Embed Size (px)
Citation preview
Vibrationen und deren Bewertungbei Handwerkzeugen
Ein Ratgeber rund umdie Vibrationsrichtlinie2002/44/EG
PG_PADTYQ4 5-05-10 10.43 Sida 1
Ergonomie bei Atlas Copco Tools
Als dem führenden Hersteller von Industriewerkzeugen istsich Atlas Copco Tools seit langem bewusst, wie wichtigErgonomie bereits bei der Werkzeugkonstruktion ist. Schonin den 1950er Jahren betraten wir bei der Entwicklung neuerPistolenbohrmaschinen Neuland, indem wir erstmalig derenGeräusch- und Vibrationspegel erforschten. Konsequenthaben wir auf diesen ersten Erfahrungen aufgebaut und seit-dem umfassende Baureihen ergonomisch optimierterWerkzeuge auf den Markt gebracht.
In den späten siebziger Jahren wurde Bo Lindqvist (†) vonAtlas Copco Tools Leiter der Arbeitsgruppe Pneurop 17 -Vibrationen und später Vorsitzender des ISO-Komitees TC 118/SC 3/WG 3. Diese internationale Gruppe hatte dieAufgabe, Normen für die Vibrationsmessung zu entwickeln.Wir nehmen weiterhin aktiv an den internationalenStandardisierungstätigkeiten teil und mit Lars Skogsbergsteht auch heute wieder ein Atlas Copco-Ergonom an derSpitze des ISO-Komitees TC 118/SC 3/WG 3. Skogsberg istzudem Vorsitzender einer Ad Hoc-Gruppe zur Novellierungder ISO-Norm 8662-4 für Schleifmaschinen und Mitautordes CEN-Reports “Richtlinien zur Beurteilung von Hand-Vibrationsbelastungen durch Werkzeuge und maschinelleEinrichtungen unter Berücksichtigung der von denWerkzeugherstellern zur Verfügung gestelltenInformationen”.
Dieses Taschenbuch baut zu einem großen Teil auf denArbeitsergebnissen dieser Gruppe auf.
PG_PADTYQ4 5-05-10 10.43 Sida 2
Inhaltsverzeichnis
Seite1. Einleitung ...................................................................................................................................4
2. Die Richtlinie und mit ihr verbundene Normen.....................................................................62.1 Die Vibrations-Richtlinie: Ein kurzer Überblick ................................................................. 62.2 Derzeitige Standards und Richtlinien in Bezug auf Hand-Arm-Vibrationen ...................... 72.3 Die Vibrations-Richtlinie im Detail ................................................................................... 112.4 Definitionen........................................................................................................................ 14
3. Wie wirkt sich diese Richtlinie auf Ihr Unternehmen aus? ............................................... 163.1 Beispiele für nationale Gesetze......................................................................................... 16
3.1.1 Großbritannien ......................................................................................................... 163.1.2 Schweden ................................................................................................................. 17
3.2 Welche Anforderungen stellt die Vibrations-Richtlinie an den Arbeitgeber?................... 18
4. Arbeitsschritte für das Risikomanagement ......................................................................... 204.1 Schritt 1: Identifizieren Sie Arbeitnehmer mit niedrigem Gefährdungspotential............. 204.2 Schritt 2: Nehmen Sie eine grobe Risikoabschätzung vor ............................................... 21
4.2.1 Finden Sie einen Vibrationswert heraus, der eine Schätzung des tatsächlich verwendeten Vibrationswerts darstellt .............................................................................. 224.2.2 Schätzen Sie die Expositionsdauer ein .................................................................... 224.2.3 Berechnen Sie die Vibrations-Expositionszeit......................................................... 22
4.3 Schritt 3: So behandeln Sie das Risiko ............................................................................. 234.3.1 Wechsel zu Arbeitsmitteln oder -prozessen mit niedrigeren Vibrationen ............... 234.3.2 Wechsel zu Arbeitsmitteln oder -prozessen, die die Arbeitszeit verkürzen............. 234.3.3 Prüfen der Installation, damit Ihre Werkzeuge so effizient wie möglich arbeiten ..... 244.3.4 Job-Rotation zur Verringerung der Triggerzeit ........................................................ 24
5. Ermittlung der Vibrationsexposition .................................................................................... 255.1 Herausfinden von Vibrationswerten, die Ihrer Arbeitssituation entsprechen ................... 25
5.1.1 Vom Hersteller deklarierte Werte............................................................................. 255.1.2 Zusatzinformationen der Hersteller ......................................................................... 265.1.3 Messungen am Arbeitsplatz ..................................................................................... 265.1.4 Wie erhält man die erste grobe Schätzung des Vibrationswerts? .............................28
5.2 Abschätzung der Expositionszeit ...................................................................................... 285.3 Kombination der Vibrationswerte und der täglichen Vibrations-Expositionszeit ............ 29
5.3.1 Teilexposition ........................................................................................................... 305.4 Kombinierte Vibrationen, die aus mehr als einer Quelle stammen .................................. 30
5.4.1 Berechnung durch Basisgleichungen....................................................................... 305.4.2 Verwendung des Punktesystems .............................................................................. 30
6. Expositionsbewertung und Gegenmaßnahmen bei verschiedenen Werkzeugtypen........ 366.1 Vibrationsquellen .............................................................................................................. 366.2 Bewertung der Vibrations-Exposition............................................................................... 37
6.2.1 Nehmen Sie eine grobe Schätzung des Vibrationswerts beim realen Einsatz vor ..... 376.2.2 Ermitteln Sie die Expositionszeit............................................................................. 386.2.3 Beispiele zur Berechnung der Vibrationsexposition................................................ 38
6.3 Maßnahmen zur Risikoabwehr........................................................................................... 396.3.1 Beispiele ................................................................................................................... 406.3.2 Weiche (Handgriff-) Materialien und Schutzhandschuhe........................................ 43
PG_PADTYQ4 5-05-10 13.16 Sida 3
4 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
1. Einleitung
Im Juli 2002 veröffentlichte die Europäische Union dieRichtlinie zum Schutz vor physikalischen Einwirkungen(Vibrations-Richtlinie, oder auch PAD-Richtlinie genannt,abgeleitet aus dem Englischen “Physical Agents Directive).In ihr werden neue Leitlinien für die Exposition gegenüberVibrationen am Arbeitsplatz umrissen. Die Richtlinie wirdbis spätestens zum 6. Juli 2005 in die nationaleGesetzgebung übernommen.
Diese Broschüre dient als Führer für Arbeitgeber undArbeitssicherheitsverantwortliche in deren BetriebenArbeitnehmer mit handgeführten Kraftwerkzeugen arbeiten,die Vibrationen auslösen. Sie erklärt, was die auf dieVibrations-Richtlinie folgenden nationalen Regelungen mitgroßer Wahrscheinlichkeit enthalten werden, indem dasVereinigte Königreich von Großbritannien und Schweden alsBeispiele verwendet werden. Wir erklären, was mit den ver-schiedenen Anforderungen gemeint ist und liefern Ihnen eineOrientierungshilfe für die Feststellung der Vibrationsstärkeund wie die Expositionszeit geschätzt werden kann. Auchgibt Ihnen dieses Taschenbuch praktische Tipps, was Sie tunkönnen, um die Exposition gegenüber Vibrationen, die durchhandgeführte Kraftwerkzeuge ausgelöst werden, zu verringern.
Hand-Arm-Vibrationen werden als eine ernste arbeitsbedingteStörung betrachtet, die zu Erkrankungen und schlimmsten-falls zur Berufsunfähigkeit führen kann. Die Vibrations-Richtlinie beabsichtigt, in die nationalen RegelungenKontrollen einzuführen, die zur Verringerung vonGesundheitsschäden durch die Exposition gegenüber Hand-Arm-Vibrationen beitragen und die Kosten für Krankheitstageund Arbeitnehmer-Schadensersatzleistungen senken.
Die Vibrations-Richtlinie wurde ausgehend von einemursprünglichen Vorschlag ausgearbeitet, den die EuropäischeKommission im Jahre 1993 vorgelegt hatte. Dieser Vorschlagwurde revidiert, abgeändert und schließlich von denMitgliedsstaaten und dem Europäischen Parlament angenom-men. Sie trat am 6. Juli 2002 in Kraft.
Die Richtlinie gibt die Mindeststandards für die Gesundheit undSicherheit von Arbeiternehmern an, die Hand-Arm-Vibrationenausgesetzt sind und unterstützt die allgemeinen Anforderungenfür die Verbesserung von Gesundheit und Sicherheit, die vonder Rahmenrichtlinie (89/191/EWG) umrissen wurden.
Zum ersten Mal wird dieEuropäische Union einen einheitlichen Ansatz gegen-über Vibrationsbelastungenverfolgen.
Vibrationsbedingte Erkran-kungen wie das Weißfinger-syndrom und/oder Schädi-gungen des Nervensystems sind ein ernstes arbeits-bedingtes Problem.
PG_PADTYQ4 5-05-10 10.44 Sida 4
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 5
m/s2
5
2.5
1 2 3 4 5 6 7Stunden/Arbeitstag
Exposition gegenüber Vibrationen
Grenzwert
Auslösegrenze
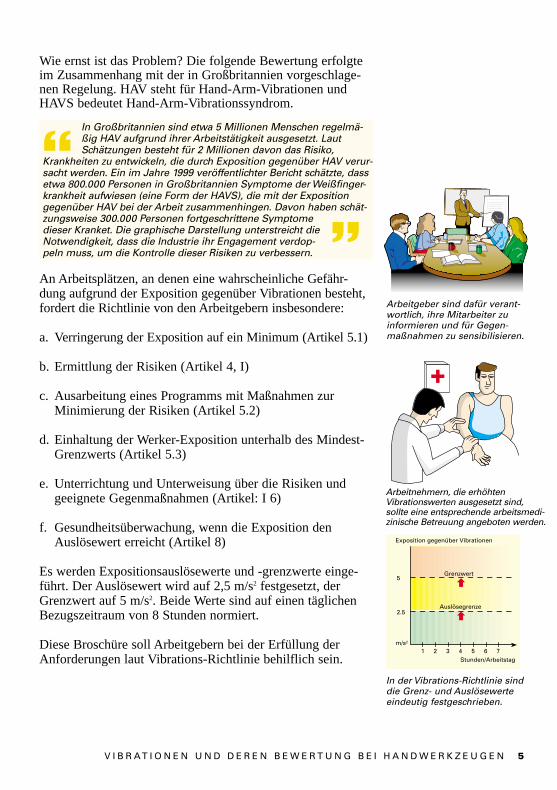
Arbeitgeber sind dafür verant-wortlich, ihre Mitarbeiter zuinformieren und für Gegen-maßnahmen zu sensibilisieren.
Arbeitnehmern, die erhöhtenVibrationswerten ausgesetzt sind, sollte eine entsprechende arbeitsmedi-zinische Betreuung angeboten werden.
In der Vibrations-Richtlinie sinddie Grenz- und Auslösewerteeindeutig festgeschrieben.
Wie ernst ist das Problem? Die folgende Bewertung erfolgteim Zusammenhang mit der in Großbritannien vorgeschlage-nen Regelung. HAV steht für Hand-Arm-Vibrationen undHAVS bedeutet Hand-Arm-Vibrationssyndrom.
An Arbeitsplätzen, an denen eine wahrscheinliche Gefähr-dung aufgrund der Exposition gegenüber Vibrationen besteht,fordert die Richtlinie von den Arbeitgebern insbesondere:
a. Verringerung der Exposition auf ein Minimum (Artikel 5.1)
b. Ermittlung der Risiken (Artikel 4, I)
c. Ausarbeitung eines Programms mit Maßnahmen zurMinimierung der Risiken (Artikel 5.2)
d. Einhaltung der Werker-Exposition unterhalb des Mindest-Grenzwerts (Artikel 5.3)
e. Unterrichtung und Unterweisung über die Risiken undgeeignete Gegenmaßnahmen (Artikel: I 6)
f. Gesundheitsüberwachung, wenn die Exposition denAuslösewert erreicht (Artikel 8)
Es werden Expositionsauslösewerte und -grenzwerte einge-führt. Der Auslösewert wird auf 2,5 m/s2 festgesetzt, derGrenzwert auf 5 m/s2. Beide Werte sind auf einen täglichenBezugszeitraum von 8 Stunden normiert.
Diese Broschüre soll Arbeitgebern bei der Erfüllung derAnforderungen laut Vibrations-Richtlinie behilflich sein.
In Großbritannien sind etwa 5 Millionen Menschen regelmä-ßig HAV aufgrund ihrer Arbeitstätigkeit ausgesetzt. LautSchätzungen besteht für 2 Millionen davon das Risiko,
Krankheiten zu entwickeln, die durch Exposition gegenüber HAV verur-sacht werden. Ein im Jahre 1999 veröffentlichter Bericht schätzte, dassetwa 800.000 Personen in Großbritannien Symptome der Weißfinger-krankheit aufwiesen (eine Form der HAVS), die mit der Expositiongegenüber HAV bei der Arbeit zusammenhingen. Davon haben schät-zungsweise 300.000 Personen fortgeschrittene Symptomedieser Kranket. Die graphische Darstellung unterstreicht dieNotwendigkeit, dass die Industrie ihr Engagement verdop-peln muss, um die Kontrolle dieser Risiken zu verbessern.
PG_PADTYQ4 5-05-10 10.44 Sida 5
6 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
2. Die Richtlinie und mit ihr verbundene Normen
In diesem Abschnitt wird der wesentliche Inhalt derVibrations-Richtlinie vorgestellt. Es wird dieZusammenwirkung zwischen den verschiedenen Richtlinienund den Europäischen und internationalen Normen erklärt,gefolgt von einer detaillierten Präsentation der verschiedenenArtikel der Richtlinie. Der letzte Teil enthält technischeDefinitionen für einige im Text verwendete Ausdrücke.
2.1 Die Vibrations-Richtlinie: Ein kurzer Überblick Die Vibrations-Richtlinie wurde am 6. Juli 2002 veröffentlicht.Diese Richtlinie ist bis spätestens 6. Juli 2005 in die nationaleGesetzgebung der EU-Mitgliedsstaaten aufzunehmen.
In der Richtlinie werden ein Auslösewert und ein Grenzwertdefiniert. Diese Werte beziehen sich auf die „Tagesexposi-tion”. Unter Tagesexposition versteht man das Ausmaß derVibrationen, denen ein Arbeitnehmer während einesArbeitstags ausgesetzt ist. Berücksichtigt werden dabeisowohl die Stärke als auch die Dauer der Vibrationen.
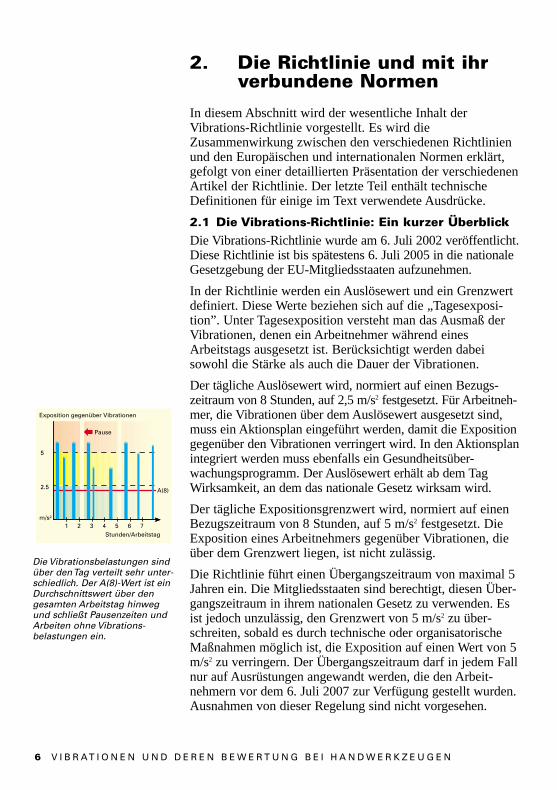
Der tägliche Auslösewert wird, normiert auf einen Bezugs-zeitraum von 8 Stunden, auf 2,5 m/s2 festgesetzt. Für Arbeitneh-mer, die Vibrationen über dem Auslösewert ausgesetzt sind,muss ein Aktionsplan eingeführt werden, damit die Expositiongegenüber den Vibrationen verringert wird. In den Aktionsplanintegriert werden muss ebenfalls ein Gesundheitsüber-wachungsprogramm. Der Auslösewert erhält ab dem TagWirksamkeit, an dem das nationale Gesetz wirksam wird.
Der tägliche Expositionsgrenzwert wird, normiert auf einenBezugszeitraum von 8 Stunden, auf 5 m/s2 festgesetzt. DieExposition eines Arbeitnehmers gegenüber Vibrationen, dieüber dem Grenzwert liegen, ist nicht zulässig.
