Embed Size (px)
DESCRIPTION
Auch in dieser Ausgabe möchten wir unseren Lesern wieder eine Reihe interessanter Informationen und Denkanstöße zu den Themen Qualität-, Produktion- und Traceability liefern. In der neuesten contact finden Sie einen Anwenderbericht der Präzi Flachstahl AG, interessante Kundenprojekte, viele Informationen zu Themen des Qualitäts- und Produktionsmanagements und natürlich auch wieder Informationen zu den neuesten Veranstaltungen der IBS AG! Laden Sie sich die contact 2/13 zur Lektüre herunter.
Citation preview

Ausgabe 2/2013
IBS:CAQ=QSYS Präzi Flachstahl
QuAlItät 4.0: ImPlIkAtIonen der InduStrIe 4.0 AuF dAS QuAlItätSmAnAgement In der null-Fehler-ProduktIon 2020
Control 2013 Neue Broschüre: QualitätsmanagementCeBIT/ Hannover Messe 2013
Control 2013
2
Seite 14 - 15
Control 2013Seite 28 - 29
IBS:CAQ=QSYS PRÄZI Flachstahl
Seite 17
Neue BroschüreQualitätsmanagement
eines der Top-Themen auf der diesjährigen Hannover Messe war das Thema „Industrie 4.0“ – ein Begriff der für die zunehmende Ver-schmelzung von Hard- und Software über die gesamte Wertschöpfungskette hinweg steht. Durch die weitere Zunahme der Individuali-sierung und Flexibilisierung im Rahmen der Industrieproduktion und die weitgehende Inte-gration von Kunden und Geschäftspartnern in Geschäfts- und Wertschöpfungsprozesse, so-wie durch die Verkopplung der Produktion mit hochwertigen Dienstleistungen, stehen wir da-mit an der Schwelle zur so genannten vierten industriellen Revolution.
Das entsprechende und von der deutschen Bundesregierung unterstützte Zukunftspro-jekt Industrie 4.0 ist daher auch mit wichtigen technologischen sowie wirtschafts- und gesell-schaftspolitischen Standortperspektiven ver-bunden. Von besonderer Bedeutung ist dabei auch die Kommunikation unterschiedlicher IT- und Soft-waresysteme untereinander. Zusätzlich zur stärkeren Automatisierung in der Industrie ist für Industrie 4.0 die Entwicklung intelligenterer Monitoring- und autonomer Entscheidungspro-zesse relevant, um Unternehmen und ganze Wertschöpfungsnetzwerke in nahezu Echtzeit steuern und optimieren zu können. Schon heute unterstützen viele der IBS-Soft-ware-produkte die Automatisierung und Pro-zessoptimierung in Industrieunternehmen aus den unterschiedlichsten Industriebranchen.
Liebe Leserin, lieber Leser,
Beiträge zum Thema Industrie 4.0 finden Sie in dieser Ausgabe, unter anderem von Herrn Pro-fessor Markus Glück, Professor an der Hoch-schule Augsburg, Fakultät für Maschinenbau und Verfahrenstechnik. Herr Professor Robert Jochem befasst sich in einem Beitrag mit der Auswahl von CAQ – Systemen.
Und natürlich finden Sie die gewohnten nütz-lichen Praxisinformationen zu den Themen Qualitäts-, Produktions- und Traceability Ma-nagement.
In das neue Geschäftsjahr ist die IBS AG mit einer Vielzahl nationaler und internationaler Projektaufträge gestartet. Dazu gehören die Fortführung von globalen Rollouts weltweit agierender Automobilhersteller und - zulieferer mit Schwerpunkten in Asien und Nordamerika, aber auch die Implementierung bei zahlreichen mittelständischen Unternehmen in Deutsch-land. Erfreulich ist auch die Entwicklung in wei-teren Branchen. So konnten sehr interessante Kundenprojekte beispielsweise aus der Medi-zintechnik, der Elektronik, der Luft- und Raum-fahrt, oder auch der Aluminium- und Stahlin-dustrie durchgeführt werden.
Auch die Zusammenarbeit mit Siemens trägt weitere Früchte. Es konnten bereits gemeinsa-me Kunden gewonnen werden, und die Zusammenarbeit der Vertriebs-organisatio-nen in Deutschland, Amerika und China gestal-tet sich sehr zielführend.
Viel Vergnügen bei der Lektüre wünscht Ihnen
Ihr Volker SchwickertVorstandsvorsitzender der IBS AG
3
Impressum
Herausgeber:IBS AG, Rathausstr. 56D-56203 Höhr-GrenzhausenTelefon +49 (0) 26 24 / 91 80-0www.ibs-ag.de
InhAlt
News & Facts
4 Georg Fischer Automotive (Suzhou/Kunshan) Co., Ltd.5 Industrie 4.0 – der Inhalt zählt!5-12 Qualität 4.0 - Implikationen der Industrie 4.0 auf das Qualitätsmanagement in der Null-Fehler-Produktion 2020
Qualitäts - und Produktionsmanagement
13 Prozessorientierte Auswahl und Einführung von CAQ-Systemen14-15 Präzision aus Leidenschaft16 SINIC::CAQ Projekt 17 Neue Broschüre: Qualitätsmanagement18-19 Erfolgreiche Kundenprojekte20-21 Nicht nur in der Medizintechnik ein Muss: Produktbeobachtung
Tipps & Tricks
22 FMEA - Nur mit „Masterplan“!23 Funktionale Sicherheit (FuSi) Eine Systemeigenschaft24 FMEA-Tipp 15: Bewertungsskalen optimieren25 FMEA-Tipp 16: Ein Loblied auf das groSSe E26 Neue Leitlinien zum Produktsicherheits-gesetz für Arbeitsschutz und Sicherheitstechnik27 10 Dinge die Sie beachten sollten, wenn Sie ein Warranty Management System einführen wollen
IBS on tour
28-29 IBS AG auf der Control 2013 Die Qualitätsmanagement-Lösung der neuen Generation30 IBS AG auf der Hannover Messe 201331 IBS AG mit CAQ/MES auf der CeBIT 201332 IBS:kongress Qualitätsmanagement 4.035 Manufacturing Execution Systems in der Praxis36-37 Die 10 Gebote einer nachhaltigen MES-Einführung38-39 Veranstaltungskalender
Qualität 4.0 - Implikationen der Industrie 4.0Seite 6 - 12
Redaktion:Jürgen Wolf, Stefan Ströder, IBS AG Verantwortlich im Sinne der Redaktion Projektkoordination & Redaktionelle Mitarbeit:Dagmar Senft, IBS AG
Layout & Satz:Potter Werbeagentur
Die Vervielfältigung jeder Art - auch auszugsweise - bedarf der Genehmigung der IBS AG
Qualität 4.0
multilingual Lean Quality
Kos
tenr
edukt
ion
bedienbar
intuitiv
Skalierbarkeit
TS 16949
Qual
itäts
-st
eiger
ung
zukunftssichere
Technologie
CONTACT Ausgabe 2/2013

4
CONTACT Ausgabe 2/2013 I NEWS & FACTS
georg FISCher AutomotIve (Suzhou/kunShAn) Co., ltd.
NEWS & FACTS
Georg Fischer Automotive Co., Ltd. in Suzhou und Kunshan sind chinesische Tochterunternehmen der in der Schweiz ansässigen Georg Fischer Group, einem multinationalen Unternehmen mit mehr als 200-jähriger Geschichte. Am Standort Georg Fischer Automotive Suzhou werden haupt-sächlich Magnesium- und Aluminium-Gussteile für die Automobilindustrie gefertigt, während Ge-org Fischer Automotive Kunshan überwiegend Eisengussteile produziert. Um den weiteren Aus-bau ihrer Kompetenzen in China voranzutreiben und auch weiterhin zu den bevorzugten Partnern der chinesischen OEMs zu gehören, startete Georg Fischer Automotive den Rollout der IBS-Lösung an den beiden Standorten.
Bis Ende Januar 2013 wurde der Rollout abge-schlossen. Sämtliche IBS-Module wurden da-bei erfolgreich in Betrieb genommen, darunter Prozessablaufdiagramm, FMEA, Controlplan, Prüfmittelmanagement, Prüfplan-Management, Order-Management, Wareneingangskontrolle, SPC, Evaluation, Complaint Management und das Audit-Modul.
Mit Unterstützung der IBS-Qualitätsmanage-mentlösung lässt sich u. a. die Datentranspa-renz innerhalb der Fischer Gruppe weiter ver-bessern, zudem können Erfahrungen innerhalb der Fischer Gruppe unternehmensübergreifend kommuniziert werden. Die Mitarbeiter können in einem standardisierten Prozess alle relevanten Daten überwachen und verwalten. Dadurch wird der Daten-Tracking Prozess maßgeblich erleich-tert und auch die Reaktionszeiten können so ver-kürzt werden. Darüber hinaus unterstützt die IBS Software Georg Fischer Automotive bei der Um-setzung ihrer unternehmensübergreifenden Qua-litätsstandards. Zudem gibt es eine Schnittstelle zu SAP, wodurch die Kommunikation zwischen Qualität, Produktion und anderen relevanten Ab-teilungen (z. B. der Verwaltung) ermöglicht wird.
5
dr.-Ing. habil. Franz otto vogel dr. vogel Consulting, Schlierbach Inhaber
InduStrIe 4.0 – der InhAlt zählt!
„Die Begriffswelt rund um das Zukunftsprojekt In-dustrie 4.0 und das Verständnis, was diese Welt beinhaltet, zeichnet sich erst langsam ab“ so Prof. Dieter Wegener, Vice President Advanced Technologies & Standards Industriesektor Sie-mens im Gespräch mit Frau Dr. Dagmar Dirzus, verantwortlich für den Bereich Automatisierung beim Wissensforum des Verein Deutscher Inge-nieure (VDI). „Der Begriff wurde von der IT-Welt geprägt, doch umfasst er inhaltlich zum größten Teil die Automatisierungstechnik“ so Wegener weiter. „Wir sehen überall, dass sich hier etwas bewegt und es ist wichtig, an einem gemeinsa-men Verständnis aus Sicht der Automatisierung zu arbeiten.“
Harald Preiml, Vorstand der Heitec AG und Vor-sitzender des Fachverbandes Software im Ver-band Deutscher Maschinen- und Anlagenbau (VDMA) äußerte sich gegenüber Frau Dr. Dirzus „Die Aufbruchstimmung ist überall spürbar, doch jeder versteht etwas anderes unter Industrie 4.0. Schon jetzt gibt es Themenfelder und erste Ge-schäftsmodelle entstehen. Die Kombination von Produktion und Internet ist bereits vorhanden und schon heute kommunizieren Maschinen mitein-ander. Es geht nun darum, die lokale und globale Vernetzung von Maschinen und Produktionsein-heiten fortzuführen, um auf dieser Basis noch effizienter produzieren zu können und um neue Geschäftsmodelle zu entwickeln und zu etablie-ren – das ist Industrie 4.0.“
Der VDI hat die Bedeutung schnellen Handelns erkannt und lädt im Januar 2013 aktuelle und zu-künftige Anbieter und Anwender der neuen Tech-nologien rund um Industrie 4.0 ein. In seiner Rolle als Multiplikator von Technikwissen will der VDI auf der Konferenz „Industrie 4.0“ Innovationspo-tenzial für Unternehmen in Deutschland aufzu-zeigen. Dr. Kurt Bettenhausen, Vorsitzender der VDI/VDE-Gesellschaft Mess- und Automatisie-rungstechnik (GMA) stellt klar „Die Anlagen der Industrie 4.0 werden komplexer sein als die Anla-gen, die wir heute kennen und nutzen.
Industrie 4.0 bedeutet konsequente Automation, das heißt: Ausbau der Sensor- und Kommunika-tionsnetze, Vernetzung von Anlagen, Sicherstel-lung von Verfügbarkeit, Transparenz und Sicher-heit von Daten, überreichliche Visualisierung von Anlagenzuständen sowie einfache und intuitive Bedienung“. Um diesen Schritt realisieren zu können, müssen heutige Systeme an zukünftige Anforderungen angepasst werden, heterogene IT-Systeme in der Produktion integriert werden, Brücken zwischen digitaler und realer Welt ge-baut werden und Standards für Schnittstellen ge-schaffen werden.
Der VDI bietet dafür mit seiner in Zukunft jähr-lich stattfinden Konferenz eine optimale Plattform sagt Dirzus: „Bei uns stehen die Fragen im Mittel-punkt: Welche Innovationen können aus bisheri-gen Forschungsergebnissen entstehen? Welche neuen Geschäftsmodelle können sich ergeben? Wann müssen welche Produkte Marktreife erlangen?“

6
CONTACT Ausgabe 2/2013 I Produktionsmanagement
QuAlItät 4.0 - ImPlIkAtIonen der InduStrIe 4.0 AuF dAS QuAlItätSmAnAgement In der null-Fehler-ProduktIon 2020 Prof. dr.-Ing. markus glückhochschule Augsburg, Fakultät für maschinenbau und verfahrenstechnik technologie Centrum Westbayern
Industrie 4.0 steht für ein visionäres Konzept, das gegenwärtig jede Menge Diskussionsstoff liefert. Die primären Ziele sind die Flexibilisierung der Fertigung und die Steigerung der Produktivität durch den dezentralen Einsatz vernetzter ma-schineller Intelligenz. Dabei erzählt ein Produkt seine komplette Historie; vom Entstehungspro-zess bis zur Auslieferung. Fertigungsanlagen verwalten sich selbst und kommunizieren welt-weit miteinander. Montagelinien parametrisieren sich automatisch auf die zu fertigenden Varianten eines Produkts.Ein Eckpfeiler sind dabei so genannte „Cyber-Physical Systems“ (CPS). Sie bestehen aus vernetzten eingebetteten Systemen, die sich selbständig untereinander koordinieren. Sie er-kennen zum Beispiel ihre physische Umgebung und beeinflussen diese koordiniert. So eröffnen sie die Möglichkeit, autonome, sich selbststeu-ernde Produktionssysteme zu realisieren und gelten als eines der Kernelemente der vierten industriellen Revolution.
Ein weiterer technologischer Eckpfeiler sind Inli-ne Mess- und Prüfsysteme, die in Echtzeit paral-lel zum Fertigungsfluss Objekte erkennen, Robo-ter zum Beispiel feinpositionieren und gleichzeitig qualitätsrelevante 100%-Prüfungen an Halbzeu-gen und Endprodukten vornehmen, ohne dabei den Fertigungsprozess in seinem Takt zu beein-flussen oder zu bremsen.Hierzu müssen die Produktionsanlagen und de-ren Einbindung in intelligente Softwaresyste-me zur Verbesserung der Fertigungssteuerung und -kontrolle (zum Beispiel Manufacturing Execu-tion Systeme, MES) sowie die Anpassung der IT-Strukturen für eine Kommunikation zwischen Datenquellen, Anlagen und Produkten vorberei-tet werden. In Produktionsbetrieben führt diese Veränderung zu einem fundamentalen Paradig-menwechsel, bei dem das entstehende Produkt eine aktive Rolle übernimmt, der als die von In-ternet und Systemintegration getriebene vierte industrielle Revolution bewertet wird.Auch wenn sich für die Industrie 4.0 derzeit noch kein klares Endbild der Entwicklung abzeichnet, lohnt sich der Blick auf umsetzbare Szenarien, z. B. im Qualitätsmanagement. Welche Implikatio-nen ergeben sich zum Beispiel für das Qualitäts-management in der Industrie 4.0? Wie sehen die Erfordernisse an die Organisation einer „Qualität 4.0“ in der zukünftigen Produktion, beispielswei-se der Produktion 2020, aus?
Aktuell stehen wir vor dem vierten gewalti-gen umbruch der Industrie. Auf dem Weg zur intelligenten Fabrik, der über eine intelligente vernetzung der Produktion führt, wurde die vierte industrielle revolution – die Innovati-onsoffensive „Industrie 4.0“ - ausgerufen.

