Embed Size (px)
Citation preview
Auswirkungen von Dispositionsparametern imSAP ECC-System auf die Höhe der
Materialbestände
Asim Sürmen Borhan Wahabzada Dilbar Özgün
23. Juni 2014
Seminar, Sommersemester 2014
1
Inhaltsverzeichnis
1 Einführung 5
2 Dispositionsverfahren 5
2.1 Aufrtragsgesteuerte Disposition . . . . . . . . . . . . . . . . . . . 5
2.2 Plansgesteuerte Disposition . . . . . . . . . . . . . . . . . . . . . 5
2.3 Verbauchsgesteuerte Disposition . . . . . . . . . . . . . . . . . . 5
2.3.1 Bestellpunktverfahren(Meldebestandverfahren) . . . . . . 6
2.3.2 Bestellrhythmusverfahren . . . . . . . . . . . . . . . . . . 6
3 Kennzahlen 7
3.1 Meldebestand . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.2 Sicherheitsbestand . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.3 Durchschnittlicher Lagerbestand . . . . . . . . . . . . . . . . . . 7
3.4 Reichweite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.5 Umschlagshäufigkeit . . . . . . . . . . . . . . . . . . . . . . . . . 7
3.6 Lagerhüter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.7 Bodensatz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.8 Losgröße . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
3.9 Rüstkosten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
4 Hoher oder niedriger Bestand? 8
5 Parameter 10
5.1 Allgemeine Daten . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
5.1.1 Bestellmengeneinheit . . . . . . . . . . . . . . . . . . . . . 11
5.1.2 ABC-Kennzeichen . . . . . . . . . . . . . . . . . . . . . . 11
2
5.2 Dispoverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
5.2.1 Dispomerkmal . . . . . . . . . . . . . . . . . . . . . . . . 13
5.2.1.1 Manuelle Bestellpunktdisposition . . . . . . . . . 14
5.2.1.2 Maschinelle Bestellpunktdisposition . . . . . . . 14
5.2.1.3 Stochastische Disposition . . . . . . . . . . . . . 14
5.2.1.4 Rhythmische Disposition . . . . . . . . . . . . . 14
5.2.1.5 Plangesteuerte Disposition . . . . . . . . . . . . 15
5.3 Losgrößendaten . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
5.3.1 Dispolosgröße . . . . . . . . . . . . . . . . . . . . . . . . . 16
5.3.1.1 Exakte Losgröße . . . . . . . . . . . . . . . . . . 16
5.3.1.2 Feste Losgröße . . . . . . . . . . . . . . . . . . . 17
5.3.1.3 Auffüllen bis zum Höchstbestand . . . . . . . . . 17
5.3.1.4 Periodische Losgrößenverfahren . . . . . . . . . . 17
5.3.2 Rundungswert . . . . . . . . . . . . . . . . . . . . . . . . 17
5.3.3 Mindestlosgröße . . . . . . . . . . . . . . . . . . . . . . . 17
5.3.4 Maximale Losgröße . . . . . . . . . . . . . . . . . . . . . . 17
5.3.5 Taktzeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
5.3.6 Rundungsprofil . . . . . . . . . . . . . . . . . . . . . . . . 18
5.3.7 Höchstbestand . . . . . . . . . . . . . . . . . . . . . . . . 18
6 Auswirkungen der Parameter auf die Bestände 18
6.1 Rundungswert . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
6.2 Maximale Losgröße . . . . . . . . . . . . . . . . . . . . . . . . . . 18
6.3 Mindestlosgröße . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
6.4 Bestellmengeneinheit . . . . . . . . . . . . . . . . . . . . . . . . . 19
6.5 Dispolosgröße . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
3
6.5.1 Exakte Losgröße . . . . . . . . . . . . . . . . . . . . . . . 19
6.5.2 Feste Losgröße . . . . . . . . . . . . . . . . . . . . . . . . 19
6.5.3 Auffüllen bis zum Höchstbestand . . . . . . . . . . . . . . 20
6.5.4 Periodische Losgrößenverfahren . . . . . . . . . . . . . . . 20
6.6 Dispomerkmal . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
6.6.1 Manuelle Bestellpunktdisposition . . . . . . . . . . . . . . 20
6.6.2 Maschinelle Bestellpunktdisposition . . . . . . . . . . . . 20
6.6.3 Stochastische Disposition . . . . . . . . . . . . . . . . . . 21
6.6.4 Rhythmische Disposition . . . . . . . . . . . . . . . . . . 21
6.6.5 Plangesteuerte Disposition . . . . . . . . . . . . . . . . . . 21
7 Fazit 21
8 Literatur 22
4
1 Einführung
Das Problem, mit dem sich unser Thema beschäftigt, sind zu hohe, zu niedrigeoder (bei nicht mehr angebotenen Produktlinien) überhaupt existierende Be-stände in zahlreichen Unternehmen, die viel Geld kosten können. Es gibt vieleverschiedene Lösungsansätze, um dieses Problem in den Griff zu bekommen.Eine Möglichkeit ist es, durch die Dispositionsparameter im SAP ECC-Systemden Bestand auf eine sinnvolle Menge zu bekommen.Im Folgenden wird be-schrieben welche Parameter hierfür relevant sind und wiesie sich auf den Bestand auswirken können. Danach geben wir ein kleines Fazitund liefern in den vorherigen Punkten die theoretische Grundlage für diesesThema.
