Embed Size (px)
Citation preview
55LuK KOLLOQUIUM 2006
Simulationstechnikam Beispiel des ZMS –Die Stecknadelim Heuhaufen finden
Alexander FidlinRoland Seebacher
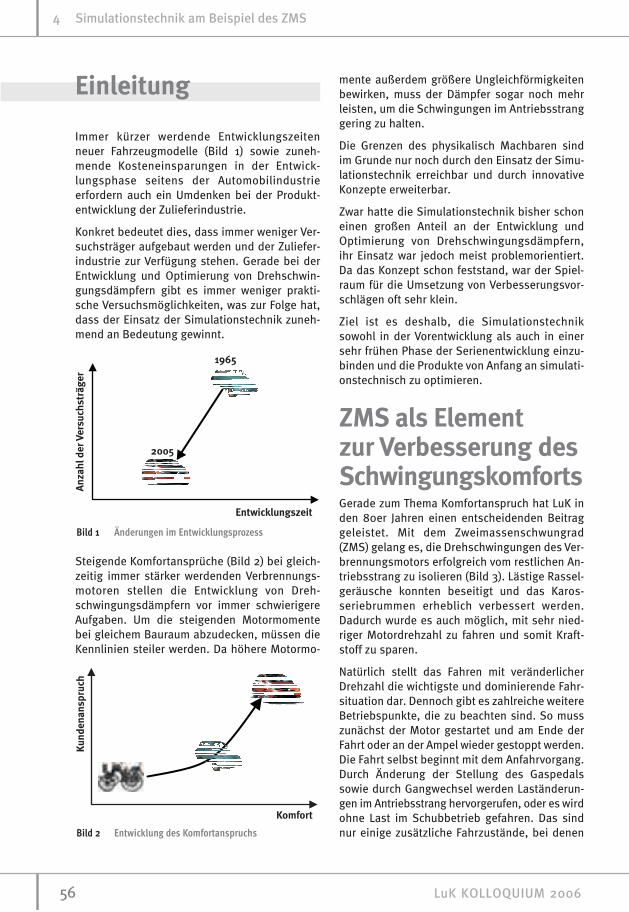
Immer kürzer werdende Entwicklungszeitenneuer Fahrzeugmodelle (Bild 1) sowie zuneh-mende Kosteneinsparungen in der Entwick-lungsphase seitens der Automobilindustrieerfordern auch ein Umdenken bei der Produkt-entwicklung der Zulieferindustrie.
Konkret bedeutet dies, dass immer weniger Ver-suchsträger aufgebaut werden und der Zuliefer-industrie zur Verfügung stehen. Gerade bei derEntwicklung und Optimierung von Drehschwin-gungsdämpfern gibt es immer weniger prakti-sche Versuchsmöglichkeiten, was zur Folge hat,dass der Einsatz der Simulationstechnik zuneh-mend an Bedeutung gewinnt.
Steigende Komfortansprüche (Bild 2) bei gleich-zeitig immer stärker werdenden Verbrennungs-motoren stellen die Entwicklung von Dreh-schwingungsdämpfern vor immer schwierigereAufgaben. Um die steigenden Motormomentebei gleichem Bauraum abzudecken, müssen dieKennlinien steiler werden. Da höhere Motormo-
mente außerdem größere Ungleichförmigkeitenbewirken, muss der Dämpfer sogar noch mehrleisten, um die Schwingungen im Antriebsstranggering zu halten.
Die Grenzen des physikalisch Machbaren sindim Grunde nur noch durch den Einsatz der Simu-lationstechnik erreichbar und durch innovativeKonzepte erweiterbar.
Zwar hatte die Simulationstechnik bisher schoneinen großen Anteil an der Entwicklung undOptimierung von Drehschwingungsdämpfern,ihr Einsatz war jedoch meist problemorientiert.Da das Konzept schon feststand, war der Spiel-raum für die Umsetzung von Verbesserungsvor-schlägen oft sehr klein.
Ziel ist es deshalb, die Simulationstechniksowohl in der Vorentwicklung als auch in einersehr frühen Phase der Serienentwicklung einzu-binden und die Produkte von Anfang an simulati-onstechnisch zu optimieren.
ZMS als Elementzur Verbesserung desSchwingungskomfortsGerade zum Thema Komfortanspruch hat LuK inden 80er Jahren einen entscheidenden Beitraggeleistet. Mit dem Zweimassenschwungrad(ZMS) gelang es, die Drehschwingungen des Ver-brennungsmotors erfolgreich vom restlichen An-triebsstrang zu isolieren (Bild 3). Lästige Rassel-geräusche konnten beseitigt und das Karos-seriebrummen erheblich verbessert werden.Dadurch wurde es auch möglich, mit sehr nied-riger Motordrehzahl zu fahren und somit Kraft-stoff zu sparen.
Natürlich stellt das Fahren mit veränderlicherDrehzahl die wichtigste und dominierende Fahr-situation dar. Dennoch gibt es zahlreiche weitereBetriebspunkte, die zu beachten sind. So musszunächst der Motor gestartet und am Ende derFahrt oder an der Ampel wieder gestoppt werden.Die Fahrt selbst beginnt mit dem Anfahrvorgang.Durch Änderung der Stellung des Gaspedalssowie durch Gangwechsel werden Laständerun-gen im Antriebsstrang hervorgerufen, oder es wirdohne Last im Schubbetrieb gefahren. Das sindnur einige zusätzliche Fahrzustände, bei denen
56 LuK KOLLOQUIUM 2006
4 Simulationstechnik am Beispiel des ZMS
Einleitung
Bild 2 Entwicklung des Komfortanspruchs
Bild 1 Änderungen im Entwicklungsprozess
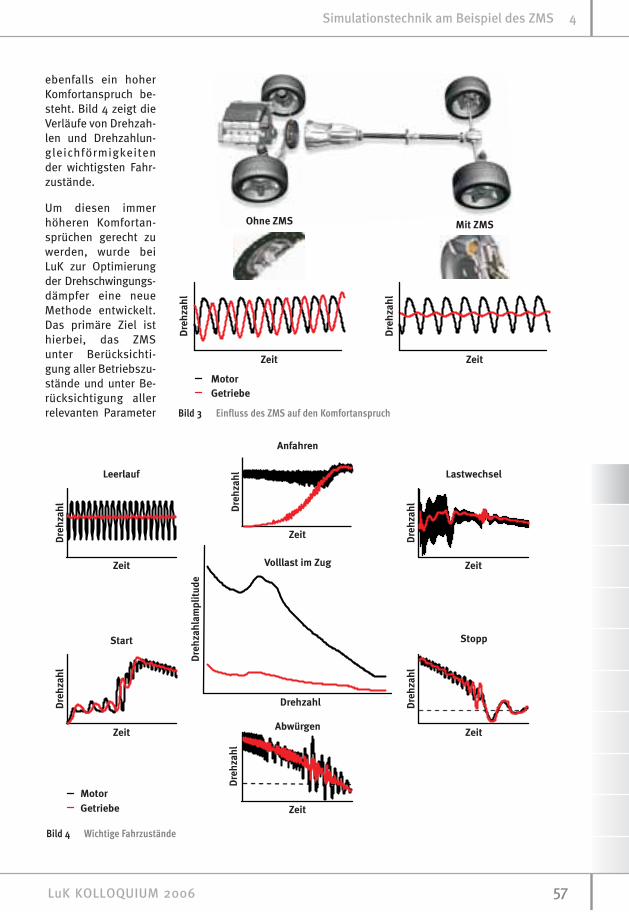
ebenfalls ein hoherKomfortanspruch be-steht. Bild 4 zeigt dieVerläufe von Drehzah-len und Drehzahlun-gleichförmigkeitender wichtigsten Fahr-zustände.
Um diesen immerhöheren Komfortan-sprüchen gerecht zuwerden, wurde beiLuK zur Optimierungder Drehschwingungs-dämpfer eine neueMethode entwickelt.Das primäre Ziel isthierbei, das ZMSunter Berücksichti-gung aller Betriebszu-stände und unter Be-rücksichtigung allerrelevanten Parameter
57LuK KOLLOQUIUM 2006
Simulationstechnik am Beispiel des ZMS 4
Bild 3 Einfluss des ZMS auf den Komfortanspruch
Bild 4 Wichtige Fahrzustände

zu optimieren. Um das volle Potenzial der zurVerfügung stehenden Parameter zu nutzen ist esnotwendig, die Optimierung bereits in der Kon-zeptphase durchzuführen. Auf die Methode derOptimierung wird später noch ausführlich einge-gangen.
Um dieses Ziel zu erreichen, ergeben sichzusätzliche Anforderungen an die Simulations-technik, die nachfolgend beschrieben werden.