Die Richtlinie führt einen Übergangszeitraum von maximal 5Jahren ein. Die Mitgliedsstaaten sind berechtigt, diesen Über-gangszeitraum in ihrem nationalen Gesetz zu verwenden. Esist jedoch unzulässig, den Grenzwert von 5 m/s2 zu über-schreiten, sobald es durch technische oder organisatorischeMaßnahmen möglich ist, die Exposition auf einen Wert von 5m/s2 zu verringern. Der Übergangszeitraum darf in jedem Fallnur auf Ausrüstungen angewandt werden, die den Arbeit-nehmern vor dem 6. Juli 2007 zur Verfügung gestellt wurden.Ausnahmen von dieser Regelung sind nicht vorgesehen.
m/s2
5
2.5
1 2 3 4 5 6 7Hours/working day
Exposure vibrations
Break
A(8)
m/s2
5
2.5
1 2 3 4 5 6 7Stunden/Arbeitstag
Exposition gegenüber Vibrationen
Pause
A(8)
Die Vibrationsbelastungen sindüber den Tag verteilt sehr unter-schiedlich. Der A(8)-Wert ist einDurchschnittswert über dengesamten Arbeitstag hinwegund schließt Pausenzeiten undArbeiten ohne Vibrations-belastungen ein.
PG_PADTYQ4 5-05-10 10.44 Sida 6
Zudem existiert eine Richtlinie gegen die physikalischenEinwirkungen von Geräuschemissionen. Diese Schallrichtliniewurde am 15. Februar 2003 veröffentlicht. Das jeweilige nationaleGesetz muss spätestens bis zum 15. Februar 2006 veröffentlichtwerden. Im Gegensatz zur Vibrations-Richtlinie weichen dieAuslöse- und Grenzniveaus nicht wesentlich von den Werten ab,die bereits in den meisten Europäischen Ländern Gültigkeit haben.In dieser Broschüre wird die Geräuschemissions-Richtlinie nur deshalb erwähnt, weil einige Länder beschlossen haben, die zweiRichtlinien gemeinsam zu veröffentlichen.
2.2 Derzeitige Normen und Richtlinien in Bezug auf Hand-Arm-Vibrationen
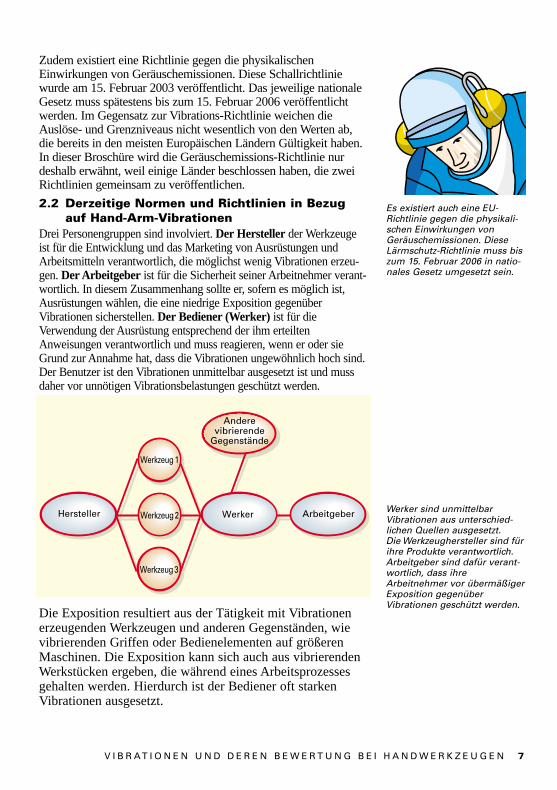
Drei Personengruppen sind involviert. Der Hersteller der Werkzeugeist für die Entwicklung und das Marketing von Ausrüstungen undArbeitsmitteln verantwortlich, die möglichst wenig Vibrationen erzeu-gen. Der Arbeitgeber ist für die Sicherheit seiner Arbeitnehmer verant-wortlich. In diesem Zusammenhang sollte er, sofern es möglich ist,Ausrüstungen wählen, die eine niedrige Exposition gegenüberVibrationen sicherstellen. Der Bediener (Werker) ist für dieVerwendung der Ausrüstung entsprechend der ihm erteiltenAnweisungen verantwortlich und muss reagieren, wenn er oder sieGrund zur Annahme hat, dass die Vibrationen ungewöhnlich hoch sind.Der Benutzer ist den Vibrationen unmittelbar ausgesetzt ist und mussdaher vor unnötigen Vibrationsbelastungen geschützt werden.
Die Exposition resultiert aus der Tätigkeit mit Vibrationenerzeugenden Werkzeugen und anderen Gegenständen, wievibrierenden Griffen oder Bedienelementen auf größerenMaschinen. Die Exposition kann sich auch aus vibrierendenWerkstücken ergeben, die während eines Arbeitsprozessesgehalten werden. Hierdurch ist der Bediener oft starkenVibrationen ausgesetzt.
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 7
Werker sind unmittelbarVibrationen aus unterschied-lichen Quellen ausgesetzt. Die Werkzeughersteller sind fürihre Produkte verantwortlich.Arbeitgeber sind dafür verant-wortlich, dass ihreArbeitnehmer vor übermäßigerExposition gegenüberVibrationen geschützt werden.
Es existiert auch eine EU-Richtlinie gegen die physikali-schen Einwirkungen vonGeräuschemissionen. DieseLärmschutz-Richtlinie muss biszum 15. Februar 2006 in natio-nales Gesetz umgesetzt sein.
Hersteller
Anderevibrierende
Gegenstände
Werker Arbeitgeber
Werkzeug 1
Werkzeug 3
Werkzeug 2
PG_PADTYQ4 5-05-10 10.44 Sida 7
8 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
Hersteller Werker
Werkzeug 1
Arbeitgeber
Maschinen-richtlinie98/37/EG
EN 792Sicherheitsan-forderungen
DeklarierteVibrations-
werte
Emissions-messungen gemäß
Luftbetrieben: EN/ISO 8662Elektrisch betrieben:
EN 50144 oder 60745
Anderevibrierende
Gegenstände
Werkzeug 2
Werkzeug 3
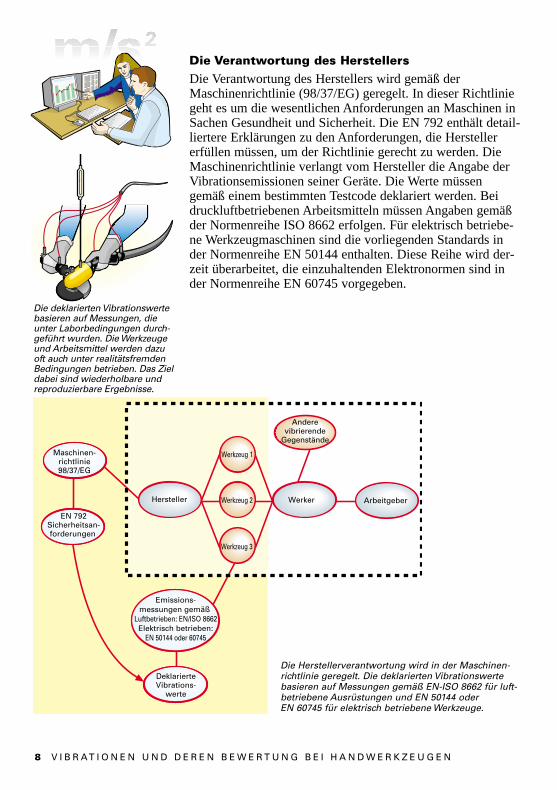
Die Herstellerverantwortung wird in der Maschinen-richtlinie geregelt. Die deklarierten Vibrationswertebasieren auf Messungen gemäß EN-ISO 8662 für luft-betriebene Ausrüstungen und EN 50144 oder EN 60745 für elektrisch betriebene Werkzeuge.
Die Verantwortung des Herstellers Die Verantwortung des Herstellers wird gemäß derMaschinenrichtlinie (98/37/EG) geregelt. In dieser Richtliniegeht es um die wesentlichen Anforderungen an Maschinen inSachen Gesundheit und Sicherheit. Die EN 792 enthält detail-liertere Erklärungen zu den Anforderungen, die Herstellererfüllen müssen, um der Richtlinie gerecht zu werden. DieMaschinenrichtlinie verlangt vom Hersteller die Angabe derVibrationsemissionen seiner Geräte. Die Werte müssengemäß einem bestimmten Testcode deklariert werden. Beidruckluftbetriebenen Arbeitsmitteln müssen Angaben gemäßder Normenreihe ISO 8662 erfolgen. Für elektrisch betriebe-ne Werkzeugmaschinen sind die vorliegenden Standards inder Normenreihe EN 50144 enthalten. Diese Reihe wird der-zeit überarbeitet, die einzuhaltenden Elektronormen sind inder Normenreihe EN 60745 vorgegeben.
Die deklarierten Vibrationswertebasieren auf Messungen, dieunter Laborbedingungen durch-geführt wurden. Die Werkzeugeund Arbeitsmittel werden dazuoft auch unter realitätsfremdenBedingungen betrieben. Das Zieldabei sind wiederholbare undreproduzierbare Ergebnisse.
PG_PADTYQ4 5-05-10 10.44 Sida 8
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 9
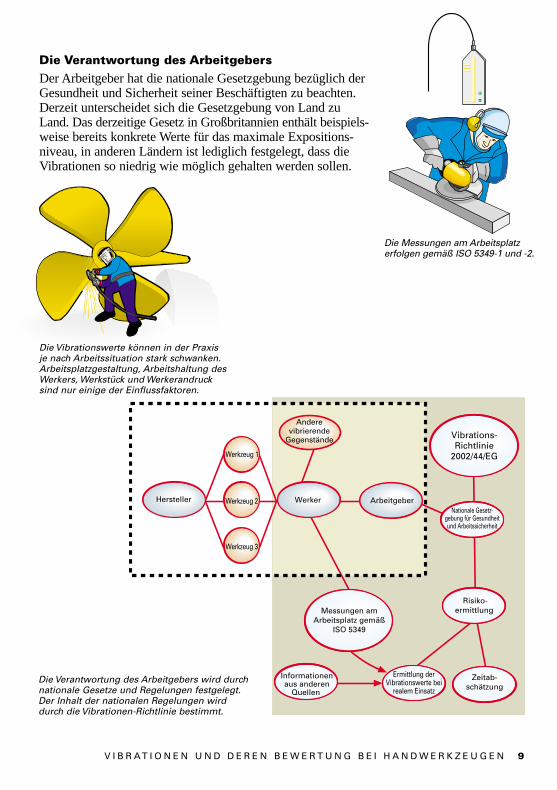
Die Verantwortung des ArbeitgebersDer Arbeitgeber hat die nationale Gesetzgebung bezüglich derGesundheit und Sicherheit seiner Beschäftigten zu beachten.Derzeit unterscheidet sich die Gesetzgebung von Land zuLand. Das derzeitige Gesetz in Großbritannien enthält beispiels-weise bereits konkrete Werte für das maximale Expositions-niveau, in anderen Ländern ist lediglich festgelegt, dass dieVibrationen so niedrig wie möglich gehalten werden sollen.
Die Messungen am Arbeitsplatzerfolgen gemäß ISO 5349-1 und -2.
Hersteller Werker
Werkzeug 1
Arbeitgeber
Anderevibrierende
Gegenstände
Zeitab-schätzung
Werkzeug 2
Werkzeug 3
Vibrations-Richtlinie
2002/44/EG
Nationale Gesetz-gebung für Gesundheitund Arbeitssicherheit
Risiko-ermittlung Messungen am
Arbeitsplatz gemäßISO 5349
Informationenaus anderen
Quellen
Ermittlung derVibrationswerte bei
realem EinsatzDie Verantwortung des Arbeitgebers wird durchnationale Gesetze und Regelungen festgelegt.Der Inhalt der nationalen Regelungen wirddurch die Vibrationen-Richtlinie bestimmt.
Die Vibrationswerte können in der Praxisje nach Arbeitssituation stark schwanken.Arbeitsplatzgestaltung, Arbeitshaltung desWerkers, Werkstück und Werkerandrucksind nur einige der Einflussfaktoren.
PG_PADTYQ4 5-05-10 10.44 Sida 9
10 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
Hersteller WerkerNationale Gesetz-
gebung für Gesundheitund Arbeitssicherheit
Risiko-ermittlung
Zeitab-schätzung
Ermittlung derVibrationswerte unter
realen Einsatz-bedingungen
Maschinen-richtlinie98/37/EG
EN 792Sicherheitsan-forderungen
Emissionsmess-ungen gemäß
Luftbetrieben: EN/ISO 8662Elektrisch betrieben:
EN 50144 oderEN 60745
DeklarierteVibrations-
werte
Messungen amArbeitsplatz gemäß
ISO 5349
Informationenaus anderen
Quellen
Werkzeug 1
Werkzeug 2
Werkzeug 3
Arbeitgeber
Anderevibrierende
Gegenstände Vibrations-Richtlinie
2002/44/EG
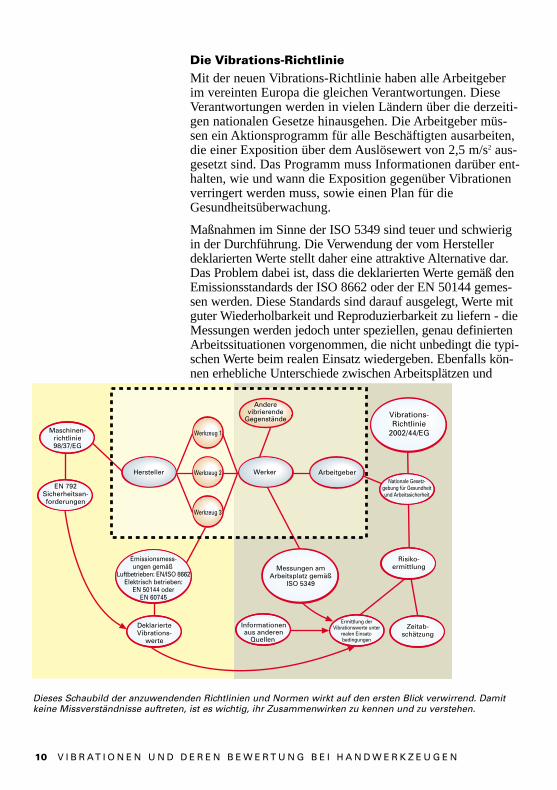
Dieses Schaubild der anzuwendenden Richtlinien und Normen wirkt auf den ersten Blick verwirrend. Damitkeine Missverständnisse auftreten, ist es wichtig, ihr Zusammenwirken zu kennen und zu verstehen.
Die Vibrations-RichtlinieMit der neuen Vibrations-Richtlinie haben alle Arbeitgeberim vereinten Europa die gleichen Verantwortungen. DieseVerantwortungen werden in vielen Ländern über die derzeiti-gen nationalen Gesetze hinausgehen. Die Arbeitgeber müs-sen ein Aktionsprogramm für alle Beschäftigten ausarbeiten,die einer Exposition über dem Auslösewert von 2,5 m/s2 aus-gesetzt sind. Das Programm muss Informationen darüber ent-halten, wie und wann die Exposition gegenüber Vibrationenverringert werden muss, sowie einen Plan für dieGesundheitsüberwachung.
Maßnahmen im Sinne der ISO 5349 sind teuer und schwierigin der Durchführung. Die Verwendung der vom Herstellerdeklarierten Werte stellt daher eine attraktive Alternative dar.Das Problem dabei ist, dass die deklarierten Werte gemäß denEmissionsstandards der ISO 8662 oder der EN 50144 gemes-sen werden. Diese Standards sind darauf ausgelegt, Werte mitguter Wiederholbarkeit und Reproduzierbarkeit zu liefern - dieMessungen werden jedoch unter speziellen, genau definiertenArbeitssituationen vorgenommen, die nicht unbedingt die typi-schen Werte beim realen Einsatz wiedergeben. Ebenfalls kön-nen erhebliche Unterschiede zwischen Arbeitsplätzen und
PG_PADTYQ4 5-05-10 10.44 Sida 10
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 11
Benutzern bestehen. Das bedeutet, dass die Expositionen, dieauf deklarierten Werten basieren, nicht immer die Werte wider-spiegeln, denen ein Benutzer bei der Verwendung desWerkzeugs in der realen Situation ausgesetzt ist. Viele Herstellerwerden versuchen, Zusatzinformationen zu liefern; eine weitereMöglichkeit besteht darin, Informationen aus anderen Quellenwie Internet-Datenbanken einzuholen. Diese Werte müssenjedoch immer mit Vorsicht gehandhabt werden; es ist schwierig,zu wissen, ob sie für den speziellen Arbeitsplatz, für den sieermittelt wurden, auch tatsächlich repräsentativ sind.
2.3 Die Vibrations-Richtlinie im Detail In diesem Abschnitt untersuchen wir die verschiedenen Artikelder Richtlinie. Wir führen den Titel und den wichtigsten Teildes Textes an. Im Bedarfsfall geben wir auch Erklärungendazu, was zwischen den Zeilen geschrieben steht. Die zitiertenTextstellen sind kursiv gedruckt.