2 Dispositionsverfahren
Es wird grundsätzlich zwischen folgenden drei Dispositionsverfahren unterschie-den:
2.1 Aufrtragsgesteuerte Disposition
Bei der auftragsgesteuerten Disposition entsprechen die Bestellmengen den Be-darfsmengen. Daraus folgt, dass Dispositionsrisiken vermieden werden.(Hartmann2002: 346)
2.2 Plansgesteuerte Disposition
Die plangesteuerte Disposition fixiert den Bedarf für eine mittel- oder langfris-tige Verbrauchsperiode in der Zukunft. Dabei orientiert sie sich am Verbrauchder Vergangenheit, an den aktuellen Aufträgen und am geschätzten Bedarf derZukunft. (Hartmann 2002:347-348)
2.3 Verbauchsgesteuerte Disposition
Wie dem Namen zu entnehmen ist, basiert die verbrauchsgesteuerte Dispositionauf Vergangenheitswerten. Hierbei werden die Verbrauchswerte analysiert undmit Hilfe von Prognosen oder statistischer Verfahren der zukünftige Bedarf ge-schätzt. Wichtig ist, dass die verbrauchsgesteuerte Disposition ohne Bezug zumProduktionsplan ist. Eine gute Bestandsführung ist bei diesem Verfahren mehrals wichtig. (Hartmann 2002: 357-358)
5
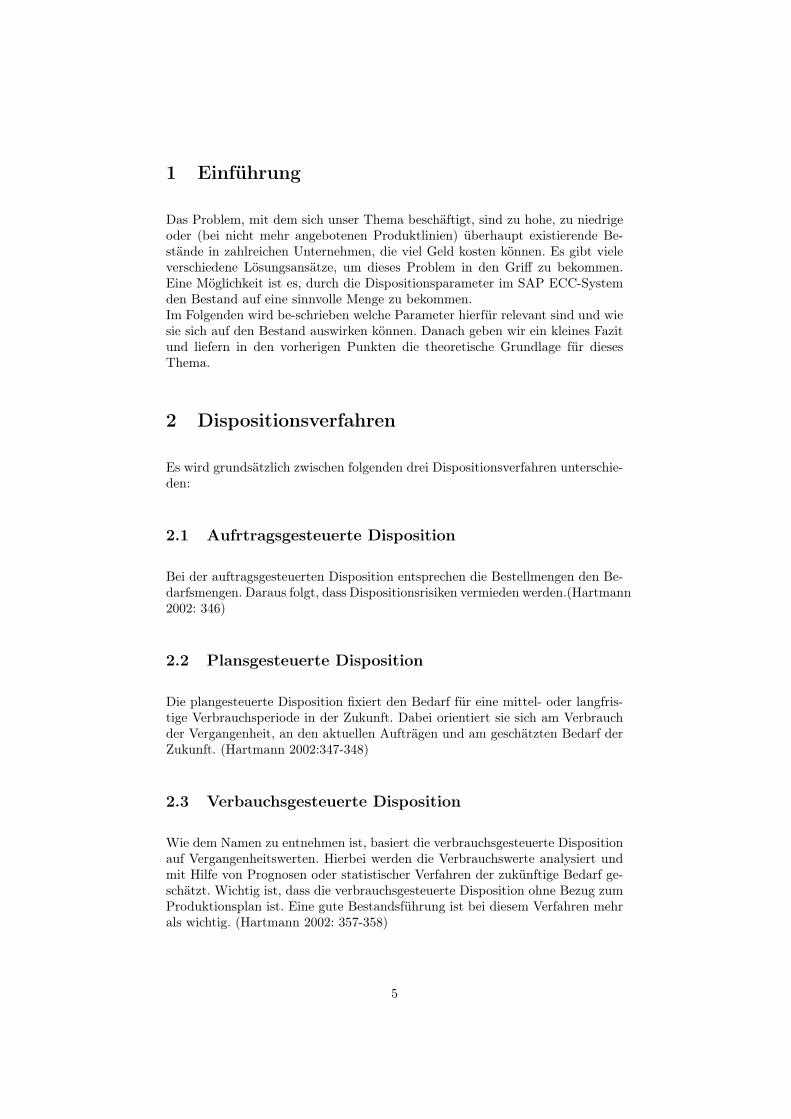
2.3.1 Bestellpunktverfahren(Meldebestandverfahren)
Bei dem Bestellpunktverfahren(siehe Abbildung 1) wird eine Bestellung aus-gelöst, sobald der Bestand einen bestimmten Punkt erreicht oder unterschrei-tet. Diesen Punkt nennt man Bestellpunkt(Meldebestand). Der übrige Bestandreicht, um die Lieferzeit zu überbrücken, sodass die Produktion ungestört wei-terläuft.Der Sicherheitsbestand(eiserner Bestand) dient dazu, in Notfällen (Lieferverzö-gerungen, falsche Lieferungen, etc.) die Produktion nicht unterbrechen zu müs-sen, sondern normal fortführen zu können. Im Normalfall bleibt der Sicherheits-bestand jedoch unberührt.
Abbildung 1: Schaubild zum Bestellpunktverfahren
2.3.2 Bestellrhythmusverfahren
Beim Bestellrhythmusverfahren wird im Gegensatz zum Bestellpunktverfahrenperiodisch(wöchentlich, monatlich etc.) kontrolliert oder überprüft, ob der Be-stellpunkt erreicht wurde. Falls dies der Fall sein sollte, wird eine Bestellungausgelöst.Bei stark schwankenden Verbräuchen könnte es passieren, dass der Bestellpunktbereits seit längerem erreicht wurde. Der Verbrauch sollte daher in etwa ab-schätzbar sein.Durch dieses Verfahren erhofft man sich Zeitersparnis, weil man nicht immer
6
wieder während der aktuellen Periode seine Bestände kontrollieren muss. (Hart-mann 2002: 367-368)
3 Kennzahlen
3.1 Meldebestand
Der Meldebestand entspricht dem Bestellpunkt beim Bestellpunktverfahren(vgl.2.3.1).
3.2 Sicherheitsbestand
Der Sicherheitsbestand(eiserner Bestand) errechnet sich in der Regel aus Erfah-rungswerten, dem Bedarf pro Tag, dem Lieferbereitschaftsgrad und der Wieder-beschaffungszeit(ansonsten vgl. 2.3.1).
3.3 Durchschnittlicher Lagerbestand
Der durchschnittliche Lagerbestand gibt Auskunft darüber, wie hoch die Vorräteim Lager durchschnittlich sind.
Durchschnittlicher Lagerbestand = (Anfangsbestand+Endbestand)/2
Genauere Berechnung(Monatsbestand):
(Anfangsbestand+12 Monatsbestände)/13
3.4 Reichweite
Die Reichweite besagt, wie lange der aktuelle Bestand in etwa noch ausreicht. Beider Ermittlung der Reichweite ist es wichtig, sich auf eine Periode festzulegen(Tag, Woche, Monat oder Jahr). Zudem sollte noch klar sein, ob die Durch-schnittswerte aus der Vergangenheit oder aus den Zukunftsbedarfen errechnetwerden.
3.5 Umschlagshäufigkeit
Die Umschlagshäufigkeit gibt an, wie oft sich ein durchschnittlicher Lagerbe-stand in einer Periode umschlägt. Aus wirtschaftlichen Gründen sollte das Lager
7
möglichst oft umgeschlagen werden, denn je öfter das Lager umgeschlagen wird,desto geringer muss der Lagerbestand sein und somit auch die Lagerhaltungs-kosten.
Beispiel: Bei einem Umsatz von 500.000 Euro pro Periode und einem durch-schnittlichen Lagerbestand von 125.000 Euro ergibt sich eine Umschlagshäufig-keit von 4.
Umschlagshäufigkeit= (Gesamtverbrauch)/(mittlerer Bestand)
3.6 Lagerhüter
Materialien, die seit längerer Zeit nicht verbraucht wurden, werden als Lagerhü-ter bezeichnet. Die Analyse dieser Kennzahl hilft, nicht mehr benötigte Beständezu ermitteln und diese auszusortieren, um dadurch Kosten zu sparen.
