Embed Size (px)
Citation preview
Perfection in Automationwww.br-automation.com
automotion 03/1
2
The B&R Technology Magazine
Packaging
Breaking the mold
Electromobility
A tank full of sunshine
Software
Modular engineering for more efficient development
Technology
Boosting machine availability through
Condition Monitoring

automotion 03/12
Credits
CREDITSautomotion: The B&R technology magazine, Volume 11Online version: www.automotion.infoMedia owner: Bernecker + Rainer Industrie-Elektronik Ges.m.b.H., B&R Strasse 1, 5142 Eggelsberg, AustriaPublisher: Hans Wimmer, B&R Strasse 1, 5142 Eggelsberg, AustriaEditors: Werner Gropp, Agnes Hufnagl, Margit Mayrböck, Peter Kemptner, Franz Joachim Roßmann, Lukas Maier, Margarethe DopfTranslated from the German: Brian Bouscher, Dave Long, Craig Potter, Michael SchroederB&R Strasse 1,5142 Eggelsberg, Austria, [email protected]: Lukas Maier, Cecilia Zimmerbeutel, B&R Strasse 1, 5142 Eggelsberg, AustriaPrint: Vorarlberger Verlagsanstalt GmbH, Schwefel 81, 6850 Dornbirn, AustriaPublishing address: B&R Strasse 1, 5142 Eggelsberg, AustriaFree subscription: To subscribe, visit www.automotion.info
2

Editorial
Dear Reader,
Overall order volumes are promising, suggesting busy times ahead and giving rise to a very
positive outlook for industry in general. This is especially true in the area of machine manu-
facturing, which analysts expect to grow at a rate of four percent this year. Business leaders
are hopeful that the debt crisis currently engulfing the political arena will not slide over into
the real economy, becoming an uncontrollable wildfire in the process.
That's not to say that Europe isn't ailing, as many have expected. In some industries, potential
markets are already exhausted. At the same time, European companies are looking further
afield for increased growth opportunities, for example to the Russian Federation and the Far
East – in particular China and India.
Many of us still remember the hard-learned lessons and consequences of 2009: In addition
to restructuring, increased centralization and streamlined departments have played a key role
at many companies, placing cost awareness squarely at the fore. At the same time, focus on
sales and service has increased with an eye toward improving the bottom line. The buzzword
at every level has become "Efficiency".
Efficiency and investment security over the long term have taken their place at the front of
the line at B&R as well. This is unmistakable in light of our existing product portfolio and
many new product innovations. Providing our customers with a wide range of complete
solutions is our remedy for counteracting the present volatile business environment. Only in
this way can a company's success over the long term possibly be assured.
Yours,
Werner Gropp
Manager Marketing
2012 business cycle banking on machine manufacturing: B&R increasing efficiency through complete solutions
3automotion 03/12
automotion 03/1
2
Contents
COVER STORY
NEWS
16 Boosting machine availability through condi-tion monitoring
Conserving resources and increasing overall efficiency
through predictive maintenance
15 Automation Studio: The most widely used engineering tool
23 New trends in machine and system manufacturing
29 POWERLINK synchronizes tripod robot
39 B&R UK: Grand reopening
43 B&R USER Meeting in China
51 Fast and stable: POWERLINK data transfer via slip rings
11 B&R illuminated keypad module Cool design, robust enough for industrial environments
30 Mobile automation: Shaken, not stirred! Functionality and component density for harsh outdoor
environments
44 Modular engineering for more efficient development
Providing the highest software quality and optimal use
of resources in machine and system manufacturing – all
with B&R
58 Safer in a group: System networking with openSAFETY
Transferring safety data across machines
62 Multi-core processors for demanding tasks Extreme computing power with the latest Intel® Core™
iX technology
TECHNOLOGY
4 automotion 03/12
Contents
REPORT
64 Machine manufacturing in flux: The future is mechatronic
Software development with Automation Studio and EPLAN
Electric P8
52 Anybus adds POWERLINK HMS: Integration in POWERLINK-based systems
6 Breaking the mold Krones AG redefining exceptional performance
12 Smart metering for district heating Remote metering on the rise
20 Peace of mind comes standard in Alfa La-val decanters
Boosting uptime with B&R condition monitoring modules
24 Flexible filling processes B&R control solution increasing production efficiency in
the Chinese beverage industry
26 A tank full of sunshine Solar carports: The gas stations of the future
34 Boosting productivity with B&R motion control technology
600 blister packs per minute: Increased packaging out-
put with B&R technology at Hoong-A
36 A jack of all trades in the world of hy-draulic presses
B&R's compact controller technology – from a single source
40 Predictive safety for pedestrians State-of-the-art intelligent warning system for collision
prevention
48 Label it efficient with POWERLINK Gallus relying on B&R technology
55 Smoothly integrated labeling solutions Real-time, precision integration into packaging lines
TECHNOLOGY
INTERVIEW
5automotion 03/12
Report
Breaking the mold
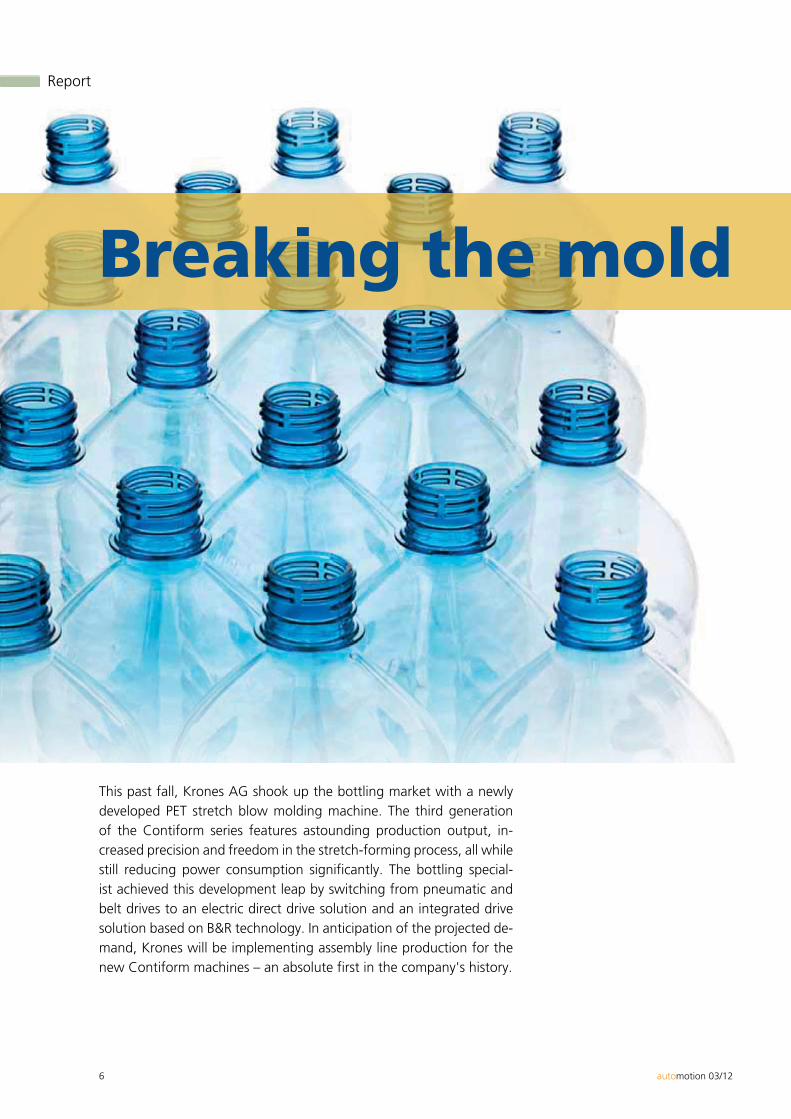
This past fall, Krones AG shook up the bottling market with a newly developed PET stretch blow molding machine. The third generation of the Contiform series features astounding production output, in-creased precision and freedom in the stretch-forming process, all while still reducing power consumption significantly. The bottling special-ist achieved this development leap by switching from pneumatic and belt drives to an electric direct drive solution and an integrated drive solution based on B&R technology. In anticipation of the projected de-mand, Krones will be implementing assembly line production for the new Contiform machines – an absolute first in the company's history.
6 automotion 03/12

Report
With up to 36 blow molding stations, the brand new
Contiform 336 rotary stretch blow molding machine can
achieve an output of 81,000 PET containers per hour. The
bottle preforms are heated to a temperature of 100 to
120°C in an infrared linear oven and then guided by a star-
wheel into the aluminum blow mold. As soon as the mold
closes, a stretch rod is inserted in the neck of the preform
to stretch it axially while applying up to 40 bar of blowing
pressure. This presses the sides of the preform against the
interior wall of the mold to shape the bottle, which is then
collected by an output starwheel.
This method is used to produce around 300 billion bottles
per year, and with this number growing rapidly, bottling
plants are demanding more and more performance from
their machines. Still, with environmental awareness and
Krones meets the constantly increasing demands on machine performance by setting a new record: The Contiform 336 can process 2,250 bottles per blow molding station per hour.
energy prices both increasing steadily, all this performance
must not come at the expense of sustainability.
Each station handles 2,250 bottles/hour
With this latest revamp of the Contiform series, first in-
troduced in 1997, the main challenge was balancing the
top priorities of maximum output and minimum power
consumption. Krones mastered this challenge in expert
fashion. They were able to further raise the bar set by the
previous generation, boosting the output of each blow-
molding station from an already impressive 2,000 bottles
to a record volume of 2,250 bottles per hour.
To achieve this jump, the engineering team led by Dieter Fin-
ger, head of electrical development at the Krones Plastics »
7automotion 03/12

Report
Mounting ACOPOSmulti65 modules directly on the ma-chine makes it possible for Krones to produce the stret-ching station in advance, test it and parameterize it.
B&R again showed their flexibility and com-
mitment by modifying the standard ACOPOS
firmware. As a result, we now have company-
standard tubular linear motors that combine very
homogeneous movements with minimal power
consumption.
Dieter Finger, Head of Electrical Development
Technology division, had to do some pretty heavy innovat-
ing. "Until now, belt drives have been sufficient for driving
the various wheels," he states. "With the new Contiform,
however, we're dealing with speeds where the belt stretch
inherent in this solution keeps us from achieving the preci-
sion needed for a smooth transition between the blowing
wheel and the transfer wheel."
The engineers solved this by replacing the belt drives with
direct drives. The third generation of Contiform machines
now uses torque motors that provide up to 2,300 Nm of
torque. "These are not only much more precise than belt
drives," explains Finger, "their sophisticated power man-
agement system allows them to share power in the event
of an outage or emergency stop, which means they can
quickly bring the machine to a stop without losing syn-
chronization."
These motors are controlled using Krones' SDC (Servo
Drive Control) solution based on B&R technology, which
the company has used across multiple divisions for over
five years. The SDC solution allows an unlimited number
of axes to be coupled via POWERLINK in a wide range of
topologies. The inverters come from B&R'S ACOPOSmulti
series, with an X20 CPU acting as the controller.
Electric direct drives supplant pneumatics
The great leap in performance seen in the new Contiform
generation isn't explained by the torque motors alone.
Only by combining this innovation with the move from
pneumatic to electromagnetic control of the stretch sys-
tem were the Krones engineers in a position to achieve
their formidable output. In place of pneumatic drives,
tubular linear motors now control the movement of the
stretch rods in the blow stations.
"Unlike conventional flat or U-channel linear motors, this
design has a permanent magnet slider rod that moves in-
side a stator tube, which holds the drive coils and a Hall
sensor," explains Krones' electronics expert. "The tubu-
lar linear motor eliminates the belts and play associated
with standard stretch rod drive solutions. Since the force
is translated directly into extending the stretch rod we can
also get by with much smaller bearings, resulting in a mo-
tor that is now greaseless and maintenance-free."
This custom motor was developed by NTI (LinMot) ac-
cording to Krones' specifications. "The specifications in-
cluded that the motor provide a maximum force of 2 kN
and achieve a top speed of 2 m/s, adds Finger. "We also
needed positioning precision of 0.2 mm while also being
able to integrate the motor seamlessly into the rest of our
drive solution."
Tubular linear motor with Hall encoder on a stan-dard ACOPOS drive
In order to satisfy these specifications, the motor was de-
signed for operation on a standard three-phase ACOPOS
drive from B&R with a DC bus voltage of 800 V. The B&R
ACOPOS drive also evaluates and linearizes the signal from
the Hall sensor. "The programming involved here is not
to be underestimated," Finger explains. "Yet B&R again
showed their flexibility and commitment by modifying the
standard ACOPOS firmware. As a result, we now have
company-standard tubular linear motors that combine very
8 automotion 03/12
Report
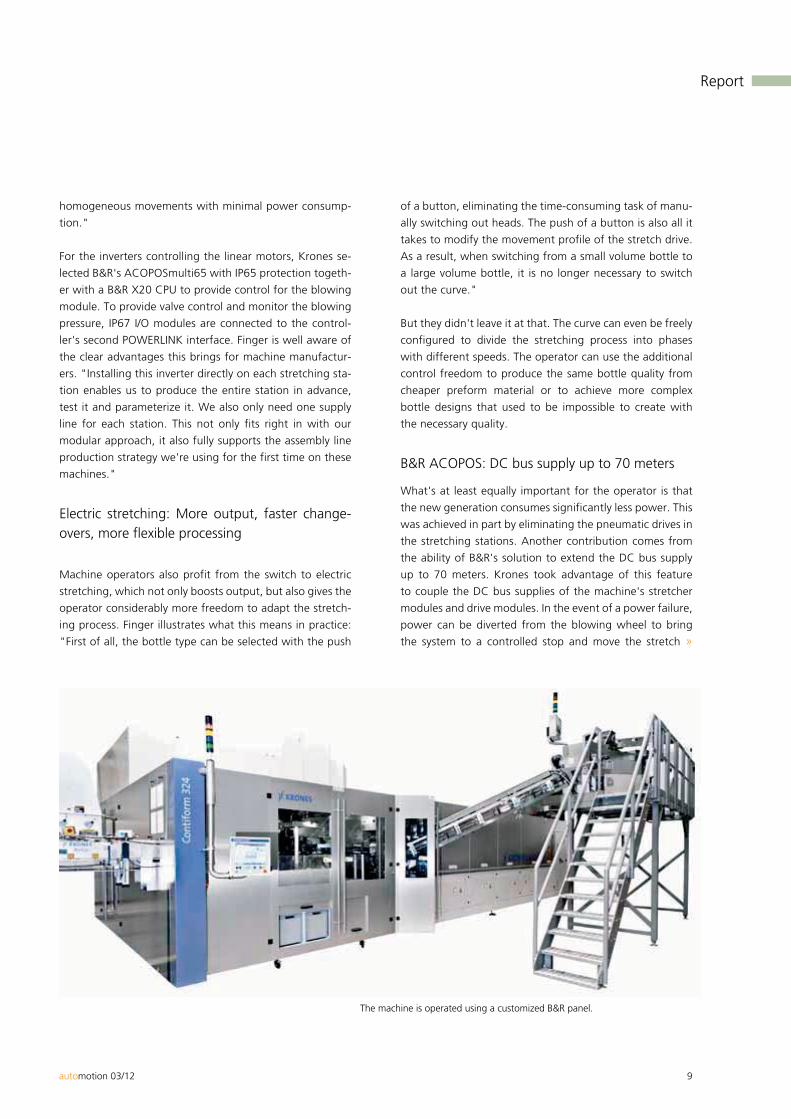
The machine is operated using a customized B&R panel.
homogeneous movements with minimal power consump-
tion."
For the inverters controlling the linear motors, Krones se-
lected B&R's ACOPOSmulti65 with IP65 protection togeth-
er with a B&R X20 CPU to provide control for the blowing
module. To provide valve control and monitor the blowing
pressure, IP67 I/O modules are connected to the control-
ler's second POWERLINK interface. Finger is well aware of
the clear advantages this brings for machine manufactur-
ers. "Installing this inverter directly on each stretching sta-
tion enables us to produce the entire station in advance,
test it and parameterize it. We also only need one supply
line for each station. This not only fits right in with our
modular approach, it also fully supports the assembly line
production strategy we're using for the first time on these
machines."
Electric stretching: More output, faster change-overs, more flexible processing
Machine operators also profit from the switch to electric
stretching, which not only boosts output, but also gives the
operator considerably more freedom to adapt the stretch-
ing process. Finger illustrates what this means in practice:
"First of all, the bottle type can be selected with the push
of a button, eliminating the time-consuming task of manu-
ally switching out heads. The push of a button is also all it
takes to modify the movement profile of the stretch drive.
As a result, when switching from a small volume bottle to
a large volume bottle, it is no longer necessary to switch
out the curve."
But they didn't leave it at that. The curve can even be freely
configured to divide the stretching process into phases
with different speeds. The operator can use the additional
control freedom to produce the same bottle quality from
cheaper preform material or to achieve more complex
bottle designs that used to be impossible to create with
the necessary quality.
B&R ACOPOS: DC bus supply up to 70 meters
What's at least equally important for the operator is that
the new generation consumes significantly less power. This
was achieved in part by eliminating the pneumatic drives in
the stretching stations. Another contribution comes from
the ability of B&R's solution to extend the DC bus supply
up to 70 meters. Krones took advantage of this feature
to couple the DC bus supplies of the machine's stretcher
modules and drive modules. In the event of a power failure,
power can be diverted from the blowing wheel to bring
the system to a controlled stop and move the stretch »
9automotion 03/12
rods to a safe position. "If we didn't have our entire drive
system from a single supplier, we would have to work with
a variety of DC bus voltages. This would require DC/DC
converters, which have given us problems in the past,"
recalls Finger.
Power is fed back into the DC bus even during normal
operation. The energy generated by braking the stretch
rods (the compressed air in the bottles shoots them back
to their starting position at up to 650 N) can be utilized by
other stations, allowing each station to use an average of
only 250 watts.
Other measures implemented by Krones to further opti-
mize power consumption include the newly developed
intermediate blow stage and a perfected internal com-
pressed air recycling system, as well as further reductions
in dead space volume. All in all, the amount of compressed
air required by the machine was reduced by a third.
The advantages of Krones' new series of blow molding
machines are clearly evident. It comes as no small surprise,
then, that the new generation of Contiform machines was
met with heavy demand even before its official release,
or that it was a smash hit at the 2011 Krones Customer
Day. �
Industry: Beverages
Employees: Approx. 10,575 (2010)
Locations: Headquarters in Neutraubling (DE)
www.krones.com
Technology by THE INNOVATORS
Perfection in Automationwww.br-automation.com
GenericMotionControl
� Maximum system productivity through exceptional performance and system synchronization
� Supports advanced manufacturing technologies by integrating CNC, robotics and motion control with integrated safety technology
� Easy implementation of machine options because of software compatibility across all drive technologies
� Supports all machine topologies through the use of centralized and decentralized drive technology
� ��������������� � ���� ���������� �����
10 automotion 03/12