7
einführungDie Arbeitswelt - und damit die Produktionstechnik - hat sich dramatisch verändert. Rasant steigende Produktivitätsanforderungen, eine wachsende Variantenvielfalt, reduzierte Losgrößen und welt-weite Beschaffungsketten erfordern die ständige Auseinandersetzung mit neuen Steuerungs-, Au-tomatisierungs- und Qualitätssicherungskonzep-ten, denn nachhaltiger unternehmerischer Erfolg und Wertschöpfung setzt profitable Produktions-prozesse unter kontinuierlicher Verbesserung von Qualität, Effizienz und Kostenstruktur kom-biniert mit einem schonenden Umgang mit Res-sourcen voraus. Ein Handlungsschwerpunkt liegt dabei auf operationeller Exzellenz, wobei die zu-nehmende Komplexität der Produktion auch vo-raussetzt, dass die Steuerung sehr heterogener Produktionssysteme beherrscht wird.
Wenn es derzeit um Innovationen im Produktions-management geht, dann sind die Begriffe „Indus-trie 4.0“ und „Cyber Physical Systems“ (CPS) in aller Munde. Beflügelt von der zunehmenden Prozessorleistung eingebetteter Systeme, deren fortschreitender Miniaturisierung sowie von ak-tuellen Entwicklungsfortschritten in relevanten Bereichen wie RFID, Robotik und intelligenter Sensorik steht heute - im Gegensatz zur CIM Ära der 1980er Jahre - ein leistungsfähiger Gestal-tungsrahmen für Prozesslandschaften und Ma-nagementsysteme im Sinne der Industrie 4.0. zur Verfügung. Im Fokus der Gestaltungsaufgaben stehen die Abkehr von starren Strukturen und die Hinwendung zu einer Fabrik der Zukunft, die sich an Abnehmeranforderungen, Lieferkettenabläufe und Auslastungsszenarien selbsttätig anpasst.
kernelemente der Industrie 4.0In der Industrie 4.0 gibt der Rohling in einer Fer-tigungszelle an, wie er in den einzelnen Ferti-gungsschritten bearbeitet werden muss. Das entstehende, mit Sensoren bestückte Produkt steuert den Produktionsprozess selbst, über-wacht über Sensoren relevante Umgebungspara-meter, Werkzeugzustände oder Maschinenkom-ponenten, dokumentiert diese rückverfolgbar und löst bei Abweichungen oder Störungen Gegen-maßnahmen bis hin zum sicheren und geplanten Stillstand aus.
Voraussetzungen dafür sind ein permanenter Datenaustausch, der zum einen die schnelle Re-aktion auf eine veränderte Bedarfssituation er-möglicht, zum anderen einen durchgängigen ob-jektbegleitenden Datenfluss sicherstellt und eine Datenfusion aller für die Produktion relevanten Daten am Produkt bzw. im Produktionsumfeld.Damit spielen die Produkte und ihre Komponen-ten eine zentrale Rolle in allen Herstellungs- und Logistikprozessen. Sie wissen, welche Bauteile integriert wurden, wie sie transportiert und gela-gert werden müssen. Und sie geben die entschei-denden Steuersignale für den Produktionspro-
zess, dessen Ablauf in ihrem Produktgedächtnis gespeichert ist, welches über die gesamte Wert-schöpfungskette bis hin zur Logistik beschrieben und wieder ausgelesen werden kann.
In der Produktion kommen hochflexible autono-me, sich selbst optimierende Produktionssys-teme zum Einsatz, die sich auf Shopfloor Ebene untereinander und standortübergreifend über das Internet vernetzen. Es verschmilzt die physikali-sche mit der virtuellen Welt.
Die Fabrik der Zukunft integriert Produktions-einrichtungen und globale unternehmensüber-greifende Zulieferketten in Echtzeit. Sie berück-sichtigt individuelle Kundenwünsche und nutzt Echtzeitanalysen zur Selbstorganisation bei der Prozessführung sowie zur Organisation der
Ablaufsequenz. Nur durch die fortgesetzte Prozessautomatisierung und die Berücksichti-gung von Korrelationen sowie der Interaktion zwischen einzelnen Fertigungsschritten, Pro-zessparametern und Einflussgrößen wird es jedoch gelingen, gesicherte Prozessergebnisse und das Ziel einer Null-Fehler-Produktion auch bei extrem hohen Taktraten zu erzielen sowie dabei mit minimalen Wartungs-, Rüst- und An-lagenstillstandszeiten und mit höchster Prozes-seffizienz zu produzieren; lückenlos über Jahre hinweg rückverfolgbar.
Die im Rahmen der Zielsetzungen der „Industrie 4.0“ angestrebte Zusammenführung von Syste-men, Daten und Prozessen zu einem optimalen
CONTACT Ausgabe 2/2013 I Produktionsmanagement

8
CONTACT Ausgabe 2/2013 I Produktionsmanagement
operativen Produktionsmanagement über die Veredelung von Produktionsanlagen und indus-triellen Erzeugnissen sowie die Vernetzung mit intelligenten Softwaresystemen erhöht die Effek-tivität der Produktionsabläufe auch bei hoher Va-riantenvielfalt. Neue Möglichkeiten eines Echtzeit Qualitätsmonitorings - einer Qualität 4.0 - eröff-nen immense Wertschöpfungspotenziale, die es frühzeitig zu erschließen gilt.
leitsätze und konsequenzen für die „Qualität 4.0“Die Prozesskontrolle der Qualität 4.0 muss über das bloße Gewinnen statistischer Kennzahlen, die nur eine Rückschau auf Vergangenes ermög-lichen, erweitert werden. Analysen von gestern sind im Produktionsmanagement der Zukunft un-interessant. Wer eine Null-Fehler-Fertigung bei höchster Produktivität erreichen möchte, muss Fehler von vorne herein vermeiden. Dies gelingt nur durch fortgesetzte Prozesskontrolle, -auto-matisierung und Sensorintegration.
Bislang wurden Sensoren im Maschinenbau vor-wiegend nur als Alarmsysteme eingesetzt. Sie haben sich dann erst gemeldet, wenn ein Störfall bereits eingetreten war. Dabei wurden schon zu-vor alle notwendigen Parameter für die Analyse wie z. B. Temperatur, Druck oder Spannung er-fasst, jedoch nicht systematisch im Vorfeld aus-gewertet. Ein Ziel muss es daher sein, die Masse an vorliegenden Messdaten künftig effektiver als bisher zu nutzen, Sensoren besser in Automati-sierungsnetze und Produktionssteuerungssyste-me einzubinden.
Inline Prüfmessungen werden für eine 100%-ige Qualitätskontrolle eingeführt. Sie liefern zukünftig die für die autonome Steuerung der Fertigungs-einrichtungen nötige Daten- und Informationsba-sis. Die Qualität 4.0 integriert und synchronisiert die Abläufe der Fertigung und Prozesssicherung mit den notwendigen Maßnahmen zur Qualitäts-sicherung. Störungen im Produktionsablauf, diffe-rierende Rohstoffqualitäten, Energie- oder Mate-rialengpässe werden durch dezentrale Sensorik erfasst. Kürzeste Reaktionszeiten bei Störungen und eine optimale Ressourcennutzung in allen Prozessphasen werden dadurch sichergestellt. Der Ressourcenbedarf wird dynamisch ermittelt und geplant. Dies führt in Summe zu einer erheb-lich gesteigerten Anlagennutzungseffizienz.
Die Datenfusion am Produkt führt zu einer Fülle an produktrelevanten Daten, die mit dem Pro-dukt und seiner Produktionsplanung in Einklang gebracht werden müssen. Dies erfordert, wie bei Identifikationstechnologien, eine weltweite Stan-dardisierung, um die Interoperabilität der CAQ-Systeme vom Lieferant über den Hersteller bis zum Kunden künftig sicherzustellen.
Qualität 4.0 - vernetztes Qualitätsmanage-ment!Bedeutsame Effizienzsteigerungen ergeben sich für Produzenten, wenn Lieferanteninforma-tionen und Prozessdaten direkt genutzt werden. CAQ-Systeme müssen sich wandeln und wei-terentwickeln; von Dokumentationssystemen zu vernetzten Analysesystemen für umfangreiche Lieferanten, - Produktions- und Prozessdaten. Sie müssen Ergebnisse qualitätssichernder Prüfun-gen erfassen und analysieren, diese verknüpfen und Prozesse lenken. Gleichzeitig müssen sie in der Lage sein, eine 100% Kontrolle der Prozess- und Produktqualität lückenlos und rückverfolgbar zu dokumentieren.
Qualität 4.0 - Qualitätssicherung in echtzeit!CAQ-Systeme in der Industrie 4.0 nutzen ein pro-aktives Monitoring der Produkt-, Prozess- und Lieferqualität für die Steuerung aller Qualitäts- und Produktionsprozesse. Sie stellen nicht nur rückwirkende Analysen zur Verfügung. Ziel ist es, Qualität unmittelbar zu produzieren, anstatt sie herbei zu prüfen.
Dies gelingt nur über die kontinuierliche Erfas-sung und Auswertung von Prozess- und Pro-duktionsdaten in Echtzeit und deren weitestge-hend automatisierter Aufbereitung. Dabei gilt es vor allem, das Potenzial der Wechselwirkungen bestmöglich zu erschließen, denn eine Null-Feh-ler-Produktion wird sich nur im Verbund von ver-lässlicher Prozessführung und Zulieferung, einer korrekten Produktbearbeitung, einer fehlerfreien Handhabung und Weitergabe sowie einer korrek-ten Zusammenführung von Produkten und Qua-litätsdaten nach erfolgter Chargenbearbeitung erzielen lassen.
Qualität 4.0 - ein proaktives Qualitätsmanage-ment!Der Schlüssel zu mehr Effizienz liegt in der ge-schickten Analyse und Verknüpfung des in der Shopfloor-Umgebung immens anwachsenden Datenbestands.
Anhand fortlaufender statistischer Datenanaly-sen werden frühzeitig Trends auf Prozessebene erkannt und kompensiert. Maschinen- und Bear-beitungsparameter werden entsprechend nach-geführt, sich ankündigender Servicebedarf wird eingeplant. Hier liegt ein fundamentaler Unter-schied der Qualität 4.0 zur heutigen Praxis: Be-reits Trends - und nicht erst die Über- bzw. Unter-schreitung von Prozessgrenzen - werden genutzt, um frühzeitig Alarmmeldungen weiterzuleiten.
Durch ein gezieltes Quality Data Mining wird eine Verkleinerung des zu analysierenden Datenbe-stands angestrebt. Dokumentiert wird in Zukunft nur das Nötigste. Nicht die Vielzahl an Dokumen-ten und Analysen ist entscheidend, sondern ihre Aussagekraft und Relevanz. Ganz gezielt müssen

9
CONTACT Ausgabe 2/2013 I Produktionsmanagement
roboterkollaboration in einer automatisierte Fertigungszelle für die montage von Anbauteilen in der Autotürenfertigung (Quelle kukA)
CAQ-Systeme und das MES-Umfeld in Echtzeit brachliegende Rationalisierungsreserven aufspü-ren und erschließen. Sie müssen zum Beispiel automatisch erkennen, bei welchem Prozess-schritt die meisten Fehler entstehen, wo Rüst- und Stillstandszeiten allzu häufig auftreten und entsprechende Korrekturmaßnahmen einleiten.
Qualität 4.0 - rückverfolgung entscheidet!Der zentrale Grundgedanke der Industrie 4.0, die sich selbst optimierende Produktion - ein One Piece Flow, der sich ausgehend von Produktda-ten und der Verfügbarkeit von ausgehenden Pro-duktionssystemen selbst organisiert und damit bis auf Chargenebene hinab vollständig unter-schiedlich verlaufen kann - stellt eine entschei-dende Herausforderung der Qualität 4.0 dar, denn Produkte werden auf unterschiedlichen Pro-duktionssystemen bearbeitet, von verschiedenen Werkern behandelt, transportiert und weiterge-leitet. Jedes Produkt kann auf einer Vielzahl an Möglichkeiten die Produktionskette vom Waren-eingang bis zum Auslieferungslager durchlaufen. Der Produktweg und die Bearbeitung des Pro-dukts auf verschiedenen Maschinen und durch verschiedene Maschinenbediener sowie die Be-stückung des Gesamtsystems mit Bauteilen und Komponenten müssen lückenlos rückverfolgbar sein. Entscheidend ist dabei die Zuverlässigkeit der Identifikation, die Zusammenführung des Ge-samtdatenbestands, der jeweiligen Prüfdaten so-wie dessen fortlaufende Analyse.die Qualität 4.0 organisiert sich selbst - in der linie!Ein Fertigungsumfeld, das auf autonome und selbstorganisierende Prozesse setzt, erfordert auch die Selbstorganisation des Qualitätsma-nagements - ein wesentliches Merkmal der Quali-tät 4.0! Das CAQ-System denkt mit und errechnet
stets aktuelle Kennzahlen. Prüfprozesse organi-sieren sich selbst.
Wo in der Fertigungslinie qualitätsrelevante Prüfungen kostengünstig und ohne Zeitverzug möglich sind, werden Inline-Prüfsysteme genutzt (z. B. Scanner, Kameras, Sensoren). Eine er-eignisgesteuerte Prüfplanung ersetzt die bisher klassische statistische Prozesskontrolle in fest definierten oder über SPC flexibel gestalteten Prüfintervallen. Auf der Basis der fortlaufenden Prozessanalyse, einer FMEA und einer Trendbe-wertung erfolgt künftig eine aktuelle Stabilitätsbe-wertung der gesamten Fertigungskette, mit Hilfe derer Prüfzyklen variabel und bedarfsgerecht gestaltet werden. So können rechtzeitig Gegen-maßnahmen eingeleitet werden, bevor ein Pro-duktionsstopp unvermeidlich ist oder Ausschuss produziert wird.
Das CAQ-System ist in der Lage, jeweils aktu-ell eine Lieferantenbewertung vorzunehmen und Lieferanten über deren Performance zu informie-ren. Die Möglichkeit der automatisierten Echt-zeitanalyse vermeidet im Fehlerfall Zeitverluste durch eine spätere Analyse und Terminvereinba-rung.
Die Vernetzung von Produktionssystemen und Qualitätskenndaten auf Prozess- und Werkzeug-ebene erlaubt eine ereignisgesteuerte Maschi-nenauswahl. Dort wo die höchste Prozessstabi-lität erreicht wird, wird vorzugsweise produziert.Eine bedarfsgerechte Betriebsmittelüberwa-chung und die vorausschauende Wartung der Fertigungsanlagen nützen Prozess- und Quali-tätskenndaten zur Planung des optimalen Ser-vicezeitpunkts.

10
CONTACT Ausgabe 2/2013 I Produktionsmanagement
Qualität 4.0 - vom Q-gate zum Q-Channel management!Vielfach werden in der Qualitätskontrolle heute noch immer Produktmerkmale und die Einhal-tung von Spezifikationen am Ende der Bearbei-tung oder nur an relevanten Zwischenschritten überprüft. Von dieser Zwischen- und Endkontrol-le und der Erfüllung dieser Toleranzgrenzen wird die weitere Bearbeitung in Etappen abhängig ge-macht. Dieses Q-Gate Management wird in der Qualität 4.0 zu einem Q-Channel-Management erweitert, das sich durch flexible Toleranzbänder auf Basis der Inline Prozessanalyse auszeichnet.Diese fortlaufende Gütekontrolle der Bearbeitung setzt auf Trendbewertung und sofortige Kompen-sation statt Abwarten bis zur Überschreitung ei-ner Toleranzgrenze und Korrektur bei Stillstand. Berücksichtigt werden qualitätsrelevante Infor-mationen der Zulieferung und die aktuellen Um-feldbedingungen in der Fertigung.
Qualität 4.0 lernt mit!Methoden der künstlichen Intelligenz werden mit Sicherheit Einzug in das Qualitätsmanagement der Produktion 2020 halten. Qualitätsdaten wer-den über die Standardmethoden der Prozess-analyse (z. B. Ermittlung von Mittelwert, Streu-breite und Trendabweichung) hinaus zukünftig ausgewertet.
Lernende Systeme und die Technologien einer verlässlichen Zustandskontrolle (Condition Moni-toring) werden Einzug halten in das Produktions- und Qualitätsmanagement. Wiederkehrende Effekte und Störungen werden damit erkannt und
können analysiert, ggf. kompensiert werden. Vor-handene Prüfmessdaten können zur Analyse des Wartungsbedarfs ausgewertet werden, um noch zuverlässiger und frühzeitiger nötige Stillstands-zeiten erkennen und minimieren zu können.
unternehmen lernen durch die Qualität 4.0.Die automatisierte Analyse und Rückführung von Qualitätsinformationen in zentrale Funktionsein-heiten eines Unternehmens ermöglichen eine
frühzeitige Berücksichtigung wertvollster Informa-tionen und wird die Arbeit der nicht unmittelbar im Produktions- und Qualitätsmanagementbereich arbeitenden Personen ebenfalls unterstützen.CAQ-Systeme werden zum Beispiel zur Anferti-gung einer den gesamten Produktlebenszyklus begleitenden FMEA genutzt werden. Diese An-forderung aus der neuen Maschinenrichtlinie wird somit auch für Entwicklungsabteilungen relevant sein. Entwickler werden zukünftig auch auf der Basis von Qualitätsanalysen die Robustheit ihres Produktdesigns anpassen können und dieses für eine effizientere Prüfung im Sinne eines verbes-serten Designs for Testability (DFT) gestalten.Einkäufer und Mitarbeiter der Logistik nutzen zukünftig Analysen und Echtzeit-Kennzahlen für die Warenbestandsoptimierung, die Beschaffung und Lieferantenbegleitung. Mitarbeiter aus dem Betriebsmittelbau und Produktionsverantwortli-che lernen ganz selbstverständlich, wie sie ihre Maschinenanordnung und -performance optimie-ren können, z. B. durch verbesserte Zuführung.
Qualität 4.0 ist mobil!In der Produktion 2020 werden auch Menschen weiterhin eine gewichtige Rolle spielen. Für de-ren effizienten Einsatz und vor allem zur unver-zichtbaren Analyse der Fertigungsvorgänge in ei-ner automatisierten autonomen Fertigung stellen mobile Analyse- und Assistenzsysteme mit zeit-gemäßen Bedienwelten eine wichtige Grundvo-raussetzung dar.
Tablets, mobile Scanner und Smart Phones wer-den genutzt, die sich für eine Echtzeitanalyse
automatisch auf eine Maschine oder ein Prüfsys-tem synchronisieren lassen und Identifikations-codes erfassen. Die Steuerungen der Produktion 2020 müssen eine derartige Selbsterkennung und -aufschaltung von mobilen Endgeräten er-möglichen und gleichzeitig sicherheitskritische Zugriffe zuverlässig erkennen und abwehren. Eine ganz besondere Herausforderung!

