Embed Size (px)
DESCRIPTION
Loma IQ3 metal detector
Citation preview
obálkaIQ3 Metalldetektor-Benutzerhandbuch
Vorwort
ii
Urheberrecht und DanksagungenCopyright © 2006 Loma Systems Alle Rechte vorbehalten.
Loma SystemsSouthwoodFarnboroughHampshireGU14 0NYEngland
Email: [email protected]: http://www.loma.com
Der IQ3 Metalldetektor und diese Dokumentation sind urheberrechtlich geschützt. Es darf kein Teil von dieser Dokumentation ohne die vorherige schriftliche Genehmigung der Loma Systems vervielfältigt, übertragen, kopiert, in einem Retrievalsystem gespeichert oder in eine andere Sprache oder Computersprache übersetzt werden, unabhängig davon, auf welche Art und Weise oder mit welchen Mitteln dies geschieht.
IQ3 Metalldetektor ist ein Warenzeichen von Loma Systems. Alle anderen Produktnamen sind Warenzeichen oder registrierte Warenzeichen der entsprechenden Eigentümer.
Wichtige Bemerkung
Wir nehmen keine Verantwortung für Irrtümer und Versäumnisse in diesem Dokument an. Bestehen bei den Benutzern irgendwelche Zweifel bezüglich der Installation, Inbetriebnahme, Betrieb oder Instandhaltung der Anlage, sollten sie sich an eine autorisierte Servicestelle wenden. Einzelheiten betreffend dieser Servicedienststellen sind auf der Seite vii aufgeführt oder unter www.loma.com zu fi nden.
Die Informationen in diesem Handbuch werden zum Zeitpunkt der Veröffentlichung als korrekt angesehen. Jedoch verfolgen wir eine Politik der ständigen Verbesserung und deshalb können die Informationen in diesem Handbuch ohne vorherige Ankündigung geändert werden und sind für Loma Systems rechtlich nicht bindend.
Teilnummer: 814180 Ausgabestand B
Vorwort
iii
SicherheitshinweiseNachstehend sind alle Sicherheitshinweise aufgeführt, die in diesem Handbuch verwendet werden. Es wird sehr empfohlen, dass das Personal, das entweder für die Installation, die Wartung oder den Betrieb der in diesem Handbuch beschriebenen Ausrüstung verantwortlich ist oder sein wird, diese Hinweise liest und in der Lage sein sollte, diese zu verstehen.
1. LEBENSGEFAHR – STROMVERSORGUNGEN. Ein Strom von 100 Milliampere, der eine Sekunde lang durch den Körper fl ießt, kann tödlich sein. Dies kann bei so geringen Spannungen wie einer Wechselspannung von 35 V bzw. einer Gleichspannung von 50 V der Fall sein. Die in diesem Handbuch beschriebene Ausrüstung verwendet elektrische Energie, die tödlich sein kann. Außer wenn es nicht absolut notwendig ist, darf das Reinigen, Kontrollieren und Warten nicht ohne die vorherige Trennung der Ausrüstung von den Stromversorgungen erfolgen.
2. LEBENSGEFAHR – DRUCKLUFT-VERSORGUNGEN. Die in diesem Handbuch beschriebene Ausrüstung darf mit einer Druckluftversorgung geliefert werden, die bei einem Druck arbeitet, der tödlich sein kann. Außer wenn es nicht absolut notwendig ist, darf das Reinigen, Kontrollieren und Warten nicht ohne die vorherige Trennung der Ausrüstung von den Druckluftversorgungen erfolgen.
3. ARBEITEN AN DER AUSRÜSTUNG. Falls es wirklich notwendig ist, dass Arbeiten an der Ausrüstung erfolgen, obwohl diese nicht von der Strom- und/oder Druckluftversorgung getrennt ist, dann sind die Arbeiten nur von qualifi ziertem Personal durchzuführen, das sich der entsprechenden Gefahr bewusst ist und geeignete Sicherheitsvorkehrungen getroffen hat, um den Kontakt mit gefährlichen Spannungen und/oder Druckluftversorgungen zu vermeiden. Bevor der Metalldetektor vom Stromversorgungsnetz getrennt wird, also der Anschlussstecker abgezogen oder die Anschlussklemmen gelöst werden, müssen die Steuerleitungen zu anderen Maschinenteilen unterbrochen werden. Achten Sie darauf, dass Sie den Nullleiter oder das Kabelband nicht einklemmen, wenn Sie Gehäuseklappe schliessen.
4. AUSWURFVORRICHTUNGEN. Es ist immer zu vermeiden, dass bei einer automatischen Auswurfvorrichtung, die mit einer Druckluft- und/oder Stromversorgungsleistung versorgt wird, irgendein Körperteil in den Betriebsbereich der Auswurfvorrichtung gelangt.
5. HOHER GERÄUSCHPEGEL. Wenn ein Luftstromauswerfer betrieben wird, kann der erzeugte Geräuschpegel eine Lärmgefahr darstellen. Obwohl der kurzzeitige Aufenthalt in dieser Geräuschzone keinen dauerhaften Schaden am Gehör verursachen wird, kann ein längerer Aufenthalt doch Schäden hervorrufen. Es wird empfohlen, dass das Personal, das regelmäßig diesem Lärm ausgesetzt ist, Kapselgehörschützer trägt.
6. SCHWERE AUSRÜSTUNG. Bei der in diesem Handbuch beschriebenen Ausrüstung handelt es sich um sehr schweres Gerät und der Umgang mit ihm erfordert eine entsprechende Achtsamkeit. Um einen gefahrlosen Umgang zu gewährleisten, ist ausreichend Personal nötig und ein geeigneter Gabelstapler oder Palettenhubwagen zu benutzen..
7. HEBEGERÄT. Verwenden Sie nur die ordnungsgemäßen Schlingen und einen geeigneten Flaschenzug, um die schweren Teile der in diesem Handbuch beschriebenen Ausrüstung fortzubewegen. Es sind alle Schlingen und der Flaschenzug zu kontrollieren, um sicherzustellen, dass:
(a) die sichere Belastung nicht überschritten wird. (b) es keine durchgescheuerten oder gerissene Litzen gibt. (c) die Haken, Ösen usw. nicht beschädigt sind.
8. TRANSPORT DER METALLDETEKTOREN. Bei einigen Metalldetektoren liegt der Schwerpunkt hoch. Es ist Vorsicht walten zu lassen, wenn eine solche Ausrüstung auf einer schiefen Ebene fortbewegt wird, damit sichergestellt ist, dass die Ausrüstung nicht umkippt. Stellen Sie die Höhenverstellung auf die niedrigste Einstellung. Dies kann zum Tod oder zu schweren Personenschäden führen und/oder dem Metalldetektor schweren Sachschaden zufügen.
Vorwort
iv
9. VERSCHMUTZUNGSSTOFFE. Mit Ölen und Fetten ist immer mit Bedachtsamkeit umzugehen. Die längere Einwirkung von bestimmten Ölen und Fetten auf die nackte Haut kann Hautprobleme verursachen. Der Umgang mit Ölen und Fetten hat immer entsprechend den Herstelleranweisungen zu erfolgen.
10. ERFASSUNG VON FINGERN. Nicht die Finger auf die Unterseite des Transportbands legen, wenn die Maschine läuft. Die Finger können erfasst und dann zwischen dem beweglichen und ortsfesten Teil der Maschine gequetscht werden.
11. OSHA. In den USA legen die Gesetze für die Arbeitssicherheit und Gesundheit (Occupational Safety and Health Administration (OSHA) Acts) die Erfüllungspfl icht ganz klar auf die Seite des Benutzers der Ausrüstung und die Gesetze sind bis zu einem solchen Ausmaß verallgemeinert, dass die Bestimmung der Einhaltungsadäquatheit einer Gerichtsentscheidung von Seiten des lokalen Kontrolleurs gleichkommt. Daher kann Loma Systems weder für die Erfüllung von allen Anforderungen der OSHA verantwortlich gemacht werden oder OHSA hinsichtlich irgendeiner gelieferten Ausrüstung, noch kann Loma Systems für Strafen haftbar gemacht werden, die aufgrund der Nichterfüllung der Anforderungen der Gesetze entsprechend der Interpretation eines ermächtigen Kontrolleurs festgesetzt werden können. Jedoch handelt Loma, was die sichere Entwicklung und Konstruktion der Ausrüstung betrifft, in verantwortlicher Weise und wird immer mit Kunden zusammenarbeiten, um da wo es möglich ist, durch Beistand Abhilfe bei irgendwelchen Verstößen zu schaffen, und dies zu vertretbaren Kosten für den Käufer.
12. VERWENDUNG VON GERÄTEN IN BEREICHEN MIT EXPLOSIONSGEFÄHRDETEN
ATMOSPHÄREN. EU Richtlinie 94/9/EC – ATEX-Richtlinie – Juli 2003 (a) STANDORT DER GERÄTE. Dieses Gerät wurde zertifi ziert als Kategorie 3D zur
ausschließlichen Verwendung in Bereichen der Zone 22.
(b) INSTALLATION UND WARTUNG. Elektrokästen sollten regelmäßig überprüft und gewartet werden, um die Ansammlung von Staub zu vermeiden und die Unversehrtheit der Dichtungen zu gewährleisten. Vor der Arbeit an den Geräten muss die Stromversorgung getrennt werden. Während der Installation und Wartung muss darauf geachtet werden, den Eintritt von Staub in den Elektrokasten zu vermeiden. Sollte Staub eintreten, muss dieser vor Inbetriebnahme des Geräts vollständig entfernt werden. In Anschluss an Installation und Wartung und vor Inbetriebnahme müssen alle Elektrokästen und Kabeldurchführungen gegen Staubeintritt gesichert werden. Während der Installation und Wartung muss darauf geachtet werden, die Türdichtungen und Kabeldurchführungseingänge nicht zu beschädigen.
(c) EINSATZ. Zur Gewährleistung des sicheren Betriebs muss Staub sofort von allen Oberfl ächen entfernt werden, um eine Erhitzung der Geräte zu vermeiden.
Vorwort
v
Verfahren für den Notfall1. NOTABSCHALTUNG FÜR FÖRDERER. Diese Ausrüstung ist mit einer Notfall-„Stopp“-Taste
versehen. Diese ist auf der Frontplatte angebracht und rot. Bei einem Notfall, der das sofortige Abschalten des Metalldetektors erfordert, ist die „Stopp“-Taste zu drücken.
2. VERHALTEN BEI FEUER. Für den unwahrscheinlichen Fall, dass in einem Teil der von Loma Systems hergestellten Ausrüstung ein Feuer ausbricht, ist es wichtig, dass ein Feuerlöscher benutzt wird, der die korrekte Löschmaterialart enthält. Ein Feuer an elektrischer Ausrüstung ist mit einem Trockenpulver-Feuerlöscher (blaues Etikett) zu löschen.
3. AKUSTISCHE WARNHINWEISE. Ein Förderer lässt sich mit einer Anzeigelampe und einem Alarm ausrüsten, der ausgelöst wird, nachdem eine metallische Verunreinigungssubstanz im Produkt erkannt wurde. Die maximale Lautstärke des Alarms hängt vom Typ ab und liegt im Bereich von 110 dB(A) bis 125 dB(A) bei 1 Meter Abstand.
QualitätssicherungBei der Auswahl eines Loma-Metallerkennungssystems haben Sie Ihre Absicht bekundet, die Qualität für Ihre Produkte sicherzustellen und dadurch Ihre Kunden zu schützen.
Es werden die folgenden Empfehlungen ausgesprochen:
1. Sobald Ihr Loma-Metallerkennungssystem installiert ist, sollten Sie mit Ihrem lokalen Loma-Kundendienst Kontakt aufnehmen, damit die Inbetriebnahme des Systems erfolgen kann.
2. Kontrollieren Sie die Arbeitsweise des Metalldetektors regelmäßig (einmal pro eine Stunde wird empfohlen). Bewahren Sie genaue Protokolle von diesen Tests und den verwendeten Metallproben zusammen mit den Produktdaten auf.
3. Wenn der Detektor den Test nicht besteht, sondern Sie das Produkt vom letzten Test aus und lassen Sie es erneut durch den Metalldetektor laufen, sobald die Ausrüstung einsatzbereit ist.
4. Sichern Sie sich technische Unterstützung für die Ausrüstung durch einen entsprechenden Wartungsvertrag. Diesbezügliche Details können Sie bei Ihrem lokalen Loma-Kundendienst erhalten.
5. Falls Sie eine BS EN 9000-Akkreditierung haben oder haben wollen, schreiben Sie einen Abschnitt in Ihr Betriebsvorschriften-Handbuch, das die Metallerkennungsverfahren abdeckt und lassen Sie jeden Detektor regelmäßig unter Ausstellung einer Bescheinigung kalibrieren.
6. Lassen Sie schließlich Ihr Bedienungs-, QS- und Wartungspersonal mindestens einmal im Jahr in Bezug auf die Benutzung der Ausrüstung schulen. Einzelheiten zu angebotenen Schulungen können Sie von Ihrem lokalen Loma-Kundendienst erhalten.
Informationen zu diesem HandbuchDieses Handbuch gibt komplette Anweisungen zum Einrichten und Betreiben der Loma IQ3 Metalldetektor-Modelle. Es besteht aus den folgenden Kapiteln:
Informationen zu den IQ³ Metalldetektor-ModellenDieses Kapitel enthält eine allgemeine Einleitung zu den IQ3 Metalldetektor-Modellen. Es beschreibt, wie sie betrieben werden und ihre typischen Anwendungen.
Benutzen des IQ3 MetalldetektorsDieses Kapitel enthält allgemeine Informationen über die Benutzung des IQ3 Metalldetektors, einschließlich einer einfachen Erläuterung der Arbeitsweisen.
Vorwort
vi
Einrichten eines neuen ProduktsDieses Kapitel enthält Schritt-für-Schritt-Anweisungen zum Einrichten eines neuen Produktcodes und zur Metalldetektor-Kalibrierung für dieses Produkt.
Anzeigen und Ausdrucken von BerichtenDieses Kapitel enthält Informationen über das Anzeigen und Drucken von Los-Ergebnissenund der Verunreinigungssubstanz- sowie Fehler- und Systemfehler-Berichte.
Einrichten des IQ3 MetalldetektorsDieses Kapitel erläutert, wie der Metalldetektor kalibriert wird sowie das Einrichten derParameter einschließlich der Nachführungsgrenzen, Uhrzeit und Daten und der Maschinen-ID.
Benutzen der Leistungsvalidierung (PV)Dieses Kapitel beschreibt die Vorteile des Verfahrens zur Leistungsvalidierung (PV) underläutert, wie der IQ3 Metalldetektor zur PV-Prüfung einzurichten ist.
Installieren des IQ3 MetalldetektorsDieses Kapitel enthält allgemeine Einbauanweisungen für jedes der IQ3 Metalldetektor-Modelle, zusammen mit allgemeinen Regeln zur Positionierung für den einwandfreien Betrieb.
InstandhaltungDieses Kapitel enthält ausführliche Wartungsvorschriften für den IQ3 Metalldetektor.
AnhängeIn den Anhängen befi nden sich Informationen über die speziellen Optionen, die in den Loma IQ3 Metalldetektoren enthalten sind.
KonventionenZur besseren Verständlichkeit werden in diesem Handbuch die folgenden typographischen Konventionen verwendet:
Stil Wird verwendet für
,
FETT
Verweis
Tasten, die Sie auf dem IQ³ Metalldetektor-Bedienungspult drücken.
Menünamen und Parameter, die auf der Metalldetektor-Anzeige erscheinen.
Einen Querverweis auf einen anderen Teil dieses Handbuchs oder ein anderes Handbuch.
Verpfl ichtungen auferlegt durch die Richtlinie EG 2002/96/EC (WEEE)
Die Anlage wird nicht als ein fertiges Produkt laut dem Artikel 2.1 der Richtlinie WEEE betrachtet, weil sie einen Bestandteil einer festen Installation bildet. Deshalb ist der Benutzer dieser Anlage verpfl ichtet, nach der Beendigung ihrer Lebensdauer eine sichere Entsorgung zu sicherstellen.
Vorwort
vii
Die Loma-Unternehmensgruppe
UK Vertrieb
Loma SystemsSouthwoodFarnboroughHampshireGU14 0NYUnited Kingdom
Tel.: 01252 893300Fax: 01252 513322E-Mail: [email protected]: http://www.loma.com
UK Vertrieb und Kundendienst CanadaUnit 43 Campus Road Vertrieb und Kundendienst
Bradford Loma SystemsWest Yorkshire Unit 11, 333 Wyecroft RoadBD7 1HR Ontario United Kingdom L6K 2H2 Canada
Tel.: +44 (0) 1274 378200 Tel.: 1-800-387-7987 / 905- 842-4581Fax: +44 (0) 1274 729716 Fax: 905-842-3460E-Mail: [email protected] E-Mail: [email protected] Web: http://www.loma.com
Benelux USA und South AmericaSales & Kundendienst Sales and Kundendienst
Loma Systems Loma SystemsPanovenweg 22 283 East Lies Road5708 HR Helmond Carol StreamNetherlands Illinois 60188, USA Tel: +31 (0) 492 573550 Tel.: 1-630-588-0900 / 1-800-USA-LomaFax: +31 (0) 492 573570 Fax: 1-630-588-1395E-Mail: [email protected] E-Mail: [email protected] Web: http://www.loma.com
Deutschland FrankreichKundendienst Kundendienst
Loma Systems Loma SystemsPanovenweg 22 Panovenweg 225708 HR Helmond 5708 HR HelmondNetherlands Netherlands
Tel: 0800 1824 176 Tel: 0800 917953Fax: +31 (0) 492 573570 Fax: +31 (0) 492 573570E-Mail: [email protected] E-Mail: [email protected]
Für Details zu anderen Loma-Büros und dem weltweiten Verteilernetz, besuchen Sie bittedie Loma-Website, www.loma.com, oder rufen eines der Vertriebsbüros an.
viii
EG-KONFORMITÄTSERKLÄRUNG / EINGLIEDERUNGHiermit erklären wir, dass die folgend genannte Anlage in eine andere Anlage eingegliedert wird. Sie darf jedoch nicht in Betrieb genommen werden, bis für die betreffende Anlage, in die diese Anlage einzugliedern ist, die Konformitätserklärung betreffend den Gesundheitsschutz und die Sicherheitsanforderungen im Einklang mit der Anlagenrichtlinie Nr. 98/37/EG nicht ausgestellt wird.
Hiermit erklären wir, dass die folgende Anlage im Einklang mit den grundlegenden gesundheitlichen und Sicherheitsforderungen der Maschinenrichtlinie 98/37/EC und den Forderungen des Schutzes laut den EMV-Richtlinien 89/336/EEC, 91/263/EEC und 92/31/EEC und der Richtlinie für in potenziell explosionsgefährdeten Umgebung benutzten Anlagen 94/9/EC steht.
Beschreibung der Maschine: Prüfanlage für die Analyse und Klassifi zierung
von Lebensmittel- und entsprechenden
Nichtlebensmittelprodukten durch zerstörungsfreie Mittel.
Maschinentyp: Standardised Conveyor and Metal Detector
Diese Maschinenanlage wurde projektiert und hergestellt im Einklang mit folgenden übertragenen und harmonisierten Europäischen Normen:
EN12100 Teil 1 und 2, Sicherheit von Maschinen - Grundbegriffe, Allgemeine GestaltungsleitsätzeEN294: 1992 Sicherheit von Maschinen – Sichere Abstände zur Verhinderung der Erreichung von Gefahrzonen durch GliedmaßeEN349: Sicherheit von Maschinen - Mindestabstände zur Vermeidung des Quetschens von KörperteilenEN418: 1992 Sicherheit von Maschinen – NOT-AUS-Einrichtung, Funktionseinrichtung – Designprinzipien EN 60204 Teil 1: 1998, Sicherheit von Maschinen - Elektrische Ausrüstung – Spezifi kation für allgemeine ForderungenEN61000-6-2: 2001, Norm der generischen Festigkeit – industrielle UmgebungEN61000-6-4: 2001, Norm der generischen Emission – industrielle Umgebung
Die technische Konstruktionsakte dieser Maschine wird auf dieser Adresse bewahrt:
Loma Systems, Southwood, Farnborough, Hampshire, GU14 0NY
England.
Unterschrift: Am: 03/08/07
Name: Mike Robinson. Position: Group Operations Director.
der die vom Hersteller oder Vertreter des Herstellers im Rahmen der EG genannte verantwortliche Person und bei der Gesellschaft angestellt ist.
Die Variante der strengen Applikation ist für die Umgebung IP69K bestimmt.
Vorwort
ix
Inhalt
Inhalt
Informationen
u den Metalldetektor -Modellen 1
Einleitung 2
Transportbandausführungen 3
Benutzen des Metalldetektors 7
Gute Gepfl ogenheiten 8
Erreichung der Ergebnisse 9
ISO9000 10
Bedienungspult 10
Auswählen eines Produkts 11
Einstellen der Empfi ndlichkeit/Schwelle 12
Benutzen der Menüs 12
Eingeben eines Tastencodes 13
Einrichten eines neuen Produkts 15
Einrichten eines Produkts 16Schellstart -handbuch 18
Anzeigen und Ausdrucken von
Berichten 21
Anzeigen der Los-Ergebnisse 22
Anzeigen der Protokolle überVerunreinigungssubstanzen,Lauf- und Systemfehler 24
Einrichten des Metalldetektors 27
Erkennung der Produkte 28
Manuelles Einstellen derKalibrierparameter 30
Frequenzeinstellung 30
Einstellen der Auslöseschwellen 31
Einrichtung des Schwellenwertes und Phaseneinstellung 31
Einstellung der Detektorkopfl eistung 32
Einstellen der Uhrzeit und desDatums 32
Einstellen der Maschinen-ID 33
Defi nieren von Tastencodes 33
Benutzen der Leistungswalidierung (PV) 35
Einleitung 36
Einrichten der PV-Prüfung 37
Ausführen eines Leistungsvalidierungs-Test (PV-Prüfung) 39
Installieren des Metalldetektors 41
Allgemeine Informationen 42
Transportbandausführungen 45
Anschließen der Druckluft-Versorgung 46
Anbringen von Köpfen an Förderern 49
Instandhaltung 55
Prüf- und Reinigungsverfahren 56
Anhänge 59
Anhang A — Reverse-Kalibrierung 60
Anhang B — Inbetriebnahem-handbuch 61
Anhang C — Produktsignal-Nachführungs-Menü 65
Anhang D — Betriebs-Menü 66
Anhang E — Auswurf-Optionen 67
Anhang F — Verdrahtungsplan fürexterne Sensoren 69
Endbenutzer-Lizenzvereinbarung 70
Index 71
x
Inhalt
Informationen u den Metalldetektor -Modellen
Dieses Kapitel gibt einen
allgemeinen Überblick über die
Produktpalette, die Arbeitsweise
der Modelle und stellt einige
Beispiele für typische Anwendungen
vor. Ferner beschreibt es die
Hauptleistungsmerkmale von
jedem einzelnen Modell der
Produktpalette.
2Metalldetektorinformationen
EinleitungUm die Anforderungen verschiedener Produkttypen erfüllen zu können, wird der IQ³ -Metalldetektor in mehreren verschiedenen Konfi gurationen geliefert. Diese Konfi gurationen teilen den gleichen Detektorkopf, unterscheiden sich jedoch in dem Förderer, der für de Durchgang des Produktes durch den Detektorkopf verwendet wird.
Die Unterschiede zwischen den einzelnen Ausführungen werden in den anschließenden Abschnitten dieses Kapitels beschrieben.
DetektorkopfDer Detektorkopf ist für die Verwendung in Systemen der Förderer mit durchlaufender Bewegung entworfen.
Der standardmäßige Detektorkopf ist für die Verwendung in der IP66 – Umgebung konstruiert.Die Variante der „harten“ Anwendung ist für die Umgebung IP69K bestimmt.
Es kann ein zweiter Suchkopf angebracht werden, wenn das Produkt sowohl in einer Nichtfolien- als auch in einer Folienverpackung vorliegt. Ein solcher Suchkopf wird als ein Eisen-in-Folien-Metalldetektor bezeichnet.
Die für die Aussuchung bestimmte Betätigungseinrichtung ist standardmäßig in dem Kopf selbst eingeschaltet. Die Betätigungseinrichtung ermöglicht die Einstellung und Kalibrierung des Systems mittels der über das Menu gesteuerten Benutzerschnittstelle. Eine Variante ist die Fernsteuerung der Benutzerschnittstelle.
Die Steuerungseinheit ist mit den folgenden Datenübertragungs-Software-Paketen kompatibel:• LomaNet (optionale Berichte/Protokolle und Leiterplatte für serielle Verbindung sind dafür
erforderlich).• LomaLink (optionale Berichte/Protokolle und Leiterplatte für serielle Verbindung sind dafür
erforderlich).• LomaEnet (serielle Schaltung & Ethernetbus notwendig)• Ethernet (serielle Schaltung & Ethernetbus notwendig)• Loma OPC (serielle Einschaltung und Ethernetbus benötigt)
Die Steuerungseinheit lässt sich mit einer Anzahl von externen Sensoren ausrüsten; dafür ist die optionale Sensor-Leiterplatte erforderlich.
Darüber hinaus kann die Steuerungseinheit an eine Anzahl von optischen Warnleuchten angeschlossen werden.
3Metalldetektorinformationen
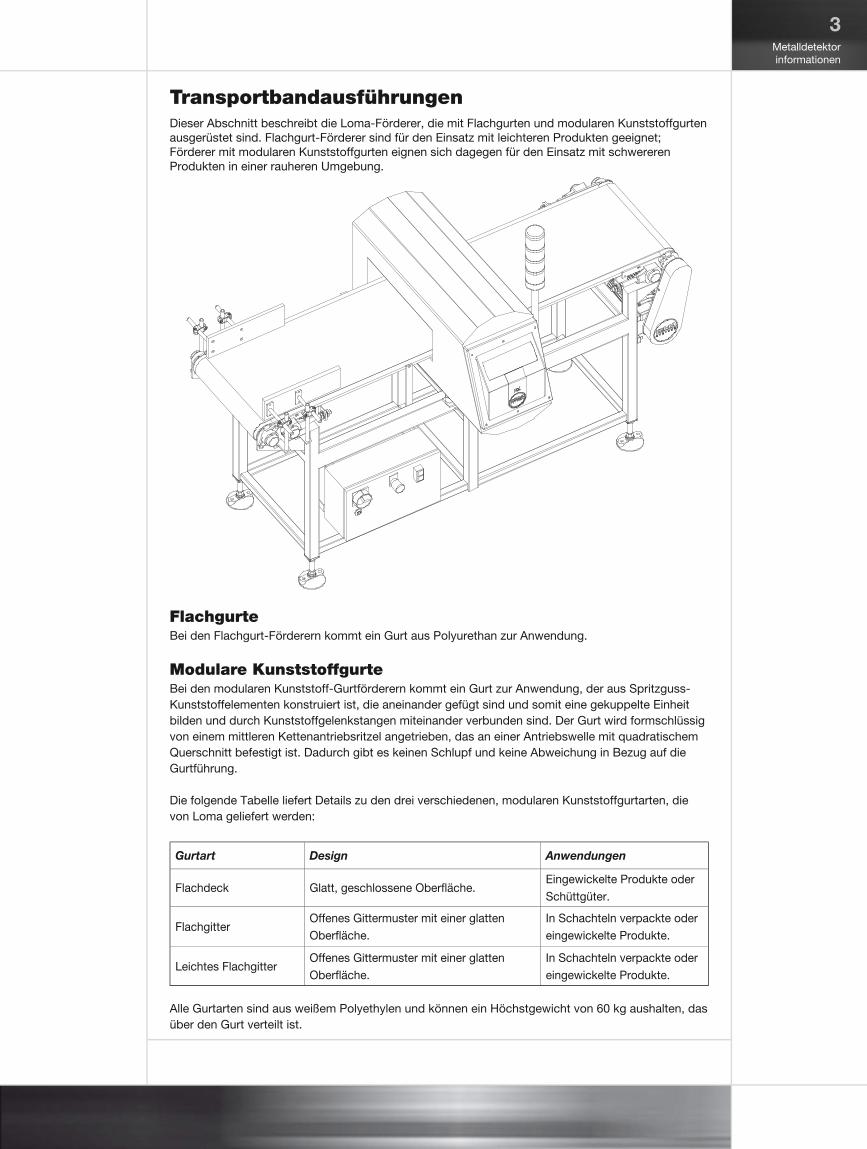
TransportbandausführungenDieser Abschnitt beschreibt die Loma-Förderer, die mit Flachgurten und modularen Kunststoffgurten ausgerüstet sind. Flachgurt-Förderer sind für den Einsatz mit leichteren Produkten geeignet; Förderer mit modularen Kunststoffgurten eignen sich dagegen für den Einsatz mit schwereren Produkten in einer rauheren Umgebung.
FlachgurteBei den Flachgurt-Förderern kommt ein Gurt aus Polyurethan zur Anwendung.
Modulare KunststoffgurteBei den modularen Kunststoff-Gurtförderern kommt ein Gurt zur Anwendung, der aus Spritzguss-Kunststoffelementen konstruiert ist, die aneinander gefügt sind und somit eine gekuppelte Einheit bilden und durch Kunststoffgelenkstangen miteinander verbunden sind. Der Gurt wird formschlüssig von einem mittleren Kettenantriebsritzel angetrieben, das an einer Antriebswelle mit quadratischem Querschnitt befestigt ist. Dadurch gibt es keinen Schlupf und keine Abweichung in Bezug auf die Gurtführung.
Die folgende Tabelle liefert Details zu den drei verschiedenen, modularen Kunststoffgurtarten, die von Loma geliefert werden:
Gurtart Design Anwendungen
Flachdeck Glatt, geschlossene Oberfl äche.Eingewickelte Produkte oder Schüttgüter.
FlachgitterOffenes Gittermuster mit einer glatten Oberfl äche.
In Schachteln verpackte oder eingewickelte Produkte.
Leichtes FlachgitterOffenes Gittermuster mit einer glatten Oberfl äche.
In Schachteln verpackte oder eingewickelte Produkte.
Alle Gurtarten sind aus weißem Polyethylen und können ein Höchstgewicht von 60 kg aushalten, das über den Gurt verteilt ist.
4Metalldetektorinformationen
AuswurfmechanismenDie Transportbänder können mit folgenden Auswerfertypen geliefert werden:• Stop-on-Detect (SOD)-Auswerfer• Luftstromauswerfer• Schubauswerfer• Einziehbarer Bandauswerfer (nur verfügbar für Flachgurt und leichten Flachgittergurt).
Alternativ kann ein Förderer ohne Auswerfer, aber mit einem „Signal“-Ausgang geliefert werden. Nachdem eine metallische Verunreinigungssubstanz im Produkt erkannt wurde, liefert die Steuerungseinheit nur ein Ausgangssignal. Dieser Förderer lässt sich in Verbindung mit der vom Kunden gewählten Ausrüstung verwenden.
Serienmäßig ist eine Auswurfabdeckung über dem Auslauf-Teilstück des Gurtes und dem Auswerfer angebracht. Diese Schutzvorrichtung soll verhindern, dass irgendein Körperteil in den Betätigungsbereich des Auswerfers gelangt. Der Stop-On-Detect-Auswerfer ist nicht mit einer Auswurfabdeckung versehen.
Für die Auswurfbehälter mit pneumatischen Auswurfmechanismen sind zwei Größen verfügbar – klein und groß. Die Größe des Behälters wird durch die Länge des Förderers und dem auszuwerfenden Produkt festgelegt. Der Auswurfbehälter ist serienmäßig mit einer Haube versehen.
Stop-On-Detect-Auswerfer
Der Stop-On-Detect-Auswerfer bringt den Förderer zum Anhalten und lässt einen akustischen Alarm ertönen, wenn ein eine Verunreinigungssubstanz erkannt wurde. Die maximale Lautstärke des Alarms liegt im Bereich von 110 bis 125 Dezibel (dB) bei 1 Meter Abstand, aber der Pegel lässt sich einstellen.
Nach der Entfernung des verunreinigten Produkts, muss der Förderer erneut durch manuelle Bedienung eingeschaltet werden.
Luftstromauswerfer
Der Luftstromauswerfer nutzt einen Hochdruckwindstoß von der Druckluft, um ein verunreinigtes Produkt vom Gurt in den Auswurfbehälter zu befördern.
Schubauswerfer
Der Schubauswerfer drückt das verunreinigte Produkt vom Gurt in den Auswurfbehälter.
Einziehbarer Bandauswerfer
Der einziehbare Bandauswerfer verwendet Druckluft, um den Wageneinzugsmechanismus zu betätigen. Das verunreinigte Produkt fällt durch einen Spalt im Gurt in den Auswurfbehälter, der auf der Unterseite des Transportbands angebracht ist.
Weitere SerienausstattungSchaltschrank
Die Stromversorgungen für den Förderer sind in dem Schaltschrank angeschlossen. Der Schrank wird normalerweise an der Vorderseite des Transportband-Rahmens montiert, eine Überkopfmontage ist aber auch möglich. Der Anschluss der Stromversorgungen erfolgt über den Isolationsschalter. Die internen Bauelemente können auf einer Leiterplatte oder auf speziellen Schienen (din rails) montiert sein, wenn eine SPS-Ausführung geliefert wird. Die Tür des Schaltschranks ist mit einem Isolationsschalter-Griff, sowie „Stopp“- und „Start“-Tasten und der „Notstopp“-Taste versehen.Der Isolationsschalter wird zum Trennen der elektrischen Leistung von der Maschine verwendet. Die „Start“-Taste dient zum Anlaufen des Fördereres und die „Stopp“-Taste dient zum Anhalten des Förderers.
Notstopp-Taste
Jeder Förderer ist mit einer „Notstopp“-Taste versehen. Diese Taste ist an der Schaltschranktür angebracht und ist rot. Bei einem Notfall wird der Förderer durch Drücken dieser Taste angehalten
5Metalldetektorinformationen
und die Luft von dem pneumatischen Betätigungselement des Auswerfers (falls vorhanden) abgelassen.
Luftdruckschalter
Falls der Förderer mit einem Schubauswerfer oder einem einziehbaren Bandauswerfer geliefert wird, ist dieses mit einem Luftdruckausfallschalter ausgerüstet. Der Schalter ist von Loma so eingestellt worden, dass er betätigt wird, wenn der Druck der Druckluftversorgung für den Auswerfer unter 2.8 bar (40psi) fällt. Dann hält der Förderer an.
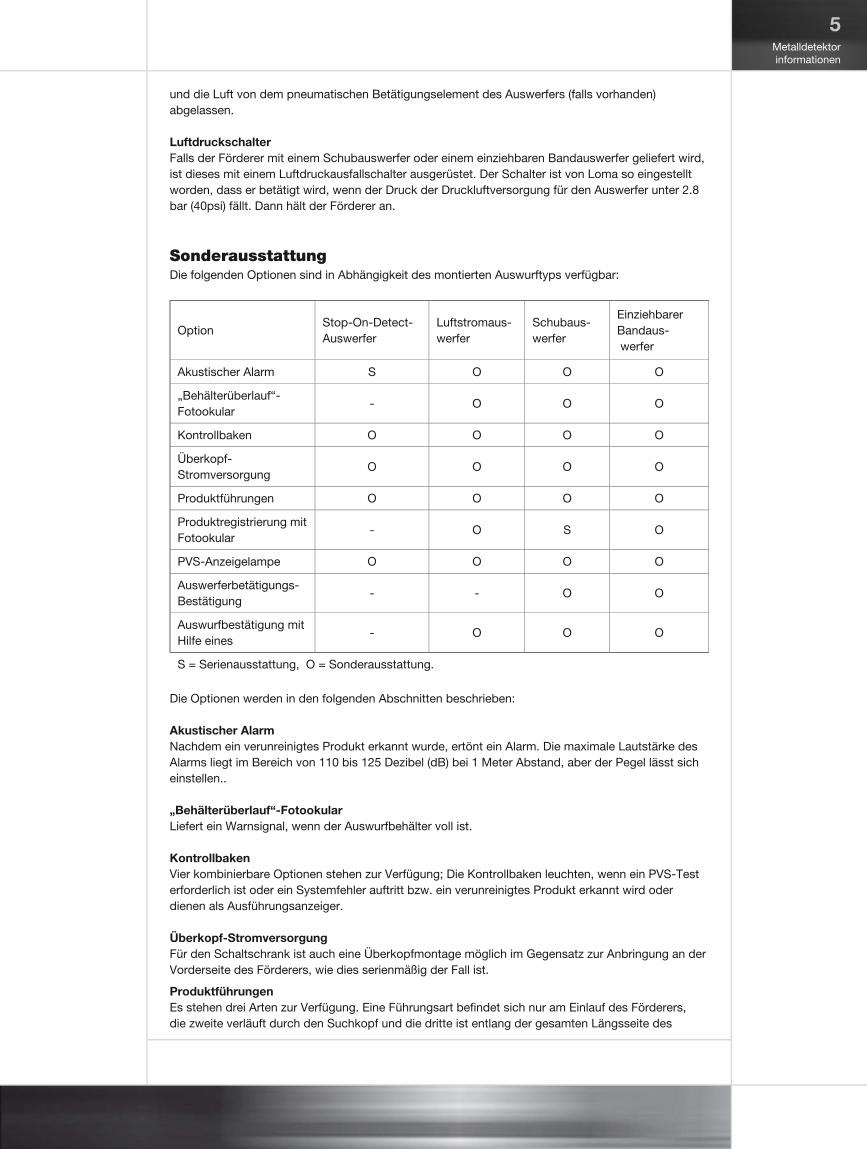
SonderausstattungDie folgenden Optionen sind in Abhängigkeit des montierten Auswurftyps verfügbar:
Option Stop-On-Detect-Auswerfer
Luftstromaus- werfer
Schubaus-werfer
EinziehbarerBandaus- werfer
Akustischer Alarm S O O O
„Behälterüberlauf“-Fotookular
- O O O
Kontrollbaken O O O O
Überkopf-Stromversorgung
O O O O
Produktführungen O O O O
Produktregistrierung mit Fotookular
- O S O
PVS-Anzeigelampe O O O O
Auswerferbetätigungs-Bestätigung
- - O O
Auswurfbestätigung mit Hilfe eines
- O O O
S = Serienausstattung, O = Sonderausstattung.
Die Optionen werden in den folgenden Abschnitten beschrieben:
Akustischer Alarm
Nachdem ein verunreinigtes Produkt erkannt wurde, ertönt ein Alarm. Die maximale Lautstärke des Alarms liegt im Bereich von 110 bis 125 Dezibel (dB) bei 1 Meter Abstand, aber der Pegel lässt sich einstellen..
„Behälterüberlauf“-Fotookular
Liefert ein Warnsignal, wenn der Auswurfbehälter voll ist.
Kontrollbaken
Vier kombinierbare Optionen stehen zur Verfügung; Die Kontrollbaken leuchten, wenn ein PVS-Test erforderlich ist oder ein Systemfehler auftritt bzw. ein verunreinigtes Produkt erkannt wird oder dienen als Ausführungsanzeiger.
Überkopf-Stromversorgung
Für den Schaltschrank ist auch eine Überkopfmontage möglich im Gegensatz zur Anbringung an der Vorderseite des Förderers, wie dies serienmäßig der Fall ist.
Produktführungen
Es stehen drei Arten zur Verfügung. Eine Führungsart befi ndet sich nur am Einlauf des Förderers, die zweite verläuft durch den Suchkopf und die dritte ist entlang der gesamten Längsseite des
6Metalldetektorinformationen
Transportbands angebracht. Die Führungen lassen sich einfach einstellen, damit eine Anpassung an die Breite des jeweiligen, spezifi schen Produkts erfolgen kann.
Produktregistrierung mit Fotookular
Ein Fotookular registriert die Position der Produkte auf dem Förderer.
PVS-Anzeigelampe
Diese leuchtet, wenn ein vorprogrammierter Systemtest zur Leistungsvalidierung erforderlich ist. Normalerweise ist ihre Farbe blau, aber sie kann weiß sein, falls das System zwei Suchköpfe verwendet.