Artikel 1. Ziel und Geltungsbereich.Mit dieser Richtlinie werden die Mindestanforderungen fürden Schutz der Arbeitnehmer gegen tatsächliche oder mög-liche Gefährdung ihrer Gesundheit und Sicherheit durchEinwirkung von Vibrationen festgelegt.
Die Vibrations-Richtlinie ist die erste einer Reihe vonRichtlinien. Der Grund, warum die Vibrations-Richtlinie dieerste ist, besteht darin, das dieser Teil als der wichtigste ange-sehen wurde.
Artikel 3. Expositionsgrenzwerte und AuslösewerteDer tägliche Expositionsgrenzwert, normiert auf einenBezugszeitraum von 8 Stunden, wird auf 5 m/s2 festgesetzt.
Der tägliche Auslösewert, normiert auf einen Bezugszeitraumvon 8 Stunden, wird auf 2,5 m/s2 festgesetzt.
Artikel 4. Ermittlung und Bewertung der Risiken Der Arbeitgeber nimmt eine Ermittlung und erforderlichenfallseine Messung der Vibrationen, denen die Arbeitnehmer ausge-setzt sind, vor.
Die Ermittlung basiert auf der Berechnung des täglichenExpositionswerts, normiert auf einen Bezugszeitraum von 8Stunden A(8) gemäß der Definition nach ISO-Norm 5349-1.
Das Ausmaß der Exposition kann bewertet werden, indemeinschlägige Angaben - auch des Werkzeugherstellers -herangezogen werden.
PG_PADTYQ4 5-05-10 10.44 Sida 11
12 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
Relevante Angaben der Werkzeughersteller sind zum Beispieldie deklarierten Vibrationswerte oder zusätzlicheInformationen über typische Vibrationswerte unter unterschi-edlichen Arbeitsbedingungen.
Die Bewertungen und Messungen müssen von entsprechendbefähigten Diensten oder Personen durchgeführt werden.
Der Arbeitgeber berücksichtigt dabei insbesondere Folgendes:
Punkte a-i.a) Ausmaß und Dauer der Exposition;
e) die Angaben des Herstellers der Arbeitsmittel gemäß deneinschlägigen Gemeinschaftsrichtlinien;
h) besondere Arbeitsbedingungen wie z. B. Temperaturen;
Die Risikobewertung ist auf einem geeigneten Datenträger zudokumentieren. Die Risikobewertung ist regelmäßig zu aktualisieren.
Artikel 5. Maßnahmen zur Vermeidung oder Verringerungder Exposition 1. Unter Berücksichtigung des technischen Fortschritts undder Verfügbarkeit von Mitteln zur Begrenzung der Gefährdungam Entstehungsort muss die Gefährdung durch Vibrations-einwirkungen bereits an ihrem Entstehungsort ausgeschlossenoder so weit wie möglich verringert werden.
2. Falls der Auslösewert überschritten wurde, muss derArbeitgeber ein Programm mit technischen und/oder organi-satorischen Maßnahmen zur Minimierung der Expositiongegenüber Vibrationen sowie der damit verbundenen Risikenausarbeiten und durchführen; dabei ist Folgendes zu berück-sichtigen:
Punkte a-i.a) alternative Arbeitsverfahren, welche die Notwendigkeiteiner Exposition gegenüber Vibrationen verringern;
b) die Auswahl geeigneter Werkzeuge, die nach ergonomi-schen Gesichtspunkten ausgelegt sind und möglichst geringeVibrationen verursachen;
c)Bereitstellung von Zusatzausrüstungen, welche die Gefahrenvon Gesundheitsschäden und Verletzungen verringern;
d) angemessene Wartungsprogramme für Arbeitsmittel;
e) Gestaltung und Auslegung der Arbeitsstätten undArbeitsplätze;
PG_PADTYQ4 5-05-10 10.44 Sida 12
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 13
f) angemessene Information und Schulung, um dieArbeitnehmer in der korrekten und sicheren Handhabung derArbeitsmittel zu unterweisen;
g) Begrenzung der Dauer und Intensität der Exposition.
3. In keinem Fall sollen die Beschäftigten mit Arbeiten überdem Expositions-Grenzwert beschäftigt werden.
Artikel 6. Unterrichtung und Unterweisung derArbeitnehmerDer Arbeitgeber stellt sicher, dass die Arbeitnehmer und/oderihre Vertreter Informationen und eine Unterweisung imZusammenhang mit dem Ergebnis der Risikobewertungerhalten, die sich insbesondere auf die Punkte a-f erstrecken. (a) ergriffene Maßnahmen zur Beseitigung oder zurMinimierung der Gefährdung durch Vibrationen;
(c) Informationen über die Ergebnisse der Bewertungen undpotentielle Gesundheitsgefahren, die von den verwendetenArbeitsmitteln ausgehen;
(f) sichere Arbeitsweisen mit geringerer Vibrationsbelastung.
Artikel 7. Anhörung und Beteiligung der ArbeitnehmerEs soll eine Anhörung und Beteiligung der Arbeitnehmerund/oder ihrer Vertreter erfolgen.
Artikel 8. GesundheitsüberwachungDieser lange Artikel bestimmt, wann und wie dieGesundheitsüberwachung zu erfolgen hat. Im Wesentlichenbesagt er, dass die Gesundheit der Arbeitnehmer entspre-chend zu überwachen ist, wenn die Bewertung ergibt, dassein Risiko vibrationsbedingter Erkrankungen besteht.
Artikel 9. ÜbergangszeitraumDie Mitgliedsstaaten können einen Übergangszeitraum vonhöchstens 5 Jahren, gerechnet ab dem 6. Juli 2005, inAnspruch nehmen, wenn Arbeitsmittel verwendet werden, dieden Arbeitnehmern vor dem 6. Juli 2007 zur Verfügung ge-stellt wurden und die unter Berücksichtigung des technischenFortschritts und/oder der Durchführung organisatorischerMaßnahmen die Einhaltung der Expositionsgrenzwerte nichtgestatten. Die Ausführung des Übergangszeitraums in dennationalen Regelungen kann sich von Land zu Land sehrunterschiedlich gestalten.
PG_PADTYQ4 5-05-10 10.44 Sida 13
14 VIBRATIONSBELASTUNGEN UND DEREN BEWERTUNG BEI INDUSTRIEWERKZEUGEN
Artikel 10. AusnahmenIn den Fällen, in denen ein Arbeitnehmer Vibrationen ausge-setzt ist, die in der Regel unter dem Expositionsauslösewertliegen, aber von einem Augenblick zum nächsten erheblichschwanken und nur gelegentlich den Expositionsgrenzwertüberschreiten, können die Mitgliedsstaaten ebenfallsAbweichungen von Artikel 5 Absatz 3 zulassen. Allerdingsmuss die durchschnittliche Exposition über einen Zeitraumvon 40 Stunden hinweg unter dem Expositionsgrenzwert bleiben.
Auch diese Ausnahme wird in den verschiedenen Staaten aufunterschiedliche Weise ausgeführt.
Artikel 14. UmsetzungDie Mitgliedstaaten setzen die Rechts- und Verwaltungs-vorschriften in Kraft, die erforderlich sind, um dieserRichtlinie spätestens ab dem 6. Juli 2005 nachzukommen.
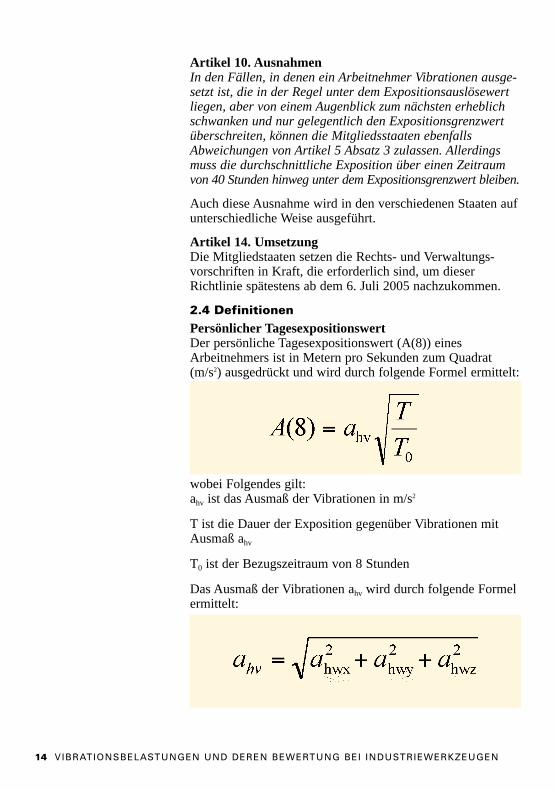
2.4 DefinitionenPersönlicher Tagesexpositionswert Der persönliche Tagesexpositionswert (A(8)) einesArbeitnehmers ist in Metern pro Sekunden zum Quadrat(m/s2) ausgedrückt und wird durch folgende Formel ermittelt:
wobei Folgendes gilt:ahv ist das Ausmaß der Vibrationen in m/s2
T ist die Dauer der Exposition gegenüber Vibrationen mitAusmaß ahv
T0 ist der Bezugszeitraum von 8 Stunden
Das Ausmaß der Vibrationen ahv wird durch folgende Formelermittelt:
PG_PADTYQ4 5-05-10 10.44 Sida 14
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 15
wobei Folgendes gilt:ahvx, ahvy und ahvz sind die quadratischen Mittel derBeschleunigungswerte, ausgedrückt in m/s2, gemessen in dendrei orthogonalen Richtungen, x, y und z auf der vibrierendenFläche, mit der die Hand in Berührung kommt, und frequenz-bewertet unter Verwendung der Bewertungsfunktion Wh.
Wenn beide Hände den Vibrationen ausgesetzt sind, wird derhöhere der zwei Ausmaßwerte ahv zur Ermittlung der täg-lichen Exposition verwendet.
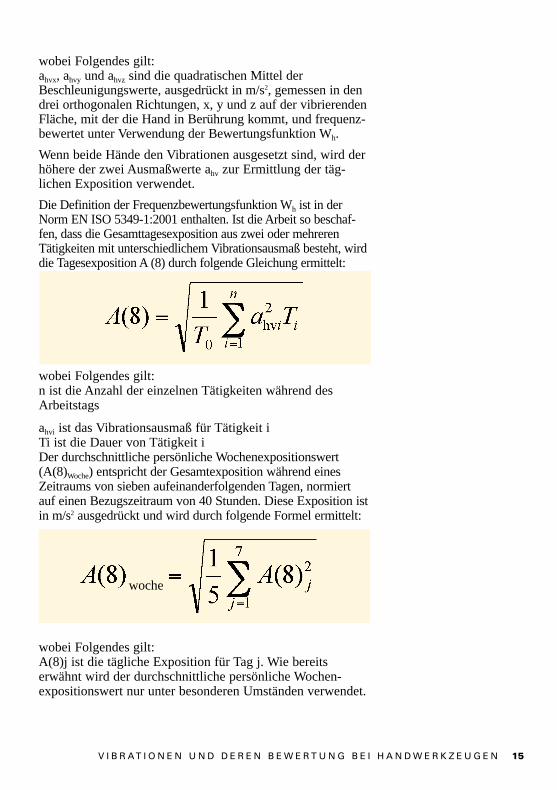
Die Definition der Frequenzbewertungsfunktion Wh ist in derNorm EN ISO 5349-1:2001 enthalten. Ist die Arbeit so beschaf-fen, dass die Gesamttagesexposition aus zwei oder mehrerenTätigkeiten mit unterschiedlichem Vibrationsausmaß besteht, wirddie Tagesexposition A (8) durch folgende Gleichung ermittelt:
wobei Folgendes gilt:n ist die Anzahl der einzelnen Tätigkeiten während desArbeitstags
ahvi ist das Vibrationsausmaß für Tätigkeit iTi ist die Dauer von Tätigkeit iDer durchschnittliche persönliche Wochenexpositionswert(A(8)Woche) entspricht der Gesamtexposition während einesZeitraums von sieben aufeinanderfolgenden Tagen, normiertauf einen Bezugszeitraum von 40 Stunden. Diese Exposition istin m/s2 ausgedrückt und wird durch folgende Formel ermittelt:
wobei Folgendes gilt:A(8)j ist die tägliche Exposition für Tag j. Wie bereitserwähnt wird der durchschnittliche persönliche Wochen-expositionswert nur unter besonderen Umständen verwendet.
woche
PG_PADTYQ4 5-05-10 10.44 Sida 15
16 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
3. Wie wirkt sich diese Richtlinieauf Ihr Unternehmen aus?
In diesem ersten Abschnitt wird erklärt, wie die Regelungenin Schweden und und in Großbritannien niedergeschriebenwerden. Es werden die Gemeinsamkeiten und die nationalenUnterschiede hervorgehoben. Außerdem werden Erklärungenzu den Pflichten der Arbeitgeber geliefert.
3.1 Beispiele für Nationale Gesetze3.1.1 GroßbritannienDie Vibrations-Richtlinie wird in Großbritannien unter dieBedingungen der „Regelungen 2005 zur Bekämpfung vonVibrationen am Arbeitsplatz” aufgenommen.
Die Regelungen sind erforderlich, um die spezifischen unddetaillierten Anforderungen der Richtlinie auszuführen. Dieallgemeinen Pflichten gemäß der aktuellen Gesetzgebung inSachen Gesundheit und Sicherheit, die sich auf dieGefährdung durch Vibrationen beziehen, haben jedoch wei-terhin Gültigkeit.
Das Vereinigte Königreich von Großbritannien hat einenÜbergangszeitraum eingeführt, der bis zum 6. Juli 2010 fürArbeitsmittel läuft, die vor dem 6. Juli 2007 verkauft wur-den. Im Textvorschlag der Briten wird von „mit vertretbaremAufwand möglich” gesprochen. Der Übergangszeitraumkann daher in Fällen verwendet werden, in denen es untervertretbarem Aufwand nicht möglich ist, die Expositions-werte unter den Grenzwert zu senken. Die Regelung über-lässt daher dem Arbeitgeber die Beurteilung, was in vertret-barer Weise nicht möglich ist. In den britischen Regelungenkommt kommt der Übergangszeitraum auch für gebrauchteoder geliehene Ausrüstungen zur Anwendung, wenn dieseden Arbeitnehmern zum ersten Mal vor dem 6. Juli 2007 zurVerfügung gestellt wurden.
Ebenfalls enthalten ist die Option, für Situationen mit gele-gentlicher hoher Exposition einen 40-Stunden-Durchschnittszeitraum anstatt dem 8-Stunden-Tag anzuwen-den. Es darf jedoch nur dann davon Gebrauch gemacht wer-den, wenn die Exposition andernfalls unter dem Auslösewertliegt. Der Arbeitgeber muss beurteilen, ob die Verwendungdes Wochen-Durchschnittswerts akzeptabel ist oder nicht.
PG_PADTYQ4 5-05-10 10.44 Sida 16
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 17
Die Anforderung der Gesundheitsüberwachung lautVibrations-Richtlinie wird in Großbritannien durch einabgestuftes System gehandhabt, das mit einem Fragebogenzur Ermittlung möglicher Symptome beginnt. Man ist derAnsicht, dass die Mittel auf diese Weise konzentriert dorthingeleitet werden, wo sie gebraucht werden.
3.1.2 SchwedenDie Vibrationen-Richtlinie der EU wird in Schweden unterdie Bedingungen der Regelung AFS 2005:15 aufgenommen.Sie wird durch Gesetz SFS 1997:1166 gestützt. DieRegelung wird in Schweden am 1. Juli 2005 wirksam.
So wie im Vereinigten Königreich gilt die Regelung für alleUnternehmen, in denen Personen eventuell Vibrationen amArbeitsplatz ausgesetzt sind.
Die Risikobewertung hat eine Schätzung der täglichenExposition gegenüber den Vibrationen zu beinhalten und mussregelmäßig aktualisiert werden. Empfohlen werden Intervallevon einem Jahr, vorzugsweise öfter. Die Risikobewertungmuss für spätere Bezugnahmen aufbewahrt werden.
Die Arbeitgeber sind darüber zu unterrichten und zu schulen,wie die Exposition gegenüber Vibrationen minimiert werdenkann.
Der Vibrationsgrenzwert darf nie überschritten werden.
Der große Unterschied zwischen Schweden und undGroßbritannien besteht darin, dass Schweden keinen Übergangszeitraum vorgesehen hat. Der Grund besteht darin,dass es in allen Fällen möglich ist, die Hand-Arm-Vibrationenunter den Grenzwert zu senken, indem die Expositionszeitverringert wird. Daher bestehen wenige Arbeitssituationen, indenen es nicht möglich ist, die Vibrationen „unterBerücksichtigung der letzten technischen Fortschritteund/oder der Durchführung organisatorischer Maßnahmen”,die in der Richtlinie zitiert werden, unter den Grenzwert zusenken. Schweden hat den Wortlaut im britischen Textansatz„mit vertretbarem Aufwand möglich” nicht akzeptiert. Alswichtiger Punkt ist an dieser Stelle jedoch hervorzuheben,dass beide Regelungen noch provisorisch sind undAnmerkungen zu erwarten sind.