1 2 3 4
Technology
Mount, connect, and you're ready to go.
Meet the next generation of decentralized
input devices. With the compact dimensions
of a mobile phone, this module requires very
little space for mounting. Its compact size and
encapsulated electronics mean that there's
no need for an additional protective housing.
IP65 protection makes it possible for the key-
pad module to withstand even the toughest
environments. The same I/O system technol-
ogy used in other B&R products allows the
module to be seamlessly integrated on a de-
centralized backplane – with extremely com-
municative features and a flexible connection
to open fieldbus systems. �
Highlights:
� Lightning fast, small footprint, single-screw mounting system
� All keys available with yellow, green, red and white illumination
� Suitable for hygienic applications
� Service life > 1,000,000 actuations
� Flexible labeling using legend strips
� Connection to open fieldbus systems
Mount, connect, and you're ready to go.
B&R illuminated keypad module Cool design, perfect for tough industrial conditions
11automotion 03/12
District heating is the most convenient, cheapest and most environmen-tally friendly form of heating available, especially in urban areas. With an output of approximately 6,200 GWh per year, Fernwärme Wien (Vienna's central district heating station) covers 36% of the heating needs of the Austrian capital. Increasingly, traditional heat meters are being replaced by district heat meters, with approximately 50,000 of these meters already in use throughout the city. Over many hours of continuous unmanned op-eration at district heating substations, B&R Automation PCs have proven their ability to handle the immense amount of data and remote metering tasks several times over.
Smart meteringfor district heating
12 automotion 03/12
Report
With a population of 1.6 million, the city of Vienna has approximately 6,222 commercial
customers and over 318,000 household customers who rely on Fernwärme Wien GmbH for
district heating, hot water and, increasingly, district cooling. To keep up with this demand,
17 power generating facilities at twelve locations feed hot water into the district heating
network, a system of pipes that, stretched out, would span over 1,150 kilometers. The most
well-known of these facilities is the Spittelau waste incineration plant located near the city
center, which was redesigned by architect, artist and environmental activist Friedensreich
Hundertwasser in 1992 after being destroyed by a fire.
Remote metering on the rise
Company headquarters is located next to this plant and also houses the new Wien Energie
customer service center as well as a large number of additional offices. It is from here that
Eike Ehrenreich oversees remote metering for the district heating network. "In 1997, we
started a long-term project with a few pilot installations for remote metering using M-Bus,"
explains the electrical engineer. "One of the goals was to eventually be able to do away with
the undesirable task of having to visit customers' homes to read meter values on each and
every heater."
There are now more than 50,000 meters installed in Vienna that can be read from a remote
location. They use the M-Bus standard (EN 13757), originally developed and defined by Prof.
Dr. Horst Ziegler at the University of Paderborn, as the standardized interface for gathering
consumption data. This makes it possible to use the heat meter to access other measured val-
ues such as temperature via remote metering. It is also possible to transfer gas and electricity
values, even though they cannot be used legally for billing purposes.
Heat values are recorded by individual meters at 15-minute intervals and collected at the
local district heating substation, where they are then taken over by the central IT system and
seamlessly logged. One of the things these values are used for is to calculate the amount that
must be paid at the end of a billing period. Constant plausibility checks ensure that unrealistic
values are detected immediately. These checks also make it possible to detect line defects
even before the affected customers notice anything out of place. It is also very important to
reliably prevent data loss while still being able to protect against unauthorized data access.
Automation PCs for data collection and communication
There is a great deal of intelligence in the data concentrator, which is connected via twisted
pair cables and one or more level converters (about 180 meters per level converter). It has
the task of ensuring that data is securely transferred to headquarters. The carrier used de-
pends on local conditions and ranges from slow dial-up modems to many different types of
broadband connections. "The standard PCs we used in the initial testing phase proved to be
unsuitable over time," explains Eike Ehrenreich. "After all, the computers will need to oper-
ate continuously for many years in an unmanned environment with high temperatures and
humidity and even be able to survive a few small water leaks."
As the supplier of the control systems that were installed in decentralized boiler houses in
the late 1980s, B&R was already well-known as a reliable provider of systems and compo-
nents perfectly suited to operation in these types of adverse environmental conditions. At the
beginning of 2006, initial tests were carried out using Automation PCs running the Linux »
13automotion 03/12

17 power generating facilities provide heat in Vienna's extensive (1,150 km) district heating network.
Industry: Energy
Employees: Approx. 1,200
Location: Vienna (AT)
www.fernwaermewien.at
operating system. At the current rate, Automation PCs from
B&R will be needed in approximately 45 remote metering
systems each year.
The suitability of these modular units for this purpose – with
their compact dimensions, robust housing design and con-
struction with no moving parts such as fans or hard drives
– has been proven in many other challenging industrial ap-
plications much like this one. Unlike standard office comput-
ers, these devices are designed for continuous operation. In
addition, the use of CompactFlash as storage media ensures long-term data
retention. They are also approved for use with Linux.
The power of soft factors
All of the facts listed above can of course also be presented by other industri-
al PC manufacturers. However, many of the factors that spurred Fernwärme
Wien to choose B&R products cannot be found on a data sheet. Software
drivers that have to work very closely with the related hardware, for example
in meter communication, are developed in-house. "I can't live with a device
that will suddenly respond differently after the next delivery because the
main supplier has decided to change subcontractors," says Eike Ehrenreich.
"Thanks to a very high level of in-house production, B&R has the entire pro-
duction chain under their control and can provide timely warnings regarding
any changes." When choosing which components to use, B&R considers
the importance of ensuring that devices remain unchanged for as long as
possible. And due to the widespread use of their systems, B&R can ensure
a level of continuity that cannot be provided by smaller niche companies.
"Being able to communicate with the supplier quickly and unbureaucrati-
cally, in addition to having them close by, are important factors for prevent-
ing problems," states the heat metering expert matter-of-factly. "This also
includes being able to take advantage of the technical infrastructure at the
manufacturer's plant as well as the experience of the employees who work
there." In fact, devices from other manufacturers have even been brought in
and subjected to temperature testing in the B&R climate-controlled chamber
to determine their suitability. Another advantage of having the supplier close
by is the fact that, despite having a buffer stock, it is occasionally necessary
to have B&R Industrial PCs or other components delivered within 24 hours.
"Everyone is talking about smart metering at the moment, but at Fern-
wärme Wien we've already been doing this for years," says Eike Ehrenreich
with just a hint of pride. "Over time, it became obvious that a great deal of
thought was given to the technical design of the B&R Automation PC and
its components. There are now literally thousands of these devices operating
continually as main data processing units for remote metering to ensure that
the heat that is used is actually being billed correctly." �
14 automotion 03/12

News
News
Automation Studio: The most widely used engineering tool
According to a recent study published by ITQ in co-
operation with universities and the trade magazine
Computer&AUTOMATION, 20% of all German ma-
chine and system manufacturers are already program-
ming their control systems using Automation Studio.
In other words, one in five German machine
manufacturers are currently working with this
B&R software tool. "Control system hard-
ware is now no longer the sole criteria when
choosing a supplier," explains B&R marketing
manager Werner Gropp about the study. "The
engineering software used by the manufacturer is
also becoming increasingly important." This indicates
a significant change for machine and system manufac-
turing as more and more companies place their trust
in integrated software development environments
such as Automation Studio to handle the increasing
complexity of industrial automation tasks.
Survey respondents listed factors such as intuitive
program operation, software quality assurance and
the ability to port existing software as having high
priority. 92% were adamant about the importance of
reusing existing software in light of the fact that com-
panies are now placing a very large portion of their
effort and expertise into the software they develop.
Efficient and sustainable development with Au-tomation Studio 4
With the latest version of Automation Studio, B&R of-
fers even more optimized development methods for
machine and system manufacturing in a single, fully
integrated software tool. Working simultaneously on
different tasks and dividing individual projects into
modules not only increases efficiency, it also reduces
time to market. Reusing software in subsequent ma-
chine generations also ensures a maximum return on
investment far into the future. �
More information about this study can be found on the
Computer&AUTOMATION website at
www.computer-automation.de
One in five German machine manufacturers already uses B&R Automation Studio.
15automotion 03/12
Boosting machine availability through
Condition Monitoring

Technology
From oscilloscope modules to sensor-equipped servo drives, from the mon-itoring chip inside every Automation PC to vibration analysis modules with embedded intelligence – B&R offers every possibility to keep your finger on the pulse of the machine without requiring any external units. Condi-tion monitoring is already an integral part of every B&R system and conse-quently of every machine that is auto-mated with B&R technology. Predic-tive maintenance based on constant condition monitoring helps avoid unplanned downtime and reduces the cost of stocking spare parts. Us-ing condition measurements as input for open and closed control loops can significantly increase the service life of a machine and contribute to substantially reduced unit costs.
The development efforts of mechanical engineers are paying off as the
power density and functional density of production machines continue
to increase. This means that fewer machines are required to produce
the same quantity and complexity of products, which lowers production
costs and makes machine manufacturering more competitive.
On the other hand, this increased efficiency also makes producers more
dependent on individual machines. The ability to produce more units per
hour means that each hour of downtime is more expensive. And anyone
who has ever operated a machine knows that downtime can never be
completely avoided.
Rethinking maintenance strategy
Traditional maintenance strategies have one thing in common: Those
last few percentage points in machine availability come at a high price.
This is true for reactive, damage-oriented maintenance, where a sys-
tem's components are driven to exhaustion and only replaced when they
fail. The only way to ensure machine availability in this scenario is to
maintain a stock of replacement parts and have qualified personnel and
the necessary equipment available on short notice. The most widespread
traditional strategy, however, is preventive maintenance at fixed inter-
vals based on experience. Although this approach has the distinct advan-
tage of making maintenance downtime more plannable, it is certainly no
cure-all and involves considerable financial risk. On the one hand, you
have parts being purchased and replaced although the originals are far
from the end of their useful life. On the other, you have no reliable pro-
tection against unplanned downtime, such as when asymmetric strain
causes certain parts to fail prior to the maintenance interval.
Minimizing downtime as much as possible and crafting a strategic plan
for maintenance that can't be avoided – these are the goals of any re-
sponsible manager who not only looks at the purchasing price when
evaluating new machines, but also at the overall costs over their entire »
17
Technology
useful life. The only way to significantly impact the total cost of owner-
ship is to maximize machine uptime while simultaneously minimizing
maintenance costs. This is more than enough reason to rethink mainte-
nance strategies in general.
A matter of interpretation
The best way to optimize the ratio of machine availability to maintenance
costs is to replace the fixed maintenance intervals with condition-de-
pendent, predictive maintenance. This involves scheduling maintenance
when changes in monitored parameters indicate impending failure. The
advantage of this is that components can continue to provide value until
much closer to the actual end of their useful life, which is typically much
later than the conservatively estimated maintenance interval. Yet there
is no sacrifice in plannability since the required maintenance can be
performed during regularly scheduled breaks in production. The risk of
maintaining a stock of replacement parts is also minimized since only the
affected components need to be replaced. This is also a way to reliably
avoid failures that result from neglected maintenance.
For any of this to be possible, condition parameters throughout the ma-
chine must be monitored constantly, and this data must be evaluated
correctly to determine which parts require maintenance. "This can be
based on simple signals and measurement values such as temperature
or pressure that are collected using X20 or X67 I/O modules," explains
Bernhard Eder, business manager at B&R. "On top of that, B&R also of-
fers specialized modules such as valve control modules with integrated
switching time detection or oscilloscope functions."
Countless other options for monitoring condition signals are natively
integrated in B&R automation systems. These include ACOPOS servo
drives with built-in motor monitoring, for example, as well as B&R Au-
tomation PCs, which are each equipped with an integrated circuit for
self-diagnostics. The latest addition to this selection is a new module in
the X20 series for vibration analysis.
"The sensor technology used to obtain the signals is indeed important,
but the sensors alone are not enough," explains Werner Paulin. Paulin
has gained years of international application experience since he joined
Measurement, evaluation and communication – all in one module! This compact all-in-one solution is only available from B&R.
18

Technology
the company in 1997 and is currently B&R's international sales manager
for China. "The key to scheduling maintenance intervals for replacing
components at the right time, but not too early, is correct interpreta-
tion of the recorded signals. That's the only way to accurately predict
developing problems."
An optional feature becomes standard
This is why condition monitoring – which in fact has been around for
decades – has been slow to take hold in traditional machine manufac-
turing. The complex mathematics involved have typically required large
and expensive dedicated computer systems, which in turn needed to be
programmed by experts in fields such as material science and oscillation
mechanics. Because of this, condition monitoring was limited to systems
whose failure would result in immense costs.
The shrinking scale of microelectronic components has since eliminated
the need for expensive external wiring. B&R's analog input module
X20AI2636, for example, comes standard with essential functions such
as a comparator with hysteresis. The X20CM4810 condition monitor-
ing module from B&R, which is currently being implemented at selected
pilot customers, converts signals read from the acceleration sensors into
more than 70 specific values. This allows even complex oscillation pat-
terns to be monitored on a single channel.
Developers can easily configure which factors should be monitored in
B&R Automation Studio without requiring knowledge of complex math-
ematical functions, which solves a lot of problems with regard to soft-
ware and interfaces. At runtime, significant values are sent to the system
CPU via POWERLINK and can then be used directly in the application
software. "For the first time, machine manufacturers are able to offer
condition monitoring not as a premium option, but as a fully integrated
standard feature," states Paulin emphatically. "As a result, they can give
their customers availability guarantees with considerably lower imputed
risk."
Longevity is part of the package
Machine operators can also benefit from the integration of condition
monitoring with a company's internal logistics systems. When the ma-
chine identifies the need for maintenance, for example, it
can automatically trigger a reminder to the maintenance
or purchasing department for the required parts. This
prevents orders from being overlooked or placed incor-
rectly and ensures that the right part is on hand when it
is needed without having to maintain a large stock on
site.
Maintenance isn't the only area where having live, pre-
processed condition data opens up new possibilities,
however. Recorded condition data can also be fed into
the automation software to provide additional function-
ality. "This allows you to adjust the speed in order to
extend the time before maintenance, for example, or
to compensate for slack or switching delays in order to
maintain optimal operating conditions," says Eder. "This
kind of adaptive operation can further contribute to in-
creased availability and a longer service life – which in the
end means more efficient resource utilization and lower
unit costs." �
You pay a high price for those last few percentage points
in availability if you stick to traditional maintenance strate-
gies. This price can be drastically reduced using predictive
strategies based on permanent condition monitoring.
Bernhard Eder, B&R Business Manager
19automotion 03/12
Report
Peace of mind comes standardin Alfa Laval decanters
As the leading manufacturer of decanter centrifuges, Alfa Laval has al-ready been offering condition monitoring features to extend the service life of equipment and improve process stability for quite some time. Due to the high cost of add-on equipment for processing vibration signals, however, these features were only available as premium options. When the company revamped its control electronics to use B&R X20 series PLC hardware, they were able to integrate this functionality in the form of a custom X20 condition monitoring module. Now every Alfa Laval de-canter comes fully equipped for predictive maintenance straight off the factory floor.
B&R condition monitoring module boosts uptime
20 automotion 03/12

Report
To most of us, a decanter is a carafe-like vessel in which
wine is allowed to "breathe" before it is poured into a
glass. To fruit juice makers and waste water purifiers, how-
ever, decanters are heavy machinery that utilizes centrifu-
gal force to separate liquid and solid matter. The main ele-
ment of these machines is the central drum, which at the
end of the process contains a dry cake-like mass after the
juice or water has been drained out. Power consumption
plays a decisive role in this, which explains the market's
enthusiastic response to Alfa Laval's groundbreaking new
decanter generation, Aldec G3, which cuts power con-
sumption by 40 percent. As the power added to the sludge
also has an influence on the separation process, the Aldec
G3 also boasts improved overall performance.
With these features, it's not difficult to see why Alfa La-
val's third-generation decanter is helping companies cut
operational costs. Following its debut in September 2010
at the IFAT ENTSORGA wastewater trade show in Munich,
Germany, it was an immediate bestseller. An order from
the world’s largest wastewater treatment plant in Chicago
weighed in at just short of 28 million euros – the largest
order ever received in the company’s 128-year history.
Condition Monitoring – more than just a term
To the predominantly communal operators, operational
costs are not the only load burdening their tight budgets.
Fluid separation by decanter can only be truly profitable if
lifecycle costs are kept calculably low, which means ensur-
ing nearly 100% uptime. Unexpected failures are clearly
out of the question. "At rotational speeds in the range of
3,000 rpm, anything but the most perfectly smooth mo-
tion can be detrimental to the machine's life expectancy,"
says Peter Bloomberg, automation manager at Alfa Laval's
Copenhagen plant, where all Alfa Laval decanters are de-
signed and manufactured. "Consequently, we've offered a
condition monitoring system as an optional feature of our
decanters for many years."
What he's referring to is "Cosmos", Alfa Laval's
add-on vibration monitoring system, which was de-
signed to get maximum output from customer pro-
cesses by preventing unexpected stoppages and making
necessary maintenance work more plannable and less fre-
quent. To achieve this, it was not enough to simply record
and track vibration signals. Without integrating knowledge
about the entire machine and process, the acquired data
would be difficult to interpret.
"From a technical standpoint, this system was very good,"
states Bloomberg. "On the down side, it came with con-
siderable effort and expenses." Not only did that solution
mean installing accelerometers and data acquisition mod-
ules, it also required a dedicated computer to compress
and pre-process the information before sending it for
off-site analysis. This made it too pricey to be integrated
as a standard feature of the machine. It also required
experts to handle the system.
Lowering entry barriers
"In an attempt to
lower entry barriers for
Alfa Laval customers
to implement predictive
maintenance, we took
advantage of the Aldec G2
and G3 decanter development
process to evaluate alternative solu-
tions," explains Blomberg. "As there is a »
Alfa Laval is the leading manufacturer of decanter centrifuges separating solid mat-ter from liquid using a rotating drum.
21automotion 03/12