Auswerferbetätigungs-Bestätigung
Nachdem ein verunreinigtes Produkt erkannt wurde und durch das Auswurf-Solenoid keine Auslösung erfolgt ist, bringt diese Bestätigung den Förderer zum Anhalten.
Auswurfbestätigung mit Hilfe des Fotookulars
Die Auswurfbestätigung durch das Fotookular über die Auswurf-Sammelvorrichtung dient als Beleg, das eine Packung ausgeworfen wurde.
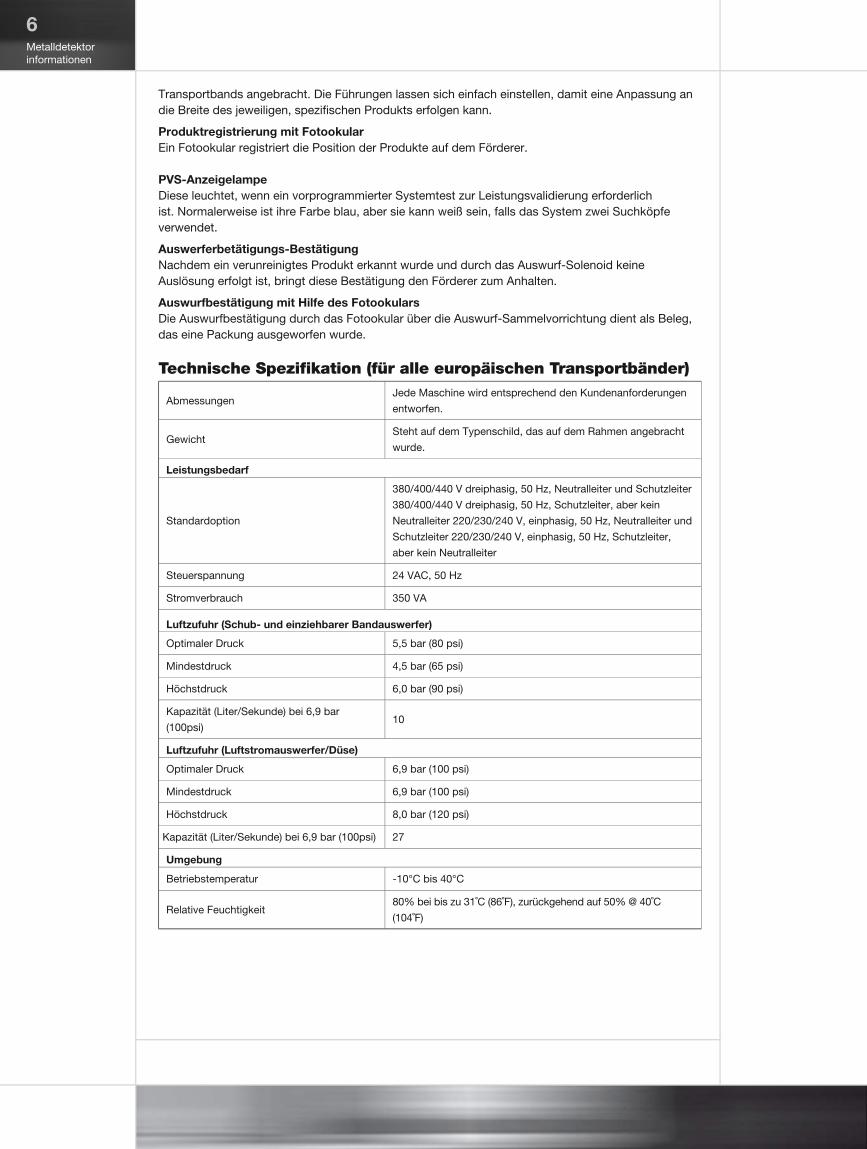
Technische Spezifi kation (für alle europäischen Transportbänder)
Abmessungen Jede Maschine wird entsprechend den Kundenanforderungen
entworfen.
Gewicht Steht auf dem Typenschild, das auf dem Rahmen angebracht
wurde.
Leistungsbedarf
Standardoption
380/400/440 V dreiphasig, 50 Hz, Neutralleiter und Schutzleiter
380/400/440 V dreiphasig, 50 Hz, Schutzleiter, aber kein
Neutralleiter 220/230/240 V, einphasig, 50 Hz, Neutralleiter und
Schutzleiter 220/230/240 V, einphasig, 50 Hz, Schutzleiter,
aber kein Neutralleiter
Steuerspannung 24 VAC, 50 Hz
Stromverbrauch 350 VA
Luftzufuhr (Schub- und einziehbarer Bandauswerfer)
Optimaler Druck 5,5 bar (80 psi)
Mindestdruck 4,5 bar (65 psi)
Höchstdruck 6,0 bar (90 psi)
Kapazität (Liter/Sekunde) bei 6,9 bar
(100psi)10
Luftzufuhr (Luftstromauswerfer/Düse)
Optimaler Druck 6,9 bar (100 psi)
Mindestdruck 6,9 bar (100 psi)
Höchstdruck 8,0 bar (120 psi)
Kapazität (Liter/Sekunde) bei 6,9 bar (100psi) 27
Umgebung
Betriebstemperatur -10°C bis 40°C
Relative Feuchtigkeit 80% bei bis zu 31˚C (86˚F), zurückgehend auf 50% @ 40˚C
(104˚F)
Benutzen des Metalldetektors
Dieses Kapitel enthält allgemeine
Informationen über die Benutzung
des Metalldetektors, einschließlich
einer einfachen Erläuterung von
dessen Arbeitsweise.
Es beschreibt auch die allgemeinen
Verfahren zur Tastencode-Eingabe,
Menü-Umschaltung, Parameter-
und Empfi ndlichkeitseinstellung.
8Benutzen desMetalldetektors
Gute Gepfl ogenheitenDie folgenden Verfahren sind empfehlenswert, um ein effektives Metallinspektionssystem sicherzustellen bzw. aufrechtzuerhalten. Es gibt drei wesentliche Komponenten zur effektiven Benutzung des IQ3 Metalldetektors:• Bestimmung einer guten Erkennbarkeit des Produktes.• Feststellen der Detektorempfi ndlichkeiten• Reguläre Empfi ndlichkeitsprüfung in der Taktstraße• Effektive Handhabung der schlechten Produkte.
Festlegung der Detektorempfi ndlichkeitSobald die Kalibrierung des Metalldetektors mit Hilfe des Produkts durchgeführt wurde, ist wichtig festzulegen, was für eine Größe eines fremden Gegenstandes der Detektor feststellen kann.Die Metalldetektoren werden üblicherweise mit einer Reihe von metallischen Testmustern geliefert. Es existieren drei Typen dieser Muster: eiserne (Chromstahl), nichteiserne (Messing) und Muster aus rostfreiem Stahl. Der rostfreie Stahl ist deshalb einbezogen, weil seine Empfi ndlichkeit im Allgemeinen schwacher als bei anderen nichteisernen fremden Gegenständen auf Grund der relativen Leitfähigkeit des Materials ist. Die Testmuster werden im Bereich der Größen in Abhängigkeit auf dem konkret benutzten Gerät geliefert.Beim passiven und spezifi schen Regime kann die Empfi ndlichkeit durch die Positionierung des Testmusters zu der vorderen und hinteren Kannte des repräsentativen Produktmusters und dem Durchgang des Produkts durch den Detektor gemessen werden. Die Testmuster sollten in so einer Höhe positioniert werden, damit sie am nahesten der Mitte der Öffnung durchgehen. Die Testmuster werden an di vordere und hintere Kannte des Produkts positioniert, damit so die richtige Ausselektierung des Produkts sichergestellt wird. Dies ist besonders wichtig bei Metalldetektoren ohne Fotozellensystem, da die Dauer nach der Ausselektierung wird durch die Lage des fremden Gegenstands in Abhängigkeit zum Produkt gegeben.Bei leitfähigen Produkten kann das durch einen fremden Metallgegenstand generierte Signal mit dem eigenen Produkt bedeckt werden. Deswegen ist es wichtig, das Produkt mit den nicht nur auf der vorderen und hinteren Kante, sondern auch in der Mitte des Produktes angebrachten Prüfkörpern zu prüfen.
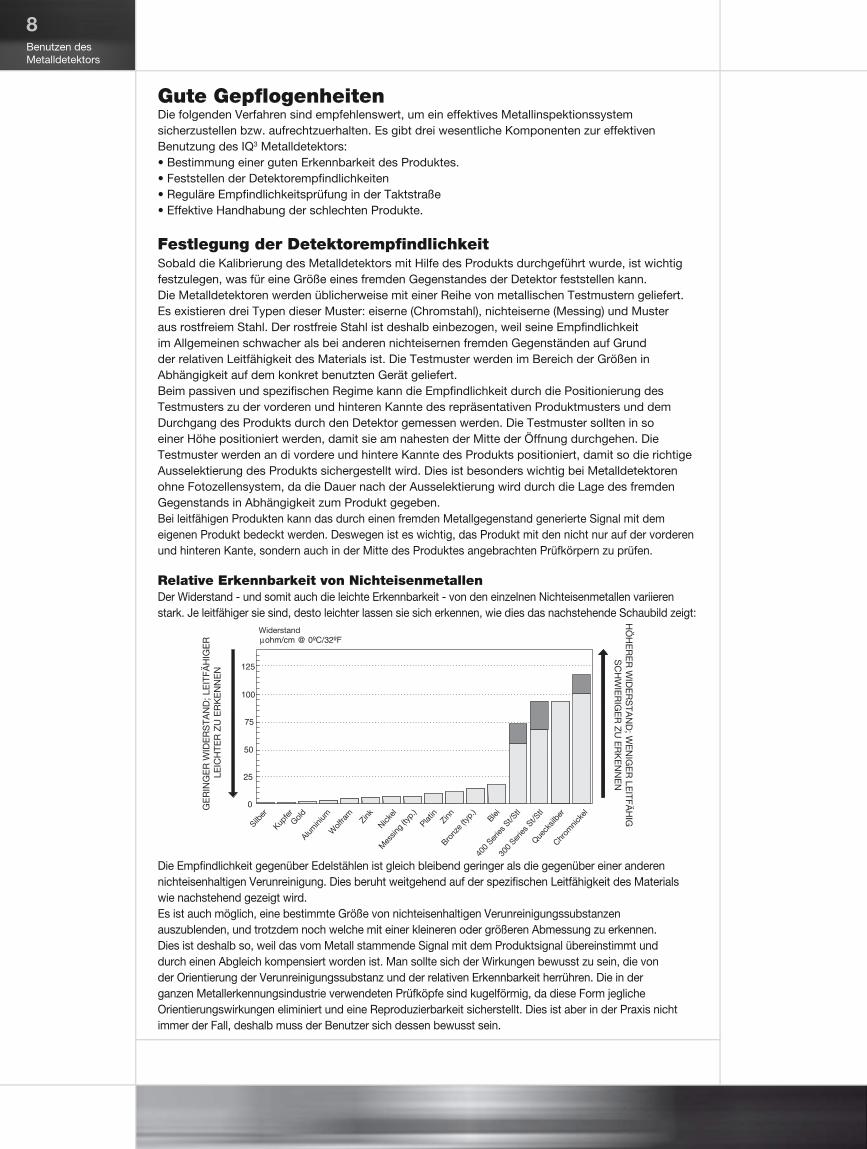
Relative Erkennbarkeit von NichteisenmetallenDer Widerstand - und somit auch die leichte Erkennbarkeit - von den einzelnen Nichteisenmetallen variieren stark. Je leitfähiger sie sind, desto leichter lassen sie sich erkennen, wie dies das nachstehende Schaubild zeigt:
Widerstand
GE
RIN
GE
R W
IDE
RS
TAN
D; L
EIT
FÄH
IGE
R
LEIC
HTE
R Z
U E
RK
EN
NE
N
HÖ
HE
RE
R W
IDE
RS
TAN
D; W
EN
IGE
R LE
ITFÄH
IGS
CH
WIE
RIG
ER
ZU
ER
KE
NN
EN
Silber
Kupfe
rGold
Alumini
umW
olfra
m
Zink
Nickel
Mes
sing
(typ.
)Plat
inZi
nnBro
nze
(typ.
)
Blei
400
Series
St/S
tl
300
Series
St/S
tlQue
cksil
ber
Chrom
nicke
l
Die Empfi ndlichkeit gegenüber Edelstählen ist gleich bleibend geringer als die gegenüber einer anderen nichteisenhaltigen Verunreinigung. Dies beruht weitgehend auf der spezifi schen Leitfähigkeit des Materials wie nachstehend gezeigt wird.Es ist auch möglich, eine bestimmte Größe von nichteisenhaltigen Verunreinigungssubstanzen auszublenden, und trotzdem noch welche mit einer kleineren oder größeren Abmessung zu erkennen. Dies ist deshalb so, weil das vom Metall stammende Signal mit dem Produktsignal übereinstimmt und durch einen Abgleich kompensiert worden ist. Man sollte sich der Wirkungen bewusst zu sein, die von der Orientierung der Verunreinigungssubstanz und der relativen Erkennbarkeit herrühren. Die in der ganzen Metallerkennungsindustrie verwendeten Prüfköpfe sind kugelförmig, da diese Form jegliche Orientierungswirkungen eliminiert und eine Reproduzierbarkeit sicherstellt. Dies ist aber in der Praxis nicht immer der Fall, deshalb muss der Benutzer sich dessen bewusst sein.
9Benutzen des
Metalldetektors
Regelmäßige Empfi ndlichkeitsprüfung in der TaktstraßeEs ist wichtig, dass regelmäßige und genaue Empfi ndlichkeitsprüfungen am Metalldetektor stattfi nden, wobei die gleichen Techniken wie bei der Anfangsempfi ndlichkeitsprüfung zu benutzen sind. Dazu sollten Tests gehören, die die Wirksamkeit der Auswurfsysteme sicherstellen.
Die regelmäßigen Prüfungen sollten unter Anwendung der gleichen Methoden, die auch für die Anfangsempfi ndlichkeitsprüfung benutzen wurden, durchgeführt werden. Dazu sollte auch die Überprüfung der Wirksamkeit der Auswurfsysteme und der ggf. vorhandenen Auswurfbestätigungssysteme gehören.
Die vom System erstellten Aufzeichnungen sollten an einem sicheren und leicht wiederauffi ndbaren Ort verwaltet werden, wobei sich der Aufbewahrungszeitraum nach Ihrem speziellen Qualitätssicherungssystem richtet. Als Faktoren für die Ermittlung einer passenden Aufbewahrungsfrist können herangezogen werden:
• Die erwartete Lebensdauer für Ihr Produkt bei einer normalen Verwendung durch den Kunden• Jede gesetzliche Zeitdauer, innerhalb der eine Behörde mit Vollstreckungsgewalt gerichtliche Verfahren
nach der Mitteilung einer Beschwerde einleiten muss.
Handhabung schlechter ProdukteAls Auswurfsammelvorrichtung wird meist ein Auswurfbehälter verwendet, damit verhindert wird, dass verunreinigte Produkte nicht mit einwandfreien Produkten durcheinander gebracht werden. Jedes ausgeworfene Produkt sollte zur späteren Prüfung ausgesondert werden. Niemals den Behälter überlaufen lassen.
Es ist ratsam, jedes ausgeworfene Produkt auf irgendeine Verunreinigung hin zu untersuchen. Die gewonnene Information kann zur Einführung von Präventivmaßnahmen benutzt werden, was somit zur Verbesserung der Produktqualität beiträgt. Ein Anhäufung von Verunreinigungssubstanzen kann ein Hinweis auf eine Maschinenzerstörung liefern und die Identifi kation kann die dafür verantwortliche Fehlerquelle lokalisieren und zu einer effektiven Instandhaltung führen.
Der IQ3 Metalldetektor lässt sich auch bei der Prüfung von verunreinigten Produkten sinnvoll einsetzen. Beispielsweise können Sie die Produktausrichtung ändern und das Produkt erneut durch den Metalldetektor laufen lassen, um seine Position zu identifi zieren. Alternativ können Sie das Produkt in eine Anzahl von kleineren Proben unterteilen und dann den Metalldetektor benutzen, um zu herauszufi nden, welche Probe die Verunreinigungssubstanz enthält.
Erreichung der ErgebnisseVor der Verwendung des Metalldetektors bei einem neuen Produkt ist es wichtig, den Detektor mit dem gegebenen Produkt zu kalibrieren und diesen so auf die höchstmögliche Empfi ndlichkeit einzustellen.Der Metalldetektor führ die Detektion entweder aufgrund des aus dem Produkt herausgehenden Signals durch oder - falls das Signal nicht ausreichend ist - verwendet er die Referenzerkennungseinstellung. Solches Referenzsignal wird zwecks der Maximalisierung der Empfi ndlichkeit des Metalldetektors gewählt und wird dann immer bevorzugt. Wo das Produkt jedoch ein Signal im Detektor generiert, das als der Produkteinfl uss bezeichnet wird, muss der Detektor statt dessen dieses Signal erkennen (sonst wäre ein mangelfreies Produkt fehlerhaft abgelehnt).Wird kein Signal aus dem Produkt festgestellt, ist es deswegen, dass das Produkt natürlich nicht leitungsfähig ist; meist handelt es sich um trockene Produkte (mit niedrigem Wassergehalt), wie z.B. Tee oder Kaffee. Eingefrorene Produkte sind ebenfalls trocken, denn im eingefrorenen Zustand sie nicht leistungsfähig sind. Bei der Detektierung des Produktes erkennt der Detektor automatisch, ob der Passivmodus gestartet werden kann (die Referenzerkennungseinstellung verwenden); dazu kann es auch unfreiwillig kommen, und zwar durch die Auswahl von „DRY YES“ aus „Product Menu“.
FrequenzauswahlDieser Metalldetektor kann bei einer der siebzig verschiedenen gewählten Frequenzen funktionieren. Die Frequenz wird so gewählt, um allen Produkten zu entsprechen. Generell – trockene Produkte werden bei hohen Frequenzen und mehr leitungsfähige Produkte bei niedrigen Frequenzen detektiert.Da nur der meist erfahrene Benutzer fähig ist, die optimale Frequenz auszuwählen, erfolgt das Prozess der Produkterkennung automatisch durch die Anlage selbst und es wird die meist optimale Frequenz ausgewählt. Um der Anlage zu ermöglichen, die Wahl durchzuführen, lassen Sie einfach die Einstellung der Autofrequenz (Autofrequency) in Set-up Learn menu auf YES eingestellt.Werden mehrere Detektore nahe voneinander verwendet, müssen sich deren Frequenzen unterscheiden. Dies kann mit den Frequenzbändern selbst erreicht werden, die im Rahmen der Inbetriebnahme der Anlage eingestellt werden – siehe das Kapitel Installation des Metalldetektors.
10Benutzen desMetalldetektors
ISO9000Nachstehend werden noch Ratschläge für Bereiche erteilt, die wahrscheinlich relevant sind.
KalibrierbescheinigungenDiese Kalibrierart beschränkt sich auf die Überprüfung der Metalldetektor-Elektronik, im Vergleich mit der ursprünglichen Spezifi kation, einschließlich der Ausführung von ggf. erforderlichen Einstellungen oder Reparaturen. Sie wird normalerweise vom Hersteller anhand einer schriftlichen Spezifi kation und unter Verwendung von Ausrüstung durchgeführt, die auf nationalen und internationalen Standards basiert. Es wird dann für diese spezielle Ausrüstung eine Kalibrierbescheinigung ausgestellt. Loma empfi ehlt, dass diese Kalibrierung mindestens einmal im Jahr erfolgen sollte.
ProdukterkennungDiesen Typ der Einstellung nimmt der Benutzer vor. Es handelt sich um den Durchgang des Produktes durch den Metalldetektor nach den Anforderungen des einschlägigen Kalibrierungssystems. Dieses Verfahren optimalisiert die Leistung des Metalldetektors und die Detektion der Metallverseuchungsstoffe.
MetallprobemusterEs ist empfehlenswert, sämtliche Empfi ndlichkeitsprüfungen mittels der Probemuster durchzuführen, die die zertifi zierten und nationalen und internationalen Normen entsprechenden Metallkugeln verwenden. Auf Ersuchen ist die Gesellschaft Loma fähig, eine breite Skala der Probemuster in verschiedenen Größen zu liefern. Sondermuster können dann laut Bestellung hergestellt werden.
Arbeitsanweisungen, Schulungen und UnterlagenaufbewahrungEs wird empfohlen, dass die Empfi ndlichkeitsprüfungen in der Taktstraße durch schriftliche Anweisungen abgedeckt sind und somit für Bediener jederzeit einen klaren und konsistenten Ansatz gewährleisten und ferner die Hilfsmittel bereitstellen, damit Sie Ihre Methoden gegenüber jeder eventuell anfragenden Prüfstelle begründen können. Es wird weiterhin empfohlen, dass das gesamte Personal, das die Prüfung leiten darf, dafür angemessen geschult ist und die Unterlagen aufbewahrt werden, um diese Schulung zu belegen. Genaue, leicht wiederauffi ndbare Aufzeichnungen sollten für eine festgelegte Dauer an einem sicheren Ort aufbewahrt werden.
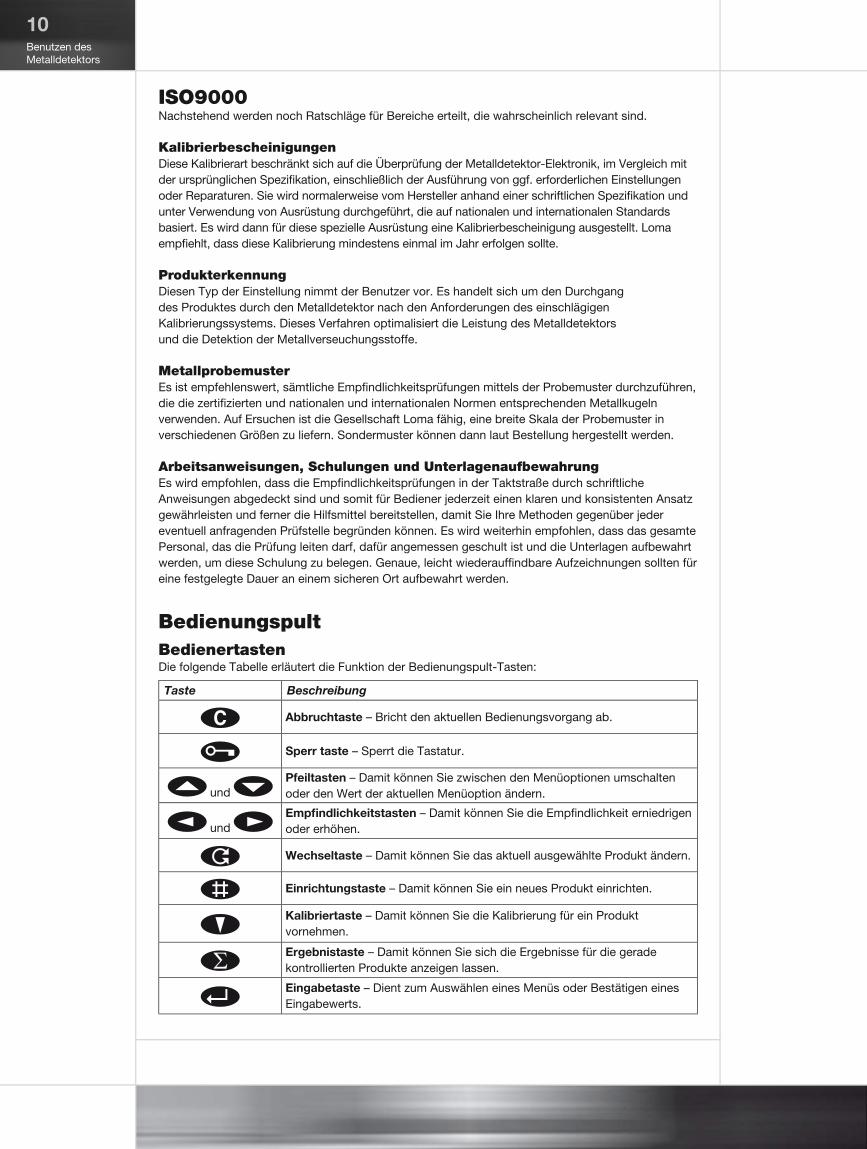
BedienungspultBedienertastenDie folgende Tabelle erläutert die Funktion der Bedienungspult-Tasten:
Taste Beschreibung
Abbruchtaste – Bricht den aktuellen Bedienungsvorgang ab.
Sperr taste – Sperrt die Tastatur.
und Pfeiltasten – Damit können Sie zwischen den Menüoptionen umschalten oder den Wert der aktuellen Menüoption ändern.
und Empfi ndlichkeitstasten – Damit können Sie die Empfi ndlichkeit erniedrigen oder erhöhen.
Wechseltaste – Damit können Sie das aktuell ausgewählte Produkt ändern.
Einrichtungstaste – Damit können Sie ein neues Produkt einrichten.
Kalibriertaste – Damit können Sie die Kalibrierung für ein Produkt vornehmen.
Ergebnistaste – Damit können Sie sich die Ergebnisse für die gerade kontrollierten Produkte anzeigen lassen.
Eingabetaste – Dient zum Auswählen eines Menüs oder Bestätigen eines Eingabewerts.
11Benutzen des
Metalldetektors
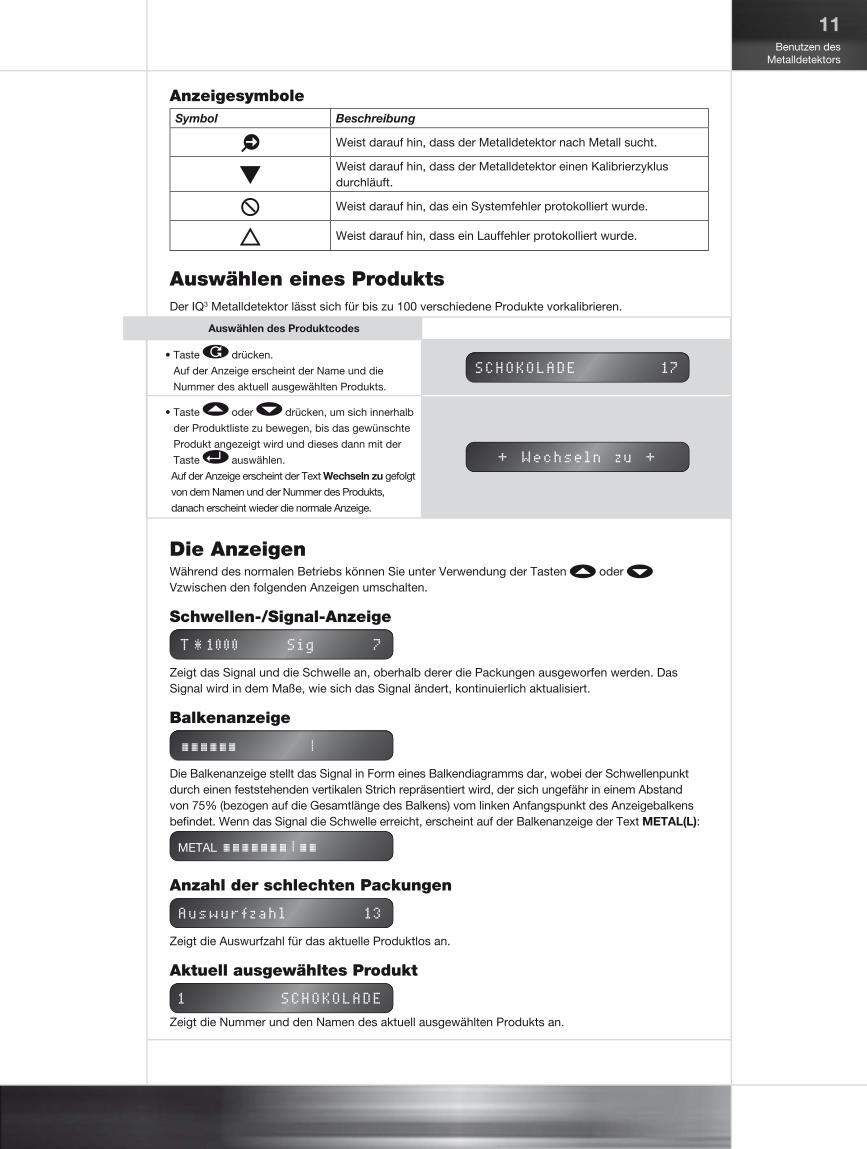
AnzeigesymboleSymbol Beschreibung
Weist darauf hin, dass der Metalldetektor nach Metall sucht.
Weist darauf hin, dass der Metalldetektor einen Kalibrierzyklus durchläuft.
Weist darauf hin, das ein Systemfehler protokolliert wurde.
Weist darauf hin, dass ein Lauffehler protokolliert wurde.
Auswählen eines ProduktsDer IQ3 Metalldetektor lässt sich für bis zu 100 verschiedene Produkte vorkalibrieren.
Auswählen des Produktcodes
• Taste drücken.
Auf der Anzeige erscheint der Name und die
Nummer des aktuell ausgewählten Produkts.
• Taste oder drücken, um sich innerhalb
der Produktliste zu bewegen, bis das gewünschte
Produkt angezeigt wird und dieses dann mit der
Taste auswählen.
Auf der Anzeige erscheint der Text Wechseln zu gefolgt
von dem Namen und der Nummer des Produkts,
danach erscheint wieder die normale Anzeige.
Die AnzeigenWährend des normalen Betriebs können Sie unter Verwendung der Tasten oder Vzwischen den folgenden Anzeigen umschalten.
Schwellen-/Signal-Anzeige
Zeigt das Signal und die Schwelle an, oberhalb derer die Packungen ausgeworfen werden. Das Signal wird in dem Maße, wie sich das Signal ändert, kontinuierlich aktualisiert.
Balkenanzeige
Die Balkenanzeige stellt das Signal in Form eines Balkendiagramms dar, wobei der Schwellenpunkt durch einen feststehenden vertikalen Strich repräsentiert wird, der sich ungefähr in einem Abstand von 75% (bezogen auf die Gesamtlänge des Balkens) vom linken Anfangspunkt des Anzeigebalkens befi ndet. Wenn das Signal die Schwelle erreicht, erscheint auf der Balkenanzeige der Text METAL(L):
Anzahl der schlechten Packungen
Zeigt die Auswurfzahl für das aktuelle Produktlos an.
Aktuell ausgewähltes Produkt
Zeigt die Nummer und den Namen des aktuell ausgewählten Produkts an.
12Benutzen desMetalldetektors
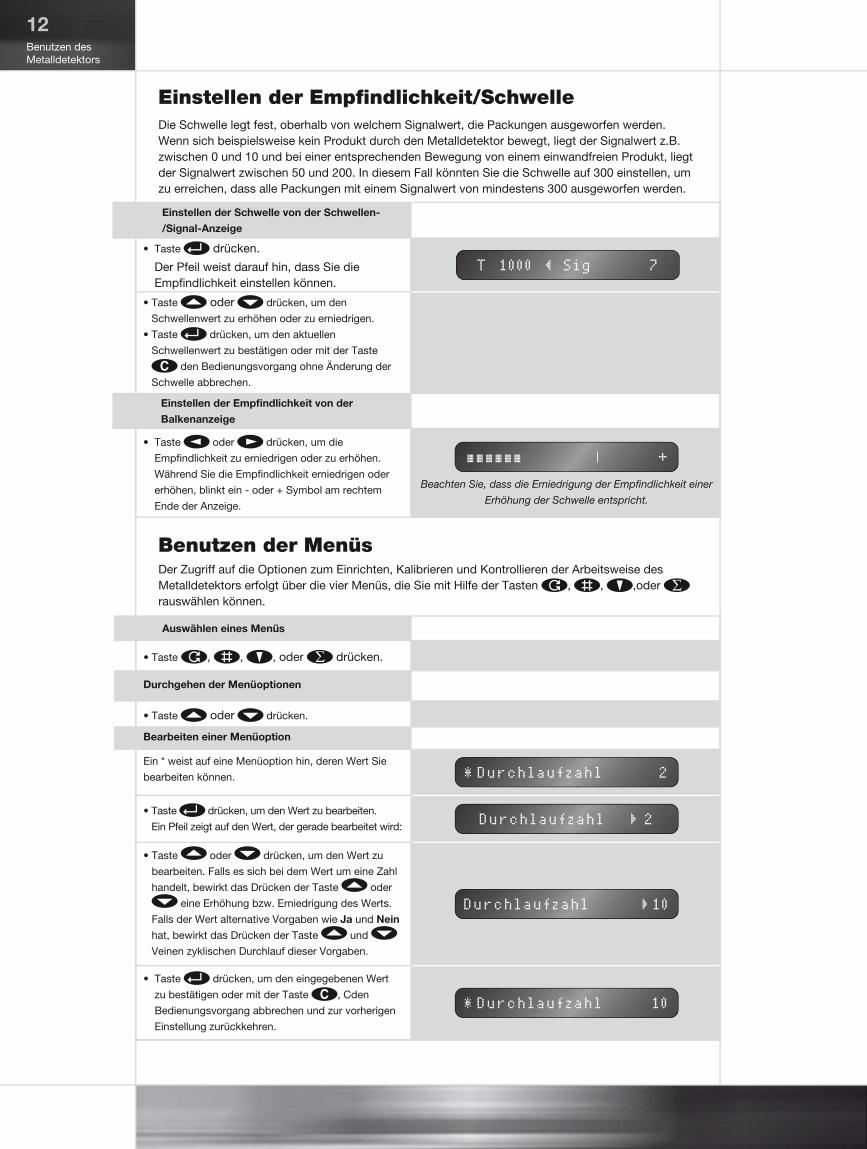
Einstellen der Empfi ndlichkeit/SchwelleDie Schwelle legt fest, oberhalb von welchem Signalwert, die Packungen ausgeworfen werden. Wenn sich beispielsweise kein Produkt durch den Metalldetektor bewegt, liegt der Signalwert z.B. zwischen 0 und 10 und bei einer entsprechenden Bewegung von einem einwandfreien Produkt, liegt der Signalwert zwischen 50 und 200. In diesem Fall könnten Sie die Schwelle auf 300 einstellen, um zu erreichen, dass alle Packungen mit einem Signalwert von mindestens 300 ausgeworfen werden.
Benutzen der MenüsDer Zugriff auf die Optionen zum Einrichten, Kalibrieren und Kontrollieren der Arbeitsweise des Metalldetektors erfolgt über die vier Menüs, die Sie mit Hilfe der Tasten , , ,oder rauswählen können.
Einstellen der Schwelle von der Schwellen-
/Signal-Anzeige
• Taste drücken.
Der Pfeil weist darauf hin, dass Sie die Empfi ndlichkeit einstellen können.
• Taste oder drücken, um den
Schwellenwert zu erhöhen oder zu erniedrigen.
• Taste drücken, um den aktuellen
Schwellenwert zu bestätigen oder mit der Taste
den Bedienungsvorgang ohne Änderung der
Schwelle abbrechen.
Einstellen der Empfi ndlichkeit von der
Balkenanzeige
• Taste oder drücken, um die
Empfi ndlichkeit zu erniedrigen oder zu erhöhen.
Während Sie die Empfi ndlichkeit erniedrigen oder
erhöhen, blinkt ein - oder + Symbol am rechtem
Ende der Anzeige.
Beachten Sie, dass die Erniedrigung der Empfi ndlichkeit einer
Erhöhung der Schwelle entspricht.
Auswählen eines Menüs
• Taste , , , oder drücken.
Durchgehen der Menüoptionen
• Taste oder drücken.
Bearbeiten einer Menüoption
Ein * weist auf eine Menüoption hin, deren Wert Sie
bearbeiten können.
• Taste drücken, um den Wert zu bearbeiten.
Ein Pfeil zeigt auf den Wert, der gerade bearbeitet wird:
• Taste oder drücken, um den Wert zu
bearbeiten. Falls es sich bei dem Wert um eine Zahl
handelt, bewirkt das Drücken der Taste oder
eine Erhöhung bzw. Erniedrigung des Werts.
Falls der Wert alternative Vorgaben wie Ja und Nein
hat, bewirkt das Drücken der Taste und
Veinen zyklischen Durchlauf dieser Vorgaben.
• Taste drücken, um den eingegebenen Wert
zu bestätigen oder mit der Taste , Cden
Bedienungsvorgang abbrechen und zur vorherigen
Einstellung zurückkehren.
13Benutzen des
Metalldetektors
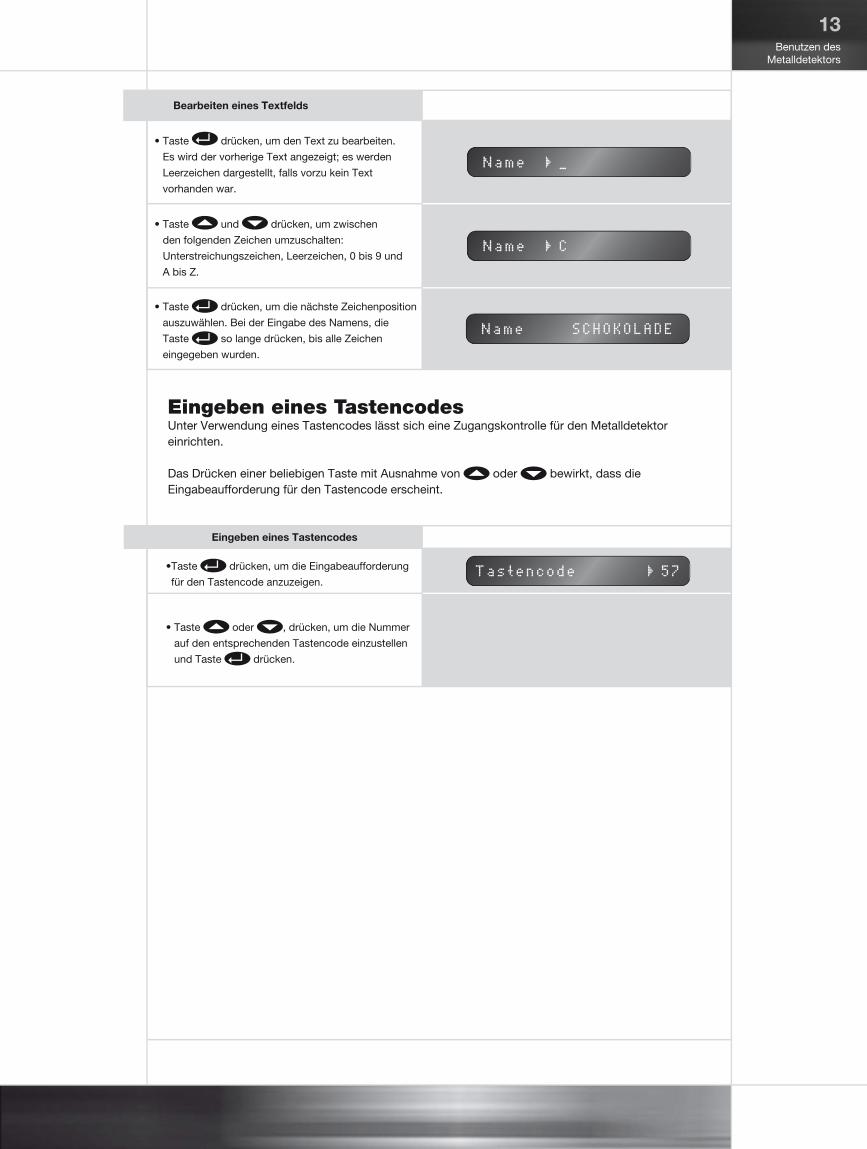
Eingeben eines TastencodesUnter Verwendung eines Tastencodes lässt sich eine Zugangskontrolle für den Metalldetektor einrichten.
Das Drücken einer beliebigen Taste mit Ausnahme von oder bewirkt, dass die Eingabeaufforderung für den Tastencode erscheint.
Bearbeiten eines Textfelds
• Taste drücken, um den Text zu bearbeiten.
Es wird der vorherige Text angezeigt; es werden
Leerzeichen dargestellt, falls vorzu kein Text
vorhanden war.
