosten von der Produktart ab.62
Die Entscheidung über die Lagerung eines Gutes wird außerdem wesentlich von seiner Verbrauchsstruktur abhängen. So bieten sich bei einem regelmäßigen Verbrauch die einsatzsynchrone Anlieferung, bei einem schwankenden Verbrauch die Lagerung und bei einem unregelmäßigen Verbrauch die Einzelbeschaffung im Bedarfsfall an.63
Neben der Verbrauchsstruktur sind das Artmengen/Wert-Verhältnis der Mate-rialien64 in der Materiallogistik bzw. das Artikelmengen/Umsatz-Verhältnis in der 60 Vgl. Bowersox/Smykay/LaLonde, 1968, S. 221. 61 Vgl. Vahrenkamp, 2007, S. 195ff.; Schieck, 2008, S. 357ff. 62 Siehe die Hypothesen zur Bedeutung des Service und der Logistikkosten in Kap. A, Abschn.
3.4. 63 Zur Verbrauchsstruktur vgl. Grochla, 1990, S. 31f. sowie die Bereitstellungsprinzipien, die
im Kap. C, Abschn. 1.1 vorgestellt werden. 64 Vgl. Grochla, 1990, S. 29f.

2.4 Selektive Lagerhaltung 107
Distributionslogistik für die Entscheidung über eine selektive Lagerhaltung von Bedeutung. Im Folgenden wird das Problem der Klassifizierung der Güter nach diesem in der Praxis sehr häufig herangezogenen Kriterium am Beispiel der Dist-ributionslogistik diskutiert. Die Überlegungen treffen analog auch auf die Materi-allogistik zu.
ABC-Analyse
Untersuchungen in vielen Branchen haben ergeben, dass der größte Teil des ge-samten Umsatzes nur mit einer relativ kleinen Anzahl der Artikel, aus denen sich das Produktprogramm eines Unternehmens zusammensetzt, erreicht wird. Eine oft zitierte Faustregel ist die 80:20-Regel, nach der 80% des Umsatzes von 20% der Artikel getragen werden.65 Das Anfertigen einer Artikelumsatzstatistik ermöglicht es, die Artikel zu bestimmen, auf die sich der Umsatz konzentriert. Man kann die Umsatzkonzentration durch eine Konzentrationskurve, die sogenannte Lorenzkur-ve, darstellen. Abb. B.14 zeigt beispielhaft eine solche Lorenzkurve zur Kenn-zeichnung der Umsatzkonzentration in einem Produktprogramm.
Vergleicht man verschiedene Branchen, dann lässt sich feststellen, dass die Kurve umso weniger gekrümmt verläuft – die Umsatzkonzentration auf wenige Artikel also umso weniger ausgeprägt ist –, je mehr das Lager auf den End-verbraucher ausgerichtet ist. Die Lorenzkurve des Einzelhandels weist deshalb i. d. R. eine geringere Krümmung auf als die des Großhandels oder die der Ferti-gungsindustrie.
Der Umsatzanteil jedes Artikels hängt von seinem Einzelpreis und von der ab-gesetzten Menge ab. Somit bestimmen der Wert des Artikels und seine Absatz-menge, ob er zu den Hauptumsatzträgern des Produktprogrammes gerechnet wer-den kann oder nur einen geringeren oder sogar gar keinen Anteil am Gesamtumsatz hat. Den Hauptumsatzträgern ist im Allgemeinen wegen ihrer gro-ßen Bedeutung für das Unternehmen wesentlich mehr Aufmerksamkeit bei der Lagerhaltung zu schenken als den Artikeln mit geringerem Anteil am Umsatz.
Sehr aufschlussreich ist auch eine Klassifizierung der Artikel nach ihrem Bei-trag zum Gewinn. Eine entsprechende Untersuchung wird im Allgemeinen erge-ben, dass auch der größte Teil des Gewinnes nur mit einer relativ kleinen Anzahl von Artikeln erwirtschaftet wird und dass der Gewinn oft durch eine beträchtliche Anzahl mit Verlust verkaufter Artikel reduziert wird.66
Eine Gewinnanalyse aller Artikel ist jedoch mit sehr großem Aufwand verbun-den, so dass man sich in den meisten Unternehmen im Allgemeinen mit der we-sentlich einfacher zu ermittelnden Klassifizierung der Artikel nach dem Umsatz begnügen wird. Sind die Preisunterschiede der Artikel eines Produktprogramms nur gering, so kann die Klassifizierung der Artikel auch nach den Absatzmengen anstatt nach den Umsätzen vorgenommen werden.