11
CONTACT Ausgabe 2/2013 I Produktionsmanagement
Schlussfolgerungen und AusblickDie Industrie 4.0 entfaltet nur ihr volles Poten-zial, wenn gleichzeitig auch das Qualitätsma-nagement in einem Unternehmen revolutio-niert wird. Für eine Null-Fehler-Produktion ist die Vernetzung von Qualitätsinformationen und Prozessdaten unerlässlich. Die Weiterentwick-lung der heutigen Qualitätsmanagementsysteme zu einer Qualität 4.0 profitiert von einer konse-quenten Prozessautomatisierung und der bisher nicht genutzten Vernetzung von Produktions- und Prüfsystemen. Sie ermöglicht letztendlich eine bedarfsgerechte und proaktive Qualitätskontrolle und Prozessanalyse in Echtzeit.
In der Konsequenz ergeben sich eine erheblich verbesserte Transparenz der Fertigungsabläu-fe und eine bedeutsame Optimierung der Qua-litätskosten. Automatisierte Datenerfassungen, die Datenfusion am Produkt sowie eine zuver-lässige Identifikation erleichtern eine verlässliche Rückverfolgung. Aufwände für Nacharbeiten und Stillstandszeiten werden reduziert, Maschinen-standzeiten verlängert. Qualitätsverantwortliche profitieren von einer Verkürzung des Prüf- und Analysezeitbedarfs und einem systematischen Reklamationsmanagement (zum Beispiel über einen integrierten 8D-Prozess). Die Verknüpfung von Qualitätskontrolle und Produktionssteuerung unter Berücksichtigung von MES-Funktionalitäten eröffnet Produktionsverantwortlichen ungeahnte Kostensenkungs- und Prozessoptimierungspo-tenziale.Zentrale Voraussetzungen sind ein einheitlicher Datenbestand, eine zuverlässige Identifikation entlang der gesamten Wertschöpfungskette, die Beherrschung der Rückverfolgung und die flexib-le Sensoranbindung und Analyse von Prozessda-ten über die MES-Ebene.
Auch wenn Details zur Umsetzung der Industrie 4.0 heute noch im Fluss sind, schadet es nicht, sich rechtzeitig mit den Anforderungen einer Qualität 4.0 auseinanderzusetzen und entspre-chende Vorbereitungen zu treffen. Mit heutigen CAQ-Standardsystemen und dem Aufbau von MES ist man auf jeden Fall bestens für die Zu-kunft gerüstet.
danksagungDie Forschungs- und Technologietransferaktivitä-ten des Technologie Centrum Westbayern - eines Produktionsmechatronik An-Instituts der Hoch-schule Augsburg - werden gefördert aus Mitteln des Freistaats Bayern und der Europäischen Uni-on (EFRE, ESF).
1 Als erste industrielle Revolution wird die Einführung mechanischer Produktionsanlagen Ende des 18. Jahrhunderts bezeichnet. Die zweite industrielle Revolution betrifft die arbeitsteilige Massenproduktion von Gütern mit Hilfe elektrischer Energie (Fordismus, Taylorismus) seit der Wende zum 20. Jahrhundert. Sie mündeten ab Mitte der 1970er Jahre in die dritte industrielle Revolution, die durch neue Materialien, Robotereinsatz und zentrale Steuerungssysteme und vom Einsatz von Elektronik und IT bestimmt war. Sie endete in der flächendeckenden Automatisierung von Produktionsprozessen und wird im Zuge der anstehenden vierten industriellen Revolution in der nächsten Dekade mit dem Internet der Dinge auf der Basis von Cyber-Physical Systems (CPS) abgelöst.
Bildquelle: Blechwarenfabrik Limburg
Im Einsatz: IBS:MES Qualitäts- und
Produktionsmanagementsystem
Bildquelle: CeramTec GmbH
Im Einsatz: IBS:MES Qualitäts- und Produkti-
onsmanagementsystem,
Compliance Management CompliantPro

12
CONTACT Ausgabe 2/2013 I Produktionsmanagement
InnovAtIonSnetzWerk „ProduktIon 2020“
Die Innovationsoffensive „Produktion 2020“ wurde 2011 im Umfeld des Technologie Cen-trum Westbayern gegründet. Allianzpartner des Instituts für Produktionsmechatronik an der Hochschule Augsburg sind renom-mierte Firmen wie Kuka Roboter, Schmalz Vakuumtechnik, FESTO, Micro-Epsilon, Pilz Sichere Automation, HARTING, Schunk, IBS und Balluff. Regio-nale Produktionstechnik-partner sind die Firmen AGCO Fendt, Eu-rocopter, GEDA, SPN Schwaben Präzision Fritz Hopf, Grenzebach, Güdel Automation,
Fachgebiete: Innovationsmanagement und Technologietrans-fer, Sensortechnik, Industrielle Bildverarbeitung, Prozess- und Produktionsmesstechnik, Roboter-technik
Prof. Dr.-Ing. Markus Glück (43) ist seit 2002 Ge-schäftsführer der Technologie Centrum Westbay-ern GmbH - einem Produktionsmechatronik An-Institut der Hochschule Augsburg in Nördlingen - und seit April 2008 Mitglied der Fakultät für Ma-schinenbau und Verfahrenstechnik an der Hoch-schule Augsburg (Studiengänge Maschinenbau, Mechatronik und Elektrotechnik, Fachgebiete: „Sensortechnik“, „Industrielle Bildverarbeitung“, „Mechatronik“, „Prozess- und Produktionsmess-technik“, „Robotertechnik“ und „Innovationsma-nagement“).
1989-94 Studium der Elektrotechnik, Schwer-punkte Mikro- und Optoelektronik, Nachrichten-technik und optische Messtechnik, an der Univer-
Prof. dr.-Ing. markus glück
hochschule Augsburg, Fakultät für maschinenbau
und verfahrenstechnik
technologie Centrum Westbayern gmbh
emil-eigner-Straße 1 86720 nördlingen
telefon: (+49) 9081 8055-101, -102 telefax: (+49) 9081 8055-151
e-mail: [email protected] www.tcw-donau-ries.de
Weitere vorträge und tagungsbeiträge
Industrie 4.0 - Herausforderung „Integration“ und Chancenpotentiale für die Prozessoptimierung in der Produktion 2020,Vortrag Prof. Dr.-Ing. Markus Glück beim IBS Expertenkreis am 15.11.2012 in Amberg
einführung, Industrie 4.0 – Mit MES als Startbasis und ersten Cyber-Physical Systems auf einem Entwicklungspfad zur flexiblen Automation in der Produktion 2020,Vortrag Prof. Dr.-Ing. Markus Glück im Fachworkshop „Manufacturing Execution Systems in der Praxis“ auf dem Böblinger Automatisierungstreff am 21.3.2013 in Böblingen
sität Ulm. Von 1995 bis 1997 wissenschaftlicher Mitarbeiter am Forschungszentrum der Daimler AG in Ulm (Bereich Silizium/Silizium-Germanium Hochfrequenzelektronik und Chiptechnologie).
Von 1998 bis Ende 2001 Mitarbeiter der Firma Mattson Thermal Products GmbH – einem mit-telständischen Unternehmen des Sondermaschi-nenbaus, zuletzt tätig als Leiter des Bereichs „Hardware Engineering“ mit den Untergruppen Mechanische Konstruktion, Design und Auto-matisierung sowie Elektrische und Elektronische Entwicklung.
Koordinator eines Facharbeitskreises „Produk-tion 2020“ im Umfeld der Hochschule Augsburg und des Technologie Centrum Westbayern. Seit 2009 Kooperation mit der IBS AG, seit 2011 Mit-glied im Dachverband MES D-A-C-H e.V.
Kathrein, MR-PLAN, Ohnhäuser, Tigra, Valeo und Zott. Im Fokus der vielfältigen Projekte des Netzwerks steht die firmenübergreifen-de Auseinandersetzung mit Forschungs- und Integrationsvorhaben zur automatisierten Fertigungstechnik der Zukunft, zur sicheren Mensch-Maschine-Kooperation und flexib-len Automation in der Robotertechnik bis zur Integration der Fertigungssysteme in das MES- und ERP-Umfeld der Firmen-IT. Bis zu 30 Prozent höhere Wertschöpfung in der Fer-tigung – so lautet ein Ziel der gemeinsamen Anstrengungen von Forschung und Industrie der Innovationsoffensive.
Weiterführende literatur
M. Glück, Technologien und management-systeme für die Fertigung der zukunft, Fachartikel in der Zeitschrift „VDI-Z Integrierte Produktion“, Heft 4/2012, S. 66-68 (2012)
M. Glück, die Produktion 2020, Fachbericht in der Zeitschrift „Computer & Automation“, Heft 6, S. 47-50 (2012)
M. Glück, T. Schulz, elektronikproduktion 2020: Über flexible Prozessautomation, sichere Rückverfolgung und effizienten MES Einsatz zur Null-Fehler-Produktion, Fachbericht in der Zeitschrift „Productivity Management“, Heft 3, S. 35-38 (Juni 2012)

13
CONTACT Ausgabe 2/2013 I Produktionsmanagement
ProzeSSorIentIerte AuSWAhl und eInFührung von CAQ-SYStemen
Bei einem global agierenden Maschinen- und An-lagenbauer unterstützt das Geschäftsfeld Qua-litätsmanagement des Fraunhofer IPK in Ber-lin bei der Evaluation und Auswahl eines CAQ (Computer Aided Quality) Systems. Zielsetzung ist es ein Softwarepaket zu identifizieren, das die qualitätsorientierten Geschäftsprozesse optimal unterstützt und sich einfach in die bestehende IT-Architektur integrieren lässt, um die zukünftig weltweit zuständigen Prozessverantwortlichen effizient mit den qualitätsrelevanten Daten und Informationen versorgen zu können.
Aktuell existieren viele lokale IT-Systeme mit nicht abgestimmten Schnittstellen, die für die Be-wältigung aktueller Qualitätsprobleme im interna-tionalen Produktionsverbund nicht mehr geeignet sind. Mittels eines durchgängigen CAQ-Systems, das die gesamten Geschäftsprozesse von der Entwicklung über Produktion bis zum Service begleitet und unterstützt, wird die Möglichkeit geschaffen, Ursachen von Fehlern schnell zu entdecken und effektive Maßnahmen einzuleiten
sowie diese weltweit zu managen. Damit sollen zum einen Verbesserungen in der reaktiven Be-arbeitung von Fehlern und Kundenreklamationen erzielt und zum anderen präventiv Fehler frühzei-tig vermieden werden.
Dazu wurden in enger Abstimmung mit dem Kun-den die Grundlage für eine erfolgreiche System-implementierung in Form eines umfassenden Modells aller Qualitätsprozesse geschaffen, die unterstützt durch einen globalen Rollout-Plan schrittweise in einem CAQ-System umgesetzt werden sollen. Neben der Identifizierung betrof-fener Qualitätsprozesse stand vor allem die An-forderungsaufnahme in Workshops mit entspre-chenden Prozessexperten resultierend in einem Lastenheft sowie die Evaluierung von CAQ-An-bietern, die den Anforderungen des Unterneh-mens gerecht werden, im Mittelpunkt.
Prof. dr.-Ing. roland Jochem, tu Berlin, leiter des Fachgebiets Qualitätswissenschaft
Bildquelle: Schlote GmbH & Co. KG
Im Einsatz: IBS-Qualitätsmanagementsystem
CAQ=QSYS Professional

14
Die PRÄZI-Gruppe ist ein Unternehmensverbund der Zulieferindustrie und beschäftigt heute rund 650 Mitarbeiter an 5 Standorten in 4 Ländern (Deutschland, Tschechien, Ungarn und den Niederlanden). Gegründet wurde das Unternehmen 1904 und gehört zum G. Claas Unterneh-mensverbund.
PräzISIon AuS leIdenSChAFtCAQ=QSYS in der Flachstahlherstellung und –bearbeitung
Unserem Unternehmen ist es mit der Einführung von CAQ=QSYS gelungen, wesentliche Geschäftspro-zesse transparent und be-wertbar zu machen. Mit den abzuleitenden Korrektur-maßnahmen verbessern wir nochmals die Kundenzufrie-denheit und die Wirtschaft-lichkeit des Unternehmens.
Bernhard Feikus,
vorstand technik/
Produktion, managing
director technology /
Production
PRÄZI arbeitet seit vielen Jahren kooperativ in-nerhalb dieser Lieferkette und kann deshalb viele, über lange Zeit gewachsene Kundenbeziehungen aufweisen. Dabei legt PRÄZI großen Wert darauf, vom Kunden nicht nur als Lieferant, sondern als Partner anerkannt und geschätzt zu werden.PRÄZI ist durch sein hohes Qualitätsbewusstsein und durch die flexible Umsetzung vielfältiger Kun-denanforderungen anerkannter Partner zahlrei-cher Unternehmen im/in der allgemeinen Maschinenbau Werkzeug-, Vorrichtungs- und Formenbau Werkzeugmaschinenindustrie Automobilindustrie Roboter- und Automatisierungstechnik Förderanlagenindustrie Kalksandsteinindustrie LandmaschinenindustrieDie enge Bindung zum Kunden steht dabei im Mittelpunkt der Geschäftsbeziehung, sodass für alle Beteiligten im Rahmen des Supply-Chain-Managements Vorteile entstehen.
Effizientes Qualitätsmanagement in der PräzI-gruppe: die AusgangslageEnde 2009/Anfang 2010 wurde am Standort Everswinkel (Nähe Münster) mit der Auswahl ei-nes integrierten und unternehmensübergreifen-den Qualitätsmanagementsystems mit einer ein-heitlichen Datenbasis gestartet.Bis zu diesem Zeitpunkt verfügte das Unterneh-men über eine Vielzahl an Insellösungen, was einen hohen manuellen und administrativen Zeit-aufwand bedeutete. Die redundante Datenhaltung, verursacht durch einen nicht einheitlichen Datenbestand für Quali-tät und Produktion, erforderte ein fehleranfälliges, zeitaufwändiges und manuelles Erstellen von qualitätsrelevanten Auswertungen. Eine Rückverfolgung (Traceability) der Produkte
mit der Verknüpfung von Produkt- und Prozess-daten konnte im Falle einer Reklamation nicht bzw. nur mit sehr hohem Aufwand durchgeführt werden.Durch die Forderungen von Kunden und durch Normen nach einer durchgängigen IT-gestützten Qualitätsvorausplanung (APQP, FMEA, PPAP) war Handlungsbedarf nötig.Des Weiteren war ein automatisierter Rückfluss von Kundenreklamationen in Forschung und Ent-wicklung zur Vermeidung von Wiederholfehlern nicht möglich. Hinzu kam noch die Tatsache, dass das alte Sys-tem nicht mehr gepflegt wurde und niemand eine Aussage über die Sicherheit der bestehenden Da-ten treffen konnte.
Auswahlprozess und lösungskonzeptFür den Auswahlprozess hatte PRÄZI nach ein-gehender Prüfung drei CAQ-Anbieter ausgewählt. Nach Referenzbesuchen, einer ROI-Berechnung und Genehmigung durch die PRÄZI-Geschäfts-leitung fiel die Wahl auf die Softwarelösung der IBS AG. „Der Entscheidungsprozess war nicht einfach“, erläutert Heiko Schulte, Leiter Qualitätsmanage-ment. „Letztendlich konnte aber das System der IBS AG überzeugen. Ausschlaggebend war dabei die funktionale Tiefe und Breite, sowie die Mög-lichkeit des Ausbaus auf ein MES-System, im Speziellen mit den BDE- und MDE-Komponen-ten. Aber auch die Tatsache, dass die Lösung zu 100 % von IBS entwickelt ist und die Logik der Prozesse und Abläufe im Qualitätsmanagement bekannt ist.“ Das Projekt startete mit den Modulen Rekla-mationsmanagement, Wareneingangsprüfung, Lieferantenmanagement und Prüfplanung. Ein direktionales Interface zum ERP-System ABAS ermöglicht die Datenübergabe von Stammdaten an CAQ=QSYS.

15
Der PRÄZI-GRUPPE ist es zusammen mit der IBS AG gelungen, Insellösun-gen sowie Subsysteme zur Dokumentation von Re-klamationsdaten struktu-riert und durchgängig im CAQ= QSYS - System zu bearbeiten. Unsere Mit-arbeiter /-innen haben in CAQ=QSYS ständig Zugriff auf aktuelle Daten. Dadurch stehen Informationen für un-sere Kunden schneller zur Verfügung.
heiko Schulte, leiter
Qualitäts- management
gruppe, Quality assu-rance mana-
ger group
CONTACT Ausgabe 2/2013 I Qualitätsmanagement
reklamationsmanagement (CAQ=QSYS rQmS)Das Reklamationsmodul der IBS-Softwarelösung unterstützt die Mitarbeiter der PRÄZI-Gruppe bei der strukturierten Vorgehensweise der Reklamati-onsbearbeitung. Durch eine einheitliche Datenba-sis, die Dokumentation der Bearbeitungsschritte, der Nachverfolgung von Maßnahmen und der Analyse von Ursachen ergeben sich deutliche Einsparpotenziale und zeitliche Ersparnisse. Die termingerechte Bearbeitung von Anfragen erhöht sich die Kundenzufriedenheit. Eine Dokumentati-on der durchgeführten Aktivitäten erfolgt in einem für jeden Kunden individuell definierbaren 8D-Report.Rückkopplungen und Ergebnisse aus den Prozes-sen fließen wiederum in die Produktentstehung ein und unterstützen somit einen kontinuierlichen Verbesserungsprozess (KVP).
Wareneingangsprüfung (CAQ=QSYS We)Die Wareneingangsprüfung unterstützt normen-konformes Arbeiten. Durch automatische Über-nahme von Daten aus Messmaschinen und früh-zeitiger Fehlererkennung werden Kosten und Aufwand minimiert und die Effektivität gesteigert. Aufgrund der vielfältigen Informationen kann der Prüfaufwand an die Qualitätslage des Lieferanten dynamisch angepasst werden, bis hin zum Prüf-verzicht. Die Kopplung an das ERP-System zur Generierung und Rückmeldung der Qualitätslage sorgt für Durchgängigkeit über die gesamte Wert-schöpfungskette.
lieferantenmanagement (CAQ=QSYS SAm)Das Modul Lieferantenbewertung bietet eine im-mer aktuelle Übersicht über alle Qualitätsdaten der Lieferanten und Anlieferungen. Einmal ange-legte Auswertekriterien werden auf Knopfdruck mit allen aktuellen Lieferantendaten verknüpft und ausgewertet. Ein objektiver Vergleich durch grafische Analysen und tabellarische Strukturen bietet eine Basis für effektive Einkaufsverhandlun-gen und dient als Grundlage für das Streben nach ständiger Qualitätsverbesserung.Durch die Verknüpfung der einzelnen Prozess-schritte und die Einbindung der Kunden und Liefe-ranten in die Produktentwicklung werden deutliche Prozessverbesserungen und Kosteneinsparun-gen erzielt, Produktqualität und Kundenzufrieden-heit werden erhöht.
dIe PräzI-gruPPe
Die PRÄZI-Gruppe ist ein Unternehmensverbund der Zulieferindustrie und beschäftigt
heute rund 650 Mitarbeiter an 5 Standorten in 4 Ländern (Deutschland, Tschechien, Ungarn und den Nie-
derlanden). Gegründet wurde das Unternehmen 1904 und gehört zum G. Claas Unternehmensverbund.
das umfangreiche und vielfältige Produktspektrum der PräzI-gruppe umfasst erzeugnisse aus Präzisionsflachstahl für Präzisionsteile
Spezialprodukte für die Fördertechnik
Biogas-Einbringsysteme mit moderner Technik und zuverlässiger Funktionsweise für individuelle
Anforderungen
Formwerkzeuge und Verschleißteile für die Kalksand- und Betonsteinherstellung
Rotierende Baukomponenten für die Landmaschinenindustrie
Branche: Metallverarbeitung
Projekt: Einführung eines Qualitätsmanagementsystems
eingesetzte Produkte und module:CAQ=QSYS Professional mit den Modulen RQMS, PPL, WE, SAM und Netcom für ABAS
Seit 01.07.2012 ist das System in Everswinkel ak-tiv. Seit 01.08.2012 sind alle anderen Standorte im Netz und befinden sich in der Initialphase. Bei den einzelnen Standorten handelt es sich um jeweils rechtlich eigenständige Firmen, was mithilfe der Mandantenfähigkeit des Systems gut abgebildet werden kann. Durch die Möglichkeit der tsche-chischen und ungarischen Sprachumschaltung werden Übersetzungs- und Verständnisprobleme vermieden.Als sehr zeitintensiv erwies sich in der Einfüh-rungsphase, das System mit den notwendigen und erforderlichen Informationen und Daten zu füllen, sowie die manuelle Herstellung der Ver-knüpfungen untereinander.Die bisher im Einsatz befindlichen Module kön-nen jederzeit um weitere CAQ- und Produktions-module aus der IBS MES-Softwarelösung unter Nutzung einer einheitlichen Datenbasis ergänzt werden.
nutzen und vorteileDer Einsatz des einheitlichen, integrierten und un-ternehmensübergreifenden Systems ermöglicht eine zeitnahe Prozesssteuerung und –absiche-rung durch permanente Online-Verfügbarkeit. Die Transparenz wird erhöht und einheitliche Kenn-zahlen sind pro Werk abrufbar. Durch die gemeinsame Datenbasis werden Dop-peleingaben vermieden und alle Maßnahmen nachvollziehbar dokumentiert. Notwendige Infor-mationen stehen an jedem Ort zeitnah zur Verfü-gung.Die durchgängige CAQ-Softwarelösung ermög-licht eine Steuerung der KVP-Prozesse (Kontinu-ierlicher Verbesserungsprozess) und führt zu ei-ner Reduzierung der Qualitäts- und Fehlerkosten.
Bildquelle: PRÄZI Flachstahl AG
Im Einsatz: IBS-Qualitätsmanagementsystem
CAQ=QSYS Professional