• Taste und drücken, um zwischen
den folgenden Zeichen umzuschalten:
Unterstreichungszeichen, Leerzeichen, 0 bis 9 und
A bis Z.
• Taste drücken, um die nächste Zeichenposition
auszuwählen. Bei der Eingabe des Namens, die
Taste so lange drücken, bis alle Zeichen
eingegeben wurden.
Eingeben eines Tastencodes
• Taste drücken, um die Eingabeaufforderung
für den Tastencode anzuzeigen.
• Taste oder , drücken, um die Nummer
auf den entsprechenden Tastencode einzustellen
und Taste drücken.
14Benutzen desMetalldetektors
Einrichten eines neuen Produkts
Dieses Kapitel erläutert, wie Sie
einen neuen Produktcode erstellen
und den Metalldetektor für dieses
Produkt kalibrieren.
Die Schnellstartanleitung
ist ebenfalls enthalten. Eine
herausnehmbare laminierte Kopie
davon fi nden Sie am Ende des
Benutzerhandbuchs.
16Einrichten einesneuen Produkts
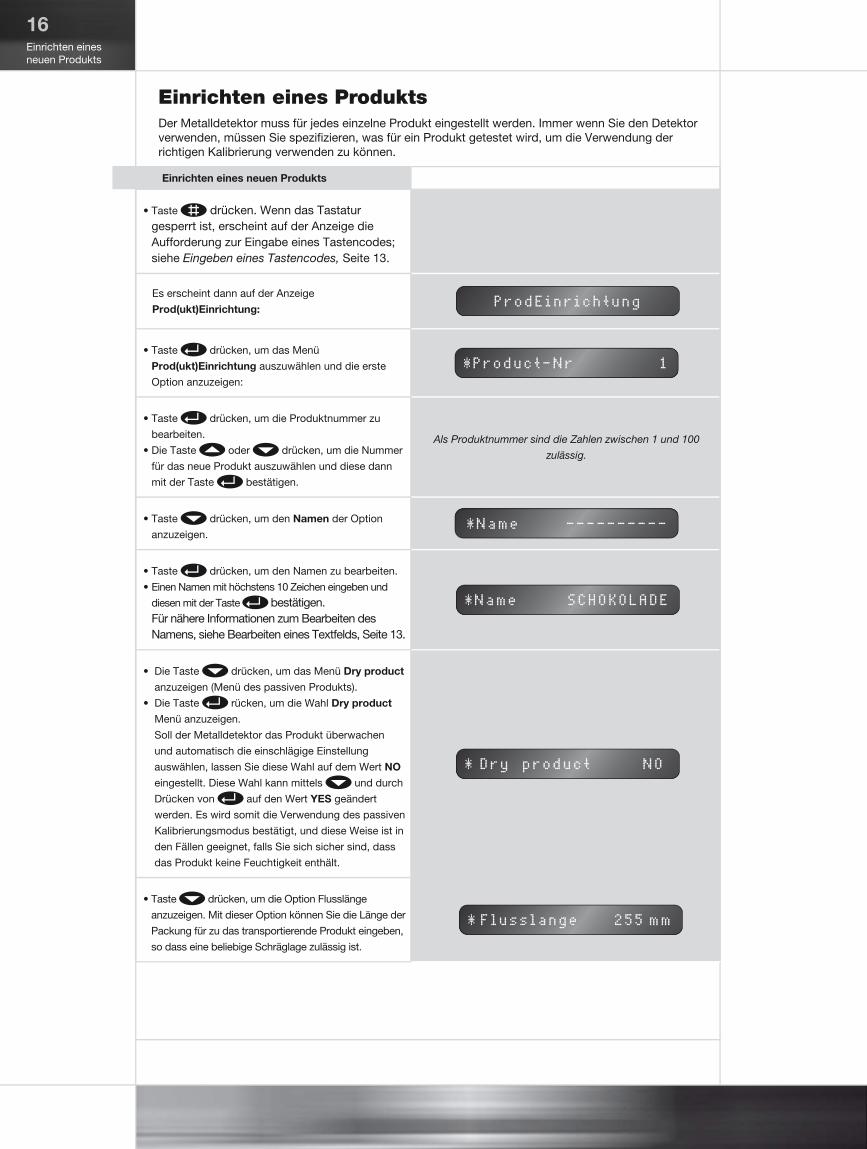
Einrichten eines ProduktsDer Metalldetektor muss für jedes einzelne Produkt eingestellt werden. Immer wenn Sie den Detektor verwenden, müssen Sie spezifi zieren, was für ein Produkt getestet wird, um die Verwendung der richtigen Kalibrierung verwenden zu können.
Einrichten eines neuen Produkts
• Taste drücken. Wenn das Tastatur gesperrt ist, erscheint auf der Anzeige die Aufforderung zur Eingabe eines Tastencodes; siehe Eingeben eines Tastencodes, Seite 13.
Es erscheint dann auf der Anzeige
Prod(ukt)Einrichtung:
• Taste drücken, um das Menü
Prod(ukt)Einrichtung auszuwählen und die erste
Option anzuzeigen:
• Taste drücken, um die Produktnummer zu
bearbeiten.
• Die Taste oder drücken, um die Nummer
für das neue Produkt auszuwählen und diese dann
mit der Taste bestätigen.
Als Produktnummer sind die Zahlen zwischen 1 und 100
zulässig.
• Taste drücken, um den Namen der Option
anzuzeigen.
• Taste drücken, um den Namen zu bearbeiten.
• Einen Namen mit höchstens 10 Zeichen eingeben und
diesen mit der Taste bestätigen.
Für nähere Informationen zum Bearbeiten des Namens, siehe Bearbeiten eines Textfelds, Seite 13.
• Die Taste drücken, um das Menü Dry product
anzuzeigen (Menü des passiven Produkts).
• Die Taste rücken, um die Wahl Dry product
Menü anzuzeigen.
Soll der Metalldetektor das Produkt überwachen
und automatisch die einschlägige Einstellung
auswählen, lassen Sie diese Wahl auf dem Wert NO
eingestellt. Diese Wahl kann mittels und durch
Drücken von auf den Wert YES geändert
werden. Es wird somit die Verwendung des passiven
Kalibrierungsmodus bestätigt, und diese Weise ist in
den Fällen geeignet, falls Sie sich sicher sind, dass
das Produkt keine Feuchtigkeit enthält.
• Taste drücken, um die Option Flusslänge
anzuzeigen. Mit dieser Option können Sie die Länge der
Packung für zu das transportierende Produkt eingeben,
so dass eine beliebige Schräglage zulässig ist.
17Einrichten einesneuen Produkts
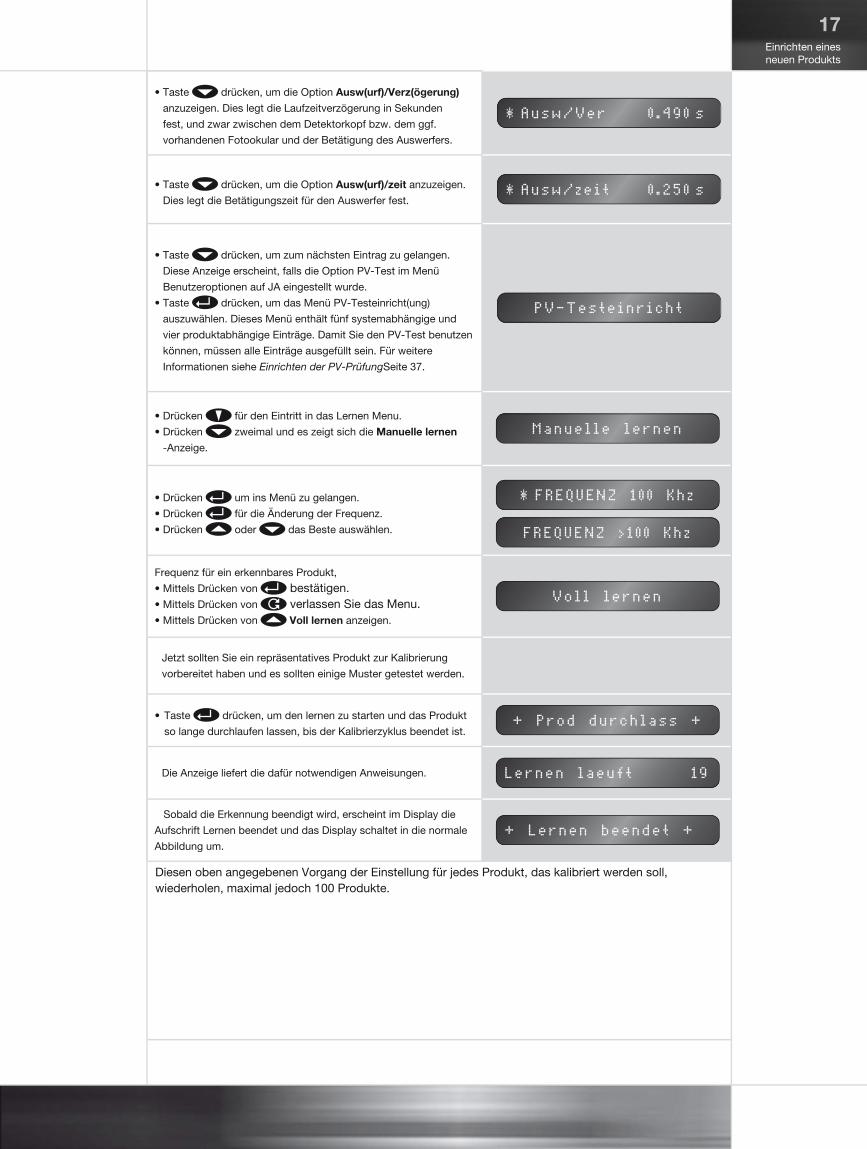
• Taste drücken, um die Option Ausw(urf)/Verz(ögerung)
anzuzeigen. Dies legt die Laufzeitverzögerung in Sekunden
fest, und zwar zwischen dem Detektorkopf bzw. dem ggf.
vorhandenen Fotookular und der Betätigung des Auswerfers.
• Taste drücken, um die Option Ausw(urf)/zeit anzuzeigen.
Dies legt die Betätigungszeit für den Auswerfer fest.
• Taste drücken, um zum nächsten Eintrag zu gelangen.
Diese Anzeige erscheint, falls die Option PV-Test im Menü
Benutzeroptionen auf JA eingestellt wurde.
• Taste drücken, um das Menü PV-Testeinricht(ung)
auszuwählen. Dieses Menü enthält fünf systemabhängige und
vier produktabhängige Einträge. Damit Sie den PV-Test benutzen
können, müssen alle Einträge ausgefüllt sein. Für weitere
Informationen siehe Einrichten der PV-PrüfungSeite 37.
• Drücken für den Eintritt in das Lernen Menu.
• Drücken zweimal und es zeigt sich die Manuelle lernen
-Anzeige.
• Drücken um ins Menü zu gelangen.
• Drücken für die Änderung der Frequenz.
• Drücken oder das Beste auswählen.
Frequenz für ein erkennbares Produkt,
• Mittels Drücken von bestätigen.• Mittels Drücken von verlassen Sie das Menu.• Mittels Drücken von Voll lernen anzeigen.
Jetzt sollten Sie ein repräsentatives Produkt zur Kalibrierung
vorbereitet haben und es sollten einige Muster getestet werden.
• Taste drücken, um den lernen zu starten und das Produkt
so lange durchlaufen lassen, bis der Kalibrierzyklus beendet ist.
Die Anzeige liefert die dafür notwendigen Anweisungen.
Sobald die Erkennung beendigt wird, erscheint im Display die
Aufschrift Lernen beendet und das Display schaltet in die normale
Abbildung um.
Diesen oben angegebenen Vorgang der Einstellung für jedes Produkt, das kalibriert werden soll,wiederholen, maximal jedoch 100 Produkte.
18Einrichten einesneuen Produkts
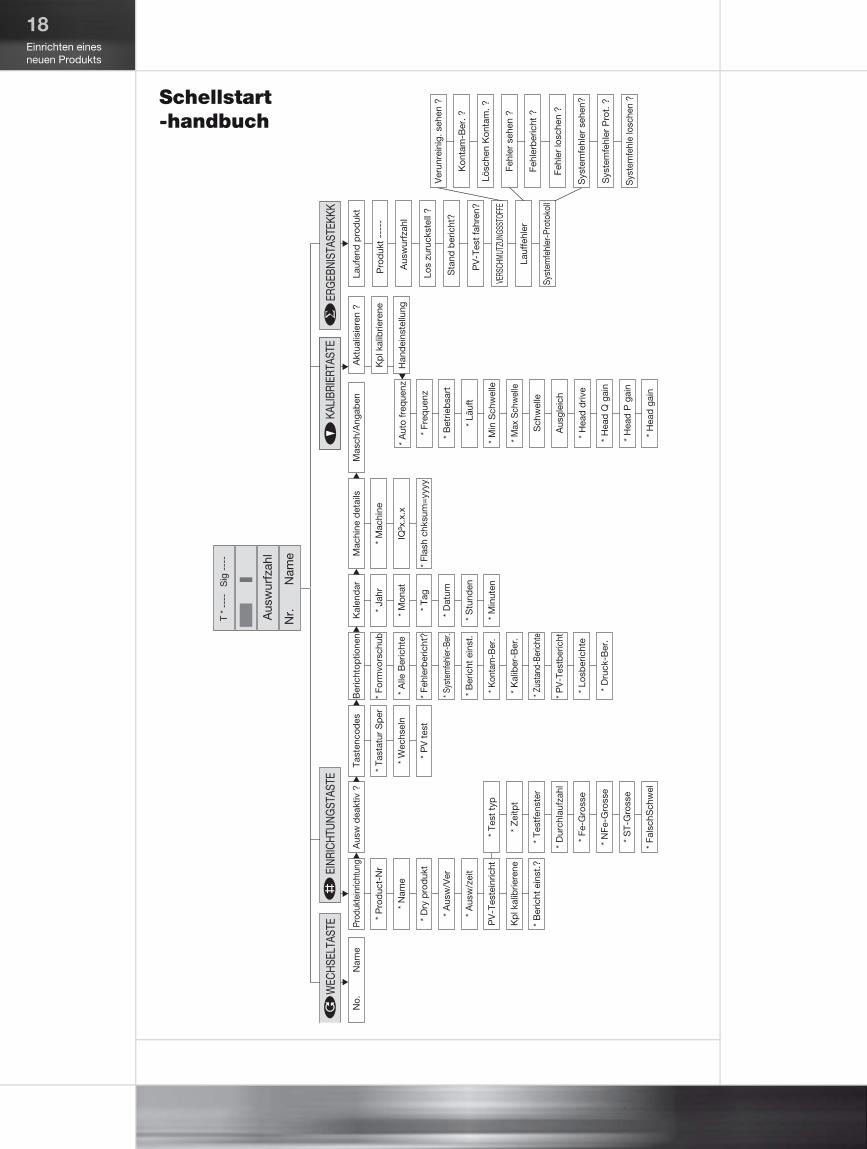
Schellstart-handbuch
19Einrichten einesneuen Produkts
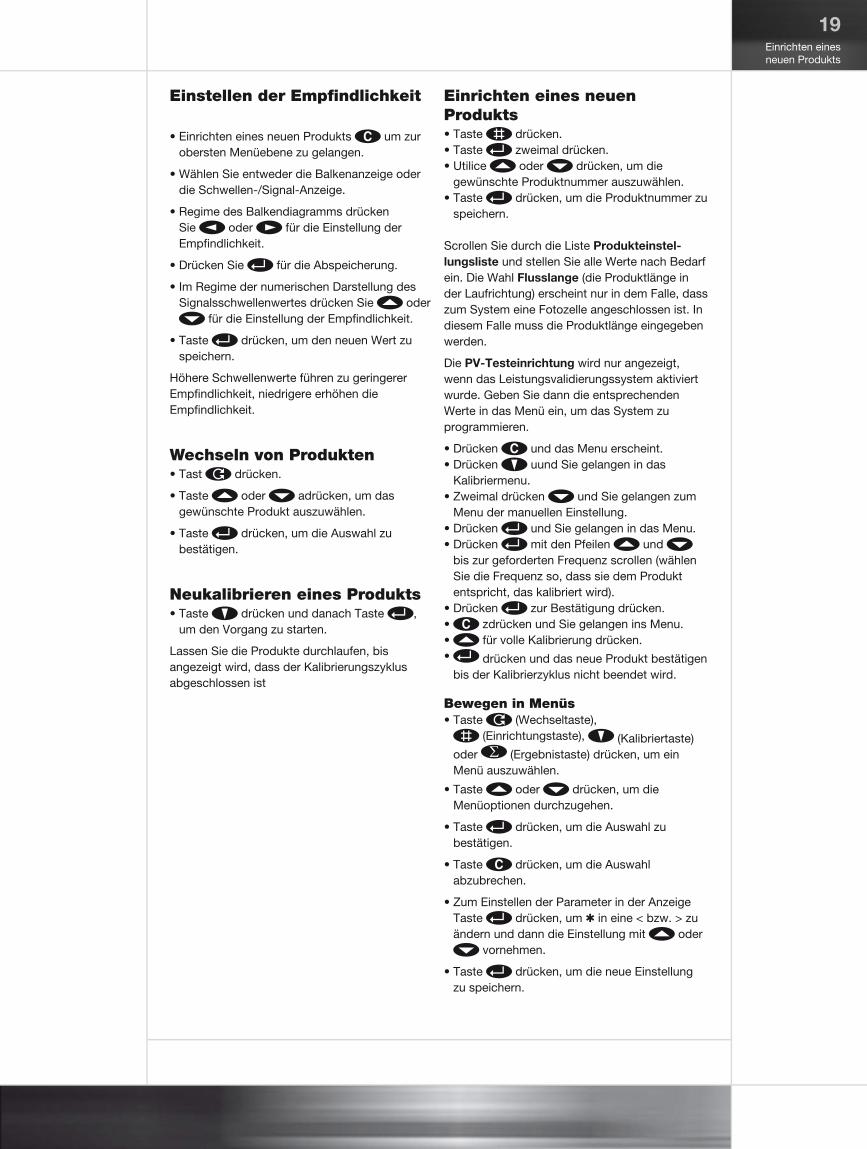
Einrichten eines neuen Produkts• Taste drücken.• Taste zweimal drücken.• Utilice oder drücken, um die
gewünschte Produktnummer auszuwählen.• Taste drücken, um die Produktnummer zu
speichern.
Scrollen Sie durch die Liste Produkteinstel-
lungsliste und stellen Sie alle Werte nach Bedarf ein. Die Wahl Flusslange (die Produktlänge in der Laufrichtung) erscheint nur in dem Falle, dass zum System eine Fotozelle angeschlossen ist. In diesem Falle muss die Produktlänge eingegeben werden.
Die PV-Testeinrichtung wird nur angezeigt, wenn das Leistungsvalidierungssystem aktiviert wurde. Geben Sie dann die entsprechenden Werte in das Menü ein, um das System zu programmieren.
• Drücken und das Menu erscheint.• Drücken uund Sie gelangen in das
Kalibriermenu.• Zweimal drücken und Sie gelangen zum
Menu der manuellen Einstellung.• Drücken und Sie gelangen in das Menu.• Drücken mit den Pfeilen und
bis zur geforderten Frequenz scrollen (wählen Sie die Frequenz so, dass sie dem Produkt entspricht, das kalibriert wird).
• Drücken zur Bestätigung drücken.• zdrücken und Sie gelangen ins Menu.• für volle Kalibrierung drücken.• drücken und das neue Produkt bestätigen
bis der Kalibrierzyklus nicht beendet wird.
Bewegen in Menüs• Taste (Wechseltaste),
(Einrichtungstaste), (Kalibriertaste) oder (Ergebnistaste) drücken, um ein Menü auszuwählen.
• Taste oder drücken, um die Menüoptionen durchzugehen.
• Taste drücken, um die Auswahl zu bestätigen.
• Taste drücken, um die Auswahl abzubrechen.
• Zum Einstellen der Parameter in der Anzeige Taste drücken, um in eine < bzw. > zu ändern und dann die Einstellung mit oder
vornehmen.
• Taste drücken, um die neue Einstellung zu speichern.
Einstellen der Empfi ndlichkeit
• Einrichten eines neuen Produkts um zur obersten Menüebene zu gelangen.
• Wählen Sie entweder die Balkenanzeige oder die Schwellen-/Signal-Anzeige.
• Regime des Balkendiagramms drücken Sie oder für die Einstellung der Empfi ndlichkeit.
• Drücken Sie für die Abspeicherung.
• Im Regime der numerischen Darstellung des Signalsschwellenwertes drücken Sie oder
für die Einstellung der Empfi ndlichkeit.
• Taste drücken, um den neuen Wert zu speichern.
Höhere Schwellenwerte führen zu geringerer Empfi ndlichkeit, niedrigere erhöhen die Empfi ndlichkeit.
Wechseln von Produkten• Tast drücken.
• Taste oder adrücken, um das gewünschte Produkt auszuwählen.
• Taste drücken, um die Auswahl zu bestätigen.
Neukalibrieren eines Produkts• Taste drücken und danach Taste ,
um den Vorgang zu starten.
Lassen Sie die Produkte durchlaufen, bis angezeigt wird, dass der Kalibrierungszyklus abgeschlossen ist
20Einrichten einesneuen Produkts
Dieses Kapitel liefert Informationen
über die Anzeige der Los-
Ergebnisse sowie der Berichte über
die Verunreinigungssubstanzen,
Lauf- und Systemfehler, die unter
Verwendung der Optionen im Menü
Ergebnisse erfolgt.
Es beschreibt ferner, wie gedruckte
Berichte mit Hilfe der Einstellungen
in dem Untermenü Berichtoptionen,
das sich im Menü Einrichtung
befi ndet, erstellt werden können.
Zum Drucken von Berichten muss der
Metalldetektor mit dem optionalen
Paket für Berichte und Protokolle
und der Leiterplatte für die serielle
Verbindung ausgestattet sein.
Anzeigen und Ausdruckenvon Berichten
22Berichte: Anzeigen & Ausdrucken
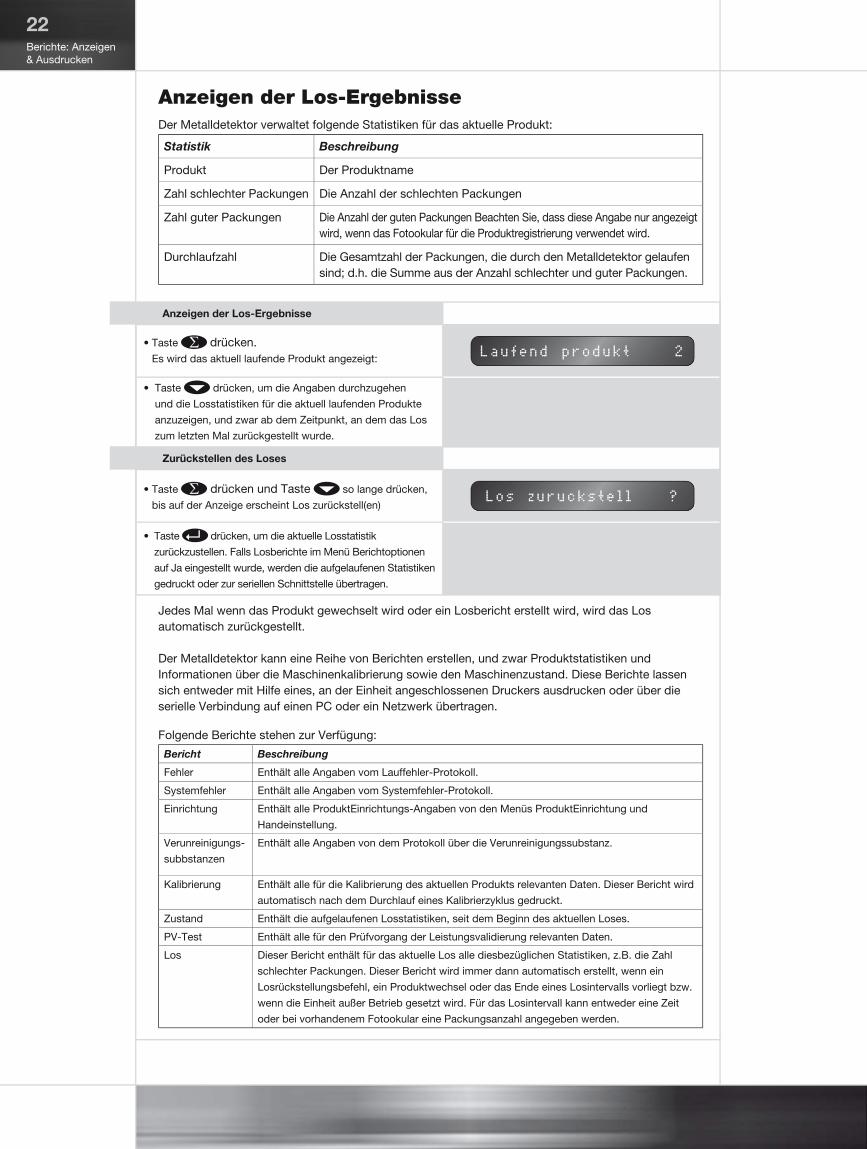
Anzeigen der Los-ErgebnisseDer Metalldetektor verwaltet folgende Statistiken für das aktuelle Produkt:
Statistik Beschreibung
Produkt Der Produktname
Zahl schlechter Packungen Die Anzahl der schlechten Packungen
Zahl guter Packungen Die Anzahl der guten Packungen Beachten Sie, dass diese Angabe nur angezeigt wird, wenn das Fotookular für die Produktregistrierung verwendet wird.
Durchlaufzahl Die Gesamtzahl der Packungen, die durch den Metalldetektor gelaufen sind; d.h. die Summe aus der Anzahl schlechter und guter Packungen.
Jedes Mal wenn das Produkt gewechselt wird oder ein Losbericht erstellt wird, wird das Los automatisch zurückgestellt.
Der Metalldetektor kann eine Reihe von Berichten erstellen, und zwar Produktstatistiken und Informationen über die Maschinenkalibrierung sowie den Maschinenzustand. Diese Berichte lassen sich entweder mit Hilfe eines, an der Einheit angeschlossenen Druckers ausdrucken oder über die serielle Verbindung auf einen PC oder ein Netzwerk übertragen.
Folgende Berichte stehen zur Verfügung:
Bericht Beschreibung
Fehler Enthält alle Angaben vom Lauffehler-Protokoll.
Systemfehler Enthält alle Angaben vom Systemfehler-Protokoll.
Einrichtung Enthält alle ProduktEinrichtungs-Angaben von den Menüs ProduktEinrichtung und
Handeinstellung.
Verunreinigungs-
subbstanzen
Enthält alle Angaben von dem Protokoll über die Verunreinigungssubstanz.
Kalibrierung Enthält alle für die Kalibrierung des aktuellen Produkts relevanten Daten. Dieser Bericht wird
automatisch nach dem Durchlauf eines Kalibrierzyklus gedruckt.
Zustand Enthält die aufgelaufenen Losstatistiken, seit dem Beginn des aktuellen Loses.
PV-Test Enthält alle für den Prüfvorgang der Leistungsvalidierung relevanten Daten.
Los Dieser Bericht enthält für das aktuelle Los alle diesbezüglichen Statistiken, z.B. die Zahl
schlechter Packungen. Dieser Bericht wird immer dann automatisch erstellt, wenn ein
Losrückstellungsbefehl, ein Produktwechsel oder das Ende eines Losintervalls vorliegt bzw.
wenn die Einheit außer Betrieb gesetzt wird. Für das Losintervall kann entweder eine Zeit
oder bei vorhandenem Fotookular eine Packungsanzahl angegeben werden.
Anzeigen der Los-Ergebnisse
• Taste drücken.Es wird das aktuell laufende Produkt angezeigt:
• Taste drücken, um die Angaben durchzugehen
und die Losstatistiken für die aktuell laufenden Produkte
anzuzeigen, und zwar ab dem Zeitpunkt, an dem das Los
zum letzten Mal zurückgestellt wurde.
Zurückstellen des Loses
• Taste drücken und Taste so lange drücken,
bis auf der Anzeige erscheint Los zurückstell(en)
• Taste drücken, um die aktuelle Losstatistik
zurückzustellen. Falls Losberichte im Menü Berichtoptionen
auf Ja eingestellt wurde, werden die aufgelaufenen Statistiken
gedruckt oder zur seriellen Schnittstelle übertragen.
23Berichte: Anzeigen
& Ausdrucken
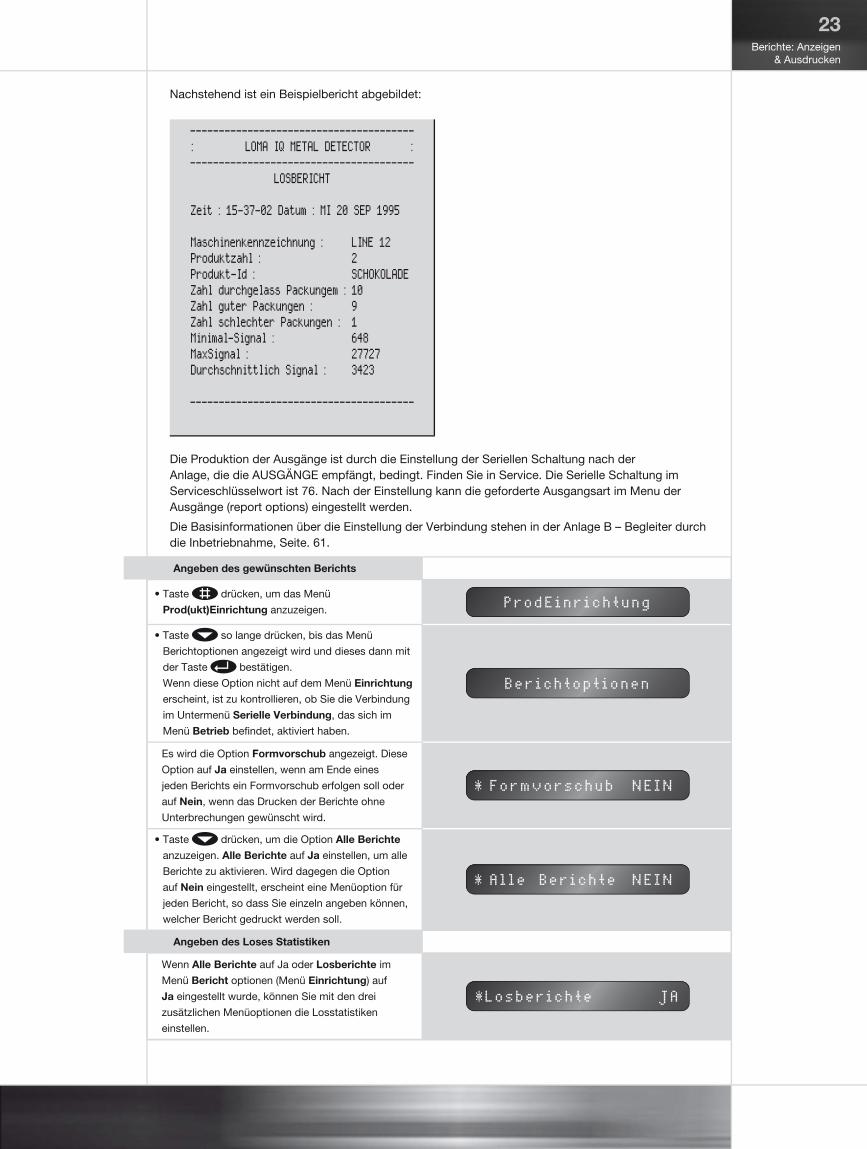
Nachstehend ist ein Beispielbericht abgebildet:
Die Produktion der Ausgänge ist durch die Einstellung der Seriellen Schaltung nach der Anlage, die die AUSGÄNGE empfängt, bedingt. Finden Sie in Service. Die Serielle Schaltung im Serviceschlüsselwort ist 76. Nach der Einstellung kann die geforderte Ausgangsart im Menu der Ausgänge (report options) eingestellt werden.
Die Basisinformationen über die Einstellung der Verbindung stehen in der Anlage B – Begleiter durch die Inbetriebnahme, Seite. 61.
Angeben des gewünschten Berichts
• Taste drücken, um das Menü
Prod(ukt)Einrichtung anzuzeigen.
• Taste so lange drücken, bis das Menü
Berichtoptionen angezeigt wird und dieses dann mit
der Taste bestätigen.
Wenn diese Option nicht auf dem Menü Einrichtung
erscheint, ist zu kontrollieren, ob Sie die Verbindung
im Untermenü Serielle Verbindung, das sich im
Menü Betrieb befi ndet, aktiviert haben.
Es wird die Option Formvorschub angezeigt. Diese
Option auf Ja einstellen, wenn am Ende eines
jeden Berichts ein Formvorschub erfolgen soll oder
auf Nein, wenn das Drucken der Berichte ohne
Unterbrechungen gewünscht wird.
• Taste drücken, um die Option Alle Berichte
anzuzeigen. Alle Berichte auf Ja einstellen, um alle
Berichte zu aktivieren. Wird dagegen die Option
auf Nein eingestellt, erscheint eine Menüoption für
jeden Bericht, so dass Sie einzeln angeben können,
welcher Bericht gedruckt werden soll.
Angeben des Loses Statistiken
Wenn Alle Berichte auf Ja oder Losberichte im
Menü Bericht optionen (Menü Einrichtung) auf
Ja eingestellt wurde, können Sie mit den drei
zusätzlichen Menüoptionen die Losstatistiken
einstellen.
24Berichte: Anzeigen & Ausdrucken
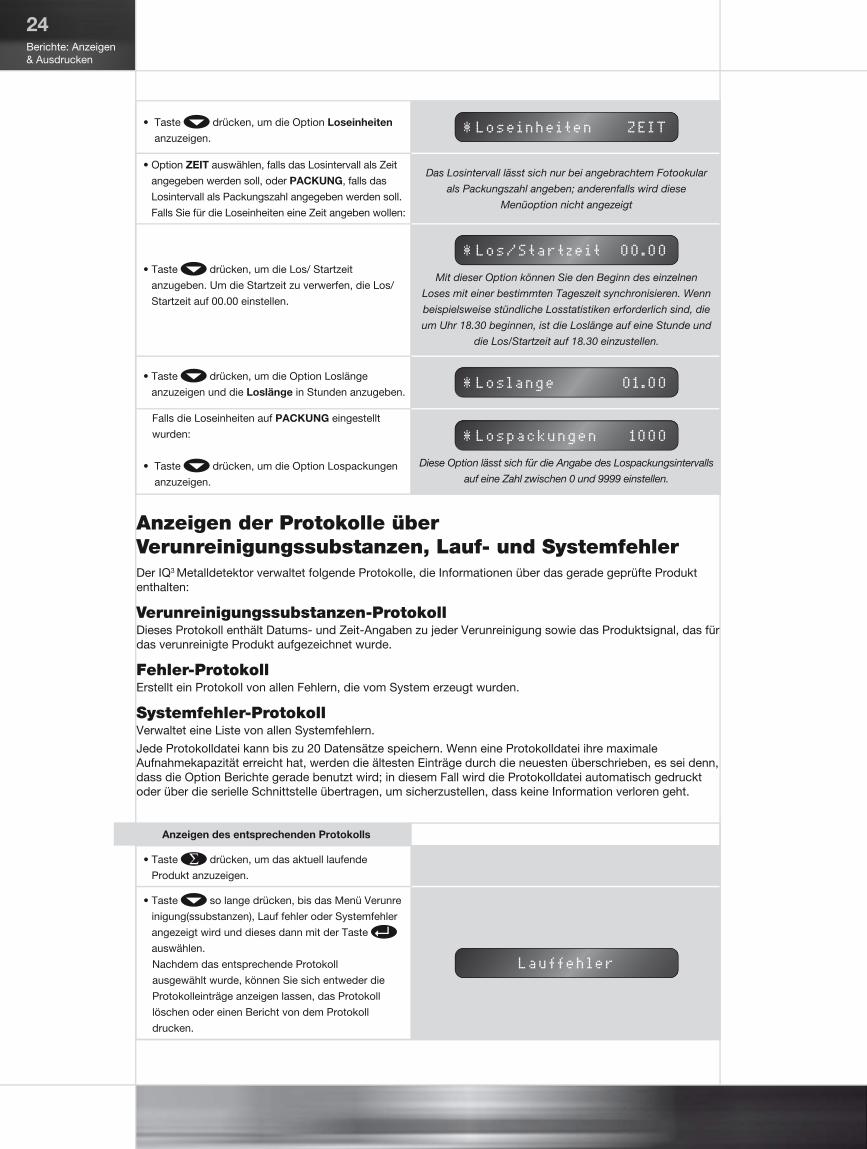
• Taste drücken, um die Option Loseinheiten
anzuzeigen.
• Option ZEIT auswählen, falls das Losintervall als Zeit
angegeben werden soll, oder PACKUNG, falls das
Losintervall als Packungszahl angegeben werden soll.
Falls Sie für die Loseinheiten eine Zeit angeben wollen:
Das Losintervall lässt sich nur bei angebrachtem Fotookular
als Packungszahl angeben; anderenfalls wird diese
Menüoption nicht angezeigt
• Taste drücken, um die Los/ Startzeit
anzugeben. Um die Startzeit zu verwerfen, die Los/
Startzeit auf 00.00 einstellen.
Mit dieser Option können Sie den Beginn des einzelnen
Loses mit einer bestimmten Tageszeit synchronisieren. Wenn
beispielsweise stündliche Losstatistiken erforderlich sind, die
um Uhr 18.30 beginnen, ist die Loslänge auf eine Stunde und
die Los/Startzeit auf 18.30 einzustellen.
• Taste drücken, um die Option Loslänge
anzuzeigen und die Loslänge in Stunden anzugeben.
Falls die Loseinheiten auf PACKUNG eingestellt
wurden:
• Taste drücken, um die Option Lospackungen
anzuzeigen.
Diese Option lässt sich für die Angabe des Lospackungsintervalls
auf eine Zahl zwischen 0 und 9999 einstellen.
Anzeigen der Protokolle über Verunreinigungssubstanzen, Lauf- und SystemfehlerDer IQ3 Metalldetektor verwaltet folgende Protokolle, die Informationen über das gerade geprüfte Produkt enthalten:
Verunreinigungssubstanzen-ProtokollDieses Protokoll enthält Datums- und Zeit-Angaben zu jeder Verunreinigung sowie das Produktsignal, das für das verunreinigte Produkt aufgezeichnet wurde.
Fehler-ProtokollErstellt ein Protokoll von allen Fehlern, die vom System erzeugt wurden.
Systemfehler-ProtokollVerwaltet eine Liste von allen Systemfehlern.
Jede Protokolldatei kann bis zu 20 Datensätze speichern. Wenn eine Protokolldatei ihre maximale Aufnahmekapazität erreicht hat, werden die ältesten Einträge durch die neuesten überschrieben, es sei denn, dass die Option Berichte gerade benutzt wird; in diesem Fall wird die Protokolldatei automatisch gedruckt oder über die serielle Schnittstelle übertragen, um sicherzustellen, dass keine Information verloren geht.
Anzeigen des entsprechenden Protokolls
• Taste drücken, um das aktuell laufende
Produkt anzuzeigen.
• Taste so lange drücken, bis das Menü Verunre
inigung(ssubstanzen), Lauf fehler oder Systemfehler
angezeigt wird und dieses dann mit der Taste
auswählen.
Nachdem das entsprechende Protokoll
ausgewählt wurde, können Sie sich entweder die
Protokolleinträge anzeigen lassen, das Protokoll
löschen oder einen Bericht von dem Protokoll
drucken.