Die Möglichkeit, den 40-Stunden-Durchschnittszeitraumanstatt dem 8-Stunden-Tag anzuwenden, ist in Schwedennicht vorgesehen.
PG_PADTYQ4 5-05-10 10.44 Sida 17
18 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
3.2 Welche Anforderungen stellt die Vibrations- Richtlinie an den Arbeitgeber?
Vom Arbeitgeber wird erwartet, dass er dasExpositionsniveau aller seiner Beschäftigten kennt und dasser zur Handhabung der Gefährdung durch Exposition gege-nüber Vibrationen Maßnahmen ergreift.
Die Bewertung der Exposition gegenüber Vibrationen ist einzentraler Teil der Richtlinie. Sie hat für alle Arbeitnehmer zuerfolgen, die eventuell gefährdet sind und die Exposition solltezumindest auf ein Niveau gebracht werden, auf dem die Arbeit-nehmer keinen Vibrationen über dem Auslösewert ausgesetztsind. Eine geeignete Bewertung sollte Folgendes ermitteln:
• In welchen Situationen der Arbeitnehmer einerGefährdung durch Vibrationen ausgesetzt ist
• Eine vernunftbasierte Schätzung der Exposition undVergleich mit den Auslöse- und Grenzwerten
• Welche Maßnahmen ergriffen werden können, um dieGefährdung zu verringern
• Herausfinden weiterer Informationen, die wichtig für dasErstellen eines Aktionsplans sein können
Die Bewertungen sind für spätere Bezugnahmen aufzube-wahren.
Im besten Fall sagt die Bewertung aus, dass der Werker nichtgefährdet ist. Wenn aber der Auslösewert überschritten wird,sollte ein Aktionsplan aufgestellt werden, der stets zu aktuali-sieren und für die spätere Verwendung aufzubewahren ist.Der Plan hat festgelegte Gegenmaßnahmen zu enthalten,sowie einen Zeitplan, demgemäß sie ausgeführt werden müssen. Er hat zudem einen Plan für die Gesundheitsüber-wachung der Arbeitnehmer zu enthalten.
Vom Arbeitgeber wird erwartet,dass er die Exposition aller seiner Arbeitnehmer kennt unddass die Informationen an dieArbeitnehmer oder ihre Vertreterweitergegeben werden.
PG_PADTYQ4 5-05-10 10.44 Sida 18
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 19
Die in dem Aktionsplan vorzusehenden Maßnahmen zurRisikoabwehr könnten Folgendes betreffen:
• Wechsel zu anderen Werkzeugen, die die gleiche Arbeitbei geringerer Vibrations-Exposition verrichten können.Es sollte nach Arbeitsmitteln gesucht werden, die wenigerVibrationen erzeugen oder die die Arbeit rascher erledigenkönnen.
• Schulung der Arbeitnehmer zur Vermeidung derExposition gegenüber Vibrationen.
• Produktivitätssteigerung der vorhandenen Arbeitsmittel,damit die Expositionszeit verringert wird.Druckluftanlagen überprüfen. Sicherstellen, dass z.B. diewirksamsten Einsteckwerkzeuge und Schleifmittel ver-wendet werden.
• Komplette Änderung im Produktionsprozess, damit derProzessabschnitt mit den Vibrationsbelastungen eliminiertwird.
• Änderung der Produktgestaltung, damit die Notwendigkeitvon belastenden Prozessen, bei denen es zur Expositiongegenüber Vibrationen kommt, verringert wird.
• Job-Rotation, damit die Expositionszeit verringert wird.
Ein Arbeitnehmer darf unter keinen Umständen Vibrationenüber dem Grenzwert ausgesetzt werden, außer in Fällen, indenen eine der Ausnahmen zur Anwendung kommt. Sollte eshierzu kommen, muss der Arbeitgeber sofort Maßnahmenergreifen, damit die Exposition unter den Grenzwert gesenktwird. Er hat ebenfalls zu ermitteln, warum Grenzwerte über-schritten wurden und Maßnahmen zu ergreifen, um sicher-zustellen, dass dies in Zukunft nicht mehr vorkommt.
PG_PADTYQ4 5-05-10 10.44 Sida 19
20 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
4. Arbeitsschritte für dasRisikomanagement
In diesem Kapitel wird ein “Workflow” mit drei Haupt-schritten festgelegt, der eingehalten werden kann, um dieGefährdung durch Vibrationsexpositionen handzuhaben. DieseSchritte werden nur kurz erklärt. Nähere Informationen sindden Kapiteln 5 und 6 zu entnehmen. Der Workflow kann inSituationen angewendet werden, in denen das Risiko nichtbekannt ist. Ein erster Schritt besteht natürlich darin, dasRisiko vibrationsbedingter Erkrankungen an den Arbeits-plätzten zu verringern, wo bereits von Hand-Arm-Vibrations-erkrankungen berichtet wurde oder deren Existenz bekannt ist.
4.1 Schritt 1: Identifizieren SieArbeitnehmer mit niedrigemGefährdungspotential In jeder Fertigung gibt es Anwendungen,von denen wir wissen, dass die Vibrationenniedrig sind und dass der Belastungswert fürden Arbeitnehmer gemäß den Definitionenlaut Richtlinie mit höchsterWahrscheinlichkeit unter 2,5 m/s2 liegt.Das Herausfinden dieser Anwendungen undder daraus folgende Ausschluss dieserArbeitnehmergruppe aus weiteren Unter-suchungen ist der erste Schritt im Workflow. Bestimmte Werkzeugtypen haben niedrigeVibrationswerte. Bei diesen kann davonausgegangen werden, dass ihre Benutzung
unkritisch ist, auch wenn den gesamten Tag mit ihnen gear-beitet wird. Dieser Schluss gilt aber nur dann, wenn dieseArbeiten nicht mit anderen Prozessen mit höhererGefährdung kombiniert sind und letztere nicht für eine ung-ewöhnlich lange Zeitdauer pro Arbeitsschicht einwirken.
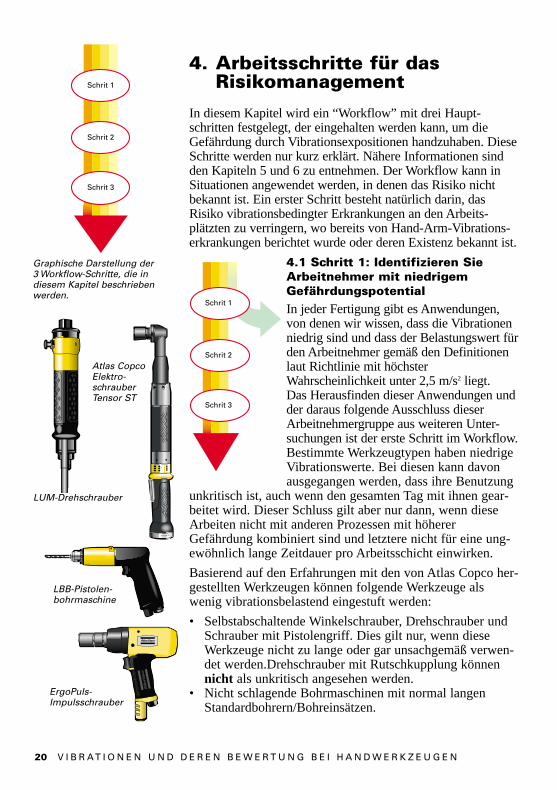
Basierend auf den Erfahrungen mit den von Atlas Copco her-gestellten Werkzeugen können folgende Werkzeuge alswenig vibrationsbelastend eingestuft werden:
• Selbstabschaltende Winkelschrauber, Drehschrauber undSchrauber mit Pistolengriff. Dies gilt nur, wenn dieseWerkzeuge nicht zu lange oder gar unsachgemäß verwen-det werden.Drehschrauber mit Rutschkupplung könnennicht als unkritisch angesehen werden.
• Nicht schlagende Bohrmaschinen mit normal langenStandardbohrern/Bohreinsätzen.
LBB-Pistolen-bohrmaschine
LUM-Drehschrauber
ErgoPuls-Impulsschrauber
Schrit 1
Schrit 2
Schrit 3
Schrit 1
Schrit 2
Schrit 3
Graphische Darstellung der 3 Workflow-Schritte, die in diesem Kapitel beschriebenwerden.
Atlas CopcoElektro-schrauberTensor ST
PG_PADTYQ4 5-05-10 10.44 Sida 20
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 21
• Impulsschrauber für Schrauben bis M14, wenn sie mit quali-tativ hochwertigen Steckschlüsseln und ohne Verlängerungenverwendet werden. Voraussetzung ist ferner, dass höchstens1000 Schraubverbindungen pro Arbeitstag angezogen werdenund die richtige Werkzeuggröße verwendet wird (vgl. Hin-weise für die Auswahl von Impulsschraubern). Beim Führender Steckschlüssel während des Werkzeugbetriebs, sowohlunter Leerlauf als auch beim Anziehen, ist die Hand stets star-ken Vibrationen ausgesetzt. Diese Arbeitspraxis ist vollständigzu vermeiden, wenn Impulsschrauber als Anwendung mitniedriger Gefährdung angesehen werden sollen.
Es gibt Anwendungen, bei denen die Expositionsdauer normaler-weise sehr kurz ist. In diesen Fällen können relativ hoheVibrationswerte akzeptiert werden. Noch einmal: DieseAnwendungen können nur dann als unkritisch angesehen werden,wenn sie nicht mit anderen Prozessen mit stärkeren Vibrationenkombiniert werden, die sich zum A (8)-Wert summieren.Für kurze Expositionszeiten ist eine grobe Schätzung derExpositionszeit oft ausreichend für die Beurteilung, ob einRisiko besteht. Der folgende Zusammenhang von Wirkdauerund möglichen Vibrationswerten kann dabei behilflich sein: • Wenn bekannt ist, dass die gesamte Expositionszeit kürzer
als 30 Minuten ist, kann der Vibrationswert 10 m/s2 betra-gen, bevor der Auslösewert überschritten wird, und 20 m/s2,bevor der Grenzwert überschritten wird.
• Wenn bekannt ist, dass die Expositionszeit kürzer als 10Minuten ist, kann der Vibrationswert 17 m/s2 betragen, bevorder Auslösewert überschritten wird, und 35 m/s2, bevor derGrenzwert überschritten wird.
4.2 Schritt 2: Nehmen Sie eine grobeRisikoabschätzung vor.Ziel des zweiten Workflow-Schrittes ist die Vornahme der best-möglichen Abschätzung der Vibrations-Exposition auf Grund-lage der verfügbaren Informationen. Diese Informationen wer-den dann verwendet, um eine zweite (oder weitere) Arbeit-nehmergruppe(n) aus zukünftigen Maßnahmen auszuschließen. Oft genügt eine grobe Schätzung des Vibrationswerts inKombination mit einer realistischen Abschätzung derExpositionszeit, um zu zeigen, dass die Exposition unter demAuslösewert liegt. Somit kann die Notwendigkeit einesAktionsplans für diese Arbeitnehmer ausgeschlossen werden.
Diese erste grobe Risikobewertung besteht aus 3 Teilen: 1. Finden Sie einen Vibrationswert heraus, der eine Schätzung
des Vibrationswerts beim realen Einsatz darstellt. 2. Schätzen Sie die Expositionszeit.3. Berechnen Sie die Vibrations-Expositioszeit.
Schrit 1
Schrit 2
Schrit 3
PG_PADTYQ4 5-05-10 10.44 Sida 21
22 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
4.2.1 Finden Sie einen Vibrationswert heraus, der eineSchätzung des tatsächlich verwendeten Vibrationswerts darstellt.Wichtig ist dabei, dass die erste grobe Schätzung auf der sicherenSeite liegt. Es ist besser, einen Wert zu wählen, von dem man weiß,dass er eine Überschätzung darstellt, als zu riskieren, dass die tatsä-chlichen Vibrationen unterschätzt werden. In Zukunft wird diegrobe Schätzung des Vibrationswerts in den Unterlagen enthaltensein, die vom Werkzeughersteller mit dem Arbeitsmittel mitgelie-fert werden. Vorläufig sind einige Schätzwerte für Werkzeuggrup-pen in Kapitel 6 angeführt. Nähere Informationen, wie Vibrations-werte herausgefunden werden können, sind in Kapitel 5 enthalten.
4.2.2 Schätzen Sie die Expositionsdauer ein.Bei der Ermittlung der Expositionszeit nehmen wir auf sie oftals “Triggerzeit” Bezug. Ausschließlich die Zeit, in der dasWerkzeug läuft, also “getriggert” ist, zählt. Also nur die Zeit, inder ein Arbeitsmittel sein Arbeit verrichtet, ist zu berücksichti-gen. Die Erfahrung zeigt, dass die Benutzer, wenn sie danachbefragt werden, zu einer Überschätzung ihrer Expositionszeittendieren. Oft ist es darum besser, die Expositionszeit zu mes-sen, als Schätzungen der Benutzer heranzuziehen.
Die Expositionszeit variiert stark zwischen den verschiedenenArbeitssituationen. Daher ist es oft besser, hier dieExpositionszeit tatsächlich zu schätzen oder zu messen, anstattdie typischen Werte heranzuziehen, die für die verschiedenenWerkzeugtypen deklariert werden. Schätzungsmethoden für dietatsächliche Expositionszeit werden in Kapitel 6 aufgezeigt.
Die in Kapitel 6 angeführten Werte sind die typischen Expo-sitionswerte für verschiedene Werkzeugtypen. Sie werden zusam-men mit den Schwankungen bzw. Abweichungen gezeigt, die inder Industrie erwartet werden können. In Fällen, in denen keinespezifische Schätzung der Expositionszeit vorgenommen werdenkann, lassen sich diese Angaben als Richtwerte verwenden.
4.2.3 Berechnen Sie die Vibrations-ExpositionszeitWenn der Vibrationswert und die Expositionszeit bekannt sind,erfolgt die Berechnung der Exposition gegenüber den Vibrationennach den Formeln aus Kapitel 2. In zahlreichen Fällen verwendendie Arbeitnehmer während einer Arbeitsschicht jedoch mehr alsein Werkzeug. Die Exposition für jedes Arbeitsmittel sollte dannmit der Gesamttagesexposition kombiniert werden. Die einfachsteBerechnungsmethode besteht in der Verwendung einer derExpositionsberechnungstabellen (Beispiele werden in Kapitel 6gezeigt), die auch im Internet zur Verfügung stehen. Eine solcheTabelle finden Sie zum Beispiel auf der Website von Atlas Copco.Die verschiedenen Methoden für die Kombination der geschätztenWerte für Vibrationen und Expositionsdauer zum Tageswert fürdie Vibrationsexposition sind in Kapitel 5 beschrieben.
Benutzer tendieren zu einerÜberschätzung ihrerExpositionsdauer. Oft ist esbesser, die tatsächlicheTriggerzeit zu messen.
PG_PADTYQ4 5-05-10 10.44 Sida 22
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 23
4.3 Schritt 3: So behandeln Sie das Risiko.Für den restlichen Teil der Arbeitnehmer, bezüglich derer dieerste grobe Schätzung gezeigt hat, dass sie in der Nähe oderüber dem Auslösewert arbeiten, stehen Ihnen zwei Möglich-keiten zur Verfügung. Sie können entweder das Risiko erfas-sen und abwenden oder eine genaue Ermittlung durchführen,um herauszufinden, ob der Auslösewert überschritten wirdoder nicht. Unsere Erfahrung hat klar gezeigt, dass es in denmeisten Fällen viel kostengünstiger ist, das Risiko direkt aus-gehend von den Angaben aus der ersten groben Schätzung zuerfassen und abzuwenden, als viel Geld für intensiveMessungen an den einzelnen Arbeitsplätzen auszugeben.
Darin besteht der Kernpunkt der gesamten Richtlinie. Wenn Sieden Verdacht haben, dass Ihre Arbeitnehmer Vibrationen ineinem Ausmaß ausgesetzt sind, infolge dessen das Risikobesteht, dass sie vibrationsbedingte Erkrankungen erleiden, müs-sen Sie ihre Exposition gegenüber den Vibrationen reduzieren.
Sie haben dabei im Wesentlichen 4 Möglichkeiten:
1. Wechsel zu einem Arbeitsmittel oder Arbeitsprozess mitniedrigeren Vibrationen
2 Wechsel zu einem Arbeitsmittel oder Arbeitsprozess, mitdem die Arbeit in kürzerer Zeit verrichtet werden kann
3. Prüfung Ihrer Installation, um sicherzustellen, dass ihre Werk-zeuge und Arbeitsmittel so effizient wie möglich arbeiten
4. Job-Rotation zur Verringerung der Triggerzeit.
4.3.1 Wechsel zu Arbeitsmitteln oder -prozessen mit nie-drigeren VibrationenHeute sind zahlreiche Werkzeuge und Arbeitsmittel in vibra-tionsgedämpfter Ausführung erhältlich. Bei entsprechendenAnwendungen, für die diese Arbeitsmittel geeignet sind, kön-nen sie die Vibrationsbelastungen oft beträchtlich verringern.Es ist daher wichtig, sicherzustellen, dass diese Werkzeugemindestens die gleiche oder eine bessere Leistung erbringen.Andernfalls kann es passieren, dass die Expositionszeitenlänger sind, was die positive Wirkung der verringertenVibrationswerte einschränkt oder gar aufhebt.