Simulations-technische VoraussetzungenRelevante BetriebspunkteZunächst müssen alle problematischen Betriebs-punkte definiert werden. In der Übersicht (Bild 5)sind die wichtigsten Antriebsstrangproblemezusammengestellt.
Diese können im Wesentlichen in 3 Gruppenzusammengefasst werden.
• Akustische Probleme (Getrieberasseln undKarosseriebrummen)
• Fühlbare Probleme (Ruckeln und Rupfen)
• Festigkeitsprobleme
Zielgrößen, subjektiveBewertung und SensitivitätsdiagrammeZur objektiven Beurteilung der Qualität einerAuslegung müssen geeignete Zielgrößen gefun-den werden. D.h., welche messbare physikali-sche Größe muss ausgewertet bzw. ermitteltwerden und inwieweit korreliert diese Mess-größe mit dem subjektiven Empfinden.
In Bild 6 ist die Ermittlung der Zielgrößen für dasFahren im Betriebszustand Volllast im Zug sche-matisch dargestellt. Mögliche Problempunktesind hierbei Getrieberasseln und Karosserie-brummen. Um die Qualität des Fahrens im Zugmesstechnisch zu bewerten, wird das Fahrzeugmit maximalem Drehmoment beschleunigt.Dabei werden hochaufgelöst die Drehzahlen amGetriebeeingang, am Differenzialeingang (beiheckangetriebenen Fahrzeugen) und am Radgemessen. Je nach Zielgröße werden die Signaleüber der Zeit differenziert oder integriert undderen Amplituden über der Drehzahl des Motorsdargestellt. Zur Bewertung des Getrieberasselnswird als Zielgröße die mittlere Amplitude derDrehzahlschwankungen des Getriebesignalsüber dem kritischen Drehzahlbereich ausgewer-tet. Das Karosseriebrummen korreliert hinrei-chend genau mit den Beschleunigungsüberhö-hungen am Rad und am Differenzialeingang. ImDrehzahlbereich unterhalb 1500/min dient diemaximale Resonanzüberhöhung am Rad als Ziel-größe. Speziell bei heckangetriebenen oder all-radgetriebenen Fahrzeugen kann eine Antriebs-strangresonanz Brummgeräusche hervorrufen.Als Zielgröße dafür wird die maximale Beschleu-nigungsüberhöhung am Differenzialeingang aus-gewertet.
Idealerweise werden diese Messungen mitunterschiedlichen ZMS-Auslegungen und ver-schiedenen Dämpfersystemen durchgeführt.Dadurch wird ein möglichst großer Bereich dergemessenen Zielgrößen erfasst. Zeitgleich mitden Messungen werden die eingebauten Syste-me subjektiv bewertet. Werden die subjektivenBewertungen über den jeweiligen Zielgrößenaufgetragen, ergeben sich die so genanntenSensitivitätsdiagramme (Bild 7).
Optimal wäre der Einsatz von Systemen, die dasSpektrum des mit einem ZMS erzielbaren Kom-
58 LuK KOLLOQUIUM 2006
4 Simulationstechnik am Beispiel des ZMS
Bild 5 Antriebsstrangprobleme
Betriebspunkt Problem
Leerlauf Getrieberasseln
Zug Getrieberasseln,Brummen
Schub Getrieberasseln,Brummen
Stopp Getrieberasseln,Klackern
Lastwechsel Ruckeln
Anfahren Rupfen, Rasseln,Ruckeln, Modulation
Start Bauteilfestigkeit, Komfort
gedrücktes Fahren Bauteilfestigkeit
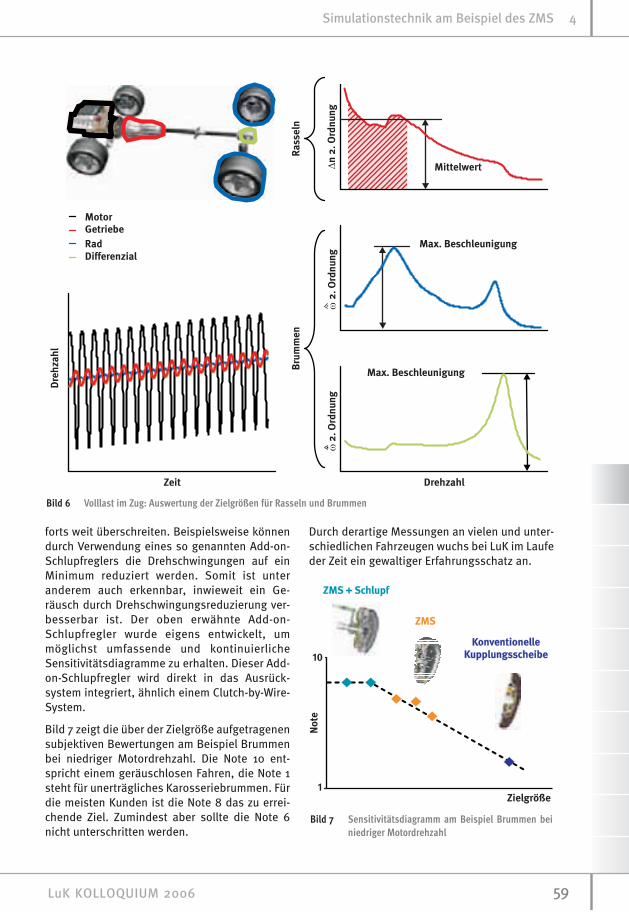
forts weit überschreiten. Beispielsweise könnendurch Verwendung eines so genannten Add-on-Schlupfreglers die Drehschwingungen auf einMinimum reduziert werden. Somit ist unteranderem auch erkennbar, inwieweit ein Ge-räusch durch Drehschwingungsreduzierung ver-besserbar ist. Der oben erwähnte Add-on-Schlupfregler wurde eigens entwickelt, ummöglichst umfassende und kontinuierliche Sensitivitätsdiagramme zu erhalten. Dieser Add-on-Schlupfregler wird direkt in das Ausrück-system integriert, ähnlich einem Clutch-by-Wire-System.
Bild 7 zeigt die über der Zielgröße aufgetragenensubjektiven Bewertungen am Beispiel Brummenbei niedriger Motordrehzahl. Die Note 10 ent-spricht einem geräuschlosen Fahren, die Note 1steht für unerträgliches Karosseriebrummen. Fürdie meisten Kunden ist die Note 8 das zu errei-chende Ziel. Zumindest aber sollte die Note 6nicht unterschritten werden.
Durch derartige Messungen an vielen und unter-schiedlichen Fahrzeugen wuchs bei LuK im Laufeder Zeit ein gewaltiger Erfahrungsschatz an.
59LuK KOLLOQUIUM 2006
Simulationstechnik am Beispiel des ZMS 4
Bild 6 Volllast im Zug: Auswertung der Zielgrößen für Rasseln und Brummen
Bild 7 Sensitivitätsdiagramm am Beispiel Brummen beiniedriger Motordrehzahl
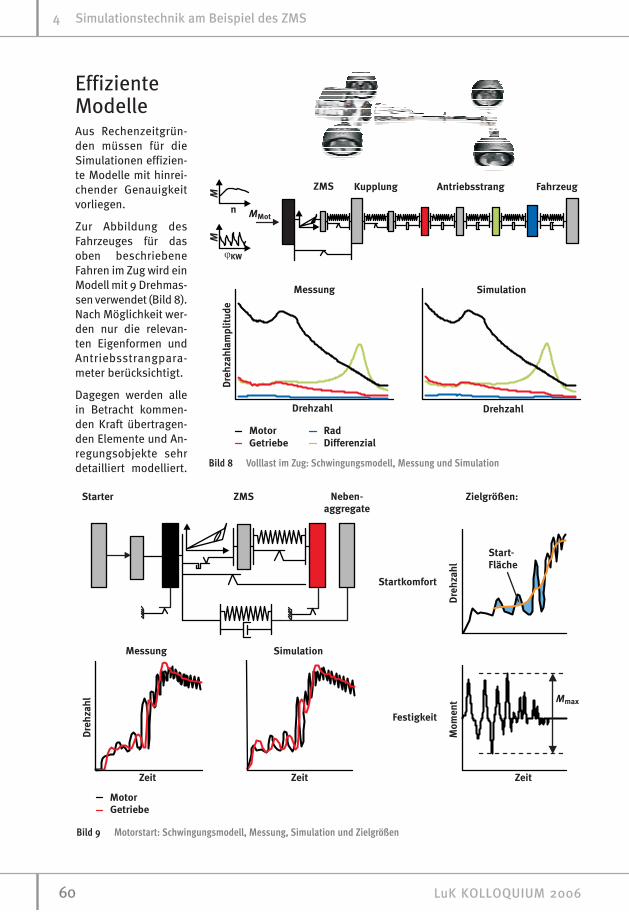
EffizienteModelleAus Rechenzeitgrün-den müssen für dieSimulationen effizien-te Modelle mit hinrei-chender Genauigkeitvorliegen.