16
Innovation über 4 Generationen ist das Leitmotiv des seit nunmehr 85 Jahren tätigen Traditionsun-ternehmens. Ausgestattet mit einem modernen Maschinenpark und flexiblen Fertigungsstruk-turen stellt die Fischer Licht & Metall höchste Ansprüche an die Qualität ihrer Erzeugnisse im gesamten Produktionsprozess.
Ein 180 Mitarbeiter starkes und innovatives Team aus Ingenieuren, Konstrukteuren, Technikern, Grafikern und Facharbeitern, die überwiegend im eigenen Haus ausgebildet wurden, entwickelt und fertigt hochwertige Werbeanlagen und Me-tallbauteile. 4 Kernbereiche bilden das Programm der Fischer Licht & Metall: Das Unternehmen ist einer der größten europäischen Hersteller für Lichtwerbung, vom kleinsten Buchstaben bis zum 50 Meter hohen Werbeturm. Fischer Licht & Metall entwickelt und produziert Solartechnik, die den hohen Anforderungen der Photovoltaik-Branche genügen muss. Mit seinem Maschinen-park fertigt das Unternehmen vielseitige und vor allem hochwertige Me-tallbauteile, die in enger Zusammenarbeit mit dem Kunden entlang einer effizienten Prozesskette von der Konstruktions-phase, über die Produktion bis hin zum Endpro-dukt an Maßstäben wie Qualität und Transparenz orientiert sind.
Als führender Hersteller von Lichtsystemen im öffentlichen Raum gehören Lichtlösungen der Fischer Licht & Metall zur Festeinrichtung von Bahnhöfen, U- und S-Bahn-Stationen, Kongress- und Einkaufszentren sowie öffentlichen Plätzen.Fischer Licht & Metall ist nach DIN EN ISO 9001:2008 zertifiziert und hat sich im Rahmen einer umfassenden Vereinheitlichung und Zent-ralisierung ihres Qualitätsmanagementsystems für den Ausbau und die Neueinführung weiterer Module ihres SINIC::CAQ-Systems entschieden. Ziel war es, neben der softwaregestützten Ver-waltung der eingesetzten Messmittel, die ferti-gungsbegleitende Prüfung von Bauteilen in den einzelnen Arbeitsschritten deutlich zu vereinfa-chen.
Weitere Schwerpunkte wurden im Reklamations- und Auditmanagement sowie in der FMEA, der Erstmusterprüfung sowie der grafischen Prüfpla-nung gesetzt. In Ergänzung einer Schnittstelle zur Bereitstellung vorhandener Stammdaten aus dem ERP-System PSIpenta kann Fischer Licht & Metall in seiner Qualitätssicherung schnell, effizi-ent und ohne das Halten redundanter Daten für die notwendige Transparenz in allen Prozessket-ten sorgen.
SInIC::CAQ ProJekt Fischer licht & metall gmbh & Co. kg, mühlhausen
CONTACT Ausgabe 2/2013 I Erfolgreiche Kundenprojekte
FISCher licht & metallgmbh & Co. kgrocksdorfer Str. 1092360 mühlhausentel. +49 9185 921-0Fax +49 9185 921-110e-mail: [email protected]://www.fischer-lum.de

17
CONTACT Ausgabe 2/2013
neue BroSChüre: QuAlItätSmAnAgement
Die IBS AG präsentiert zur Control 2013 eine neue Broschüre zum Thema Qualitäts-management, Qualitätssicherung und CAQ-Software. Eine Themeneinleitung und ein Ma-nagement Summary machen es auch Leser aus anderen Bereichen des Unternehmens einfach einen ersten Einstieg und einen Überlick über die Themen des ganzheitlichen Qualitätsma-nagements zu gewinnen. Zahlreiche Referenzen und Kundenaussagen erläutern den Nutzen, der beim Einsatz der IBS-Software zu erreichen ist. Die Broschüre ist ebenfalls in englisch verfügbar.Umgesetzt und realisiert wurde das Konzept mit der Werbeagentur Potter (www.potter.ag)
18
CONTACT Ausgabe 2/2013 I Erfolgreiche Kundenprojekte
ERFOLGREICHE KUNDENPROJEKTE
Ducommun LaBarge Technology ist ein füh-render Anbieter im Bereich der Elektronikfer-tigung. Das Unternehmen bietet eine Vielzahl von Produktionsmöglichkeiten und Mehrwert-dienstleistungen an. hierzu gehören auch die professionelle technische Unterstützung und ein ausgereiftes Programmmanagement. Die ange-botenen Produkte und Dienstleistungen dienen der Unterstützung der Kunden bei deren Zieler-reichung. Ducommun LaBarge nutzt bewährte „Best in Class“ Beispiele und einen kontinuierli-chen Verbesserungsprozess, um seinen Kunden ein Höchstmaß an Qualität anbieten zu können. Um ihre Qualität weiter zu verbessern, hat Du-commun LaBarge Lizenzen von CompliantPro erworben. Im Rahmen eines 60-tägigen Pilotpro-jektes wurde ein Lieferantenmanagementsystem in das bestehende ERP-System vollständig integriert.
duCommun lABArge teChnologY SAndvIk hArd mAterIAlS
Die zum Sandvik Konzern gehörende Sandvik Hard Materials liefert eine Vielzahl von Hart-metallerzeugnissen für die verschiedensten Kundenanforderungen aus der gesamten In-dustrie. Sandvik Hard Materials hat weitere IBS Softwarelizenzen für sein integriertes Qualitäts-managementsystem mit dem Schwerpunkt auf Dokumentenmanagement, Mitarbeitertraining und Reporting erworben. Somit können Mitarbei-ter in 6 Werken aus 4 Ländern auf das System zugreifen.
19
BrIdgeStone metAlPhA uSA Bremen CAStIngS InC.
www.ub-dietz.com
SeminareFmea
Grundlagentraining
Softwaretraining
moderatorenausbildung
Führungskräfteinfo
Besondere merkmale
master und Variantenlösungen
Funktionale Sicherheit
inhalte der iSO 26262
Die rolle des Systemingenieurs
Die rolle des Functional Safety managers
DienStleiStunGenFmea
entwicklung/ moderation
Prozessoptimierung
maßnahmentracking
Fmea Strategienentwicklung & implementierung
Fmea Projektleitung
Fmea auditierung
Fmea Präsentation
Fmea Coaching
dietz-anzeige_v02.indd 1 24.04.13 07:48
Bremen Castings Inc. (BCI gehört nach Aussage des Wirtschaftsforschungsinsti-tuts Inc. 5000 zu den schnell wachsen-den Unternehmen der USA. Mit einem 70-jährigen Erfahrungsschatz ist BCI für seine hochwertigen Grauguss- und Sphärengussteile bekannt. Als führendes Zerspanungs- und Gießereiunternehmen verfügt BCI über eine eigene Maschinen-halle und eine Gießerei. Im Rahmen eines kontinuierlichen Verbesserungs-prozesses hat BCI, neben einem Ideen-management, auch den Lean-Gedanken in seine Geschäftsabläufe integriert. Nach interner Abstimmung hat man sich für die Ablösung des bestehenden Soft-waresystems entschieden. Dieses wird nunmehr durch die IBS-Softwarelösung ersetzt. Insoweit können zum Beispiel alle Qualitätsinformationen nunmehr über iPads auch in der Gießerei abgeru-fen werden.
Bridgestone Metalpha, eine Tochtergesellschaft der Bridgestone Americas Holding, Inc., ist ein weltweit führender Hersteller von Stahlgürteln für die Reifenproduktion. Das Unternehmen verfügt über ca. 400 Mitarbeiter in seinem Werk in Clar-ksville, Tennessee (USA). Dabei handelt es sich um die einzige Bridges-tone Produktionsstätte in den USA. Um sei-ne Dokumentationsprozesse zu optimieren, hat sich Bridgestone für die Softwarelösung der IBS AG entschieden. Diese Software unterstützt die Korrektur- und Vorbeugungs-maß-nahmenprozesse. Nach der Produkt-auswertung verschiedener Lösungsanbieter hat sich Bridges-tone für die IBS-Lösung entschieden.