3.7 Bodensatz
Der Bodensatz ist der Bestand, der in der Vergangenheit über längere Zeit (min-destens ein Jahr) unbewegt bleibt. Die Analyse des Bodensatzes macht zu hohebestände deutlich und ermöglicht die Überprüfung wichtiger Steuerparameterwie z.B. Sicherheitsbestand, welche somit optimiert werden können. Steuerpara-meter wie z.B. Sicherheitsbestand, Losgrößen, Rundungswerte, Mindestlosgrö-ßen oder auch Lieferzeiten (auch zu früh gelieferte Materialien) sind Gründe fürBodensätze.
3.8 Losgröße
Die Losgröße ist die Menge von Gütern, die in einem Produktionsprozess erzeugtwird oder in einer Bestellung erworben wird.
3.9 Rüstkosten
Rüstkosten sind Kosten, die beim Umrüsten und Bereitstellen von Maschinenentstehen.
4 Hoher oder niedriger Bestand?
Der Vorteil eines hohen Lagerbestandes ist die Fortführung der Produktionbei Problemen mit der Lieferung (Lieferverspätungen, Fehler bei der Lieferung
8

usw.), bei Bedarfsschwankungen, bei Fehlern in der Produktion oder Ähnlichem.Die Fortführung der Produktion bietet Sicherheit und eine geringere Abhän-gigkeit der Firma von außerhalb. Dagegen spricht, dass es hohe Lagerkostengibt und das Kapital gebunden wird, welches stattdessen anderweitig eingesetztwerden könnte. Entgegengesetzt ist es bei einem niedrigen Bestand positiv, dassman geringe Lagerkosten hat und das Kapital anderweitig angelegt werden kann.Dafür fällt jedoch die Produktion schnell aus, wenn es Probleme bei der Liefe-rung gibt.
Die Abwägung, welches von beiden besser ist, muss individuell nach dem jeweili-gen Unternehmen erfolgen. Basierend auf dieser Entscheidung müssen dann dieParameter im SAP-System richtig eingestellt werden.
9
5 Parameter
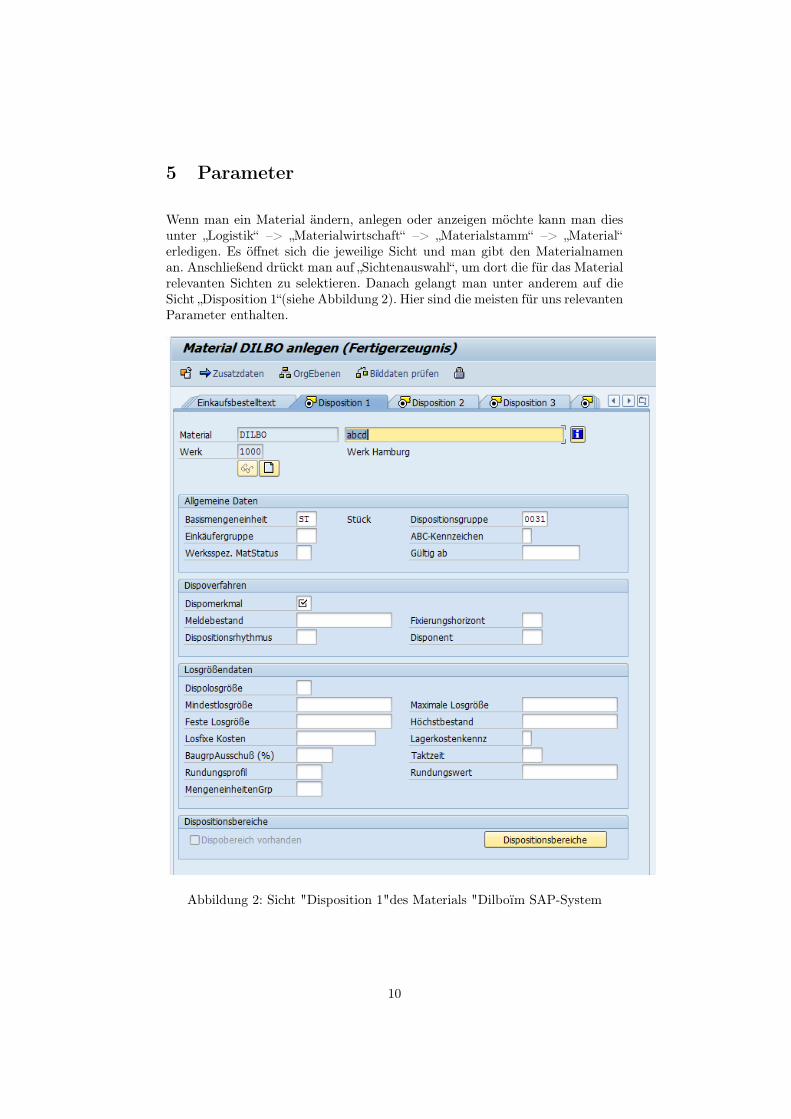
Wenn man ein Material ändern, anlegen oder anzeigen möchte kann man diesunter „Logistik“ –> „Materialwirtschaft“ –> „Materialstamm“ –> „Material“erledigen. Es öffnet sich die jeweilige Sicht und man gibt den Materialnamenan. Anschließend drückt man auf „Sichtenauswahl“, um dort die für das Materialrelevanten Sichten zu selektieren. Danach gelangt man unter anderem auf dieSicht „Disposition 1“(siehe Abbildung 2). Hier sind die meisten für uns relevantenParameter enthalten.