Zur Abbildung desFahrzeuges für dasoben beschriebeneFahren im Zug wird einModell mit 9 Drehmas-sen verwendet (Bild 8).Nach Möglichkeit wer-den nur die relevan-ten Eigenformen undAntriebsstrangpara-meter berücksichtigt.
Dagegen werden allein Betracht kommen-den Kraft übertragen-den Elemente und An-regungsobjekte sehrdetailliert modelliert.
60 LuK KOLLOQUIUM 2006
4 Simulationstechnik am Beispiel des ZMS
Bild 8 Volllast im Zug: Schwingungsmodell, Messung und Simulation
Bild 9 Motorstart: Schwingungsmodell, Messung, Simulation und Zielgrößen
Die Drehmomentschwankungen des Verbren-nungsmotors werden als Funktion des Kurbel-wellenwinkels und des statischen Moments vor-gegeben. Auch das Übertragungsverhalten desZMS mit allen komplexen und nichtlinearenEigenschaften der Bogenfeder wird berück-sichtigt. Die Steifigkeiten, Dämpfungen und Spieledes Antriebsstranges können durch spezielleMessungen experimentell ermittelt werden.
Mit diesem Modell lässt sich der BetriebszustandZug (Bild 8) hinreichend genau beschreiben.
In Bild 9 sind analog zum obigen Beispiel für denBetriebspunkt Start, der sich ebenfalls simulati-onstechnisch sehr gut abbilden lässt, dasSchwingungsmodell, der Vergleich Messung/Simulation und die Zielgrößen skizziert.
Wie auch beim Zug wird der Motorstart gesamt-haft betrachtet. Neben den Kenngrößen des ZMSwerden Motor, Motormanagement, Anlasser unddie Nebenaggregate berücksichtigt. Als Zielgrö-ßen dient hier die sogenannte Start-Fläche zwi-schen tatsächlicher und gemittelter Motordreh-zahl und das maximale Drehmoment im ZMS.Während die Auswertung der Start-Fläche eineKomfortgröße darstellt, ist die Zielgröße max.Dämpfermoment eine Festigkeitsgröße. Diese
Vorgehensweise wurde für alle weiteren Betriebs-punkte entsprechend erarbeitet.
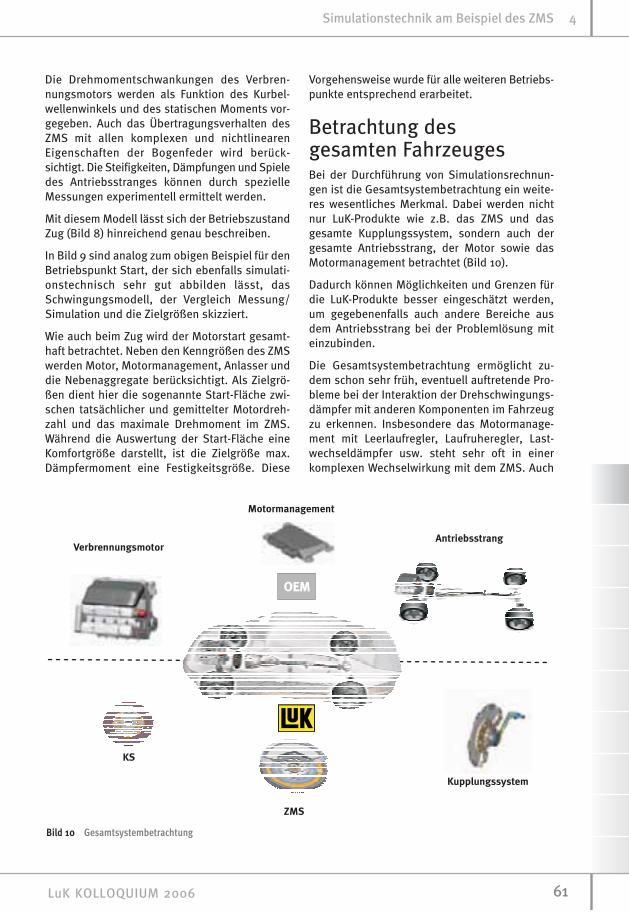
Betrachtung desgesamten FahrzeugesBei der Durchführung von Simulationsrechnun-gen ist die Gesamtsystembetrachtung ein weite-res wesentliches Merkmal. Dabei werden nichtnur LuK-Produkte wie z.B. das ZMS und dasgesamte Kupplungssystem, sondern auch dergesamte Antriebsstrang, der Motor sowie dasMotormanagement betrachtet (Bild 10).
Dadurch können Möglichkeiten und Grenzen fürdie LuK-Produkte besser eingeschätzt werden,um gegebenenfalls auch andere Bereiche ausdem Antriebsstrang bei der Problemlösung miteinzubinden.
Die Gesamtsystembetrachtung ermöglicht zu-dem schon sehr früh, eventuell auftretende Pro-bleme bei der Interaktion der Drehschwingungs-dämpfer mit anderen Komponenten im Fahrzeugzu erkennen. Insbesondere das Motormanage-ment mit Leerlaufregler, Laufruheregler, Last-wechseldämpfer usw. steht sehr oft in einerkomplexen Wechselwirkung mit dem ZMS. Auch
61LuK KOLLOQUIUM 2006
Simulationstechnik am Beispiel des ZMS 4
Bild 10 Gesamtsystembetrachtung
62 LuK KOLLOQUIUM 2006
4 Simulationstechnik am Beispiel des ZMS
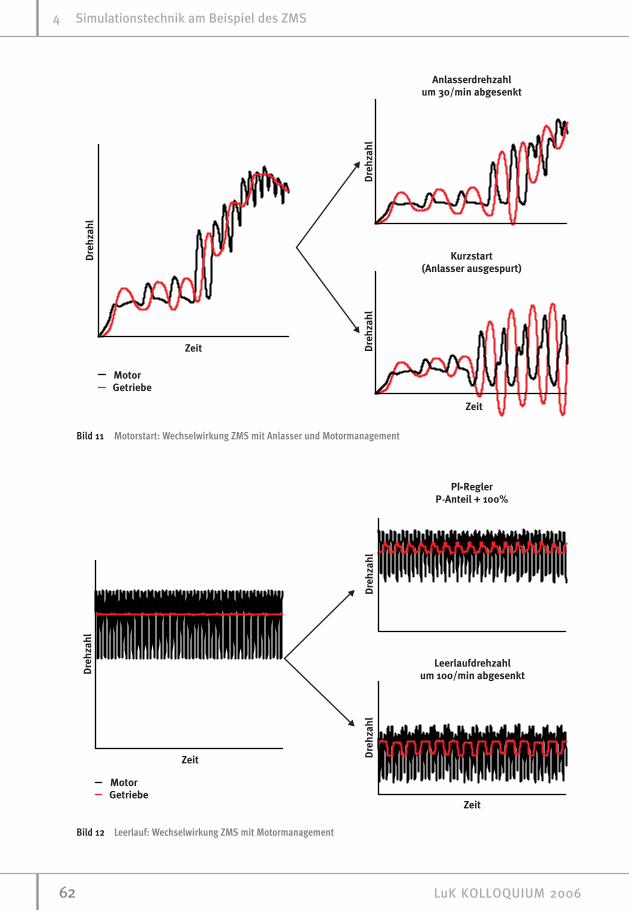
Bild 11 Motorstart: Wechselwirkung ZMS mit Anlasser und Motormanagement
Bild 12 Leerlauf: Wechselwirkung ZMS mit Motormanagement
hier ist es sicherlich hilfreich, schon in einer frühenEntwicklungsphase positiv eingreifen zu können.
In Bild 11 ist der Einfluss von Motormanagementund Anlasserdrehzahl auf den Motorstart darge-stellt. Die drei Diagramme zeigen die Drehzahlsig-nale des Motors und des Getriebes. Zunächst siehtman eine Phase, in der der Motor unbefeuert vomAnlasser angetrieben wird. Nach einigen Zyklenwird der Motor befeuert. Danach durchläuft dieMotordrehzahl die ZMS-Resonanz, welche bei denAbstimmungen nicht selten ein Problem darstellt.
Eine Absenkung der Starterdrehzahl um 30/minwürde den Motorstart schon deutlich verschlech-tern. (Bild 11, Diagramm rechts oben). Kritischwird die Situation bei einem zu frühen Ausspu-ren des Anlassers, z.B. bevor der Motor zum ers-ten Mal befeuert wird. Die Konsequenz sindunakzeptable Resonanzschwingungen, welcheim Extremfall zu einem Resonanzhänger führenkönnen (Bild 11, Diagramm rechts unten).