Christian rech, geschäftsführer BBr unternehmensberatung, landshut
20
nICht nur In der medIzInteChnIk eIn muSS: ProduktBeoBAChtung
CONTACT Ausgabe 2/2013 I Qualitätsmanagement
Für Hersteller eine Pflicht: Unter Produktbeo-bachtung versteht man die systematische Beob-achtung eines Produktes „nach dem Inverkehr-bringen“.Und die Hersteller sind häufig nicht angemessen aufgestellt: Zuständigkeiten und Prozesse sind nicht beschrieben oder werden nicht gelebt. Nicht selten wird die angemessene Dokumentation nicht oder nicht ausreichend nachweisbar sein.
Dabei ist alles eigentlich nicht so schwer: Es gilt eben nicht nur „gute“ Produkte zu entwickeln, sondern der Hersteller ist verpflichtet zu beob-achten, wie sich seine Produkte im Feld verhal-ten. Gegebenenfalls sind geeignete Maßnahmen einzuleiten und nachweisbar durchzuführen.Oft wird es so überhaupt erst möglich sein, für das eigene Unternehmen das Bestmögliche aus einer Reklamation, einem Kundenbericht oder öf-fentlichen Diskussionen zu lernen.
Produktbeobachtung als ProzessÄhnlich wie das aus der Medizinbranche bekann-te CAPA-Verfahren fordert auch die ISO 9001 an verschiedenen Stellen ein systematisches Vorge-hen (siehe Kasten Seite 21).
Systematisches vorgehen unabdingbarEs wird im Regelfall sinnvoll sein, das vorhande-ne (Qualitäts-) Managementsystem darauf zu un-tersuchen, ob bereits Prozesse für die Produkt-beobachtung enthalten sind und entsprechende Verantwortlichkeiten festgelegt sind.
Eine solche Prozessanweisung sollte enthalten: Festlegung von Informationswegen und –pflichten
Festlegung eines zeitlichen Rahmens, zu dem die Produktbeobachtung
besprochen wird
Festlegung der anzufertigenden Auf- zeichnungen (Vorlagen)
Angaben zu Ablage und Langzeit- archivierung von Aufzeichnungen
Als besondere Herausforderung erlebt der Autor dabei immer wieder, den Kontakt mit den Kunden zu bekommen. Gerade in größeren Organisatio-nen ist oft eine Marketing- oder Vertriebsorgani-sation zwischengeschaltet, so dass der Entwick-ler eigentlich kaum eine Chance hat, wirklich mit dem Kunden oder Endanwender zu kommuni-zieren. Oft wird man stattdessen mit Menschen vorlieb nehmen müssen, die vorgeben zu wissen, was der Kunde wirklich will.
klare eskalationsregelnAuch unter Produkthaftungsgesichtspunkten ist es sehr sinnvoll, klare Eskalationsregeln vorzu-geben: So muss klar festgelegt sein, wer wann zu informieren ist, wenn Berichte oder Beschwerden vorliegen, die einen sicheren Einsatz der im Feld befindlichen Produkte fraglich erscheinen lassen. In diesen Fällen wird zusätzlich zur normalen Bearbeitung das Management oder ein speziell benannter »Produkt-Sicherheitsbeauftragter« zu informieren sein.So ist sichergestellt, dass die notwendigen Schrit-te unverzüglich eingeleitet werden.
Aufzeichnungen und nachweiseZur Vermeidung haftungsrechtlicher Konsequen-zen ist es besonders wichtig, geeignete Aufzeich-nungen und Nachweise lückenlos anzufertigen und dauerhaft aufzubewahren.Dies betrifft gleichermaßen Entscheidungen, nach denen keine Maßnahmen notwendig sind wie auch die Entscheidung, dass Maßnahmen notwendig sind und wer für deren Erledigung zu-ständig ist.Selbstverständlich wird man zu einem späteren Zeitpunkt auch nachweisen können wollen, dass die geplanten Maßnahmen wirklich durchgeführt und wirksam sind.Insofern kommt der Entscheidungs- und Maß-nahmen-Dokumentation eine besondere Bedeu-tung zu.
nachweisbare vorteile durch dv-unter- stützung?Die Formulierung einer zum Unternehmen pas-senden Verfahrensanweisung und die Festle-gung geeignete Zuständigkeiten sowie Eskalati-onsregeln ist eine Voraussetzung für den Erfolg.Die geordnete und zugleich gut dokumentierte Abarbeitung von Produktbeobachtungsaktivitäen ist nur durch konsequente Einbindung und Nut-zung der Datenverarbeitung zu erreichen. Während ERP-Software mit oft kaufmännischem Schwerpunkt nicht oder nicht immer geeignet ist, einen solchen Workflow zu unterstützen, bieten spezielle CAQ-Programme hier sehr viel weiter reichende Möglichkeiten: Ideal ist natürlich, wenn solche Programme auch noch die Planung von regelmäßigen Produktbe-obachtungsaktivitäten (Besprechungen) unter-stützen.So bietet beispielsweise das Projektmanage-mentmodul APQP der CAQ=QSYS®-Software die Möglichkeit, im Vorhinein Aktivitäten zu pla-nen und diesen eine feste Checkliste zuzuord-nen.In einem festen Turnus kann man so einfach Meetings zum Thema Produktbeobachtung
21
Forderungen der ISo 9001:2009
8.2.1 kundenzufriedenheit die organisation muss Informationen über die Wahrnehmung der kunden in der Frage, ob die organisation die kundenanforderungen erfüllt hat, als eines der maße für die leistung des Qualitätsmanagementsystems überwachen.
8.3 lenkung fehlerhafter Produkte … Wo anwendbar, muss die organisation in einer oder mehreren der folgenden Weisen mit fehlerhaften Produkten umgehen: … d) maßnahmen ergreifen, die den Auswirkungen und/oder potenziellen Auswirkungen angemessen sind, wenn ein fehlerhaftes Produkt entdeckt wird, nachdem es bereits ausgeliefert und/oder in gebrauch genommen wurde.
CONTACT Ausgabe 2/2013 I Qualitätsmanagement
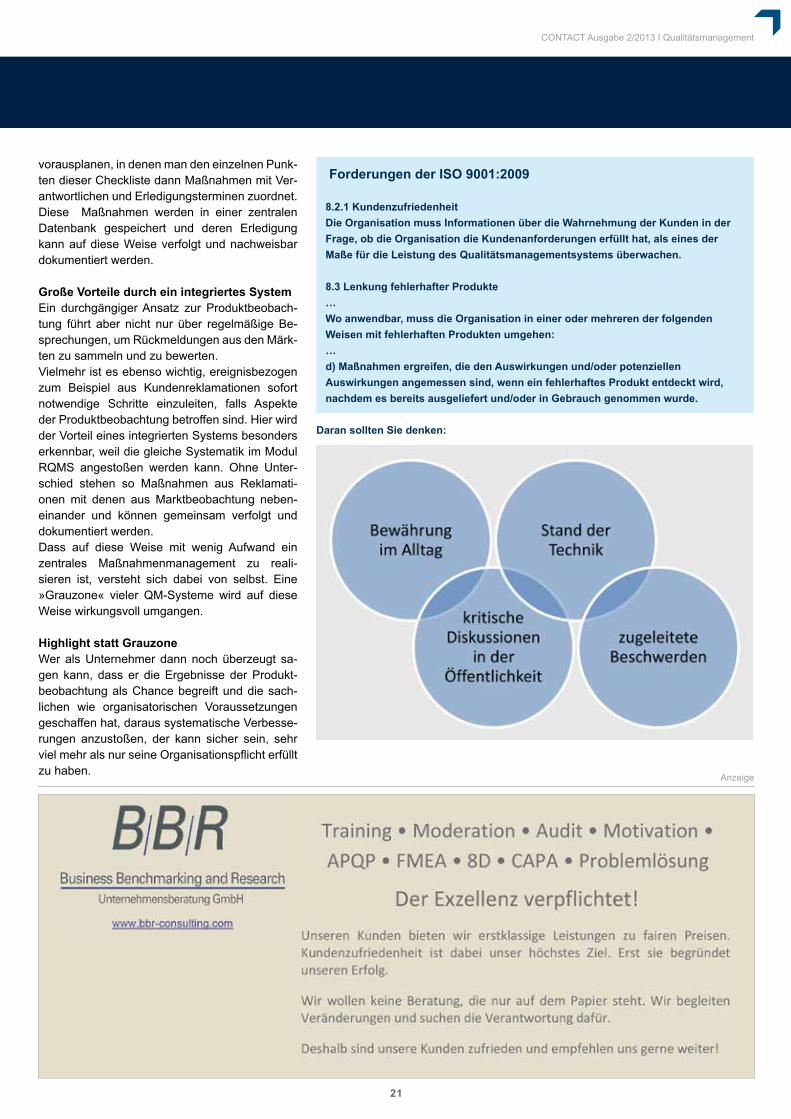
daran sollten Sie denken:
Anzeige
vorausplanen, in denen man den einzelnen Punk-ten dieser Checkliste dann Maßnahmen mit Ver-antwortlichen und Erledigungsterminen zuordnet.Diese Maßnahmen werden in einer zentralen Datenbank gespeichert und deren Erledigung kann auf diese Weise verfolgt und nachweisbar dokumentiert werden.
große vorteile durch ein integriertes SystemEin durchgängiger Ansatz zur Produktbeobach-tung führt aber nicht nur über regelmäßige Be-sprechungen, um Rückmeldungen aus den Märk-ten zu sammeln und zu bewerten.Vielmehr ist es ebenso wichtig, ereignisbezogen zum Beispiel aus Kundenreklamationen sofort notwendige Schritte einzuleiten, falls Aspekte der Produktbeobachtung betroffen sind. Hier wird der Vorteil eines integrierten Systems besonders erkennbar, weil die gleiche Systematik im Modul RQMS angestoßen werden kann. Ohne Unter-schied stehen so Maßnahmen aus Reklamati-onen mit denen aus Marktbeobachtung neben-einander und können gemeinsam verfolgt und dokumentiert werden.Dass auf diese Weise mit wenig Aufwand ein zentrales Maßnahmenmanagement zu reali-sieren ist, versteht sich dabei von selbst. Eine »Grauzone« vieler QM-Systeme wird auf diese Weise wirkungsvoll umgangen.
highlight statt grauzoneWer als Unternehmer dann noch überzeugt sa-gen kann, dass er die Ergebnisse der Produkt-beobachtung als Chance begreift und die sach-lichen wie organisatorischen Voraussetzungen geschaffen hat, daraus systematische Verbesse-rungen anzustoßen, der kann sicher sein, sehr viel mehr als nur seine Organisationspflicht erfüllt zu haben.
22
FmeA - nur mIt „mASterPlAn“!
CONTACT Ausgabe 2/2013 I TIPPS & TRICKS
TIPPS & TRICKS
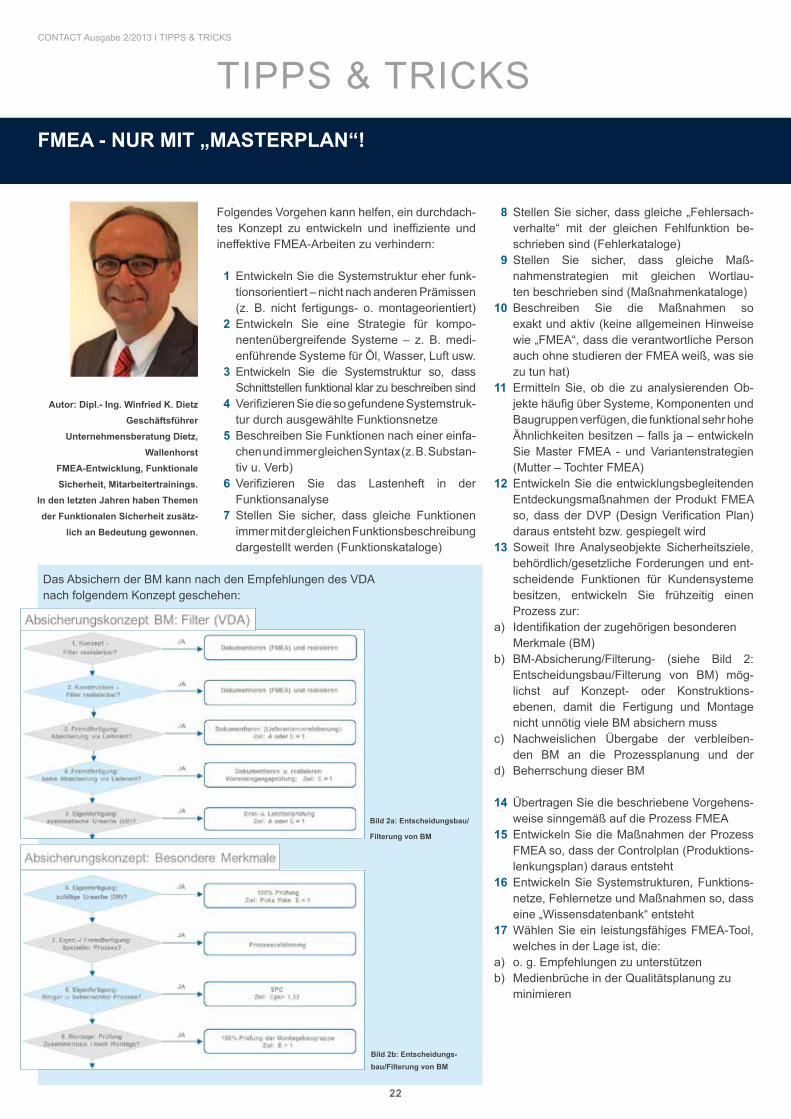
Folgendes Vorgehen kann helfen, ein durchdach-tes Konzept zu entwickeln und ineffiziente und ineffektive FMEA-Arbeiten zu verhindern:
1 Entwickeln Sie die Systemstruktur eher funk- tionsorientiert – nicht nach anderen Prämissen (z. B. nicht fertigungs- o. montageorientiert) 2 Entwickeln Sie eine Strategie für kompo- nentenübergreifende Systeme – z. B. medi- enführende Systeme für Öl, Wasser, Luft usw. 3 Entwickeln Sie die Systemstruktur so, dass Schnittstellen funktional klar zu beschreiben sind 4 Verifizieren Sie die so gefundene Systemstruk- tur durch ausgewählte Funktionsnetze 5 Beschreiben Sie Funktionen nach einer einfa- chen und immer gleichen Syntax (z. B. Substan- tiv u. Verb) 6 Verifizieren Sie das Lastenheft in der Funktionsanalyse 7 Stellen Sie sicher, dass gleiche Funktionen immer mit der gleichen Funktionsbeschreibung dargestellt werden (Funktionskataloge)
Autor: dipl.- Ing. Winfried k. dietzgeschäftsführer
unternehmensberatung dietz, Wallenhorst
FmeA-entwicklung, Funktionale Sicherheit, mitarbeitertrainings.
In den letzten Jahren haben themen der Funktionalen Sicherheit zusätz-
lich an Bedeutung gewonnen.
Bild 2b: entscheidungs-bau/Filterung von Bm
8 Stellen Sie sicher, dass gleiche „Fehlersach- verhalte“ mit der gleichen Fehlfunktion be- schrieben sind (Fehlerkataloge) 9 Stellen Sie sicher, dass gleiche Maß- nahmenstrategien mit gleichen Wortlau- ten beschrieben sind (Maßnahmenkataloge)10 Beschreiben Sie die Maßnahmen so exakt und aktiv (keine allgemeinen Hinweise wie „FMEA“, dass die verantwortliche Person auch ohne studieren der FMEA weiß, was sie zu tun hat)11 Ermitteln Sie, ob die zu analysierenden Ob- jekte häufig über Systeme, Komponenten und Baugruppen verfügen, die funktional sehr hohe Ähnlichkeiten besitzen – falls ja – entwickeln Sie Master FMEA - und Variantenstrategien (Mutter – Tochter FMEA)12 Entwickeln Sie die entwicklungsbegleitenden Entdeckungsmaßnahmen der Produkt FMEA so, dass der DVP (Design Verification Plan) daraus entsteht bzw. gespiegelt wird13 Soweit Ihre Analyseobjekte Sicherheitsziele, behördlich/gesetzliche Forderungen und ent- scheidende Funktionen für Kundensysteme besitzen, entwickeln Sie frühzeitig einen Prozess zur:a) Identifikation der zugehörigen besonderen Merkmale (BM)b) BM-Absicherung/Filterung- (siehe Bild 2: Entscheidungsbau/Filterung von BM) mög- lichst auf Konzept- oder Konstruktions- ebenen, damit die Fertigung und Montage nicht unnötig viele BM absichern mussc) Nachweislichen Übergabe der verbleiben- den BM an die Prozessplanung und der d) Beherrschung dieser BM
14 Übertragen Sie die beschriebene Vorgehens- weise sinngemäß auf die Prozess FMEA15 Entwickeln Sie die Maßnahmen der Prozess FMEA so, dass der Controlplan (Produktions- lenkungsplan) daraus entsteht16 Entwickeln Sie Systemstrukturen, Funktions- netze, Fehlernetze und Maßnahmen so, dass eine „Wissensdatenbank“ entsteht17 Wählen Sie ein leistungsfähiges FMEA-Tool, welches in der Lage ist, die:a) o. g. Empfehlungen zu unterstützenb) Medienbrüche in der Qualitätsplanung zu minimieren
Bild 2a: entscheidungsbau/
Filterung von Bm
Das Absichern der BM kann nach den Empfehlungen des VDA nach folgendem Konzept geschehen:
23
CONTACT Ausgabe 2/2013 I TIPPS & TRICKS
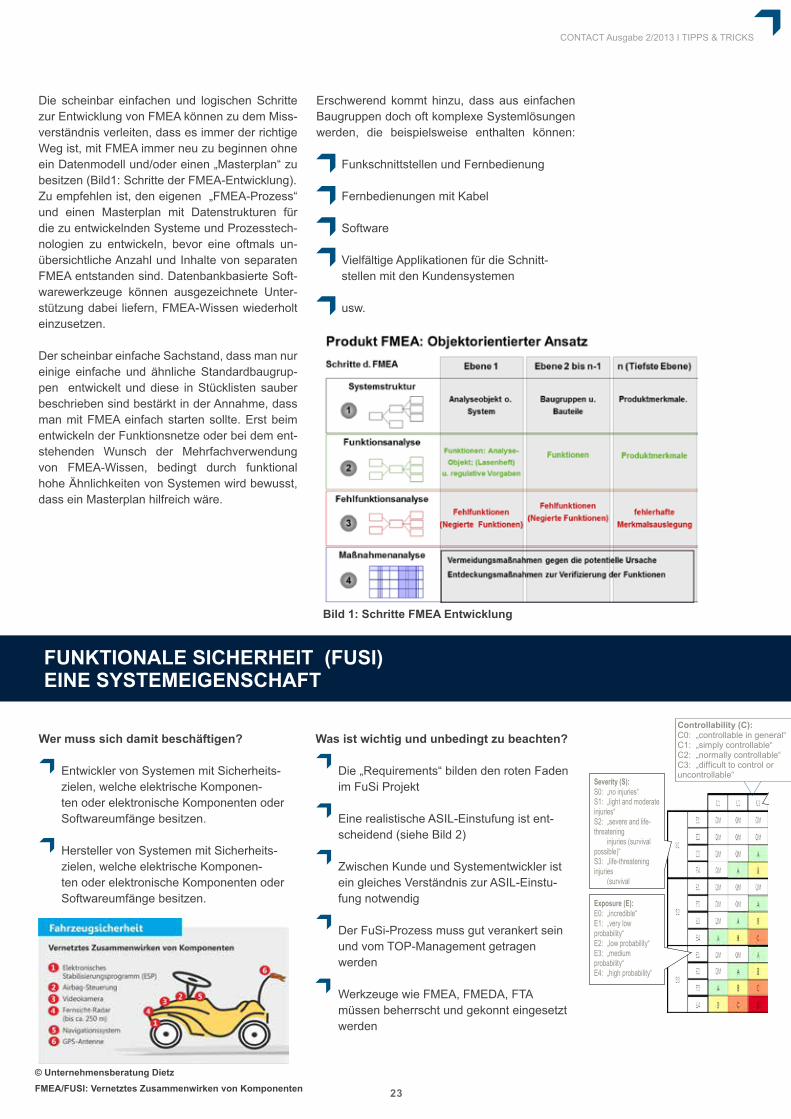
Die scheinbar einfachen und logischen Schritte zur Entwicklung von FMEA können zu dem Miss-verständnis verleiten, dass es immer der richtige Weg ist, mit FMEA immer neu zu beginnen ohne ein Datenmodell und/oder einen „Masterplan“ zu besitzen (Bild1: Schritte der FMEA-Entwicklung). Zu empfehlen ist, den eigenen „FMEA-Prozess“ und einen Masterplan mit Datenstrukturen für die zu entwickelnden Systeme und Prozesstech-nologien zu entwickeln, bevor eine oftmals un-übersichtliche Anzahl und Inhalte von separaten FMEA entstanden sind. Datenbankbasierte Soft-warewerkzeuge können ausgezeichnete Unter-stützung dabei liefern, FMEA-Wissen wiederholt einzusetzen.
Der scheinbar einfache Sachstand, dass man nur einige einfache und ähnliche Standardbaugrup-pen entwickelt und diese in Stücklisten sauber beschrieben sind bestärkt in der Annahme, dass man mit FMEA einfach starten sollte. Erst beim entwickeln der Funktionsnetze oder bei dem ent-stehenden Wunsch der Mehrfachverwendung von FMEA-Wissen, bedingt durch funktional hohe Ähnlichkeiten von Systemen wird bewusst, dass ein Masterplan hilfreich wäre.
Bild 1: Schritte FmeA entwicklung
Erschwerend kommt hinzu, dass aus einfachen Baugruppen doch oft komplexe Systemlösungen werden, die beispielsweise enthalten können:
Funkschnittstellen und Fernbedienung
Fernbedienungen mit Kabel
Software
Vielfältige Applikationen für die Schnitt- stellen mit den Kundensystemen usw.
FunktIonAle SICherheIt (FuSI)eIne SYStemeIgenSChAFt
Funktionale Sicherheit (FuSi) Eine Systemeigenschaft
…………………………………………………………………………………………………………………………….………………….……Unternehmensberatung Dietz Wallenhorst Berlin [email protected] www.ub-dietz.com
nach ISO/FDIS 26262-3, Tab. 4
Controllability (C):C0: „controllable in general“C1: „simply controllable“C2: „normally controllable“C3: „difficult to control or uncontrollable“
Severity (S):S0: „no injuries“S1: „light and moderate injuries“S2: „severe and life-threatening
injuries (survival possible)“S3: „life-threatening injuries
(survival
exposure (e):E0: „incredible“E1: „very low probability“E2: „low probability“E3: „medium probability“E4: „high probability“
Funktionale Sicherheit (FuSi) Eine Systemeigenschaft
…………………………………………………………………………………………………………………………….………………….……Unternehmensberatung Dietz Wallenhorst Berlin [email protected] www.ub-dietz.com
nach ISO/FDIS 26262-3, Tab. 4
Controllability (C):C0: „controllable in general“C1: „simply controllable“C2: „normally controllable“C3: „difficult to control or uncontrollable“
Severity (S):S0: „no injuries“S1: „light and moderate injuries“S2: „severe and life-threatening
injuries (survival possible)“S3: „life-threatening injuries
(survival
exposure (e):E0: „incredible“E1: „very low probability“E2: „low probability“E3: „medium probability“E4: „high probability“
Was ist wichtig und unbedingt zu beachten?
Die „Requirements“ bilden den roten Faden im FuSi Projekt
Eine realistische ASIL-Einstufung ist ent- scheidend (siehe Bild 2)
Zwischen Kunde und Systementwickler ist ein gleiches Verständnis zur ASIL-Einstu- fung notwendig
Der FuSi-Prozess muss gut verankert sein und vom TOP-Management getragen werden
Werkzeuge wie FMEA, FMEDA, FTA müssen beherrscht und gekonnt eingesetzt werden
Wer muss sich damit beschäftigen?
Entwickler von Systemen mit Sicherheits- zielen, welche elektrische Komponen- ten oder elektronische Komponenten oder Softwareumfänge besitzen.
Hersteller von Systemen mit Sicherheits- zielen, welche elektrische Komponen- ten oder elektronische Komponenten oder Softwareumfänge besitzen.
© unternehmensberatung dietz FmeA/FuSI: vernetztes zusammenwirken von komponenten
Christian rech, geschäftsführer BBr unternehmensberatung, landshut
FmeA-tIPP 15: BeWertungSSkAlen oPtImIeren
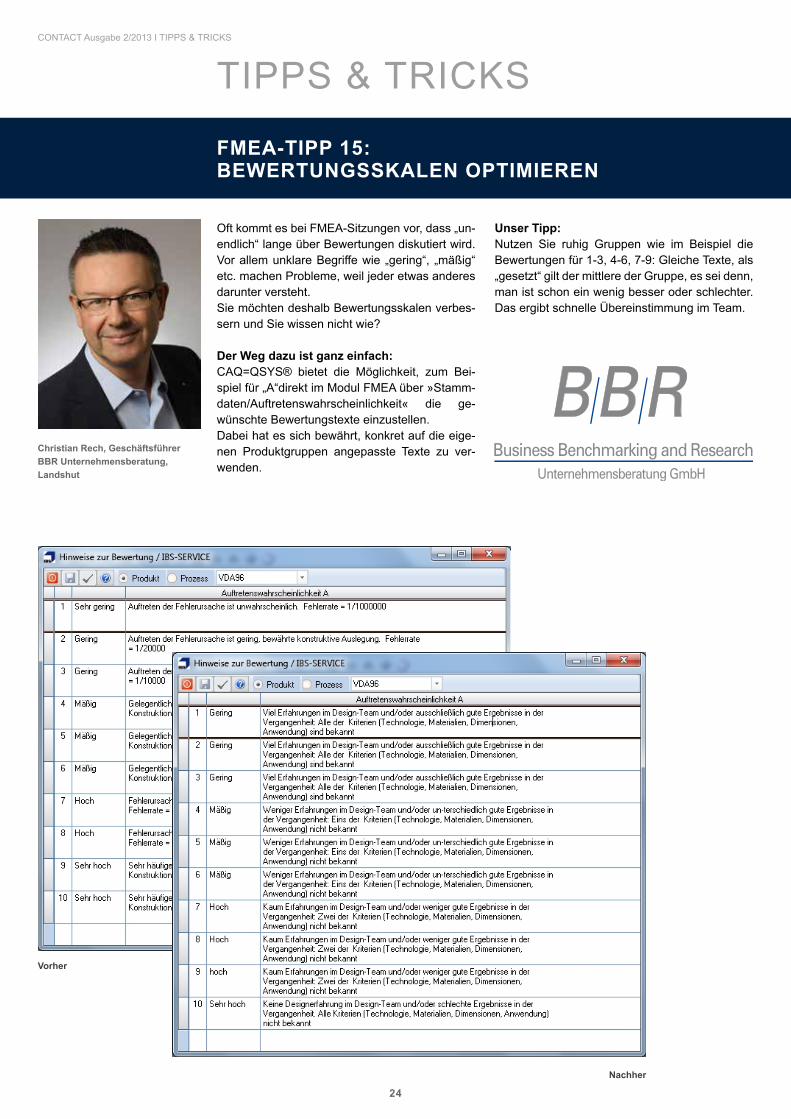
Oft kommt es bei FMEA-Sitzungen vor, dass „un-endlich“ lange über Bewertungen diskutiert wird. Vor allem unklare Begriffe wie „gering“, „mäßig“ etc. machen Probleme, weil jeder etwas anderes darunter versteht.Sie möchten deshalb Bewertungsskalen verbes-sern und Sie wissen nicht wie?
der Weg dazu ist ganz einfach:CAQ=QSYS® bietet die Möglichkeit, zum Bei-spiel für „A“direkt im Modul FMEA über »Stamm-daten/Auftretenswahrscheinlichkeit« die ge-wünschte Bewertungstexte einzustellen.Dabei hat es sich bewährt, konkret auf die eige-nen Produktgruppen angepasste Texte zu ver-wenden.
unser tipp:Nutzen Sie ruhig Gruppen wie im Beispiel die Bewertungen für 1-3, 4-6, 7-9: Gleiche Texte, als „gesetzt“ gilt der mittlere der Gruppe, es sei denn, man ist schon ein wenig besser oder schlechter. Das ergibt schnelle Übereinstimmung im Team.
vorher
nachher
24
CONTACT Ausgabe 2/2013 I TIPPS & TRICKS
TIPPS & TRICKS
25
TIPPS & TRICKSCONTACT Ausgabe 2/2013 I TIPPS & TRICKS
FmeA-tIPP 16: eIn loBlIed AuF dAS groSSe e
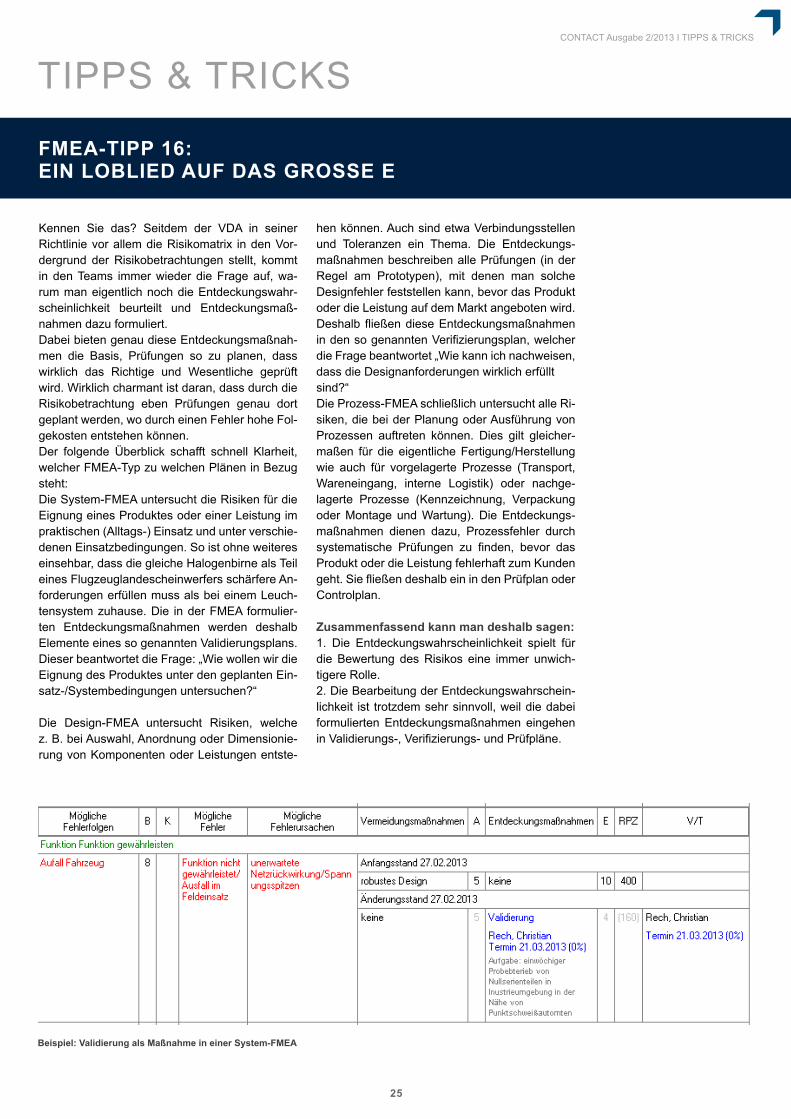
Kennen Sie das? Seitdem der VDA in seiner Richtlinie vor allem die Risikomatrix in den Vor-dergrund der Risikobetrachtungen stellt, kommt in den Teams immer wieder die Frage auf, wa-rum man eigentlich noch die Entdeckungswahr-scheinlichkeit beurteilt und Entdeckungsmaß-nahmen dazu formuliert.Dabei bieten genau diese Entdeckungsmaßnah-men die Basis, Prüfungen so zu planen, dass wirklich das Richtige und Wesentliche geprüft wird. Wirklich charmant ist daran, dass durch die Risikobetrachtung eben Prüfungen genau dort geplant werden, wo durch einen Fehler hohe Fol-gekosten entstehen können.Der folgende Überblick schafft schnell Klarheit, welcher FMEA-Typ zu welchen Plänen in Bezug steht:Die System-FMEA untersucht die Risiken für die Eignung eines Produktes oder einer Leistung im praktischen (Alltags-) Einsatz und unter verschie-denen Einsatzbedingungen. So ist ohne weiteres einsehbar, dass die gleiche Halogenbirne als Teil eines Flugzeuglandescheinwerfers schärfere An-forderungen erfüllen muss als bei einem Leuch-tensystem zuhause. Die in der FMEA formulier-ten Entdeckungsmaßnahmen werden deshalb Elemente eines so genannten Validierungsplans. Dieser beantwortet die Frage: „Wie wollen wir die Eignung des Produktes unter den geplanten Ein-satz-/Systembedingungen untersuchen?“
Die Design-FMEA untersucht Risiken, welche z. B. bei Auswahl, Anordnung oder Dimensionie-rung von Komponenten oder Leistungen entste-
hen können. Auch sind etwa Verbindungsstellen und Toleranzen ein Thema. Die Entdeckungs-maßnahmen beschreiben alle Prüfungen (in der Regel am Prototypen), mit denen man solche Designfehler feststellen kann, bevor das Produkt oder die Leistung auf dem Markt angeboten wird. Deshalb fließen diese Entdeckungsmaßnahmen in den so genannten Verifizierungsplan, welcher die Frage beantwortet „Wie kann ich nachweisen, dass die Designanforderungen wirklich erfülltsind?“Die Prozess-FMEA schließlich untersucht alle Ri-siken, die bei der Planung oder Ausführung von Prozessen auftreten können. Dies gilt gleicher-maßen für die eigentliche Fertigung/Herstellung wie auch für vorgelagerte Prozesse (Transport, Wareneingang, interne Logistik) oder nachge-lagerte Prozesse (Kennzeichnung, Verpackung oder Montage und Wartung). Die Entdeckungs-maßnahmen dienen dazu, Prozessfehler durch systematische Prüfungen zu finden, bevor das Produkt oder die Leistung fehlerhaft zum Kunden geht. Sie fließen deshalb ein in den Prüfplan oder Controlplan.
zusammenfassend kann man deshalb sagen:1. Die Entdeckungswahrscheinlichkeit spielt für die Bewertung des Risikos eine immer unwich-tigere Rolle.2. Die Bearbeitung der Entdeckungswahrschein-lichkeit ist trotzdem sehr sinnvoll, weil die dabei formulierten Entdeckungsmaßnahmen eingehen in Validierungs-, Verifizierungs- und Prüfpläne.
Beispiel: validierung als maßnahme in einer System-FmeA