Abbildung 2: Sicht "Disposition 1"des Materials "Dilboïm SAP-System
10
5.1 Allgemeine Daten
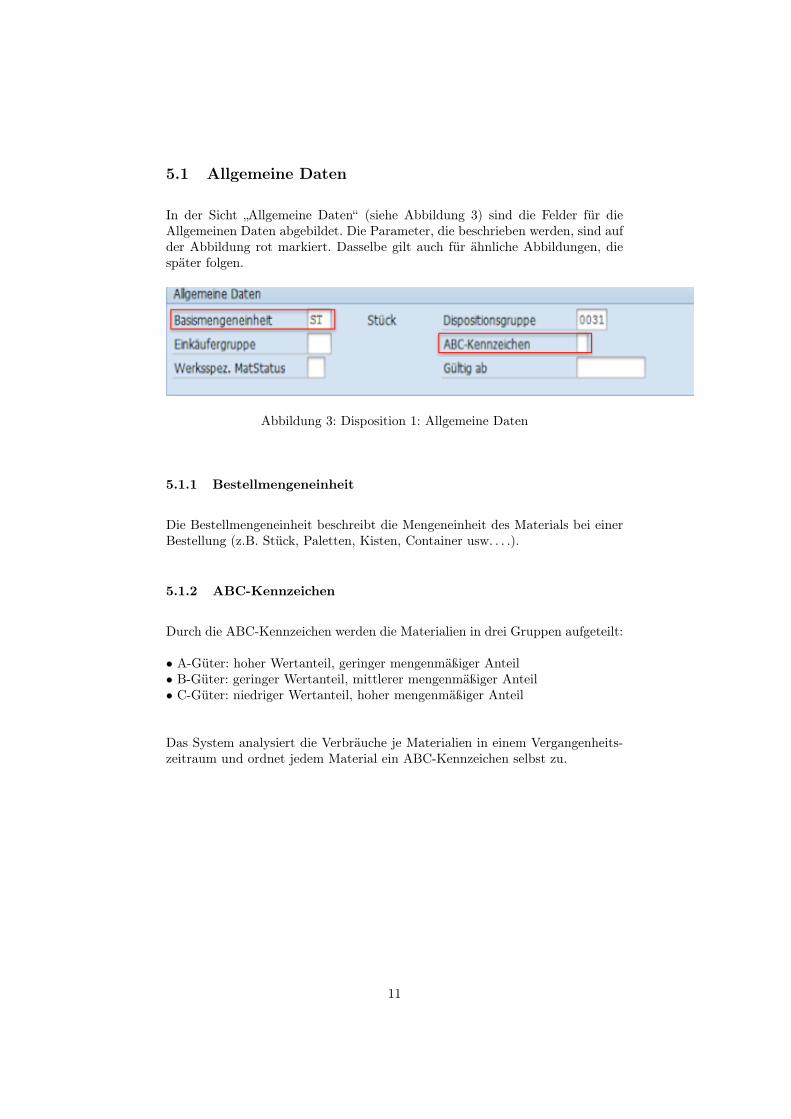
In der Sicht „Allgemeine Daten“ (siehe Abbildung 3) sind die Felder für dieAllgemeinen Daten abgebildet. Die Parameter, die beschrieben werden, sind aufder Abbildung rot markiert. Dasselbe gilt auch für ähnliche Abbildungen, diespäter folgen.
Abbildung 3: Disposition 1: Allgemeine Daten
5.1.1 Bestellmengeneinheit
Die Bestellmengeneinheit beschreibt die Mengeneinheit des Materials bei einerBestellung (z.B. Stück, Paletten, Kisten, Container usw. . . .).
5.1.2 ABC-Kennzeichen
Durch die ABC-Kennzeichen werden die Materialien in drei Gruppen aufgeteilt:
• A-Güter: hoher Wertanteil, geringer mengenmäßiger Anteil• B-Güter: geringer Wertanteil, mittlerer mengenmäßiger Anteil• C-Güter: niedriger Wertanteil, hoher mengenmäßiger Anteil
Das System analysiert die Verbräuche je Materialien in einem Vergangenheits-zeitraum und ordnet jedem Material ein ABC-Kennzeichen selbst zu.
11
5.2 Dispoverfahren
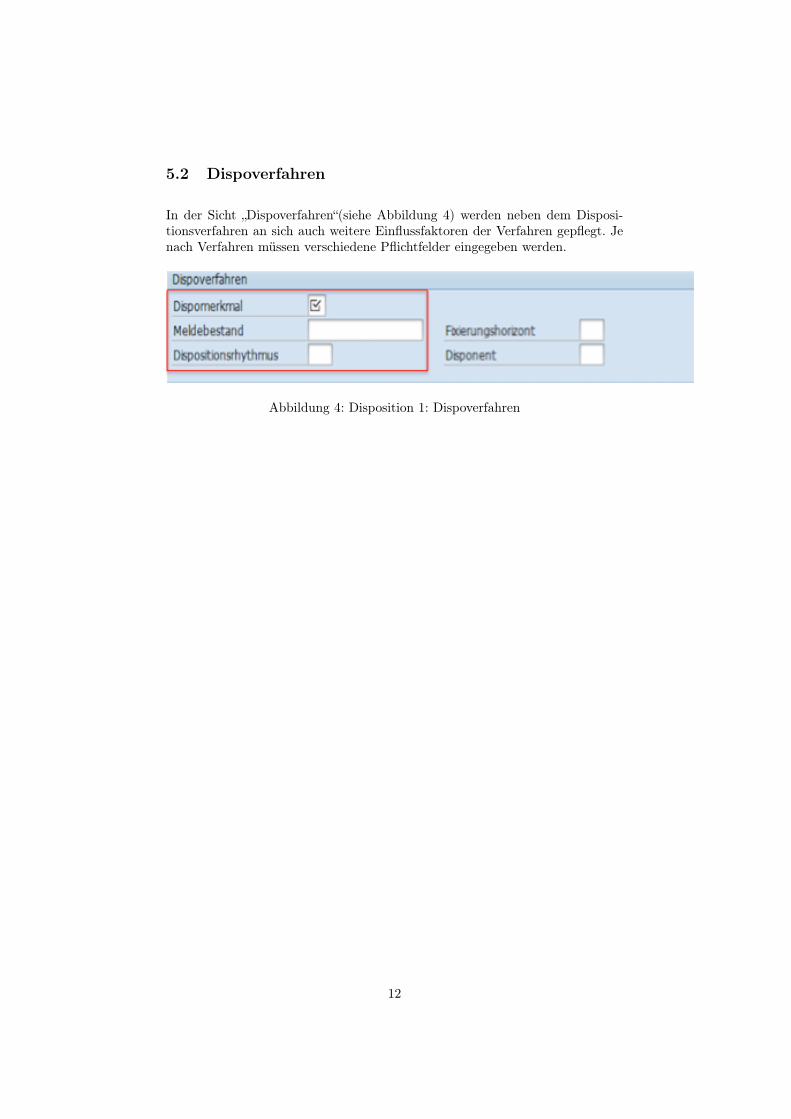
In der Sicht „Dispoverfahren“(siehe Abbildung 4) werden neben dem Disposi-tionsverfahren an sich auch weitere Einflussfaktoren der Verfahren gepflegt. Jenach Verfahren müssen verschiedene Pflichtfelder eingegeben werden.