Wechselwirkungen zwischen dem komplexenÜbertragungsverhalten des ZMS und dem Motor-management wirken sich auch beim Betriebszu-stand Leerlauf häufig negativ auf den Fahrkom-fort aus. Um eine perfekte Isolation hinsichtlichder Zündfrequenz zu erreichen wird zwischender Primär- und der Sekundärmasse des ZMSbewusst ein Spiel vorgesehen. Dadurch kannlästiges Getrieberasseln erfolgreich beseitigtwerden (Bild 12, linkes Diagramm). Hervorgerufendurch das Spiel und das Zusammenwirken vonMotordrehzahl und Reglerparametern könnenallerdings auch niederfrequente Schwingungenangeregt und damit unangenehme Vibrationenverursacht werden (Bild 12, rechte Diagramme).
Für beide Beispiele sieht man deutlich die Not-wendigkeit, die motorseitigen Parameter schonfrühzeitig in die Auslegung mit einzubeziehen.Das erfordert natürlich, den Kunden ebenfallsschon sehr früh in den Entwicklungsprozess zuintegrieren, denn die Genauigkeit der Fahrzeug-daten beeinflusst maßgeblich die Qualität derSimulationsergebnisse und somit die Qualitätdes Produkts.
Automatisierter BerechnungsablaufZur Optimierung müssen je nach Anzahl der Ein-flussparameter und der zu berechnenden
Betriebspunkte einige Tausend Simulationendurchgeführt werden. Dies erfordert eine mög-lichst automatisierte Simulationsumgebung.Dabei werden aus CAD-Zeichnungen und Fahr-zeugdaten entsprechende Dämpfer- und Fahr-zeugmodelle generiert. Aus den Einflussparame-tern wird der Berechnungsplan erstellt. DieSimulationen über der Zeit stellen Rohdaten zurAuswertung zur Verfügung. Aus den darausermittelten Zielgrößen wird dann ein optimalerDrehschwingungsdämpfer konstruiert. Für dieDurchführung der Simulationen und die Bestim-mung der Zielgrößen verwendet LuK selbst ent-wickelte Programme.
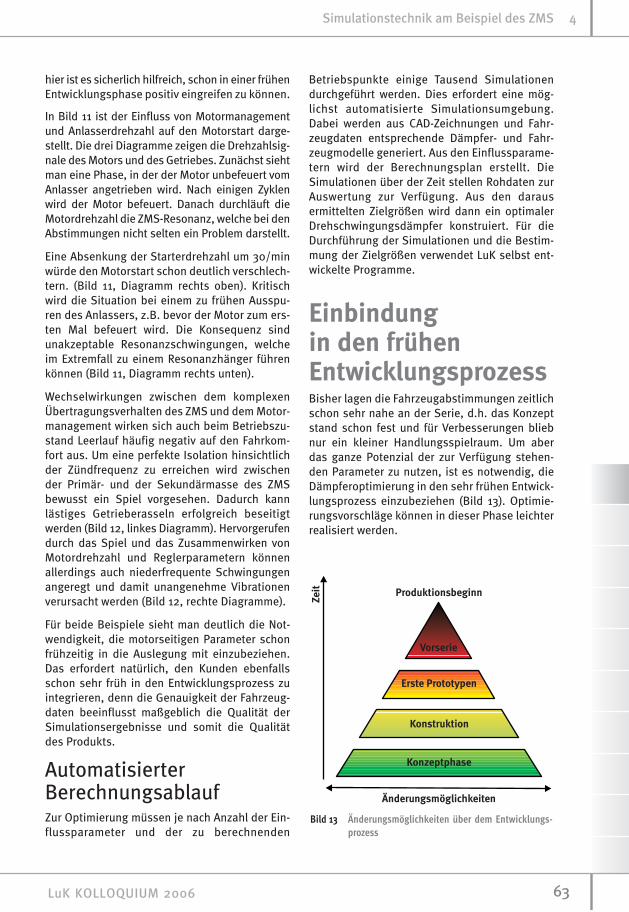
Einbindung in den frühen EntwicklungsprozessBisher lagen die Fahrzeugabstimmungen zeitlichschon sehr nahe an der Serie, d.h. das Konzeptstand schon fest und für Verbesserungen bliebnur ein kleiner Handlungsspielraum. Um aberdas ganze Potenzial der zur Verfügung stehen-den Parameter zu nutzen, ist es notwendig, dieDämpferoptimierung in den sehr frühen Entwick-lungsprozess einzubeziehen (Bild 13). Optimie-rungsvorschläge können in dieser Phase leichterrealisiert werden.
63LuK KOLLOQUIUM 2006
Simulationstechnik am Beispiel des ZMS 4
Bild 13 Änderungsmöglichkeiten über dem Entwicklungs-prozess
Vorgehensweise beider OptimierungDas entwickelte Verfahren orientiert sich an dreiwesentlichen Anforderungen, die naturgemäßan die Produktoptimierung gestellt werden.
• Die Funktion der LuK-Produkte hängt von vie-len konstruktiven Parametern ab. Speziellbeim Zweimassenschwungrad sind das nor-malerweise zwischen 18 und 24 Parameter(abhängig von der Komplexität).
• Die Produkte werden nicht in Bezug auf eineeinzige Zielgröße optimiert, sondern sie sol-len in allen kundenrelevanten Fahrsituatio-nen gut funktionieren.
• Die Produkte werden in Großserien herge-stellt, die Serienstreuung ist daher bei derEntwicklung eines optimalen Produktes zuberücksichtigen.
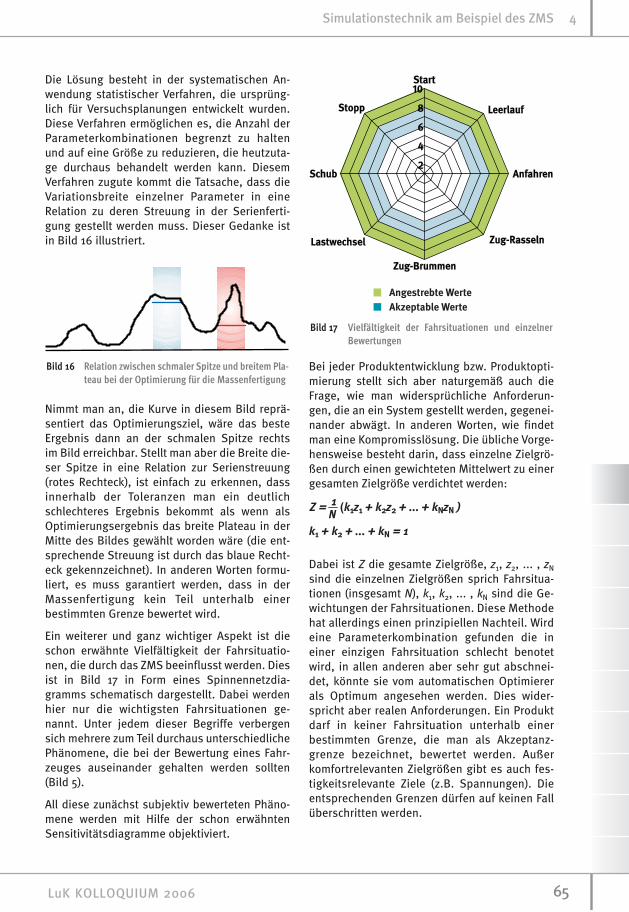
Diese Anforderungen bestimmen im Wesentli-chen die Optimierungsstrategie. Bild 14 stellt dieBauteile dar, die in einem einfachen ZMS enthal-ten sind.
Selbstverständlich können einige dieser Bautei-le und deren Geometrie bei der Beurteilung derFunktion und Betriebsfestigkeit des ZMS aufeine begrenzte Anzahl von Parametern reduziert
werden. Da aber bei der Beschreibung zum Bei-spiel einer Druckfeder nicht nur ihre Kennlinie,sondern zur Berechnung der Spannungen auchdie Drahtgeometrie berücksichtigt werden muss,entsteht eine relativ große Parametermenge.Diese wird umso größer je komplexer die jeweili-ge Struktur ist (einfaches ZMS, ZMS mit Innen-dämpfer, ZMS mit Innendämpfer und torsionsge-dämpfter Kupplungsscheibe, usw.).