65 Vgl. Magee/Copacino/Rosenfield, 1985, S. 61. 66 Vgl. Stölzle/Heusler/Karrer, 2004, S. 54ff.; Homburg/Krohmer, 2009, S. 1152ff.

108 B.2 Lagerhaltung (Lagerbestände)
Ist der Umsatz das Bewertungskriterium, so werden die Artikel gemäß ihrer Bedeutung für den Gesamtumsatz in verschiedene Klassen aufgeteilt. Meistens bildet man eine Rangordnung von drei Klassen und bezeichnet sie mit A, B und C. Man spricht deshalb bei der Umsatzklassifizierung auch vom ABC-Prinzip, von der ABC-Analyse oder vom ABC-System der Lagerhaltung. In Abb. B.15 ist in den Spalten 1 bis 4 ein Beispiel für eine Klassenbildung nach dem ABC-Prinzip gegeben.
Aufgrund der ABC-Umsatzanalyse wird den A-Artikeln bei der selektiven La-gerhaltung wegen ihres bedeutenden Umsatzanteils wesentlich größere Aufmerk-samkeit geschenkt als den C-Artikeln, weil der Lagerwert der A-Artikel sehr hoch ist und das Auftreten von Fehlmengen mit großen Verlusten verbunden sein kann.
Nun ist es aber möglich, dass auch ein Artikel, der wegen seines geringen Um-satzanteiles in die C-Kategorie fällt, besonderer Aufmerksamkeit bei der Lagerhal-tung bedarf, weil er eine besonders kritische Rolle für den Kunden spielt.67 So ist z. B. ein kleines, unscheinbares Ersatzteil für die Zündung eines Autos für den Kunden wesentlich wichtiger als ein Kotflügel, da ein Auto mit einem verbeulten Kotflügel noch fahren kann, ohne funktionierende Zündung jedoch nicht. Der Lie-ferant muss also bei der selektiven Lagerhaltung neben dem Umsatzanteil des Ar-tikels als weiteres Bewertungskriterium auch den kritischen Wert berücksichtigen, den ein Artikel für den Kunden hat. Abb. B.15 zeigt in Spalte 6 ein Beispiel für eine Analyse des kritischen Wertes oder Bedeutungsfaktors.
67 Vgl. Bowersox/Smykay/LaLonde, 1968, S. 197f.; Steinbrüchel, 1971, S. 198f.
100
80
60
40
20
020 40 60 80 100
Umsatzanteil[%]
Mengenanteil[%]
Abb. B.14 Beispiel für eine Lorenzkurve zur Kennzeichnung der Umsatzkonzentration in ei-nem Produktprogramm

2.4 Selektive Lagerhaltung 109
Den kritischen Wert eines Artikels kann man durch seine Bewertung quantifi-zieren. Hat ein Lieferant Ersatzteile für die von ihm gelieferten Maschinen auf Lager zu halten, so kann er die Artikel, die für die Funktionsfähigkeit der Maschi-ne sofort verfügbar sein müssen, den kritischen Wert 1 geben. Die Artikel, deren Ausfall die Funktionsfähigkeit der Maschine für eine bestimmte Zeit nicht beein-trächtigen, erhalten den kritischen Wert 2; und die Artikel, die für die Funktions-fähigkeit der Maschine nicht von unmittelbarer Bedeutung sind, erhalten den kriti-schen Wert 3. Das Bewertungskriterium zur Bestimmung dieser gewichteten kritischen Werte ist also die Bedeutung des Artikels für die Funktionstüchtigkeit der Maschine. Es gibt auch andere Bewertungskriterien zur Bestimmung des kriti-schen Wertes. Bezieht man beispielsweise den kritischen Wert auf die Phase im Lebenszyklus eines Produktes, so wird man der Lagerhaltung eines Produktes in der Wachstumsphase wesentlich größere Aufmerksamkeit schenken müssen als der Lagerhaltung eines Produktes in der Phase der Degeneration. Man wird die kritischen Werte für die Produkte entsprechend gewichten. Aus den Spalten 5 und 6 in Abb. B.15 ist zu ersehen, dass die Bedeutung der Artikel aufgrund des Um-satzanteils und aufgrund des kritischen Wertes unterschiedlich eingeschätzt wird. Um zu einer Rangordnung der Artikel zu gelangen, muss man die Bewertung auf-grund der beiden Bewertungskriterien zu einem einzigen Wert zusammenfassen. Hierzu bietet sich die Multiplikation an, da dann der Wertebereich weit gestreut und eine deutliche Rangordnung ermöglicht wird. Spalte 7 zeigt die einheitliche