25Berichte: Anzeigen
& Ausdrucken
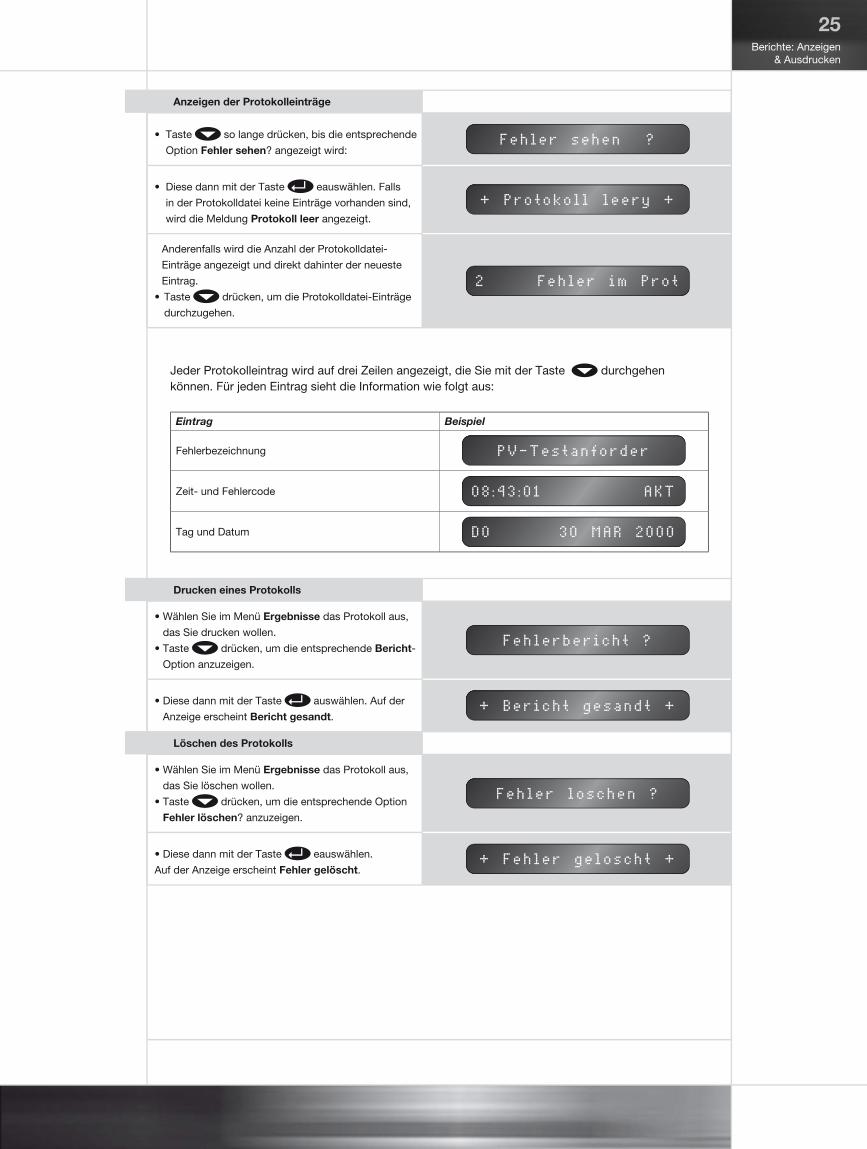
Jeder Protokolleintrag wird auf drei Zeilen angezeigt, die Sie mit der Taste durchgehen können. Für jeden Eintrag sieht die Information wie folgt aus:
Eintrag Beispiel
Fehlerbezeichnung
Zeit- und Fehlercode
Tag und Datum
Anzeigen der Protokolleinträge
• Taste so lange drücken, bis die entsprechende
Option Fehler sehen? angezeigt wird:
• Diese dann mit der Taste eauswählen. Falls
in der Protokolldatei keine Einträge vorhanden sind,
wird die Meldung Protokoll leer angezeigt.
Anderenfalls wird die Anzahl der Protokolldatei-
Einträge angezeigt und direkt dahinter der neueste
Eintrag.
• Taste drücken, um die Protokolldatei-Einträge
durchzugehen.
Drucken eines Protokolls
• Wählen Sie im Menü Ergebnisse das Protokoll aus,
das Sie drucken wollen.
• Taste drücken, um die entsprechende Bericht-
Option anzuzeigen.
• Diese dann mit der Taste auswählen. Auf der
Anzeige erscheint Bericht gesandt.
Löschen des Protokolls
• Wählen Sie im Menü Ergebnisse das Protokoll aus,
das Sie löschen wollen.
• Taste drücken, um die entsprechende Option
Fehler löschen? anzuzeigen.
• Diese dann mit der Taste eauswählen.
Auf der Anzeige erscheint Fehler gelöscht.

26Berichte: Anzeigen & Ausdrucken
Einrichten des Metalldetektors
Dieses Kapitel erklärt, wie die
Parameter, die den Anlagenbetrieb
und die Erkennung neuer Produkte
beeinfl ussen, eingesellt werden.
28Einrichten desMetalldetektors
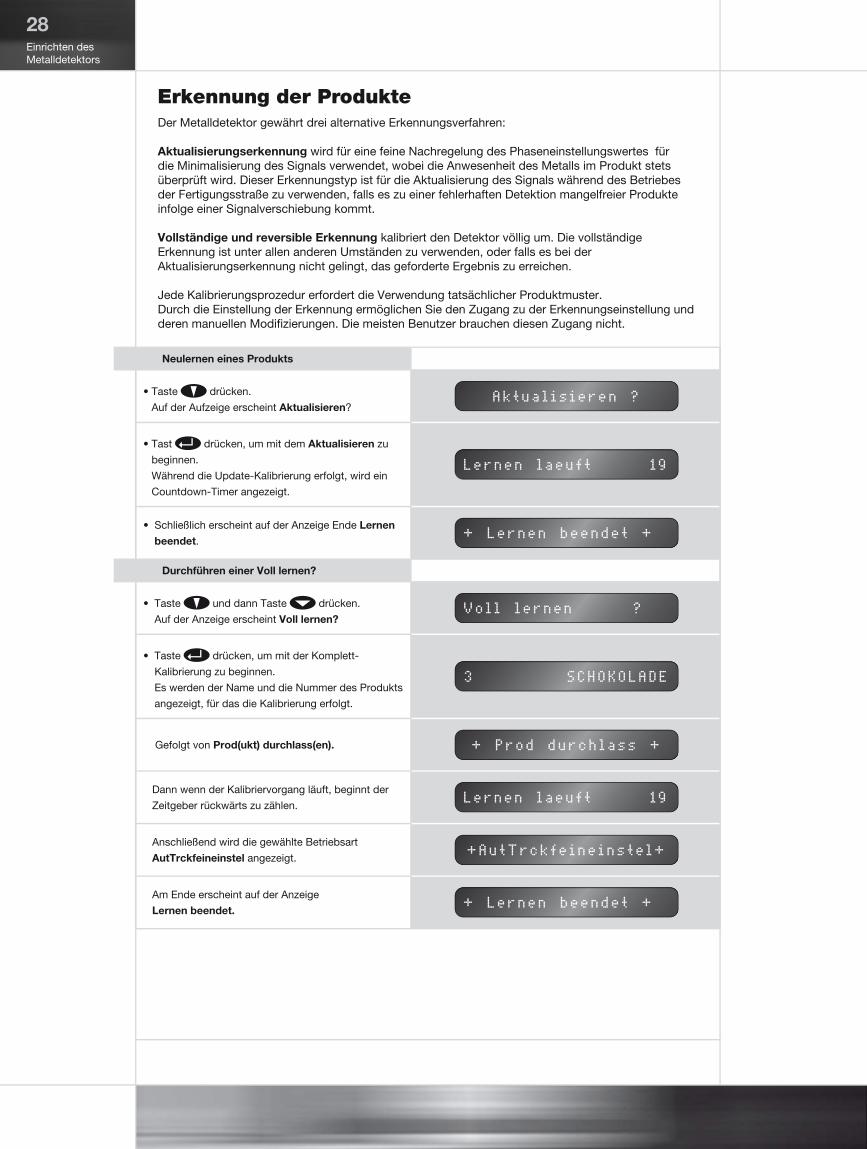
Erkennung der ProdukteDer Metalldetektor gewährt drei alternative Erkennungsverfahren:
Aktualisierungserkennung wird für eine feine Nachregelung des Phaseneinstellungswertes für die Minimalisierung des Signals verwendet, wobei die Anwesenheit des Metalls im Produkt stets überprüft wird. Dieser Erkennungstyp ist für die Aktualisierung des Signals während des Betriebes der Fertigungsstraße zu verwenden, falls es zu einer fehlerhaften Detektion mangelfreier Produkte infolge einer Signalverschiebung kommt.
Vollständige und reversible Erkennung kalibriert den Detektor völlig um. Die vollständige Erkennung ist unter allen anderen Umständen zu verwenden, oder falls es bei der Aktualisierungserkennung nicht gelingt, das geforderte Ergebnis zu erreichen.
Jede Kalibrierungsprozedur erfordert die Verwendung tatsächlicher Produktmuster.Durch die Einstellung der Erkennung ermöglichen Sie den Zugang zu der Erkennungseinstellung und deren manuellen Modifi zierungen. Die meisten Benutzer brauchen diesen Zugang nicht.
Neulernen eines Produkts
• Taste drücken.
Auf der Aufzeige erscheint Aktualisieren?
• Tast drücken, um mit dem Aktualisieren zu
beginnen.
Während die Update-Kalibrierung erfolgt, wird ein
Countdown-Timer angezeigt.
• Schließlich erscheint auf der Anzeige Ende Lernen
beendet.
Durchführen einer Voll lernen?
• Taste und dann Taste drücken.
Auf der Anzeige erscheint Voll lernen?
• Taste drücken, um mit der Komplett-
Kalibrierung zu beginnen.
Es werden der Name und die Nummer des Produkts
angezeigt, für das die Kalibrierung erfolgt.
Gefolgt von Prod(ukt) durchlass(en).
Dann wenn der Kalibriervorgang läuft, beginnt der
Zeitgeber rückwärts zu zählen.
Anschließend wird die gewählte Betriebsart
AutTrckfeineinstel angezeigt.
Am Ende erscheint auf der Anzeige
Lernen beendet.
29Einrichten des
Metalldetektors
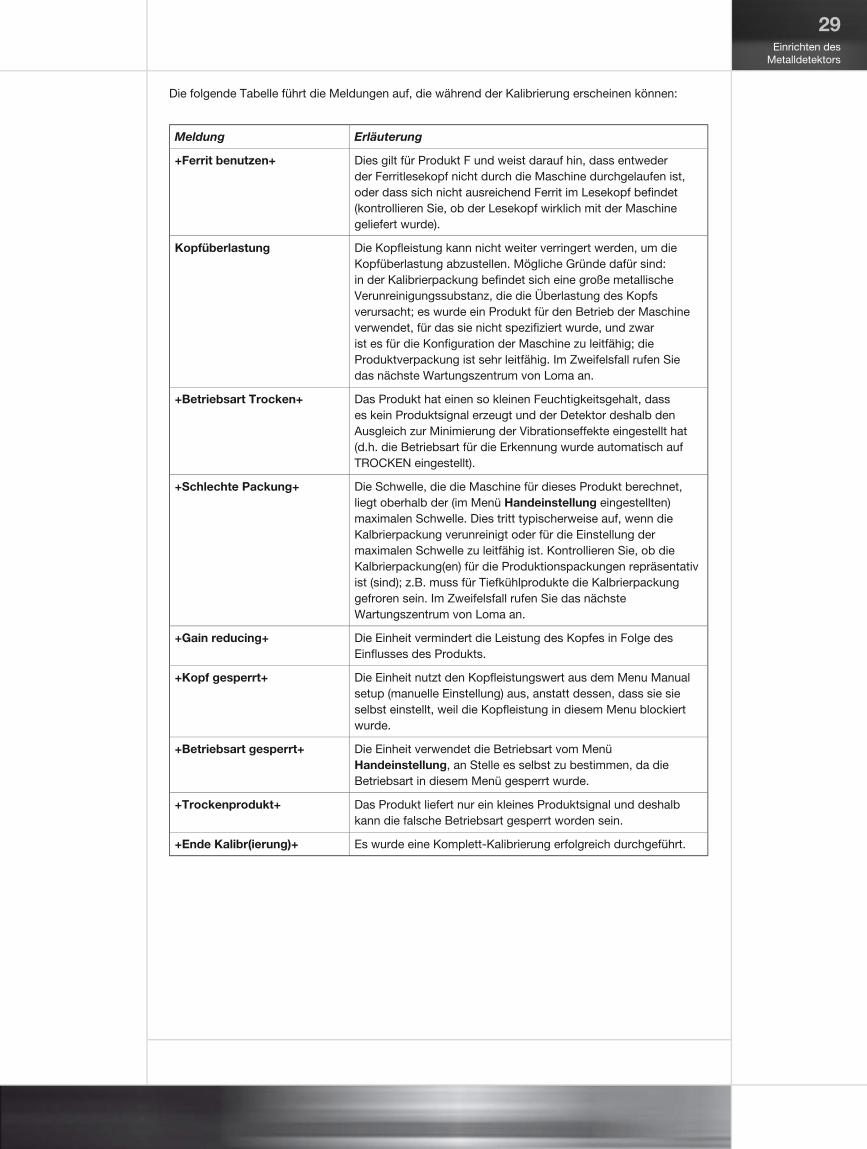
Die folgende Tabelle führt die Meldungen auf, die während der Kalibrierung erscheinen können:
Meldung Erläuterung
+Ferrit benutzen+ Dies gilt für Produkt F und weist darauf hin, dass entweder der Ferritlesekopf nicht durch die Maschine durchgelaufen ist, oder dass sich nicht ausreichend Ferrit im Lesekopf befi ndet (kontrollieren Sie, ob der Lesekopf wirklich mit der Maschine geliefert wurde).
Kopfüberlastung Die Kopfl eistung kann nicht weiter verringert werden, um die Kopfüberlastung abzustellen. Mögliche Gründe dafür sind: in der Kalibrierpackung befi ndet sich eine große metallische Verunreinigungssubstanz, die die Überlastung des Kopfs verursacht; es wurde ein Produkt für den Betrieb der Maschine verwendet, für das sie nicht spezifi ziert wurde, und zwar ist es für die Konfi guration der Maschine zu leitfähig; die Produktverpackung ist sehr leitfähig. Im Zweifelsfall rufen Sie das nächste Wartungszentrum von Loma an.
+Betriebsart Trocken+ Das Produkt hat einen so kleinen Feuchtigkeitsgehalt, dass es kein Produktsignal erzeugt und der Detektor deshalb den Ausgleich zur Minimierung der Vibrationseffekte eingestellt hat (d.h. die Betriebsart für die Erkennung wurde automatisch auf TROCKEN eingestellt).
+Schlechte Packung+ Die Schwelle, die die Maschine für dieses Produkt berechnet, liegt oberhalb der (im Menü Handeinstellung eingestellten) maximalen Schwelle. Dies tritt typischerweise auf, wenn die Kalbrierpackung verunreinigt oder für die Einstellung der maximalen Schwelle zu leitfähig ist. Kontrollieren Sie, ob die Kalbrierpackung(en) für die Produktionspackungen repräsentativ ist (sind); z.B. muss für Tiefkühlprodukte die Kalbrierpackung gefroren sein. Im Zweifelsfall rufen Sie das nächste Wartungszentrum von Loma an.
+Gain reducing+ Die Einheit vermindert die Leistung des Kopfes in Folge des Einfl usses des Produkts.
+Kopf gesperrt+ Die Einheit nutzt den Kopfl eistungswert aus dem Menu Manual setup (manuelle Einstellung) aus, anstatt dessen, dass sie sie selbst einstellt, weil die Kopfl eistung in diesem Menu blockiert wurde.
+Betriebsart gesperrt+ Die Einheit verwendet die Betriebsart vom Menü Handeinstellung, an Stelle es selbst zu bestimmen, da die Betriebsart in diesem Menü gesperrt wurde.
+Trockenprodukt+ Das Produkt liefert nur ein kleines Produktsignal und deshalb kann die falsche Betriebsart gesperrt worden sein.
+Ende Kalibr(ierung)+ Es wurde eine Komplett-Kalibrierung erfolgreich durchgeführt.
30Einrichten desMetalldetektors
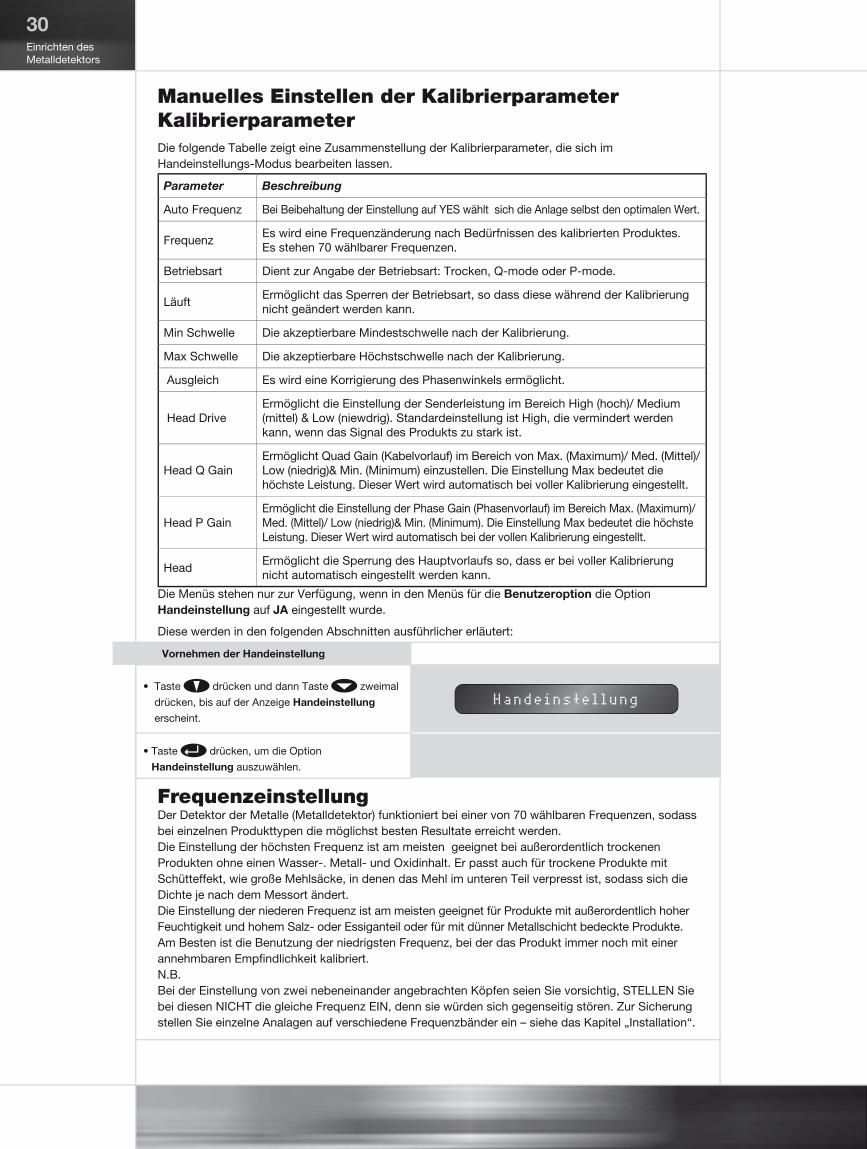
Manuelles Einstellen der KalibrierparameterKalibrierparameterDie folgende Tabelle zeigt eine Zusammenstellung der Kalibrierparameter, die sich im Handeinstellungs-Modus bearbeiten lassen.
Parameter Beschreibung
Auto Frequenz Bei Beibehaltung der Einstellung auf YES wählt sich die Anlage selbst den optimalen Wert.
FrequenzEs wird eine Frequenzänderung nach Bedürfnissen des kalibrierten Produktes. Es stehen 70 wählbarer Frequenzen.
Betriebsart Dient zur Angabe der Betriebsart: Trocken, Q-mode oder P-mode.
LäuftErmöglicht das Sperren der Betriebsart, so dass diese während der Kalibrierung nicht geändert werden kann.
Min Schwelle Die akzeptierbare Mindestschwelle nach der Kalibrierung.
Max Schwelle Die akzeptierbare Höchstschwelle nach der Kalibrierung.
Ausgleich Es wird eine Korrigierung des Phasenwinkels ermöglicht.
Head DriveErmöglicht die Einstellung der Senderleistung im Bereich High (hoch)/ Medium (mittel) & Low (niewdrig). Standardeinstellung ist High, die vermindert werden kann, wenn das Signal des Produkts zu stark ist.
Head Q GainErmöglicht Quad Gain (Kabelvorlauf) im Bereich von Max. (Maximum)/ Med. (Mittel)/ Low (niedrig)& Min. (Minimum) einzustellen. Die Einstellung Max bedeutet die höchste Leistung. Dieser Wert wird automatisch bei voller Kalibrierung eingestellt.
Head P GainErmöglicht die Einstellung der Phase Gain (Phasenvorlauf) im Bereich Max. (Maximum)/ Med. (Mittel)/ Low (niedrig)& Min. (Minimum). Die Einstellung Max bedeutet die höchste Leistung. Dieser Wert wird automatisch bei der vollen Kalibrierung eingestellt.
HeadErmöglicht die Sperrung des Hauptvorlaufs so, dass er bei voller Kalibrierung nicht automatisch eingestellt werden kann.
Die Menüs stehen nur zur Verfügung, wenn in den Menüs für die Benutzeroption die Option Handeinstellung auf JA eingestellt wurde.
Diese werden in den folgenden Abschnitten ausführlicher erläutert:
FrequenzeinstellungDer Detektor der Metalle (Metalldetektor) funktioniert bei einer von 70 wählbaren Frequenzen, sodass bei einzelnen Produkttypen die möglichst besten Resultate erreicht werden. Die Einstellung der höchsten Frequenz ist am meisten geeignet bei außerordentlich trockenen Produkten ohne einen Wasser-. Metall- und Oxidinhalt. Er passt auch für trockene Produkte mit Schütteffekt, wie große Mehlsäcke, in denen das Mehl im unteren Teil verpresst ist, sodass sich die Dichte je nach dem Messort ändert. Die Einstellung der niederen Frequenz ist am meisten geeignet für Produkte mit außerordentlich hoher Feuchtigkeit und hohem Salz- oder Essiganteil oder für mit dünner Metallschicht bedeckte Produkte. Am Besten ist die Benutzung der niedrigsten Frequenz, bei der das Produkt immer noch mit einer annehmbaren Empfi ndlichkeit kalibriert. N.B. Bei der Einstellung von zwei nebeneinander angebrachten Köpfen seien Sie vorsichtig, STELLEN Sie bei diesen NICHT die gleiche Frequenz EIN, denn sie würden sich gegenseitig stören. Zur Sicherung stellen Sie einzelne Analagen auf verschiedene Frequenzbänder ein – siehe das Kapitel „Installation“.
Vornehmen der Handeinstellung
• Taste drücken und dann Taste zweimal
drücken, bis auf der Anzeige Handeinstellung
erscheint.
• Taste drücken, um die Option
Handeinstellung auszuwählen.
31Einrichten des
Metalldetektors
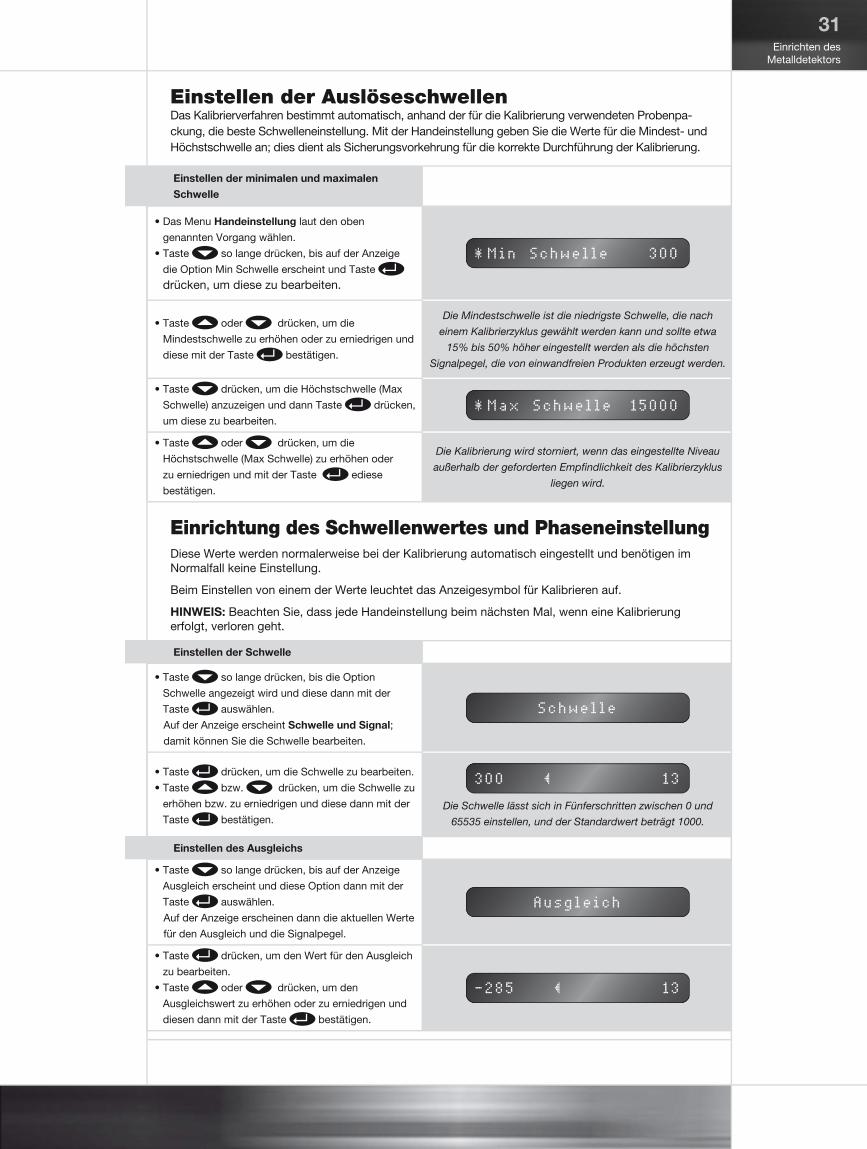
Einstellen der AuslöseschwellenDas Kalibrierverfahren bestimmt automatisch, anhand der für die Kalibrierung verwendeten Probenpa-ckung, die beste Schwelleneinstellung. Mit der Handeinstellung geben Sie die Werte für die Mindest- und Höchstschwelle an; dies dient als Sicherungsvorkehrung für die korrekte Durchführung der Kalibrierung.
Einrichtung des Schwellenwertes und PhaseneinstellungDiese Werte werden normalerweise bei der Kalibrierung automatisch eingestellt und benötigen im Normalfall keine Einstellung.
Beim Einstellen von einem der Werte leuchtet das Anzeigesymbol für Kalibrieren auf.
HINWEIS: Beachten Sie, dass jede Handeinstellung beim nächsten Mal, wenn eine Kalibrierung erfolgt, verloren geht.
Einstellen der minimalen und maximalen
Schwelle
• Das Menu Handeinstellung laut den oben
genannten Vorgang wählen.
• Taste so lange drücken, bis auf der Anzeige
die Option Min Schwelle erscheint und Taste
drücken, um diese zu bearbeiten.
• Taste oder drücken, um die
Mindestschwelle zu erhöhen oder zu erniedrigen und
diese mit der Taste bestätigen.
Die Mindestschwelle ist die niedrigste Schwelle, die nach
einem Kalibrierzyklus gewählt werden kann und sollte etwa
15% bis 50% höher eingestellt werden als die höchsten
Signalpegel, die von einwandfreien Produkten erzeugt werden.
• Taste drücken, um die Höchstschwelle (Max
Schwelle) anzuzeigen und dann Taste drücken,
um diese zu bearbeiten.
• Taste oder drücken, um die
Höchstschwelle (Max Schwelle) zu erhöhen oder
zu erniedrigen und mit der Taste ediese
bestätigen.
Die Kalibrierung wird storniert, wenn das eingestellte Niveau
außerhalb der geforderten Empfi ndlichkeit des Kalibrierzyklus
liegen wird.
Einstellen der Schwelle
• Taste so lange drücken, bis die Option
Schwelle angezeigt wird und diese dann mit der
Taste auswählen.
Auf der Anzeige erscheint Schwelle und Signal;
damit können Sie die Schwelle bearbeiten.
• Taste drücken, um die Schwelle zu bearbeiten.
• Taste bzw. drücken, um die Schwelle zu
erhöhen bzw. zu erniedrigen und diese dann mit der
Taste bestätigen.
Die Schwelle lässt sich in Fünferschritten zwischen 0 und
65535 einstellen, und der Standardwert beträgt 1000.
Einstellen des Ausgleichs
• Taste so lange drücken, bis auf der Anzeige
Ausgleich erscheint und diese Option dann mit der
Taste auswählen.
Auf der Anzeige erscheinen dann die aktuellen Werte
für den Ausgleich und die Signalpegel.
• Taste drücken, um den Wert für den Ausgleich
zu bearbeiten.
• Taste oder drücken, um den
Ausgleichswert zu erhöhen oder zu erniedrigen und
diesen dann mit der Taste bestätigen.
32Einrichten desMetalldetektors
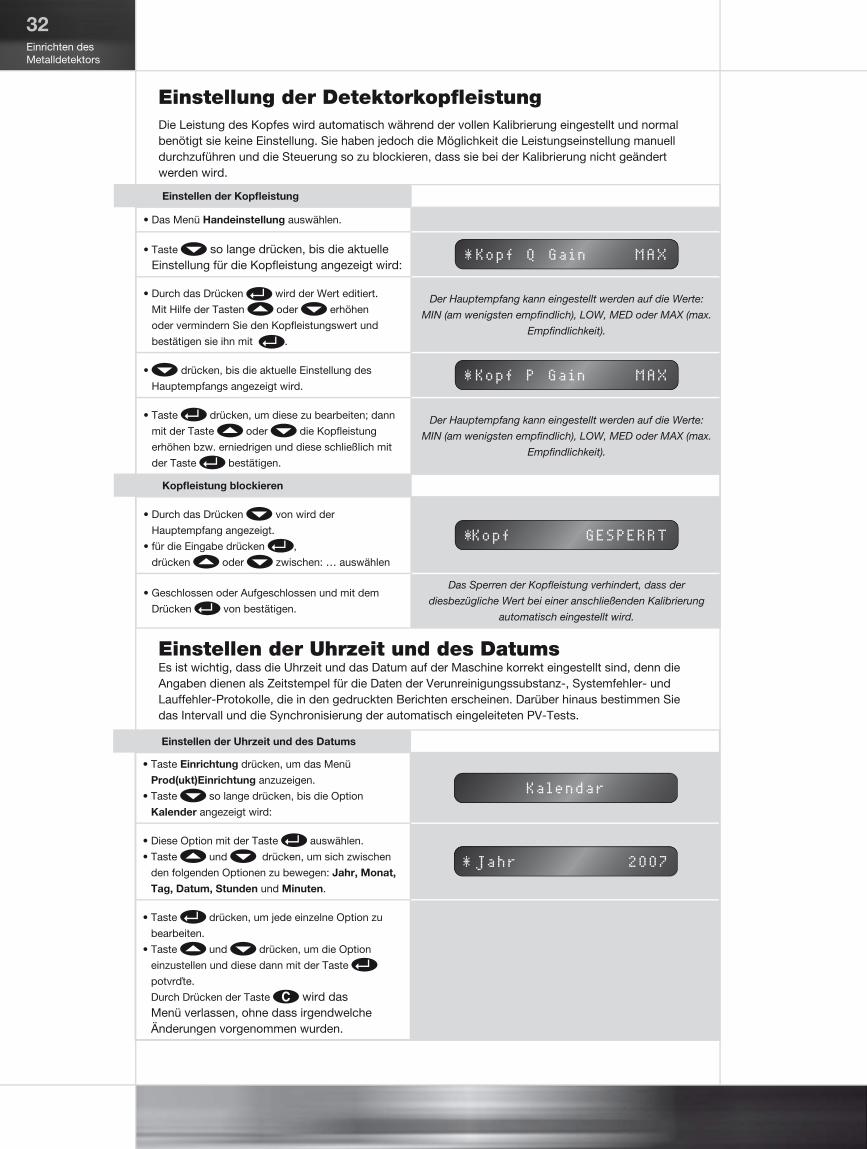
Einstellung der Detektorkopfl eistungDie Leistung des Kopfes wird automatisch während der vollen Kalibrierung eingestellt und normal benötigt sie keine Einstellung. Sie haben jedoch die Möglichkeit die Leistungseinstellung manuell durchzuführen und die Steuerung so zu blockieren, dass sie bei der Kalibrierung nicht geändert werden wird.
Einstellen der Uhrzeit und des DatumsEs ist wichtig, dass die Uhrzeit und das Datum auf der Maschine korrekt eingestellt sind, denn die Angaben dienen als Zeitstempel für die Daten der Verunreinigungssubstanz-, Systemfehler- und Lauffehler-Protokolle, die in den gedruckten Berichten erscheinen. Darüber hinaus bestimmen Sie das Intervall und die Synchronisierung der automatisch eingeleiteten PV-Tests.
Einstellen der Uhrzeit und des Datums
• Taste Einrichtung drücken, um das Menü
Prod(ukt)Einrichtung anzuzeigen.
• Taste so lange drücken, bis die Option
Kalender angezeigt wird:
• Diese Option mit der Taste auswählen.
• Taste und drücken, um sich zwischen
den folgenden Optionen zu bewegen: Jahr, Monat,
Tag, Datum, Stunden und Minuten.
• Taste drücken, um jede einzelne Option zu
bearbeiten.
• Taste und drücken, um die Option
einzustellen und diese dann mit der Taste
potvrďte.
Durch Drücken der Taste wird das Menü verlassen, ohne dass irgendwelche Änderungen vorgenommen wurden.
Einstellen der Kopfl eistung
• Das Menü Handeinstellung auswählen.
• Taste so lange drücken, bis die aktuelle Einstellung für die Kopfl eistung angezeigt wird:
• Durch das Drücken wird der Wert editiert.
Mit Hilfe der Tasten oder erhöhen
oder vermindern Sie den Kopfl eistungswert und
bestätigen sie ihn mit .
Der Hauptempfang kann eingestellt werden auf die Werte:
MIN (am wenigsten empfi ndlich), LOW, MED oder MAX (max.
Empfi ndlichkeit).
• drücken, bis die aktuelle Einstellung des
Hauptempfangs angezeigt wird.
• Taste drücken, um diese zu bearbeiten; dann
mit der Taste oder die Kopfl eistung
erhöhen bzw. erniedrigen und diese schließlich mit
der Taste bestätigen.
Der Hauptempfang kann eingestellt werden auf die Werte:
MIN (am wenigsten empfi ndlich), LOW, MED oder MAX (max.
Empfi ndlichkeit).
Kopfl eistung blockieren
• Durch das Drücken von wird der
Hauptempfang angezeigt.
• für die Eingabe drücken ,
drücken oder zwischen: … auswählen
• Geschlossen oder Aufgeschlossen und mit dem
Drücken von bestätigen.
Das Sperren der Kopfl eistung verhindert, dass der
diesbezügliche Wert bei einer anschließenden Kalibrierung
automatisch eingestellt wird.
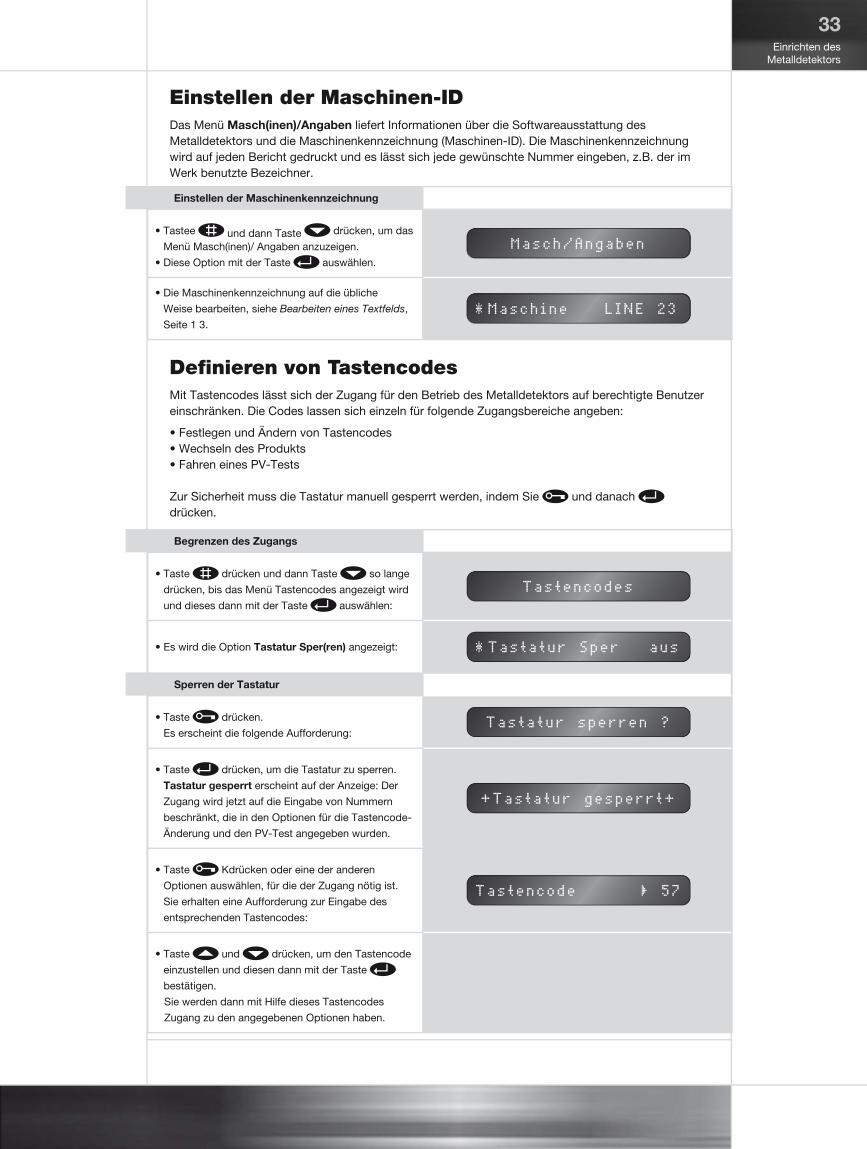
33Einrichten des
Metalldetektors
Einstellen der Maschinen-IDDas Menü Masch(inen)/Angaben liefert Informationen über die Softwareausstattung des Metalldetektors und die Maschinenkennzeichnung (Maschinen-ID). Die Maschinenkennzeichnung wird auf jeden Bericht gedruckt und es lässt sich jede gewünschte Nummer eingeben, z.B. der im Werk benutzte Bezeichner.
Defi nieren von TastencodesMit Tastencodes lässt sich der Zugang für den Betrieb des Metalldetektors auf berechtigte Benutzer einschränken. Die Codes lassen sich einzeln für folgende Zugangsbereiche angeben:
• Festlegen und Ändern von Tastencodes• Wechseln des Produkts• Fahren eines PV-Tests
Zur Sicherheit muss die Tastatur manuell gesperrt werden, indem Sie und danach drücken.
Einstellen der Maschinenkennzeichnung
• Tastee und dann Taste drücken, um das
Menü Masch(inen)/ Angaben anzuzeigen.
• Diese Option mit der Taste auswählen.
• Die Maschinenkennzeichnung auf die übliche
Weise bearbeiten, siehe Bearbeiten eines Textfelds,
Seite 1 3.
Begrenzen des Zugangs
• Taste drücken und dann Taste so lange
drücken, bis das Menü Tastencodes angezeigt wird
und dieses dann mit der Taste auswählen:
• Es wird die Option Tastatur Sper(ren) angezeigt:
Sperren der Tastatur
• Taste drücken.
Es erscheint die folgende Aufforderung:
• Taste drücken, um die Tastatur zu sperren.
Tastatur gesperrt erscheint auf der Anzeige: Der
Zugang wird jetzt auf die Eingabe von Nummern
beschränkt, die in den Optionen für die Tastencode-
Änderung und den PV-Test angegeben wurden.
• Taste Kdrücken oder eine der anderen
Optionen auswählen, für die der Zugang nötig ist.
Sie erhalten eine Aufforderung zur Eingabe des
entsprechenden Tastencodes:
• Taste und drücken, um den Tastencode
einzustellen und diesen dann mit der Taste
bestätigen.