26
Philipp reusch, gesellschafter reusch rechtsanwälte gbr, Saarbrücken
Anzeige
neue leItlInIen zum ProduktSICherheItS-geSetz Für ArBeItSSChutz und SICherheItSteChnIk
TIPPS & TRICKS
die neuen leitlinien zum Produktsicherheits-gesetz vom länderausschuss für Arbeits-schutz und Sicherheitstechnik (lASI) liegen vor.
Mit Inkrafttreten des Gesetzes über die Bereit-stellung von Produkten auf dem Markt (Produkt-sicherheitsgesetz – ProdSG) am 1. Dezember 2011 wurde das bis dahin geltende Geräte- und Produktsicherheitsgesetz (GPSG) abgelöst.
Das neue ProdSG dient in erster Linie der Anpas-sung des bisherigen Geräte- und Produktsicher-heitsrechts an den neuen europäischen Rechts-rahmen (New Legislative Framework – NLF). Aufgrund der Neufassung war eine grundlegen-de Überarbeitung der bestehenden Leitlinien zum GPSG – LV 46 – erforderlich. Die Leitlinien zum ProdSG wenden sich einerseits an die Voll-zugsbehörden der Länder und an den Bund mit dem Ziel, zu gleichen Auslegungen beim Vollzug des ProdSG zu kommen.
Andererseits richten sich die Leitlinien auch an alle diejenigen, die Produkte in Deutschland be-reitstellen. Den genannten Adressatenkreisen soll eine Entscheidungshilfe an die Hand gege-ben werden, wie den Anforderungen des ProdSG entsprochen werden kann. Diese Leitlinien kön-nen jedoch im Einzelfall ermessensabhängige Entscheidungen der zuständigen Marktüberwa-chungsbehörde nicht ersetzen. Die Leitlinien geben die aktuelle Auffassung der Marktüberwa-chungsbehörden wieder und werden bei Bedarf weiterentwickelt.
Für Hersteller von Anlagen und Maschinen kann der Leitfaden wertvolle Hinweise enthalten, was insbesondere die Definition grundlegender Be-griffe wie der Bereitstellung oder auch dem vor-hersehbaren Fehlgebrauch angeht.
http://lasi.osha.de/docs/lv_46.pdf
CONTACT Ausgabe 2/2013 I TIPPS & TRICKS

27
dr.-Ing. Andreas Braasch, geschäftsführer IQz Wuppertal
Warranty Management – auch Garantie- und Gewährleistungsmanagement genannt – ist ge-rade durch das Angebot von erweiterten Garan-tien oder das Anbieten von „Flatrate-Verträgen“ im Bereich der MRO-Dienstleitungen (Maintain, Repair and Overhaul) in den Fokus vieler Unter-nehmen gelangt. Dabei ist – neben einer gut abgestimmten Orga-nisationsstruktur – vor allem das Vorhandensein von validen Daten von erheblicher Bedeutung, um technische und in Folge auch finanzielle Ri-siken im Prozess des Warranty Managements quantifizieren zu können. Zudem muss darauf hingewiesen werden, dass ein ganzheitliches Warranty Management schon in einem frühen Stadium des Produktentste-hungsprozesses gelebt werden muss. Fehlerhaf-tes Design oder die falsche Lieferantenauswahl kann nach der „Rule-of-Ten“ im späteren Verlauf des Produktlebenszyklus erhebliche und zum Teil sogar existenziell bedrohliche Folgen haben.
Bei der strukturierten Vorgehensweise helfen CAQ-Systeme, die z. B. mittels FMEA-Modulen, Hilfen zur Lieferantenbewertung, durchgängigem Reklamationsmanagement (8D) oder der auto-matisierten Auswertung von Garantie- und Ku-lanzdaten den Warranty-Prozess unterstützen. Bei der Einführung eines Warranty Management- Systems sollten Sie auf folgende Punkte achten:
Führen Sie zu Beginn der Überlegungen einen Workshop mit einem externen Exper- ten durch, um die spezifischen Anforder- ungen Ihres Unternehmens an ein Warranty Management zu erarbeiten. Laden Sie dafür Experten aller beteiligten Abteilungen ein.
Klären Sie, welche allgemeinen bzw. wel- che spezifischen Kundenanforderungen hinsichtlich Warranty Management für Sie relevant sind. Welche Märkte und Kunden wollen Sie zukünftig bedienen?
Stellen Sie in Ihrer Organisationsstruktur sicher, dass Warranty Management gelebt werden kann und bei bestehenden Abteilun- gen akzeptiert wird.
Sorgen Sie für transparente Prozesse.
Warranty Management sollte als zentrale Einheit Zugriff auf Informationen aller im Prozess beteiligten Abteilungen haben (Pro- duktion, Verkauf, Entwicklung, Rechtsabtei- lung, Qualitätsmanagement, etc.).
Versuchen Sie den Warranty-Prozess mit Softwarelösungen zu unterstützen. Dies sorgt für mehr Akzeptanz in Ihrem Unter- nehmen.
Ihre Softwarelösung sollte in der Lage sein, zahlreiche Anforderungen hinsichtlich War- ranty Management zu erfüllen. Ziehen Sie eine integrierte Lösung mehreren unabhän- gigen Einzellösungen vor.
Integrieren Sie Warranty Management in Ihren Entwicklungsprozess. Warranty Management ist nicht nur „Trouble Shoo- ting“ im Falle eines bevorstehenden Rückrufs.
Nutzen Sie fortschrittliche Methoden, um Ihre Risiken besser zu quantifizieren (Zuver- lässigkeitsprognosen, Simulationen, techni- sche Value at Risk Ansätze, etc.).
Stellen Sie den Informationsrückfluss in die beteiligten Abteilungen sicher, um den ma- ximalen Mehrwert eines Warranty Manage- ment Systems zu erreichen.
10 dInge dIe SIe BeAChten Sollten, Wenn SIe eIn WArrAntY mAnAgement-SYStem eInFühren Wollen.
TIPPS & TRICKSCONTACT Ausgabe 2/2013 I TIPPS & TRICKS
>>> Wie kann die Sicherheit und/oder Zuverlässigkeit meiner Produkte quantifiziert werden?> Wie ist das Ausfallverhalten meiner Produkte in der Zukunft?> Wie viele Ersatzgeräte müssen nach Ende der Serienfertigung auf Lager gelegt sein?> Mit welchen Garantierückstellungen muss gerechnet werden?> Besteht die Notwendigkeit einer Rückrufaktion?> Ist eine Verlängerung der Garantiezeit aus betriebswirtschaftlicher Sicht sinnvoll und tragbar?> Wie können meine Produkte hinsichtlich der Funktionalen Sicherheit valide quantifiziert werden?
>> Bewertung und Optimierung der Zuverlässigkeit, Verfügbarkeit, Wartbarkeit und Sicherheit >> Unterstützung im Sicherheits-, Zuverlässigkeits- und Warranty-Management>> Nachweis der Produktbeobachtungspflicht gemäß Produktsicherheitsgesetz>> Hilfe bei der Umsetzung aktueller Regelwerke zur Funktionalen Sicherheit (z.B. IEC 61508, ISO 26262, ISO 13849)>> Prognose des zukünftigen Ausfallverhaltens technischer Produkte mittels Wuppertaler Zuverlässigkeitsprognosemodell
Institut für Qualitäts- und Zuverlässigkeitsmanagement GmbHIhr Qualitäts - Zulieferer.
www.iqz-wuppertal.de
KennenSiedieseHerausforderungen? >>LEISTUNGEN