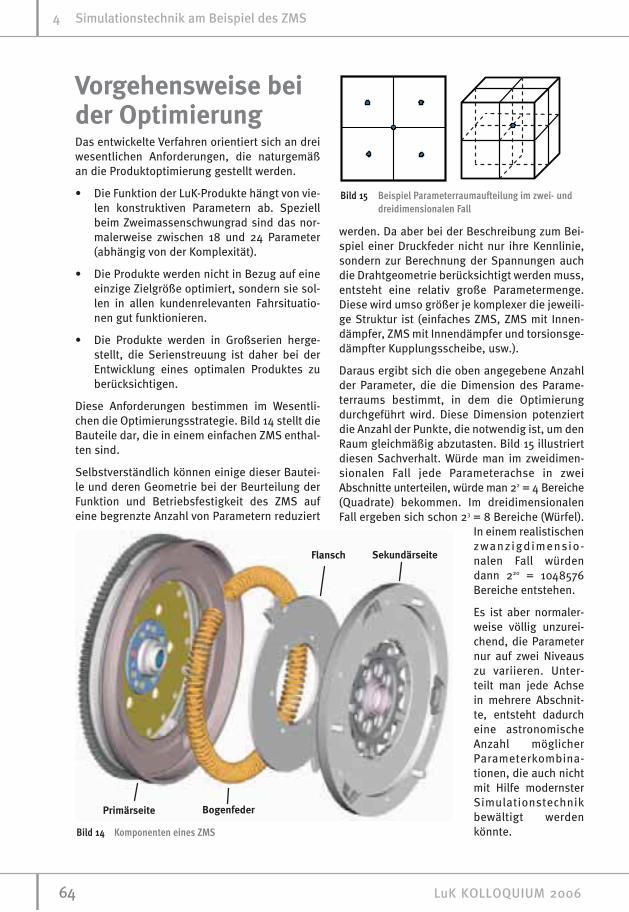
Daraus ergibt sich die oben angegebene Anzahlder Parameter, die die Dimension des Parame-terraums bestimmt, in dem die Optimierungdurchgeführt wird. Diese Dimension potenziertdie Anzahl der Punkte, die notwendig ist, um denRaum gleichmäßig abzutasten. Bild 15 illustriertdiesen Sachverhalt. Würde man im zweidimen-sionalen Fall jede Parameterachse in zweiAbschnitte unterteilen, würde man 22 = 4 Bereiche(Quadrate) bekommen. Im dreidimensionalenFall ergeben sich schon 23 = 8 Bereiche (Würfel).
In einem realistischenzwanzigdimensio-nalen Fall würdendann 220 = 1048576Bereiche entstehen.
Es ist aber normaler-weise völlig unzurei-chend, die Parameternur auf zwei Niveauszu variieren. Unter-teilt man jede Achsein mehrere Abschnit-te, entsteht dadurcheine astronomischeAnzahl möglicherParameterkombina-tionen, die auch nichtmit Hilfe modernsterSimulationstechnikbewältigt werdenkönnte.
64 LuK KOLLOQUIUM 2006
4 Simulationstechnik am Beispiel des ZMS
Bild 15 Beispiel Parameterraumaufteilung im zwei- unddreidimensionalen Fall
Bild 14 Komponenten eines ZMS
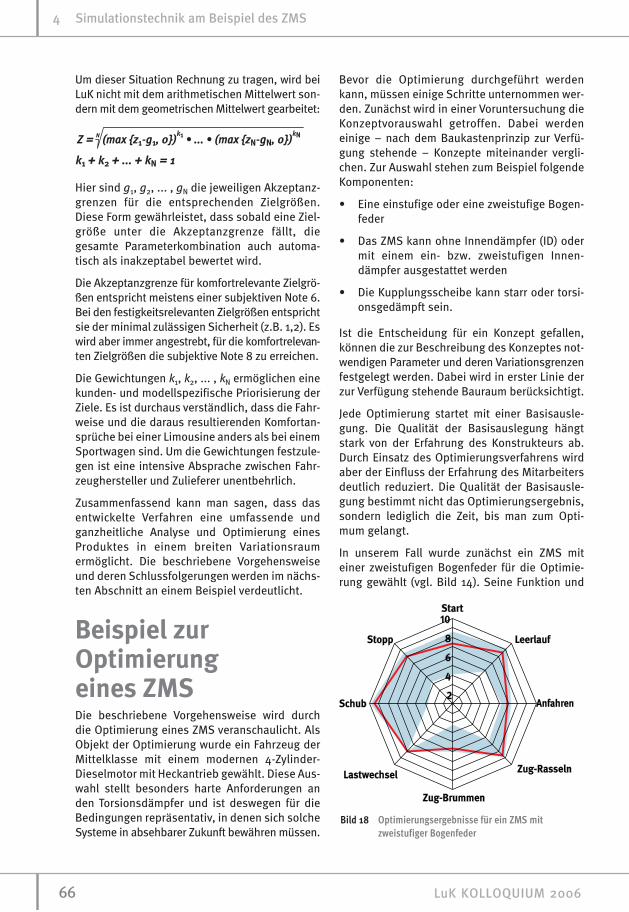
Die Lösung besteht in der systematischen An-wendung statistischer Verfahren, die ursprüng-lich für Versuchsplanungen entwickelt wurden.Diese Verfahren ermöglichen es, die Anzahl derParameterkombinationen begrenzt zu haltenund auf eine Größe zu reduzieren, die heutzuta-ge durchaus behandelt werden kann. DiesemVerfahren zugute kommt die Tatsache, dass dieVariationsbreite einzelner Parameter in eineRelation zu deren Streuung in der Serienferti-gung gestellt werden muss. Dieser Gedanke istin Bild 16 illustriert.
Nimmt man an, die Kurve in diesem Bild reprä-sentiert das Optimierungsziel, wäre das besteErgebnis dann an der schmalen Spitze rechtsim Bild erreichbar. Stellt man aber die Breite die-ser Spitze in eine Relation zur Serienstreuung(rotes Rechteck), ist einfach zu erkennen, dassinnerhalb der Toleranzen man ein deutlichschlechteres Ergebnis bekommt als wenn alsOptimierungsergebnis das breite Plateau in derMitte des Bildes gewählt worden wäre (die ent-sprechende Streuung ist durch das blaue Recht-eck gekennzeichnet). In anderen Worten formu-liert, es muss garantiert werden, dass in derMassenfertigung kein Teil unterhalb einerbestimmten Grenze bewertet wird.
Ein weiterer und ganz wichtiger Aspekt ist dieschon erwähnte Vielfältigkeit der Fahrsituatio-nen, die durch das ZMS beeinflusst werden. Diesist in Bild 17 in Form eines Spinnennetzdia-gramms schematisch dargestellt. Dabei werdenhier nur die wichtigsten Fahrsituationen ge-nannt. Unter jedem dieser Begriffe verbergensich mehrere zum Teil durchaus unterschiedlichePhänomene, die bei der Bewertung eines Fahr-zeuges auseinander gehalten werden sollten(Bild 5).
All diese zunächst subjektiv bewerteten Phäno-mene werden mit Hilfe der schon erwähntenSensitivitätsdiagramme objektiviert.
Bei jeder Produktentwicklung bzw. Produktopti-mierung stellt sich aber naturgemäß auch dieFrage, wie man widersprüchliche Anforderun-gen, die an ein System gestellt werden, gegenei-nander abwägt. In anderen Worten, wie findetman eine Kompromisslösung. Die übliche Vorge-hensweise besteht darin, dass einzelne Zielgrö-ßen durch einen gewichteten Mittelwert zu einergesamten Zielgröße verdichtet werden:
Dabei ist Z die gesamte Zielgröße, z1, z2, ... , zN
sind die einzelnen Zielgrößen sprich Fahrsitua-tionen (insgesamt N), k1, k2, ... , kN sind die Ge-wichtungen der Fahrsituationen. Diese Methodehat allerdings einen prinzipiellen Nachteil. Wirdeine Parameterkombination gefunden die ineiner einzigen Fahrsituation schlecht benotetwird, in allen anderen aber sehr gut abschnei-det, könnte sie vom automatischen Optimiererals Optimum angesehen werden. Dies wider-spricht aber realen Anforderungen. Ein Produktdarf in keiner Fahrsituation unterhalb einerbestimmten Grenze, die man als Akzeptanz-grenze bezeichnet, bewertet werden. Außerkomfortrelevanten Zielgrößen gibt es auch fes-tigkeitsrelevante Ziele (z.B. Spannungen). Dieentsprechenden Grenzen dürfen auf keinen Fallüberschritten werden.
65LuK KOLLOQUIUM 2006
Simulationstechnik am Beispiel des ZMS 4
Bild 17 Vielfältigkeit der Fahrsituationen und einzelnerBewertungen
Bild 16 Relation zwischen schmaler Spitze und breitem Pla-teau bei der Optimierung für die Massenfertigung
Um dieser Situation Rechnung zu tragen, wird beiLuK nicht mit dem arithmetischen Mittelwert son-dern mit dem geometrischen Mittelwert gearbeitet:
Hier sind g1, g2, ... , gN die jeweiligen Akzeptanz-grenzen für die entsprechenden Zielgrößen.Diese Form gewährleistet, dass sobald eine Ziel-größe unter die Akzeptanzgrenze fällt, diegesamte Parameterkombination auch automa-tisch als inakzeptabel bewertet wird.