Report
Condition monitoring for all!
The result is a two-channel vibration monitoring
module in double-width X20 format that converts a
multitude of input data from the accelerometers into
Cosmos-compatible output files that can be trans-
ferred to the central analysis unit. First delivered in
early 2011, they have already started revolutionizing
Alfa Laval decanters. "Condition monitoring and pre-
dictive maintenance used to require an extra invest-
ment that not every customer was willing to make,"
explains Blomberg. "From now on, every Alfa Laval
decanter comes equipped for condition monitoring at
no extra cost." And – thanks to the flexibility of the
X20 series – this capability can easily be upgraded to
create increasingly refined systems by simply adding
extra modules.
The simplicity of condition monitoring using cus-
tom B&R X20 vibration modules paves the way for
many more sophisticated options. Now that series
production has begun on equipment with integrated
condition-based maintenance, Blomberg has shifted
his focus to future issues. "To limit condition moni-
toring to vibration alone would sell it far short of its
potential," he says. "Temperature, pressure and a
multitude of other criteria can be brought into the
calculations for a more comprehensive result." This,
in turn, will promote what is both the ultimate goal of
condition-based predictive maintenance and the guid-
ing principle of Alfa Laval's automation engineers:
Peace of mind as a standard feature. �
sizable customer base currently outfitted with the older product, one
of the most important requirements for this was compatibility, in
particular with regard to identical output files."
As part of a project initiated in 2007 and aimed at redesigning the
control electronics to enable direct mounting on the frame of the
machine without the need for external control cabinets, Alfa Laval's
goal was to integrate vibration sensing as well. While the oscillation
data acquisition modules from a Swedish manufacturer were indeed
an improvement over the previous situation, they fell short of the
ultimate goal by requiring an external computer for data conversion.
"During close discussions with B&R, who was already supplying our
control hardware at the time, the subject was raised at a 2008 meet-
ing," Blomberg recalls. "We were drawn to the compact design of
the B&R X20 modules."
We were drawn to the compact
design of the B&R X20 modules.
From now on, every Alfa Laval
decanter comes equipped for condi-
tion monitoring at no extra cost.
Peter Blomberg, Automation Manager
22 automotion 03/12

News
New trends in machineand systems manufacturing
Innovative solutions for increasing efficiency and productivity
in the machine manufacturing industry are once again front
and center at this year's HMI exhibition in Hanover, Germany.
Boasting eight flagship trade fairs with exhibitors and trade
visitors from all over the world, this year's HMI being held
from April 23-27 once more offers a platform for major play-
ers from every area of industrial technology.
B&R will also be in attendance – this time with a stand measur-
ing 650 m² – to showcase a wide variety of solution-oriented
concepts, for example the bus-independent safety standard
openSAFETY and important motion control safety functions
all grouped together under the heading "Smart Safe Reac-
tion".
Integrated hardware and software modularity allows ma-
chines and systems to be completely adapted to individual
customer requirements. With this in mind, B&R is excited to
present the latest generation of their integrated development
environment – Automation Studio 4 – at this year's exhibi-
tion. This software ensures complete compatibility through
comprehensive support of the entire B&R hardware portfolio
across every system generation – from PLCs and servo drives
all the way to Industrial PCs.
Another product that will be highlighted at the exhibition is
the motor-mounted B&R ACOPOSmulti65m servo actuator,
a modular drive concept distinguished by its compact size
and easy commissioning. Users can take advantage of its IP65
protection to develop and implement the best possible safety
concepts and production strategies.
B&R will also be presenting visitors a new X20 solution for
monitoring energy efficiency. This new X20 energy measure-
ment module can be used to measure the amount of power
being used by machines and systems in order to optimize the
overall energy balance.
Customers will also be shown another way to gain a competi-
tive edge with B&R's new multi-touch panel. Its combination
of traditional operating methods and new touch gestures
provides the operator with an advanced user interface that
integrates the best possible ergonomics.
Feel free to drop by and learn more about recent product
innovations and complete solutions in all areas of industrial
automation in Hall 9, Stand F25. �
Phot
o:
Han
nove
r M
esse
AG
Hall 9 / Stand F25!
23automotion 03/12
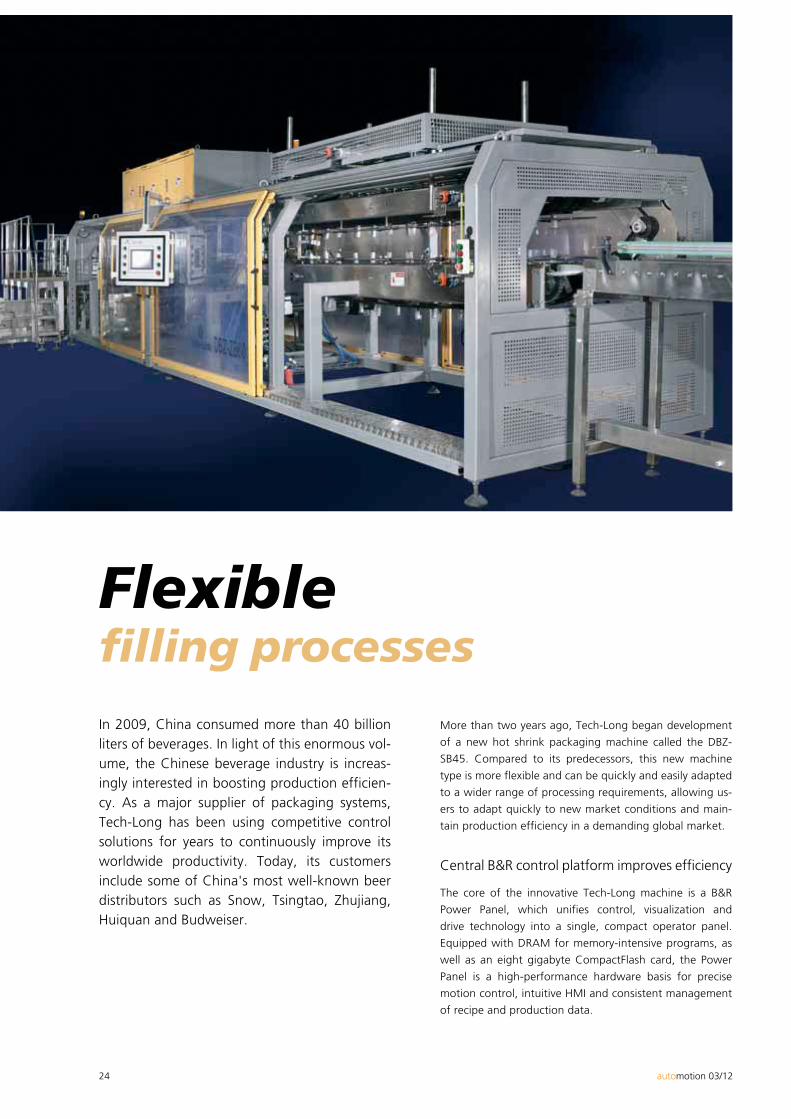
More than two years ago, Tech-Long began development
of a new hot shrink packaging machine called the DBZ-
SB45. Compared to its predecessors, this new machine
type is more flexible and can be quickly and easily adapted
to a wider range of processing requirements, allowing us-
ers to adapt quickly to new market conditions and main-
tain production efficiency in a demanding global market.
Central B&R control platform improves efficiency
The core of the innovative Tech-Long machine is a B&R
Power Panel, which unifies control, visualization and
drive technology into a single, compact operator panel.
Equipped with DRAM for memory-intensive programs, as
well as an eight gigabyte CompactFlash card, the Power
Panel is a high-performance hardware basis for precise
motion control, intuitive HMI and consistent management
of recipe and production data.
Flexiblefilling processes
In 2009, China consumed more than 40 billion liters of beverages. In light of this enormous vol-ume, the Chinese beverage industry is increas-ingly interested in boosting production efficien-cy. As a major supplier of packaging systems, Tech-Long has been using competitive control solutions for years to continuously improve its worldwide productivity. Today, its customers include some of China's most well-known beer distributors such as Snow, Tsingtao, Zhujiang, Huiquan and Budweiser.
24 automotion 03/12

Report
A key standard feature provided by
the new Tech-Long machine is remote
maintenance, which can be imple-
mented easily thanks to the Power Pan-
el. An integrated VNC or Web server
gives customers complete freedom to
monitor their systems or update pro-
grams over great distances via the In-
ternet. For the user, this means greatly
reduced maintenance costs. And the
best part: every aspect of this powerful
functionality can be easily configured
using Automation Studio.
Precise motion control from B&R
Shrink packaging demands optimal axis
synchronization in order to ensure that
the film is fed and received accurately.
This is provided by B&R ACOPOS servo
drives, with a virtual master axis per-
fectly coordinating the two systems.
The B&R ACOPOS master is connected
to the individual drive axes via POWER-
LINK. With a cycle time of 400 μs, the
master axis sends data simultaneously
to all slave axes. This cross-communi-
cation maximizes the performance of
each axis while minimizing the load
on the controller – even when han-
dling dynamic movement profiles. As
a result, the system is able to achieve
optimal movement curves with minimal
mechanical shock. What is more, the
control system automatically reacts to
changes in the length of the foil feed
by continuously adjusting the electron-
ic gear ratio on the fly.
The machine can also cut the foil au-
tomatically thanks to the registration
mark detection capabilities of the
B&R ACOPOS system, improving both
response time and cutting precision.
"The B&R system makes complex mo-
tion control simple, giving us complete
freedom to implement the most elabo-
rate processes," explains Zeng Guoyou,
engineering manager at Tech-Long.
Clearly structured, efficient project development with B&R Automation Studio
When planning its new machine, Tech-
Long knew how important it was to se-
lect the best software solution. "With a
given hardware configuration, an op-
timal software design can significantly
expand the range of features provided
by the machine," explains Guoyou.
In order to be competitive, a packag-
ing machine needs to have perfectly
coordinated hardware and software
elements. Automation Studio provides
ideal support throughout every de-
velopment stage – from design and
programming to commissioning and
beyond, including remote maintenance
and diagnostics. "B&R's integrated
development environment unifies con-
trol, visualization, drive technology and
communication, which enabled us to
significantly increase the productivity
of our new DBZ-SB45 while reducing
life cycle costs at the same time," says
Guoyou.
Tech-Long engineers were able to fo-
cus on designing standardized, modu-
lar software elements that they can
easily integrate into various machines.
B&R Automation Studio supports pro-
gramming in ANSI C, which allows
process algorithms to be created and
implemented quickly.
"Our cooperation with B&R is not lim-
ited to the products they deliver," ex-
plains Luo Wenhai, managing director
of Tech-Long. "Above all, we value the
mutual exchange of innovative ideas
and the optimal support at every step
along the way. We have profited from
the combination of advanced technolo-
gy and efficient product design, which
has clearly enhanced our position on
the competitive global market." �
Programming in Automation Studio is supported by an intuitive user interface.
Industry: Packaging
Employees: 700
Location: Guangzhou (CN)
www.tech-long.com
25automotion 03/12