Sie werden dann mit Hilfe dieses Tastencodes
Zugang zu den angegebenen Optionen haben.
34Einrichten desMetalldetektors
Benutzen der Leistungsvalidierung(PV)
Dieses Kapitel erläutert die
Vorteile des Verfahrens zur
Leistungsvalidierung (Performance
Validation, PV) und erklärt, wie der
Metalldetektor für die PV-Prüfung
einzurichten ist; ferner enthält es
Informationen über jeden einzelnen,
anzugebenden Parameter.

36Benutzen derLeistungsvalidierung
EinleitungEine regelmäßige Kontrolle der Metalldetektor-Empfi ndlichkeit sollte ein normaler Bestandteil eines jeden Qualitätssicherungsverfahrens sein. Dies ist insbesondere wichtig, wenn es darauf ankommt, die gebührende Sorgfalt an den Tag zu legen. Das Durchführen von regelmäßigen Empfi ndlichkeitskontrollen und Aufbewahren von handschriftlichen Anzeichnungen der Ergebnisse stellt einen möglichen Ansatz hierzu dar.
Als Beitrag zu regelmäßigen Qualitätssicherungskontrollen gehört zum Metalldetektor ein automatisches PV-System. Dieses System lässt sich so einrichten, dass es den Bediener auffordert, regelmäßige Qualitätssicherungskontrollen durchzuführen und es ihn dann mit Hilfe von Anweisungen durch eine Abfolge von Tests unter Verwendung der Standardprüfproben führt. Am Ende des PV-Tests werden die Ergebnisse auf einen PC übertragen oder an einen Drucker gesendet, der dann den Bericht druckt.
Ein typischer PV-Testbericht sieht wie folgt aus:
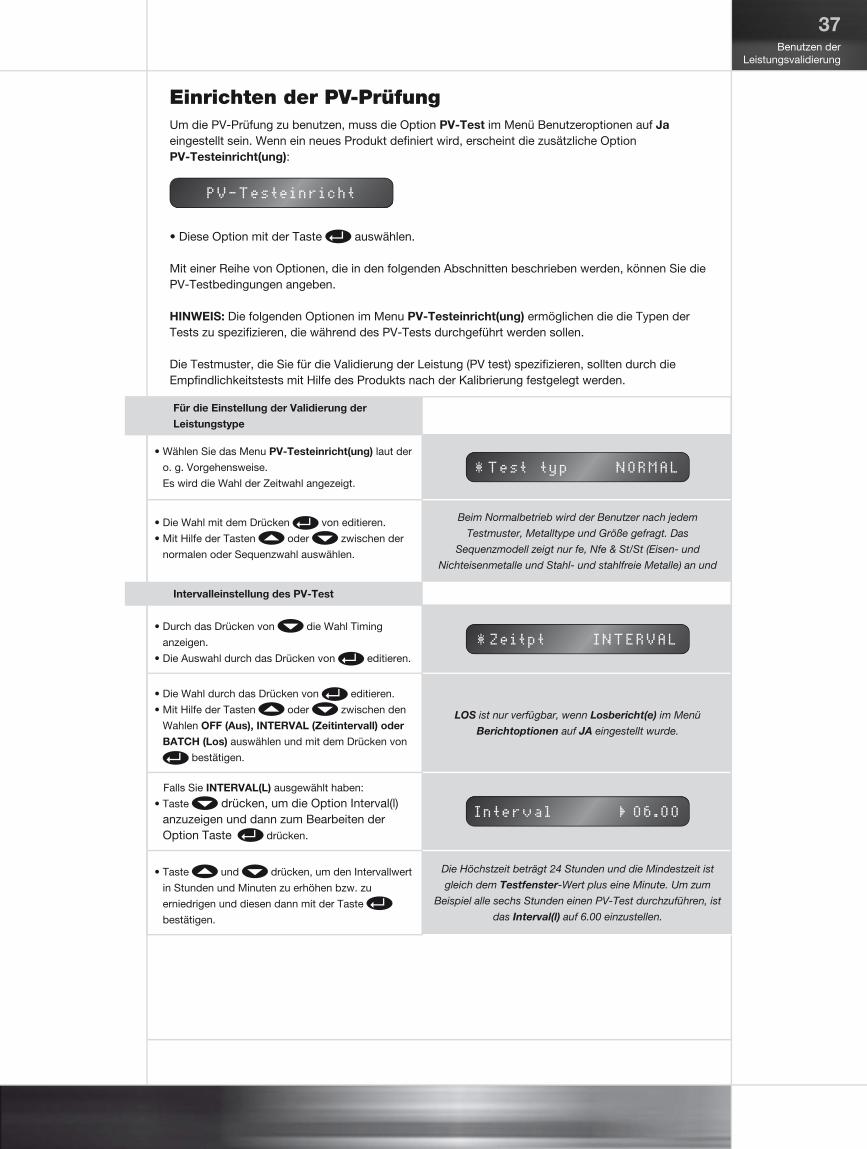
37Benutzen der
Leistungsvalidierung
Einrichten der PV-PrüfungUm die PV-Prüfung zu benutzen, muss die Option PV-Test im Menü Benutzeroptionen auf Ja eingestellt sein. Wenn ein neues Produkt defi niert wird, erscheint die zusätzliche OptionPV-Testeinricht(ung):
• Diese Option mit der Taste auswählen.
Mit einer Reihe von Optionen, die in den folgenden Abschnitten beschrieben werden, können Sie die PV-Testbedingungen angeben.
HINWEIS: Die folgenden Optionen im Menu PV-Testeinricht(ung) ermöglichen die die Typen der Tests zu spezifi zieren, die während des PV-Tests durchgeführt werden sollen.
Die Testmuster, die Sie für die Validierung der Leistung (PV test) spezifi zieren, sollten durch die Empfi ndlichkeitstests mit Hilfe des Produkts nach der Kalibrierung festgelegt werden.
Für die Einstellung der Validierung der
Leistungstype
• Wählen Sie das Menu PV-Testeinricht(ung) laut der
o. g. Vorgehensweise.
Es wird die Wahl der Zeitwahl angezeigt.
• Die Wahl mit dem Drücken von editieren.
• Mit Hilfe der Tasten oder zwischen der
normalen oder Sequenzwahl auswählen.
Beim Normalbetrieb wird der Benutzer nach jedem
Testmuster, Metalltype und Größe gefragt. Das
Sequenzmodell zeigt nur fe, Nfe & St/St (Eisen- und
Nichteisenmetalle und Stahl- und stahlfreie Metalle) an und
Intervalleinstellung des PV-Test
• Durch das Drücken von die Wahl Timing
anzeigen.
• Die Auswahl durch das Drücken von editieren.
• Die Wahl durch das Drücken von editieren.
• Mit Hilfe der Tasten oder zwischen den
Wahlen OFF (Aus), INTERVAL (Zeitintervall) oder
BATCH (Los) auswählen und mit dem Drücken von
bestätigen.
LOS ist nur verfügbar, wenn Losbericht(e) im Menü
Berichtoptionen auf JA eingestellt wurde.
Falls Sie INTERVAL(L) ausgewählt haben:
• Taste drücken, um die Option Interval(l) anzuzeigen und dann zum Bearbeiten der Option Taste drücken.
• Taste und drücken, um den Intervallwert
in Stunden und Minuten zu erhöhen bzw. zu
erniedrigen und diesen dann mit der Taste
bestätigen.
Die Höchstzeit beträgt 24 Stunden und die Mindestzeit ist
gleich dem Testfenster-Wert plus eine Minute. Um zum
Beispiel alle sechs Stunden einen PV-Test durchzuführen, ist
das Interval(l) auf 6.00 einzustellen.
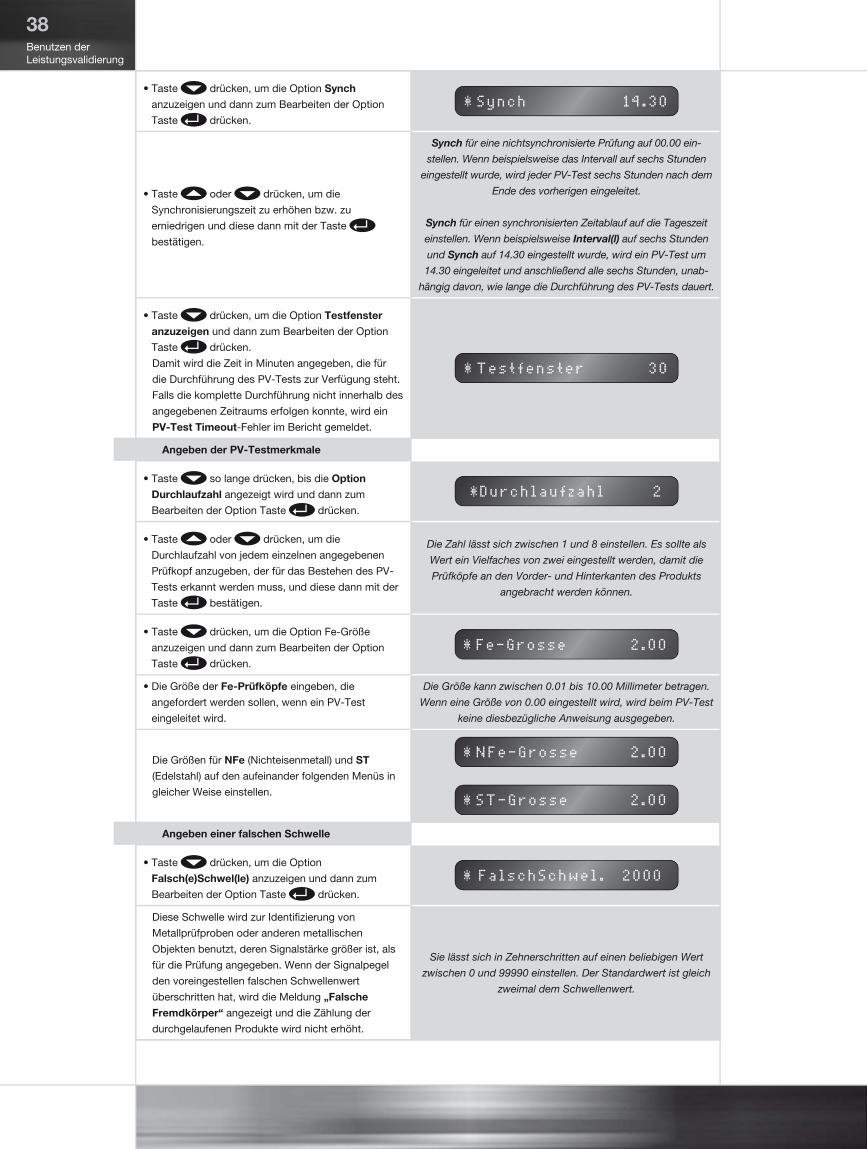
38Benutzen derLeistungsvalidierung
• Taste drücken, um die Option Synch
anzuzeigen und dann zum Bearbeiten der Option
Taste drücken.
• Taste oder drücken, um die
Synchronisierungszeit zu erhöhen bzw. zu
erniedrigen und diese dann mit der Taste
bestätigen.
Synch für eine nichtsynchronisierte Prüfung auf 00.00 ein-
stellen. Wenn beispielsweise das Intervall auf sechs Stunden
eingestellt wurde, wird jeder PV-Test sechs Stunden nach dem
Ende des vorherigen eingeleitet.
Synch für einen synchronisierten Zeitablauf auf die Tageszeit
einstellen. Wenn beispielsweise Interval(l) auf sechs Stunden
und Synch auf 14.30 eingestellt wurde, wird ein PV-Test um
14.30 eingeleitet und anschließend alle sechs Stunden, unab-
hängig davon, wie lange die Durchführung des PV-Tests dauert.
• Taste drücken, um die Option Testfenster
anzuzeigen und dann zum Bearbeiten der Option
Taste drücken.
Damit wird die Zeit in Minuten angegeben, die für
die Durchführung des PV-Tests zur Verfügung steht.
Falls die komplette Durchführung nicht innerhalb des
angegebenen Zeitraums erfolgen konnte, wird ein
PV-Test Timeout-Fehler im Bericht gemeldet.
Angeben der PV-Testmerkmale
• Taste so lange drücken, bis die Option
Durchlaufzahl angezeigt wird und dann zum
Bearbeiten der Option Taste drücken.
• Taste oder drücken, um die
Durchlaufzahl von jedem einzelnen angegebenen
Prüfkopf anzugeben, der für das Bestehen des PV-
Tests erkannt werden muss, und diese dann mit der
Taste bestätigen.
Die Zahl lässt sich zwischen 1 und 8 einstellen. Es sollte als
Wert ein Vielfaches von zwei eingestellt werden, damit die
Prüfköpfe an den Vorder- und Hinterkanten des Produkts
angebracht werden können.
• Taste drücken, um die Option Fe-Größe
anzuzeigen und dann zum Bearbeiten der Option
Taste drücken.
• Die Größe der Fe-Prüfköpfe eingeben, die
angefordert werden sollen, wenn ein PV-Test
eingeleitet wird.
Die Größe kann zwischen 0.01 bis 10.00 Millimeter betragen.
Wenn eine Größe von 0.00 eingestellt wird, wird beim PV-Test
keine diesbezügliche Anweisung ausgegeben.
Die Größen für NFe (Nichteisenmetall) und ST
(Edelstahl) auf den aufeinander folgenden Menüs in
gleicher Weise einstellen.
Angeben einer falschen Schwelle
• Taste drücken, um die Option
Falsch(e)Schwel(le) anzuzeigen und dann zum
Bearbeiten der Option Taste drücken.
Diese Schwelle wird zur Identifi zierung von
Metallprüfproben oder anderen metallischen
Objekten benutzt, deren Signalstärke größer ist, als
für die Prüfung angegeben. Wenn der Signalpegel
den voreingestellen falschen Schwellenwert
überschritten hat, wird die Meldung „Falsche
Fremdkörper“ angezeigt und die Zählung der
durchgelaufenen Produkte wird nicht erhöht.
Sie lässt sich in Zehnerschritten auf einen beliebigen Wert
zwischen 0 und 99990 einstellen. Der Standardwert ist gleich
zweimal dem Schwellenwert.
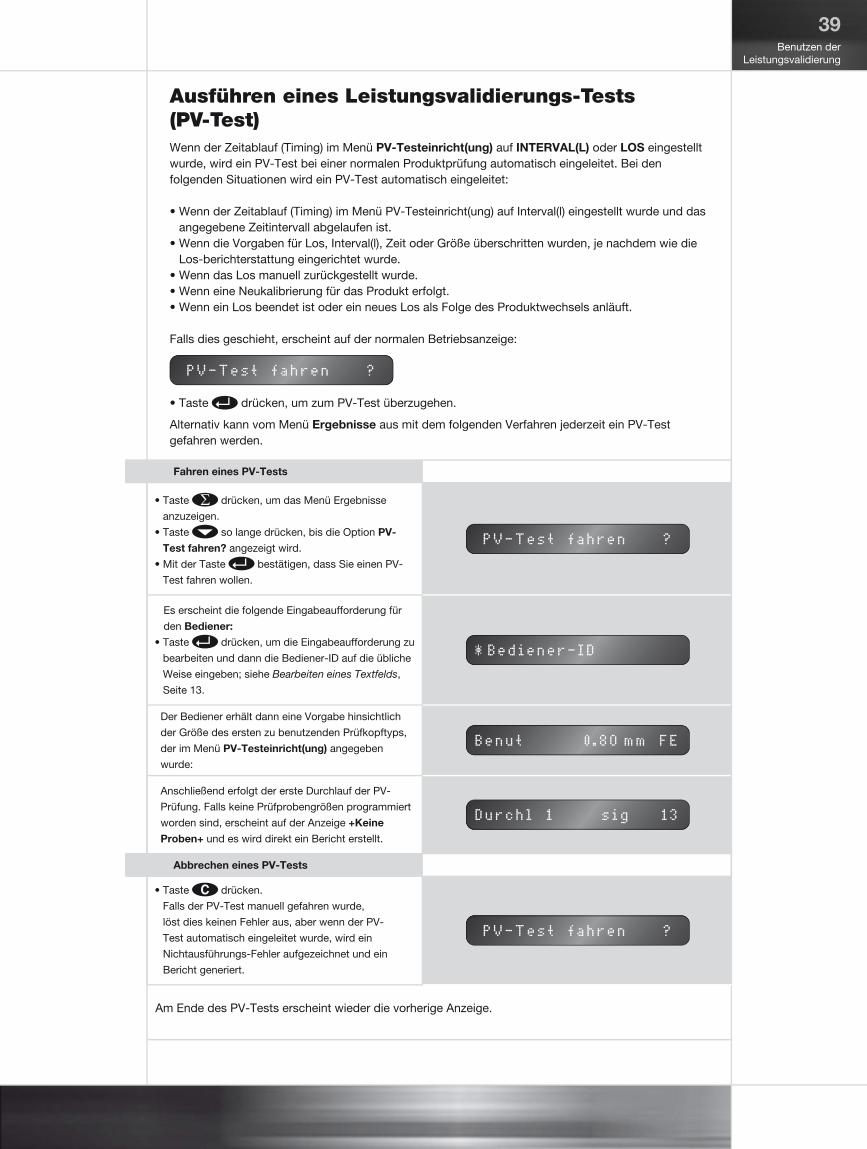
39Benutzen der
Leistungsvalidierung
Ausführen eines Leistungsvalidierungs-Tests (PV-Test)Wenn der Zeitablauf (Timing) im Menü PV-Testeinricht(ung) auf INTERVAL(L) oder LOS eingestellt wurde, wird ein PV-Test bei einer normalen Produktprüfung automatisch eingeleitet. Bei den folgenden Situationen wird ein PV-Test automatisch eingeleitet:
• Wenn der Zeitablauf (Timing) im Menü PV-Testeinricht(ung) auf Interval(l) eingestellt wurde und das angegebene Zeitintervall abgelaufen ist.
• Wenn die Vorgaben für Los, Interval(l), Zeit oder Größe überschritten wurden, je nachdem wie die Los-berichterstattung eingerichtet wurde.
• Wenn das Los manuell zurückgestellt wurde.• Wenn eine Neukalibrierung für das Produkt erfolgt.• Wenn ein Los beendet ist oder ein neues Los als Folge des Produktwechsels anläuft.
Falls dies geschieht, erscheint auf der normalen Betriebsanzeige:
• Taste drücken, um zum PV-Test überzugehen.
Alternativ kann vom Menü Ergebnisse aus mit dem folgenden Verfahren jederzeit ein PV-Test gefahren werden.
Fahren eines PV-Tests
• Taste drücken, um das Menü Ergebnisse
anzuzeigen.
• Taste so lange drücken, bis die Option PV-
Test fahren? angezeigt wird.
• Mit der Taste bestätigen, dass Sie einen PV-
Test fahren wollen.
Es erscheint die folgende Eingabeaufforderung für
den Bediener:
• Taste drücken, um die Eingabeaufforderung zu
bearbeiten und dann die Bediener-ID auf die übliche
Weise eingeben; siehe Bearbeiten eines Textfelds,
Seite 13.
Der Bediener erhält dann eine Vorgabe hinsichtlich
der Größe des ersten zu benutzenden Prüfkopftyps,
der im Menü PV-Testeinricht(ung) angegeben
wurde:
Anschließend erfolgt der erste Durchlauf der PV-
Prüfung. Falls keine Prüfprobengrößen programmiert
worden sind, erscheint auf der Anzeige +Keine
Proben+ und es wird direkt ein Bericht erstellt.
Abbrechen eines PV-Tests
• Taste drücken.
Falls der PV-Test manuell gefahren wurde,
löst dies keinen Fehler aus, aber wenn der PV-
Test automatisch eingeleitet wurde, wird ein
Nichtausführungs-Fehler aufgezeichnet und ein
Bericht generiert.
Am Ende des PV-Tests erscheint wieder die vorherige Anzeige.

40Benutzen derLeistungsvalidierung
Installier en des Metalldetektors
Dieses Kapitel beschreibt,
wie die Metalldetektor-
Modelle zu installieren sind.
Zunächst werden allgemeine
Informationen angegeben, die
für alle Ausführungen zutreffend
sind, und danach die für jede
einzelne Ausführung spezifi schen
Montageanweisungen.
42Installier en des Metalldetektors
Allgemeine InformationenDie folgenden Informationen gelten für Metalldetektor-Ausführungen.
Eine Beschreibung von jedem einzelnen Metalldetektor-Modell fi nden Sie im Kapitel Informationen zu den Metalldetektor-Modellen, Seite 1.
HinweiseDie folgenden Sicherheitshinweise gelten für die bei allen Ausführungen anzuwendenden Verfahren:
1. LEBENSGEFAHR – STROMVERSORGUNGEN
2. LEBENSGEFAHR – DRUCKLUFT-VERSORGUNGEN
3. LEBENSGEFAHR – DRUCKLUFT-VERSORGUNGEN
4. AUSWURFVORRICHTUNGEN
6. SCHWERE AUSRÜSTUNG
7. HEBEGERÄT
8. TRANSPORT DER METALLDETEKTOREN
9. VERSCHMUTZUNGSSTOFFE
Für Details, siehe Sicherheitshinweise, Seite iii.
Die folgenden Notfallverfahren sind für diese Verfahren anwendbar:
2. VERHALTEN BEI FEUER.
Für Details, siehe Verfahren für den Notfall, Seite v.
Erforderlicher Raum für Installation und InstandhaltungEs ist darauf zu achten, dass ausreichend freier Raum vor und hinter dem Metalldetektor übrig bleibt, damit das Inbetriebnahme- und Betriebspersonal problemlos Zugang zu den Komponenten hat. Es wird empfohlen, dass nach Möglichkeit vor und hinter der Maschine jeweils mindestens 1 Meter Platz frei bleibt.
Heben und Transportieren eines MetalldetektorsJe nach Größe und Gewicht ist entweder ein Kran oder ein Gabelstapler zum Heben und für den Transport an den endgültigen Aufstellungsort notwendig.
Wenn ein mit Rädern versehener Metalldetektor mit Hilfe der Räder verschoben werden soll, ist darauf zu achten, dass die Fortbewegung mit Behutsamkeit erfolgt. Die Räder dürfen an keine Hindernisse stoßen, da dies die Kunststoffradeinlagen in den Füßen beschädigen kann.
Nicht versuchen, den Metalldetektor anzuheben oder zu transportieren, indem an der Auswurfabdeckung Kraft ausgeübt wird. Die Auswurfabdeckungen sind aus Kunststoff und halten solche Belastungen nicht aus.
Benutzen eines Krans
• Die Lastbügel sind an jeder Einheit so zu positionieren, dass diese beim Heben nicht umkippt. Die Lastbügel am Kran befestigen.
• Die Einheit anheben und vorsichtig zu dem entsprechenden Ort transportieren.• Die Einheit absenken und die Lastbügel entfernen.• Niemals die Lastbügel durch irgendeine Öffnung stecken.
Benutzen eines Gabelstaplers
• Jede Einheit so auf den Gabeln positionieren, dass sie nicht kippen kann. Zum Anheben das Hebezeug so weit hochfahren, dass die Einheit Bodenfreiheit hat und an keinen Hindernissen mehr anstoßen kann.
• Die Einheit vorsichtig an den gewünschten Ort transportieren.• Die Gabeln absenken und von der Einheit abziehen.
Entfernen von Verpackungsmaterial• Alle Materialien, die Verpackungszwecken und als Schutz dienen, entfernen.
43Installier en des Metalldetektors
EMV-BetrachtungenDie gesamte Loma-Ausrüstung wurde so entworfen, dass sie unter Werksbedingungen betrieben werden kann und dies ist nach anerkannten internationalen Elektromagnetischen Verträglichkeits- (EMV-)Standards geprüft worden. Es ist jedoch dennoch sicherzustellen, dass die Ausrüstung nicht über ihre Versorgung oder luftübertragene Quellen übermäßigem Elektrorauschen ausgesetzt ist.
Stromversorgungs-Betrachtungen
Die Einheit sollte eine eigene Versorgung haben, außer wenn die Netzversorgung als sauber vorgesetzt werden kann. Die Erde hat robust, niederohmig und rauschfrei zu sein.Jede diesbezügliche Versorgungsleitung ist in ihrem eigenen Isolierrohr zu verlegen, wobei diese Leitungen entfernt von anderen rauschenden Versorgungen anzuordnen sind.Die Eingangsspannung sollte keine Spannungsschwankungen aufweisen, die außerhalb der Grenzen (NWML0320) liegen:• -15% bis +10% bezogen auf die nominale Speisespannung (230V oder 110V).• Spannungsausfall (0V) für länger als 20ms.• 50% der Nennspannung für länger als 40ms.• 80% der Nennspannung für länger als 100ms.Der Betrieb außerhalb dieser Grenzen kann einen vorübergehenden Funktionsverlust nach sich ziehen, bis der Versorgungszustand wieder innerhalb der normalen Grenzen liegt.
Andere EMV-Betrachtungen
Jedes E/A-Signal, das an den Hilfsanschlüssen angeschlossen ist, ist in einem abgeschirmtem Kabel zu führen, wobei ein Ende über einen niederohmigen Pfad gegenüber der HF zu erden und frei von Elektrorauschquellen zu halten ist (z.B. Netzstromversorgungen für große elektrische Maschinen).Der Metalldetektor ist ein hoch empfi ndliches HF-Messgerät, das gut gegen äußere Störungen abgeschirmt ist und ein ausgezeichnetes elektronisches Aufl ösungsvermögen gegenüber unerwünschten elektromagnetischen Feldern besitzt. Infolge seiner Empfi ndlichkeit ist es jedoch möglich, dass andere Geräte, die hohe HF-Rauschpegel bei der Arbeitsfrequenz des Detektors aussenden, eine Störung hervorrufen und dadurch die Leistung des Detektors verschlechtern. Es ist deshalb bei der Standortwahl für den Detektor darauf zu achten, dass er sich nicht in der Nähe von irgendwelchen Geräten befi ndet, die ungewöhnlich hohe HF-Störpegel aussenden, wenn ein ordnungsgemäßer Betrieb aufrechterhalten werden soll.
Hochfrequenzstörung
Ein Metalldetektor ist im Wesentlichen ein Hochfrequenz- (HF-) Empfänger. Als solcher ist er auf hochfrequentes Rauschen in der Nachbarschaft des Detektorstandorts empfi ndlich. Während die Frequenzen, die nicht nahe an der Detektor-Arbeitsfrequenz liegen, gewöhnlich herausgefi ltert werden (dazu gehören die meisten „Walkie-Talkie“- Frequenzen, außer wenn der Sender sehr nahe an die Detektoröffnung gehalten wird), ist es für die in modernen Drehzahlreglern verwendete Steuerfrequenz (oder ein Vielfaches von ihr) nicht ungewöhnlich, die Ursache von Störungen zu sein.Um die Risiken von solchen Störungen, die für falsche Auswürfe oder für andere Symptome einer unerwünschten Betriebsbeeinfl ussung am Metalldetektor verantwortlich sind, zu verringern, sollten die folgenden Empfehlungen befolgt werden:Die Eingangs- und Ausgangsverkabelung für Drehzahlregler immer in ausreichender Entfernung von der Metalldetektorzone verlegen. NIEMALS die Verkabelung für den Drehzahlregler in das gleiche Isolierrohr oder auf die gleiche Versorgung legen wie die Metalldetektor-Verkabelung.Die Verkabelung für den Drehzahlregler in der Nachbarschaft des Metalldetektors in einem starren Stahlkabelkanal verlegen oder andere Techniken zur 100%igen Kabelabschirmung benutzen.Es sind stets die Herstelleranweisungen für die Installation, Verkabelung, Abschirmung und Erdung zu befolgen.Neben der Einhaltung dieser Richtlinien können die meisten Hersteller von Drehzahlreglern Eingangs- und Ausgangsfi lter liefern, die sich in die Verkabelung vor Ort einbauen lassen, so dass die HF-Emissionen, falls erforderlich, drastisch gesenkt werden können.Alle Loma-Metalldetektoren wurden so entworfen und geprüft, dass sie die FCC-Anforderungen und die neuen, strengen europäischen Vorschriften für HF-Abstrahlungen erfüllen, dies sowohl hinsichtlich der eigenen, nicht übermäßigen Abstrahlung, als auch in Bezug auf eine nicht erwünschte Betriebsbeeinfl ussung durch das Vorhandensein von anderer Ausrüstung, deren Emissionen ebenfalls den Standards entsprechen.Durch diesen Ansatz kann Loma einen stabilen Betrieb selbst in rauschenden HF-Umgebungen gewährleisten, vorausgesetzt, dass die andere Ausrüstung den gleichen Standards entspricht und die Verkabelung am Einsatzort ausreichend „solide“ ausgelegt ist.
44Installier en des Metalldetektors
Austauschsicherungen des BetätigungspultesAlle Betätigungspulte der Metalldetektore sind ungeachtet des Ausstattungstyps mit drei Austauschsicherungen versehen: F1 (T2A) Teil-Nr. Loma 517033 – Anbringung in dem Wechselstrom-Zuleitungsspeisekreis, F2 und F3 (T5A) Teil-Nr. Loma 517026 – Anbringung in Relaiskreisen der Ausscheidungsanlage. Alle Sicherungen sind unter der Schutzabdeckung des Netzteiles angebrachtF1: Wenn die Sicherung durchbrennt bei der Inbetriebnahme des Gerätes, kann sie ausgetauscht werden. Sollte sie jedoch nach dem Wechsel erneut durchbrenne, wird kein weiterer Wechsel empfohlen. Kontaktieren Sie bitte das örtliche Servicezentrum.F2 a F3: Vor dem Wechsel wird empfohlen, die an das Ausschaltrelais angeschlossenen Stromkreise zu überprüfen, und den genauen Grund des Durchbrennens der Sicherung festzustellen.Vor dem Wechsel jeglicher Sicherung müssen folgende Sicherheitsmaßnahmen eingehalten werden:Vor dem Beginn jeglicher Arbeit an dem Netzteil alle Energieanschlüsse ABKUPPELN vom System des Detektors.
WARNUNG: Wenn Sie den Schutz vor einem Brandrisiko einhalten wollen, tauschen Sie die durchgebrannten Sicherungen mit Sicherungen desselben Typs und Leistung aus.
Den Zugang zu den Sicherungen können Sie auf folgende Weise schaffen:
• Mit einem beigestellten 5 mm Schlüssel die Schrauben aus der vorderen ausklappbaren Tür auf dem Bedienungsschrank ausschrauben, und die Tür öffnen.
• Vier M3 Säulen. die die Sicherheitsnetzabdeckung des Displays sichern, demontieren und abnehmen, diesen vorsichtig abnehmen.
Die Abdeckung ist über eine Masseleitung mit dem Bedienungsschrank verbunden; diesen Anschluss müssen Sie nicht demontieren. Die Leitung hat eine ausreichende Länge und ermöglicht das Positionieren der Abdeckung in den unteren Teil der ausklappbaren Tür.Alle drei Sicherungen sind in dem unteren Teil in den linken Ecken der Hauptbedienplatte positioniert. Nach dem Wechsel führen Sie alle Schritte in umgekehrter Reihenfolge aus.
Ferngesteuerte BenutzerschnittstelleElektronische Betätigungen des Metalldetektors sind in den Detektorkopf zusammen mit der Benutzerschnittstelle eingeschaltet, die Benutzerschnittstelle kann jedoch auch im Rahmen deren Abdeckung betätigt werden – der Zugang dazu wäre sonst kompliziert.Zur Verfügung stehen zwei Versionen der ferngesteuerten Benutzerschnittstelle. Eine Version besitzt die Boardversorgung, die andere nicht. Der Typ mit der Boardversorgung ist immer dort zu verwenden, wo die Verkabelung zwischen dem Detektorkopf und Benutzerschnittstelle länger als 2 m ist.Bei der Kabelführung zu der Fernsteuerung der Benutzerschnittstelle gehen Sie vorsichtig vor und halten die EMV-Verfahren ein – die Inbetriebnahme nicht mittels der Hauptversorgung oder Hochfrequenz- Umschaltungskabel vornehmen.
Installieren einer seriellen VerbindungDie Hauptsteuerkarte muss mit dem optionalen Paket für Berichte und Protokolle und der Leiterplatte für die serielle Verbindung ausgerüstet sein.Damit Sie jede der Optionen von der seriellen Verbindung benutzen können, benötigt Ihr Detektor eine Kabel- und Stecker-Baugruppe, die den externen Anschluss an die Elektronik für die serielle Verbindung, die sich auf der Leiterplatte befi ndet, erleichtert. Der Steckverbinder befi ndet sich normalerweise an der Unterseite des Steuerschranks.Wenn die Option für die serielle Verbindung mit Ihrem Detektor bestellt wurde, werden die erforderlichen internen Kabel und die Außensteckdose komplett mit einem unbeschalteten, externen Gegenstecker und den Schaltbildern geliefert. Wenn Sie die serielle Verbindung an ein bestehendes System hinzufügen wollen, kontaktieren Sie bitte Ihr lokales Wartungszentrum, das Ihnen gerne dabei hilft.In Ihrem optionalen Betriebshandbuch fi nden Sie die Verdrahtungsrichtlinien und die Informationen über die Position der Leiterplatte für die serielle Verbindung, und zwar für alle verfügbaren Verbindungen.
TransportbandausführungenDieser Abschnitt beschreibt, wie Loma-Förderer mit Flachgurten und modularen Kunststoffgurten, die bereits mit den Loma-Metalldetektor-Suchköpfen ausgerüstet sind, zu installieren sind. Nach
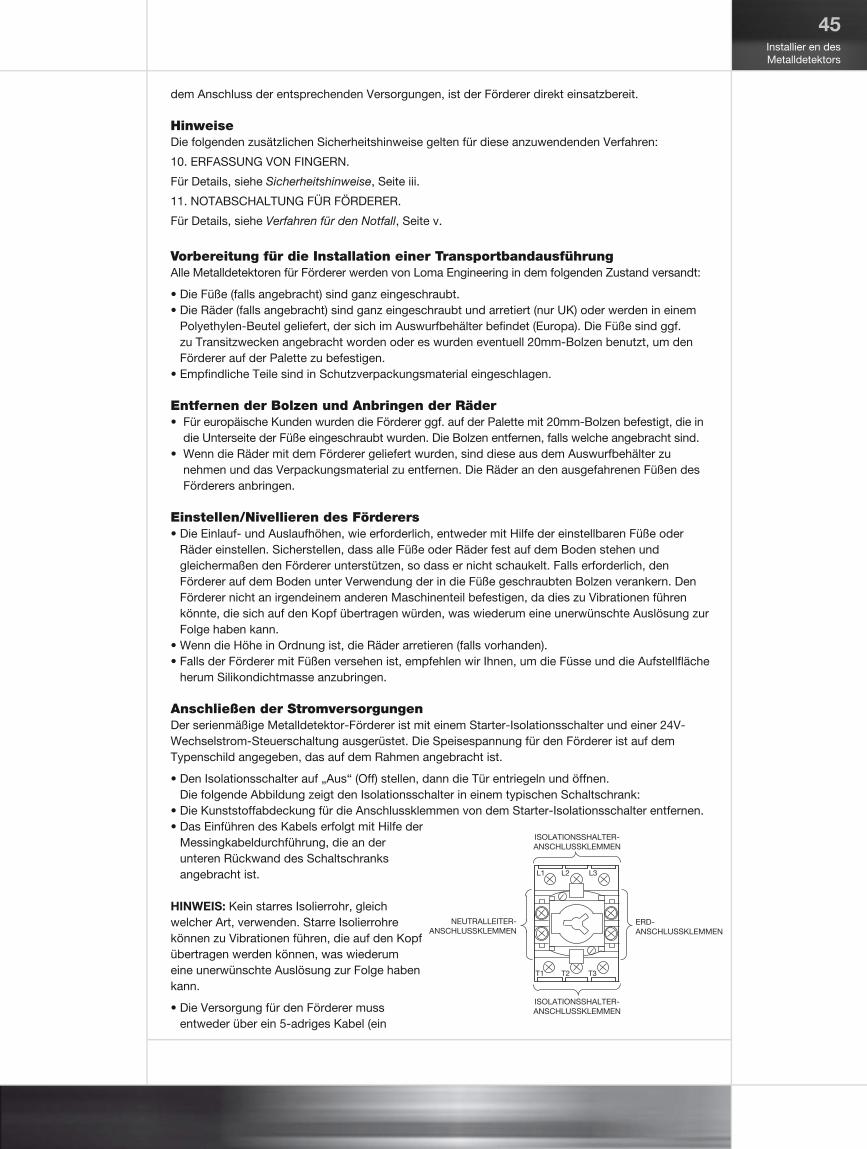
45Installier en des Metalldetektors
dem Anschluss der entsprechenden Versorgungen, ist der Förderer direkt einsatzbereit.
HinweiseDie folgenden zusätzlichen Sicherheitshinweise gelten für diese anzuwendenden Verfahren:
10. ERFASSUNG VON FINGERN.
Für Details, siehe Sicherheitshinweise, Seite iii.
11. NOTABSCHALTUNG FÜR FÖRDERER.
Für Details, siehe Verfahren für den Notfall, Seite v.
Vorbereitung für die Installation einer TransportbandausführungAlle Metalldetektoren für Förderer werden von Loma Engineering in dem folgenden Zustand versandt:
• Die Füße (falls angebracht) sind ganz eingeschraubt.• Die Räder (falls angebracht) sind ganz eingeschraubt und arretiert (nur UK) oder werden in einem
Polyethylen-Beutel geliefert, der sich im Auswurfbehälter befi ndet (Europa). Die Füße sind ggf. zu Transitzwecken angebracht worden oder es wurden eventuell 20mm-Bolzen benutzt, um den Förderer auf der Palette zu befestigen.
• Empfi ndliche Teile sind in Schutzverpackungsmaterial eingeschlagen.
Entfernen der Bolzen und Anbringen der Räder• Für europäische Kunden wurden die Förderer ggf. auf der Palette mit 20mm-Bolzen befestigt, die in
die Unterseite der Füße eingeschraubt wurden. Die Bolzen entfernen, falls welche angebracht sind.• Wenn die Räder mit dem Förderer geliefert wurden, sind diese aus dem Auswurfbehälter zu
nehmen und das Verpackungsmaterial zu entfernen. Die Räder an den ausgefahrenen Füßen des Förderers anbringen.
Einstellen/Nivellieren des Förderers• Die Einlauf- und Auslaufhöhen, wie erforderlich, entweder mit Hilfe der einstellbaren Füße oder
Räder einstellen. Sicherstellen, dass alle Füße oder Räder fest auf dem Boden stehen und gleichermaßen den Förderer unterstützen, so dass er nicht schaukelt. Falls erforderlich, den Förderer auf dem Boden unter Verwendung der in die Füße geschraubten Bolzen verankern. Den Förderer nicht an irgendeinem anderen Maschinenteil befestigen, da dies zu Vibrationen führen könnte, die sich auf den Kopf übertragen würden, was wiederum eine unerwünschte Auslösung zur Folge haben kann.
• Wenn die Höhe in Ordnung ist, die Räder arretieren (falls vorhanden).• Falls der Förderer mit Füßen versehen ist, empfehlen wir Ihnen, um die Füsse und die Aufstellfl äche
herum Silikondichtmasse anzubringen.
Anschließen der StromversorgungenDer serienmäßige Metalldetektor-Förderer ist mit einem Starter-Isolationsschalter und einer 24V-Wechselstrom-Steuerschaltung ausgerüstet. Die Speisespannung für den Förderer ist auf dem Typenschild angegeben, das auf dem Rahmen angebracht ist.
• Den Isolationsschalter auf „Aus“ (Off) stellen, dann die Tür entriegeln und öffnen.Die folgende Abbildung zeigt den Isolationsschalter in einem typischen Schaltschrank:
• Die Kunststoffabdeckung für die Anschlussklemmen von dem Starter-Isolationsschalter entfernen.• Das Einführen des Kabels erfolgt mit Hilfe der
Messingkabeldurchführung, die an der unteren Rückwand des Schaltschranks angebracht ist.