Die Akzeptanzgrenze für komfortrelevante Zielgrö-ßen entspricht meistens einer subjektiven Note 6.Bei den festigkeitsrelevanten Zielgrößen entsprichtsie der minimal zulässigen Sicherheit (z.B. 1,2). Eswird aber immer angestrebt, für die komfortrelevan-ten Zielgrößen die subjektive Note 8 zu erreichen.
Die Gewichtungen k1, k2, ... , kN ermöglichen einekunden- und modellspezifische Priorisierung derZiele. Es ist durchaus verständlich, dass die Fahr-weise und die daraus resultierenden Komfortan-sprüche bei einer Limousine anders als bei einemSportwagen sind. Um die Gewichtungen festzule-gen ist eine intensive Absprache zwischen Fahr-zeughersteller und Zulieferer unentbehrlich.
Zusammenfassend kann man sagen, dass dasentwickelte Verfahren eine umfassende undganzheitliche Analyse und Optimierung einesProduktes in einem breiten Variationsraumermöglicht. Die beschriebene Vorgehensweiseund deren Schlussfolgerungen werden im nächs-ten Abschnitt an einem Beispiel verdeutlicht.
Beispiel zur Optimierung eines ZMSDie beschriebene Vorgehensweise wird durchdie Optimierung eines ZMS veranschaulicht. AlsObjekt der Optimierung wurde ein Fahrzeug derMittelklasse mit einem modernen 4-Zylinder-Dieselmotor mit Heckantrieb gewählt. Diese Aus-wahl stellt besonders harte Anforderungen anden Torsionsdämpfer und ist deswegen für dieBedingungen repräsentativ, in denen sich solcheSysteme in absehbarer Zukunft bewähren müssen.
Bevor die Optimierung durchgeführt werdenkann, müssen einige Schritte unternommen wer-den. Zunächst wird in einer Voruntersuchung dieKonzeptvorauswahl getroffen. Dabei werdeneinige – nach dem Baukastenprinzip zur Verfü-gung stehende – Konzepte miteinander vergli-chen. Zur Auswahl stehen zum Beispiel folgendeKomponenten:
• Eine einstufige oder eine zweistufige Bogen-feder
• Das ZMS kann ohne Innendämpfer (ID) odermit einem ein- bzw. zweistufigen Innen-dämpfer ausgestattet werden
• Die Kupplungsscheibe kann starr oder torsi-onsgedämpft sein.
Ist die Entscheidung für ein Konzept gefallen,können die zur Beschreibung des Konzeptes not-wendigen Parameter und deren Variationsgrenzenfestgelegt werden. Dabei wird in erster Linie derzur Verfügung stehende Bauraum berücksichtigt.
Jede Optimierung startet mit einer Basisausle-gung. Die Qualität der Basisauslegung hängtstark von der Erfahrung des Konstrukteurs ab.Durch Einsatz des Optimierungsverfahrens wirdaber der Einfluss der Erfahrung des Mitarbeitersdeutlich reduziert. Die Qualität der Basisausle-gung bestimmt nicht das Optimierungsergebnis,sondern lediglich die Zeit, bis man zum Opti-mum gelangt.
In unserem Fall wurde zunächst ein ZMS miteiner zweistufigen Bogenfeder für die Optimie-rung gewählt (vgl. Bild 14). Seine Funktion und
66 LuK KOLLOQUIUM 2006
4 Simulationstechnik am Beispiel des ZMS
Bild 18 Optimierungsergebnisse für ein ZMS mitzweistufiger Bogenfeder
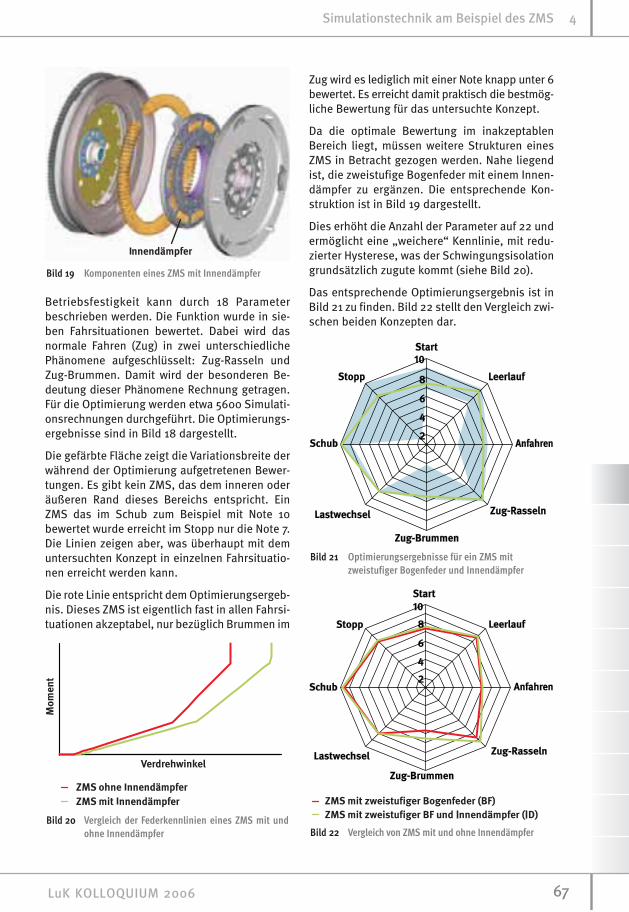
Betriebsfestigkeit kann durch 18 Parameterbeschrieben werden. Die Funktion wurde in sie-ben Fahrsituationen bewertet. Dabei wird dasnormale Fahren (Zug) in zwei unterschiedlichePhänomene aufgeschlüsselt: Zug-Rasseln undZug-Brummen. Damit wird der besonderen Be-deutung dieser Phänomene Rechnung getragen.Für die Optimierung werden etwa 5600 Simulati-onsrechnungen durchgeführt. Die Optimierungs-ergebnisse sind in Bild 18 dargestellt.
Die gefärbte Fläche zeigt die Variationsbreite derwährend der Optimierung aufgetretenen Bewer-tungen. Es gibt kein ZMS, das dem inneren oderäußeren Rand dieses Bereichs entspricht. EinZMS das im Schub zum Beispiel mit Note 10bewertet wurde erreicht im Stopp nur die Note 7.Die Linien zeigen aber, was überhaupt mit demuntersuchten Konzept in einzelnen Fahrsituatio-nen erreicht werden kann.
Die rote Linie entspricht dem Optimierungsergeb-nis. Dieses ZMS ist eigentlich fast in allen Fahrsi-tuationen akzeptabel, nur bezüglich Brummen im
Zug wird es lediglich mit einer Note knapp unter 6bewertet. Es erreicht damit praktisch die bestmög-liche Bewertung für das untersuchte Konzept.
Da die optimale Bewertung im inakzeptablenBereich liegt, müssen weitere Strukturen einesZMS in Betracht gezogen werden. Nahe liegendist, die zweistufige Bogenfeder mit einem Innen-dämpfer zu ergänzen. Die entsprechende Kon-struktion ist in Bild 19 dargestellt.
Dies erhöht die Anzahl der Parameter auf 22 undermöglicht eine „weichere“ Kennlinie, mit redu-zierter Hysterese, was der Schwingungsisolationgrundsätzlich zugute kommt (siehe Bild 20).
Das entsprechende Optimierungsergebnis ist inBild 21 zu finden. Bild 22 stellt den Vergleich zwi-schen beiden Konzepten dar.