Report
A tank full of sunshineElectromobility is a technology that everyone is talking about. With a mature generation of electric vehicles already rolling off the assembly lines, we're all looking forward to a future of reduced traffic noise and cleaner air. But what will gas stations look like in this future? We're accustomed to filling up our cars in a matter of minutes, no matter where we are in the world. Current electric car technology does not (yet) offer such a dense network of refueling stations, but it might not even have to. With proper placement of solar charging points, you could be charging your electric car whenever it's convenient for you: in your garage, at work or while shopping. That's why it's good to know there are companies like Belectric developing exactly this sort of technology to help bring the sun straight into your tank.
Visitors to the Belectric research department in Dresden immediately find them-
selves in a sea of bustling activity, with a team of young, highly-motivated en-
gineers and researchers busy developing the technology of tomorrow. They are
pursuing a common goal of the solar power industry, which is to achieve world-
wide grid parity through climate-friendly photovoltaic systems. This involves de-
veloping, planning, building and in some cases even operating new solutions on
their own. Prime examples include PV systems that offer shade while generating
power on parking garages and greenhouses as well as the development and pro-
duction of an intelligent charging infrastructure. The results speak for themselves:
In 2010 alone, the team built 47 solar power stations that provide a total output
of 313 MWp. During this time period, they also patented more than 60 solutions
for solar modules, ranging from cable connectors with short circuit protection to
innovative sub-structures and cleaning robots.
It's no wonder that ideas and concepts for environmentally friendly "refueling"
methods for electrical vehicles are also being born here. One such project is a solar
carport with a PV system installed on the roof that captures the sun's energy and
makes it available for charging a vehicle's battery. This may sound simple enough,
but the devil is in the details. For example, what happens when the sun isn't
shining or a vehicle is connected after sunset? Collected power must be stored in
a battery buffer for cases like these. With this system, Belectric has included an
additional mains connection to ensure a continuous supply even during extended
periods without sunshine.
This basic concept forms the foundation for the seemingly simple design of the
carport battery Charge Box system. Thin film cells on the roof of the carport col-
lect the energy from the sun. A PV inverter then generates the AC voltage needed
Whether from the sun, battery buffer or energy grid, the Charge Box provides ex-actly the right amount of power needed to charge the vehicle.
26 automotion 03/12
Photographer: Christian Seeling; Photo: Solperis GmbH
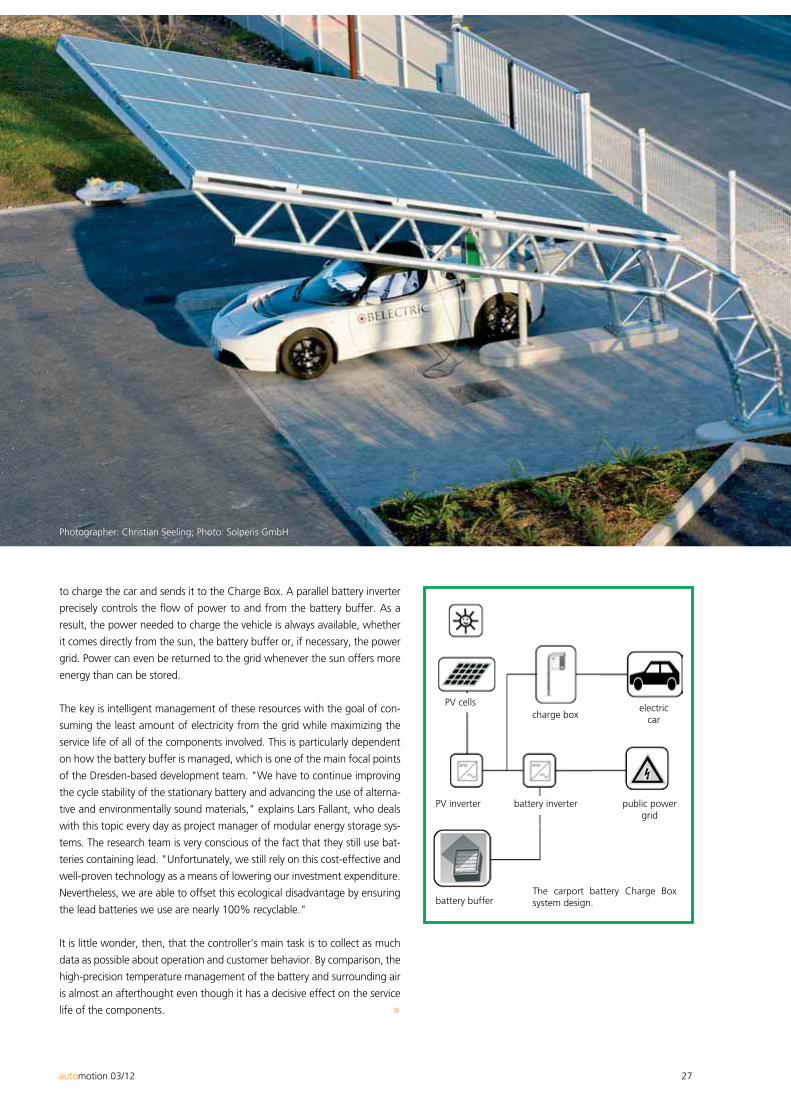
to charge the car and sends it to the Charge Box. A parallel battery inverter
precisely controls the flow of power to and from the battery buffer. As a
result, the power needed to charge the vehicle is always available, whether
it comes directly from the sun, the battery buffer or, if necessary, the power
grid. Power can even be returned to the grid whenever the sun offers more
energy than can be stored.
The key is intelligent management of these resources with the goal of con-
suming the least amount of electricity from the grid while maximizing the
service life of all of the components involved. This is particularly dependent
on how the battery buffer is managed, which is one of the main focal points
of the Dresden-based development team. "We have to continue improving
the cycle stability of the stationary battery and advancing the use of alterna-
tive and environmentally sound materials," explains Lars Fallant, who deals
with this topic every day as project manager of modular energy storage sys-
tems. The research team is very conscious of the fact that they still use bat-
teries containing lead. "Unfortunately, we still rely on this cost-effective and
well-proven technology as a means of lowering our investment expenditure.
Nevertheless, we are able to offset this ecological disadvantage by ensuring
the lead batteries we use are nearly 100% recyclable."
It is little wonder, then, that the controller's main task is to collect as much
data as possible about operation and customer behavior. By comparison, the
high-precision temperature management of the battery and surrounding air
is almost an afterthought even though it has a decisive effect on the service
life of the components. »
The carport battery Charge Box system design.
PV cellscharge box
electriccar
PV inverter battery inverter public power grid
battery buffer
27automotion 03/12
Report
Industry: Solar technology
Employees: 2000
Location: Kolitzheim (DE)
www.belectric.com
We must all realize that an
electric car can only be considered
environmentally friendly when it is charged
using renewable energy. Though this technology is still
in its infancy, our job is to reach this goal as effectively
as possible.
Lars Fallant, Project Manager for Modular Energy Storage Systems
The recorded data is sent directly to Dresden for analysis in addition to being
output for the customer to view on a B&R Power Panel in a well-designed HMI
application.
While some screens provide the customer with information about the technical
state of the system and battery charge level, others go much further. Custom-
ers can view their refueling behavior, how much PV power has been refueled
and/or fed back into the grid and, most importantly, what this all means for their
actual carbon footprint. Not only can customers view this information on their
local display, they can also access it from a PC or smartphone via the Web server
integrated in the controller.
"The data binding to the inverter, which runs using a fully independent program,
was implemented quickly thanks to the frame driver integrated in Automation
Studio," explains software developer Johannes Wintermantel. "After a brief train-
ing course at B&R's local technical office and a short phone call, we were able to
proceed on our own. The cost-effective, modular design of the X20 System was
another key factor in our decision. In the end, the entire development process
was completed in record time, and the prototype system was ready for its first
exhibition in France."
This system is expected to generate a great deal of interest for Belectric since the
values being achieved today are already quite impressive. The prototype solution
is capable of charging electric cars around 3,000 times total. Assuming an average
of one refueling per day, this means an approximate time span of eight years. The
amount of time needed for a return on investment depends only on the future
price trend of fuel and the efficiency of the vehicles. With the current state of
technology, a distance of up to 100 km per day can be fueled using 100% renew-
able energy – a true breath of fresh air for millions in smog-filled cities!
"The solar carport is just one element in our smart-grid system," states Marie-
Kathrin Kaiser, the project manager of the solar carport system. "Mass prolifera-
tion of electromobility will spread this technology to multi-story car parks, parking
garages and company parking lots." This will also drive down investment costs
and improve system integration – a goal that the Dresden-based developers are
rapidly approaching and which we will be following in our daily lives with great
interest. �
The overview screen of the HMI application shows the status of stored energy throughout the entire system.
28 automotion 03/12
News
News
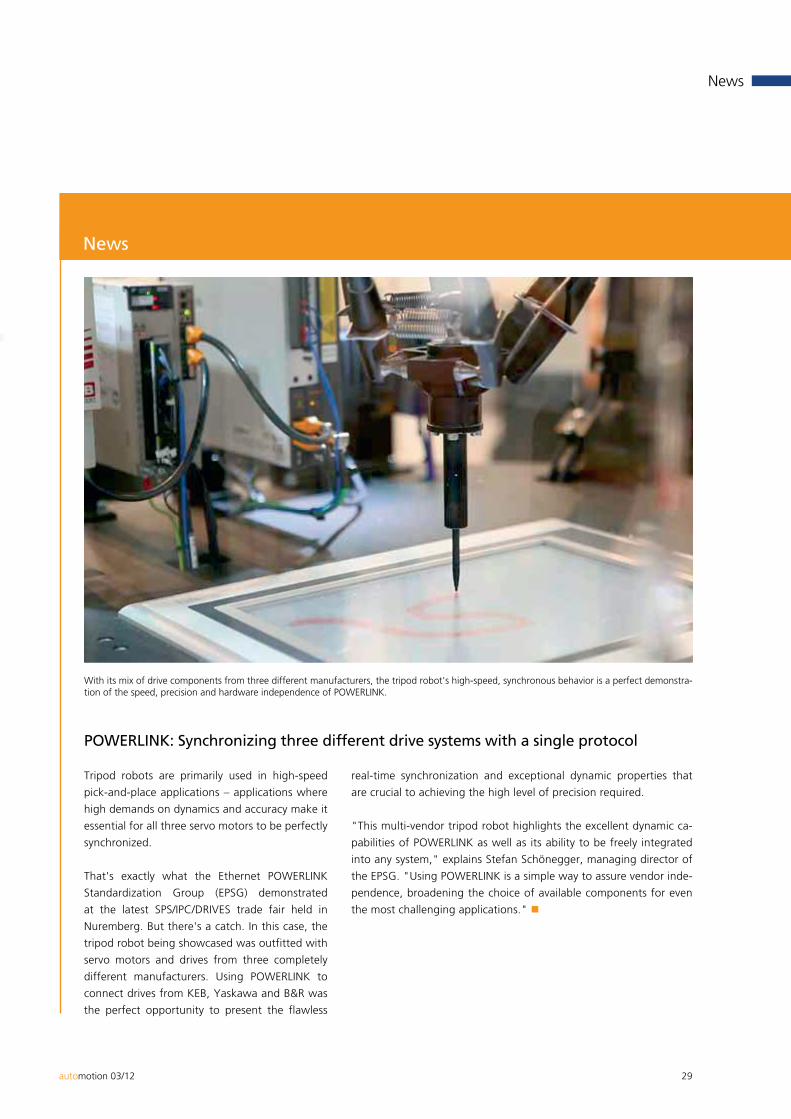
POWERLINK: Synchronizing three different drive systems with a single protocol
Tripod robots are primarily used in high-speed
pick-and-place applications – applications where
high demands on dynamics and accuracy make it
essential for all three servo motors to be perfectly
synchronized.
That's exactly what the Ethernet POWERLINK
Standardization Group (EPSG) demonstrated
at the latest SPS/IPC/DRIVES trade fair held in
Nuremberg. But there's a catch. In this case, the
tripod robot being showcased was outfitted with
servo motors and drives from three completely
different manufacturers. Using POWERLINK to
connect drives from KEB, Yaskawa and B&R was
the perfect opportunity to present the flawless
real-time synchronization and exceptional dynamic properties that
are crucial to achieving the high level of precision required.
"This multi-vendor tripod robot highlights the excellent dynamic ca-
pabilities of POWERLINK as well as its ability to be freely integrated
into any system," explains Stefan Schönegger, managing director of
the EPSG. "Using POWERLINK is a simple way to assure vendor inde-
pendence, broadening the choice of available components for even
the most challenging applications." �
With its mix of drive components from three different manufacturers, the tripod robot's high-speed, synchronous behavior is a perfect demonstra-tion of the speed, precision and hardware independence of POWERLINK.
29automotion 03/12

Technology
Mobile Automation:Shaken, not stirred!
The requirements for automating special-purpose vehicles and machines are quite similar to those for general machine and systems manufacturing. There are, however, significant differences with regard to installation and operating con-ditions. The integration of MONDIAL electronic into B&R's company structure has now made it possible to combine general automation expertise with experience in the field of mobile automation. This was the background that enabled B&R to unveil their new mobile automation product line at the 2011 SPS/IPC/DRIVES trade fair in November.
30 automotion 03/12

Technology
If you have recently been to a fire department, construction site, trucking company or even a
farm or ski slope, you will have noticed that the cabs of modern special-purpose vehicles are
unmistakably trending towards electronic controls and visual display systems that would even
impress James Bond. This is due to the increasing amount of automation involved in controlling
work processes as well as in collecting, calculating and controlling process data and move-
ments. Ergonomically designed workplaces also tend to make life must more comfortable for
machine operators.
In industrial applications, the majority of the electronics are safely protected in control cabinets.
In vehicles or outdoor machinery, however, automation equipment has to deal with much
harsher environmental conditions, including extreme mechanical stress due to shock and vibra-
tion as well as heat, cold and moisture. Stringent demands on availability and short startup
times in addition to frequently fluctuating supply voltage for onboard electrical systems repre-
sent a significant challenge for system developers. As a result, solutions depend greatly on the
interaction between system electronics and mechanics. »
31automotion 03/12

Technology
The best of both worlds
"With over 30 years of experience and a continually growing
list of innovations, B&R is a leading partner in the industry for
efficient process automation and motion control applications
used in industrial machines and systems," says B&R marketing
manager Werner Gropp. "As a leader in innovation and tech-
nology, our goal is to supply the industrial market with com-
plete, modular and fully integrated solutions. It was only logical
that B&R at some point would add mobile automation to our
already extensive range of products and solutions."
In 2010, MONDIAL electronic was integrated into B&R's com-
pany structure. This company was one of the first to invest in
the development of components and solutions for automating
tasks in vehicles and mobile machinery, helping their customers
become market leaders in their fields. Since 1992, MONDIAL
has been developing and manufacturing HMI and control units
built to master the harsh operating conditions these types of
applications face.
B&R will be gaining access to this promising industry from an
ideal position and will be able to benefit from a product devel-
opment strategy geared towards meeting modular standards.
Mobile machines and automated outdoor systems will there-
fore benefit from the advantages provided by this technologi-
cally advanced, modular industrial automation system.
Complete solution from a single source
Products based on these synergies have already been developed
and were the highlight of B&R's new
mobile automation product
line first introduced at the
2011 SPS/IPC/DRIVES trade
fair. These products range
from operating and monitor-
ing devices using remote CPU
and I/O units for cabs and out-
door machines to powerful
control system computers
with PC architecture. The
product line also includes
all of the components re-
quired to implement complete
solutions for mobile automation, allowing
B&R to put their expertise as a provider of
complete solutions to use in this field as well.
Newly developed units like the MA120 for use in vehicle
cabs and the MA170 for use in outdoor applications and
engine compartments set new standards when it comes
to modularizing vehicle automation systems. These com-
ponents come equipped as distributed control nodes with
a B&R X20-compatible CPU and up to 16 I/O modules.
They are available as analog, digital or supply modules in a
number of different variations and are ideal for optimizing
individually designed systems.
Maximum functionality in a compact design
The experience gained in developing similar modules for
industrial applications was put to good use to give the
decentralized MA120 and MA170 control nodes maxi-
mum functionality and an extremely compact design. This
compact design and use of real-time POWERLINK as a
communication channel ensures flexible deployment and
reduced cabling costs when developing complete auto-
mation systems.
The integration of additional communication standards
such as CAN, commonly used in the automotive sector,
with the ISOBus and J1939 protocol standards makes it
easier to ensure compatibility with third-party compo-
nents and upgrade existing systems. Greater comfort and
extensive diagnostic possibilities also result from taking
advantage of many different aspects from the field of in-
dustrial automation.
32 automotion 03/12

Technology
Fully integrated software
Automated tasks in mobile machines have the same func-
tional requirements as those in industrial automation. For
this reason, the software for mobile automation systems
is also written, tested and configured for use on specific
hardware in the same development environment as all
other B&R solutions – B&R Automation Studio. This allows
HMI, operation, control and logging programs to be devel-
oped as part of a complete project without having to use
multiple project development tools. B&R's standard oper-
ating system, which has already proven its value over many
years, runs directly on the devices themselves.
After more than 15 years of service, the Automation Studio
development and runtime system is a product in its prime
as a result of the accumulated experience and customer
feedback from all areas of industrial automation. These
same advantages are now also available to developers of
mobile automation solutions, whether it be the extensive
set of function libraries or the comprehensive simulation,
analysis and diagnostic tools.
The future has arrived
Future upgrades, such as openSAFETY-based security tech-
nology for providing protection against injury or damage
in hazardous work areas, were already taken into consid-
eration when developing the product line unveiled at the
SPS/IPC/DRIVES exhibition.
B&R's mobile automation products continue to focus on
construction and agricultural machinery in addition to
municipal and emergency vehicles. Nevertheless, it is ex-
pected that this product line will very quickly find use in
other mobile automation applications as well. The number
of products available for industrial automation has also
increased. This is because B&R mobile automation takes
control electronics that used to be limited to the control
cabinet and places them at the center of the action. This
opens up entirely new possibilities for automating indus-
trial systems in harsh environmental conditions. �
The new universal solution for any mobile automation task.
MA170 - The new standard for modularity
1. Housing base 2. Inserting modules 1, 2 and 3 3. Mounting the connector circuit board
6. Finishing the housing 5. Inserting the CPU or bus controller 4. Inserting modules 4, 5 and 6
33automotion 03/12
Report
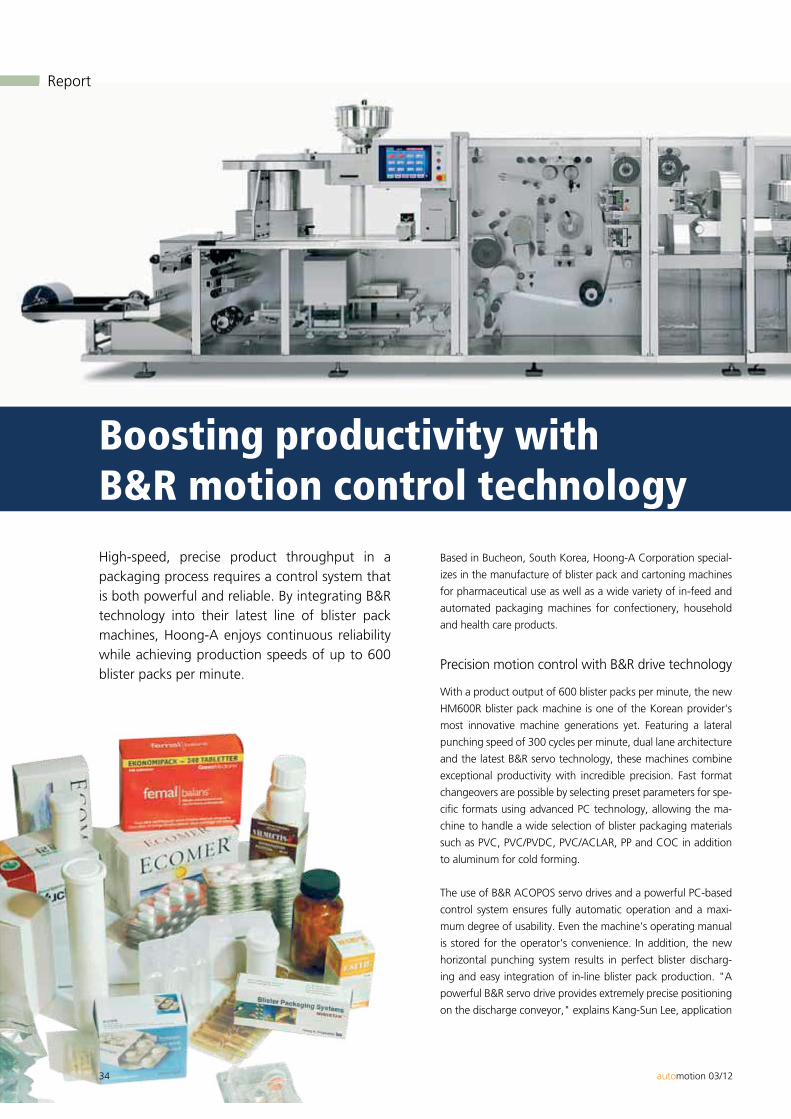
Boosting productivity withB&R motion control technologyHigh-speed, precise product throughput in a packaging process requires a control system that is both powerful and reliable. By integrating B&R technology into their latest line of blister pack machines, Hoong-A enjoys continuous reliability while achieving production speeds of up to 600 blister packs per minute.
Based in Bucheon, South Korea, Hoong-A Corporation special-
izes in the manufacture of blister pack and cartoning machines
for pharmaceutical use as well as a wide variety of in-feed and
automated packaging machines for confectionery, household
and health care products.
Precision motion control with B&R drive technology
With a product output of 600 blister packs per minute, the new
HM600R blister pack machine is one of the Korean provider's
most innovative machine generations yet. Featuring a lateral
punching speed of 300 cycles per minute, dual lane architecture
and the latest B&R servo technology, these machines combine
exceptional productivity with incredible precision. Fast format
changeovers are possible by selecting preset parameters for spe-
cific formats using advanced PC technology, allowing the ma-
chine to handle a wide selection of blister packaging materials
such as PVC, PVC/PVDC, PVC/ACLAR, PP and COC in addition
to aluminum for cold forming.
The use of B&R ACOPOS servo drives and a powerful PC-based
control system ensures fully automatic operation and a maxi-
mum degree of usability. Even the machine's operating manual
is stored for the operator's convenience. In addition, the new
horizontal punching system results in perfect blister discharg-
ing and easy integration of in-line blister pack production. "A
powerful B&R servo drive provides extremely precise positioning
on the discharge conveyor," explains Kang-Sun Lee, application
34 automotion 03/12