HINWEIS: Kein starres Isolierrohr, gleich welcher Art, verwenden. Starre Isolierrohre können zu Vibrationen führen, die auf den Kopf übertragen werden können, was wiederum eine unerwünschte Auslösung zur Folge haben kann.
• Die Versorgung für den Förderer muss entweder über ein 5-adriges Kabel (ein
ISOLATIONSSHALTER-ANSCHLUSSKLEMMEN
ERD-ANSCHLUSSKLEMMEN
NEUTRALLEITER-ANSCHLUSSKLEMMEN
ISOLATIONSSHALTER-ANSCHLUSSKLEMMEN
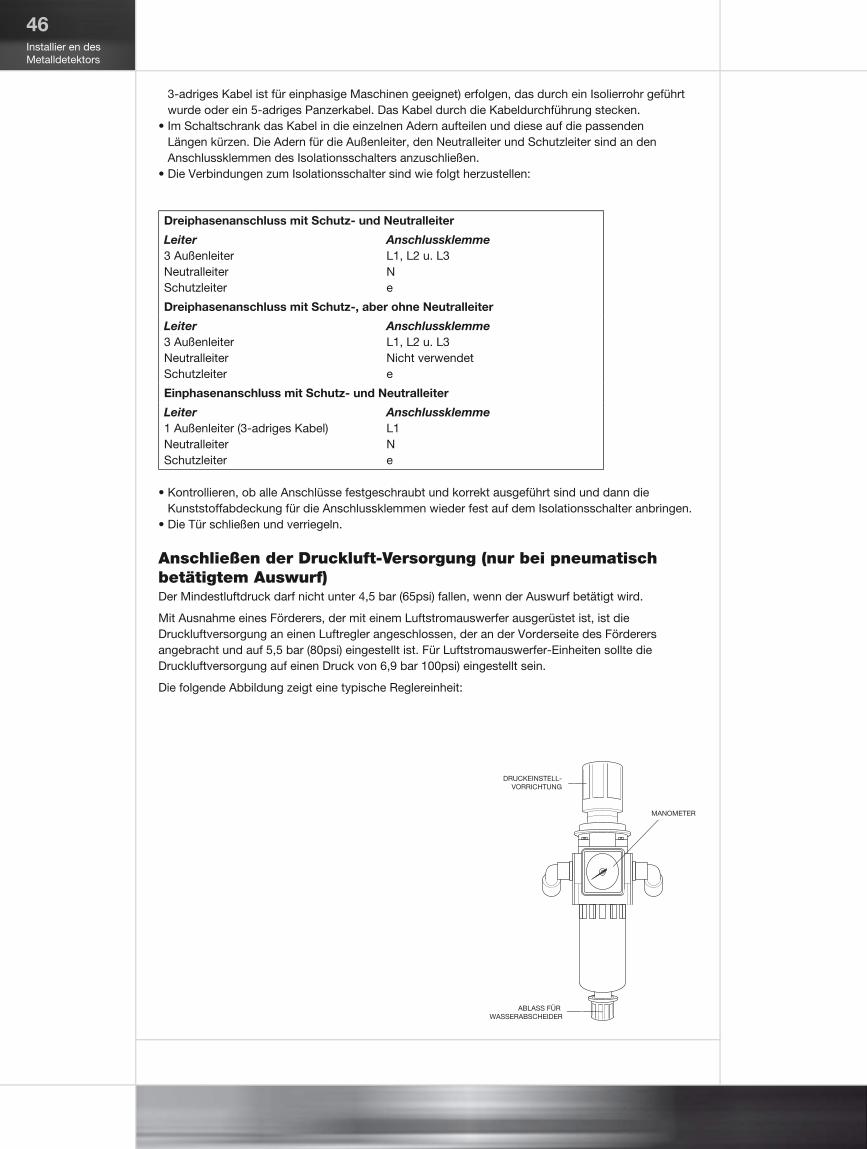
46Installier en des Metalldetektors
3-adriges Kabel ist für einphasige Maschinen geeignet) erfolgen, das durch ein Isolierrohr geführt wurde oder ein 5-adriges Panzerkabel. Das Kabel durch die Kabeldurchführung stecken.
• Im Schaltschrank das Kabel in die einzelnen Adern aufteilen und diese auf die passenden Längen kürzen. Die Adern für die Außenleiter, den Neutralleiter und Schutzleiter sind an den Anschlussklemmen des Isolationsschalters anzuschließen.
• Die Verbindungen zum Isolationsschalter sind wie folgt herzustellen:
Dreiphasenanschluss mit Schutz- und Neutralleiter
Leiter
3 AußenleiterNeutralleiterSchutzleiter
Anschlussklemme
L1, L2 u. L3N e
Dreiphasenanschluss mit Schutz-, aber ohne Neutralleiter
Leiter
3 AußenleiterNeutralleiter Schutzleiter
Anschlussklemme
L1, L2 u. L3Nicht verwendet e
Einphasenanschluss mit Schutz- und Neutralleiter
Leiter
1 Außenleiter (3-adriges Kabel)Neutralleiter Schutzleiter
Anschlussklemme
L1N e
• Kontrollieren, ob alle Anschlüsse festgeschraubt und korrekt ausgeführt sind und dann die Kunststoffabdeckung für die Anschlussklemmen wieder fest auf dem Isolationsschalter anbringen.
• Die Tür schließen und verriegeln.
Anschließen der Druckluft-Versorgung (nur bei pneumatisch betätigtem Auswurf)Der Mindestluftdruck darf nicht unter 4,5 bar (65psi) fallen, wenn der Auswurf betätigt wird.
Mit Ausnahme eines Förderers, der mit einem Luftstromauswerfer ausgerüstet ist, ist die Druckluftversorgung an einen Luftregler angeschlossen, der an der Vorderseite des Förderers angebracht und auf 5,5 bar (80psi) eingestellt ist. Für Luftstromauswerfer-Einheiten sollte die Druckluftversorgung auf einen Druck von 6,9 bar 100psi) eingestellt sein.
Die folgende Abbildung zeigt eine typische Reglereinheit:
MANOMETER
ABLASS FÜR WASSERABSCHEIDER
DRUCKEINSTELL-VORRICHTUNG
47Installier en des Metalldetektors
Mit Ausnahme der Förderer, die entweder mit einem Luftstromauswurfsystem oder einem Stop-On-Detect-Auswerfer ausgerüstet sind, ist ein ND-Druckschalter zu der Starterspule in Reihe geschaltet. Dieser öffnet den Stromkreis, wenn der Luftdruck unter 2,8 bar (40psi) fällt.
Die Druckluftversorgung wird unter Verwendung einer 10 mm großen A/D-Schlauchleitung an das 90°-Winkelstück angeschlossen. Das Winkelstück befi ndet sich entweder auf der Seite der Luftreglereinheit oder der Luftstrom-Magnetspule, je nach angebrachtem Auswerfertyp.
Kontrollieren der Schutzeinrichtungen• Kontrollieren, ob alle Schutzeinrichtungen an Ort und Stelle sicher befestigt sind. An
einigen Förderern, die anhand von Sonderaufträgen hergestellt wurden, können elektrische Sicherheitssperren angebracht sein.
• Kontrollieren, ob der Einlauf- und Auslauf des Förderers nicht verstopft ist.
Einschalten des Förderers• Am Schaltschrank den Hauptisolationsschalter einschalten.• Die Steuerungseinheit einschalten.• Die Steuerungseinheit einschalten.• Am Schaltschrank die „Start“-Taste drücken. Kontrollieren, ob der Förderer hochfährt und der Gurt
in die richtige Richtung läuft.
Falls dies der Fall ist:
• Wenn ein Luftdruckschalter angebracht ist, die Luftzufuhr unterbrechen und kontrollieren, ob der Motor anhält. Das Stop-On-Detect-System ist nicht mit einem Luftdruckschalter ausgerüstet.
Falls der Gurt nicht in die richtige Richtung läuft (nur bei Dreiphasensystemen):
• Am Schaltschrank die „Stop“-Taste drücken. Die Steuerungseinheit abschalten.• Die Druckluftversorgung für den Förderer unterbrechen, falls anwendbar.• Die Schaltschranktür entriegeln und öffnen.• Am Isolationsschalter die Anschlüsse von jeweils zwei Außenleitern vertauschen.• Die Schaltschranktür schließen und verriegeln.• Die vorstehenden Verfahrensschritte wiederholen.
Einrichten der AuswurfmechanismenDie Förderanlage wird mit einem korrekt eingerichtetem Auswurfmechanismus geliefert. Im Normalfall sollte keine weitere Einstellung erforderlich sein. Anderenfalls, siehe Einstellen der Auswurfmechanismen, Seite 56.
Wenn die Auswurf-Verzögerungs- und Verweilzeiten eingestellt werden müssen, sind diese mit Hilfe der Benutzeroberfl äche des Bedienungspults einzurichten. Siehe Einrichten eines Produkts, Seite 16.
Luftstromauswerfer
Dieser Abschnitt beschreibt, wie ein ständermontierter Loma-Rohrleitungs-Metalldetektor zu installieren ist. Nach dem Anschluss der entsprechenden Versorgungen ist der Detektor direkteinsatzbereit.
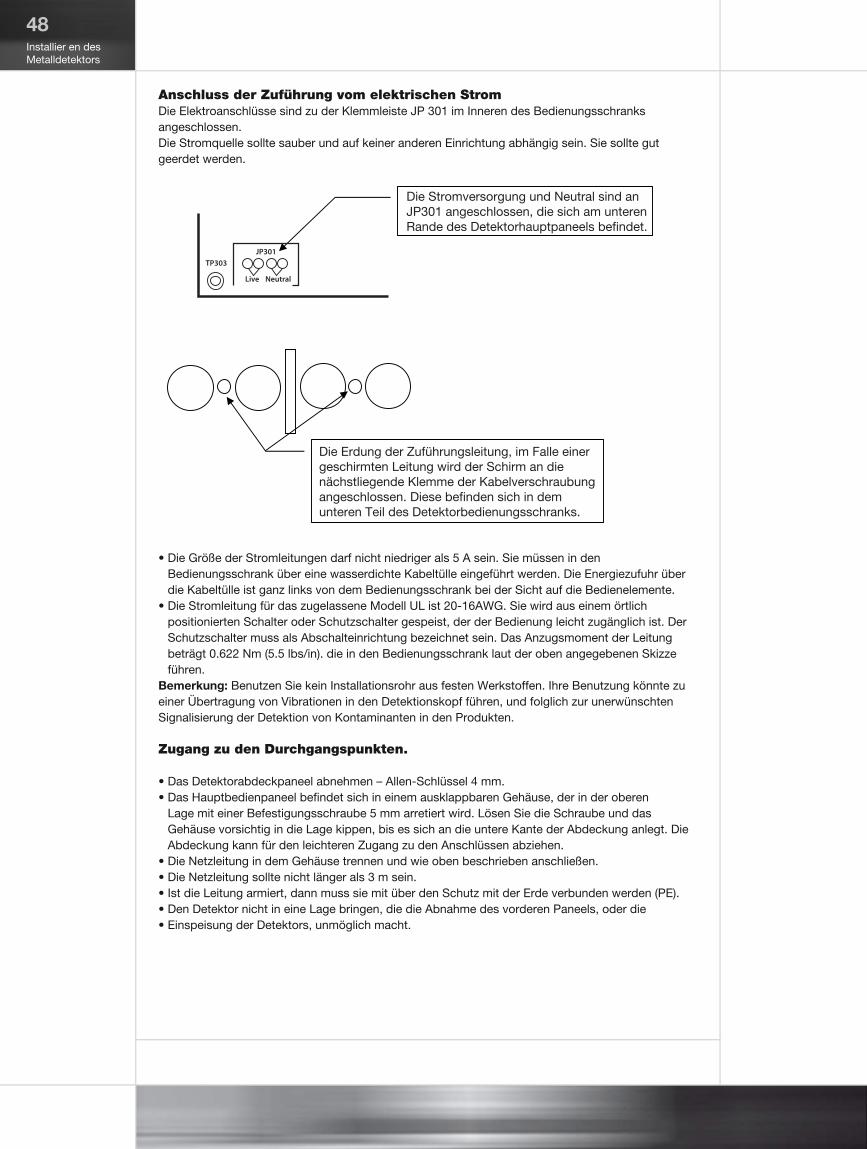
48Installier en des Metalldetektors
Anschluss der Zuführung vom elektrischen StromDie Elektroanschlüsse sind zu der Klemmleiste JP 301 im Inneren des Bedienungsschranks angeschlossen.Die Stromquelle sollte sauber und auf keiner anderen Einrichtung abhängig sein. Sie sollte gut geerdet werden.
• Die Größe der Stromleitungen darf nicht niedriger als 5 A sein. Sie müssen in den
Bedienungsschrank über eine wasserdichte Kabeltülle eingeführt werden. Die Energiezufuhr über die Kabeltülle ist ganz links von dem Bedienungsschrank bei der Sicht auf die Bedienelemente.
• Die Stromleitung für das zugelassene Modell UL ist 20-16AWG. Sie wird aus einem örtlich positionierten Schalter oder Schutzschalter gespeist, der der Bedienung leicht zugänglich ist. Der Schutzschalter muss als Abschalteinrichtung bezeichnet sein. Das Anzugsmoment der Leitung beträgt 0.622 Nm (5.5 lbs/in). die in den Bedienungsschrank laut der oben angegebenen Skizze führen.
Bemerkung: Benutzen Sie kein Installationsrohr aus festen Werkstoffen. Ihre Benutzung könnte zu einer Übertragung von Vibrationen in den Detektionskopf führen, und folglich zur unerwünschten Signalisierung der Detektion von Kontaminanten in den Produkten.
Zugang zu den Durchgangspunkten.
• Das Detektorabdeckpaneel abnehmen – Allen-Schlüssel 4 mm.• Das Hauptbedienpaneel befi ndet sich in einem ausklappbaren Gehäuse, der in der oberen
Lage mit einer Befestigungsschraube 5 mm arretiert wird. Lösen Sie die Schraube und das Gehäuse vorsichtig in die Lage kippen, bis es sich an die untere Kante der Abdeckung anlegt. Die Abdeckung kann für den leichteren Zugang zu den Anschlüssen abziehen.
• Die Netzleitung in dem Gehäuse trennen und wie oben beschrieben anschließen.• Die Netzleitung sollte nicht länger als 3 m sein.• Ist die Leitung armiert, dann muss sie mit über den Schutz mit der Erde verbunden werden (PE).• Den Detektor nicht in eine Lage bringen, die die Abnahme des vorderen Paneels, oder die • Einspeisung der Detektors, unmöglich macht.
49Installier en des Metalldetektors
Die Farben der AC-Leitung sind territorial unterschiedlich.
Nordamerika schwarz = unter Spannung (L)
Zugelassene UL-Modells weiß = Nullleitung (N)
120V grün/gelb = Erdung (E)
Sonstiges braun = unter Spannung (L)
200/240V blau = Nullleitung (N)
grün/gelb = Erdung (E)
Abtrennung der Einspeisung
Bevor Sie den Detektor vom Netz trennen, vergewissern Sie sich, dass keine weitere Signalleitung angeschlossen blieb.
Relaiskontakt-Information
Falls Sie jedoch Ihren eigenen Auswerfer anschließen wollen, wird auf die nachstehende Information über den potentialfreien Relaisanschluss verwiesen. Es wird vorgeschlagen, dass die Auswerferverdrahtung in Reihe mit einer Anzahl von Fehlerrelais geschaltet wird, damit der Auswerfer im Falle eines auftretenden Systemfehlers betätigt werden kann, wodurch bei einer Fehlerbedingung ein ausfallsicherer Auswurf sichergestellt ist. Informationen zum Schalten von Kontakten befi nden sich in Informationen zu den Metalldetektor-Modellen, Seite 1.Die Verbindungen sind laut ihren Forderungen ausgeführt. Die Abgebildeten Kontakte sind für Relais bestimmt, die Stromlos sind (sichere bei einer Störung).
NC C NO NC C NO
Auswurf-Relais 2 Kontaktsatz
NC C NO NC C NO
Systemfehler-Relais 2 Kontaktsatz
NC C NO NC C NO
Fehler-Relais Ablauf-RelaisStecker stift1 -
• Für die Verdrahtung der Steuerbox Eingangs- und Ausgangsöffnungen benutzen. Stellen sie auch sicher, das die Verdrahtung entsprechend gegen zufälliger Beschädigung, sowie auch gegen Durchdringen von Wasser geschützt wird.
• Der Zugang zu der Verdrahtung ist derselbe, wie zu der Einspeisung.
Anbringen von Köpfen an FörderernLoma produziert jetzt seit vielen Jahren Metalldetektorsysteme und dieser Erfahrungsreichtum ist in unsere Konstruktion für Förderer eingefl ossen. Es gibt eine Reihe von Punkten, die es zu beachten gilt, wenn ein neuer Loma-Metalldetektorkopf an einem existierenden, aus welcher Herstellung auch immer stammenden Förderer angebracht werden soll, oder wenn ein neuer Förderer gebaut werden soll, an dem der Einbau eines Metalldetektorkopfs vorgesehen ist, und ein Betrieb mit kleineren Empfi ndlichkeitseinstellungen vermieden werden soll, der aber ansonsten aufgrund der von Störungen verursachten Auslösungen erforderlich wird.
• Bei dem Förderer muss es sich um eine solide, geschweißte und – nicht geschraubte – Konstruktion handeln.
• Es darf sich kein feststehendes Metall in einem Abstand von weniger als 1,5 x Öffnungsmaß von der Mitte der Detektoröffnung befi nden, wobei das kleinere der zwei Öffnungsmaße zu verwenden ist; siehe Weitere Informationen, Seite 55.
• Ferner sollte sich kein bewegliches Metall in einem Abstand von weniger als 3 x Öffnungsmaß von der Mitte der Kopföffnung befi nden, wobei das kleinere der zwei Öffnungsmaße zu verwenden ist.
• Ferner sollte sich kein bewegliches Metall in einem Abstand von weniger als 3 x Öffnungsmaß von der Mitte der Kopföffnung befi nden, wobei das kleinere der zwei Öffnungsmaße zu verwenden ist.
• Das Transportband sollte eine Kunststoffkonstruktion mit einem winkligen, heißverklebten oder vulkanisierten Gurtverbinder sein. Gerade Gurtverbinder, sogar wenn sie nicht metallische Klammern verwenden, dürfen nicht benutzt werden. Bei den Rollen sollte es sich um eine
50Installier en des Metalldetektors
Konstruktion aus PVC-beschichtetem Stahl oder hochwertigem Edelstahl handeln.• Der Gurt muss durch die Öffnung mit einer nicht metallischen Gleitplatte, z.B. einer Tufnol-Platte,
unterstützt werden, die sich unter dem Produktgewicht nicht durchbiegt.• Elektrische Störungen. Das Auswurf-Relais schaltet gewöhnlich induktive Lasten wie
Motorstarterschütze, Magnetventile etc. An diesen Geräten müssen Entstörvorrichtungen angebracht werden.
Die meisten Probleme mit einer diskontinuierlichen (aussetzenden) oder fehlerhaften Auslösung entstehen wegen eines unzureichenden Verständnisses der damit verbundenen Grundprobleme. Der folgende Abschnitt erläutert die Überlegungen.
FördererkonstruktionWo das abzuschirmende Produkt trocken oder gefroren ist, lässt sich der Detektor in der Betriebsart TROCKEN oder OHMISCH betreiben, wo das System gegenüber Vibrationen oder Schlägen selbst beständig ist. Wo das Produkt aber feucht und/oder salzig ist (z.B. Frischfl eisch, Fleischwaren, Käse, Laken, breiartige Gemische etc.), muss die Einheit, damit die Produktwirkung ausgeglichen wird, in der Betriebsart REAKTIV betrieben werden. Als Folge davon ist die Vibrationsbeständigkeit des Detektorkopfs sehr viel geringer. Bei der Fördererkonstruktion ist deshalb dieser Gesichtspunkt zu beachten.Die Konstruktion muss den Detektorkopf (größere Köpfe wiegen mehr als hundert Kilogramm) zusammen mit dem Produkt tragen, ohne dass an einer beliebigen Stelle irgendwann eine Biegung oder Durchbiegung auftritt und dies mit möglichst wenig Eigenvibration.Der Metalldetektor ist ein elektromagnetisches HF-Gerät, das durch die Öffnung ein hochfrequentes Feld aufbaut. Das Edelstahlgehäuse wirkt als eine Abschirmung, damit sich externes Metall, oder elektrische bzw. magnetische Felder, nicht auf die Suchspulen-Baugruppe auswirken können und das Feld innerhalb des Kopfs erhalten bleibt. Da es aber eine Öffnung geben muss, die das zu kontrollierende Produkt passiert, strahlt ein Teil des Feldes nach außen ab und verursacht durch Induktion kleine elektrische Ströme (Wirbelströme), die in den anliegenden Metallkonstruktionen fl ießen, weil sie geschlossene Stromkreise bzw. Stromschleifen darstellen.Solche geschlossenen Schleifen sind Bestandteil des Transportbandrahmens, an dem der Kopf angebracht ist, und bestehen aus seitlichen Stützen, Längsversteifungen, Querverstrebungen, Rollen und -ansatzteilen etc. Wenn die Wirbelstrombahnen einen konstanten elektrischen Widerstand haben, kann der Metalldetektor diese Ströme ignorieren.Indem der Transportbandrahmen zusammengeschweißt wird, wird sichergestellt, dass die meisten Wirbelstrombahnen stets einen konstanten elektrischen Widerstand aufweisen. Dies kann unmöglich garantiert werden, wenn der Rahmen zusammengeschraubt wird – denn Schrauben können sich immer infolge von Vibrationen etwas lösen und die aneinander gefügten Flächen können korrodieren oder lassen sich überstreichen – alle diese Änderungen wirken sich aber auf den Widerstand der Verbindung aus und können falsche Auslösungen zur Folge haben.Bei Rollen ist es praktisch unmöglich, eine konstante Widerstandsbahn zu erzielen, hauptsächlich wegen der Lager, die gewöhnlich mit nicht leitendem Fett geschmiert werden. Die Kugeln wirken als Kontakte und deswegen schrankt der Kontaktwiderstand, wenn die Kugeln sich durch das Fett bewegen. Hier muss der andere Ansatz, nämlich das dauerhafte Unterbrechen der Stromschleife angewendet werden, indem das eine Ende des Rollenansatzteils vom Transportbandrahmen isoliert wird. In der Praxis spielt es keine Rolle, ob eine Wirbelstrombahn unterbrochen oder kurzgeschlossen ist, wenn garantiert werden kann, dass deren Widerstand während der ganzen Lebensdauer des Förderers konstant bleibt, denn die Probleme treten nur bei einer Änderung von deren Widerstand auf.Es ist auch bei der Installation des Förderers aufzupassen, da große Wirbelstromschleifen durch Versorgungsrohre, z.B. für die Elektrizitäts- und Druckluft-Versorgung, gebildet werden können. Nur ein elektrisches Installationsrohr nach unten führen, da es aus Sicherheitsgründen (elektrische Erdung) mit dem Transportbandrahmen verbunden werden muss. Aus dem gleichen Grund sollte der Metalldetektor-Förderer nicht direkt mit Einlauf-oder Auslauftransportbändern verschraubt werden.Es ist sicherzustellen, dass das Luftrohr, wenn es metallisch ist, immer da isoliert ist, wo es den Kopf oder den Transportbandrahmen berührt. Gleiches gilt für das elektrische Installationsrohr im Transportbandbereich. Es immer besser, den Endanschluss für die Druckluftversorgung mit einem fl exiblen Nylon-Schlauch herzustellen.Zum Nachweis der Richtigkeit der gemachten Aussagen möchten Sie vielleicht ein einfaches Experiment durchführen. Nehmen Sie ein Drahtstück und formen Sie es zur einer Schleife, die etwas kleiner ist als die Öffnung. Schließen Sie jetzt aber die beiden Enden nicht kurz. Sie werden herausfi nden, dass die geöffnete Stromschleife ziemlich nahe an die Öffnung herangebracht werden kann, ohne dass sie bewirkt, dass der Detektor auslöst. Wenn die Enden der Schleife periodisch geschlossen und geöffnet werden, werden Sie
51Installier en des Metalldetektors
feststellen, dass der Detektor beim Öffnen oder Schließen der Schleife auslöst, sogar wenn dies in einiger Entfernung von der Öffnung geschieht.
Bewegliches MetallBewegliches Metall muss mindestens in einem Abstand zur Kopfmitte von 3 x Öffnungsmaß platziert sein - wobei das kleinere Maß der beiden Öffnungsmaße zu verwenden ist -, siehe Weitere Informationen, Seite 53.Zu beweglichem Metall gehören Rollen, sowohl Leerlauf-, Antriebs- als auch Endrollen. Diese Anforderung legt die Mindestlänge des Förderers fest; unter der Annahme, dass der Kopf in der Mitte angebracht ist, muss die Mindestlänge beispielsweise für eine 300 mm Öffnung (kleineres Öffnungsmaß) 1,8m betragen, damit sichergestellt ist, dass die Endrollen sich nicht mehr im beweglichen metallfreien Bereich befi nden. Wenn die Rollen durch ihre Drehbewegung die Ursache für falsche Auslösungen sind, sollte versucht werden, das eine Ende zu isolieren, wodurch der geschlossene Stromkreis einer möglichen Wirbelstromschleife geöffnet wird. Zu weiterem beweglichen Metall könnten Netzkabel oder Versorgungsrohre gehören, die entweder quer über den Förderer verlaufen oder auf einer Seite des Förderers hängen und nicht starr befestigt sind.
VibrationenJEs ist auch darauf zu achten, dass der Kopf keinen übermäßigen Vibrationen ausgesetzt ist. So muss der Förderer, an dem der Kopf montiert wird, solide und gut unterstützt sein, damit der Kopf in einer stabilen Lage gehalten wird. Die elektrischen Versorgungsleitungen müssen in einem fl exiblen, d.h. nicht starren Installationsrohr zum Kopf hochgeführt werden.
HINWEIS: Der Kopf oder Steuerschrank ist nicht als bequemer Verankerungspunkt für irgendwelche Installationsrohre oder Rohrleitungsnetze zu verwenden, unabhängig davon, ob sie starr oder fl exibel sind.
HINWEIS: Der Kopf ist nicht als Laufsteg über den Förderer oder als ein komfortables Schreibpult bzw. als Ablageplatz für alles Mögliche zu verwenden.
GurtwerkstoffDas Transportband sollte aus einer Kunststoff- oder Polyurethanausführung mit einem Winkelgurtverbinder bestehen, wobei der Winkel vorzugsweise 60 Grad, aber nicht mehr als 75 Grad betragen soll und die Verbindung zu vulkanisieren bzw. heiß zu verkleben ist. Ein Gurtverbinder in Form einer zusammengeklemmten oder genähten Verbindungsstelle mit einem 90-Grad-Überlappungsstoß ist nicht akzeptabel, da das Produkt in die Verbindungsfuge eindringen kann und der Detektor zur Vermeidung von falschen Auslösungen mit einer geringeren Empfi ndlichkeit betrieben werden muss.
Einige Gurte, insbesondere Gliederbandtypen, verwenden Oxidpigmente als Farbstoff. Diese sind von Haus aus metallisch und können falsche Auslösungen verursachen, insbesondere am Gurtverbinder, wo die Oxide konzentriert sind. Deshalb sind diese zu vermeiden.
Beim Anbringen eines Gurtes ist darauf zu achten, dass alle metallischen Späne und Feilspäne beseitigt wurden und alle Rollen vorzugsweise mit PVC beschichtet sind, damit die Rostbildung unterbunden wird. Denn Rost auf den Rollen oder Späne würden auf der Gurtunterseite aufgenommen und falsche Auslösungen verursachen.
Es ist die notwendige Sorgfalt zu verwenden, damit sichergestellt ist, dass die Gurtbewegung problemlos in ihrer Spur erfolgt und der Gurt nicht seitlich wegläuft und somit die Öffnung berührt. Abgesehen davon, dass dadurch eine Nut in die Öffnungswand geschliffen wird, führt dies auch zur Übertragung von Vibrationen, was falsche Auslösungen verursacht. Es sollte erwähnt werden, dass die meisten Streifengurtarten Metallstifte zum Verbinden der Streifenelemente benutzen. Diese müssen durch nichtmetallische Stifte ersetzt werden.
GleitplatteEs ist unbedingt nötig, dass der Gurt nicht die Unterseite bzw. die Seiten der Öffnung berührt. Der Gurt muss durch die Öffnung hindurch von einer nicht metallischen Gleitplatte aus Tufnol, Darvic, Phenolic (trockene Anwendungen) oder Delrin (nasse Anwendungen) unterstützt werden. Diese muss sich über den metallfreien Bereich hinaus erstrecken und ist fest am Transportbandrahmen
52Installier en des Metalldetektors
anzubringen, und zwar auf der gleichen Höhe wie der Einlauf- und Auslaufbelag. Sie muss stark genug sein, damit sie sich nicht unter dem Gewicht des Produkts durchbiegt, wenn es durch die Öffnung transportiert wird. An der Unterseite und an den Seiten der Gleitplatte muss es jeweils zwischen der Gleitplatte und der Öffnung mindestens einen Abstand von 10mm geben.
Besondere Sorgfalt ist darauf zu verwenden, dass kein Gegenstand die Öffnungsränder (oben, unten, oder seitlich) berührt, sei es das durchlaufende Produkt, die Gleitplatte, die Führungsschienen etc. Bei der Konstruktion von Förderanlagen ist darauf zu achten, dass sich kein Produkt seitlich an der Gleitplatte oder darunter ansammeln kann, das ggf. falsche Auslösungen verursacht.
Elektrische StörungenDer Detektorkopf wurde so entworfen, dass er eine hohe Störfestigkeit in Bezug auf Netzstörungen aufweist. Wenn Probleme festgestellt werden, sollten die zum Ärgernis anlassgebenden Geräte lokalisiert und an der Quelle entstört werden, denn dort sind diese Störungen viel leichter in den Griff zu kriegen. Falls dies nicht möglich ist, ist der Detektor mit einer geringeren Empfi ndlichkeit zu betreiben. In diesem Zusammenhang weisen wir darauf hin, dass weitere Metalldetektoren in der Umgebung auch eine mögliche Ursache für Probleme sein können. Diese könnten Störungen hervorrufen, wenn sie auf der gleichen Frequenz betrieben werden. Wir raten Ihnen einen Abstand zwischen den Detektoren von mindestens 27 x dem kleinsten Öffnungsmaß (d.h. Höhe oder Breite) einzuhalten.
Alle induktiven Geräte, wie Auswurf-Magnetventilspulen, Motorstarterschütze und vergleichbare Geräte, sollten mit Hilfe von möglichst nahe an der Spule angebrachten und zur induktiven Last parallel geschalteten Entstörvorrichtungen entstört werden. Andere Geräte wie die Stromrichtersteuerung sollten auf möglichst gute Art und Weise entstört werden. Bei luftübertragenen Interferenzen ist es schwerer, eine Abhilfe zu schaffen, da sie von der Suchspule, die als Antenne wirkt, aufgefangen werden. Übliche Quellen sind Funkrufantennen und -schleifen, HF-Erhitzer, Schweißgeräte aller Art und sogar Flughafenradar. Die einzige Abhilfemaßnahme ist das erneute Ausrichten entweder des Detektorkopfs oder der Störquelle, so dass die Öffnung nicht direkt auf sie gerichtet ist.
Probleme nach der InstallationDie Inbetriebnahmeverfahren sind umfassend in der Kundendienstinformation MD20 behandelt. Auf Anfrage werden Kopien zur Verfügung gestellt.
Unerwünschtes Auslösen
Bewegliches Metall lässt sich erfassen, wenn es sich irgendwo im metallfreien Bereich befi ndet, und zwar in einem Abstand zum Kopf von bis zu 2 x dem kleinstem Öffnungsmaß.
Beispiele für bewegliches Metall sind:
• Ringe oder Armbanduhren des Bedieners• Gurtverschmutzungen, sogar durch kleine Rostpartikel• Metallische Gurtklammern, selbst bei vorhandener Kunststoffbeschichtung• Metallische Führungsschienen, insbesondere im metallfreien Bereich• Lockerer Einlaufbelag• Ein eher zusammengeschraubter als geschweißter Förderer• Metallische Tinten oder Etiketten• Metallrahmen für Einlauf- oder Auslauf-Schutzeinrichtungen• PMinderwertige oder aufbereitete Karton-Verpackungsmaterialien, die häufi g Metallpapier oder
Metallfolie enthalten• Unterlegscheiben oder Späne unter der Gleitplatte.
Zu weiteren Ursachen gehören:
• Starke Vibrationen, insbesondere bei der reaktiven Betriebsart• Wirbelstromschleife• Druck in der Öffnung• Elektrische Störungen und EMV-Betrachtungen.
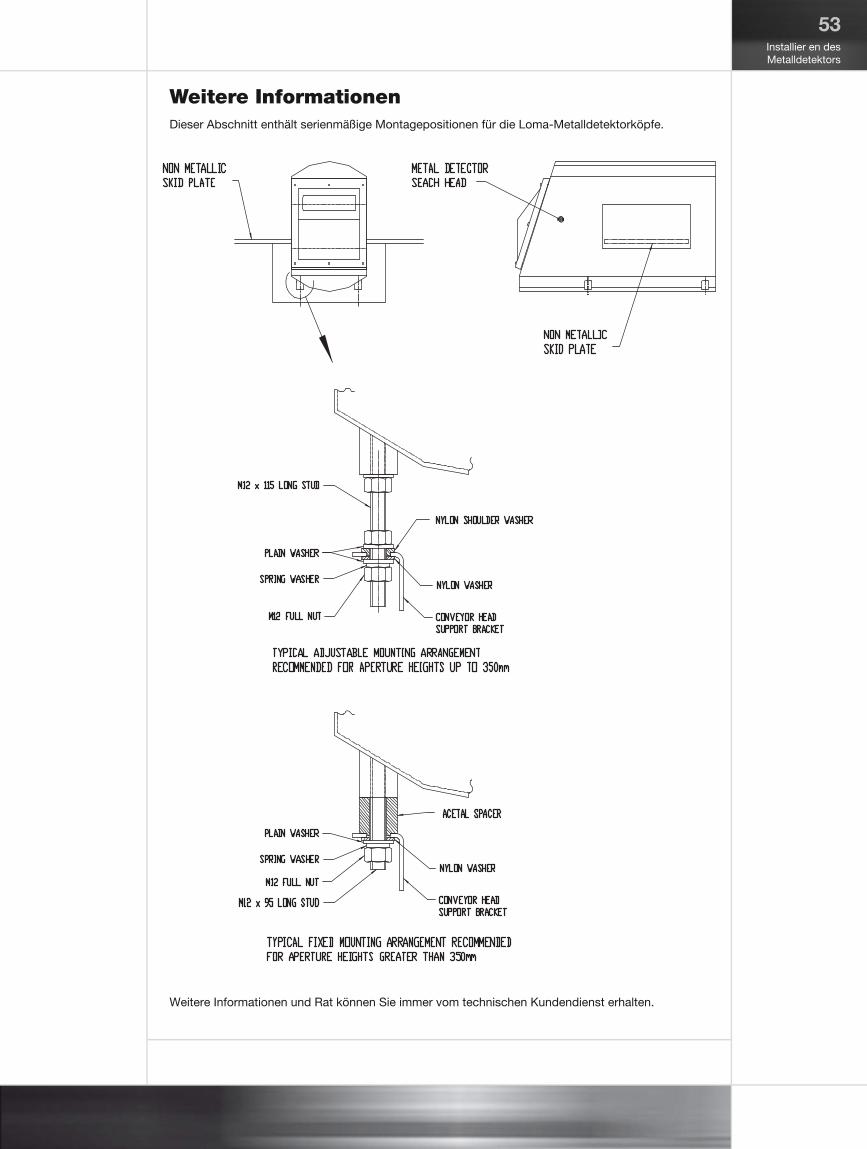
53Installier en des Metalldetektors
Weitere InformationenDieser Abschnitt enthält serienmäßige Montagepositionen für die Loma-Metalldetektorköpfe.
Weitere Informationen und Rat können Sie immer vom technischen Kundendienst erhalten.
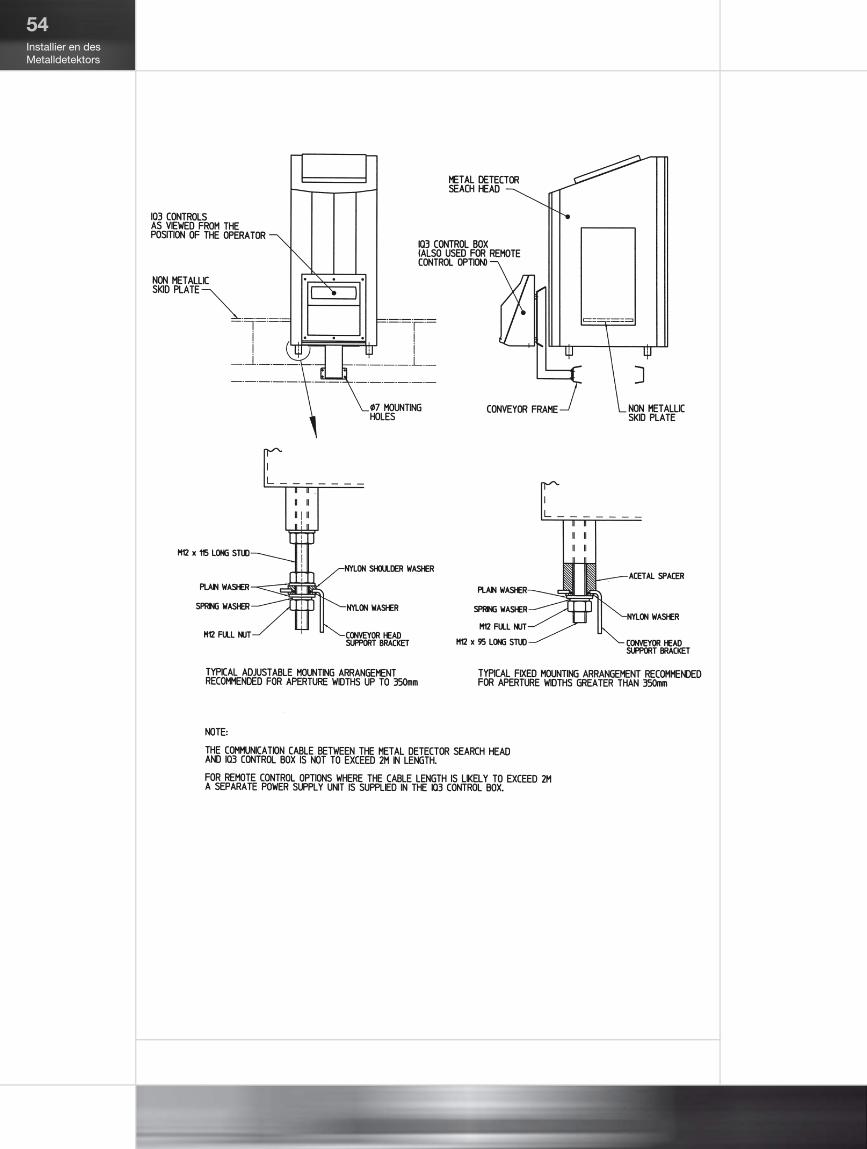
54Installier en des Metalldetektors
Instandhaltung
Dieses Kapitel beschreibt die
Instandhaltungsverfahren für die
Metalldetektor-Modelle.
56
Instandhaltung
Prüf- und ReinigungsverfahrenDiese Verfahren beziehen sich auf alle Metalldetektoren der IQ3 Modellpalette, wenn nichts anderes angegeben ist.
Hinweise Die folgenden zusätzlichen Sicherheitshinweise gelten für diese anzuwendenden Verfahren:
1. LEBENSGEFAHR – STROMVERSORGUNGEN.
2. LEBENSGEFAHR – DRUCKLUFTVERSORGUNGEN.
3. ARBEITEN AN DER AUSRÜSTUNG.
4. AUSWURFVORRICHTUNGEN.
Für Details, siehe Sicherheitshinweise, Seite iii. Siehe auch die Sicherheitshinweise zu den spezifi schen Metalldetektoren im Vorwort.