67LuK KOLLOQUIUM 2006
Simulationstechnik am Beispiel des ZMS 4
Bild 20 Vergleich der Federkennlinien eines ZMS mit undohne Innendämpfer
Bild 19 Komponenten eines ZMS mit Innendämpfer
Bild 21 Optimierungsergebnisse für ein ZMS mitzweistufiger Bogenfeder und Innendämpfer
Bild 22 Vergleich von ZMS mit und ohne Innendämpfer
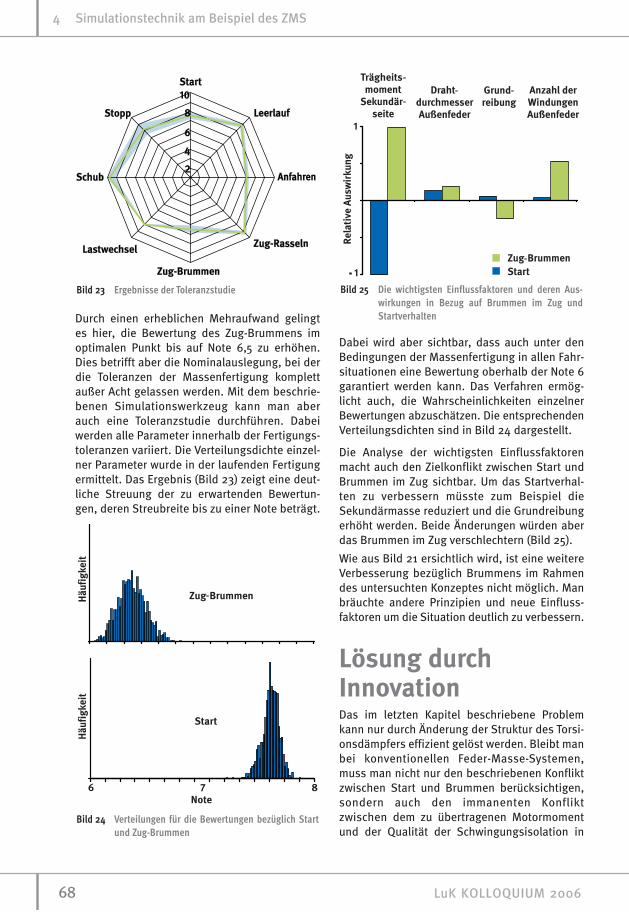
Durch einen erheblichen Mehraufwand gelingtes hier, die Bewertung des Zug-Brummens imoptimalen Punkt bis auf Note 6,5 zu erhöhen.Dies betrifft aber die Nominalauslegung, bei derdie Toleranzen der Massenfertigung komplettaußer Acht gelassen werden. Mit dem beschrie-benen Simulationswerkzeug kann man aberauch eine Toleranzstudie durchführen. Dabeiwerden alle Parameter innerhalb der Fertigungs-toleranzen variiert. Die Verteilungsdichte einzel-ner Parameter wurde in der laufenden Fertigungermittelt. Das Ergebnis (Bild 23) zeigt eine deut-liche Streuung der zu erwartenden Bewertun-gen, deren Streubreite bis zu einer Note beträgt.
Dabei wird aber sichtbar, dass auch unter denBedingungen der Massenfertigung in allen Fahr-situationen eine Bewertung oberhalb der Note 6garantiert werden kann. Das Verfahren ermög-licht auch, die Wahrscheinlichkeiten einzelnerBewertungen abzuschätzen. Die entsprechendenVerteilungsdichten sind in Bild 24 dargestellt.
Die Analyse der wichtigsten Einflussfaktorenmacht auch den Zielkonflikt zwischen Start undBrummen im Zug sichtbar. Um das Startverhal-ten zu verbessern müsste zum Beispiel dieSekundärmasse reduziert und die Grundreibungerhöht werden. Beide Änderungen würden aberdas Brummen im Zug verschlechtern (Bild 25).
Wie aus Bild 21 ersichtlich wird, ist eine weitereVerbesserung bezüglich Brummens im Rahmendes untersuchten Konzeptes nicht möglich. Manbräuchte andere Prinzipien und neue Einfluss-faktoren um die Situation deutlich zu verbessern.
Lösung durch InnovationDas im letzten Kapitel beschriebene Problemkann nur durch Änderung der Struktur des Torsi-onsdämpfers effizient gelöst werden. Bleibt manbei konventionellen Feder-Masse-Systemen,muss man nicht nur den beschriebenen Konfliktzwischen Start und Brummen berücksichtigen,sondern auch den immanenten Konfliktzwischen dem zu übertragenen Motormomentund der Qualität der Schwingungsisolation in
68 LuK KOLLOQUIUM 2006
4 Simulationstechnik am Beispiel des ZMS
Bild 23 Ergebnisse der Toleranzstudie Bild 25 Die wichtigsten Einflussfaktoren und deren Aus-wirkungen in Bezug auf Brummen im Zug undStartverhalten
Bild 24 Verteilungen für die Bewertungen bezüglich Startund Zug-Brummen
Betracht ziehen. Bleibt der Bauraum unverän-dert, erfordern steigende Momente immer stei-fere Federn, wodurch die Schwingungsisolationzwangsläufig verschlechtert wird.
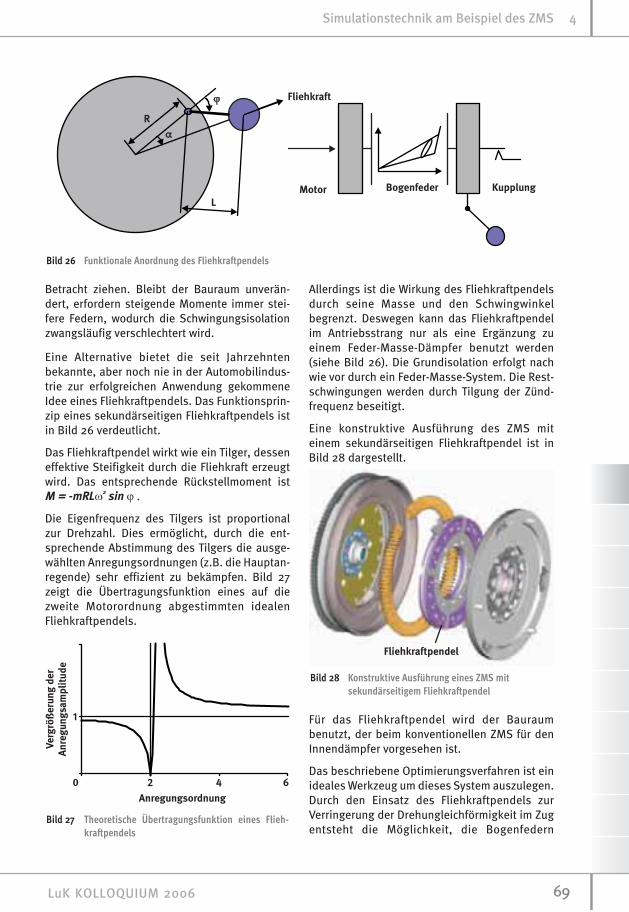
Eine Alternative bietet die seit Jahrzehntenbekannte, aber noch nie in der Automobilindus-trie zur erfolgreichen Anwendung gekommeneIdee eines Fliehkraftpendels. Das Funktionsprin-zip eines sekundärseitigen Fliehkraftpendels istin Bild 26 verdeutlicht.
Das Fliehkraftpendel wirkt wie ein Tilger, desseneffektive Steifigkeit durch die Fliehkraft erzeugtwird. Das entsprechende Rückstellmoment ist
.
Die Eigenfrequenz des Tilgers ist proportionalzur Drehzahl. Dies ermöglicht, durch die ent-sprechende Abstimmung des Tilgers die ausge-wählten Anregungsordnungen (z.B. die Hauptan-regende) sehr effizient zu bekämpfen. Bild 27zeigt die Übertragungsfunktion eines auf diezweite Motorordnung abgestimmten idealenFliehkraftpendels.
Allerdings ist die Wirkung des Fliehkraftpendelsdurch seine Masse und den Schwingwinkelbegrenzt. Deswegen kann das Fliehkraftpendelim Antriebsstrang nur als eine Ergänzung zueinem Feder-Masse-Dämpfer benutzt werden(siehe Bild 26). Die Grundisolation erfolgt nachwie vor durch ein Feder-Masse-System. Die Rest-schwingungen werden durch Tilgung der Zünd-frequenz beseitigt.
Eine konstruktive Ausführung des ZMS miteinem sekundärseitigen Fliehkraftpendel ist inBild 28 dargestellt.
Für das Fliehkraftpendel wird der Bauraumbenutzt, der beim konventionellen ZMS für denInnendämpfer vorgesehen ist.