Report
manager at Hoong-A. "This allows the punched blister packs
to be transferred via the discharge wheel and positioned onto
the discharge conveyor with the highest speed and accuracy."
Compliance with international standards
An important requirement for the new HM600R was that it be
built in accordance with Good Manufacturing Practice (GMP)
standards for the pharmaceutical industry. An important feature
implemented with B&R's help is the machine's balcony-style
structure that allows complete visibility for inspection in addition
to easy maintenance and cleaning.
Complete solution provides increased performance
Cooperation with B&R has allowed Hoong-A to equip several
machine series with B&R's PC-based control system, eliminating
the need for additional control systems that can easily compli-
cate the overall process. Programming, simulation, commis-
sioning and maintenance of all the different machine types is
handled using a single software tool, Automation Studio. "B&R
hardware, wiring and programming are all handled in the same
way," explains Lee, "and the ability to add optional machine
components in a single project has considerably simplified series
production and the software engineering that goes along with
it."
High-performance synchronization of up to 13 servo axes in
Hoong-A machines is the most important requirement for
ensuring high productivity and top quality when packaging
pharmaceutical products. It is also important that the axes are
able to be synchronized differently when changing over to dif-
Complete line with blister packaging and cartoning machines. The implementation of a B&R com-plete solution increased production to 600 blister packs and 300 cartons per minute. Customized panels (left) depict the entire process.
ferent products on the fly, especially when options such as "No
product, no foil" are enabled. Hoong-A also takes advantage
of features such as registration mark control and foil tension
control, which are integrated in the powerful B&R drive system
and implemented using dedicated and flexible PLCopen func-
tion blocks. Many of these function blocks are executed directly
on the drive itself, improving response time substantially.
The perfect balance between hardware and software allows
Hoong-A customers to profit from a customized packaging so-
lution. "The ability to reuse customized software libraries made
it possible for us to drastically reduce development time," says
Lee. "In addition, we chose POWERLINK as our real-time com-
munication protocol to ensure optimum drive synchronization
and to increase the overall performance and precision of the
machine. This turned out to be a huge advantage in handling
our complex motion applications." �
Industry: Packaging
Employees: 102
Location: Bucheon (KR)
www.hoonga.com
35automotion 03/12
Report
A jack of all tradesin the world of hydraulic presses
Langzauner GmbH has been designing and building presses since 1936. Today, the Austrian company is the leading international pro-ducer of presses for manufacturing skis. At the Composites Europe trade fair in September 2011, Langzauner presented a methodological paradigm shift rivaled only by the industry's movement from the screw press to the hydraulic press. Using variable speed hydraulic drives, their newly developed laboratory press sets new standards in precision while also reducing energy consumption significantly. B&R's single-source compact control technology eases development and assembly for the manufacturer and simplifies operation for the end user.
36 automotion 03/12

Report
A surprising number of the products we
use every day has passed through a press
at some point along the way. "This trend
has risen sharply with the increasing pop-
ularity of composite materials," states
Michael Laufenböck, marketing special-
ist at the machine manufacturing com-
pany Langzauner, headquartered in the
Austrian town of Lambrechten.
Founded in 1924 with an initial
focus on sawing and sanding
machines for wood and metal-
working, the company began
manufacturing presses in 1936.
While early production dealt
primarily with screw presses for
veneer production, Langzauner
has also been building hydraulic
presses for composite materi-
als since the 1970s. "When it
comes to presses for manu-
facturing skis, we are the un-
disputed world market leader,"
explains Laufenböck with justifiable
pride. "Over the last two decades, we
have also been manufacturing compo-
nents for the aerospace and automotive
industries."
Upgraded technology to increase flexibility
While order quantities for these seg-
ments are not particularly high, suppliers
must be able to quickly and easily react
and adapt to changing requirements.
In addition, the demands for precision
are extraordinarily high not only for the
parts themselves, but for the individual
forming steps as well. "This was also re-
flected in the technical specifications for
our upcoming series of presses, particu-
larly in regard to the hydraulics," reports
Gerhard Mayrhofer, the mechatronics
engineer heading up Langzauner's Elec-
trical Engineering department. "Control
technology was a central aspect from
the very beginning since some of today's
The star of the Composites Europe Trade Fair was the Langzauner labora-tory press, the first member of a new product series featuring variable speed hydraulic drives. This extremely compact, high-precision machine is easy to program and can handle all pressing methods perfectly.
market requirements are nearly impos-
sible to achieve using the separate hy-
draulic controllers of the past."
A turning point in the development of
the new product series was the decision
to move away from the conventional
solution that uses proportional valve
technology for the hydraulic unit. "The
traditional method not only contrib-
utes to energy waste with a pump that
runs at constant full capacity, it also
involves extremely complicated control
elements," states Mayrhofer. "Not only
that, but the proportional control valves
are not exactly cheap and are far from
being maintenance-free." Rather than
accept these disadvantages, he chose to
go with a variable speed hydraulic drive,
where an internal gear pump – driven by
a servo motor – always generates just
the amount of pressure needed at any
given moment. "All we use now are cost-
effective, maintenance-free switching
valves," explains Mayrhofer. This brings
several advantages. "We no longer need
an extra controller on the hydraulics side
because we're now able to handle all
open and closed loop control tasks elec-
trically," he says. On top of that, there's
also the energy savings of over 70% and
a noise level that can barely be perceived.
Faster development with libraries
The first machine in this new generation
is a laboratory machine. Unlike most se-
ries production machines specified for a
narrow range of applications, practically
all the parameters and functions in this »
37automotion 03/12

Report
Industry: Special-purpose machines
Employees: Approx. 75
Location: Lambrechten (AT)
www.langzauner.atHydraulics make operation much easier than proportional valve components: a Power Panel handles the control tasks and speeds up development.
machine can be configured individually –
from the pressing power and the closing
speed to the strength and duration of
heating. The newly designed laboratory
press is the first of its kind available on
the market that is capable of handling
all pressing techniques including RTM,
prepreg and injection molding. This
places extremely high demands on both
the controller and usability. "The real
challenge has to do with the control al-
gorithms themselves, however" explains
Mayrhofer. "This is where B&R's devel-
opment environment, Automation Stu-
dio, really helped us out. We were able
to implement all of the control-related
tasks, including the hydraulics, in record
time thanks to the native software librar-
ies." It was this approach that allowed
Langzauner to proceed from initial de-
velopment in February of 2011 to a fully
mature machine in September, sending
shockwaves through the industry.
User friendliness as priority #1
The technicians at Langzauner were able
to utilize the extensive features offered by
their automation software to completely
revamp the user interface and provide
their customers with significantly more
options. In the past, it was only possible
to define and save parameters. They are
now able to easily put together entire
programs from predesigned modules us-
ing pull-down menus and store them for
later use. Up to 1,000 such programs can
be saved as CSV files on the nonvolatile
memory card and transported via USB
flash drive.
Eliminating unnecessary hard-ware
The new hardware is pretty straightfor-
ward: Control tasks are handled primar-
ily by a Power Panel PP480 with a 15"
touchscreen, which also records operat-
ing data to CSV files – a function that
used to require a separate computer.
"Last but not least, B&R's perfectly har-
monized hardware and software prod-
ucts enabled us to develop this jack-of-
all-trades among hydraulic presses within
record time, which brought throngs of
visitors to our exhibition stand at the
Composite Europe trade fair," reports
Laufenböck happily. Mayrhofer adds,
"The fact that Automation Studio already
provides all of the libraries needed for the
latest variable speed hydraulic motion
control technology shortens our develop-
ment time dramatically." �
38 automotion 03/12

News
News
B&R UK: Grand reopening of regional headquarters
With the grand reopening of UK regional headquarters in Peterborough, B&R
is continuing its steady trend of expansion while creating additional space for
even further growth. Many visitors seized the opportunity to view the new
premises during the official open house. After a presentation by Simon Good-
win, manager of B&R UK, visitors were offered insight into B&R's latest product
innovations and activities around the world. In addition to longstanding cus-
tomers and members of the press, the subsidiary also welcomed John Crane,
the previous UK manager, who decisively shaped the development of B&R in
Great Britain for over 15 years.
The new headquarters now boasts advanced application workstations and
training facilities that allow both customers and employees alike to become
familiar with the absolute latest automation technologies.
Proximity to the customer counts
A second office in Andover gives B&R a foothold in the south of England, allow-
ing customers to benefit from quick on-site support and local assistance when
developing their latest machine generations. In light of this positive growth,
B&R will be continuing its expansion in Great Britain in the years to come. �
Meet the UK team. B&R UK managing director Simon Goodwin greets his pre-decessor, John Crane.
39automotion 03/12
Report
Predictive safetyfor pedestrians
The future of the automotive industry is being shaped by developments such as predictive pedestrian protection. Yet before the first models can actually be equipped with intelli-gent systems to prevent collisions, the necessary sensors must first be tested in realistic conditions. To do this, a pedestrian dummy installed in a test rig is pulled out of danger at the last second with a force of over 14 g. These test rigs are developed and built by 4a engineering GmbH and rely on control and drive technology from B&R.
An Audi races down the road, approaching
a crosswalk at full speed. The driver knows
that a pedestrian is about to step onto the
road. He evens knows that the pedestrian will
proceed to the center of the road, pause for
a moment and then turn around. Yet his foot
makes no movement toward the brake pedal.
Instead, he remains in his lane and speeds on
as if trying to run the pedestrian down. Warn-
ings from the Audi's obstacle detector fall on
deaf ears. A mere three meters remain, an
absurdly close distance at 80 km/h. Collision
is unavoidable, and yet the driver shows no
intention of braking. Suddenly, as if by some
miracle, the figure skyrockets into the air,
barely avoiding collision at the last moment.
This is not a scene from a movie; it's part
of an experimental program for testing and
improving obstacle warning systems at the
Audi testing grounds in the German town
of Neustadt an der Donau. Everything here
is real, with the exception of the crash test
40 automotion 03/12

Report
tured by an affiliated company and is now being used in
approximately 15% of all mobile phone speakers worldwide.
Nearly 50% of revenue generated by 4a engineering comes
from the automotive industry, with the remaining share
coming from the fields of aerospace, electronics, consumer
goods, sporting equipment, medical technology and me-
chanical engineering. Their expertise in plastics engineering
and materials science is particularly sought after in these
industries.
Hidden magic
It was this expertise in the field of polymer materials that
helped 4a engineering win the contract to design the new
test rig for active pedestrian protection. The detection sys-
tems installed in vehicles are often based on radar, and one
requirement was that the test rig be virtually invisible to these
systems. To achieve this, 95% of the rig is constructed »
dummy pedestrian. Still, the test drivers must first learn to
suppress the natural reaction to brake or swerve out of the
way, instead continuing to move toward the "pedestrian".
Hoisting the dummy up and out of danger protects it and
the vehicle from harm and is one of many technological chal-
lenges in this sophisticated experimental design. The system
itself was designed and built by 4a engineering, a technol-
ogy-oriented R&D company based in the Austrian town of
Traboch that specializes in developing and optimizing new
products and procedures through a profound understanding
of physical and mechanical processes. Hence, the 4a motto:
"In physics we trust". The company's employees, the major-
ity of whom have academic backgrounds, contribute exper-
tise from diverse areas ranging from method development
and simulation to end product development. One example
of the innovation made possible by this diverse team is a
metal-plastic laminate that was developed here, manufac-
41automotion 03/12

Report
from special composite materials that
minimize radar echo. In addition, the
color of the test rig was also designed to
blend into the surroundings. The result
is that the vehicle's sensors register only
the crash test dummy and nothing else.
The test rig resembles a gantry crane
with a dual-rail track and trolley system
that moves the dummy at speeds of up
to 25 km/h. "In the initial task descrip-
tion from 2007, implementation time
was limited to just 11 weeks," reports
engineering director Martin Fritz. "This
meant that we had to make a few com-
promises, which were later replaced with
more permanent and technologically
advanced solutions during a subsequent
upgrade." This included the mechanism
used to hoist the dummy out of danger
in just 100 milliseconds. The result-
ing acceleration exceeds a force of 14
Dummies that seem realistic both to the human eye and the radar device (2nd from left) are fastened to a support pole and are launched upward with a force of over 14 g on a crossbar driven by two synchronous servo motors to prevent damage to the dummy and the test vehicle.
The compact size and low power con-sumption of B&R's ACOPOSmulti put it ahead of the pack.
g, which a human would not survive.
In initial testing, this was achieved by
harnessing the dummy to a pre-loaded
elastomer band that was then released
when triggered.
Minimal power consumption
This design was not ideal due to the ac-
celeration curve and the
inability to effectively
control the process. In
the meantime, it has
since been replaced by
a pole-mounted dummy
connected to a motor-
ized drive. This pole is
fastened to a crossbar,
which is moved up and
down by two synchro-
nized servo motors.
"Synchronizing this pro-
cess was also a considerable challenge
for the drive technology," recalls Fritz.
"Synchronization is absolutely essential
to ensuring that the dummy will be lifted
2 meters in just 160 to 180 ms." The
horizontal trolley is also driven by a B&R
servo motor, with the vertical mechanics
controlled using drives from B&R's ACO-
POSmulti series.
Sequential control is handled by a CPU
and I/O modules from B&R's X20 con-
troller series, which – like the ACO-
POSmulti servo drives – are extremely
compact and energy-efficient. These
compact devices made it possible to
build a low-profile control cabinet and
further reduce radar echo. The active
attenuation required to hide the control
cabinet from radar becomes consider-
ably more difficult with larger cabinets.
In addition, the exceptionally dynamic
movements can cause sudden motor
currents of up to 170 A. The power
supply on remote testing grounds can
be relatively weak and, in some cases,
a mobile generator is even required to
power the system. The technicians from
4a engineering worked together with
B&R to design the system so that reliable
operation could be guaranteed even if
42 automotion 03/12

News
News
B&R USER Meeting in China: The future belongs to complete solutions!
What are some of the latest products and trends putting their mark on
the fast-paced field of industrial automation? More than 140 experts ac-
cepted B&R's invitation to this year's USER Meeting in China to find out.
Dr. Xiao Weirong, General Manager of B&R China, got right to the point
in highlighting some of these changes in his presentation concerning the
current and future state of the industry. "The only way for machines to
stay competitive is if they can demonstrate a perfect balance between
hardware and software," he explained. "B&R Automation Studio – a fully
integrated development platform that can handle every aspect of a ma-
chine's service life – is the perfect tool for developing and implementing
customized automation solutions." This is a major difference between
B&R and the competition that has allowed B&R customers to maintain
an enduring competitive edge. Franz Enhuber, director of the B&R Au-
tomation Academy, then took the stage to discuss the current state of
global competition. His view is that competition is a constant factor that
has little to do with location. The only way to gain an advantage in this
environment is to maintain a global perspective. At the same time, he
underlined the continued need to train the next generation of engineers
to secure a future advantage. A series of presentations were then given
by Werner Paulin (International Sales Manager), Anton Meindl (BU Man-
ager - Controls), Raimund Ruf (BU Manager - HMI) and Martin Reichinger
(BU Manager - Process Automation) stressing the advantages of complete
integrated solutions that focus on system flexibility, increased productivity,
energy efficiency and cost effectiveness.
The event culminated in a top-notch panel on the topic "Reducing Time to
Market with Industry Solutions". In addition to Dr. Weirong, who moder-
ated the discussion, several leading academic and industry experts took
the opportunity to talk about how the increasing dynamics of the Chinese
market can be enhanced by the pioneering approaches to software engi-
neering that are currently being developed. �
the power supply is weak. "The robust ACO-
POSmulti units proved themselves once again
by running reliably even with voltage dips
down to less than 300 V," praises Fritz.
The system sends live data to the vehicle via
WLAN about the positions of both the ve-
hicle and the dummy. The driver is provided
with a terminal that displays the pre-defined
scenarios and that can be used to begin the
sequence. A system of symbols was also de-
signed to ensure that the driver can quickly
identify the respective scenario. "Once we
developed the concept, Visual Components
in Automation Studio made it easy to imple-
ment a graphical representation of each sce-
nario."
There is still a long way to go before vehicles
demonstrate sufficient intelligence to antici-
pate pedestrian behavior and reliably avoid
collisions. Nevertheless, predictive safety
systems that pre-activate the brakes when
danger is detected (to dry the discs and im-
prove braking performance) will soon be
much more common. Whether we're behind
the wheel or on the crosswalk, with testing
made possible by advanced polymer technol-
ogy from 4a engineering and state-of-the-art
automation technology from B&R, we're well
on the road to a safer future. �
Industry: Special-purpose machines
Location: Traboch (AT)
www.4a.co.at
43automotion 03/12
Experts agree – the future of automated machine and system control lies in software. Yet as an increasing share of the overall solution is placed in the hands of software, the solution itself is becoming more and more complex. Add to this the fact that series machine manufacturing – as we have come to know it over the last few decades – no longer exists. Hardly any two "series machines" are exactly alike. To meet specific customer needs, each machine or system is customized in one way or another, or is custom-assembled from series modules. If we are to maintain a high level of software quality amidst growing complexity and shrinking development times, there is only one an-swer: Modular software development.
Modular engineering for more efficientdevelopment
44 automotion 03/12