ReinigungsinformationenDie folgende Tabelle enthält Informationen über geeignete Reinigungssysteme:
System Schlauchwäsche Schonende Handwäsche
oder Trockenreinigung
Transportanlagen Ja Ja
Die zugelassenen UL-Bedienungselemente mit einem Schlauch nicht reinigen, benutzen Sie
nur leichtes manuelles Waschen und mit einem Tuch abtrocknen.
ReinigungsregimeEin typisches Reinigungsregime hat 5 Schritte.
• Vorspülen• reinigen mit einem Reinigungsmittel• Nachspülen• Sprühen mit Desinfektion• Endspülen
Reinigungsmittel
Detergente sind geläufi ge alkalische Lösungen mit PH 5-6. Die Desinfektion beinhaltet geläufi g Chlorin oder Ammoniak. Jede 3-4 Wochen ist es notwendig diese alkalischen Mittel für Detergente auf der Säurenbasis zu wechseln, damit zu Kalkablagerungen an den rostfreien Teilen vorgebeugt wird.
Hinsichtlich der speziellen Reinigungsmittel Rücksprache mit dem Lieferant der Reinigungsmittel halten. Richten Sie sich immer nach den Anweisungen des Herstellers.
Im Falle der Benutzung von Mittel auf der Chlorinbasis des Grades 304/304 L auf rostfreie Teile können diese korrodieren. Die höhere Spezifi kation (marina gradé 316 rostfrei) bietet eine höhere Widerstandsfähigkeit gegen die Korrosion wegen dem Inhalt von Molybdän.
Die Reinigung laut den oben genannten Empfehlungen vermindert / eliminiert die mikrobiologische Kontaminierung auf ein annehmbares Niveau. Vor der Inbetriebnahme wird empfohlen mikrobiologische Abstriche durchzuführen, damit das geforderte Hygieneniveau für die Lebensmittelindustrie sichergestellt wird.
Standard IQ³ des Metalldetektors
Leicht spülbar mit einem Wasserstrahl mit niedrigem Druck, Schwamm oder Tuch.
Anspruchsvoller IQ3 Metalldetektor
Spülbar unter Druck (1160 - 1450 psi @ zwischen 3.69 bis 4.2 Gallone/min @ 80 ° F).Das Wasser wird @ aus der Distanz von 3.9 - 5.9 inch @ Winkel 0, 30, 60 und 90 für 30 Sekunden für jeden Winkel gespritzt. Equivalent Nema ist PW12, der weniger streng ist.
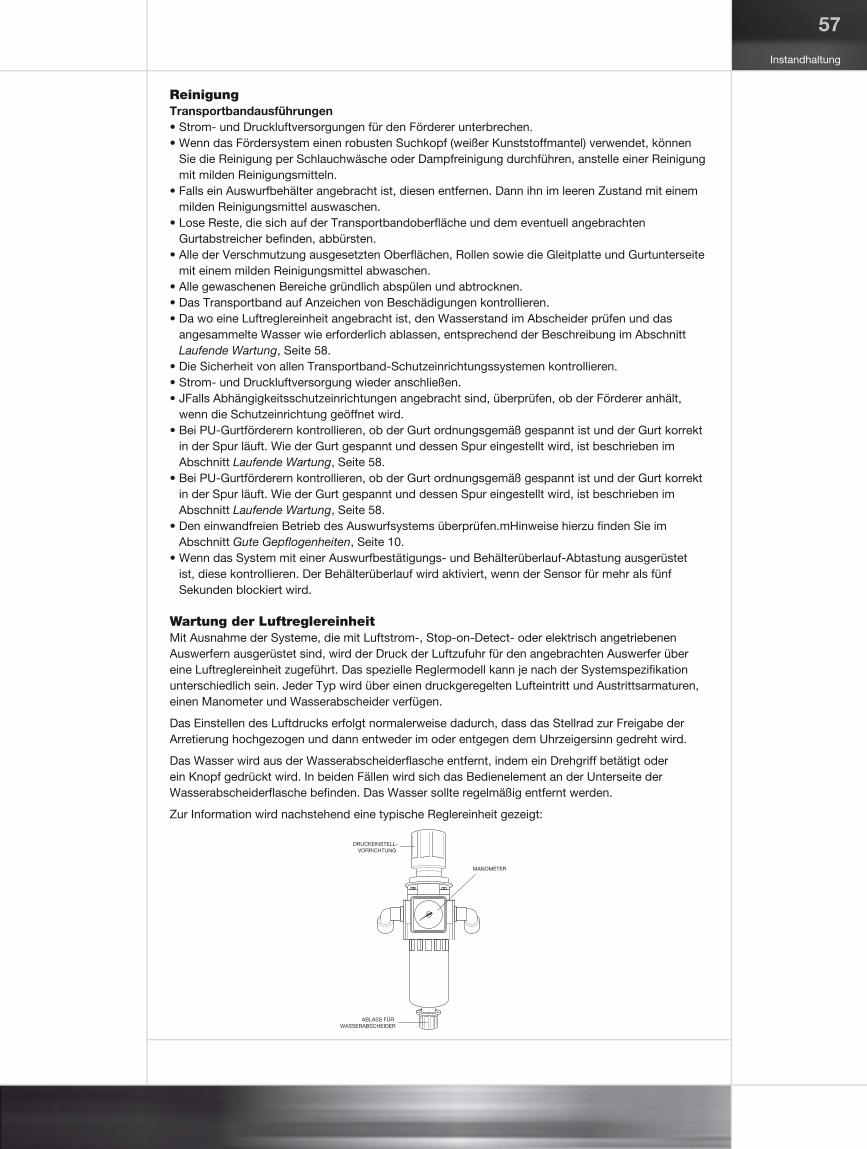
57
Instandhaltung
ReinigungTransportbandausführungen
• Strom- und Druckluftversorgungen für den Förderer unterbrechen.• Wenn das Fördersystem einen robusten Suchkopf (weißer Kunststoffmantel) verwendet, können
Sie die Reinigung per Schlauchwäsche oder Dampfreinigung durchführen, anstelle einer Reinigung mit milden Reinigungsmitteln.
• Falls ein Auswurfbehälter angebracht ist, diesen entfernen. Dann ihn im leeren Zustand mit einem milden Reinigungsmittel auswaschen.
• Lose Reste, die sich auf der Transportbandoberfl äche und dem eventuell angebrachten Gurtabstreicher befi nden, abbürsten.
• Alle der Verschmutzung ausgesetzten Oberfl ächen, Rollen sowie die Gleitplatte und Gurtunterseite mit einem milden Reinigungsmittel abwaschen.
• Alle gewaschenen Bereiche gründlich abspülen und abtrocknen.• Das Transportband auf Anzeichen von Beschädigungen kontrollieren.• Da wo eine Luftreglereinheit angebracht ist, den Wasserstand im Abscheider prüfen und das
angesammelte Wasser wie erforderlich ablassen, entsprechend der Beschreibung im Abschnitt Laufende Wartung, Seite 58.
• Die Sicherheit von allen Transportband-Schutzeinrichtungssystemen kontrollieren.• Strom- und Druckluftversorgung wieder anschließen.• JFalls Abhängigkeitsschutzeinrichtungen angebracht sind, überprüfen, ob der Förderer anhält,
wenn die Schutzeinrichtung geöffnet wird.• Bei PU-Gurtförderern kontrollieren, ob der Gurt ordnungsgemäß gespannt ist und der Gurt korrekt
in der Spur läuft. Wie der Gurt gespannt und dessen Spur eingestellt wird, ist beschrieben im Abschnitt Laufende Wartung, Seite 58.
• Bei PU-Gurtförderern kontrollieren, ob der Gurt ordnungsgemäß gespannt ist und der Gurt korrekt in der Spur läuft. Wie der Gurt gespannt und dessen Spur eingestellt wird, ist beschrieben im Abschnitt Laufende Wartung, Seite 58.
• Den einwandfreien Betrieb des Auswurfsystems überprüfen.mHinweise hierzu fi nden Sie im Abschnitt Gute Gepfl ogenheiten, Seite 10.
• Wenn das System mit einer Auswurfbestätigungs- und Behälterüberlauf-Abtastung ausgerüstet ist, diese kontrollieren. Der Behälterüberlauf wird aktiviert, wenn der Sensor für mehr als fünf Sekunden blockiert wird.
Wartung der LuftreglereinheitMit Ausnahme der Systeme, die mit Luftstrom-, Stop-on-Detect- oder elektrisch angetriebenen Auswerfern ausgerüstet sind, wird der Druck der Luftzufuhr für den angebrachten Auswerfer über eine Luftreglereinheit zugeführt. Das spezielle Reglermodell kann je nach der Systemspezifi kation unterschiedlich sein. Jeder Typ wird über einen druckgeregelten Lufteintritt und Austrittsarmaturen, einen Manometer und Wasserabscheider verfügen.
Das Einstellen des Luftdrucks erfolgt normalerweise dadurch, dass das Stellrad zur Freigabe der Arretierung hochgezogen und dann entweder im oder entgegen dem Uhrzeigersinn gedreht wird.
Das Wasser wird aus der Wasserabscheiderfl asche entfernt, indem ein Drehgriff betätigt oder ein Knopf gedrückt wird. In beiden Fällen wird sich das Bedienelement an der Unterseite der Wasserabscheiderfl asche befi nden. Das Wasser sollte regelmäßig entfernt werden.
Zur Information wird nachstehend eine typische Reglereinheit gezeigt:
DRUCKEINSTELL-VORRICHTUNG
MANOMETER
ABLASS FÜR WASSERABSCHEIDER
58
Instandhaltung
Die korrekte Einstellung des Luftdrucks steht in den einzelnen Systemspezifi kationen, siehe Informationen zu den Metalldetektor-Modellen, Seite 1.
Transportband-InstandhaltungModulare Kunststoffgurtförderer-Ausführungen – Austausch eines Gurtabschnitts
• Wenn Produktführungen am Förderer angebracht sind, die Halteschrauben losschrauben und die Führungen entfernen.
• Den Gurt auf jeder Seite der jeweiligen Kunststoffgelenkbolzen festspannen, die zur Verbindung der auszutauschenden Gurtabschnitte eingesetzt werden.
HINWEIS: Wenn Sie den Gurt nicht festspannen, wird er von den losen Ritzeln abrollen, wenn Sie den Bolzen entfernen.
• Die Kunststoffgelenkbolzen vorsichtig herausschieben und den auszutauschenden Gurtabschnitt entfernen.
• Den neuen Gurtabschnitt vorsichtig in Eingriff bringen. Sicherstellen, dass der Gurt auf dem Antriebsritzel aufl iegt und in die anderen „schwimmenden“ Ritzel eingreift.
• Vorsichtig die Kunststoffgelenkstangen durch die ineinander greifenden Gurtabschnitte schieben.• Wenn die Produktführungen von dem Förderer entfernt wurden, diese wieder an ihrem Einbauort
anbringen und die Sicherungsschrauben anziehen.
Einstellen der Gurtspannung und des Gurtlaufs
Wenn der Gurt einen Schlupf aufweist oder sich beim normalen Betrieb verschiebt, kontrollieren, ob die Rollen sauber und frei von stoffl ichen Ablagerungen und fettigen Elementen sind, und dann die nachstehenden Schritte wiederholen.
Durch das Einstellen der Sechskant-Gegenmuttern an den Stiftschrauben der vier Aufhängungslager, die sich an den Enden des Transportbandes befi nden, wird die Einstellung des Gurtlaufs und der Gurtspannung für diesen Förderertyp erleichtert. Den Gurt nicht überspannen, da dies zu einem vorzeitigem Lagerverschleiß führt.
• Die Hauptgurtspannung wird durch die Aufhängungslager an der Antriebsseite des Förderers geregelt. Diese wurde im Werk eingestellt und ist nicht am Inbetriebnahmeort einzustellen.
• Der Gurtlauf und die Feineinstellung für die Gurtspannung wird durch die Aufhängungslager an dem freilaufenden Gurt des Förderers geregelt. Eine Erhöhung der Spannung auf der rechten Gurtseite bewirkt eine Gurtverschiebung nach links. Eine Erniedrigung der Spannung auf den rechten Seite, bewirkt eine Gurtverschiebung nach rechts. Den Gurtlauf so lange verstellen, bis dieser zur Transportbandachse mittig ist.
Einstellen der Antriebskettenspannung
Die Transportband-Antriebskette wird gespannt, indem die vier Bolzen gelöst werden, die den Motor halten, und dieser so lange verschoben wird, bis die korrekte Spannung erreicht wird, d.h. bis sich maximal ein freies Spiel von 5mm in der Mitte zwischen den Trommeln ergibt.
Einstellen der AuswurfmechanismenSchubauswerfer und einziehbarer Bandauswerfer
Die zwei Drosselschrauben an dem Auswurf-Solenoidventil in Verbindung mit den Auswurf-Verzögerungs- und Verweilzeiten so lange verstellen, bis der erforderliche Zeitablauf für den Auswurf und die Betätigungsgeschwindigkeit erreicht sind. Sowohl der Zeitablauf für den Auswurf als auch die Betätigungsgeschwindigkeit werden durch den Luftdruck beeinfl usst, der dem Förderer zugeführt wird.
LuftstromauswerferDa dieser Auswerfertyp keine Drosseln besitzt, lassen sich als variable Größen nur die Verzögerungs- und Verweilzeiten einstellen. Mit dem Luftstromauswerfer wird kein Luftregler geliefert. Der Druck für die Luftzufuhr sollte jedoch ungefähr 6,9 bar (100psi) betragen.

Anhänge
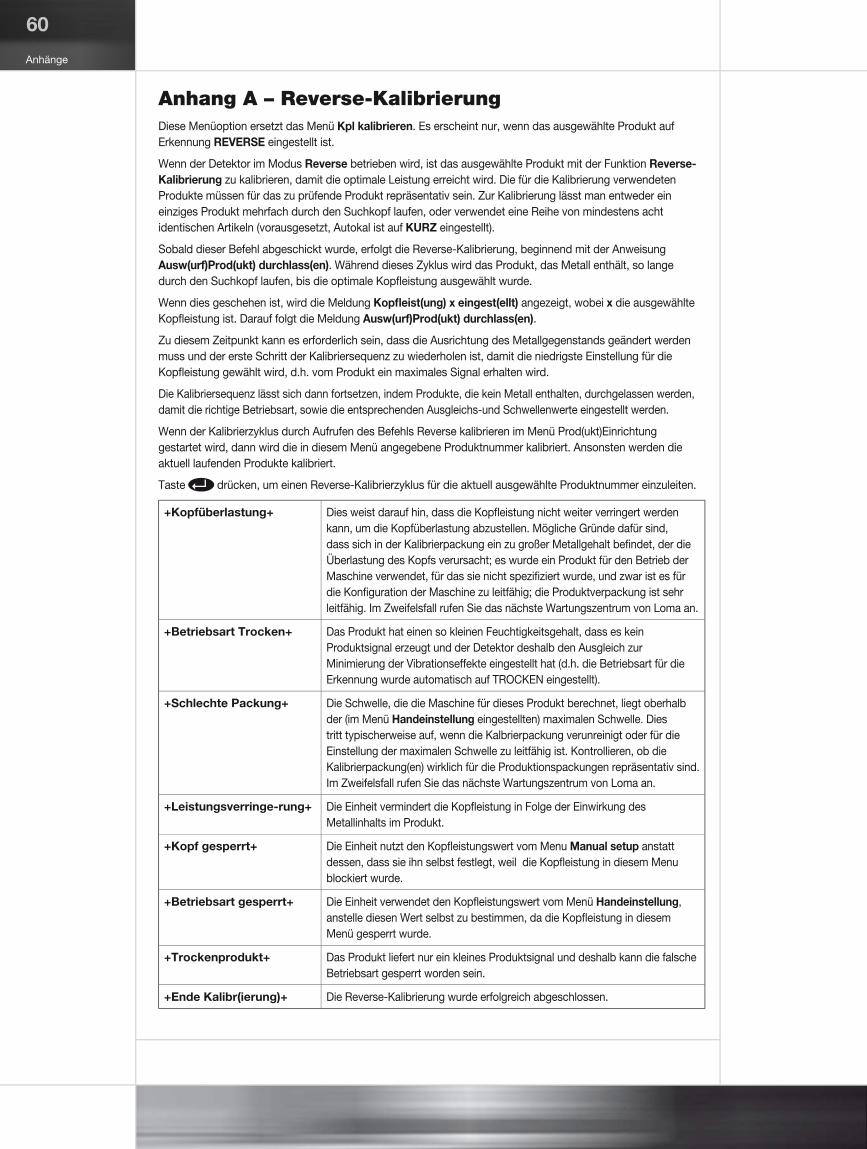
60
Anhänge
Anhang A – Reverse-KalibrierungDiese Menüoption ersetzt das Menü Kpl kalibrieren. Es erscheint nur, wenn das ausgewählte Produkt auf Erkennung REVERSE eingestellt ist.
Wenn der Detektor im Modus Reverse betrieben wird, ist das ausgewählte Produkt mit der Funktion Reverse-
Kalibrierung zu kalibrieren, damit die optimale Leistung erreicht wird. Die für die Kalibrierung verwendeten Produkte müssen für das zu prüfende Produkt repräsentativ sein. Zur Kalibrierung lässt man entweder ein einziges Produkt mehrfach durch den Suchkopf laufen, oder verwendet eine Reihe von mindestens acht identischen Artikeln (vorausgesetzt, Autokal ist auf KURZ eingestellt).
Sobald dieser Befehl abgeschickt wurde, erfolgt die Reverse-Kalibrierung, beginnend mit der Anweisung Ausw(urf)Prod(ukt) durchlass(en). Während dieses Zyklus wird das Produkt, das Metall enthält, so lange durch den Suchkopf laufen, bis die optimale Kopfl eistung ausgewählt wurde.
Wenn dies geschehen ist, wird die Meldung Kopfl eist(ung) x eingest(ellt) angezeigt, wobei x die ausgewählte Kopfl eistung ist. Darauf folgt die Meldung Ausw(urf)Prod(ukt) durchlass(en).
Zu diesem Zeitpunkt kann es erforderlich sein, dass die Ausrichtung des Metallgegenstands geändert werden muss und der erste Schritt der Kalibriersequenz zu wiederholen ist, damit die niedrigste Einstellung für die Kopfl eistung gewählt wird, d.h. vom Produkt ein maximales Signal erhalten wird.
Die Kalibriersequenz lässt sich dann fortsetzen, indem Produkte, die kein Metall enthalten, durchgelassen werden, damit die richtige Betriebsart, sowie die entsprechenden Ausgleichs-und Schwellenwerte eingestellt werden.
Wenn der Kalibrierzyklus durch Aufrufen des Befehls Reverse kalibrieren im Menü Prod(ukt)Einrichtung gestartet wird, dann wird die in diesem Menü angegebene Produktnummer kalibriert. Ansonsten werden die aktuell laufenden Produkte kalibriert.
Taste drücken, um einen Reverse-Kalibrierzyklus für die aktuell ausgewählte Produktnummer einzuleiten.
+Kopfüberlastung+ Dies weist darauf hin, dass die Kopfl eistung nicht weiter verringert werden kann, um die Kopfüberlastung abzustellen. Mögliche Gründe dafür sind, dass sich in der Kalibrierpackung ein zu großer Metallgehalt befi ndet, der die Überlastung des Kopfs verursacht; es wurde ein Produkt für den Betrieb der Maschine verwendet, für das sie nicht spezifi ziert wurde, und zwar ist es für die Konfi guration der Maschine zu leitfähig; die Produktverpackung ist sehr leitfähig. Im Zweifelsfall rufen Sie das nächste Wartungszentrum von Loma an.
+Betriebsart Trocken+ Das Produkt hat einen so kleinen Feuchtigkeitsgehalt, dass es kein Produktsignal erzeugt und der Detektor deshalb den Ausgleich zur Minimierung der Vibrationseffekte eingestellt hat (d.h. die Betriebsart für die Erkennung wurde automatisch auf TROCKEN eingestellt).
+Schlechte Packung+ Die Schwelle, die die Maschine für dieses Produkt berechnet, liegt oberhalb der (im Menü Handeinstellung eingestellten) maximalen Schwelle. Dies tritt typischerweise auf, wenn die Kalbrierpackung verunreinigt oder für die Einstellung der maximalen Schwelle zu leitfähig ist. Kontrollieren, ob die Kalibrierpackung(en) wirklich für die Produktionspackungen repräsentativ sind. Im Zweifelsfall rufen Sie das nächste Wartungszentrum von Loma an.
+Leistungsverringe-rung+ Die Einheit vermindert die Kopfl eistung in Folge der Einwirkung des Metallinhalts im Produkt.
+Kopf gesperrt+ Die Einheit nutzt den Kopfl eistungswert vom Menu Manual setup anstatt dessen, dass sie ihn selbst festlegt, weil die Kopfl eistung in diesem Menu blockiert wurde.
+Betriebsart gesperrt+ Die Einheit verwendet den Kopfl eistungswert vom Menü Handeinstellung, anstelle diesen Wert selbst zu bestimmen, da die Kopfl eistung in diesem Menü gesperrt wurde.
+Trockenprodukt+ Das Produkt liefert nur ein kleines Produktsignal und deshalb kann die falsche Betriebsart gesperrt worden sein.
+Ende Kalibr(ierung)+ Die Reverse-Kalibrierung wurde erfolgreich abgeschlossen.
61
Anhänge
Während die Reverse-Kalibrierung erfolgt, versucht der Metalldetektor nicht nach irgendwelchen Verunreinigungen zu suchen (die Run-Detektor-LED geht aus).
Wenn Ausw(urf) deaktiv(iert) im Menü Benutzeroptionen ausgewählt wurde und ein Fotookular angebracht ist, werden alle Packungen während des Kalibrierzyklus ausgeworfen.
Anhang B – InbetriebnahmehandbuchJedes Mal wenn der Detektor eingeschaltet wird, wird die Version der Software, mit der die Detektor-Steuerplatine ausgerüstet ist, ungefähr 0,5 Sekunden lang angezeigt. Wenn der Detektor zum ersten Mal eingeschaltet wird, muss er für die Endanwendung konfi guriert werden. Nach Möglichkeit sollte dies immer vor dem Versand der Einheit durch Loma erfolgen. Ansonsten ist es auch bei einer Inbetriebnahmebegehung durch einen Loma-Wartungsingenieur möglich. In erster Linie dient dies der Maschinenleistungsoptimierung für die Anwendung und zur Aktivierung von bestimmten Leistungsmerkmalen.
Es gibt jedoch Umstände, wo es für den Endbenutzer erforderlich ist, die Inbetriebnahmeverfahren für die Steuerungseinheit selbst durchzuführen. Typischerweise tritt dieser Fall ein, wenn Loma keine ausreichenden Informationen über die Endanwendung besitzt, z.B. die Angaben zur Gurtgeschwindigkeit oder für den Auswurf fehlen, so dass die Maschine nicht komplett konfi guriert werden kann. Daneben gibt es noch andere diesbezügliche Fälle, wie das Ausführen einer Softwareaktualisierung, den Detektortransport zu einer anderen Anwendung, den Austausch einer Steuerkarte etc. Die geforderte erste Einrichtung der Einheit lässt sich leicht durchführen. Wenn allerdings nur kleine Änderungen an der Konfi guration der Maschine erforderlich sind, lassen sich die Einträge im Menü Betrieb einzeln einstellen.
Konfi gurieren des MetalldetektorsDie Konfi gurationsangaben für die Maschine auf dem Menü Karte protokollieren. Wir schlagen Ihnen vor, dass Sie diese bei der Systemkonfi guration ausfüllen, so dass Sie für den Fall, dass Sie diese Konfi gurierung wiederholen müssen, alle Informationen griffbereit haben.
Aufrufen des Menüs Konfi guration:
• Taste drücken.• Taste so lange drücken, bis auf der Anzeige Betrieb erscheint und dann Taste drücken.• Taste so lange drücken, bis auf der Anzeige 76 erscheint und dann Taste drücken.
Auf der Anzeige erscheint Benutzeroptionen.
• Taste so lange drücken, bis auf der Anzeige 76 erscheint und dann Taste drücken.
Auf der Anzeige erscheint +Keine Erkennung+.
Jetzt müssen die korrekten Parameter im Menü Konfi guration eingegeben werden. Für nähere Informationen zum Benutzen der Menüs, siehe Benutzen der Menüs, Seite 12.
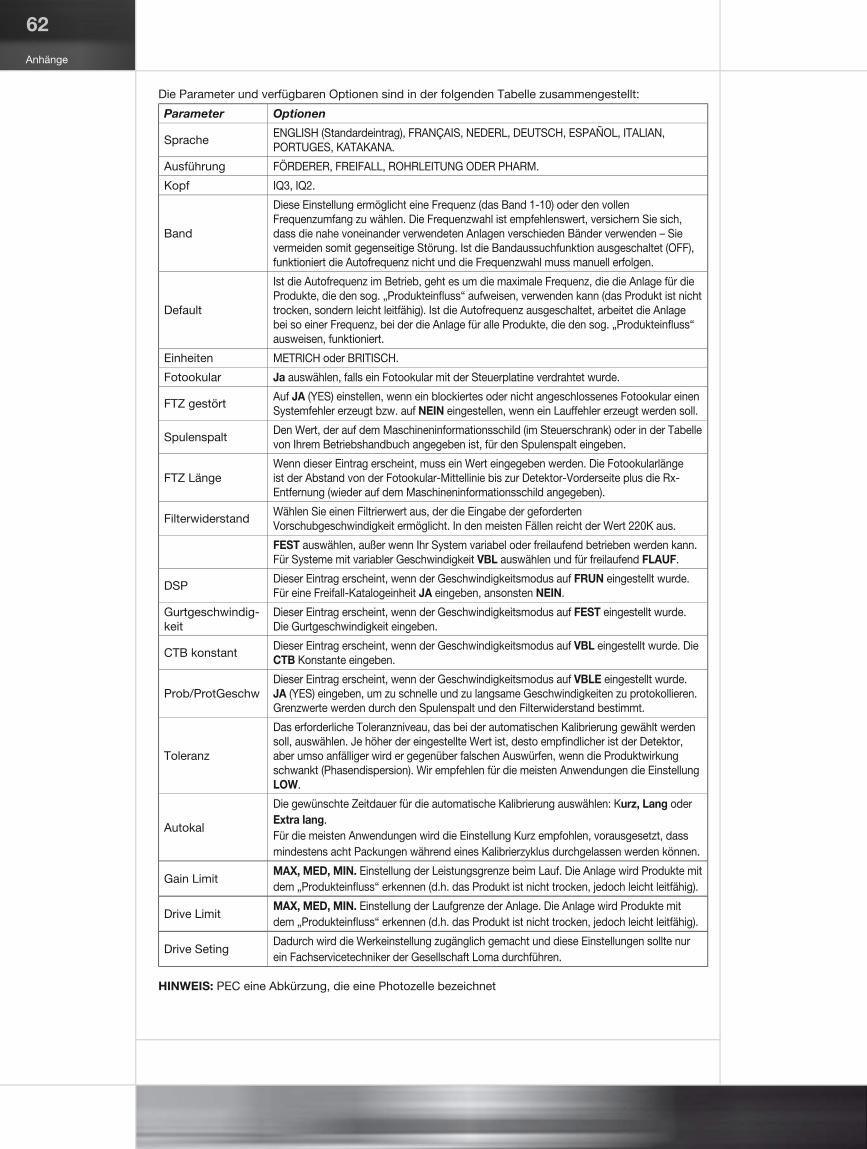
62
Anhänge
Die Parameter und verfügbaren Optionen sind in der folgenden Tabelle zusammengestellt:
Parameter Optionen
SpracheENGLISH (Standardeintrag), FRANÇAIS, NEDERL, DEUTSCH, ESPAÑOL, ITALIAN, PORTUGES, KATAKANA.
Ausführung FÖRDERER, FREIFALL, ROHRLEITUNG ODER PHARM.
Kopf IQ3, IQ2.
Band
Diese Einstellung ermöglicht eine Frequenz (das Band 1-10) oder den vollen Frequenzumfang zu wählen. Die Frequenzwahl ist empfehlenswert, versichern Sie sich, dass die nahe voneinander verwendeten Anlagen verschieden Bänder verwenden – Sie vermeiden somit gegenseitige Störung. Ist die Bandaussuchfunktion ausgeschaltet (OFF), funktioniert die Autofrequenz nicht und die Frequenzwahl muss manuell erfolgen.
Default
Ist die Autofrequenz im Betrieb, geht es um die maximale Frequenz, die die Anlage für die Produkte, die den sog. „Produkteinfl uss“ aufweisen, verwenden kann (das Produkt ist nicht trocken, sondern leicht leitfähig). Ist die Autofrequenz ausgeschaltet, arbeitet die Anlage bei so einer Frequenz, bei der die Anlage für alle Produkte, die den sog. „Produkteinfl uss“ ausweisen, funktioniert.
Einheiten METRICH oder BRITISCH.
Fotookular Ja auswählen, falls ein Fotookular mit der Steuerplatine verdrahtet wurde.
FTZ gestörtAuf JA (YES) einstellen, wenn ein blockiertes oder nicht angeschlossenes Fotookular einen Systemfehler erzeugt bzw. auf NEIN eingestellen, wenn ein Lauffehler erzeugt werden soll.
SpulenspaltDen Wert, der auf dem Maschineninformationsschild (im Steuerschrank) oder in der Tabelle von Ihrem Betriebshandbuch angegeben ist, für den Spulenspalt eingeben.
FTZ LängeWenn dieser Eintrag erscheint, muss ein Wert eingegeben werden. Die Fotookularlänge ist der Abstand von der Fotookular-Mittellinie bis zur Detektor-Vorderseite plus die Rx-Entfernung (wieder auf dem Maschineninformationsschild angegeben).
FilterwiderstandWählen Sie einen Filtrierwert aus, der die Eingabe der geforderten Vorschubgeschwindigkeit ermöglicht. In den meisten Fällen reicht der Wert 220K aus.
FEST auswählen, außer wenn Ihr System variabel oder freilaufend betrieben werden kann. Für Systeme mit variabler Geschwindigkeit VBL auswählen und für freilaufend FLAUF.
DSPDieser Eintrag erscheint, wenn der Geschwindigkeitsmodus auf FRUN eingestellt wurde. Für eine Freifall-Katalogeinheit JA eingeben, ansonsten NEIN.
Gurtgeschwindig-keit
Dieser Eintrag erscheint, wenn der Geschwindigkeitsmodus auf FEST eingestellt wurde. Die Gurtgeschwindigkeit eingeben.
CTB konstantDieser Eintrag erscheint, wenn der Geschwindigkeitsmodus auf VBL eingestellt wurde. Die CTB Konstante eingeben.
Prob/ProtGeschwDieser Eintrag erscheint, wenn der Geschwindigkeitsmodus auf VBLE eingestellt wurde. JA (YES) eingeben, um zu schnelle und zu langsame Geschwindigkeiten zu protokollieren. Grenzwerte werden durch den Spulenspalt und den Filterwiderstand bestimmt.
Toleranz
Das erforderliche Toleranzniveau, das bei der automatischen Kalibrierung gewählt werden soll, auswählen. Je höher der eingestellte Wert ist, desto empfi ndlicher ist der Detektor, aber umso anfälliger wird er gegenüber falschen Auswürfen, wenn die Produktwirkung schwankt (Phasendispersion). Wir empfehlen für die meisten Anwendungen die Einstellung LOW.
Autokal
Die gewünschte Zeitdauer für die automatische Kalibrierung auswählen: Kurz, Lang oder Extra lang. Für die meisten Anwendungen wird die Einstellung Kurz empfohlen, vorausgesetzt, dass mindestens acht Packungen während eines Kalibrierzyklus durchgelassen werden können.
Gain LimitMAX, MED, MIN. Einstellung der Leistungsgrenze beim Lauf. Die Anlage wird Produkte mit dem „Produkteinfl uss“ erkennen (d.h. das Produkt ist nicht trocken, jedoch leicht leitfähig).
Drive LimitMAX, MED, MIN. Einstellung der Laufgrenze der Anlage. Die Anlage wird Produkte mit dem „Produkteinfl uss“ erkennen (d.h. das Produkt ist nicht trocken, jedoch leicht leitfähig).
Drive SetingDadurch wird die Werkeinstellung zugänglich gemacht und diese Einstellungen sollte nur ein Fachservicetechniker der Gesellschaft Loma durchführen.
HINWEIS: PEC eine Abkürzung, die eine Photozelle bezeichnet
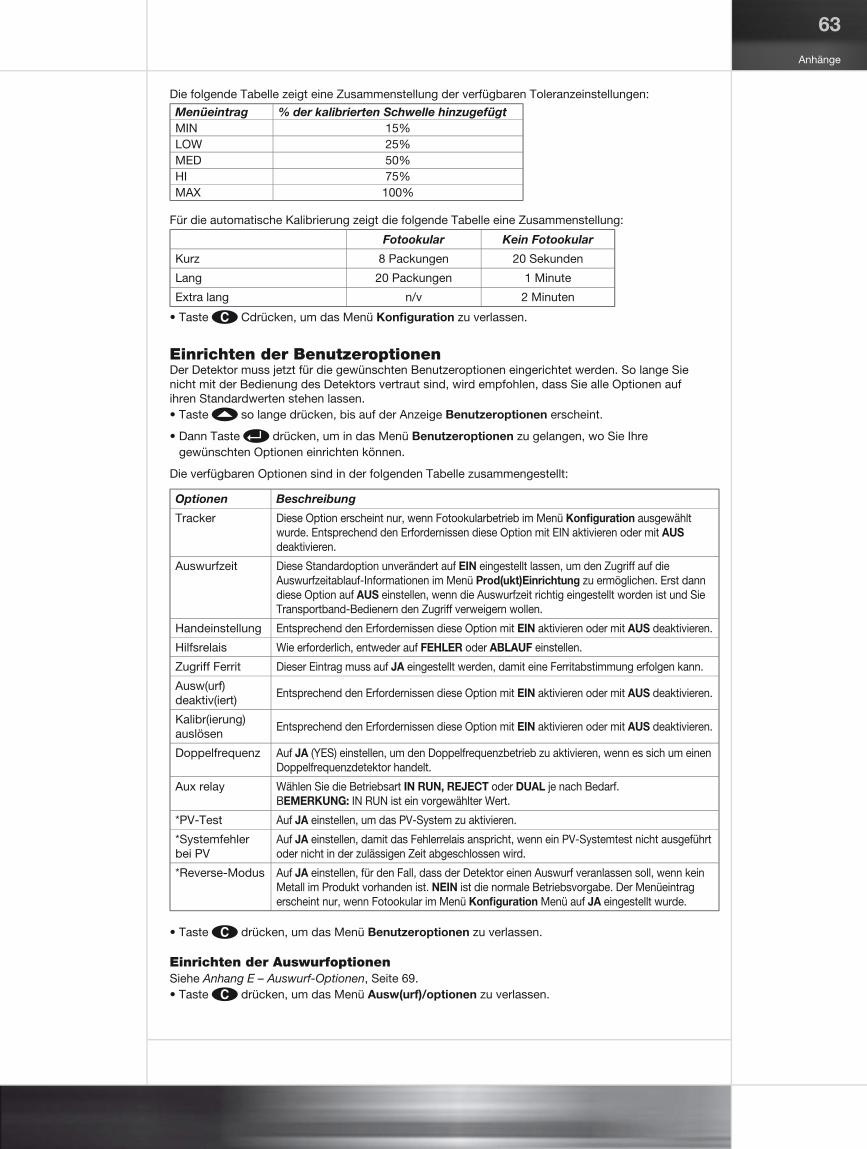
63
Anhänge
Die folgende Tabelle zeigt eine Zusammenstellung der verfügbaren Toleranzeinstellungen:
Menüeintrag % der kalibrierten Schwelle hinzugefügt
MIN 15% LOW 25% MED 50% HI 75% MAX 100%
Für die automatische Kalibrierung zeigt die folgende Tabelle eine Zusammenstellung:
Fotookular Kein Fotookular
Kurz 8 Packungen 20 Sekunden
Lang 20 Packungen 1 Minute
Extra lang n/v 2 Minuten
• Taste Cdrücken, um das Menü Konfi guration zu verlassen.
Einrichten der BenutzeroptionenDer Detektor muss jetzt für die gewünschten Benutzeroptionen eingerichtet werden. So lange Sie nicht mit der Bedienung des Detektors vertraut sind, wird empfohlen, dass Sie alle Optionen auf ihren Standardwerten stehen lassen.• Taste so lange drücken, bis auf der Anzeige Benutzeroptionen erscheint.
• Dann Taste drücken, um in das Menü Benutzeroptionen zu gelangen, wo Sie Ihre gewünschten Optionen einrichten können.
Die verfügbaren Optionen sind in der folgenden Tabelle zusammengestellt:
Optionen Beschreibung
Tracker Diese Option erscheint nur, wenn Fotookularbetrieb im Menü Konfi guration ausgewählt wurde. Entsprechend den Erfordernissen diese Option mit EIN aktivieren oder mit AUS deaktivieren.
Auswurfzeit Diese Standardoption unverändert auf EIN eingestellt lassen, um den Zugriff auf die Auswurfzeitablauf-Informationen im Menü Prod(ukt)Einrichtung zu ermöglichen. Erst dann diese Option auf AUS einstellen, wenn die Auswurfzeit richtig eingestellt worden ist und Sie Transportband-Bedienern den Zugriff verweigern wollen.
Handeinstellung Entsprechend den Erfordernissen diese Option mit EIN aktivieren oder mit AUS deaktivieren.
Hilfsrelais Wie erforderlich, entweder auf FEHLER oder ABLAUF einstellen.
Zugriff Ferrit Dieser Eintrag muss auf JA eingestellt werden, damit eine Ferritabstimmung erfolgen kann.
Ausw(urf)deaktiv(iert)
Entsprechend den Erfordernissen diese Option mit EIN aktivieren oder mit AUS deaktivieren.
Kalibr(ierung) auslösen
Entsprechend den Erfordernissen diese Option mit EIN aktivieren oder mit AUS deaktivieren.
Doppelfrequenz Auf JA (YES) einstellen, um den Doppelfrequenzbetrieb zu aktivieren, wenn es sich um einen Doppelfrequenzdetektor handelt.
Aux relay Wählen Sie die Betriebsart IN RUN, REJECT oder DUAL je nach Bedarf. BEMERKUNG: IN RUN ist ein vorgewählter Wert.
*PV-Test Auf JA einstellen, um das PV-System zu aktivieren.
*Systemfehler bei PV
Auf JA einstellen, damit das Fehlerrelais anspricht, wenn ein PV-Systemtest nicht ausgeführt oder nicht in der zulässigen Zeit abgeschlossen wird.
*Reverse-Modus Auf JA einstellen, für den Fall, dass der Detektor einen Auswurf veranlassen soll, wenn kein Metall im Produkt vorhanden ist. NEIN ist die normale Betriebsvorgabe. Der Menüeintrag erscheint nur, wenn Fotookular im Menü Konfi guration Menü auf JA eingestellt wurde.
• Taste drücken, um das Menü Benutzeroptionen zu verlassen.
Einrichten der AuswurfoptionenSiehe Anhang E – Auswurf-Optionen, Seite 69.• Taste drücken, um das Menü Ausw(urf)/optionen zu verlassen.
64
Anhänge
Einrichten der seriellen VerbindungenWenn Sie serielle Verbindungen einsetzen, dann müssen Sie diese wie folgt einrichten:
Menükonfi guration serielle Verbindung
Link 1 lässt sich auf eine der folgenden Optionen einstellen. Taste drücken, um die Liste Benutz(ung) auszuwählen, dann Taste erneut drücken und mit der Taste eine der folgenden Benutzungen auswählen:
BENUTZ(UNG) NICHT VERW(ENDET) ist die Standardvorgabe.
LOMALINK Für den Einsatz mit dem LomaLink-Steuerprotokoll.
oder Für den Einsatz mit den LomaView-Managementsystemen.