Abbildung 4: Disposition 1: Dispoverfahren
12
5.2.1 Dispomerkmal
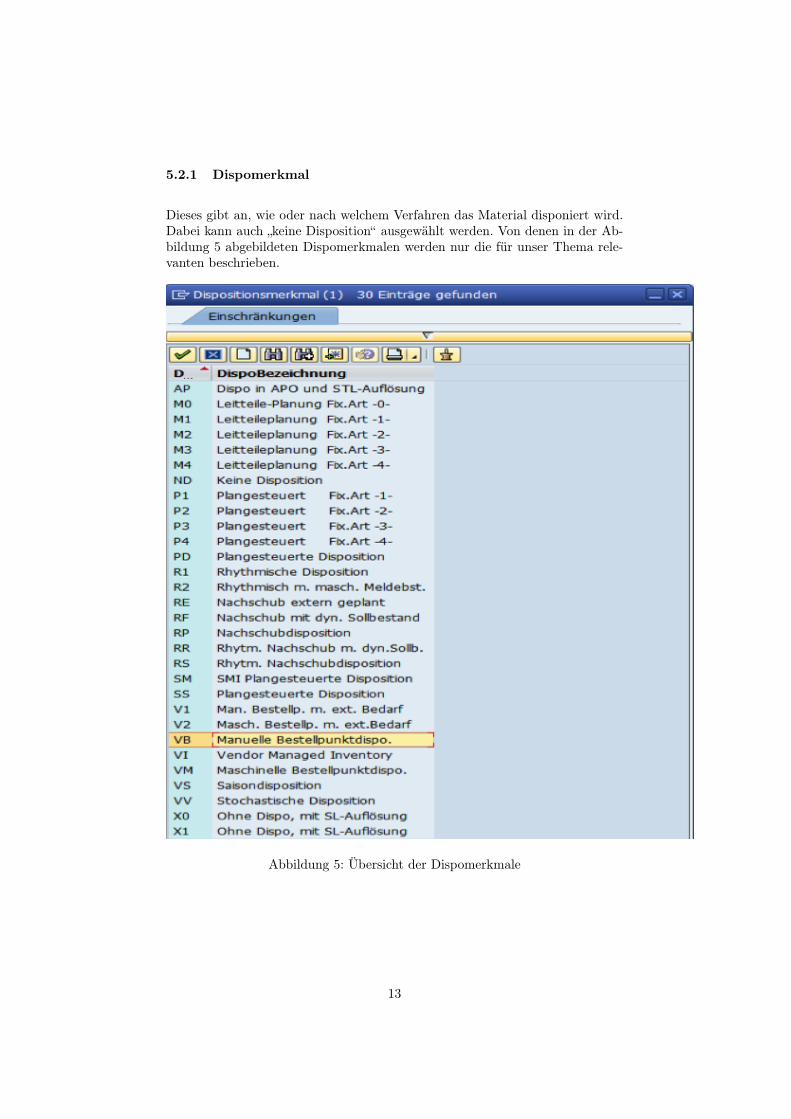
Dieses gibt an, wie oder nach welchem Verfahren das Material disponiert wird.Dabei kann auch „keine Disposition“ ausgewählt werden. Von denen in der Ab-bildung 5 abgebildeten Dispomerkmalen werden nur die für unser Thema rele-vanten beschrieben.
Abbildung 5: Übersicht der Dispomerkmale
13
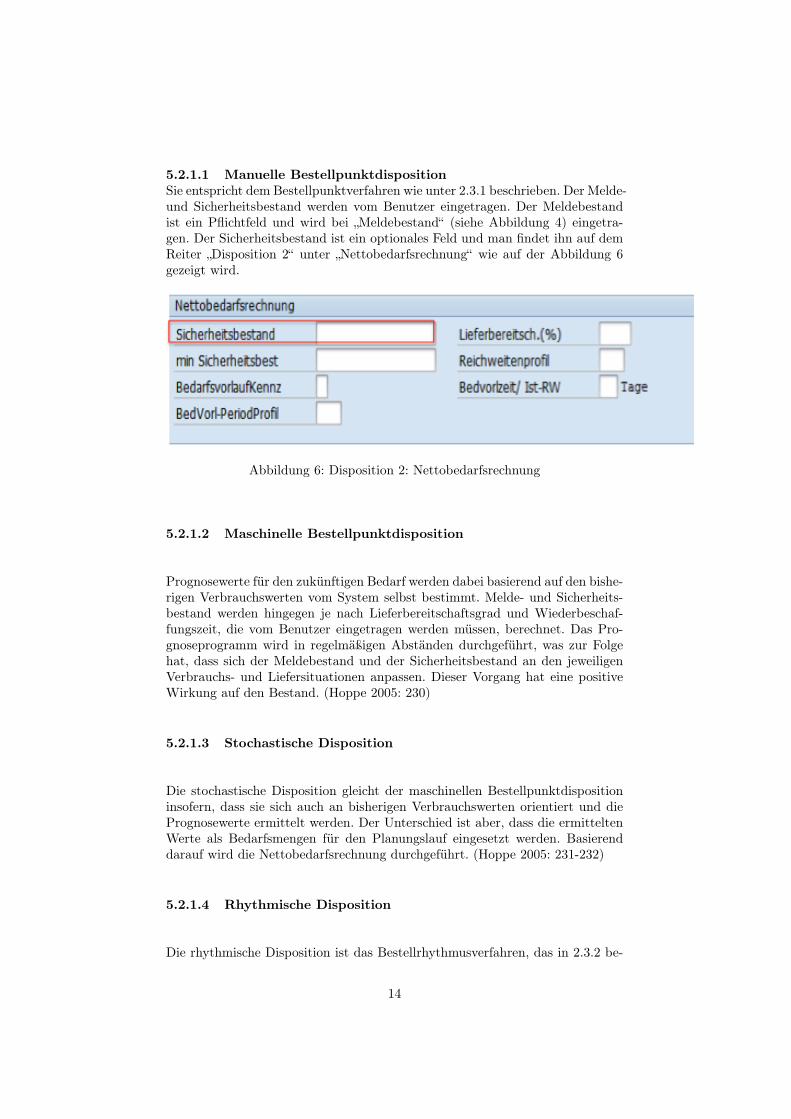
5.2.1.1 Manuelle BestellpunktdispositionSie entspricht dem Bestellpunktverfahren wie unter 2.3.1 beschrieben. Der Melde-und Sicherheitsbestand werden vom Benutzer eingetragen. Der Meldebestandist ein Pflichtfeld und wird bei „Meldebestand“ (siehe Abbildung 4) eingetra-gen. Der Sicherheitsbestand ist ein optionales Feld und man findet ihn auf demReiter „Disposition 2“ unter „Nettobedarfsrechnung“ wie auf der Abbildung 6gezeigt wird.