4.3.2 Wechsel zu Arbeitsmitteln oder -prozessen, die dieArbeitszeit verkürzenBei vielen Materialbearbeitungswerkzeugen (Schleifer, Meißel-hämmer, Bohrmaschinen, etc.) ist die Zeit für die Verrichtungder Arbeit umgekehrt proportional zur eingesetzten Kraft. Daherist es oft die Mühe wert, nach leistungsstärkeren Werkzeugen zu suchen. Stärkere Arbeitsmittel können die Bearbeitungs-zeiten verkürzen und so die Expositionszeiten reduzieren.
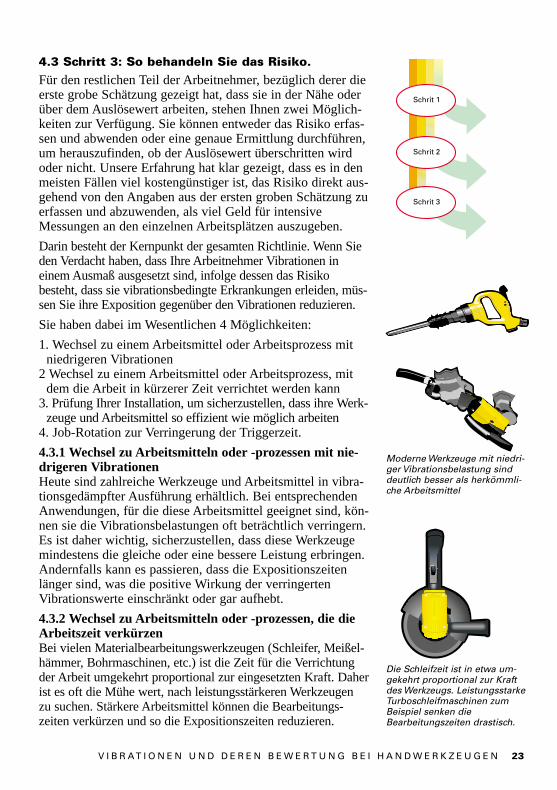
Moderne Werkzeuge mit niedri-ger Vibrationsbelastung sinddeutlich besser als herkömmli-che Arbeitsmittel
Die Schleifzeit ist in etwa um-gekehrt proportional zur Kraftdes Werkzeugs. LeistungsstarkeTurboschleifmaschinen zumBeispiel senken dieBearbeitungszeiten drastisch.
Schrit 1
Schrit 2
Schrit 3
PG_PADTYQ4 5-05-10 10.44 Sida 23
24 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
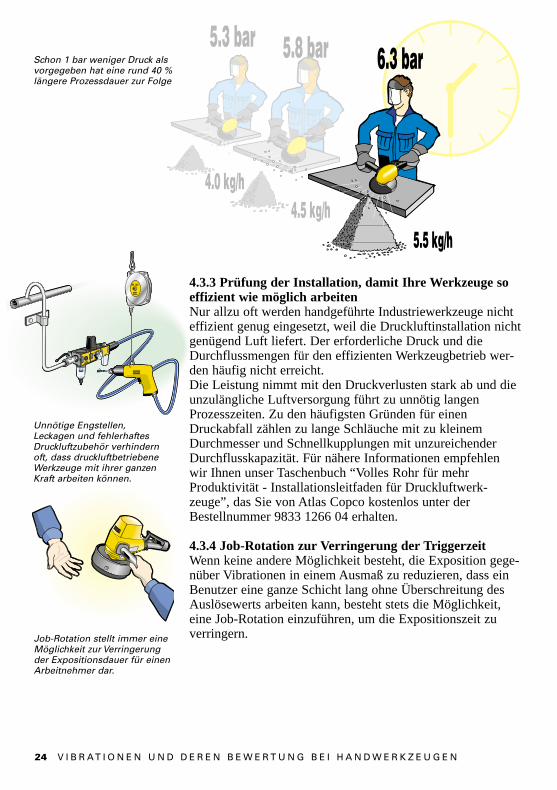
Job-Rotation stellt immer eineMöglichkeit zur Verringerungder Expositionsdauer für einenArbeitnehmer dar.
4.3.3 Prüfung der Installation, damit Ihre Werkzeuge soeffizient wie möglich arbeitenNur allzu oft werden handgeführte Industriewerkzeuge nichteffizient genug eingesetzt, weil die Druckluftinstallation nichtgenügend Luft liefert. Der erforderliche Druck und dieDurchflussmengen für den effizienten Werkzeugbetrieb wer-den häufig nicht erreicht. Die Leistung nimmt mit den Druckverlusten stark ab und dieunzulängliche Luftversorgung führt zu unnötig langenProzesszeiten. Zu den häufigsten Gründen für einenDruckabfall zählen zu lange Schläuche mit zu kleinemDurchmesser und Schnellkupplungen mit unzureichenderDurchflusskapazität. Für nähere Informationen empfehlenwir Ihnen unser Taschenbuch “Volles Rohr für mehrProduktivität - Installationsleitfaden für Druckluftwerk-zeuge”, das Sie von Atlas Copco kostenlos unter derBestellnummer 9833 1266 04 erhalten.
4.3.4 Job-Rotation zur Verringerung der TriggerzeitWenn keine andere Möglichkeit besteht, die Exposition gege-nüber Vibrationen in einem Ausmaß zu reduzieren, dass einBenutzer eine ganze Schicht lang ohne Überschreitung desAuslösewerts arbeiten kann, besteht stets die Möglichkeit,eine Job-Rotation einzuführen, um die Expositionszeit zuverringern.
Unnötige Engstellen,Leckagen und fehlerhaftesDruckluftzubehör verhindernoft, dass druckluftbetriebeneWerkzeuge mit ihrer ganzenKraft arbeiten können.
Schon 1 bar weniger Druck alsvorgegeben hat eine rund 40 %längere Prozessdauer zur Folge
PG_PADTYQ4 5-05-10 10.44 Sida 24
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 25
5. Ermittlung der Vibrations-Exposition
In diesem Kapitel werden Arbeitsverfahren, die zur Ermittlung derExposition gegenüber Vibrationen verwendet werden, näherbeschrieben. Dabei werden 4 Schritte behandelt:• Herausfinden von Vibrationswerten, die Ihrer Arbeitssituation
entsprechen • Schätzung der Expositionsdauer• Kombination der Vibrationswerte und der täglichen
Vibrations-Expositionszeit• Kombinierte Vibrationen, die aus mehr als einer Quelle stammen
5.1 Herausfinden von Vibrationswerten, die IhrerArbeitssituation entsprechen5.1.1 Vom Hersteller deklarierte WerteAlle Werkzeuge, die auf dem europäischen Markt verkauft wer-den, müssen in den mitgelieferten Unterlagen über eine Angabeder Vibrationsemissionen verfügen.
Der Wert wird unter Verwendung eines Testcodes gemessen, dervon der Europäischen Union anerkannt ist. Die meisten druckluft-betriebenen Arbeitsmittel werden in Übereinstimmung mit derNormenreihe ISO 8662 gemessen, elektrisch betriebeneArbeitsmittel in Übereinstimmung mit der EN 50144. DieNormenreihe 50144 wird derzeit überarbeitet und die neuenVersionen haben Nummern innerhalb der EN 60745-Gruppe. Einegenauere Beschreibung der Beziehungen zwischen den verschiede-nen Normen kann in Kapitel 2 dieser Broschüre nachgelesen wer-den. Für Arbeitsmittel mit Angaben gemäß den unlängst veröffent-lichten Normen werden zwei Werte deklariert. Der a-Wert stelltden Mittelwert der Messungen dar, die beim Test vorgenommenwurden. Der K-Wert stellt die Abweichungen bzw. Schwankungender Messergebnisse dar. Der Grundgedanke besteht darin, dassjedes neu deklarierte Arbeitsmittel einen Wert aufzuweisen hat, dergleich oder kleiner ist als a+K (wenn es gemäß dem verwendetenTestcode getestet wurde). Für Werkzeuge, die gemäß älterenStandards deklariert werden, wird nur der a-Wert angegeben.Die für die deklarierten Werte verwendeten Testcodes sind so aus-gelegt, dass sie wiederholbare und reproduzierbareVibrationsemissionswerte liefern. Das Hauptziel der Testcodesbesteht darin, den Vergleich von Arbeitsmitteln zu ermöglichen,die gemäß dem gleichen Testcode gemessen wurden und sie ent-sprechend ihren Vibrationenemissionen zu klassifizieren. ZurErzielung der Genauigkeit, die von den Testcodes erwartet wird,ist es manchmal notwendig, die Arbeitsmittel abweichend vonPraxisbedingungen unnatürlich zu belasten. Es wurde auch be-schlossen, dass nur eine Messrichtung erforderlich ist. Der Testcode definiert die Richtung, von der angenommen wird, dass sie die höchsten Werte aufweist.
PG_PADTYQ4 5-05-10 10.44 Sida 25
26 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
In der neuen ISO-Norm (ISO 20634), die beschreibt, wie die ISO8662 und EN 50144-Standards überarbeitet werden, werden aufjeden Fall 3 Messrichtungen verlangt. Damit liegt sie auf einerLinie mit dem Mess-Standard, der tatsächlich verwendet wird (ISO5349) und bei dem 3 Messrichtungen Verwendung finden. In derFolge werden die überarbeiteten Standards der Normenreihen 8662und 60745 drei Messrichtungen verwenden, während die älterenNormen nur eine Richtung verlangen. Aus dem bereits angeführtenGrund ist es schwierig bzw. unmöglich, die Ermittlung derExposition gegenüber Vibrationen nur auf die vom Herstellerdeklarierten Werte zu stützen. In vielen Fällen können die dekla-rierten Werte nach einer entsprechenden Anpassung verwendetwerden. Nähere Informationen zur Brauchbarkeit der deklariertenWerte für jeden Werkzeugtyp sind in Kapitel 6 enthalten.
5.1.2 Zusatzinformationen der HerstellerDie Werkzeughersteller haben mit der Sammlung vonInformationen zu den Vibrationswerten für ihre Produkte unterrealen Einsatzbedingungen begonnen. Atlas Copco Tools zumBeispiel beabsichtigt, diese mit jedem Werkzeug als Zusatzangabein der Werkzeugdokumentation mitzuliefern. Wahrscheinlich alsGraphik, die zeigt, welche Vibrationswerte unterRealbedingungen erreicht werden. Nach Möglichkeit wird zudemein einzelner Wert deklariert, der für den normalen Einsatz desArbeitsmittels repräsentativ ist.
Unbedingt ist dabei zu berücksichtigen, dass sogar dann, wenn dieVibrationswerte für eine spezifische Tätigkeit deklariert werden,die tatsächlichen Werte, denen der Benutzer ausgesetzt ist, sehrunterschiedlich sein können. Denn sie hängen von Faktoren ab, diestark dem Werkereinfluss unterliegen. Nähere Informationen überdie Vibrationsverringerung bei verschiedenen Werkzeugtypen sindin Kapitel 6 enthalten.
5.1.3 Messungen am ArbeitsplatzIn einigen Fällen kann es erforderlich sein, individuelleVibrationsmessungen am Arbeitsplatz vorzunehmen - das kannjedoch kosten- und zeitaufwändig sein. Zahlreiche Kennwerte kön-nen das Ergebnis beeinflussen und einige davon variieren im Laufeder Zeit. So müssen die Messungen über einen langen Zeitraum vor-genommen werden, damit ein vernünftigerweise repräsentativerVibrationsdurchschnittswert geschaffen werden kann. Bei vielenveröffentlichten Arbeitsplatzmessungen wurde diese Tatsache nichtberücksichtigt, und so ergeben sich Werte, die nur für die wenigenMinuten repräsentativ sind, während der die Messung durchgeführtwurde. Gute Hinweise sind in der ISO 5349 Kapitel 2 zu finden.Ebenfalls wichtig ist die Heranziehung kompetenter Dienstleistermit nachgewiesener Erfahrung bei der Durchführung vonMessungen, die für die Ermittlung von Vibrationsexpositionen ver-wendet werden können.
Als Teil der zur Zeit laufenden Überarbeitung des Schleifmaschi-
PG_PADTYQ4 5-05-10 10.44 Sida 26
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 27
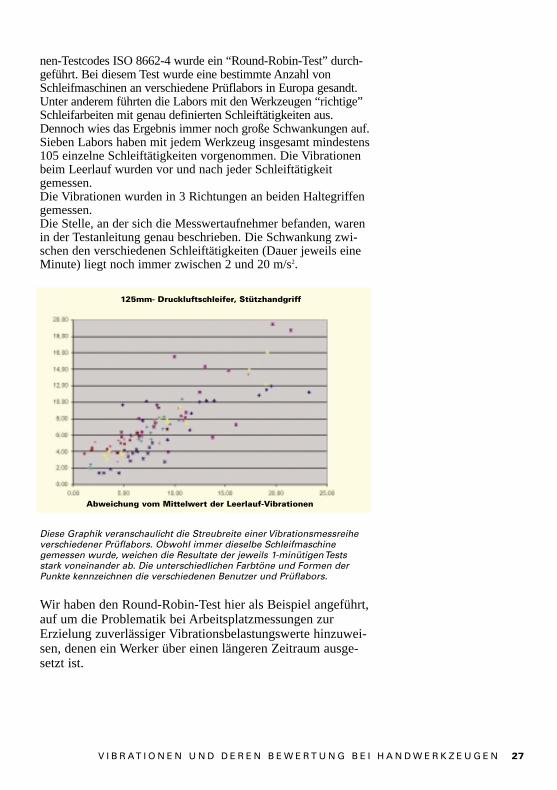
125mm- Druckluftschleifer, Stützhandgriff
Abweichung vom Mittelwert der Leerlauf-Vibrationen
nen-Testcodes ISO 8662-4 wurde ein “Round-Robin-Test” durch-geführt. Bei diesem Test wurde eine bestimmte Anzahl vonSchleifmaschinen an verschiedene Prüflabors in Europa gesandt.Unter anderem führten die Labors mit den Werkzeugen “richtige”Schleifarbeiten mit genau definierten Schleiftätigkeiten aus.Dennoch wies das Ergebnis immer noch große Schwankungen auf. Sieben Labors haben mit jedem Werkzeug insgesamt mindestens105 einzelne Schleiftätigkeiten vorgenommen. Die Vibrationenbeim Leerlauf wurden vor und nach jeder Schleiftätigkeitgemessen.Die Vibrationen wurden in 3 Richtungen an beiden Haltegriffengemessen. Die Stelle, an der sich die Messwertaufnehmer befanden, warenin der Testanleitung genau beschrieben. Die Schwankung zwi-schen den verschiedenen Schleiftätigkeiten (Dauer jeweils eineMinute) liegt noch immer zwischen 2 und 20 m/s2.
Diese Graphik veranschaulicht die Streubreite einer Vibrationsmessreiheverschiedener Prüflabors. Obwohl immer dieselbe Schleifmaschinegemessen wurde, weichen die Resultate der jeweils 1-minütigen Testsstark voneinander ab. Die unterschiedlichen Farbtöne und Formen derPunkte kennzeichnen die verschiedenen Benutzer und Prüflabors.
Wir haben den Round-Robin-Test hier als Beispiel angeführt,auf um die Problematik bei Arbeitsplatzmessungen zurErzielung zuverlässiger Vibrationsbelastungswerte hinzuwei-sen, denen ein Werker über einen längeren Zeitraum ausge-setzt ist.
PG_PADTYQ4 5-05-10 10.44 Sida 27
28 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
5.1.4 Wie erhält man die erste grobe Schätzung desVibrationswerts?Aus den obigen Darlegungen kann geschlossen werden, dasses keinen genauen Wert für die Vibrationen gibt, denen einBenutzer ausgesetzt ist. Der Wert variiert stark von einemZeitraum zum anderen und auch von einem Benutzer zumanderen.
Anstatt viel Zeit und Mühe in die genauestmöglicheSchätzung des Vibrationswerts zu investieren, ist es bes-ser, rasch eine grobe Schätzung vorzunehmen, umherauszufinden, ob der Benutzer voraussichtlich einGesundheitsproblem haben wird. Ist das der Fall ist, sindZeit und Geld in Maßnahmen zur Risikoverringerungbesser investiert.
Hersteller und Normierungsinstitute und -ausschüsse inEuropa arbeiten momentan intensiv an derZusammenstellung hilfreicher Informationen. Vorerst könnennur sehr grobe Schätzungen geliefert werden. DieInformationen in Kapitel 6 sind die besten Informationen, diederzeit verfügbar sind. Die Darstellungen können zurVornahme grober Schätzungen verwendet werden, sie stellenin den meisten Fällen jedoch Überschätzungen derVibrationswerte unter realen Einsatzbedingungen dar. Inwenigen Fällen handelt es sich um Unterschätzungen, auf dieaber zurückgegriffen werden kann. Es sei denn, derWerkzeughersteller liefert in seinen Unterlagen besser geeig-nete Angaben mit.