ArtikelUmsatz(in $)
Umsatz(in %)
Umsatzklasse und prozen-tualer Anteil der Artikel
Rangordnung der Artikel
nach Umsatz-anteilen
kritischer Wert
Bewertung der Artikel nach Umsatz und
kritischem Wert(7) = (5) x (6)
(1) (2) (3) (4) (5) (6) (7)
III
20.00018.000
56A-Artikel
20%12
31
32
IIIIVVVI
8.0006.0005.0004.000
34B-Artikel
40%
3456
2312
612512
VIIVIIIIXX
3.0002.5001.000500
10C-Artikel
40%
789
10
3121
2181810
ArtikelUmsatz(in $)
Umsatz(in %)
Umsatzklasse und prozen-tualer Anteil der Artikel
Rangordnung der Artikel
nach Umsatz-anteilen
kritischer Wert
Bewertung der Artikel nach Umsatz und
kritischem Wert(7) = (5) x (6)
(1) (2) (3) (4) (5) (6) (7)
III
20.00018.000
56A-Artikel
20%12
31
32
IIIIVVVI
8.0006.0005.0004.000
34B-Artikel
40%
3456
2312
612512
VIIVIIIIXX
3.0002.5001.000500
10C-Artikel
40%
789
10
3121
2181810
Abb. B.15 Klassifizierung der Artikel mit Hilfe der Umsatzanalyse und der Analyse des kriti-schen Wertes (Quelle: Die Tabelle ist eine Zusammenfassung der beiden Tabellen bei Bowersox/Smykay/LaLonde, 1968, S. 201. Kritischer Wert von 1 bis 3 bedeutet von kritisch bis unkritisch)

110 B.2 Lagerhaltung (Lagerbestände)
Bewertung der Artikel mit Hilfe der Umsatzanalyse und der Analyse des kriti-schen Wertes. Es entsteht eine andere Rangordnung der Artikel als bei einer rei-nen Umsatzanalyse. Diese Rangordnung kann dazu dienen, eine neue Klassifizie-rung in A-, B- und C-Artikel vorzunehmen. Das ABC-Prinzip kann auf diese Weise erweitert werden.
Anwendung der selektiven Lagerhaltung
Die Anwendung des ABC-Prinzips führt dazu, dass die A-, B- und C-Artikel im gesamten Bereich der Lagerhaltung oder in bestimmten Teilbereichen unterschied-lich behandelt werden. So kann für jede Artikelklasse der Bestellvorgang anders ablaufen, die Lieferbereitschaft unterschiedlich hoch sein und die Anzahl der Aus-lieferungspunkte verschieden sein. Wenn man z. B. in einem Unternehmen vor Einführung der selektiven Lagerhaltung alle Artikel in einem Bestellzyklus von acht Wochen bestellt hat, kann man nach Durchführung einer ABC-Analyse mit verschiedenen Bestellzyklen arbeiten. Die A-Artikel werden alle vier Wochen be-stellt, um die sehr hohen Kosten der Kapitalbindung zu senken. Für die B-Artikel wird der achtwöchige Bestellzyklus beibehalten, während für die C-Artikel ein Bestellzyklus von sechzehn Wochen eingeführt wird, weil die Kapitalbindung bei diesem Artikel nicht sehr ins Gewicht fällt.68 Entsprechend kann auch der Auf-wand für die Kontrolle der Lagerbestände differenziert werden.
Es gibt keine einheitliche Politik der selektiven Lagerhaltung für alle Unter-nehmen, sondern die Art der selektiven Lagerhaltung kann sich von Unternehmen zu Unternehmen unterscheiden. Immer geht man jedoch von dem Grundgedanken aus, die Lagerhaltungskosten durch eine ungleiche Behandlung der Artikel zu senken, ohne dabei den Lieferservice wesentlich zu beeinträchtigen. Dieser Grundgedanke soll am Beispiel der Frage, an welchen Auslieferungspunkten die Artikel zu lagern sind, näher ausgeführt werden, da diese – auch bei der im nächs-ten Abschnitt zu diskutierenden Funktion von Lagerhäusern aufzugreifenden – Frage auf das Problem der Zentralisation oder Dezentralisation des Ausliefe-rungssystems abzielt, das sich auf den gesamten Entscheidungsbereich der Distri-butionslogistik auswirkt.