Technology
"Divide et impera"
Divide and conquer – this strategy helped ancient Rome
prevail over seemingly insurmountable challenges by
splitting them into smaller, more manageable units.
Though it may seem a stretch to compare the control
algorithm of a printing machine, press brake, or chemical
processing plant to a horde of Germanic warriors, this
ancient principle holds true for the technology of today
and tomorrow.
"Breaking down the overall software solution into
manageable pieces not only improves structural clarity
– and thereby software quality – it also adds a signifi-
cant amount of flexibility and makes machine develop-
ment more efficient," explains Philipp Wallner, who is
in charge of strategic product development at B&R. An
immediate benefit of this approach is simplified work-
flow between development teams. Individual software
engineers can even collaborate on a project from dif-
ferent locations without sacrificing quality or efficiency.
Standard software modules are developed once and can
then be assembled in various configurations for different
customers or future machine generations – a key ele-
ment in sustainable development processes.
Structure is everything
Structure is a fundamental aspect of modular software
engineering and is essential to the success of any de-
velopment project. While the conventional approach
to developing machine software allows you to "jump
straight to the programming", and may indeed produce
a satisfactory result if you can live with the sacrifices in
quality, following the principle of modular software de-
velopment leaves no room for skimping when it comes
to defining a clear specification of structures and inter-
faces. The content of the modules themselves as well as
the interfaces for communication between them must
be specified unambiguously – and this needs to happen
before the first line of code is written.
A modular software architecture can be modeled from a
number of perspectives. With a completely modularized
machine or system – as is often encountered in the print-
ing industry, for example – the software modules can
closely mirror the physical structure of the machine. In
other cases, it may make more sense to derive the archi-
tecture from how the system is organized functionally.»
45automotion 03/12
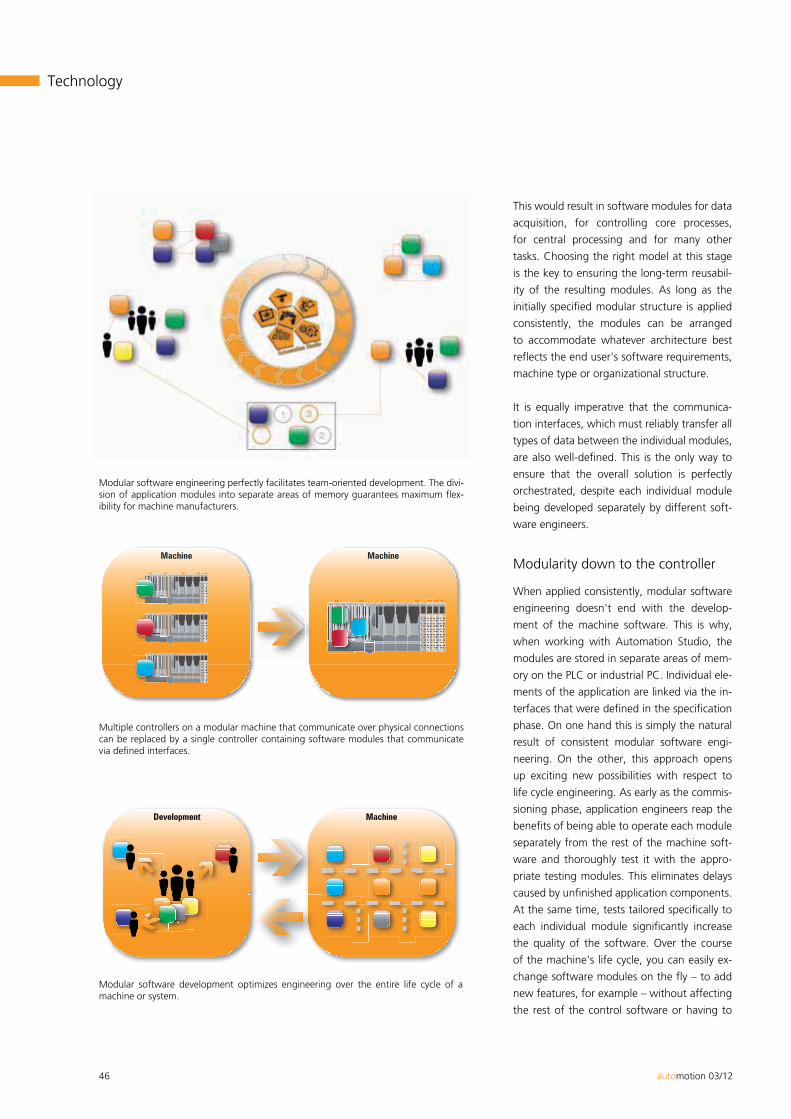
������� �������
���� ���� �������
Technology
This would result in software modules for data
acquisition, for controlling core processes,
for central processing and for many other
tasks. Choosing the right model at this stage
is the key to ensuring the long-term reusabil-
ity of the resulting modules. As long as the
initially specified modular structure is applied
consistently, the modules can be arranged
to accommodate whatever architecture best
reflects the end user's software requirements,
machine type or organizational structure.
It is equally imperative that the communica-
tion interfaces, which must reliably transfer all
types of data between the individual modules,
are also well-defined. This is the only way to
ensure that the overall solution is perfectly
orchestrated, despite each individual module
being developed separately by different soft-
ware engineers.
Modularity down to the controller
When applied consistently, modular software
engineering doesn't end with the develop-
ment of the machine software. This is why,
when working with Automation Studio, the
modules are stored in separate areas of mem-
ory on the PLC or industrial PC. Individual ele-
ments of the application are linked via the in-
terfaces that were defined in the specification
phase. On one hand this is simply the natural
result of consistent modular software engi-
neering. On the other, this approach opens
up exciting new possibilities with respect to
life cycle engineering. As early as the commis-
sioning phase, application engineers reap the
benefits of being able to operate each module
separately from the rest of the machine soft-
ware and thoroughly test it with the appro-
priate testing modules. This eliminates delays
caused by unfinished application components.
At the same time, tests tailored specifically to
each individual module significantly increase
the quality of the software. Over the course
of the machine's life cycle, you can easily ex-
change software modules on the fly – to add
new features, for example – without affecting
the rest of the control software or having to
Modular software engineering perfectly facilitates team-oriented development. The divi-sion of application modules into separate areas of memory guarantees maximum flex-ibility for machine manufacturers.
Multiple controllers on a modular machine that communicate over physical connections can be replaced by a single controller containing software modules that communicate via defined interfaces.
Modular software development optimizes engineering over the entire life cycle of a machine or system.
46 automotion 03/12

shut down the system. This is possible thanks to a clearly de-
fined modular structure and the consistent application of the
specified interfaces. Another possibility would be to provide
the end user of the system with the source code for specific
application modules. They could then modify these modules
– within the restrictions of the specified and documented
interfaces, of course – while the core modules and valuable
know-how remain protected in the form of binary data on
the controller.
The key to a future of efficient and sustainable development
Machine manufacturers face increasingly demanding specifi-
cations, and the role played by software in the overall control
solution continues to grow. The result: increasingly complex
machine applications. Modular software development is one
of the most promising ways to continue meeting the high-
est standards in software quality while making optimal use
of resources, both today and in the future. This is why B&R
has equipped Automation Studio with all the tools necessary
to divide extensive projects into clearly structured, perfectly
orchestrated application modules – not only during develop-
ment, but in the runtime environment on the controller it-
self – allowing innovative machine manufacturers to conquer
even the most complex engineering challenges and move
confidently into the future. �
Structure is a fundamental aspect of modular
software engineering and is essential to the suc-
cess of any development project.
Philipp H. F. Wallner, B&R System Architect
Highlights: � Increased software quality through reduced complexity
� Maximum support for application development teams
� Flexibility throughout the entire life cycle of the machine
or system
� Clearly structured application modules ensure maximum
reusability
� Software modules reflect the modular structure of the
machine or system
47automotion 03/12
Report
Label it efficientwith POWERLINK
To cut production cost per unit for commodity labels without making compromises in print quality or machine uptime – this was the goal Gallus set for themselves when developing the new ECS 340 label printing press. With the help of B&R technology, they achieved this goal with flying colors. Combining the latest controller and drive tech-nology with a granite machine core provides a stable foundation for the machine's impressive performance data and low operating costs.
48 automotion 03/12

Report
Lithography is the oldest form of planographic printing,
and in the 19th century this stone-based method allowed
printed materials to be mass produced for the first time.
The Swiss printing press manufacturer Gallus is once again
utilizing stones for the production of color prints. This
time, however, rather than serving as a print substrate, the
stone forms the base of the Gallus ECS 340 inline label
printing machine, thereby ensuring extraordinarily smooth
operation. The Gallus ECS 340 was specifically developed
for the production of self-adhesive commodity labels –
stickers created using multi-color flexographic printing
that achieve outstanding results without complex finish-
ing methods such as foil stamping, etc. Typical examples
include labels on the backs of shampoo bottles or on the
fronts of products made for the foodstuffs, household
goods and pharmaceuticals industries.
"These segments are generally characterized by high cost
pressures, and manufacturers are forced to operate within
tight margins," explains Stefan Heiniger, COO of the Labels
division of the Gallus Group. "In spite of these constraints
– or perhaps precisely because of them – they are not will-
ing or able to go without the high level of print quality or
system availability offered by the Gallus machines. This is
the only way for them to gain a competitive edge." He
continues, "We followed the motto 'Reduce to the max'
when de-
veloping the
Gallus ECS 340 so
that we could provide a
solution for these particularly cost-sensitive applications."
Radically reduced operating costs
The balancing act between high printing quality and low
operating costs was mastered through the use of state-
of-the-art solutions, including ACOPOS servo technology
from B&R.
"Gallus was the first manufacturer of label printers to in-
troduce a machine that makes exclusive use of individually
operated axes," highlights the Gallus division manager.
"The tough demands placed on label printing machines
can only be met with servo technology. These demands
include short setup times, quick machine startup after re-
tooling and minimum waste – all with consistently high
print quality. B&R's servo technology has delivered on all
of these points."
Used together with the high-performance POWERLINK
bus, single-axis technology based on servo inverters from
the B&R ACOPOS series allows up to twelve inking units »
Impressive performance and low operating costs with the Gallus ECS 340 label printing machine.
49automotion 03/12

Summary
The Gallus ECS 340 features minimum waste and very
short setup times with low operating costs, thereby
allowing extremely cost-efficient production of high-
quality commodity labels. In light of the many advan-
tages offered by the new label printing machine, it is
little wonder that Gallus has already delivered more
than 70 machines equipped with high-performance
B&R technology.
on the Gallus ECS to be set up quickly and adjusted dy-
namically – taking process deviations and speeds of up to
160 meters per minute in stride. This makes it possible to
change label types and materials quickly, produce press
proofs in record time and apply a wide range of colors
with high precision, thus avoiding misprints and waste.
"What this means for label printing companies is a strong
competitive edge and environmentally friendly operation,"
explains Heiniger.
Full control of process costs
Due to the vital role that drives play in the overall solution,
Gallus performed an extensive review of potential suppliers
in 2006 before starting development of the Gallus ECS.
"The design specification called for a supplier that could
offer a central control platform as well as the correspond-
ing drives," recalls the Gallus division business manager.
"Maintaining high quality standards, which we based on
failure rates, was also a key requirement."
The high level of quality plays a major role in the low operat-
ing costs of the Gallus ECS 340. Decision makers at Gallus
were also happy to hear that B&R ACOPOS dual-axis modules
are available as series products and that the drives can easily
be installed and switched out during operation – a consider-
able advantage in a system with up to 50 axes. The drives are
configured automatically when registered on the controller,
and there is no need to connect an extra service computer or
install software manually. The system does not even have to
be rebooted after a drive is replaced. "These features reduce
the process costs for the machine manufacturer as well as the
machine owner," explains Heiniger.
Minimal downtime after the machine is stopped
The power regeneration capabilities of the ACOPOS drives
bring the machine owner additional savings with regard
to their operating costs. The width of the machine – 11
meters with eight inking units (up to twelve units are pos-
sible) – is no problem for the B&R solution because the
DC bus can be extended using expansion modules. How-
ever, the ability to regenerate braking power is not the
main highlight of the Gallus ECS. Much more important
is the ability – in the event of a web break, power fail-
ure or emergency – to use the kinetic energy to bring the
machine to a safe and defined state without requiring a
separate UPS, thereby ensuring that the machine can be
restarted quickly. Here the system operator benefits from
the integrated safety technology provided by B&R, which
enables a fast and effective logical link with the standard
controller. Users also benefit from the fact that B&R ACO-
POS drives use filters and choke modules to avoid drawing
reactive current, which prevents energy suppliers from de-
manding additional power compensation units or charging
extra electrical costs. �
B&R Switzerland managing director Paolo Salvagno (left) with Stefan Heiniger (right), COO of the Labels division of the Gallus Group.
Industry: Label printing
Employees: 565
Location: St.Gallen (CH)
www.gallus-group.com
50 automotion 03/12

News
News
Fast and stable: POWERLINK data transfer via slip rings
Machine modularization is imperative for economic efficiency and
requires a decentralized architecture for automation solutions.
Control and drive components therefore frequently need to be in-
stalled on moving machine parts and sometimes on rotating parts.
These components rely on slip rings for both their power and data.
At the Nuremberg SPS/IPC/DRIVES trade fair, the Ethernet POW-
ERLINK Standardization Group (EPSG) presented a system with
ACOPOSmulti65 drives on a rotating machine component. Using
a Cobham slip ring, the team demonstrated how to connect the
24 V power supply, the 750 VDC feed and the control data using
nothing but POWERLINK and openSAFETY.
This was the first time ever that data at a rate of 100 Mbit/s and the
DC bus voltage were transferred simultaneously via a slip ring in an
industrial application. "Our engineers were very impressed by the
stability and EMC properties provided by POWERLINK", explained
Martial Favrat, head of the engineering department and product
quality manager at Cobham. "We also performed an assortment of
comprehensive tests in order to guarantee the transmission qual-
ity of our slip rings." Because POWERLINK uses individual frames
instead of the summation frames used by other protocols, the reli-
ability of the data transfer is considerably higher.
Comprehensive testing con-firms the stability of high-speed data transfer via POW-ERLINK and slip rings.
POWERLINK and openSAFETY are keeping the automa-
tion world turning with series production applications us-
ing slip ring data transfer together with drive and safety
technology from B&R.
Company background
The Ethernet POWERLINK Standardization Group (EPSG)
is an independent organization founded in 2003 by lead-
ing companies from the fields of motion control and
automation technology. Its aims are the standardization
and further development of the POWERLINK protocol
first introduced by B&R in 2001. This high-performance
real-time communications system is an advanced proto-
col based on the IEEE 802.3 Ethernet standard that is
designed to ensure real-time data transfer in the micro-
second range. The EPSG cooperates with leading stan-
dardization organizations such as CAN in Automation
(CiA) and the IEC. Anton Meindl, B&R's Business Man-
ager for Controls, is the organization's CEO. �
51automotion 03/12
Interview
POWERLINKaddsAnybus
Interview
52 automotion 03/12

Interview
Based in Halmstad, Sweden, HMS is the market leader in communication inter-face products for industrial applications. Their Anybus modules make it easier for engineers to develop automation technol-ogy that is compatible with a wide variety of fieldbus systems and Ethernet-based field networks. The recent addition of the POWERLINK standard to Anybus mod-ules, first introduced at the 2011 SPS/IPC/DRIVES show, illustrates how Anybus con-tinues to live up to its name. For HMS CEO Staffan Dahlström, this is the beginning of a close cooperation with B&R and the
Ethernet POWERLINK Standardization Group (EPSG), with this innovation
further improving the availability of prefabricated POWERLINK
products.
HMS Industrial Networks AB was founded in 1988 by Nicolas Has-
sbjer (HMS = Hassbjer MicroSystems) and has since been at the fore-
front of communication technology development, especially in the
area of machine manufacturing. With Anybus, the Swedish company
introduced a network card onto the market that can connect practi-
cally any device with any network.
21 years later, several hundred HMS employees develop and manufac-
ture hardware that helps device manufacturers ensure compatibility
with a wide variety of fieldbus systems and industrial Ethernet-based
networks. The main product families are the Anybus CompactCom
series of plug-in interfaces, Anybus Master/Slave embedded modules
and Anybus-IC DIL-32 PCB-mount piggy-back network interfaces,
all of which are designed to be integrated in industrial automation
devices. The HMS catalog is rounded off by the Anybus Communica-
tor protocol converter and the Anybus X-Gateway for network-to-
network communication. In short, HMS is the world's leading source
of industrial communication solutions, offering the hardware and
software needed for data translation between the many industrial
devices and networks currently available on the market.
Leading up to the 2011 SPS/IPC/DRIVES trade fair, HMS CEO Staf-
fan Dahlström sat down with automotion to answer some questions
about HMS products in general and the addition of POWERLINK in
particular.
automotion: Why would a company that designs and manufactures
industrial automation equipment buy Anybus-embedded products in-
stead of integrating the network or fieldbus technology themselves?
Dahlström: Customers see benefits in a number of areas. Using Any-
bus technology, HMS customers can relieve their design engineers »
B&R's outstanding commitment to supporting POW-
ERLINK helped us decide in favor of integrating that
standard," says Staffan Dahlström, CEO of HMS Industrial
Networks AB (left). Stefan Schönegger, manager of Open
Automation Technologies at B&R and managing direc-
tor of the Ethernet POWERLINK Standardization Group
(EPSG), is also pleased that "Anybus integration makes an
additional 900 more outstanding automation hardware
products available for easy integration in POWERLINK-
based systems."
Interview
53automotion 03/12

Interview
of what generally is a rather demanding task outside of
their main area of expertise, allowing them to concentrate
on their true design goals. With Anybus, a single design
iteration is all it takes to establish multi-protocol fieldbus
and industrial Ethernet connectivity for automation equip-
ment. And with off-the-shelf Anybus modules ready to be
plugged into customer hardware, this integration is even
feasible at low volumes. Of course, a faster time to market
thanks to the greatly shortened design cycle is a strong
motivator for companies trying to retain their edge in com-
petitive markets.
automotion: In which applications do you see the greatest
demand for POWERLINK compatibility?
Dahlström: Our customer base includes a wide range of
industrial device manufacturers. Currently, more than 900
different product types include Anybus integration. When
it comes to POWERLINK, we see a demand for industrial
automation applications in general, especially on high-
performance machines since these require network tech-
nology that combines high reliability and fast data transfer.
automotion: In which geographical markets do you expect
to see the most POWERLINK applications?
Dahlström: Industrial automation is an increasingly global
market, and we have requests for POWERLINK coming
from customers as far east as China and as far west as the
USA. The biggest demand, however, is still within the cen-
tral European market with its strong position as the global
leader in sophisticated machinery.
automotion: What's the time frame for availability of Any-
bus with POWERLINK?
Dahlström: Our first product that supports POWERLINK –
Anybus CompactCom – was introduced at the 2011 SPS/
IPC/DRIVES show in Nuremberg. Initial prototypes will soon
be delivered to the first group of customers.
"This is great news for POWERLINK users, and we are very
happy to be building this strong relationship with HMS,"
adds Stefan Schönegger, manager of Open Automation
Technologies at B&R and managing director of the Eth-
ernet POWERLINK Standardization Group. "Anybus mod-
ules for POWERLINK will instantly give the OEM machinery
market a choice of 900 additional POWERLINK-compatible
products from a wide variety of automation equipment
manufacturers. �
Interview
54 automotion 03/12