5.2 Abschätzung der ExpositionszeitFür die Vervollständigung der Expositionsermittlung sindsowohl Vibrationswert als auch Expositionsdauer erforder-lich. Dabei ist zu berücksichtigen, dass die Expositionszeitnicht der Gesamtzeit entspricht, die für eine bestimmteArbeit aufgewendet wurde. Die Expositionszeit ist lediglichdie Triggerzeit, während der die Hände tatsächlich denVibrationen ausgesetzt sind. Wenn Benutzer entsprechendbefragt werden, tendieren sie oft zu einer Überschätzung derExpositionsdauer. Es ist daher besser, die Expositionsdauerdurch Beobachtung eines typischen Arbeitsmusters zu schät-zen. Für die Schätzung der Triggerzeit steht eine Reihe vonMöglichkeiten zur Verfügung, Beispiele für die verschiede-nen Werkzeugtypen sind in Kapitel 6 enthalten.
PG_PADTYQ4 5-05-10 10.44 Sida 28
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 29
5.3 Kombination der Vibrationswerte und der täglichen Vibrations-Expositionszeit
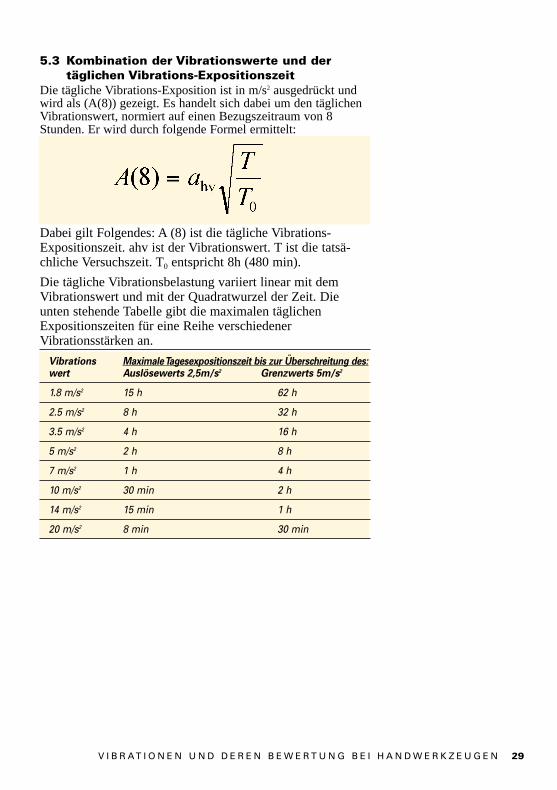
Die tägliche Vibrations-Exposition ist in m/s2 ausgedrückt undwird als (A(8)) gezeigt. Es handelt sich dabei um den täglichenVibrationswert, normiert auf einen Bezugszeitraum von 8Stunden. Er wird durch folgende Formel ermittelt:
Dabei gilt Folgendes: A (8) ist die tägliche Vibrations-Expositionszeit. ahv ist der Vibrationswert. T ist die tatsä-chliche Versuchszeit. T0 entspricht 8h (480 min).
Die tägliche Vibrationsbelastung variiert linear mit demVibrationswert und mit der Quadratwurzel der Zeit. Dieunten stehende Tabelle gibt die maximalen täglichenExpositionszeiten für eine Reihe verschiedenerVibrationsstärken an.
Vibrations Maximale Tagesexpositionszeit bis zur Überschreitung des:wert Auslösewerts 2,5m/s2 Grenzwerts 5m/s2
1.8 m/s2 15 h 62 h
2.5 m/s2 8 h 32 h
3.5 m/s2 4 h 16 h
5 m/s2 2 h 8 h
7 m/s2 1 h 4 h
10 m/s2 30 min 2 h
14 m/s2 15 min 1 h
20 m/s2 8 min 30 min
PG_PADTYQ4 5-05-10 10.44 Sida 29
30 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
5.3.1 TeilexpositionIm Laufe des gleichen Arbeitstags verwenden Arbeitnehmer oftmehr als ein Werkzeug und haben mit mehren Vibrationenverursachenden Prozessen zu tun. Die berechnete täglicheExposition gegenüber Vibrationen durch jedes einzelneArbeitsmittel wird als „Teilexposition” bezeichnet. Die täglicheGesamtexposition ist daher die Summe aller kombiniertenTeilexpositionen. Für Fälle, in denen mehr als ein Arbeitsmittelverwendet wird, bestehen Berechnungsmethoden. Die gleichenMethoden können für die Verwendung lediglich einesArbeitsmittels ebenfalls herangezogen werden.
5.4 Kombinierte Vibrationen, die aus mehr als einerQuelle stammen5.4.1 Berechnung durch BasisgleichungenIn Abschnitt 2.3 dieser Broschüre finden Sie die Definitionender täglichen Exposition gegenüber Vibrationen. VerwendenSie diese Formel und die Formel für die Kombination derTeilexpositionen zur Berechnung der täglichen Gesamt-exposition. Mit einem Kalkulationstabellenprogramm wieExcel ist das ganz einfach.Am einfachsten ist die Berechnung mit Hilfe einer der im Internetverfügbaren Berechnungstabellen. Die Atlas Copco-Berechnungs-tabelle steht Ihnen auf unserer Website zur Verfügung. Einige Berechnungstabellen zeigen auch Punkte für die verschie-denen Kombinationen von Vibrationsstärke und Expositionsdauer.
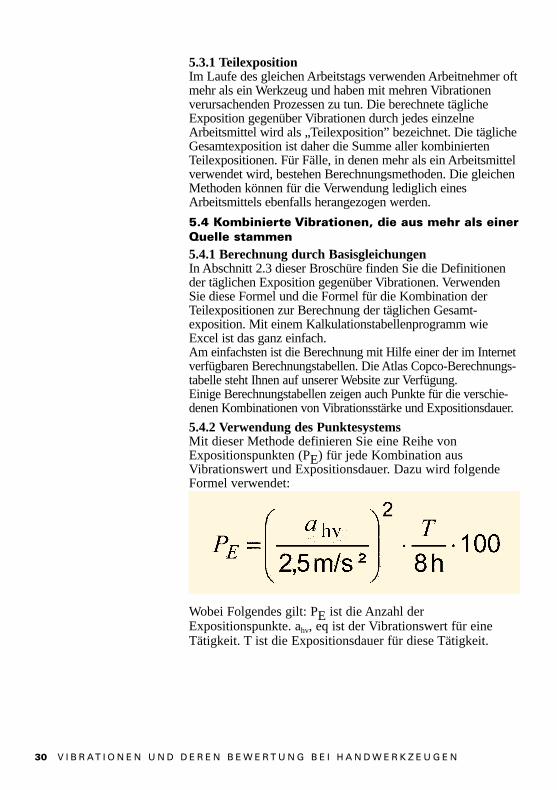
5.4.2 Verwendung des PunktesystemsMit dieser Methode definieren Sie eine Reihe vonExpositionspunkten (PE) für jede Kombination ausVibrationswert und Expositionsdauer. Dazu wird folgendeFormel verwendet:
Formula
Wobei Folgendes gilt: PE ist die Anzahl derExpositionspunkte. ahv, eq ist der Vibrationswert für eineTätigkeit. T ist die Expositionsdauer für diese Tätigkeit.
PG_PADTYQ4 5-05-10 10.44 Sida 30
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 31
Hierdurch erhält man die Teilexposition für jedes Vibrationenverursachende Werkzeug bzw. jeden Vibrationen auslösendenProzess, denen ein Arbeitnehmer im Laufe seines Arbeitstagsausgesetzt ist, ausgedrückt als Anzahl vonExpositionspunkten. Die in Expositionspunkten ausgedrückteGesamttagesexposition ist die Summe der Punkte für alleProzesse, die beteiligt sind.
PE < 100 bedeutet, dass der Expositions-Auslösewert von 2,5m/s2 nicht überschritten wird.
100 < PE < 400 bedeutet, dass eine tägliche Exposition zwi-schen diesem Auslösewert und dem Grenzwert vorliegt.
PE > 400 bedeutet, dass der Grenzwert von 5 m/s2 überschrit-ten wurde.
Die Teilexposition gegenüber den Vibrationen aller alle betei-ligten Werkzeuge und Prozesse kann auf verschiedene Artenermittelt werden. Die einfachste Methode besteht in der Verwendung einer deroben erwähnten Berechnungstabellen für die Vibrations-Exposition. Unter Verwendung des Vibrationswerts und derExpositionsdauer für jedes Arbeitsmittel liefert dieBerechnungstabelle beide Werte, die Teilexposition und dietägliche Vibrations-Exposition. Wenn mehr als einArbeitsmittel vorliegt, ist die Gesamttagesexposition ange-führt. Beispiele zur Expositionsberechnung finden Sie inKapitel 6.
PG_PADTYQ4 5-05-10 10.44 Sida 31
32 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
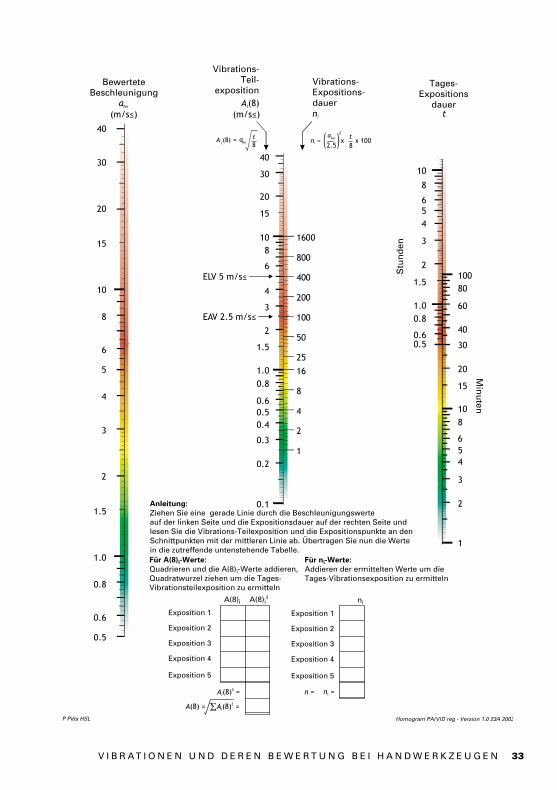
Das Nomogramm auf der nächsten Seite ist in der für dasVereinigte Königreich von Großbritannien vorgeschlagenenRegelung enthalten:
Wird eine gerade Linie durch die Vibrationsstärke auf derlinken Seite und die Expositionszeit auf der rechten Seitegezogen, können die Tagesexposition und dieExpositionspunkte in der Mitte abgelesen werden.
Eine weitere Möglichkeit besteht in der Verwendung derTabelle 5.1 auf der letzten Seite dieses Kapitels. Sie hilft, dieExpositionspunkte für Vibrationsstärke und Expositionszeitzu erhalten, die den Werten, die bei Ihnen vorliegen, amehesten entsprechen.
Wenn Sie diese Instrumente für die Berechnung verwenden,vergessen Sie bitte nicht, dass die Genauigkeit und dieNützlichkeit der Ergebnisse nur so hoch sind, wie dieSorgfalt, mit der diese Daten erstellt wurden. Bewertungender Vibrationsstärke und der Expositionsdauer sind stetsSchätzungen von Kennwerten, die beträchtlich variieren.Verwenden Sie daher die Ergebnisse mit gesundemMenschenverstand. Es kann nie verlangt werden, dass dieExposition bis auf einen Dezimalbruchteil bekannt ist.
PG_PADTYQ4 5-05-10 10.44 Sida 32
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 33
Für ni-Werte:
Addieren der ermittelten Werte um die Tages-Vibrationsexposition zu ermitteln
Anleitung:
Ziehen Sie eine gerade Linie durch die Beschleunigungswerte auf der linken Seite und die Expositionsdauer auf der rechten Seite und lesen Sie die Vibrations-Teilexposition und die Expositionspunkte an den Schnittpunkten mit der mittleren Linie ab. Übertragen Sie nun die Werte in die zutreffende untenstehende Tabelle.
A i(8) =
2n = n i =
(m/s≤)
ahv
ni
t
(8)
(m/s≤)
Ai
ahv
2.5
2
x x 100t
8n
i = A a
ti(8) =
8hv
ELV 5 m/s≤
EAV 2.5 m/s≤
40
60
100
80
30
20
15
8
6
5
4
3
2
1
10
4
3
2
10
1.0
8
0.8
6
0.6
5
0.5
1.5
1600
800
400
200
100
50
25
16
8
4
2
1
40
4
30
3
20
2
10
1.0
8
0.8
6
0.6
0.5
0.4
0.3
0.2
0.1
15
1.5
40
4
30
3
20
2
10
1.0
8
0.8
6
0.6
5
0.5
15
1.5
BewerteteBeschleunigung
Vibrations-Teil-
expositionVibrations-Expositions-dauer
Tages- Expositions
dauer
Stu
nd
en
Min
uten
Exposition 1
Exposition 2
Exposition 3
Exposition 4
Exposition 5
Homogram PA(V)D reg - Version 1.0 23A 2003
A(8)i A(8)i2 ni
P Pitts HSL
Exposition 1
Exposition 2
Exposition 3
Exposition 4
Exposition 5
Für A(8)i-Werte:
Quadrieren und die A(8)i-Werte addieren,Quadratwurzel ziehen um die Tages-Vibrationsteilexposition zu ermitteln
PG_PADTYQ4 5-05-10 10.44 Sida 33
34 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
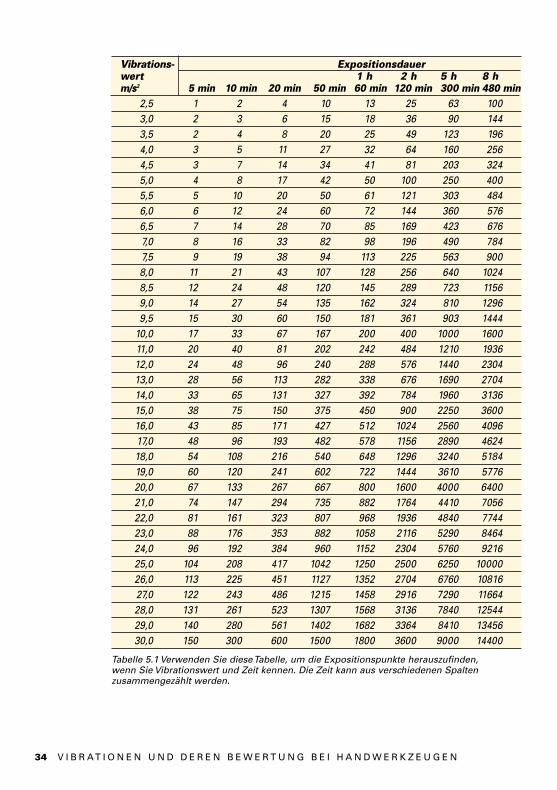
Vibrations- Expositionsdauerwert 1 h 2 h 5 h 8 hm/s2 5 min 10 min 20 min 50 min 60 min 120 min 300 min 480 min
2,5 1 2 4 10 13 25 63 1003,0 2 3 6 15 18 36 90 1443,5 2 4 8 20 25 49 123 1964,0 3 5 11 27 32 64 160 2564,5 3 7 14 34 41 81 203 3245,0 4 8 17 42 50 100 250 4005,5 5 10 20 50 61 121 303 4846,0 6 12 24 60 72 144 360 5766,5 7 14 28 70 85 169 423 6767,0 8 16 33 82 98 196 490 7847,5 9 19 38 94 113 225 563 9008,0 11 21 43 107 128 256 640 10248,5 12 24 48 120 145 289 723 11569,0 14 27 54 135 162 324 810 12969,5 15 30 60 150 181 361 903 1444
10,0 17 33 67 167 200 400 1000 160011,0 20 40 81 202 242 484 1210 193612,0 24 48 96 240 288 576 1440 230413,0 28 56 113 282 338 676 1690 270414,0 33 65 131 327 392 784 1960 313615,0 38 75 150 375 450 900 2250 360016,0 43 85 171 427 512 1024 2560 409617,0 48 96 193 482 578 1156 2890 462418,0 54 108 216 540 648 1296 3240 518419,0 60 120 241 602 722 1444 3610 577620,0 67 133 267 667 800 1600 4000 640021,0 74 147 294 735 882 1764 4410 705622,0 81 161 323 807 968 1936 4840 774423,0 88 176 353 882 1058 2116 5290 846424,0 96 192 384 960 1152 2304 5760 921625,0 104 208 417 1042 1250 2500 6250 1000026,0 113 225 451 1127 1352 2704 6760 1081627,0 122 243 486 1215 1458 2916 7290 1166428,0 131 261 523 1307 1568 3136 7840 1254429,0 140 280 561 1402 1682 3364 8410 1345630,0 150 300 600 1500 1800 3600 9000 14400
Tabelle 5.1 Verwenden Sie diese Tabelle, um die Expositionspunkte herauszufinden, wenn Sie Vibrationswert und Zeit kennen. Die Zeit kann aus verschiedenen Spalten zusammengezählt werden.