-
28
IBS Ag PräSentIert AuF der Control 2013 dIe QuAlItätSmAnAgement-löSung der neuen generAtIon
CONTACT Ausgabe 2/2013 I IBS ON TOUR
Im rahmen des IBS Pressegespräches berichteten kunden und Spezialisten aus Industrie und Wirtschaft über aktuelle themen und Branchentrends
Qualität als Bestandteil von Plm und meS nachhaltigkeit durch Integration
zahlreiche Besucher und Interessenten informierten sich auf der Control 2013 über die Softwarelösungen der IBS Ag für das integrierte Qualitäts-, Produktions-, traceability- und Complinace management
Die IBS AG legte den Schwerpunkt des diesjäh-rigen Messeauftritts während der Control vom 14. - 17. Mai 2013 in Stuttgart auf die Präsentati-on ihrer CAQ-Softwarelösung der neuen Genera-tion (Halle 5, Stand 5532).
Hiermit hat das Unternehmen die Anforderungen an das zukünftige Qualitäts- und Produktionsma-nagement bereits aufgegriffen und umgesetzt. Mit dem Ziel einer Null-Fehler-Produktion ermög-licht das System die Erfassung, Auswertung und Analyse aller produktions-, prozess- und qua-litätsrelevanten Daten und Informationen über den gesamten Wertschöpfungsprozess und die Supply Chain.
Durch die Integration in PLM (Product Lifecycle Management) werden die Unternehmen in die Lage versetzt, ihre Prozesse über den gesamten Produktlebenszyklus zu verbessern. Neben einer deutlichen Einsparung im Qualitätskostenbereich werden durch die unterstützende Null-Fehler-Strategie im gesamten Produktlebenszyklus wie-derkehrende Fehler vermieden. Der Return on Investment tritt bei einer integrierten Lösung in der Regel von weniger als einem Jahr ein.
Ein weiteres Ergebnis dieser Integration ist die Beherrschung der Traceability (Rückverfolgbar-keit aller Produkte, Bauteile und Chargen). Die vertikale sowie horizontale Integration in die Ma-nagement- und Shopfloorsysteme vermeidet Da-tenredundanzen.
„Eine Echtzeit-Kennzahlenauswertung und -dar-stellung ist ein wesentliches Instrument zur Un-ternehmenssteuerung und gibt eine Einschät-zung über die Effizienz des Unternehmens. Mit IBS:cockpit ist es möglich, alle erfassten Daten aus der Produktion abzurufen und diese bei-spielsweise für die Sicherstellung der Rückver-folgbarkeit zu nutzen.“ erläutert Andreas Horn, Vertriebsleiter der IBS AG.
„Nicht zu unterschätzen ist dabei auch die Be-deutung von Traceability als Bestandteil des Risi-komanagements,“ ergänzt Katrin Triebel, Senior Consulting und Key Account Management bei der IBS AG. „Bereits in der Wareneingangsprü-fung werden gezielte Informationen bezüglich der eingesetzten Produkte geliefert. Aus der Produk-tion erhält man online Daten hinsichtlich der Pro-zesse und der Qualitätslage. Entsprechend der
Ergebnisse kann die Problembehebung erfolgen. Eine automatische Rückmeldung der Ergebnisse und durchgeführten Maßnahmen setzt einen kon-tinuierlichen Verbesserungsprozess in Gang.“
nachhaltigkeit durch IntegrationDurch die Integration innovativer Technologien in die CAQ-, MES- und Traceability-Softwarelö-sungen werden Nachhaltigkeit und Investitions-sicherheit gewährleistet und eine noch stärkere Prozessoptimierung und kürzere Prozesszeiten eine erhebliche Kostenreduktion ein intuitives Qualitätscontrolling volle Transparenz die Mini-mierung von Produkthaftungsfällen und Rückru-fen kürzere Durchlaufzeiten erreicht.
IBS thementage Spezielle Thementage, die auf die Bedürfnisse der unterschiedlichen Branchen zugeschnitten waren, boten eine ideale Plattform zum persön-lichen Erfahrungsaustausch.
thementag Automotive und Warranty ma-nagement, 14.05.2013Vertreter der Schlote GmbH & Co.KG berichteten im persönlichen Gespräch über den Einsatz der IBS-Lösung in ihrem Unternehmen. Dr. Andreas Braasch vom IQZ, Wuppertal stand als Experte für Warranty Management zur Verfügung.
thementag Warranty management und Bahn-industrie, 15.05.2013Dr. Andreas Braasch diskutierte über das Thema Warranty Management und stand zum persön-lichen Erfahrungsaustausch zur Verfügung. Dr. Philipp Jatzkowski vom TÜV Rheinland und Maria Nau vom WZL der RWTH Aachen beantworteten Fragen zum Wandel innerhalb der Bahnindustrie.

-
29
CONTACT Ausgabe 2/2013 I IBS ON TOUR
Werbemittel und Corporate-Design
www.potter.ag
Wir gestalten und produzieren
Kommunikation.
Von No-Name zur Marke.
Für startups und Global Player.
Online. Offline. Live. Haptisch.
Diese Marken haben wir erschaffen. All Inclusive. Naming, Design, Produktion, Full-Service.
Immobilien, B2C Healthcare, B2B
Healthcare, B2B Marketing, B2B
Lebensmittel, B2C
1.Winner
international
Designmaker
Viscom 2012
Unsere Werbung
für die IBS AG.
Wir stellen Ihnen Muster im Warenwert
von insgesamt 50 € pro Firma für
Ihr Marketing zur Verfügung. Sowie
Ihren persönlichen Kugelschreiber mit
Namensgravur. Fordern Sie unsere Kataloge
an und lassen Sie sich unverbindlich
beraten: 02620-9547930, [email protected],
Stichwort: contact2013
Formular unter: www.potter.ag/contact
Anzeige
thementag medizintechnik, FmeA und mittel-stand, 16.05.2013Kundenvertreter der Unternehmen CeramTec GmbH und Josef Rees KG Zerspanungstechnik traten in den direkten Dialog mit interessierten Besuchern. Winfried Dietz von der Unterneh-mensberatung Dietz stand bei Fragen rund ums Thema FMEA zur Verfügung.
thementag kalibrierungsmanagement, 17.05.2013Fragen zum Thema Prüfmittel- und Kalibrie-rungsmanagement wurden hier beantwortet.
IBS PressegesprächAm 14. Mai 2013, von 15.30 Uhr bis 17.00 Uhr veranstaltete die IBS AG ihr Pressegespräch auf dem Messestand in Halle 5, Stand 5532. Kunden und Spezialisten aus Industrie und Wissenschaft berichteten über neue Branchentrends und ihre Erfahrungen mit den IBS-Produkten
Aussteller-Forum, halle 7, Stand 7520:Am Mittwoch, den 15.05.2013 um 10.00 Uhr referierten Frank Baumgarten (Schlote GmbH & Co. KG) und Jürgen Wolf (IBS AG) im Aus-steller Forum der Control zum Thema „Quality Management in der Automobilzulieferindustrie“ - Best Practice in der Qualitätssicherung bei Schlote in Harsum
Weitere Informationen unter www.ibs-ag.de/events

30
CONTACT Ausgabe 2/2013
Closed Loop Quality Management Integration von MES und PLM 5. MES Fachtagung für die diskrete Fertigung und die Prozessindustrie
Abbildung oben:v.l.n.r. dr. michael kassner (Siemens Ag), Wirtschaftsministerin rheinland-Pfalz eveline lemke, eckard eberle (Siemens Ag), volker Schwickert (IBS Ag)
IBS Ag AuF der CeBIt und hAnnover meSSe 2013 nachhaltigkeit durch meS und Plm Integration
die IBS Ag kann einen erfolgreichen mes-seauftritt während der CeBIt und hannover messe verzeichnen.
Als Mitaussteller auf dem Siemens Hauptstand und auf dem Messestand der Psipenta Software Systems GmbH präsentierte das Unternehmen seine ganzheitlichen und nachhaltigen Soft-warelösungen für das industrielle Qualitäts-, Pro-duktions- und Compliance-Management.
nachhaltigkeit mit IBS:meS
Das universelle System ermöglicht die Erfassung aller produktions- und qualitätsrelevanten Daten über den gesamten Wertschöpfungsprozess und die Supply Chain in den unterschiedlichsten In-dustriebereichen. Als Ergebnis dieser Integration beherrscht der Kunde seine Traceability (Rück-verfolgbarkeit aller Produkte, Bauteile und Char-gen). Durch die vertikale als auch horizontale Integration in alle Management- und Shopfloor-systeme werden Datenredundanzen vermieden. Mit einer systematischen Analyse von Schwach-stellen und den Einsatz bestimmter Lean-Metho-den unterstützen die IBS-Lösungen Unterneh-men unter anderem bei der Reduzierung von Durchlaufzeiten und der nachhaltigen Verbesse-rung der Wertströme. Eine „Closed-Loop“-Betrachtung über den kom-pletten Produktlebenszyklus setzt einen konti-nuierlichen Verbesserungsprozess im Sinne von „Lessons Learned“ in Gang. „Um sich auch in Zukunft erfolgreich positionie-ren zu können, müssen alle internen und un-
ternehmensübergreifenden Geschäftsprozesse konsequent durch den Einsatz der heute verfüg-baren Informationstechnologien und Systeme optimiert werden. Dabei spielt die Onlineverfüg-barkeit der validierten, vollständigen und trans-parenten Daten auf allen Managementebenen eine entscheidende Rolle. Durch die Integration der IBS-Lösungen in PLM (Product Lifecycle Ma-nagement) werden die Unternehmen in die Lage versetzt, ihre Produktinformationen integrativ zu managen und die Prozesse über den gesamten Produktlebenszyklus zu verbessern,“ erläutert Volker Schwickert, Vorstandsvorsitzender der IBS AG. Qualitätsvorausplanung mit FmeA-Software (Fehlermöglichkeits und -einflussanalyse)Mithilfe der IBS FMEA-Software werden Fehler schon im Vorfeld der Produktion erkannt und vermieden. Das führt zur Steigerung der Funkti-onssicherheit und Zuverlässigkeit der Produkte. Die Erfahrungen aus vorhergehenden Projekten fließen in neue Entwicklungen mit ein und tra-gen dazu bei, dass die Entwicklungsprozesse verkürzt werden und eine bessere Termintreue erzielt wird. Auch störungsärmere Serienanläufe und eine Reduzierung von Garantie- und Kulanz-kosten sind die Folge.
Fertigungsbegleitende Prüfung mit SPC-Soft-wareDie SPC-Software innerhalb des IBS Qualitäts-managementsystems ermöglicht die optimierte Lenkung von Produktionsprozessen. Störun-gen werden frühzeitig erkannt, deren Ursachen

31
CONTACT Ausgabe 2/2013 I IBS ON TOUR
behoben, Fertigungsabläufe optimiert und damit die Voraussetzungen für eine fehlerfreie Produk-tion geschaffen.
Plm IntegrationUm sich auch in Zukunft erfolgreich positionieren zu können, müssen alle internen und unterneh-mensübergreifenden Geschäftsprozesse konse-quent durch den Einsatz der heute verfügbaren Informationstechnologien und Systeme optimiert werden. Dabei spielt die Onlineverfügbarkeit der validierten, vollständigen und transparenten Daten auf allen Managementebenen eine ent-scheidende Rolle. Durch die Integration der IBS-Lösungen in PLM werden die Unternehmen in die Lage versetzt, ihre Produktinformationen in-tegrativ zu managen und die Prozesse über den gesamten Produktlebenszyklus zu verbessern.
5. meS Fachtagung am 10. und 11.04.2013Im Rahmen dieser, durch den ZVEI organisierten Veranstaltung, berichteten zwei langjährige IBS- Kunden über den Einsatz der IBS-Softwarelösun-gen und den daraus resultierenden Nutzen für ihr Unternehmen.
meS in der metallverpackungsindustrie- Papierlose Fertigung erfolgreich umgesetzt - Uwe Wonsack, Fertigungsleiter, Blechwarenfab-rik Limburg, Patrick Schick, Leiter Qualitätsma-nagement, Blechwarenfabrik Limburg
Der Vortrag erläuterte, wie in der Blechwarenfab-rik Limburg durch Einsatz des integrierten MES- Systems der IBS AG eine papierlose Fertigung geschaffen wurde und damit gleichzeitig mehr Transparenz in die einzelnen Prozesse und Ab-läufe gebracht wurde. Dabei bildet zum einen die strukturierte Erfassung, Auswertung und Visua-lisierung aller Qualitätsdaten die Grundlage für einen kontinuierlichen Verbesserungsprozess. Zum anderen wurde die Integration in das vor-handene PPS-System erläutert. Letztendlich sorgt die Anbindung der Produktionslinien mit MDE und BDE für zeitnahe und IST-bezogene Kennzahlen und bildet somit die Basis für weitere Effektivitätssteigerungen.
meS Software in der medizintechnik- Best Practice für Qualität und Produktion in der Prozess-/diskreten Fertigung - Uwe Kemmer, Produktionsleiter, CeramTec GmbH, Plochingen
Der Vortrag beschrieb den Einsatz des integ-rierten MES/CAQ-Systems der IBS AG in der Medizinprodukteherstellung. Hier wurden die wichtigsten Anforderungen wie zum Beispiel 21CFR Part 11, Rückverfolgbarkeit und Validie-rung dargestellt. Aufgezeigt wurde Best Practice zur Optimierung aller Herstellprozesse sowie die deutliche Reduzierung von Dokumentationen der regulatorischen Anforderungen.
Impressionen von der CeBIt und hannover messe 2013

32
CONTACT Ausgabe 2/2013 I IBS ON TOUR
IBS:kongress Qualitätsmanagement 4.0 11.06.2013, gelsenkirchen veltins Arena
Die Produktion steht vor einem gewaltigen Um-bruch. Flexibel einsetzbare autonome Produkti-onssysteme, die sich selbstständig untereinander koordinieren, beherrschen die Fertigungsfläche. Ein Produkt erzählt seine komplette Historie; vom Entstehungsprozess bis zur Auslieferung. Monta-gelinien parametrisieren sich automatisch auf die zu fertigenden Produktvarianten.
Gleichzeitig stehen die industrielle Bildverar-beitung und der Einsatz von Laserscannern vor einem Siegeszug in der Fertigungsautomation, Prozess- und Qualitätskontrolle. Inline Mess- und Prüfsysteme eröffnen die Möglichkeit, Roboter exakt zu positionieren, gleichzeitig qualitätsre-levante 100%-Prüfungen an Halbzeugen und Endprodukten im Fertigungstakt vorzunehmen. Unsere Machbarkeitsstudie zeigt an zwei Appli-kationen, wie Produktionsanlagen über Objekter-kennung und optische Sensorsysteme flexibel automatisiert werden und wie ihre Anbindung an intelligente Software zur Verbesserung der Ferti-gungssteuerung und -kontrolle vorteilhaft genutzt werden kann.
Diskutiert wird im Weiteren, welche Implikationen sich auf das Qualitätsmanagement in einem sich selbst organisierenden Produktionsumfeld der Industrie 4.0 ergeben. Auch wenn sich für die In-dustrie 4.0 gegenwärtig noch kein klares Endbild
abzeichnet, lohnt sich heute schon der Blick auf dann umsetzbare Szenarien, z. B. im Qualitäts-management. Auch die „Qualität 4.0“ wird revo-lutionär sein!
Für die Null-Fehler-Produktion ist die Vernetzung von Qualitäts- und Prozessdaten unerlässlich. Fehler müssen durch Echtzeit Prozesskontrolle, pro-aktive Qualitätsanalyse, komplette Vernet-zung über MES und die Nutzung aller Funktio-nalitäten der Cyber-Physical Systems vermieden werden.
Der IBS:kongress „Qualitätsmanagement 4.0“, der am 11.06.2013 in der Veltins Arena stattfand, hatte diese Thematik aufgenommen und be-leuchtet, welche Auswirkungen die Industrie 4.0 auf das Qualitätsmanagement haben wird.
Renommierte Referenten boten interessante Vor-träge zum Thema, unter anderem:
Industrie 4.0 - die 4. Industrielle (r)evolutionProf. Dr. Markus Glück, Hochschule Augsburg/TCW Nördlingen
Qualität 4.0 - Beherrschte QualitätDr. Philipp Jatzkowski, TÜV Rheinland Consulting GmbH, Köln
Industrie 4.0 - Chance für ein präventives Warranty managementDr. Andreas Braasch, IQZ Wuppertal
Product vigilance 4.0 - ganzheitliche umset-zung rechtlicher Anforderungen an die markt-beobachtungPhilipp Reusch, Reusch Rechtsanwälte Saarbrücken
Neben den Vorträgen und Präsentationen stand jedoch auch der Erfahrungsaustausch der Teil-nehmer untereinander im Vordergrund und führte zu anregenden Gesprächen und Diskussionen.
Bildquelle: Wo st 01/Wikipedia
33
CONTACT Ausgabe 2/2013 I IBS ON TOUR
Lebenslanges Lernen ist nicht nur ein innovativer Begriff,
sondern die Voraussetzung für erfolgreiches Business.
www.taw.deTechnische Akademie Wuppertal e.V.
Unsere Weiterbildungszentren finden Sie in: Wuppertal = Altdorf b. Nürnberg = Berlin = Bochum = Cottbus = Wildau b. Berlin
Hubertusallee 18 = 42117 Wuppertal = Tel. 0202 / 7495 - 0www.taw.de = [email protected]
ANZ_SIEMENS_26.6.13_Layout 1 25.06.2013 16:00 Seite 1 Anzeige

34
CONTACT Ausgabe 2/2013
Anzeigen
ComputerKomplett –Vernetzung Ihrer Erfolgsfaktoren
Beratung, Technologie, Service
für ERP.PLM/CAx . ITDie ComputerKomplett Gruppe bietet herstellerunabhängig IT-Dienst leistungen und Produkte für Fertigungs- und Handels -unter nehmen mit dem Anspruch, die gesamte Wertschöpfung zu unterstützen. Wir nennen dies ComputerKomplett!
Der Vorteil für KundenSoftwareprodukte von Technologieführern für alle Unternehmens -bereiche werden integriert: PLM (Product Lifecycle Management),CAx, ERP, komplementäre Lösungen für spezifische Unterneh mens - anforderungen wie Betriebsdaten-, Dokumenten- und Kunden be -ziehungs-Manage ment. Darüber hinaus dürfen Sie modernsteNetzwerk- und Hardware-Technologie, ein umfassendes Dienst -leistungsspektrum und komplettes IT-Outsourcing von uns erwarten.
Von der Wertanalyse bis zu Realisierung und Support übernehmenwir Verantwortung – pragmatisch und stets innovativ.
Für Ihren Erfolg haben wir bewährte Konzepte� ERP/PDM-Wertanalyse (P3 W.I.A.)� PLM-Strategieberatung � Integration von ERP/PLM/CAQ
Erfahren Sie mehr über unser ComputerKomplett Angebot unter:www.computerkomplett.de
Nutzen Sie heute alle Potenziale Ihres Unter -nehmens für den Erfolg von morgen. Schaffen Sie sich eine IT-Umgebung, mit der wichtigeWettbewerbs vor teile erzielt werden können.