Abbildung 6: Disposition 2: Nettobedarfsrechnung
5.2.1.2 Maschinelle Bestellpunktdisposition
Prognosewerte für den zukünftigen Bedarf werden dabei basierend auf den bishe-rigen Verbrauchswerten vom System selbst bestimmt. Melde- und Sicherheits-bestand werden hingegen je nach Lieferbereitschaftsgrad und Wiederbeschaf-fungszeit, die vom Benutzer eingetragen werden müssen, berechnet. Das Pro-gnoseprogramm wird in regelmäßigen Abständen durchgeführt, was zur Folgehat, dass sich der Meldebestand und der Sicherheitsbestand an den jeweiligenVerbrauchs- und Liefersituationen anpassen. Dieser Vorgang hat eine positiveWirkung auf den Bestand. (Hoppe 2005: 230)
5.2.1.3 Stochastische Disposition
Die stochastische Disposition gleicht der maschinellen Bestellpunktdispositioninsofern, dass sie sich auch an bisherigen Verbrauchswerten orientiert und diePrognosewerte ermittelt werden. Der Unterschied ist aber, dass die ermitteltenWerte als Bedarfsmengen für den Planungslauf eingesetzt werden. Basierenddarauf wird die Nettobedarfsrechnung durchgeführt. (Hoppe 2005: 231-232)
5.2.1.4 Rhythmische Disposition
Die rhythmische Disposition ist das Bestellrhythmusverfahren, das in 2.3.2 be-
14
schrieben wurde. Den Bestellrhythmus gibt man im Materialstamm in dem Feld„Dispositionsrhythmus“ an und dadurch wird das Dispositionsdatum immer wie-der automatisch neu gesetzt. Das Dispositionsdatum ist der Tag, an dem dasMaterial zum nächstem Mal disponiert wird. (help.sap.com)
5.2.1.5 Plangesteuerte Disposition
Bei der plangesteuerten Disposition wird für alle zu planenden Bedarfsmengendie Nettobedarfsrechnung durchgeführt. Falls eine Unterdeckung(vorhandeneMenge < Bedarfsmenge) vorliegt, werden Bestellvorschläge erzeugt. (help.sap.com)
5.3 Losgrößendaten
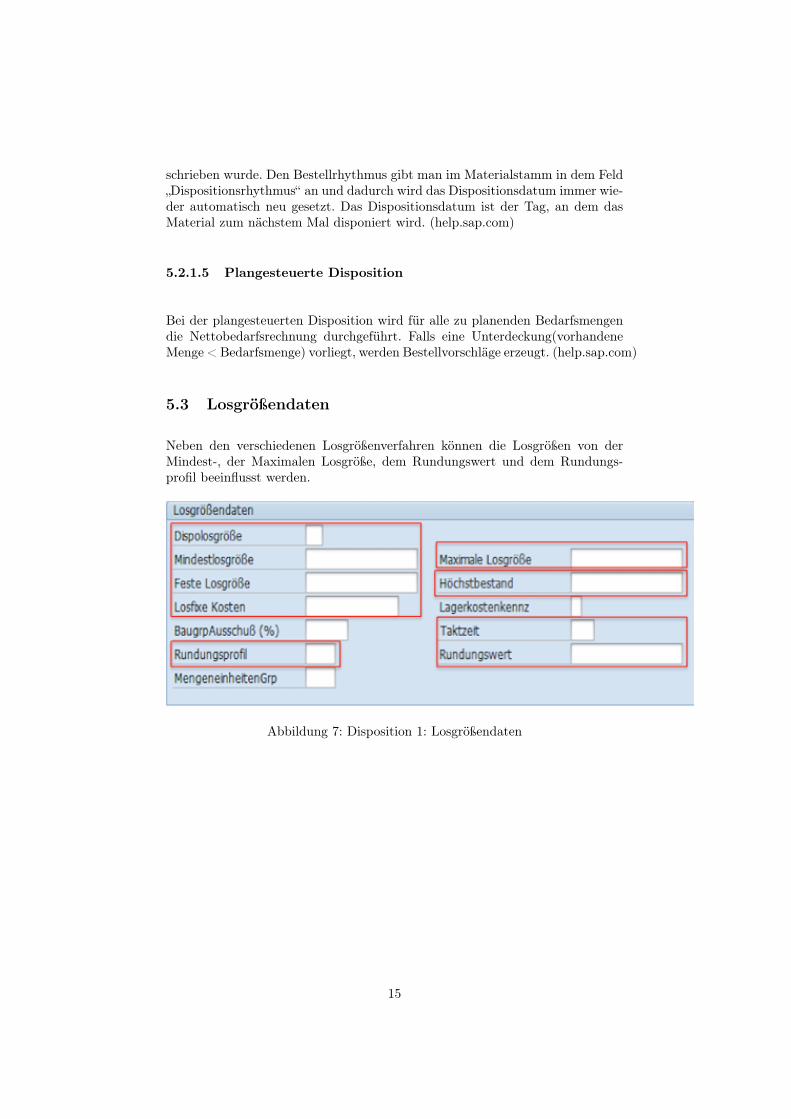
Neben den verschiedenen Losgrößenverfahren können die Losgrößen von derMindest-, der Maximalen Losgröße, dem Rundungswert und dem Rundungs-profil beeinflusst werden.
Abbildung 7: Disposition 1: Losgrößendaten
15
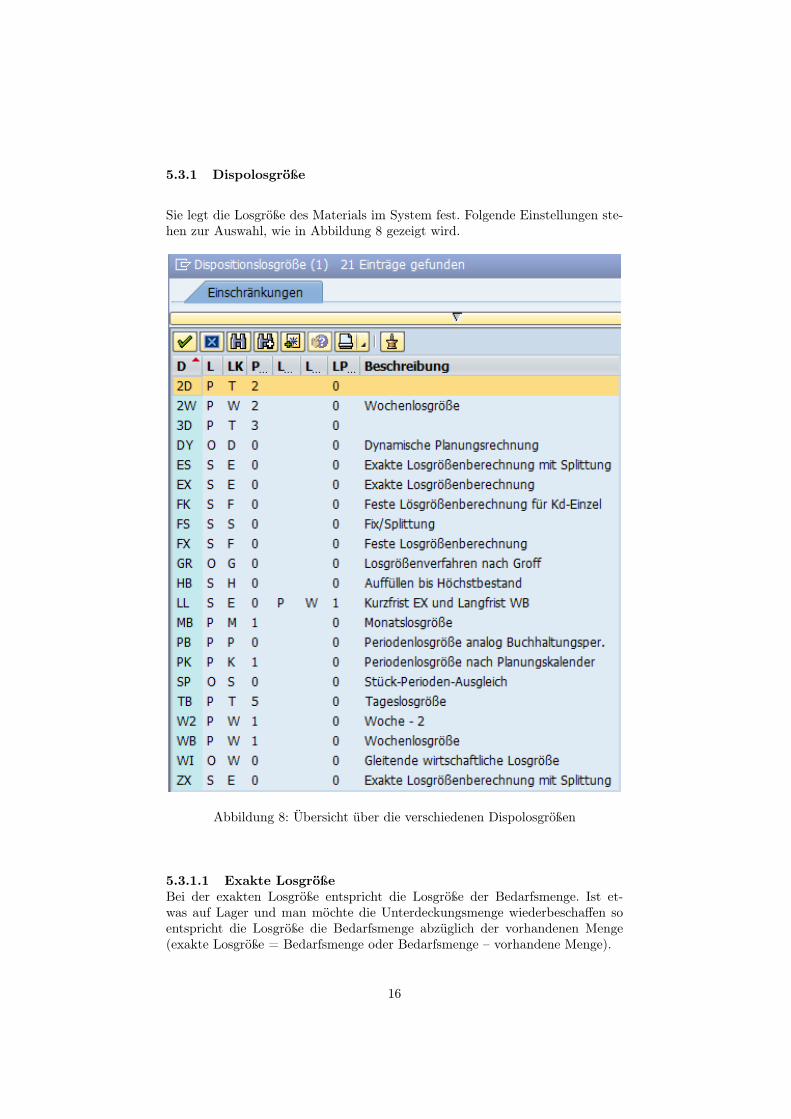
5.3.1 Dispolosgröße
Sie legt die Losgröße des Materials im System fest. Folgende Einstellungen ste-hen zur Auswahl, wie in Abbildung 8 gezeigt wird.