MAGEE u. a. formulieren für die Lagerhaltung der Artikel an verschiedenen Auslieferungspunkten eine ABCD-Politik.69 Sie gehen dabei von der allgemeinen Regel aus, dass Kostenüberlegungen dazu führen, Artikel mit geringem Umsatz-anteil nur an wenigen Auslieferungspunkten zu lagern. Es wurde bei der Behand-lung der Einflussfaktoren des Sicherheitsbestandes gezeigt, dass der Sicherheits-bestand eines Artikels umso größer ist, je mehr Lager zur Befriedigung einer bestimmten Nachfrage benutzt werden. Neben den Kosten der Kapitalbindung er-höhen sich mit der Anzahl der Lager jedoch auch die Personalkosten, die Raum-kosten sowie Kosten infolge geringerer Rationalisierungsmöglichkeiten. Die ge-
68 Vgl. Constantin, 1966, S. 331ff. und S. 409ff. 69 Magee/Copacino/Rosenfield, 1985, S. 286ff.

2.4 Selektive Lagerhaltung 111
samten Lagerkosten in einem Lager steigen also relativ an, wenn der Umsatz sinkt. Da der Umsatz je Lager steigt, je weniger Lager vorhanden sind, sprechen die Lagerkosten für eine Zentralisierung der Lager. Gegen eine Zentralisierung sprechen im Allgemeinen die Transportkosten, weil wegen des Fehlens von La-gern in den Einzelmärkten die Möglichkeit verloren geht, die Produkte in großen Transporteinheiten möglichst nahe an die Einzelmärkte heranzubringen. Die Transportkosten erhöhen sich aber bei einer Zentralisierung von umsatzstarken und umsatzschwachen Artikeln relativ gleich stark. Deshalb spricht ein Vergleich der Lagerhaltungskostensenkung und der Transportkostenerhöhung dafür, umsatz-starke Artikel in mehreren Auslieferungspunkten dezentral zu lagern, umsatz-schwache Artikel dagegen möglichst zentral zu lagern. Teilt man die Artikel in vier Klassen ein, so lässt sich folgende ABCD-Politik formulieren:
A-Artikel sind so umsatzstark, dass es gerechtfertigt ist, sie in allen lokalen La-gern zu lagern,
B-Artikel sind weniger umsatzstark und werden in wenigen, ausgesuchten re-gionalen Auslieferungslagern gelagert,
C-Artikel werden wegen des geringen Umsatzes nur in Fabriklagern gelagert, D-Artikel haben einen so niedrigen Anteil am Umsatz, dass sie überhaupt nicht
auf Lager gehalten und nur auf Bestellung hergestellt werden.
Geht man davon aus, dass bei einer Zentralisierung der Lager die Ausliefe-rungszeit der Ware an den Kunden ansteigt, so sinkt der Lieferservice für die zent-ral gelagerten Artikel. Da jedoch nur die umsatzschwächeren Artikel davon be-troffen sind, wird der Lieferservice für den gesamten Umsatz nur unwesentlich beeinträchtigt. Er kann sogar erhöht werden, wenn man in Folge der Kostensen-kung, welche durch die Zentralisation der umsatzschwachen Artikel ermöglicht wird, freigesetzte Mittel dazu verwendet, die Sicherheitsbestände und somit die Lieferbereitschaft der umsatzstarken Artikel zu erhöhen.
Vor der Einführung einer solchen ABCD-Politik ist noch der kritische Wert der Artikel zu analysieren und die ABCD-Klassen sind gegebenenfalls entsprechend abzuändern. Ferner muss man untersuchen, inwieweit umsatzstarke und umsatz-schwache Artikel von denselben Kunden gekauft werden. Dieser Aspekt kann ebenfalls zu einer Änderung der ABCD-Politik zwingen, wenn die Kunden erwar-ten, dass ihnen die bestellten Artikel zusammen von einem Lager ausgeliefert werden. Bei den umsatzstarken Artikeln ist zudem zu prüfen, ob der Umsatz durch die Nachfrage vieler Kunden entsteht, die den Artikel in kleinen Mengen beziehen oder ob es wenige Kunden sind, die den Artikel in Waggon- oder Lastzugladun-gen beziehen. Trifft der zweite Fall zu, so wird auch für umsatzstarke Artikel eine zentrale Auslieferung von Vorteil sein. Es zeigt sich also, dass zur Beantwortung der Frage, welche Artikel an welchen Auslieferungspunkten zu lagern sind, je-weils eine ganze Reihe von Einflussfaktoren zu berücksichtigen sind. Nicht zuletzt gehört dazu auch das Lagerhaus selbst, mit seinem Standort, der Größe des von ihm aus versorgten Marktgebietes und den Einrichtungen für die Lagerung und Handhabung der Güter.

http://www.springer.com/978-3-642-04161-7