35
CONTACT Ausgabe 2/2013 I IBS ON TOUR
mAnuFACturIng exeCutIon SYStemS In der PrAxIS
Anzeige
Im Rahmen des Automatisierungstreff Böblingen (20.-22.03.2013) präsentierten die Mitglieder des MES D-A-CH Verbandes „Manufacturing Execution Systems in der Praxis“.
In dem zweitägigen Workshop stellten Anwender sowie Hersteller anhand von Praxisbeispielen vor, wie der Einsatz von MES Systemen realisiert wurde und welchen Nutzen die Unternehmen heute daraus ziehen können.Am 21.03.2013 eröffnete Prof. Dr. Markus Glück von der Hochschule Augsburg und dem Technologie Centrum Westbayern die Veranstaltung. Zwei Vorträge berichteten über die MES-Softwarelösung der IBS AG und ihre Einsatzmöglichkeiten in der Praxis.
So beschreibt der vortrag der Blechwarenfabrik limburg, wie durch den einsatz des integrierten meS Systems der IBS Ag eine papierlose Fertigung geschaffen wurde und damit gleichzeitig mehr transparenz in die einzelnen Prozesse und Abläufe gebracht wurde. Dabei bildet zum einen die strukturierte Erfassung, Auswertung und Visualisierung aller Qualitätsdaten die Grundlage für einen kontinuierlichen Verbesserungsprozess. Zum anderen wird die Integration in das vorhandene
PPS-System erläutert. Letztendlich sorgt die Anbindung der Produktionslinien mit MDE und BDE für zeitnahe und IST-bezogene Kennzahlen und bildet somit die Basis für weitere Effektivitätssteigerungen.
ein weiterer vortrag beschäftigt sich mit der thematik Industrie 4.0 und den Anforderungen global agierender unternehmen an die Integration von Plm, meS und CAQ-Systemen zur erzielung einer durchgehenden transparenz über die gesamte Supply Chain. Der daraus resultierende Nutzen für die Unternehmen wird anhand bereits realisierter Praxisbeispiele beschrieben.
36
der Autor, dipl.-Ing. heinz Wolf-gang reichl, ist mitglied des meS d.A.Ch. verbandes, unabhängiger meS-Berater und eigentümer der Firma reichl Consulting (www.reichl-consulting.at ). Breite internationale erfahrung mit meS und menschen in unterschiedlichen Branchen bilden seine Plattform.
Ein MES (Manufacturing Execution System oder Fertigungsmanagementsystem) hat bedeutend mehr Potenzial als nur einzelne Funktionen wie z. B. die Betriebsdatenerfas-sung oder die Produktionsfeinplanung.
Durch die systemische Vernetzung unter-schiedlicher, produktionsnaher IT-Funktio-nalitäten gelingt es ganz neue Nutzenpo-tenziale durch völlig neue Möglichkeiten von Verknüpfungen zu erschließen. Ist ein dichtes MES-Systemnetz verfügbar, dann steht der Kreativität zur Gestaltung immer neuer Nut-zenpotentiale nichts mehr im Weg. Jeder Pro-duktionsmitarbeiter kann sich in das „Internet von Menschen und Maschinen“ einklinken und die für Ihn hilfreiche Funktion selbst ge-stalten.
Grundlage dafür ist allerdings nicht nur ein MES, das diese Möglichkeiten heute bereits offen lässt, sondern auch reife Mitarbeiter in einer reifen Unternehmenskultur.
Hier deshalb heute schon die 10 Gebote, die Ihre MES-Zukunft sichern:
Ihre meS-vision muss das vollständige „nervensystem“ für alle Produktionspro-zesse sein. Auch wenn Sie mit einzelnen Teilfunktionen beginnen, sollten Sie Ihre Zukunft nicht aus dem Auge verlieren. Schritt für Schritt sollten Sie alle Produktionsprozesse und Produkti-onsmaschinen an Ihr „Firmennervensystem“ anbinden.
Bilden Sie systematisch die systemische kompetenz Ihrer Produktionsmitarbeiter aus.Vergessen Sie nie, dass besonders ein MES von den Zusammenhangskenntnissen Ihrer Produktionsmitarbeiter lebt. Da diese Zusam-menhangskenntnisse selten existieren, müs-sen Sie sie gezielt ausbilden.
Bauen Sie eine standardisierte meS-It-netzwerkstruktur auf, die Ihnen als rah-men für meS-Funktionen dient.Das „Nervensystem“ Ihrer Produktion entwi-ckelt sich am besten, wenn Sie einen Contai-ner für MES-Funktionen bereitstellen. Dieser Container sollte über standardisierte Integra-tionsmöglichkeiten von Funktionen und eine vollständige Vernetzungsfunktionalität verfügen.
nutzen Sie jede gelegenheit zur meS-Inte-gration von vorhandenen It-Funktionen in der Produktion. Sie haben bereits mehr als Sie denken.Nutzen Sie bereits vorhandene Software-funktionen unterschiedlichster Herkunft indem Sie sie in Ihr MES integrieren statt Sie unbe-dingt neu zu erfinden. Meist steckt sehr viel Mitarbeiterwissen dahinter, das Sie nutzen sollten. Und Mitarbeiterakzeptanz erreichen Sie obendrein.
unterstützen Sie die tägliche Arbeit be-sonders Ihrer Produktionsmitarbeiter mit meS-Funktionen.Ein hervorragendes Beispiel dafür ist die drahtlose, ortsabhängige Übermittlung von Drehmomentvorgaben für einen Montage-schrauber aus einem MES. Ein elektroni-sches Poka Yoke, das Mitarbeitern hilft kriti-sche Fehler zu vermeiden.
visualisieren Sie wenige aber hilfreiche kennzahlen am richtigen ort.Welche Kennzahlen brauchen Sie als Auto-fahrer? Die Geschwindigkeit, Kilometerleis-tung, Treibstoffvorrat und als energiebewuss-ter Fahrer den aktuellen Treibstoffverbrauch. Auch ein Produktionsmitarbeiter braucht nur wenige Produktivitätskennzahlen, z. B. den OEE. Andere Mitarbeiter werden in nächster Zukunft detaillierte Kennzahlen zur Energiebi-lanz einer Produktion brauchen oder vielleicht auch weitere heute noch nicht bekannte Wer-te. Wieder andere Kennzahlen werden über-holt sein und wieder verschwinden.
gestalten Sie Ihr meS-System lernfähig.Lernfähigkeit ist das Geheimnis der biolo-gischen Evolution. Wenn sich Funktionen bewähren, dann muss sie ein MES standar-disieren und zur Grundlage für weitere, neue Funktionen machen. Wenn sich Funktionen nicht bewähren, müssen sie ausgeschieden werden.
lassen Sie sich durch Berater, andere meS-Anwender und - Anbieter inspirieren. Sie haben bessere Ideen als Sie glauben.Lernen Sie von den Chinesen und legen Sie die Kopierscheu ab. Informieren Sie sich wo immer Sie können und schöpfen Sie daraus neue Anregungen, um Ihr MES zu verbes-sern.
dIe 10 geBote eIner nAChhAltIgen meS-eInFührung
CONTACT Ausgabe 2/2013
1.
2.
3.
4.
5.
6.
7.
8.
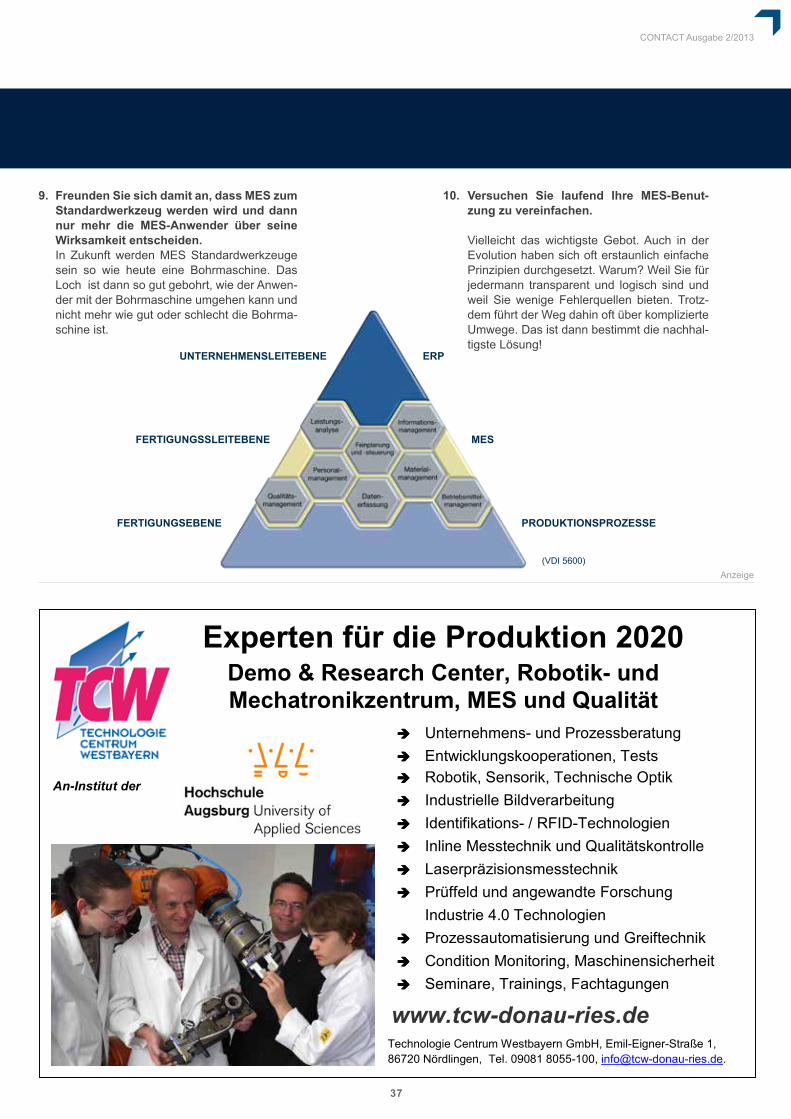
37
CONTACT Ausgabe 2/2013
Freunden Sie sich damit an, dass meS zum Standardwerkzeug werden wird und dann nur mehr die meS-Anwender über seine Wirksamkeit entscheiden.In Zukunft werden MES Standardwerkzeuge sein so wie heute eine Bohrmaschine. Das Loch ist dann so gut gebohrt, wie der Anwen-der mit der Bohrmaschine umgehen kann und nicht mehr wie gut oder schlecht die Bohrma-schine ist.
9.
unternehmenSleIteBene
FertIgungSSleIteBene
FertIgungSeBene
erP
meS
ProduktIonSProzeSSe
(VDI 5600)
versuchen Sie laufend Ihre meS-Benut-zung zu vereinfachen.
Vielleicht das wichtigste Gebot. Auch in der Evolution haben sich oft erstaunlich einfache Prinzipien durchgesetzt. Warum? Weil Sie für jedermann transparent und logisch sind und weil Sie wenige Fehlerquellen bieten. Trotz-dem führt der Weg dahin oft über komplizierte Umwege. Das ist dann bestimmt die nachhal-tigste Lösung!
10.
Anzeige
Unternehmens- und Prozessberatung Entwicklungskooperationen, Tests Robotik, Sensorik, Technische Optik Industrielle Bildverarbeitung Identifikations- / RFID-Technologien Inline Messtechnik und Qualitätskontrolle Laserpräzisionsmesstechnik Prüffeld und angewandte Forschung
Industrie 4.0 Technologien Prozessautomatisierung und Greiftechnik Condition Monitoring, Maschinensicherheit Seminare, Trainings, Fachtagungen
Technologie Centrum Westbayern GmbH, Emil-Eigner-Straße 1, 86720 Nördlingen, Tel. 09081 8055-100, [email protected].
Experten für die Produktion 2020 Demo & Research Center, Robotik- und Mechatronikzentrum, MES und Qualität
An-Institut der
www.tcw-donau-ries.de
38
verAnStAltungSkAlender
CONTACT Ausgabe 2/2013 I Veranstaltungskalender
05.09.2013 IBS:forum Audit, hamburg
Audits sind Untersuchungsverfahren, die dazu dienen, Prozesse hinsichtlich ihrer Erfüllung spezieller Anforderungen zu bewerten. Dies erfolgt häufig im Rahmen des Qualitätsmanagements. Je nach Bereich behandelt das Audit die Analyse des Ist-Zustands oder aber den Vergleich einer ursprünglichen Zielset-zung mit den tatsächlich erreichten Zielen. Oft soll ein Audit auch dazu dienen, allgemeine Probleme oder einen Verbes-serungsbedarf aufzuspüren, damit sie beseitigt werden können. Nachdem mögliche Abstellmaßnahmen/Verbesserun-gen eingeleitet wurden, müssen diese nachgewiesen werden. Dieses geschieht anhand von Dokumenten, Bildern etc.
23.10.2013 IBS:forum energiemanagement, nördlingen
Nachhaltigkeit, Ressourcenmanagement und EinsparpotenzialeEffizienzsteigerung ist seit Jahren ein wichtiges Thema in der Industrie. Lag das Augenmerk bislang zumeist auf Prozess- und Qualitätsoptimierung, rücken Nachhaltigkeit, Ressourceneffizienz und Energieeinsparpotenziale aufgrund aktueller gesellschaftspolitischer und ökonomischer Überlegungen zunehmend in den Fokus der Öffentlichkeit und der Unternehmen.
22.10.2013 IBS:forum 8d, rottweil
Der 8D-Problemlöseprozess hat sich mittlerweile als globaler Standard etabliert. Einerseits, weil Kunden bei erkannten Abweichungen auf einer tiefgründigen Analyse bestehen, um sicherzustellen, dass keine Fehlerwiederholung auftreten kann, andererseits, weil sich das Vorgehen auch in der internen Anwendung gut bewährt hat.
12.09.2013 IBS:forum FmeA, lübeck
Ausgehend von Untersuchungen, die belegen, dass ca. 75 % der Qualitätsprobleme in den planenden Bereichen und nur ca. 25 % in den Fertigungsschritten verursacht werden, liegt es nah, den Beginn des Produktlebenszyklus verstärkt zu fokussieren. Zudem befindet sich der Produkthersteller in einem dichten Umfeld von Gesetzen (z. B. Produkthaftungsge-setz), von Normen (z. B. DIN EN ISO 9001:2008) und von Richtlinien (z. B. VDA 4.2/4.3), die es zu beachten gilt. Nicht zuletzt steht auch die Frage der Wirtschaftlichkeit eines Unternehmens, die erheblich durch Garantie- und Kulanzfälle, durch Rückrufaktionen und Kundenverluste belastet wird.
Cop
yrig
ht P
orsc
he M
useu
m
30./31.10.2013 IBS:expertenkreis, Stuttgart
Der IBS:expertenkreis hat sich zu einer der bedeutendsten Qualitätsmanagement-Veranstaltungen in Deutschland etabliert. Bis zu 200 Teilnehmer informierten sich in den letzten Jahren über die neuesten Trends im Qualitäts-, Produk-tions- und Traceability-Management. Der IBS:expertenkreis beginnt mit einer Abendveranstaltung am 30. Oktober im Porsche Museum. Am Folgetag werden Managementvertreter aus unterschiedlichen Industriebranchen referieren. Am Nachmittag erwartet die Teilnehmer eine Werksbesichtigung bei der Porsche AG bzw. eine exklusive Führung im Porsche Museum.
Visu
alis
ieru
ng: P
otte
r.ag/
form
fest
.de
39
CONTACT Ausgabe 2/2013 I Veranstaltungskalender
06.11.2013 IBS:forum APQP Qualitätsvorausplanung, Wien
Ursprünglich in den USA entwickelt, spielt heute das APQP (Advanced Product Quality Planning and Control Plan) eine nicht mehr wegzudenkende Rolle in der gesamten Automotive-Industrie. Das systematische Vorgehen ist einer der wich-tigsten Erfolgsfaktoren für gelungene Produkt- und Prozessentwicklung, die Qualitäts- und Kostenziele erreicht. Denn Design- und Produktionsfehler sind oft mit aufwändigen Nacharbeiten verbunden. Kostenziele werden nicht erreicht, Rückrufaktion und Produkthaftungsansprüche drohen.
19.11.2013 IBS:forum FmeA Best Practice, oberhausen
FMEA heißt: Entwicklungsbegleitendes Antizipieren potenzieller Feh-ler – also in eine „verlässliche Glaskugel“ schauen, um lange vor dem Produktionsstart (SOP) zu wissen, was „schief gehen könnte“ und dies dann durch Maßnahmen vermeiden. Durch geeignete FMEA Modellierungstools kommt man diesem Traum näher. Unerlässlich sind dann nur noch das fachübergreifende Exper-tenwissen zu dem jeweiligen Produkt oder Prozess und ein fähiger FMEA-Moderator.
>>> Wie kann die Sicherheit und/oder Zuverlässigkeit meiner Produkte quantifiziert werden?> Wie ist das Ausfallverhalten meiner Produkte in der Zukunft?> Wie viele Ersatzgeräte müssen nach Ende der Serienfertigung auf Lager gelegt sein?> Mit welchen Garantierückstellungen muss gerechnet werden?> Besteht die Notwendigkeit einer Rückrufaktion?> Ist eine Verlängerung der Garantiezeit aus betriebswirtschaftlicher Sicht sinnvoll und tragbar?> Wie können meine Produkte hinsichtlich der Funktionalen Sicherheit valide quantifiziert werden?
>> Bewertung und Optimierung der Zuverlässigkeit, Verfügbarkeit, Wartbarkeit und Sicherheit >> Unterstützung im Sicherheits-, Zuverlässigkeits- und Warranty-Management>> Nachweis der Produktbeobachtungspflicht gemäß Produktsicherheitsgesetz>> Hilfe bei der Umsetzung aktueller Regelwerke zur Funktionalen Sicherheit (z.B. IEC 61508, ISO 26262, ISO 13849)>> Prognose des zukünftigen Ausfallverhaltens technischer Produkte mittels Wuppertaler Zuverlässigkeitsprognosemodell
Institut für Qualitäts- und Zuverlässigkeitsmanagement GmbHIhr Qualitäts - Zulieferer.
www.iqz-wuppertal.de
KennenSiedieseHerausforderungen? >>LEISTUNGEN
Anzeige

40