Abbildung 8: Übersicht über die verschiedenen Dispolosgrößen
5.3.1.1 Exakte LosgrößeBei der exakten Losgröße entspricht die Losgröße der Bedarfsmenge. Ist et-was auf Lager und man möchte die Unterdeckungsmenge wiederbeschaffen soentspricht die Losgröße die Bedarfsmenge abzüglich der vorhandenen Menge(exakte Losgröße = Bedarfsmenge oder Bedarfsmenge – vorhandene Menge).
16

5.3.1.2 Feste Losgröße
Die feste Losgröße beinhaltet, dass die Losgröße immer den eingegebenen Wertwiderspiegelt. Den Wert gibt man in der Sicht „Losgrößendaten“ im Feld „FesteLosgröße“ ein wie in Abbildung 7 dargestellt.
5.3.1.3 Auffüllen bis zum Höchstbestand
Hierbei ist die Losgröße der Höchstbestand abzüglich des aktuellen bzw. verfüg-baren Lagerbestands. Den Höchstbestand trägt man auch in der Sicht „Losgrö-ßendaten“ im Feld „Höchstbestand“ ein (siehe Abbildung 7).
5.3.1.4 Periodische Losgrößenverfahren
Die Bedarfsmengen einer ausgewählten Periode (Tag, Woche, Monat) werdenzu einer Losgröße zusammengefasst. Typische periodische Losgrößenverfahrensind die Tages-, Wochen- oder Monatslosgrößen.
5.3.2 Rundungswert
Der Rundungswert gibt an, auf welche Zahl gerundet werden soll. Übersteigt dieBestellmenge dem Rundungswert so wird auf das jeweilige Vielfache der Zahlgerundet (siehe Beispiel bei 6.1).
5.3.3 Mindestlosgröße
Die Mindestlosgröße ist der Wert der mindestens bei jeder Bestellung bestelltwird. Unterschreitet die Bedarfsmenge die Mindestlosgröße, dann entspricht dieBestellmenge der Mindestlosgröße. Dieses Verfahren wird oft benutzt, wenn derLieferant erst ab einer bestimmten Menge liefert oder es von der eigenen Firmaerst Sinn ab dieser Menge zu bestellen.
5.3.4 Maximale Losgröße
Sie ist das Gegenstück zur Mindestlosgröße. Die großmögliche Bestellung wirdhierdurch beschrieben.
17
5.3.5 Taktzeit
Wenn ein Los eine Bedarfsmenge nicht abdeckt, können die weiteren Zugängedurch die Taktzeit zeitlich versetzt werden. Somit kann das Lager entlastetwerden bevor der nächste Materialzugang erfolgt ist.
5.3.6 Rundungsprofil
Entspricht demselben Parameter wie Rundungswert, jedoch kann das Run-dungsprofil Regeln definieren. Beispielsweise kann definiert werden, dass vonden Werten 1 bis 9 auf die Zahl 10 gerundet wird, zwischen den Zahlen 11 bis29 auf 30 gerundet wird und so weiter. Zudem kann man bei dem Rundungsprofilauch abrunden. Außerdem kann auch eine Rundung hinsichtlich der Mengenein-heit erfolgen. Beispielsweise kann definiert werden, dass ab 10 Stück auf ganzeKartons gerundet wird.
5.3.7 Höchstbestand
Hier kann der Höchstbestand eingetragen werden. Man braucht den Höchstbe-stand nur, wenn man bei „Dispolosgröße“ „Auffüllen bis zum Höchstbestand“auswählt.
6 Auswirkungen der Parameter auf die Bestände
6.1 Rundungswert
Der Rundungswert kann zur Folge haben, dass nicht immer so viel bestellt wirdwie zum Bestellzeitpunkt benötigt. Eine Erhöhung des Bestandes wird in diesemFall notwendig.
Beispiel: Bei einer Bedarfsmenge von 200 und einem Rundungswert von 500würde die Bestellmenge 500 betragen, weil auf den Rundungswert aufgerundetwird. Dies hat zur Folge, dass auch bei einer Bedarfsmenge von 1 die Bestellmen-ge 500 beträgt. Bei einem Bedarf von 501, wär die Bestellmenge logischerweise1000.
6.2 Maximale Losgröße
Durch die Maximale Losgröße kann die Losgröße nach oben beschränkt werden.Durch diesen Parameter kann man unangenehme Bestellmengen verhindern, dieden Bestand sonst in die Höhe treiben könnten.
18
Beispiel: Wenn die maximale Losgröße 1050, der Rundungswert 100 und dieBedarfsmenge 1001 beträgt, so ist die Bestellmenge 1050.
6.3 Mindestlosgröße
Hier ist es ähnlich wie beim Rundungswert. Es kann dazu kommen, dass mehrbestellt wird als benötigt, was eine Erhöhung des Bestandes zur Folge hätte.
Beispiele:
Bei einer Mindestlosgröße von 1200 und einer Bedarfsmenge von 500 beträgtdie Bestellmenge 1200. Bei einem Rundungswert von 100, einer Mindestlosgrößevon 1050 und einer Bedarfsmenge von 130 beträgt die Bestellmenge 1100 (dadie Mindestlosgröße 1050, aber der Rundungswert 1100 beträgt).
6.4 Bestellmengeneinheit
Es klingt simpel, aber auch die Bestellmengeneinheit beeinflusst den Bestand. Jenach Auswahl kann die Höhe des Bestandes sinken oder auch steigen, auch wenndie Bestellmengeneinheit eigentlich nicht dazu geeignet ist, um den Bestand ineine gewisse Richtung steuern zu wollen.