Report
Modular Packaging Systems was founded in 1965 and evolved into a trusted expert in the pharmaceutical and nutraceutical industries. In 2000, the company began manufacturing their own packaging machines. To-day, this systems integrator offers a broad spectrum of bottle filling, elec-tronic counting and labeling machines. »
Smoothly integrated labeling solutions
55automotion 03/12
Report
For more than five years, Modular Packag-
ing Systems has been relying on automation
solutions from B&R. The latest success to
come out of this collaboration is the EC-12
line of electronic counter controls, which fea-
tures state-of-the-art motion control tech-
nology and custom HMI panels that ensure
maximum reliability at top speeds. Customers
also benefit from seamless product control
throughout the entire bottle filling process.
Simple integration in packaging lines
After years of rapid growth, Modular Pack-
aging Systems found that production space
was becoming a limiting factor. "We had
outgrown our facilities and decided to move
to our new headquarters in Randolph, New
Jersey, where we have laid a foundation for
continued growth." explains Andy Smith,
sales manager at Modular Packaging Sys-
tems. "The new 27,000 square foot facility
now provides plenty of room for our innova-
tive new projects. Having the larger facility
gives us the ability to offer new product
lines, like our labelers, and integrate end-
of-line equipment into our systems."
As resources for investing in modern produc-
tion technology become more constrained,
especially in the pharmaceutical industry, the
ability to integrate machine components in
packaging lines has taken center stage. "What
we offer are fully integrated turnkey filling and
packaging systems," says Smith. We equip
them with OEE (Overall Equipment Effective-
ness) tracking and centralized monitoring sys-
tems to guarantee our customers high-quality
results. OEE function tracking uses sensors on
the line to collect data and determine where
bottlenecks occur, which allows our machines
to provide maximum productivity."
Real-time capability and high precision
The expanded technical possibilities at the
new location has allowed Modular Packag-
ing Systems to add a labeler – the MBL-200
– to its latest product line. A particular ad-
vantage of the new machine is the ease with which it can be integrated in
Modular's bottle filling machine. The new labeler applies pressure sensi-
tive labels to the bottles and also inspects labels for proper batch, date
and barcode data as well as ensuring that they have been applied to the
bottle properly.
A Power Panel with a Windows operating system provides powerful real-
time control and an integrated image processing system running Acuity
vision software in one compact unit. The system architecture is based on a
POWERLINK network, which provides high-speed data exchange between
the X20 I/O modules and ACOPOS servo drives, and VFDs connected via
X2X Link. "B&R technology reduces hardware costs for our customers
and streamlines integration into existing lines," says Smith. "As a result,
we can now offer faster and more reliable processing of critical data."
B&R's latest drive technology has helped Modular Packaging Systems
improve the speed and accuracy of their filling and labeling systems con-
siderably. The output quality and accuracy of each component has also
been increased, resulting in an overall boost to the productivity of the
line as a whole.
A second Power Panel provides centralized line control and monitoring, is
It's easy to integrate the new labeling solution into the bottle filling line from Modular Packaging Systems.
56 automotion 03/12
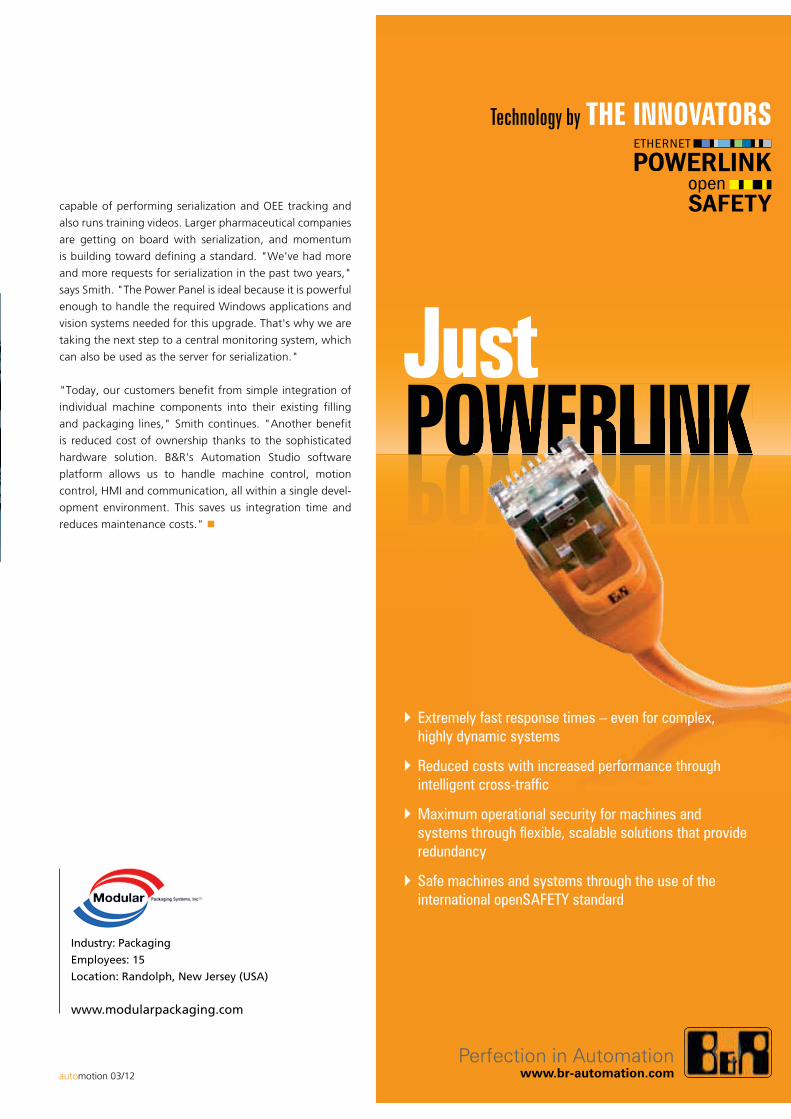
capable of performing serialization and OEE tracking and
also runs training videos. Larger pharmaceutical companies
are getting on board with serialization, and momentum
is building toward defining a standard. "We've had more
and more requests for serialization in the past two years,"
says Smith. "The Power Panel is ideal because it is powerful
enough to handle the required Windows applications and
vision systems needed for this upgrade. That's why we are
taking the next step to a central monitoring system, which
can also be used as the server for serialization."
"Today, our customers benefit from simple integration of
individual machine components into their existing filling
and packaging lines," Smith continues. "Another benefit
is reduced cost of ownership thanks to the sophisticated
hardware solution. B&R's Automation Studio software
platform allows us to handle machine control, motion
control, HMI and communication, all within a single devel-
opment environment. This saves us integration time and
reduces maintenance costs." �
Industry: Packaging
Employees: 15
Location: Randolph, New Jersey (USA)
www.modularpackaging.com
JustPOWERLINK
Technology by THE INNOVATORS
Perfection in Automationwww.br-automation.com
� Extremely fast response times – even for complex, highly dynamic systems
� Reduced costs with increased performance through �������������� ������
� Maximum operational security for machines and � ��� ������������������ ������ ������� ������������redundancy
� Safe machines and systems through the use of the international openSAFETY standard
automotion 03/12
Technology
Safer in a group:System networking with
When it comes to transferring safety data within individual machines, Ethernet-based fieldbus networks have become today's standard. Not only do these types of networks ensure reliable safety for personnel and machinery, they also increase overall productivity and offer many more possibilities for troubleshooting errors. Making it possible to achieve seamless protection throughout entire production areas with production systems made up of different machine types is the goal of a uniform protocol interface currently being defined by the Organiza-tion for Machine Automation and Control (OMAC).
58 automotion 03/12
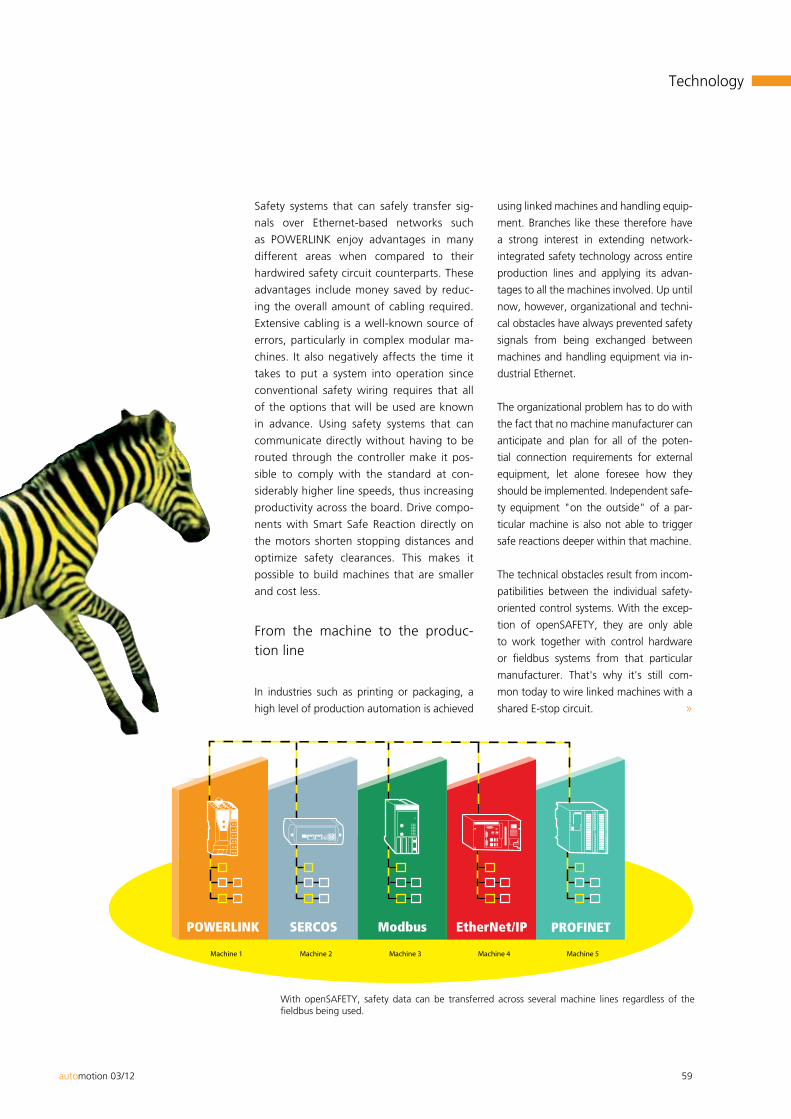
PROFINETEtherNet/IPModbusSERCOSPOWERLINK
Machine 1 Machine 2 Machine 3 Machine 4 Machine 5
Technology
Safety systems that can safely transfer sig-
nals over Ethernet-based networks such
as POWERLINK enjoy advantages in many
different areas when compared to their
hardwired safety circuit counterparts. These
advantages include money saved by reduc-
ing the overall amount of cabling required.
Extensive cabling is a well-known source of
errors, particularly in complex modular ma-
chines. It also negatively affects the time it
takes to put a system into operation since
conventional safety wiring requires that all
of the options that will be used are known
in advance. Using safety systems that can
communicate directly without having to be
routed through the controller make it pos-
sible to comply with the standard at con-
siderably higher line speeds, thus increasing
productivity across the board. Drive compo-
nents with Smart Safe Reaction directly on
the motors shorten stopping distances and
optimize safety clearances. This makes it
possible to build machines that are smaller
and cost less.
From the machine to the produc-tion line
In industries such as printing or packaging, a
high level of production automation is achieved
using linked machines and handling equip-
ment. Branches like these therefore have
a strong interest in extending network-
integrated safety technology across entire
production lines and applying its advan-
tages to all the machines involved. Up until
now, however, organizational and techni-
cal obstacles have always prevented safety
signals from being exchanged between
machines and handling equipment via in-
dustrial Ethernet.
The organizational problem has to do with
the fact that no machine manufacturer can
anticipate and plan for all of the poten-
tial connection requirements for external
equipment, let alone foresee how they
should be implemented. Independent safe-
ty equipment "on the outside" of a par-
ticular machine is also not able to trigger
safe reactions deeper within that machine.
The technical obstacles result from incom-
patibilities between the individual safety-
oriented control systems. With the excep-
tion of openSAFETY, they are only able
to work together with control hardware
or fieldbus systems from that particular
manufacturer. That's why it's still com-
mon today to wire linked machines with a
shared E-stop circuit. »
With openSAFETY, safety data can be transferred across several machine lines regardless of the fieldbus being used.
59automotion 03/12
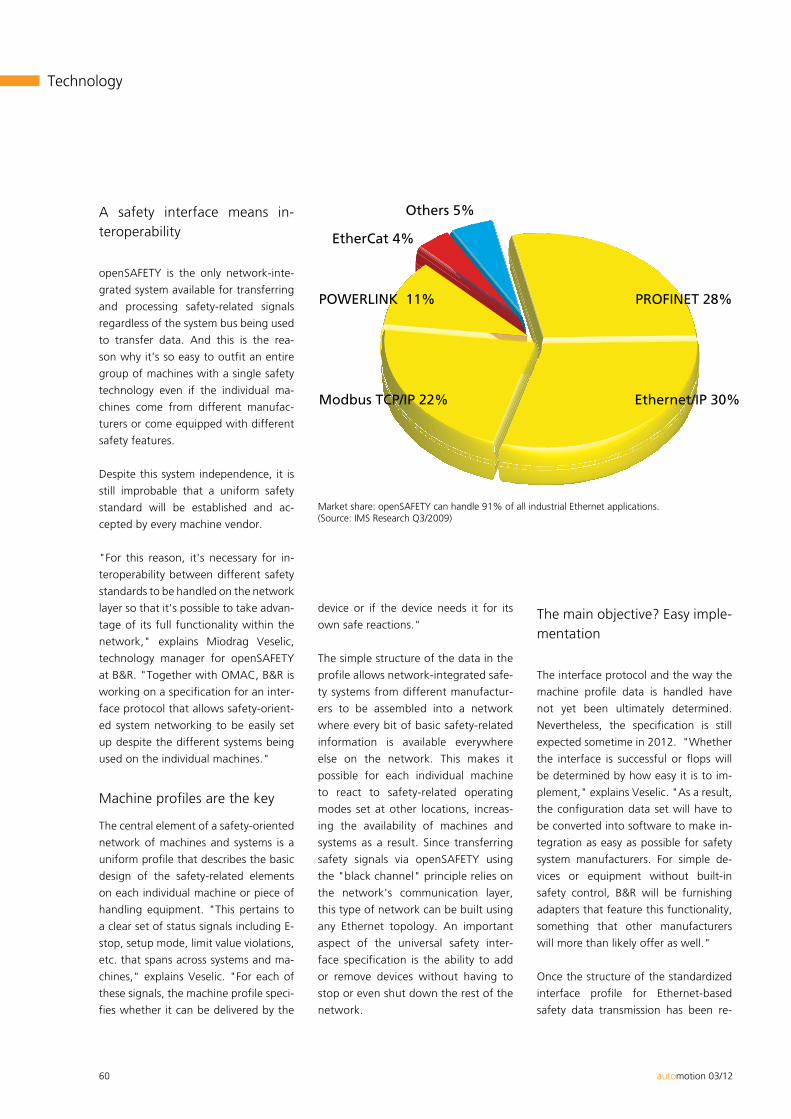
POWERLINK 11%
Others 5%
EtherCat 4%
Modbus TCP/IP 22% Ethernet/IP 30%
PROFINET 28%
Technology
A safety interface means in-teroperability
openSAFETY is the only network-inte-
grated system available for transferring
and processing safety-related signals
regardless of the system bus being used
to transfer data. And this is the rea-
son why it's so easy to outfit an entire
group of machines with a single safety
technology even if the individual ma-
chines come from different manufac-
turers or come equipped with different
safety features.
Despite this system independence, it is
still improbable that a uniform safety
standard will be established and ac-
cepted by every machine vendor.
"For this reason, it's necessary for in-
teroperability between different safety
standards to be handled on the network
layer so that it's possible to take advan-
tage of its full functionality within the
network," explains Miodrag Veselic,
technology manager for openSAFETY
at B&R. "Together with OMAC, B&R is
working on a specification for an inter-
face protocol that allows safety-orient-
ed system networking to be easily set
up despite the different systems being
used on the individual machines."
Machine profiles are the key
The central element of a safety-oriented
network of machines and systems is a
uniform profile that describes the basic
design of the safety-related elements
on each individual machine or piece of
handling equipment. "This pertains to
a clear set of status signals including E-
stop, setup mode, limit value violations,
etc. that spans across systems and ma-
chines," explains Veselic. "For each of
these signals, the machine profile speci-
fies whether it can be delivered by the
Market share: openSAFETY can handle 91% of all industrial Ethernet applications.(Source: IMS Research Q3/2009)
device or if the device needs it for its
own safe reactions."
The simple structure of the data in the
profile allows network-integrated safe-
ty systems from different manufactur-
ers to be assembled into a network
where every bit of basic safety-related
information is available everywhere
else on the network. This makes it
possible for each individual machine
to react to safety-related operating
modes set at other locations, increas-
ing the availability of machines and
systems as a result. Since transferring
safety signals via openSAFETY using
the "black channel" principle relies on
the network's communication layer,
this type of network can be built using
any Ethernet topology. An important
aspect of the universal safety inter-
face specification is the ability to add
or remove devices without having to
stop or even shut down the rest of the
network.
The main objective? Easy imple-mentation
The interface protocol and the way the
machine profile data is handled have
not yet been ultimately determined.
Nevertheless, the specification is still
expected sometime in 2012. "Whether
the interface is successful or flops will
be determined by how easy it is to im-
plement," explains Veselic. "As a result,
the configuration data set will have to
be converted into software to make in-
tegration as easy as possible for safety
system manufacturers. For simple de-
vices or equipment without built-in
safety control, B&R will be furnishing
adapters that feature this functionality,
something that other manufacturers
will more than likely offer as well."
Once the structure of the standardized
interface profile for Ethernet-based
safety data transmission has been re-
60 automotion 03/12
Technology
Full coverage: openSAFETY is a uniform safety solution for all industries.
leased, then the only thing that ma-
chine manufacturers need to complete
in order to ensure compatibility is one-
off development of the machine pro-
file. In addition, they can concentrate
on the safeguards within individual ma-
chines and do not have to constantly
take the ever-changing customized
features included with the handling
equipment into consideration. Since
development and certification only
have to take place once, the result is a
shorter time to market.
Networked safety increases productivity
Another benefit for customers is the
availability of machines, robots and
handling equipment that can then serve
as building blocks to easily create com-
plex production systems with a sophis-
ticated universal safety environment.
The configuration of such systems can
be modified whenever needed with a
manageable amount of work, making
it easy to increase productivity in a way
that used to be impossible with con-
ventional technology.
Smart Safe Reactions such as "Safely
Reduced Speed" (SRS), which can be
active on multiple machines simulta-
neously and that provides a safe state
without having to bring the system to
a complete standstill, is one way to
increase productivity. Productivity is
also enhanced by the ability to protect
a whole group of systems by employ-
ing a comprehensive safeguarding
mechanism for the entire line. This
not only reduces transport routes and
times, it also saves space because the
safe response of neighboring machines
eliminates the need for a separate
maintenance walkway for each part of
the system.
"An additional advantage of safety-
related system networking based
on the network layer is the
high-quality, uniform
diagnostics that can
be carried out for all machines," notes
Franz Kaufleitner, product manager of
Integrated Safety Technology at B&R.
Ethernet-based safety technology is al-
ready standard in individual machines.
With openSAFETY and the standardized
safety interface definition being devel-
oped by OMAC and the EPSG, it will
soon be possible to apply these advan-
tages to entire groups of machines. �
61automotion 03/12
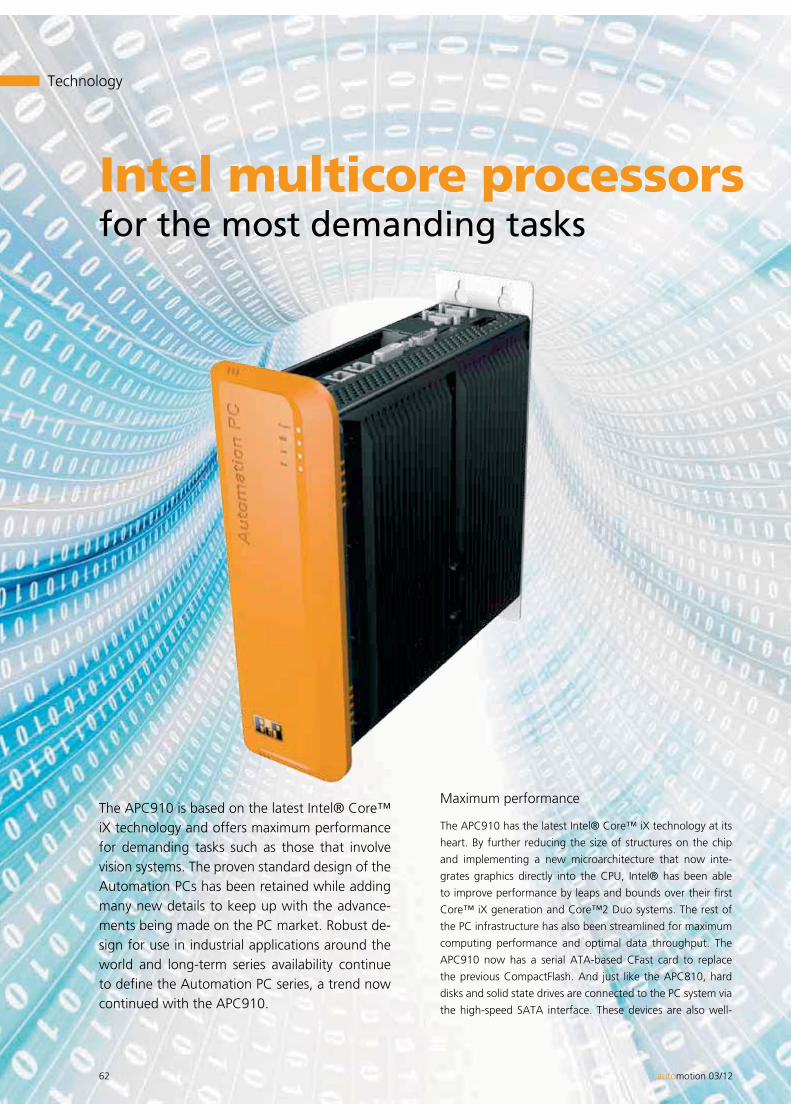
Technology
Intel multicore processorsfor the most demanding tasks
Maximum performance
The APC910 has the latest Intel® Core™ iX technology at its
heart. By further reducing the size of structures on the chip
and implementing a new microarchitecture that now inte-
grates graphics directly into the CPU, Intel® has been able
to improve performance by leaps and bounds over their first
Core™ iX generation and Core™2 Duo systems. The rest of
the PC infrastructure has also been streamlined for maximum
computing performance and optimal data throughput. The
APC910 now has a serial ATA-based CFast card to replace
the previous CompactFlash. And just like the APC810, hard
disks and solid state drives are connected to the PC system via
the high-speed SATA interface. These devices are also well-
The APC910 is based on the latest Intel® Core™ iX technology and offers maximum performance for demanding tasks such as those that involve vision systems. The proven standard design of the Automation PCs has been retained while adding many new details to keep up with the advance-ments being made on the PC market. Robust de-sign for use in industrial applications around the world and long-term series availability continue to define the Automation PC series, a trend now continued with the APC910.
62 automotion 03/12