PG_PADTYQ4 5-05-10 10.44 Sida 34
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 35
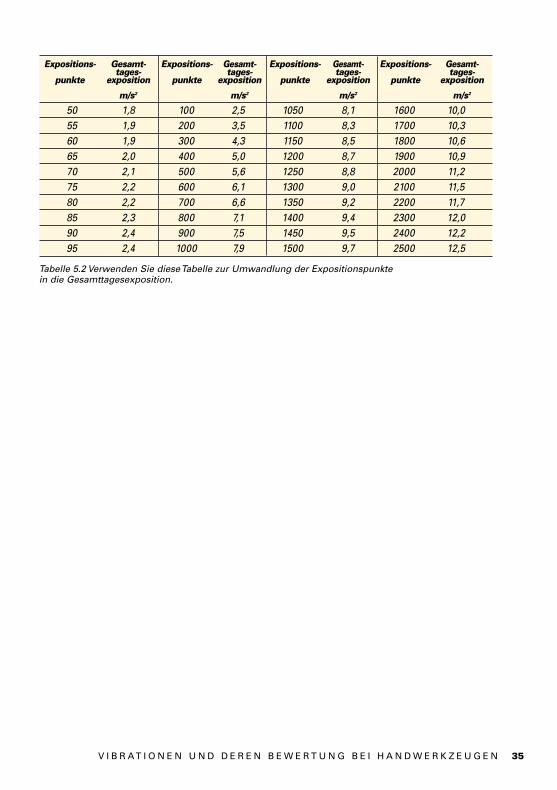
Expositions- Gesamt- Expositions- Gesamt- Expositions- Gesamt- Expositions- Gesamt-tages- tages- tages- tages-
punkte exposition punkte exposition punkte exposition punkte exposition
m/s2 m/s2 m/s2 m/s2
50 1,8 100 2,5 1050 8,1 1600 10,055 1,9 200 3,5 1100 8,3 1700 10,360 1,9 300 4,3 1150 8,5 1800 10,665 2,0 400 5,0 1200 8,7 1900 10,970 2,1 500 5,6 1250 8,8 2000 11,275 2,2 600 6,1 1300 9,0 2100 11,580 2,2 700 6,6 1350 9,2 2200 11,785 2,3 800 7,1 1400 9,4 2300 12,090 2,4 900 7,5 1450 9,5 2400 12,295 2,4 1000 7,9 1500 9,7 2500 12,5
Tabelle 5.2 Verwenden Sie diese Tabelle zur Umwandlung der Expositionspunkte in die Gesamttagesexposition.
PG_PADTYQ4 5-05-10 10.44 Sida 35
36 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
6. Expositionsbewertung und Gegenmaßnahmen bei verschiedenen Werkzeugtypen
In diesem Kapitel werden die heutzutage gebräuchlichsten Werk-zeugtypen vorgestellt. Es werden die Vibrationsquellen erklärt,sowie Leitlinien bezüglich Vibrationsstärken und Expositionszeitenin realen Arbeitssituationen gegeben. Zudem enthält es Tipps, wieder Vibrations-Exposition entgegengewirkt werden kann.
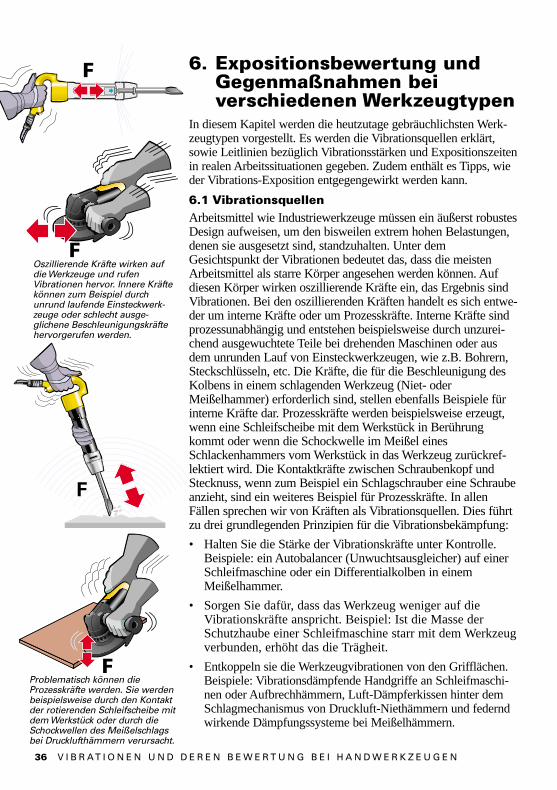
6.1 VibrationsquellenArbeitsmittel wie Industriewerkzeuge müssen ein äußerst robustesDesign aufweisen, um den bisweilen extrem hohen Belastungen,denen sie ausgesetzt sind, standzuhalten. Unter demGesichtspunkt der Vibrationen bedeutet das, dass die meistenArbeitsmittel als starre Körper angesehen werden können. Aufdiesen Körper wirken oszillierende Kräfte ein, das Ergebnis sindVibrationen. Bei den oszillierenden Kräften handelt es sich entwe-der um interne Kräfte oder um Prozesskräfte. Interne Kräfte sindprozessunabhängig und entstehen beispielsweise durch unzurei-chend ausgewuchtete Teile bei drehenden Maschinen oder ausdem unrunden Lauf von Einsteckwerkzeugen, wie z.B. Bohrern,Steckschlüsseln, etc. Die Kräfte, die für die Beschleunigung desKolbens in einem schlagenden Werkzeug (Niet- oderMeißelhammer) erforderlich sind, stellen ebenfalls Beispiele fürinterne Kräfte dar. Prozesskräfte werden beispielsweise erzeugt,wenn eine Schleifscheibe mit dem Werkstück in Berührungkommt oder wenn die Schockwelle im Meißel einesSchlackenhammers vom Werkstück in das Werkzeug zurückref-lektiert wird. Die Kontaktkräfte zwischen Schraubenkopf undStecknuss, wenn zum Beispiel ein Schlagschrauber eine Schraubeanzieht, sind ein weiteres Beispiel für Prozesskräfte. In allenFällen sprechen wir von Kräften als Vibrationsquellen. Dies führtzu drei grundlegenden Prinzipien für die Vibrationsbekämpfung:
• Halten Sie die Stärke der Vibrationskräfte unter Kontrolle.Beispiele: ein Autobalancer (Unwuchtsausgleicher) auf einerSchleifmaschine oder ein Differentialkolben in einemMeißelhammer.
• Sorgen Sie dafür, dass das Werkzeug weniger auf dieVibrationskräfte anspricht. Beispiel: Ist die Masse derSchutzhaube einer Schleifmaschine starr mit dem Werkzeugverbunden, erhöht das die Trägheit.
• Entkoppeln sie die Werkzeugvibrationen von den Grifflächen.Beispiele: Vibrationsdämpfende Handgriffe an Schleifmaschi-nen oder Aufbrechhämmern, Luft-Dämpferkissen hinter demSchlagmechanismus von Druckluft-Niethämmern und federndwirkende Dämpfungssysteme bei Meißelhämmern.
Problematisch können dieProzesskräfte werden. Sie werdenbeispielsweise durch den Kontaktder rotierenden Schleifscheibe mitdem Werkstück oder durch dieSchockwellen des Meißelschlagsbei Drucklufthämmern verursacht.
Oszillierende Kräfte wirken aufdie Werkzeuge und rufenVibrationen hervor. Innere Kräftekönnen zum Beispiel durchunrund laufende Einsteckwerk-zeuge oder schlecht ausge-glichene Beschleunigungskräfte hervorgerufen werden.
PG_PADTYQ4 5-05-10 10.44 Sida 36
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 37
6.2 Bewertung der Vibrations-Exposition Dieser Abschnitt enthält einige Ratschläge für die Schätzungder Vibrationswerte und der Expositionszeit. Beide Wertesind wichtig zur Beurteilung der Exposition und zurEinleitung von Gegenmaßnahmen. Gute Werkzeuge zeichnensich durch niedrige Vibrationswerte aus und sind obendreinproduktiver, weil sie die Arbeit in der kürzestmöglichen Zeitausführen können.
6.2.1 Grobe Schätzung des Vibrationswerts bei realemEinsatz Der deklarierte Vibrationsemissionswert, der vom Herstellermit dem Werkzeug mitzuliefern ist, dient vorrangig demVergleich von Arbeitsmitteln unter ähnlichenEinsatzbedingungen. Ob und wie dieser Wert für dieBewertung der Exposition gegenüber Vibrationen verwendetwerden kann, ist für die unterschiedlichen Werkzeugtypengetrennt zu betrachten. Bei den internationalenNormierungsarbeiten laufen derzeit Debatten zu diesemThema. Gegenwärtig können daher nur sehr allgemeineEmpfehlungen gegeben werden. Für Schleifmaschinen, Kleinschleifer, Flächenschleifer,Schmirgel- und Poliermaschinen kann eine erste, sehr grobeSchätzung der Arbeitsvibrationswerts vorgenommen werden,indem der deklarierte Wert mit 1,5 multipliziert wird. Für deklarierte Werte unter 2,5 m/s2 wird hingegen empfoh-len, 2,5 m/s2 als deklarierten Wert zu verwenden und diesenWert mit 1,5 zu multiplizieren. In den meisten Fällen erhältman hierbei eine Überschätzung des Vibrationswerts beimrealen Einsatz. Der Grund dafür, dass 2,5 m/s2 anstatt derdeklarierten, unter 2,5 m/s2 liegenden Werte verwendet wird,besteht darin, dass bei Arbeitsmitteln mit niedrigen deklarier-ten Werten die Tendenz besteht, dass die Prozesskraft diedominierende Kraft ist und es daher nicht immer möglich ist,den niedrigen deklarierten Wert beim realen Einsatz anzu-wenden. Es ist besser, wenn man sich bei dieser ersten gro-ben Schätzung auf der sicheren Seite befindet.
Wie bereits erwähnt, unterliegen die Vibrationswerte in derPraxis zeit- und arbeitsabhängig starken Schwankungen.Dennoch verhilft diese grobe Methode zu einer brauchbarenEinschätzung der tatsächlichen durchschnittlichen Vibrations-belastung. Vorsicht ist indes geboten, wenn die Einsatz-bedingungen von den Herstellervorgaben abweichen oder dieWerkzeuge gar zweckentfremdet eingesetzt werden sollten.
Vier Schritte zur Bestimmung derVibrationswerte. Diese könnenzusammen mit der geschätztenExpositionsdauer zu einer erstengroben Schätzung der Vibrations-Exposition herangezogen werden.
1. Suchen Sie in den mitgeliefer-ten Unterlagen des Werkzeugs nach den detaillierten Angab-en zum Vibrationsverhalten bei laufendem Betrieb.
2. Ist dieser in den Unterlagen nicht angegeben, nehmen Sie den deklarierten Wert.
3. Liegt der Wert unter 2,5 m/s2, verwenden Sie 2,5 m/s2.
4. Multiplizieren Sie den Wert mit 1,5
PG_PADTYQ4 5-05-10 10.44 Sida 37
Die vorgenannte Schätzmethode kann auch für Meißel- undNiethämmer, Impulsschrauber und Schlagschrauber angewendet wer-den. Ob der Korrekturfaktor auch hier 1,5 oder aber 2,0 betragenwird, ist noch nicht festgeschrieben. Aktuell gilt noch der Faktor 1,5.Allerdings ist es hierbei wichtig, dass der Werker den Schraubeinsatzoder den Steckschlüssel auf keinen Fall mit der Hand führt.
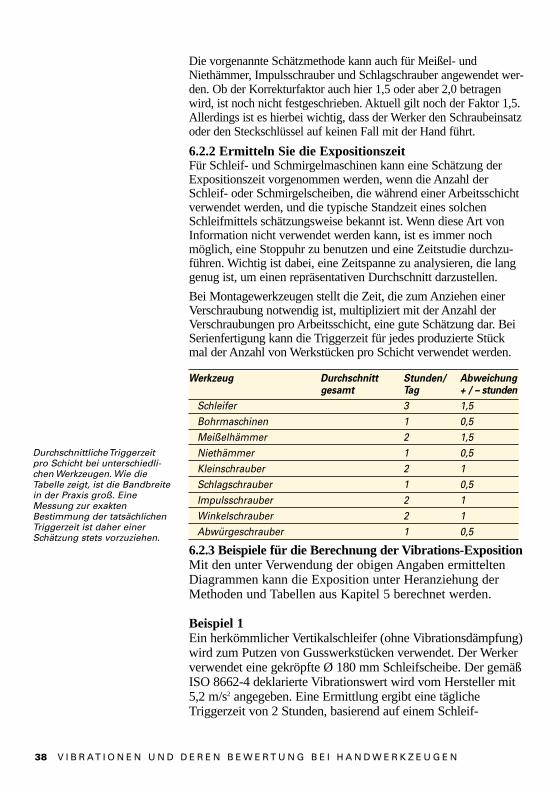
6.2.2 Ermitteln Sie die ExpositionszeitFür Schleif- und Schmirgelmaschinen kann eine Schätzung derExpositionszeit vorgenommen werden, wenn die Anzahl derSchleif- oder Schmirgelscheiben, die während einer Arbeitsschichtverwendet werden, und die typische Standzeit eines solchenSchleifmittels schätzungsweise bekannt ist. Wenn diese Art vonInformation nicht verwendet werden kann, ist es immer nochmöglich, eine Stoppuhr zu benutzen und eine Zeitstudie durchzu-führen. Wichtig ist dabei, eine Zeitspanne zu analysieren, die langgenug ist, um einen repräsentativen Durchschnitt darzustellen.
Bei Montagewerkzeugen stellt die Zeit, die zum Anziehen einerVerschraubung notwendig ist, multipliziert mit der Anzahl derVerschraubungen pro Arbeitsschicht, eine gute Schätzung dar. BeiSerienfertigung kann die Triggerzeit für jedes produzierte Stückmal der Anzahl von Werkstücken pro Schicht verwendet werden.
6.2.3 Beispiele für die Berechnung der Vibrations-ExpositionMit den unter Verwendung der obigen Angaben ermitteltenDiagrammen kann die Exposition unter Heranziehung derMethoden und Tabellen aus Kapitel 5 berechnet werden.
Beispiel 1Ein herkömmlicher Vertikalschleifer (ohne Vibrationsdämpfung)wird zum Putzen von Gusswerkstücken verwendet. Der Werkerverwendet eine gekröpfte Ø 180 mm Schleifscheibe. Der gemäßISO 8662-4 deklarierte Vibrationswert wird vom Hersteller mit5,2 m/s2 angegeben. Eine Ermittlung ergibt eine täglicheTriggerzeit von 2 Stunden, basierend auf einem Schleif-
38 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
Werkzeug Durchschnitt Stunden/ Abweichunggesamt Tag + / – stunden
Schleifer 3 1,5Bohrmaschinen 1 0,5Meißelhämmer 2 1,5Niethämmer 1 0,5Kleinschrauber 2 1Schlagschrauber 1 0,5Impulsschrauber 2 1Winkelschrauber 2 1Abwürgeschrauber 1 0,5
Durchschnittliche Triggerzeitpro Schicht bei unterschiedli-chen Werkzeugen. Wie dieTabelle zeigt, ist die Bandbreitein der Praxis groß. EineMessung zur exaktenBestimmung der tatsächlichenTriggerzeit ist daher einerSchätzung stets vorzuziehen.
PG_PADTYQ4 5-05-10 10.44 Sida 38
scheibenverbrauch von 10 Scheiben wöchentlich und einerdurchschnittlichen Schleifmittelstandzeit von 1 Stunde proScheibe bei diesem Benutzer.
5,2 multipliziert mit 1,5 ergibt einen Vibrationswert von 7,8 m/s2.Verwendet man die Tabellen aus Kapitel 5, ergeben 7,8 m/s2
und 2 Stunden eine Gesamttagesexposition von 240 Punkten.240 Punkte können in 3,9 m/s2 umgewandelt werden. EinAktionsplan muss in Angriff genommen werden.
Beispiel 2Noch einmal ein Benutzer, der Gussteile putzt. Er arbeitet mit dergleichen Schleifmaschine und der gleichen Triggerzeit, er verwen-det jedoch auch einen herkömmlichen Meißelhammer (ohneVibrationsdämpfung). Der für den Hammer deklarierte Wertbeträgt 15 m/s2. Eine Zeitstudie ergibt, dass die Triggerzeit für denHammer 15 min pro Schicht beträgt. 15 m/s2 mal 1,5 ergibt 22,5m/s2. Die Tabelle ergibt bei 22,5 m/s2 und 15 min 250 Punkte.Die zwei Arbeitsmittel zusammen ergeben daher 240+250 = 490Punkte. Aus der Tabelle resultiert eine Gesamttagesexposition von5,6 m/s2. Der Grenzwert wird voraussichtlich überschritten, dahermüssen unverzüglich Maßnahmen zur Expositionsreduzierungergriffen werden.