6.5 Dispolosgröße
Die Auswahl der Dispolosgröße hat entscheidende Auswirkungen auf den Be-stand. Je nach Verfahren kann ein höherer Bestand oder ein niedrigerer Bestandhervorgerufen werden. Dabei ist es nicht immer nur vorteilhaft, einen möglichstkleinen Bestand zu haben, weil man die Bestandskosten den Rüstkosten gegen-überstellen muss.
6.5.1 Exakte Losgröße
Da die Losgröße der Bedarfsmenge entspricht, erfordert die exakte Losgrößeeinen kleinen bis keinen Bestand.
6.5.2 Feste Losgröße
Bei der festen Losgröße kommt es auf den Wert an, den man festlegt. Der Be-stand variiert je nach eingegebener Zahl.
19
6.5.3 Auffüllen bis zum Höchstbestand
Hier kommt es auch auf den Höchstbestand an. Ein hoch angesetzter Höchstbe-stand führt zu einem zu hohen Lagerbestand, demensprechend führt ein niedrigangesetzter Höchstbestand zu einem zu niedrigem Lagerbestand.
6.5.4 Periodische Losgrößenverfahren
Je nach Auswahl der Periode ist der Bestand höher oder niedriger. Bei derMonatslosgröße ist er logischerweise höher, bei der Tageslosgröße niedriger.
6.6 Dispomerkmal
Die verschiedenen Dispositionsverfahren haben große Auswirkungen auf den Be-stand. Je nach den jeweiligen Verfahren sinken oder steigen die Bestände starkund es müssen verschiedene Parameter gepflegt werden. Jedoch sind bei al-len Verfahren detaillierte Bestandsfortschreibungen und andere Eingaben, dierichtig gepflegt werden sollten, wichtig, weil es wegen des Erreichens des Mel-debestands oder den verschiedenen Prognoseverfahren sehr wichtig ist, richtigeZahlen vorliegen zu haben. Außer den Verfahren selbst kann es zudem noch zuProblemen kommen, wenn optionale Felder nicht gepflegt werden. Beispielsweiseist der „Sicherheitsbe-stand“ beim „manuellen Bestellpunktverfahren“ ein optio-nales Feld. Jedoch gibt es in der Regel in der Praxis beim Meldebestandverfah-ren auch einen Sicherheitsbestand, sodass ein leer gelassenes Feld zu Problemenführen kann.
6.6.1 Manuelle Bestellpunktdisposition
Hier wird der Bestand anhand der eingegebenen Werte festgelegt. Falsche oderunüberlegte Eingaben können sich auf den Bestand auswirken. Ist der Melde-bestand höher angesetzt als benötigt, hat man zu dem Sicherheitsbestand nocheinen Bestand der normalerweise unberührt bleibt (eingegebener Meldebestand– tatsächlich benötigter Meldebestand). Diese Differenz bildet einen Bodensatz(vgl. 3.7). Der Bestand hält sich somit hoch. Ist er niedriger als benötigt, wirdimmer wieder auf den Sicherheitsbestand zurückgegriffen. Dies kann auch zuProblemen führen, falls der Sicherheitsbestand „wirklich“ benötigt wird.
6.6.2 Maschinelle Bestellpunktdisposition
Da Melde- und Sicherheitsbestand immer wieder durch das System angepasstwerden, hält sich der Bestand relativ niedrig, wenn die Werte ordentlich einge-geben werden. Wenn aber immer wieder fehlerhafte Eingaben gemacht werden
20
und die tatsächliche Bedarfsmenge geringer ist als die vom System errechnete,dann sammelt sich immer mehr Bestand an. Dies kann auf Dauer fatale Folgenhaben. Ist die Bedarfsmenge aber größer dann kann es zu Problemen bei derProduktion führen. Dieses Problem wird normalerweise schneller erkannt.
6.6.3 Stochastische Disposition
Da auf Basis der Vergangenheitswerte gearbeitet wird, hängt der Bestand da-von ab, ob die aktuelle Lage der früheren gleicht oder nicht. Bei abweichendenWerten, läuft die Gefahr, dass sich der Bestand stark von den tatsächlichenBedarfsmengen unterscheidet. Es kann sein, dass der Überschuss für einen zuhohen Bestand sorgt. Dieser wird aufgrund der immer wieder durchgeführtenNettobedarfsrechnung mit der Zeit gesenkt. Bei einer höheren Bedarfsmenge alsin den Vergangenheitswerten, kann es passieren, dass die bestellte Menge dieBedarfsmenge nicht ausreichend abdeckt, was auch wieder zu Problemen in derProduktion führen kann.
6.6.4 Rhythmische Disposition
Die rhythmische Disposition hängt ebenso wie die manuelle Bestellpunktdispo-sition von den Eingaben ab. Der Bestand hängt aber auch von dem Rhythmusab. Hat der Rhythmus eine lange Zeitspanne, muss der Bestand höher sein, umden Bedarf in dieser Zeit langfristig abdecken zu können. Bei einer geringenZeitspanne reicht ein kleinerer Bestand.
6.6.5 Plangesteuerte Disposition
Da hier immer wieder die Nettobedarfsrechnung durchgeführt wird, gibt esdurch das Verfahren an sich keine großen Auswirkungen auf den Bestand.
7 Fazit
Es macht sicherlich Sinn, sich mit den Dispositionsparametern auseinanderzu-setzen, weil die Auswirkungen auf die Bestände sehr unterschiedlich sein können.Durch die Vielfalt der Parameter und deren Auswirkungen ergeben sich vieleLösungsansätze, die die individuellen Probleme der Unternehmen lösen könnten,um vor allem Kosten zu sparen und für einen reibungslosen Ablauf zu sorgen(durch ausreichende Bestände). Natürlich ist es bei vielen zu pflegenden Materia-lien im Unternehmen schwer die Parameter bei jedem perfekt einzustellen, weiles ein großer Aufwand ist. Für ein Unternehmen ist es daher wichtig, die Vor-entscheidung zu treffen, für welche Materialien sich der hohe Aufwand rentiert,um möglichst effizient die Balance aus Nutzen und Aufwand zu bestimmen.
21
8 Literatur
• Hartmann, Horst: Materialwirtschaft: Organisation, Planung, Durchfüh-rung,Kontrolle -8.Auflage- Gernsbach, 2002• Dittrich, Jörg, Mertens, Peter, Hau, Richard: Dispositionsparameter von SAPR/3-PP- Einstellungen, Wirkungen, 2.Auflage; Braun-schweig/Wiesbaden 2000•Hoppe, Marc: Bestandsoptimierung mit SAP- Effektives Bestandsma-nagementmit mySAP ERP und mySAP SCM; Bonn 2005• http://help.sap.com• http://www.wirtschaftslexikon24.com
22





