Das beschriebene Optimierungsverfahren ist einideales Werkzeug um dieses System auszulegen.Durch den Einsatz des Fliehkraftpendels zur Verringerung der Drehungleichförmigkeit im Zugentsteht die Möglichkeit, die Bogenfedern
69LuK KOLLOQUIUM 2006
Simulationstechnik am Beispiel des ZMS 4
Bild 26 Funktionale Anordnung des Fliehkraftpendels
Bild 27 Theoretische Übertragungsfunktion eines Flieh-kraftpendels
Bild 28 Konstruktive Ausführung eines ZMS mitsekundärseitigem Fliehkraftpendel
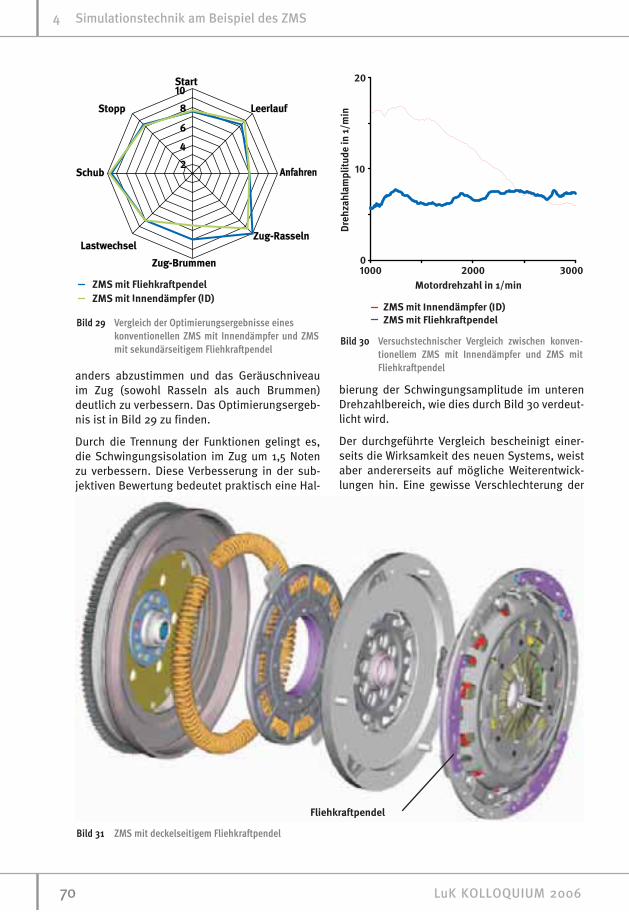
anders abzustimmen und das Geräuschniveauim Zug (sowohl Rasseln als auch Brummen)deutlich zu verbessern. Das Optimierungsergeb-nis ist in Bild 29 zu finden.
Durch die Trennung der Funktionen gelingt es,die Schwingungsisolation im Zug um 1,5 Notenzu verbessern. Diese Verbesserung in der sub-jektiven Bewertung bedeutet praktisch eine Hal-
bierung der Schwingungsamplitude im unterenDrehzahlbereich, wie dies durch Bild 30 verdeut-licht wird.
Der durchgeführte Vergleich bescheinigt einer-seits die Wirksamkeit des neuen Systems, weistaber andererseits auf mögliche Weiterentwick-lungen hin. Eine gewisse Verschlechterung der
70 LuK KOLLOQUIUM 2006
4 Simulationstechnik am Beispiel des ZMS
Bild 29 Vergleich der Optimierungsergebnisse eineskonventionellen ZMS mit Innendämpfer und ZMSmit sekundärseitigem Fliehkraftpendel
Bild 30 Versuchstechnischer Vergleich zwischen konven-tionellem ZMS mit Innendämpfer und ZMS mitFliehkraftpendel
Bild 31 ZMS mit deckelseitigem Fliehkraftpendel
Isolation im oberen Drehzahlbereich wird zwarsubjektiv im getesteten Fahrzeug nicht als kri-tisch empfunden, sollte aber überwunden wer-den, damit das neue System ein möglichst brei-tes Spektrum der Applikationen abdecken kann.Diese Verschlechterung hat zwei Gründe. Erstenswird das Feder-Masse-System jetzt durch denfehlenden Innendämpfer steifer (vgl. Bild 20)und zweitens steigt mit der Drehzahl die Reibungin der Aufhängung des Fliehkraftpendels selbst.Dies reduziert den Isolationsgrad zusätzlich.
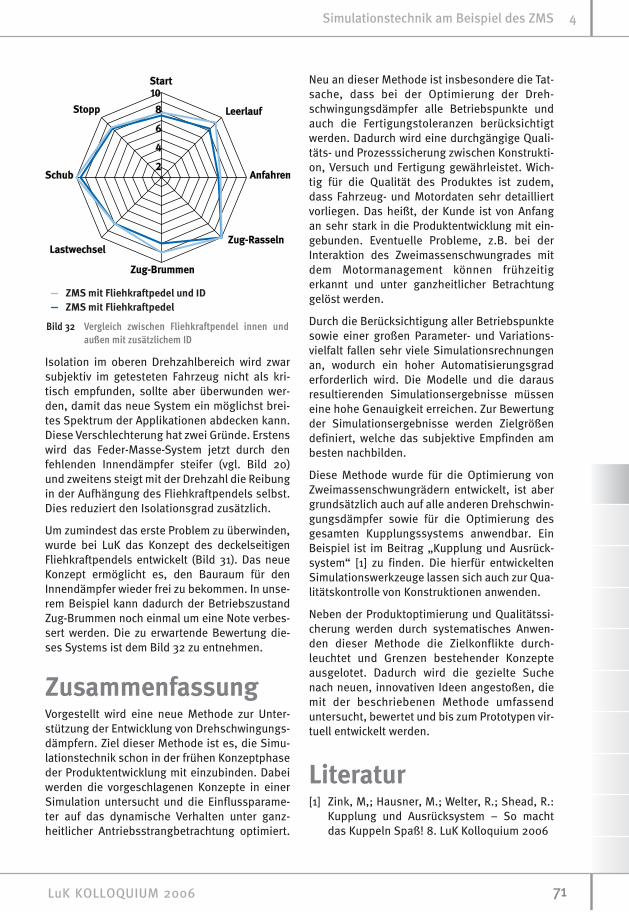
Um zumindest das erste Problem zu überwinden,wurde bei LuK das Konzept des deckelseitigenFliehkraftpendels entwickelt (Bild 31). Das neueKonzept ermöglicht es, den Bauraum für denInnendämpfer wieder frei zu bekommen. In unse-rem Beispiel kann dadurch der BetriebszustandZug-Brummen noch einmal um eine Note verbes-sert werden. Die zu erwartende Bewertung die-ses Systems ist dem Bild 32 zu entnehmen.
ZusammenfassungVorgestellt wird eine neue Methode zur Unter-stützung der Entwicklung von Drehschwingungs-dämpfern. Ziel dieser Methode ist es, die Simu-lationstechnik schon in der frühen Konzeptphaseder Produktentwicklung mit einzubinden. Dabeiwerden die vorgeschlagenen Konzepte in einerSimulation untersucht und die Einflussparame-ter auf das dynamische Verhalten unter ganz-heitlicher Antriebsstrangbetrachtung optimiert.
Neu an dieser Methode ist insbesondere die Tat-sache, dass bei der Optimierung der Dreh-schwingungsdämpfer alle Betriebspunkte undauch die Fertigungstoleranzen berücksichtigtwerden. Dadurch wird eine durchgängige Quali-täts- und Prozesssicherung zwischen Konstrukti-on, Versuch und Fertigung gewährleistet. Wich-tig für die Qualität des Produktes ist zudem,dass Fahrzeug- und Motordaten sehr detailliertvorliegen. Das heißt, der Kunde ist von Anfangan sehr stark in die Produktentwicklung mit ein-gebunden. Eventuelle Probleme, z.B. bei derInteraktion des Zweimassenschwungrades mitdem Motormanagement können frühzeitigerkannt und unter ganzheitlicher Betrachtunggelöst werden.
Durch die Berücksichtigung aller Betriebspunktesowie einer großen Parameter- und Variations-vielfalt fallen sehr viele Simulationsrechnungenan, wodurch ein hoher Automatisierungsgraderforderlich wird. Die Modelle und die darausresultierenden Simulationsergebnisse müsseneine hohe Genauigkeit erreichen. Zur Bewertungder Simulationsergebnisse werden Zielgrößendefiniert, welche das subjektive Empfinden ambesten nachbilden.
Diese Methode wurde für die Optimierung vonZweimassenschwungrädern entwickelt, ist abergrundsätzlich auch auf alle anderen Drehschwin-gungsdämpfer sowie für die Optimierung desgesamten Kupplungssystems anwendbar. EinBeispiel ist im Beitrag „Kupplung und Ausrück-system“ [1] zu finden. Die hierfür entwickeltenSimulationswerkzeuge lassen sich auch zur Qua-litätskontrolle von Konstruktionen anwenden.
Neben der Produktoptimierung und Qualitätssi-cherung werden durch systematisches Anwen-den dieser Methode die Zielkonflikte durch-leuchtet und Grenzen bestehender Konzepteausgelotet. Dadurch wird die gezielte Suchenach neuen, innovativen Ideen angestoßen, diemit der beschriebenen Methode umfassenduntersucht, bewertet und bis zum Prototypen vir-tuell entwickelt werden.
Literatur[1] Zink, M,; Hausner, M.; Welter, R.; Shead, R.:
Kupplung und Ausrücksystem – So machtdas Kuppeln Spaß! 8. LuK Kolloquium 2006
71LuK KOLLOQUIUM 2006
Simulationstechnik am Beispiel des ZMS 4
Bild 32 Vergleich zwischen Fliehkraftpendel innen undaußen mit zusätzlichem ID





