6.3 Maßnahmen zur RisikoabwehrZur Bekämpfung des Vibrationsrisikos gibt es zweiMöglichkeiten - den Vibrationswert senken oder die indivi-duelle Expositionsdauer verkürzen. Expositionszeiten lassensich durch den Wechsel auf effizientere Arbeitsprozesse oderdurch Job-Rotation verkürzen. Moderne, vibrationsgedämpfte Werkzeuge weisen nicht nurgünstigere Vibrationswerte auf, sie sind oftmals auch stärkerund schaffen die gleiche Arbeit in kürzerer Zeit.
Es gibt weitere Dinge, mit denen die Situation verbessertwerden kann.
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 39
Vibrations- Expositions- Teil-wert dauer exposition A(8)m/s2 Stunden Minuten m/s2
Werkzeug oder Prozess 1 7,8 2 — 3,9Gesamt-Tagesexposition A(8) m/s2 3,9
Vibrations Expositions- Teil-wert dauer exposition A(8)m/s2 Stunden Minuten m/s2
Konventioneller Schleifer 7,8 2 — 3,9
KonventionellerMeißelhammer 22,5 — 15 4,0Gesamt-Tagesexposition A(8) m/s2 5,6
PG_PADTYQ4 5-05-10 10.44 Sida 39
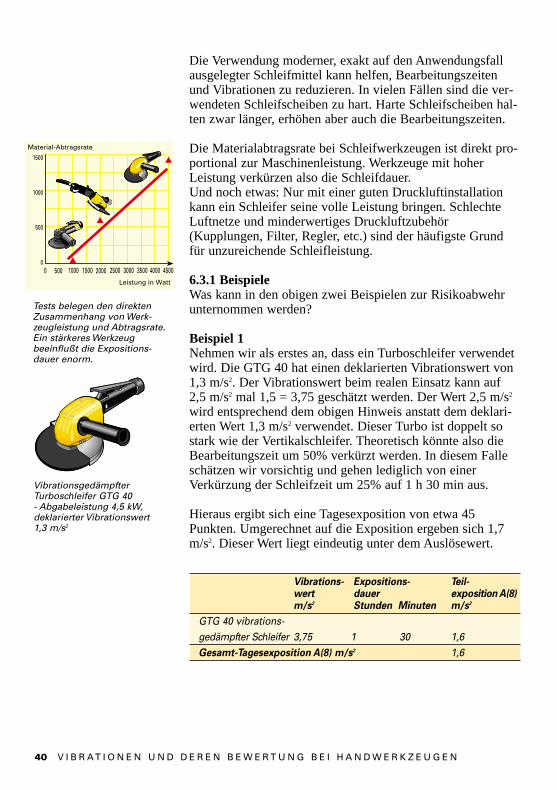
40 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
Die Verwendung moderner, exakt auf den Anwendungsfallausgelegter Schleifmittel kann helfen, Bearbeitungszeitenund Vibrationen zu reduzieren. In vielen Fällen sind die ver-wendeten Schleifscheiben zu hart. Harte Schleifscheiben hal-ten zwar länger, erhöhen aber auch die Bearbeitungszeiten.
Die Materialabtragsrate bei Schleifwerkzeugen ist direkt pro-portional zur Maschinenleistung. Werkzeuge mit hoherLeistung verkürzen also die Schleifdauer. Und noch etwas: Nur mit einer guten Druckluftinstallationkann ein Schleifer seine volle Leistung bringen. SchlechteLuftnetze und minderwertiges Druckluftzubehör(Kupplungen, Filter, Regler, etc.) sind der häufigste Grundfür unzureichende Schleifleistung.
6.3.1 BeispieleWas kann in den obigen zwei Beispielen zur Risikoabwehrunternommen werden?
Beispiel 1Nehmen wir als erstes an, dass ein Turboschleifer verwendetwird. Die GTG 40 hat einen deklarierten Vibrationswert von1,3 m/s2. Der Vibrationswert beim realen Einsatz kann auf2,5 m/s2 mal 1,5 = 3,75 geschätzt werden. Der Wert 2,5 m/s2
wird entsprechend dem obigen Hinweis anstatt dem deklari-erten Wert 1,3 m/s2 verwendet. Dieser Turbo ist doppelt sostark wie der Vertikalschleifer. Theoretisch könnte also dieBearbeitungszeit um 50% verkürzt werden. In diesem Falleschätzen wir vorsichtig und gehen lediglich von einerVerkürzung der Schleifzeit um 25% auf 1 h 30 min aus.
Hieraus ergibt sich eine Tagesexposition von etwa 45Punkten. Umgerechnet auf die Exposition ergeben sich 1,7m/s2. Dieser Wert liegt eindeutig unter dem Auslösewert.
Tests belegen den direktenZusammenhang von Werk-zeugleistung und Abtragsrate.Ein stärkeres Werkzeug beeinflußt die Expositions-dauer enorm.
Vibrationsgedämpfter Turboschleifer GTG 40- Abgabeleistung 4,5 kW, deklarierter Vibrationswert1,3 m/s2
1500
1000
500
0
Leistung in Watt
500 1000 1500 2000 2500 3000 3500 4000 45000
Material-Abtragsrate
Vibrations- Expositions- Teil-wert dauer exposition A(8)m/s2 Stunden Minuten m/s2
GTG 40 vibrations-gedämpfter Schleifer 3,75 1 30 1,6Gesamt-Tagesexposition A(8) m/s2 1,6
PG_PADTYQ4 5-05-10 10.44 Sida 40
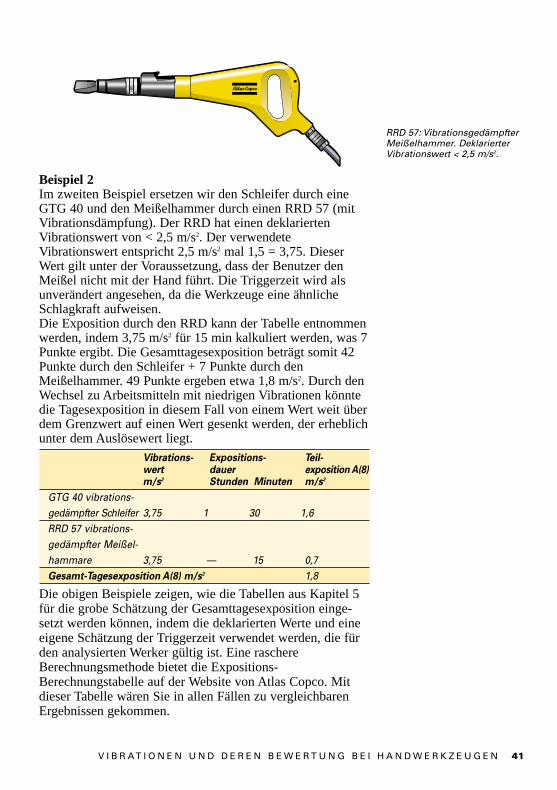
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 41
Beispiel 2Im zweiten Beispiel ersetzen wir den Schleifer durch eineGTG 40 und den Meißelhammer durch einen RRD 57 (mitVibrationsdämpfung). Der RRD hat einen deklariertenVibrationswert von < 2,5 m/s2. Der verwendeteVibrationswert entspricht 2,5 m/s2 mal 1,5 = 3,75. DieserWert gilt unter der Voraussetzung, dass der Benutzer denMeißel nicht mit der Hand führt. Die Triggerzeit wird alsunverändert angesehen, da die Werkzeuge eine ähnlicheSchlagkraft aufweisen. Die Exposition durch den RRD kann der Tabelle entnommenwerden, indem 3,75 m/s2 für 15 min kalkuliert werden, was 7Punkte ergibt. Die Gesamttagesexposition beträgt somit 42Punkte durch den Schleifer + 7 Punkte durch denMeißelhammer. 49 Punkte ergeben etwa 1,8 m/s2. Durch denWechsel zu Arbeitsmitteln mit niedrigen Vibrationen könntedie Tagesexposition in diesem Fall von einem Wert weit überdem Grenzwert auf einen Wert gesenkt werden, der erheblichunter dem Auslösewert liegt.
Die obigen Beispiele zeigen, wie die Tabellen aus Kapitel 5für die grobe Schätzung der Gesamttagesexposition einge-setzt werden können, indem die deklarierten Werte und eineeigene Schätzung der Triggerzeit verwendet werden, die fürden analysierten Werker gültig ist. Eine raschereBerechnungsmethode bietet die Expositions-Berechnungstabelle auf der Website von Atlas Copco. Mitdieser Tabelle wären Sie in allen Fällen zu vergleichbarenErgebnissen gekommen.
RRD 57: VibrationsgedämpfterMeißelhammer. DeklarierterVibrationswert < 2,5 m/s2.
Vibrations- Expositions- Teil-wert dauer exposition A(8)m/s2 Stunden Minuten m/s2
GTG 40 vibrations-gedämpfter Schleifer 3,75 1 30 1,6RRD 57 vibrations-gedämpfter Meißel-hammare 3,75 — 15 0,7Gesamt-Tagesexposition A(8) m/s2 1,8
PG_PADTYQ4 5-05-10 10.44 Sida 41
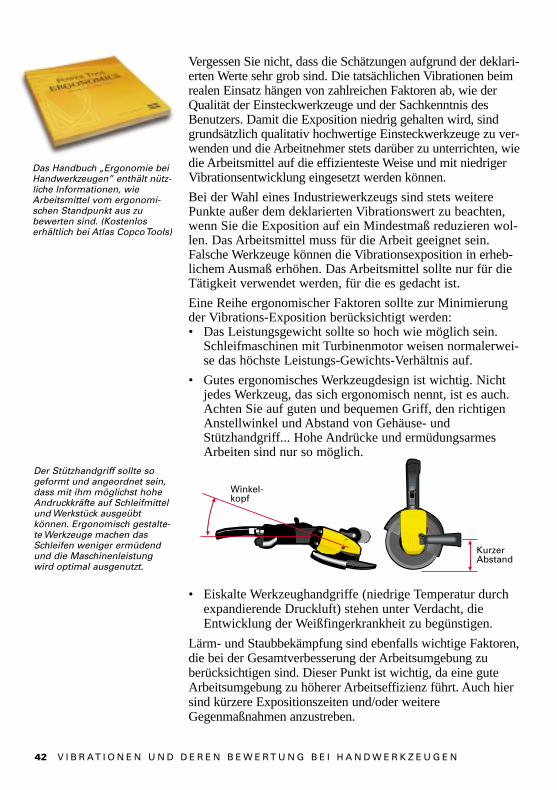
42 V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N
Vergessen Sie nicht, dass die Schätzungen aufgrund der deklari-erten Werte sehr grob sind. Die tatsächlichen Vibrationen beimrealen Einsatz hängen von zahlreichen Faktoren ab, wie derQualität der Einsteckwerkzeuge und der Sachkenntnis desBenutzers. Damit die Exposition niedrig gehalten wird, sindgrundsätzlich qualitativ hochwertige Einsteckwerkzeuge zu ver-wenden und die Arbeitnehmer stets darüber zu unterrichten, wiedie Arbeitsmittel auf die effizienteste Weise und mit niedrigerVibrationsentwicklung eingesetzt werden können.
Bei der Wahl eines Industriewerkzeugs sind stets weiterePunkte außer dem deklarierten Vibrationswert zu beachten,wenn Sie die Exposition auf ein Mindestmaß reduzieren wol-len. Das Arbeitsmittel muss für die Arbeit geeignet sein.Falsche Werkzeuge können die Vibrationsexposition in erheb-lichem Ausmaß erhöhen. Das Arbeitsmittel sollte nur für dieTätigkeit verwendet werden, für die es gedacht ist.
Eine Reihe ergonomischer Faktoren sollte zur Minimierungder Vibrations-Exposition berücksichtigt werden: • Das Leistungsgewicht sollte so hoch wie möglich sein.
Schleifmaschinen mit Turbinenmotor weisen normalerwei-se das höchste Leistungs-Gewichts-Verhältnis auf.
• Gutes ergonomisches Werkzeugdesign ist wichtig. Nichtjedes Werkzeug, das sich ergonomisch nennt, ist es auch.Achten Sie auf guten und bequemen Griff, den richtigenAnstellwinkel und Abstand von Gehäuse- undStützhandgriff... Hohe Andrücke und ermüdungsarmesArbeiten sind nur so möglich.
• Eiskalte Werkzeughandgriffe (niedrige Temperatur durchexpandierende Druckluft) stehen unter Verdacht, dieEntwicklung der Weißfingerkrankheit zu begünstigen.
Lärm- und Staubbekämpfung sind ebenfalls wichtige Faktoren,die bei der Gesamtverbesserung der Arbeitsumgebung zuberücksichtigen sind. Dieser Punkt ist wichtig, da eine guteArbeitsumgebung zu höherer Arbeitseffizienz führt. Auch hiersind kürzere Expositionszeiten und/oder weitereGegenmaßnahmen anzustreben.
Der Stützhandgriff sollte sogeformt und angeordnet sein,dass mit ihm möglichst hoheAndruckkräfte auf Schleifmittelund Werkstück ausgeübtkönnen. Ergonomisch gestalte-te Werkzeuge machen dasSchleifen weniger ermüdendund die Maschinenleistungwird optimal ausgenutzt.
Winkel-kopf
KurzerAbstand
Das Handbuch „Ergonomie beiHandwerkzeugen” enthält nütz-liche Informationen, wieArbeitsmittel vom ergonomi-schen Standpunkt aus zubewerten sind. (Kostenloserhältlich bei Atlas Copco Tools)
PG_PADTYQ4 5-05-10 10.44 Sida 42
V I B R A T I O N E N U N D D E R E N B E W E R T U N G B E I H A N D W E R K Z E U G E N 43
Titel Bestellenr.
Druckluftverteilung in der Praxis 9833 1266 04
Druckluftmotoren zum Ein- und Ausbau 9833 9067 04
Prozesssicherheit in der Schraubmontage 9749 2072 04
Taschenbuch Praktisches Schleifen 9833 8641 04
Taschenbuch Schlagende Werkzeuge 9833 1003 04
Taschenbuch Impulsschrauber 9833 1225 04
Taschenbuch Niettechnik 9833 1124 04
Taschenbuch Kleinschrauber 9833 1007 04
Taschenbuch Statistische Analysever-
fahren für Schraubwerkzeuge 9833 8637 04
Einführung in die Schraubtechnik 9833 8648 04
Weniger Vibrationen beim Schleifen 9833 9017 04
Vibrationen und deren Bewertung bei
Handwerkzeugen 9833 1508 04
Ergonomie bei Handwerkzeugen (Buch) 9833 1162 04
Atlas Copco Taschenbücher
6.3.2 Weiche (Handgriff-)Materialien und HandschuheWeiche Werkstoffe zwischen Hand und Arbeitsmittel werden oft als“Vibrationsisolierung” verwendet. Es ist jedoch unwahrscheinlich,dass Griffummantelungen aus Gummi oder anderen elastischenMaterialien zur Vibrationsverringerung in dem Frequenzbereich füh-ren, der im Spiel ist, wenn die Exposition berechnet wird. Sie kön-nen einige Hochfrequenzvibrationen verringern und den Komforterhöhen. Eine echte Schutzwirkung ist hingegen nicht bewiesen unddie Vibrationsverringerung wird i.d.R. lediglich subjektiv empfunden.
Auch Vibrationsschutzhandschuhe sollten mit Vorsicht verwendetwerden. Zur Reduzierung der Exposition kann man sich im All-gemeinen nicht auf Handschuhe verlassen. Sie zeigen zwar bei hohenFrequenzen Wirkung und können den Komfort erhöhen, ihre Wirkunggegenüber Vibrationen insgesamt ist jedoch beschränkt.
PG_PADTYQ4 5-05-10 10.44 Sida 43
www.atlascopco.com 9833
150
8 04
T
R T
ryck
200
5:1
Erweitern Sie Ihre Kenntnisse und steigern SieIhre Produktivität Atlas Copco bietet Ihnen ein umfangreiches Sortiment anReferenzmaterial, einschließlich des Handbuchs „Ergonomiebei Handwerkzeugen”, Atlas Copco Tools-Produkt- undServicevideos, technische Datenblätter und Ersatzteillisten. Fürweitere Informationen steht Ihnen Ihr Atlas Copco Tools-Ansprechpartner gern zur Verfügung.
Atlas Copco ToolsCentral Europe GmbHLangemarckstraße 35D-45141 EssenTel. +49-(0)201-2177-0Fax +49-(0)[email protected]
Atlas Copco ToolsSchweizBüetigenstraße 80CH-2557 Studen/BielTel. +41-(0)32-3741414Fax +41-(0)[email protected]
Atlas Copco ToolsÖsterreichCsokorgasse 11A-1111 WienTel. +43-(0)1-76012-310Fax +43-(0)[email protected]
PG_PADTYQ4 5-05-10 10.44 Sida 44





