Technology
Intel® Core™ iX
The latest Core™ iX processors are built as multi-core processors that integrate the graphics
unit directly into the processor. In addition to the graphics, the processors include the cores,
the memory controller and cache memory. The memory controller continues to support
DDR3 RAM. Assembled using the most advanced methods, Core™ iX CPUs contain over 500
million transistors on the processor. Intel's hyper-threading technology makes it possible to
process two tasks simultaneously in each processor core. Additional improvements in CPU ar-
chitecture, for example in cache memory, contribute to substantially increased performance
at the same clock rates as their predecessors.
CFast technology
New CFast cards combine the shape and dimensions of CompactFlash cards with the
faster SATA interface while retaining the key advantages of CompactFlash technology,
such as their robustness. Behind its front cover, the APC910 offers an easy-to-access
CFast slot so that the CFast card can also be used as removable media for transferring
data or performing upgrades. The APC910 uses the proven approach of combining
compact removable media based on CFast with standard PC solid state drives and hard
disks. This gives users all the freedom they need to store data the way they want, for
example by separating operating system and process data. Compared to CompactFlash,
CFast cards offers considerably faster transfers, shorter boot times and the ability to
store data faster. CFast cards are based on SLC (single level cell) flash technology, which
ensures a high degree of data consistency and maximum write procedures when used
in industrial applications. In addition, by distributing data optimally on the flash cells,
intelligent wear leveling technology ensures a much longer service life. �
equipped when it comes to interface options. Two gigabit Ethernet ports, USB ports and onboard as well as modular serial ports round
off the extensive capabilities of the ACP910.
Availability and reliability for many productive years
Automation PCs are built for continuous operation over a period of many years. This starts with the robust welded housing that shields
the electronics from the external environment, easily withstanding rough conditions. The industrial-grade paint can endure even the
most aggressive environments so that even a well-seasoned Automation PC might be mistaken for new. Components have also been
selected to provide many years of reliable service. These components were designed specifically for use in industrial environments,
can withstand high ambient temperatures and have guaranteed long-term availability. In addition, Automation PC generations are
produced in excess of 10 years – quite the exception in the otherwise fast-paced PC sector and a significant advantage for the user.
The third generation of Automation PCs, represented by the APC910, proves once again that innovation and product continuity are
not inconsistent goals. From the ease of connecting cables to the ports on top of the device to the location of mounting holes, many
details have stayed the same. For the many thousands of panels in the field – whether customized or in the standard design – there is
always the proven SDL interface for easily connecting the PC to its display.
63automotion 03/12
100011100100100010101
100011100100100010101
Technology
Machine manufacturing in flux:The future is mechatronicDeveloping with Automation Studio and EPLAN Electric P8
A new approach to development is evolving in the machine manufac-turing industry. Traditionally, mechanical, electrical and software ele-ments have been strictly separated and developed in a rigid sequence. Today, these disciplines are merging into a more integrated mecha-tronic approach. This not only paves the way for more efficient parallel development, but also simplifies coordination between mechanical, electrical and software engineers.
64 automotion 03/12
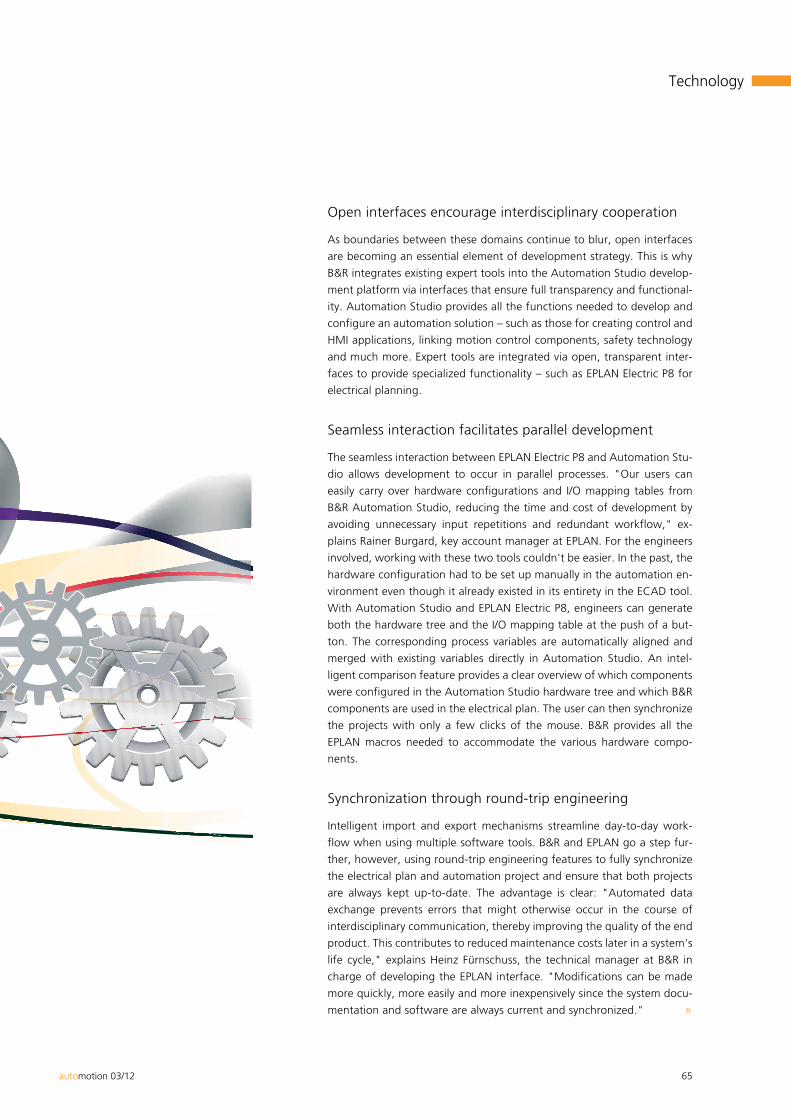
Technology
Open interfaces encourage interdisciplinary cooperation
As boundaries between these domains continue to blur, open interfaces
are becoming an essential element of development strategy. This is why
B&R integrates existing expert tools into the Automation Studio develop-
ment platform via interfaces that ensure full transparency and functional-
ity. Automation Studio provides all the functions needed to develop and
configure an automation solution – such as those for creating control and
HMI applications, linking motion control components, safety technology
and much more. Expert tools are integrated via open, transparent inter-
faces to provide specialized functionality – such as EPLAN Electric P8 for
electrical planning.
Seamless interaction facilitates parallel development
The seamless interaction between EPLAN Electric P8 and Automation Stu-
dio allows development to occur in parallel processes. "Our users can
easily carry over hardware configurations and I/O mapping tables from
B&R Automation Studio, reducing the time and cost of development by
avoiding unnecessary input repetitions and redundant workflow," ex-
plains Rainer Burgard, key account manager at EPLAN. For the engineers
involved, working with these two tools couldn't be easier. In the past, the
hardware configuration had to be set up manually in the automation en-
vironment even though it already existed in its entirety in the ECAD tool.
With Automation Studio and EPLAN Electric P8, engineers can generate
both the hardware tree and the I/O mapping table at the push of a but-
ton. The corresponding process variables are automatically aligned and
merged with existing variables directly in Automation Studio. An intel-
ligent comparison feature provides a clear overview of which components
were configured in the Automation Studio hardware tree and which B&R
components are used in the electrical plan. The user can then synchronize
the projects with only a few clicks of the mouse. B&R provides all the
EPLAN macros needed to accommodate the various hardware compo-
nents.
Synchronization through round-trip engineering
Intelligent import and export mechanisms streamline day-to-day work-
flow when using multiple software tools. B&R and EPLAN go a step fur-
ther, however, using round-trip engineering features to fully synchronize
the electrical plan and automation project and ensure that both projects
are always kept up-to-date. The advantage is clear: "Automated data
exchange prevents errors that might otherwise occur in the course of
interdisciplinary communication, thereby improving the quality of the end
product. This contributes to reduced maintenance costs later in a system's
life cycle," explains Heinz Fürnschuss, the technical manager at B&R in
charge of developing the EPLAN interface. "Modifications can be made
more quickly, more easily and more inexpensively since the system docu-
mentation and software are always current and synchronized." »
65automotion 03/12
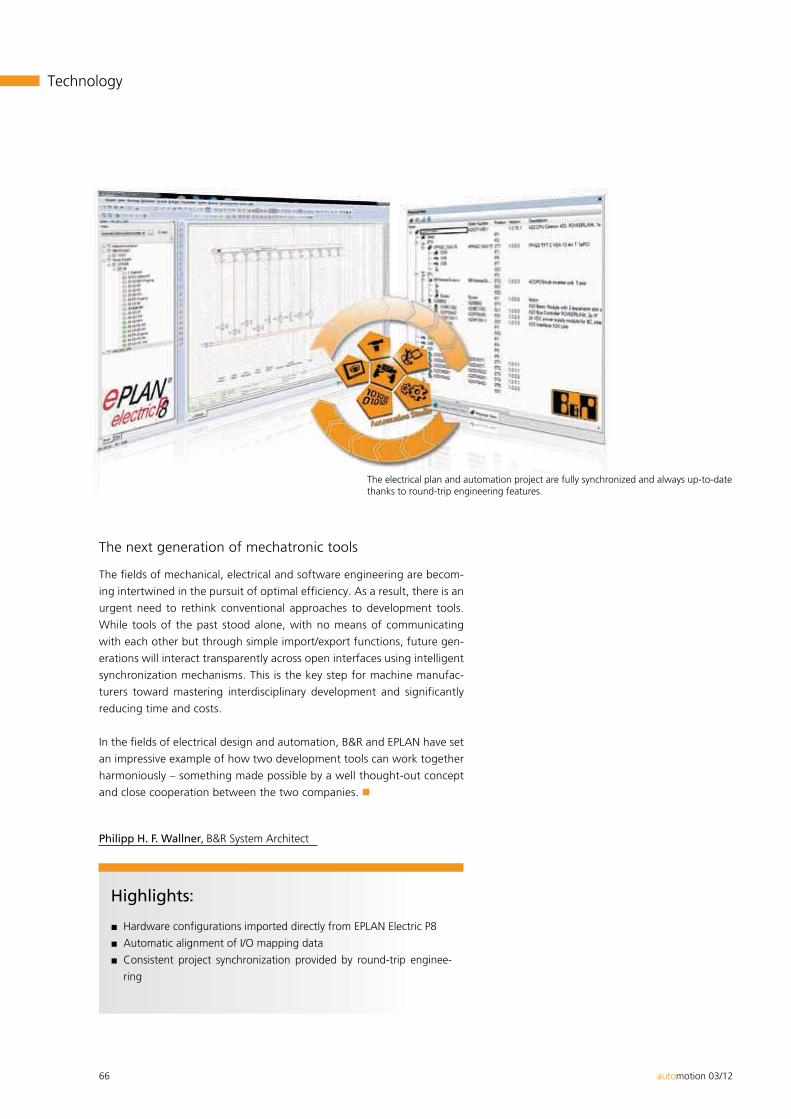
Philipp H. F. Wallner, B&R System Architect
Technology
The next generation of mechatronic tools
The fields of mechanical, electrical and software engineering are becom-
ing intertwined in the pursuit of optimal efficiency. As a result, there is an
urgent need to rethink conventional approaches to development tools.
While tools of the past stood alone, with no means of communicating
with each other but through simple import/export functions, future gen-
erations will interact transparently across open interfaces using intelligent
synchronization mechanisms. This is the key step for machine manufac-
turers toward mastering interdisciplinary development and significantly
reducing time and costs.
In the fields of electrical design and automation, B&R and EPLAN have set
an impressive example of how two development tools can work together
harmoniously – something made possible by a well thought-out concept
and close cooperation between the two companies. �
The electrical plan and automation project are fully synchronized and always up-to-date thanks to round-trip engineering features.
Highlights:
� Hardware configurations imported directly from EPLAN Electric P8
� Automatic alignment of I/O mapping data
� Consistent project synchronization provided by round-trip enginee-
ring
66 automotion 03/12
SmartEngineering
Technology by THE INNOVATORS
Perfection in Automationwww.br-automation.com
Perfection in Automationwww.br-automation.com
� Investment security through openness and compatibility
� Shorter development times by allowing teams to collaborate on modular software engineering tasks
� Reduced engineering costs made possible by the ability to reuse software
� A single, fully integrated tool for the entire life cycle of the system
www.br-automation.com
MM
-E01
206.
951