BERICHTE Für den Einsatz mit LomaNet oder einem einzelnen Drucker
• Tast drücken, um die Auswahl zu bestätigen.
Wenn LomaLink oder Berichte ausgewählt wurde, dienen weitere Menüeinträge dazu, das Protokoll für die Verbindung einzustellen.
• Taste drücken, um sich im nachstehenden Menü nach unten zu bewegen:
Baudrate 150, 300, 600, 1200, 2400, 4800, 9600
Datenbits 7 oder 8
Stoppbits 1, 1.5 oder 2
Parität UNGERADE, GERADE oder KEINE
Flussktrl KEINE, CTS-RTS oder XON-XOFF
• Durch Drücken der Taste ändert das Symbol „*“ in ein „>“ bei jedem Menüeintrag. Taste oder benutzen, um den erforderlichen Eintrag auszuwählen und ihn dann mit der Taste bestätigen.
• Durch Drücken der Taste wird das Menü verlassen, ohne dass irgendwelche Änderungen vorgenommen wurden.
HINWEIS: Siehe Anzeigen und Ausdrucken von Berichten, Seite 23, wenn Sie die Berichtoption benutzen oder die entsprechenden LomaView-, LomaNet- oder LomaLink-Informationen.
Die Maschine sucht jetzt nach Metall in Ihrem Produkt, obwohl die Empfi ndlichkeit nicht ganz optimiert worden ist, da der Detektor noch nicht für das Produkt kalibriert wurde. Bevor Produkte kalibriert werden können, ist es erforderlich, eine Ferritabstimmung vorzunehmen, damit die Vibrationseffekte minimiert werden, wenn die laufenden Produkte keine Produktwirkung zeigen.
Ausführen einer Ferritabstimmung• Sicherstellen, dass Zugriff Ferrit im Menü Benutzeroptionen auf JA eingestellt wurde.
• Taste drücken und dann Taste so lange drücken bis Ferrit F anzeigt wird.• Durch das Drücken wählen Sie die geforderte Ferrite Frequenz im Menu Manual Setup aus..• Eine Komplette Kalibrierung durchführen, während sich das Ende des Ferrithandlesekopfs mit der
Probe in den Suchkopf hinein- bzw. aus ihm herausbewegt.• Aufpassen, dass Sie Ihre Hand bzw. Uhren/Ringe nicht in den Suchkopf bzw. in dessen Nähe bringen.• An Systemen, die mit einem Fotookular versehen sind, dieses so blockieren, dass registriert wird, dass
Packungen vorhanden sind. Dazu zuerst Taste drücken, dann und schließlich .• Zum Menü Benutzeroptionen zurückkehren und dann den Zugriff auf Zugriff Ferrit deaktivieren.Die Steuerungseinheit ist jetzt komplett für Ihre Anwendung eingerichtet.
Systeme mit veränderlicher GeschwindigkeitBei Systemen, die Förderer mit veränderlicher Geschwindigkeit einsetzen, ist spezielle Hardware erforderlich, um den Eingang für die CTB (Conveyor Time Base, Zeitachse des Förderers) auf der Mikrosteuerkarte anzusteuern. Bei den von Loma gelieferten Transportanlagen ist diese Hardware schon eingebaut und betriebsbereit, aber bei alleinigen Suchkopfverkäufen sollte die folgende Information beim Einsatz eines Systems mit variabler Geschwindigkeit beachtet werden.Damit die Auswurfsteuerung zeitlich richtig funktioniert, muss sie die Information haben, wie weit sich das verunreinigte Produkt zwischen dem Kopf und dem Auswurfpunkt fortbewegt hat. Dies wird mit Hilfe eines Wellen-Codierers erreicht, der Impulse auf den CTB-Eingang der Mikrosteuerkarte gibt.Die Information über die Verzögerung, die im Menü Prod(ukt)Einrichtung eingegeben wurde, zählt dann die CTB-Impulse aus, um die entsprechende Zeit des verunreinigten Produkts
65
Anhänge
bis zum Auswurfpunkt zu ermitteln. Aus diesem Grund muss die Verzögerung als Entfernung gemessen werden und sollte am schnellsten Förderer eingestellt werden, damit der Auswerfer rechtzeitig betätigt werden kann. Die Verweilzeit sollte dagegen am langsamsten Transportband eingestellt werden, um einen präzisen Auswurf bei allen Geschwindigkeiten zu gewährleisten. Der Verweilparameter lässt sich in Zeit- oder Entfernungseinheiten ausdrücken, je nach Auswerfertyp.
CTB-KonstanteDieser Parameter entspricht der Impulszahl pro Meter/Fuß oder Gurtweg. Bei Systemen, die mit einem Fotookular ausgerüstet sind, lässt er sich zwischen 1 und 999 Impuls(en) pro Meter/Fuß einstellen, bei Systemen ohne Fotookular dagegen lässt er sich zwischen 1000/ coil_gap (Spulenspalt) und 999 Impulsen pro Meter/Fuß einstellen. Der Wellen-Codierer für das System sollte so ausgewählt werden, dass er eine ausreichende Aufl ösung für einen präzisen Auswurf liefert, die jedoch nicht so hoch ist, dass die CTB-Impulsrate eine Frequenz von 100Hz bei der höchsten Gurtgeschwindigkeit übersteigt. Als absolutes Minimum müssen über die Spulenspaltlänge 4 Impulse auftreten. Die Spulenspaltlänge steht auf dem Maschineninformationsschild (im Steuerschrank).
Fehler bei variabler GeschwindigkeitDa der Detektor nur innerhalb eines vorbestimmten Geschwindigkeitsbereichs arbeiten kann, kann es vorkommen, dass die Gurtgeschwindigkeit außerhalb der zuverlässigen Maschinenbetriebsgrenze liegt. In diesen Fällen lässt sich die Option Geschwindigkeits-Protokollierprobleme im Menü Konfi guration aktivieren, die entweder v zu klein oder v zu groß als Ergebnis liefern wird.
Anhang C – Produktsignal-Nachführungs-MenüMit dieser Funktion kann der Detektor automatisch den Schwellenwert zwischen zwei voreingestellten Grenzwerten festlegen, sodass sich die Empfi ndlichkeit des Detektors in Fällen optimiert werden kann, in denen sich das Produktsignal infolge des schwankenden Produkteffekts nach oben bzw. unten verschiebt.
Beispielsweise ist für ein Tiefkühlprodukt der Produkteffekt sehr klein, wenn das Produkt gerade aus der Tiefkühlung gekommen ist, sodass ein niedriger Schwellenwert für eine hohe Empfi ndlichkeit gegenüber metallischen Verunreinigungen benutzt werden kann. Wenn jedoch das Transportband aus irgendeinem Grund anhält und das Produkt etwas auftaut oder wenn das Produkt nicht vollständig gefroren war, kann s ich das Produktsignal deutlich erhöhen. In diesem Fall muss der Schwellenwert erhöht werden, damit das Produkt ohne falsche Auswürfe durchgelassen werden kann. Durch Erhöhen des Schwellenwerts können weichere Produkte passieren, ohne dass die Empfi ndlichkeit gegenüber metallischen Verunreinigungen verringert wird, d.h. es werden nur größere Metallteile erkannt. Wenn das Produkt vollständig gefroren und der Schwellenwert weiterhin erhöht ist, bleibt die Empfi ndlichkeit gegenüber metallischen Verunreinigungen niedrig, da der Schwellenwert jetzt höher ist als erforderlich.
Das Tracking funktioniert durch das Aufzeichnen des Produktsignals jeder Packung. Der Schwellenwert schwankt ständig zwischen einem oberen und unteren Grenzwert. Die Frequenz und der Betrag der Schwankung sowie die Grenzwerte werden durch benutzerdefi nierte Parameter bestimmt.
Bitte beachten Sie, dass diese Art von System metallische Verunreinigungen übersieht, wenn der Schwellenwert durch aufgetaute Produkte erhöht wurde, die erkannt werden, wenn das Produkt vollständig gefroren ist.
Betriebsbedingungen:Das Menü Überwachungsgrenzen ist nur verfügbar, wenn in Menü Benutzeroptionen die Option Tracker auf EIN eingestellt wurde. Damit diese Option verfügbar ist, muss ein Fotookular zur Produktregistrierung angebracht sein.
Das Tracking ist produktbezogen, d.h. die Funktion kann für jeden der 100 Produktspeicher aktiviert oder deaktiviert werden. Jeder Speicher kann individuelle Einstellungen enthalten.
Der Tracker wird in folgenden Fällen aufgerufen:• Der Detektor wird eingeschaltet• Das laufende Produkt wird gewechselt• Die Parameter der Trackinggrenzen werden geändert
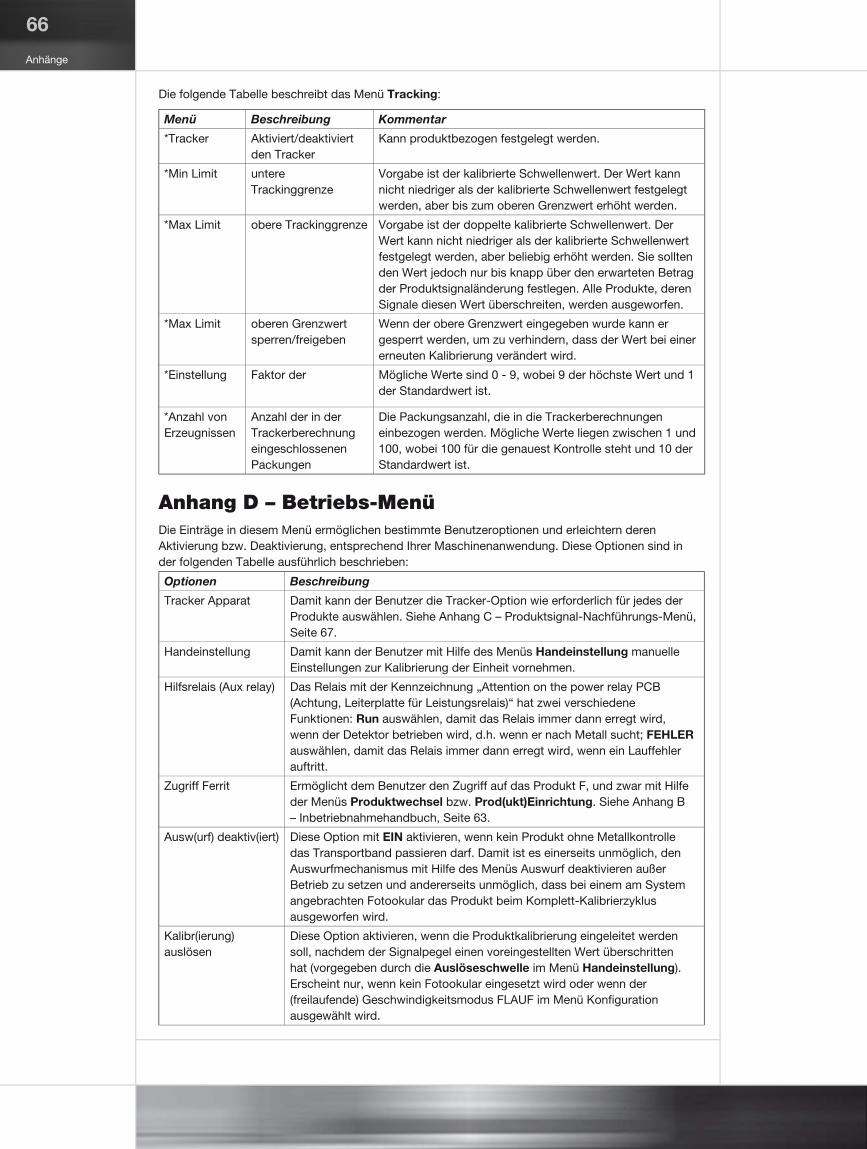
66
Anhänge
Die folgende Tabelle beschreibt das Menü Tracking:
Menü Beschreibung Kommentar
*Tracker Aktiviert/deaktiviert den Tracker
Kann produktbezogen festgelegt werden.
*Min Limit untere Trackinggrenze
Vorgabe ist der kalibrierte Schwellenwert. Der Wert kann nicht niedriger als der kalibrierte Schwellenwert festgelegt werden, aber bis zum oberen Grenzwert erhöht werden.
*Max Limit obere Trackinggrenze Vorgabe ist der doppelte kalibrierte Schwellenwert. Der Wert kann nicht niedriger als der kalibrierte Schwellenwert festgelegt werden, aber beliebig erhöht werden. Sie sollten den Wert jedoch nur bis knapp über den erwarteten Betrag der Produktsignaländerung festlegen. Alle Produkte, deren Signale diesen Wert überschreiten, werden ausgeworfen.
*Max Limit oberen Grenzwert sperren/freigeben
Wenn der obere Grenzwert eingegeben wurde kann er gesperrt werden, um zu verhindern, dass der Wert bei einer erneuten Kalibrierung verändert wird.
*Einstellung Faktor der Mögliche Werte sind 0 - 9, wobei 9 der höchste Wert und 1 der Standardwert ist.
*Anzahl von Erzeugnissen
Anzahl der in der Trackerberechnung eingeschlossenen Packungen
Die Packungsanzahl, die in die Trackerberechnungen einbezogen werden. Mögliche Werte liegen zwischen 1 und 100, wobei 100 für die genauest Kontrolle steht und 10 der Standardwert ist.
Anhang D – Betriebs-MenüDie Einträge in diesem Menü ermöglichen bestimmte Benutzeroptionen und erleichtern deren Aktivierung bzw. Deaktivierung, entsprechend Ihrer Maschinenanwendung. Diese Optionen sind in der folgenden Tabelle ausführlich beschrieben:
Optionen Beschreibung
Tracker Apparat Damit kann der Benutzer die Tracker-Option wie erforderlich für jedes der Produkte auswählen. Siehe Anhang C – Produktsignal-Nachführungs-Menü, Seite 67.
Handeinstellung Damit kann der Benutzer mit Hilfe des Menüs Handeinstellung manuelle Einstellungen zur Kalibrierung der Einheit vornehmen.
Hilfsrelais (Aux relay) Das Relais mit der Kennzeichnung „Attention on the power relay PCB (Achtung, Leiterplatte für Leistungsrelais)“ hat zwei verschiedene Funktionen: Run auswählen, damit das Relais immer dann erregt wird, wenn der Detektor betrieben wird, d.h. wenn er nach Metall sucht; FEHLER auswählen, damit das Relais immer dann erregt wird, wenn ein Lauffehler auftritt.
Zugriff Ferrit Ermöglicht dem Benutzer den Zugriff auf das Produkt F, und zwar mit Hilfe der Menüs Produktwechsel bzw. Prod(ukt)Einrichtung. Siehe Anhang B – Inbetriebnahmehandbuch, Seite 63.
Ausw(urf) deaktiv(iert) Diese Option mit EIN aktivieren, wenn kein Produkt ohne Metallkontrolle das Transportband passieren darf. Damit ist es einerseits unmöglich, den Auswurfmechanismus mit Hilfe des Menüs Auswurf deaktivieren außer Betrieb zu setzen und andererseits unmöglich, dass bei einem am System angebrachten Fotookular das Produkt beim Komplett-Kalibrierzyklus ausgeworfen wird.
Kalibr(ierung) auslösen
Diese Option aktivieren, wenn die Produktkalibrierung eingeleitet werden soll, nachdem der Signalpegel einen voreingestellten Wert überschritten hat (vorgegeben durch die Auslöseschwelle im Menü Handeinstellung). Erscheint nur, wenn kein Fotookular eingesetzt wird oder wenn der (freilaufende) Geschwindigkeitsmodus FLAUF im Menü Konfi guration ausgewählt wird.
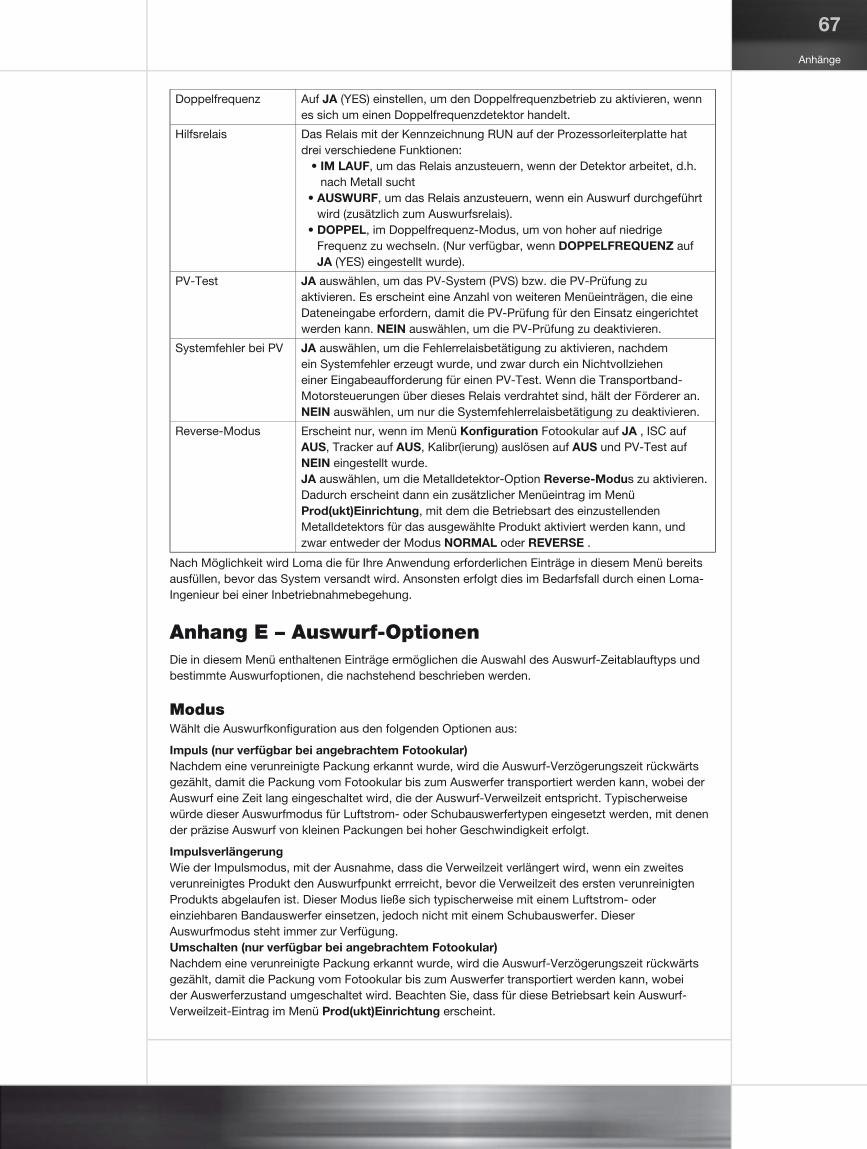
67
Anhänge
Doppelfrequenz Auf JA (YES) einstellen, um den Doppelfrequenzbetrieb zu aktivieren, wenn es sich um einen Doppelfrequenzdetektor handelt.
Hilfsrelais Das Relais mit der Kennzeichnung RUN auf der Prozessorleiterplatte hat drei verschiedene Funktionen: • IM LAUF, um das Relais anzusteuern, wenn der Detektor arbeitet, d.h.
nach Metall sucht • AUSWURF, um das Relais anzusteuern, wenn ein Auswurf durchgeführt
wird (zusätzlich zum Auswurfsrelais). • DOPPEL, im Doppelfrequenz-Modus, um von hoher auf niedrige
Frequenz zu wechseln. (Nur verfügbar, wenn DOPPELFREQUENZ auf JA (YES) eingestellt wurde).
PV-Test JA auswählen, um das PV-System (PVS) bzw. die PV-Prüfung zu aktivieren. Es erscheint eine Anzahl von weiteren Menüeinträgen, die eine Dateneingabe erfordern, damit die PV-Prüfung für den Einsatz eingerichtet werden kann. NEIN auswählen, um die PV-Prüfung zu deaktivieren.
Systemfehler bei PV JA auswählen, um die Fehlerrelaisbetätigung zu aktivieren, nachdem ein Systemfehler erzeugt wurde, und zwar durch ein Nichtvollziehen einer Eingabeaufforderung für einen PV-Test. Wenn die Transportband-Motorsteuerungen über dieses Relais verdrahtet sind, hält der Förderer an. NEIN auswählen, um nur die Systemfehlerrelaisbetätigung zu deaktivieren.
Reverse-Modus Erscheint nur, wenn im Menü Konfi guration Fotookular auf JA , ISC auf AUS, Tracker auf AUS, Kalibr(ierung) auslösen auf AUS und PV-Test auf NEIN eingestellt wurde. JA auswählen, um die Metalldetektor-Option Reverse-Modus zu aktivieren. Dadurch erscheint dann ein zusätzlicher Menüeintrag im Menü Prod(ukt)Einrichtung, mit dem die Betriebsart des einzustellenden Metalldetektors für das ausgewählte Produkt aktiviert werden kann, und zwar entweder der Modus NORMAL oder REVERSE .
Nach Möglichkeit wird Loma die für Ihre Anwendung erforderlichen Einträge in diesem Menü bereits ausfüllen, bevor das System versandt wird. Ansonsten erfolgt dies im Bedarfsfall durch einen Loma-Ingenieur bei einer Inbetriebnahmebegehung.
Anhang E – Auswurf-OptionenDie in diesem Menü enthaltenen Einträge ermöglichen die Auswahl des Auswurf-Zeitablauftyps und bestimmte Auswurfoptionen, die nachstehend beschrieben werden.
ModusWählt die Auswurfkonfi guration aus den folgenden Optionen aus:
Impuls (nur verfügbar bei angebrachtem Fotookular)
Nachdem eine verunreinigte Packung erkannt wurde, wird die Auswurf-Verzögerungszeit rückwärts gezählt, damit die Packung vom Fotookular bis zum Auswerfer transportiert werden kann, wobei der Auswurf eine Zeit lang eingeschaltet wird, die der Auswurf-Verweilzeit entspricht. Typischerweise würde dieser Auswurfmodus für Luftstrom- oder Schubauswerfertypen eingesetzt werden, mit denen der präzise Auswurf von kleinen Packungen bei hoher Geschwindigkeit erfolgt.
Impulsverlängerung
Wie der Impulsmodus, mit der Ausnahme, dass die Verweilzeit verlängert wird, wenn ein zweites verunreinigtes Produkt den Auswurfpunkt errreicht, bevor die Verweilzeit des ersten verunreinigten Produkts abgelaufen ist. Dieser Modus ließe sich typischerweise mit einem Luftstrom- oder einziehbaren Bandauswerfer einsetzen, jedoch nicht mit einem Schubauswerfer. Dieser Auswurfmodus steht immer zur Verfügung.Umschalten (nur verfügbar bei angebrachtem Fotookular)
Nachdem eine verunreinigte Packung erkannt wurde, wird die Auswurf-Verzögerungszeit rückwärts gezählt, damit die Packung vom Fotookular bis zum Auswerfer transportiert werden kann, wobei der Auswerferzustand umgeschaltet wird. Beachten Sie, dass für diese Betriebsart kein Auswurf-Verweilzeit-Eintrag im Menü Prod(ukt)Einrichtung erscheint.
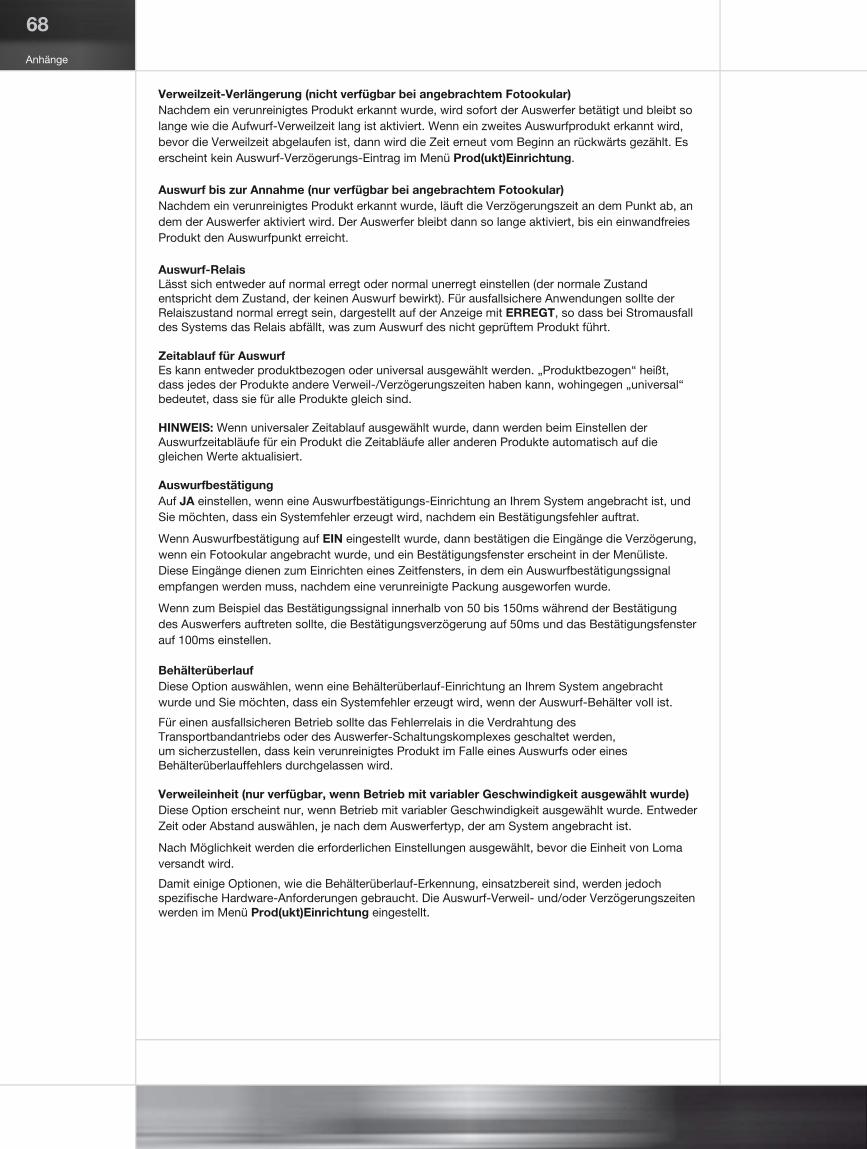
68
Anhänge
Verweilzeit-Verlängerung (nicht verfügbar bei angebrachtem Fotookular)
Nachdem ein verunreinigtes Produkt erkannt wurde, wird sofort der Auswerfer betätigt und bleibt so lange wie die Aufwurf-Verweilzeit lang ist aktiviert. Wenn ein zweites Auswurfprodukt erkannt wird, bevor die Verweilzeit abgelaufen ist, dann wird die Zeit erneut vom Beginn an rückwärts gezählt. Es erscheint kein Auswurf-Verzögerungs-Eintrag im Menü Prod(ukt)Einrichtung.
Auswurf bis zur Annahme (nur verfügbar bei angebrachtem Fotookular)
Nachdem ein verunreinigtes Produkt erkannt wurde, läuft die Verzögerungszeit an dem Punkt ab, an dem der Auswerfer aktiviert wird. Der Auswerfer bleibt dann so lange aktiviert, bis ein einwandfreies Produkt den Auswurfpunkt erreicht.
Auswurf-Relais
Lässt sich entweder auf normal erregt oder normal unerregt einstellen (der normale Zustand entspricht dem Zustand, der keinen Auswurf bewirkt). Für ausfallsichere Anwendungen sollte der Relaiszustand normal erregt sein, dargestellt auf der Anzeige mit ERREGT, so dass bei Stromausfall des Systems das Relais abfällt, was zum Auswurf des nicht geprüftem Produkt führt.
Zeitablauf für Auswurf
Es kann entweder produktbezogen oder universal ausgewählt werden. „Produktbezogen“ heißt, dass jedes der Produkte andere Verweil-/Verzögerungszeiten haben kann, wohingegen „universal“ bedeutet, dass sie für alle Produkte gleich sind.
HINWEIS: Wenn universaler Zeitablauf ausgewählt wurde, dann werden beim Einstellen der Auswurfzeitabläufe für ein Produkt die Zeitabläufe aller anderen Produkte automatisch auf die gleichen Werte aktualisiert.
Auswurfbestätigung
Auf JA einstellen, wenn eine Auswurfbestätigungs-Einrichtung an Ihrem System angebracht ist, und Sie möchten, dass ein Systemfehler erzeugt wird, nachdem ein Bestätigungsfehler auftrat.
Wenn Auswurfbestätigung auf EIN eingestellt wurde, dann bestätigen die Eingänge die Verzögerung, wenn ein Fotookular angebracht wurde, und ein Bestätigungsfenster erscheint in der Menüliste. Diese Eingänge dienen zum Einrichten eines Zeitfensters, in dem ein Auswurfbestätigungssignal empfangen werden muss, nachdem eine verunreinigte Packung ausgeworfen wurde.
Wenn zum Beispiel das Bestätigungssignal innerhalb von 50 bis 150ms während der Bestätigung des Auswerfers auftreten sollte, die Bestätigungsverzögerung auf 50ms und das Bestätigungsfenster auf 100ms einstellen.
Behälterüberlauf
Diese Option auswählen, wenn eine Behälterüberlauf-Einrichtung an Ihrem System angebracht wurde und Sie möchten, dass ein Systemfehler erzeugt wird, wenn der Auswurf-Behälter voll ist.
Für einen ausfallsicheren Betrieb sollte das Fehlerrelais in die Verdrahtung des Transportbandantriebs oder des Auswerfer-Schaltungskomplexes geschaltet werden, um sicherzustellen, dass kein verunreinigtes Produkt im Falle eines Auswurfs oder eines Behälterüberlauffehlers durchgelassen wird.
Verweileinheit (nur verfügbar, wenn Betrieb mit variabler Geschwindigkeit ausgewählt wurde)
Diese Option erscheint nur, wenn Betrieb mit variabler Geschwindigkeit ausgewählt wurde. Entweder Zeit oder Abstand auswählen, je nach dem Auswerfertyp, der am System angebracht ist.
Nach Möglichkeit werden die erforderlichen Einstellungen ausgewählt, bevor die Einheit von Loma versandt wird.
Damit einige Optionen, wie die Behälterüberlauf-Erkennung, einsatzbereit sind, werden jedoch spezifi sche Hardware-Anforderungen gebraucht. Die Auswurf-Verweil- und/oder Verzögerungszeiten werden im Menü Prod(ukt)Einrichtung eingestellt.
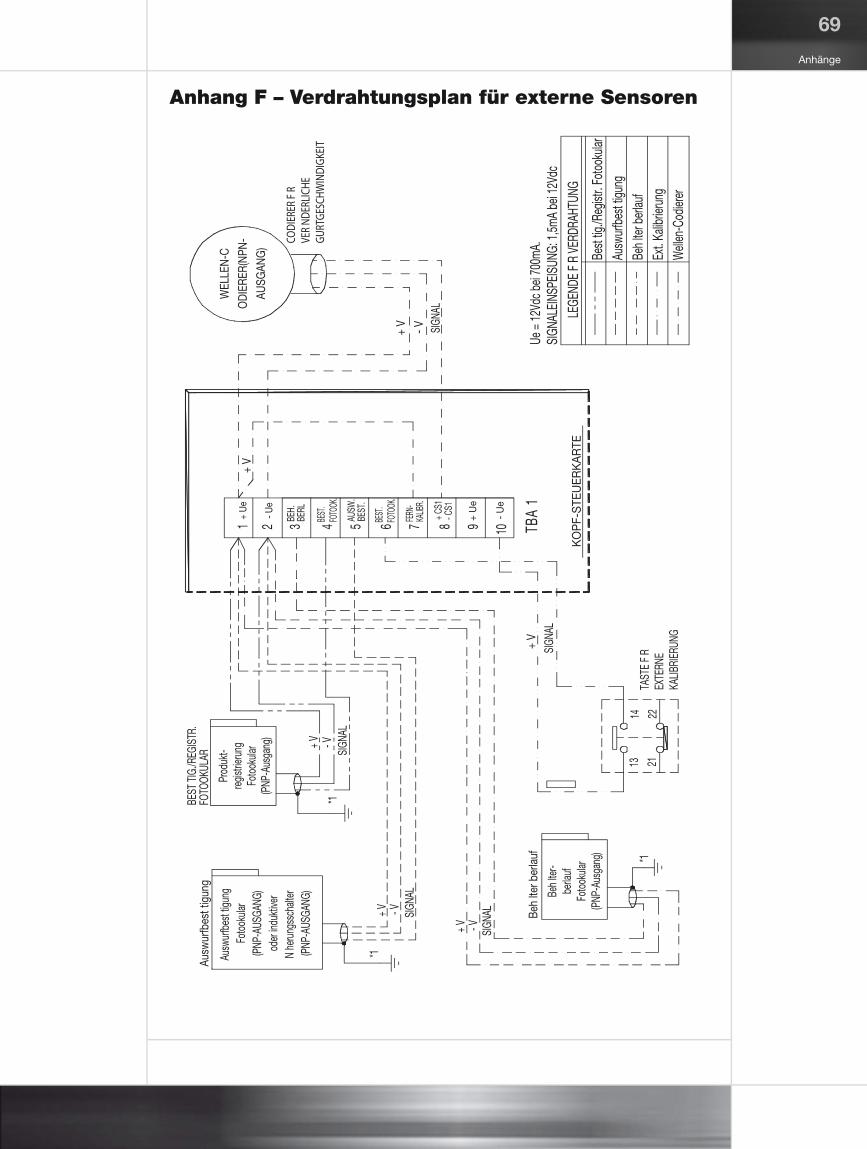
69
Anhänge
Anhang F – Verdrahtungsplan für externe Sensoren
*1
*1
*1
+ V
+ V - V
- V
WEL
LEN
-C
ODI
ERER
(NPN
-
AUSG
ANG
)
CODI
ERER
F R
VER
NDER
LICHE
GU
RTGE
SCHW
INDI
GKEI
T
SIGN
AL
SIGN
AL
SIGN
AL
Ue =
12Vd
c bei
700m
A.SI
GNAL
EINS
PEIS
UNG:
1,5m
A be
i 12V
dc
LEGE
NDE
F R
VERD
RAHT
UNG
Best
tig./R
egist
r. Fo
took
ular
Ausw
urfb
est t
igung
Beh l
ter b
erlau
fEx
t. Ka
librie
rung
Well
en-C
odier
er
+ V
+ V
+ V
+ U
e
- Ue
BEH.
BERL
- V
BEST
.FO
TOOK
.
BEST
.FO
TOOK
.
AUSW
.BE
ST.
FERN
-KA
LIBR.
+ CS
1- C
S1
KO
PF-
STE
UER
KA
RTE
+ U
e
- U
e
1 2 3 4 5 6 7 8 9 10 TBA
1
Prod
ukt-
regis
trier
ung
Foto
okula
r(P
NP-A
usga
ng)
BEST
TIG
./REG
ISTR
. FO
TOOK
ULAR
SIGN
AL
SIGN
AL
+ V - V
Ausw
urfb
est t
igun
g
Ausw
urfb
est t
igung
Fo
took
ular
(PNP
-AUS
GANG
)od
er in
dukti
ver
N he
rung
ssch
alter
(P
NP-A
USGA
NG) Be
h lte
r-be
rlauf
Foto
okula
r(P
NP-A
usga
ng)
Beh
lter b
erla
uf
13 212214
TAST
E F
REX
TERN
EKA
LIBRI
ERUN
G
70
Lizenzvereinbarung
Endbenutzer-LizenzvereinbarungDie im IQ3 Metalldetektor verwendete Software unterliegt dem Urheberrecht und internationalen Vereinbarungen zum Urheberrecht. Die Software im IQ3 Metalldetektor wird nicht verkauft, sondern lizenziert.
1. Lizenzerteilung:
Spectrum Inspection Systems bleibt zu jeder Zeit Eigentümer sämtlicher Software, Firmware-Programmroutinen und der von Spectrum Inspection Systems gelieferten zugehörigen Dokumentationen sowie aller vom Käufer hiervon erstellten Kopien (kurz „Software“ genannt).
Spectrum Inspection Systems gewährt dem Käufer eine nicht-ausschließliche, nicht übertragbare Lizenz für die Software ausschließlich zum Einsatz mit dem Gerät.
Der Käufer hat alle vertretbaren Schritte zu unternehmen, um die Eigentumsrechte von Spectrum Inspection Systems an der Software zu schützen. Es ist ihm nicht gestattet, die Software auf Dritte zu übertragen bzw. Unterlizenzen zu vergeben.
2. Rechte und Einschränkungen
Die Software wird ausschließlich als Komponente des IQ3 Metalldetektors lizenziert und darf nicht für etwaigen anderweitigen Gebrauch davon getrennt werden.
Die Software wird mit dem IQ3 Metalldetektor als ein einziges, integriertes Produkt lizenziert. Die Software darf nur mit dem IQ3 Metalldetektor verwendet werden.
Sie dürfen die Software weder vermieten noch verleasen.
Die Rechte aus dieser Lizenzvereinbarung dürfen Sie nur als Teil eines Verkaufs oder einer Eigentumsübertragung des IQ3 Metalldetektors dauerhaft übertragen, vorausgesetzt, Sie behalten keine Kopien, Sie übertragen die Software vollständig und der Empfänger stimmt der Lizenzvereinbarung zu.
71
Index
A
Abtrennung der Einspeisung 49
Akustischer Alarm 5
Allgemeine Informationen 42
Anschluss der Zuführungvom elektrischen Strom 48
Anzeigen 11
Anzeigen der Los-Ergebnisse 22
Anzeigesymbole 11
Arbeitsanweisungen, Schulungen und Unterlagenaufbewahrung 10
Auswählen eines Produkts 11
Auswurf-Optionen 67
Auswurfmechanismen 4
B
Betriebs-Menü 66
Bewegliches Metall 51
Bewegen in Menüs 19
Benutzen der Menüs 12
Bedienungspult 10
Bedienertasten 10
D
Defi nieren von Tastencodes 33
Drucken eines Protokolls 25
E
Endbenutzer-Lizenzvereinbarung 70
Elektrische Störungen 52
Einschalten des Förderers 47
Einleitung 2, 36
Einrichten der PV-Prüfung 37
EMV-Betrachtungen 43
Eingeben eines Tastencodes 13
Einstellen Der Betriebsart 30 Der Auslöseschwellen 30 Der Empfi ndlichkeit/Schwelle 12
Einrichten eines neuen Produkts vi, 16, 19
Einleitung 2
F
Fördererkonstruktion 50
Frequenzeinstellung 30
Fehler-Protokoll 24
Festlegung der Detektorempfi ndlichkeit 8
Flachgurte 3
I
ISO9000 10
Inbetriebnahmehandbuch 61
K
Kalibrieren des Metalldetektors 30
Komplett-Kalibrierung 30
Kalibrierparameter 30
Konfi gurieren des Metalldetektors 61
Kontaktdaten für Loma vii
Konventionen vi
L
Leistungsvalidierung 39
Los-Ergebnisse 24
Löschen des Protokolls 24
M
Menü Berichtoptionen 23
Ergebnisse 9, 22
Masch(inen)/Angaben 33
Tastencodes 33
Benutzeroption 63
Benutzeroptionen 61
N
Neukalibrieren eines Produkts 19
P
Produktkalibrierung 66
Prüf- und Reinigungsverfahren 56
Produktsignal-Nachführungs-Menü 65
Q
Qualitätssicherung v
72
Index
R
Reverse-Kalibrierun 62
Relaiskontakt-Information 49
Relative Erkennbarkeit von 8Nichteisenmetallen
Regelmäßige Empfi ndlichkeitsprüfung 9in der Taktstraße
S
Systemfehler-Protokoll 24
Schaltschrank 4
Sonderausstattung 5
T
Transportbandausführungen 45
Technische Spezifi kation(für alle europäischen Transportbänder) 6
V
Verfahren für den Notfall v
Verunreinigungssubstanzen-Protokoll 24
Vibrationen 51
Verdrahtungsplan für externe Sensoren 69
W
Wechseln von Produkten 19
Z
Zugang zu den Durchgangspunkten 48