Embed Size (px)
Citation preview

Fak. Elektrotechnik & Informationstechnik ◦ Institut für Automatisierungstechnik ◦ Professur für Prozessleittechnik
Mensch-Prozess-K ik tiKommunikation
VL PLT1Professur für Prozessleittechnik
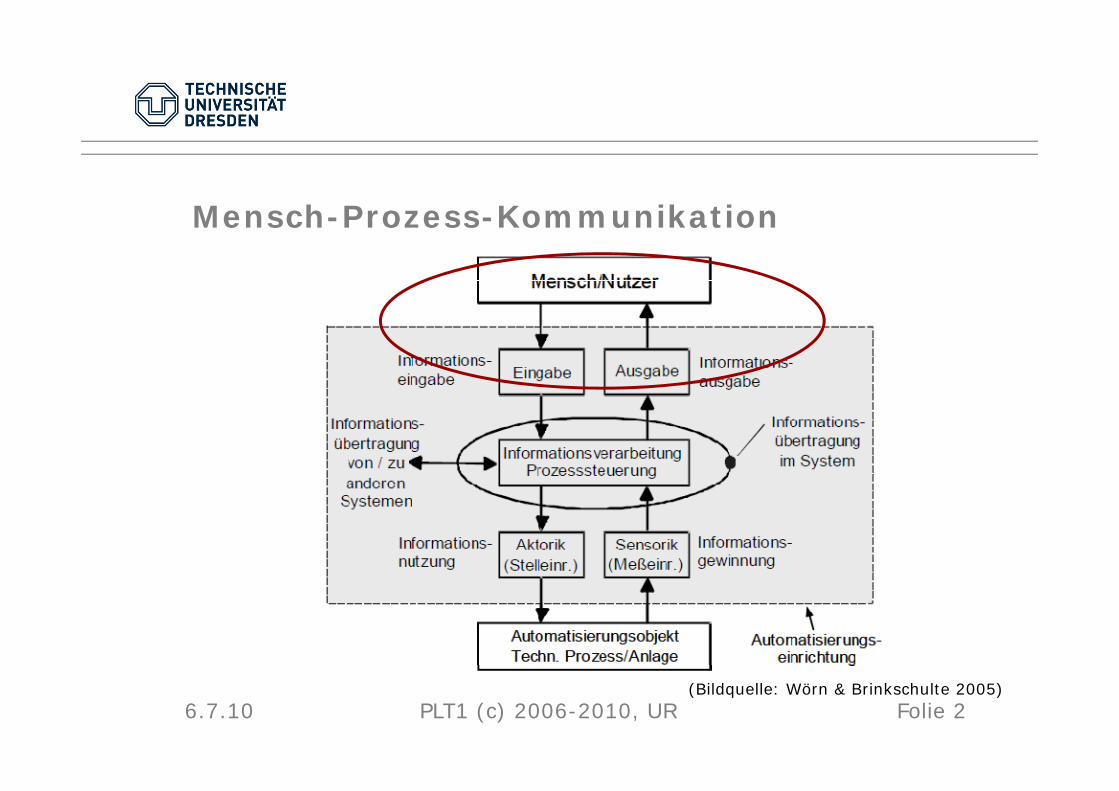
Mensch-Prozess-KommunikationMensch-Prozess-Kommunikation
6.7.10 Folie 2(Bildquelle: Wörn & Brinkschulte 2005)
PLT1 (c) 2006-2010, UR
ÜbersichtÜbersicht
• Prozessleittechnik aus einer Mensch-Maschine-System (MMS) P kti(MMS) Perspektive
– Automatisierung
G d A t ti i– Grenzen der Automatisierung
• Prozessführung mittels Bildschirmen
G l Bild hi– Gestaltung von Bildschirmsystemen
– Verschiedene Bildschirmanzeigen
N i ti– Navigation
6.7.10 PLT1 (c) 2006-2010, UR Folie 3
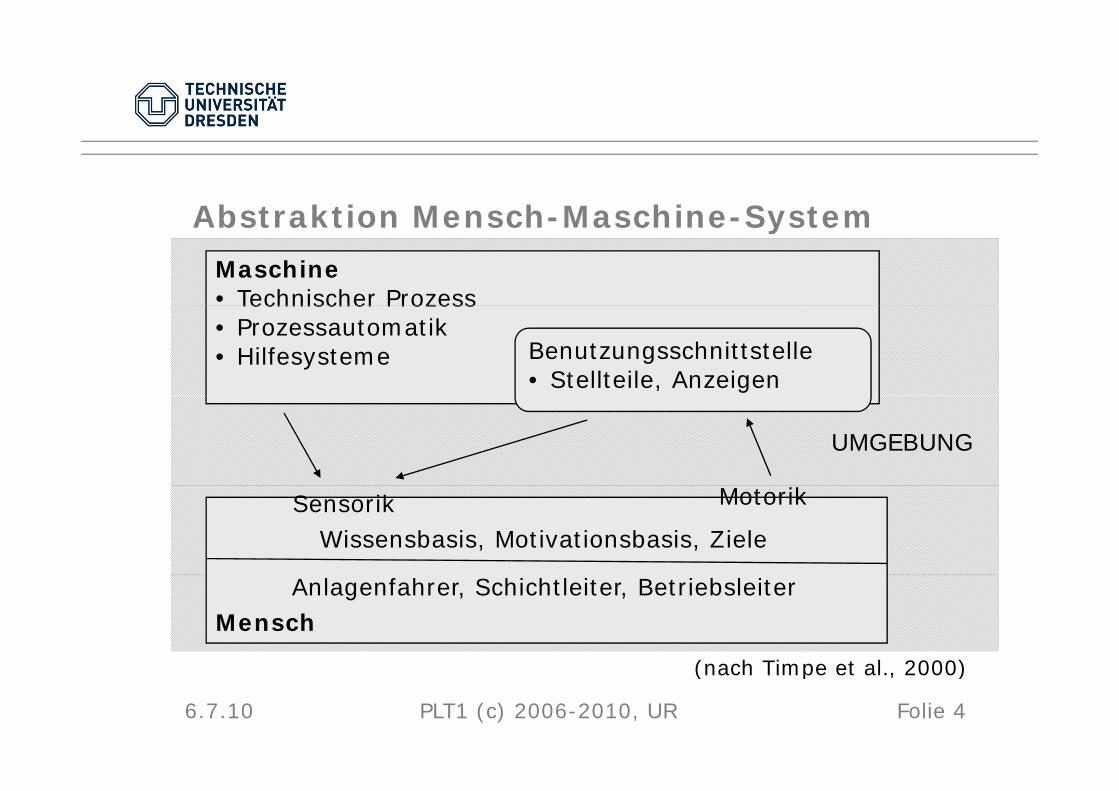
Abstraktion Mensch-Maschine-SystemAbstraktion Mensch-Maschine-System
Maschine• Technischer ProzessTechnischer Prozess• Prozessautomatik• Hilfesysteme Benutzungsschnittstelle
• Stellteile, Anzeigen
UMGEBUNG
Sensorik Motorik
Wissensbasis, Motivationsbasis, Ziele
Mensch
(nach Timpe et al 2000)
Anlagenfahrer, Schichtleiter, Betriebsleiter
6.7.10 PLT1 (c) 2006-2010, UR Folie 4
(nach Timpe et al., 2000)
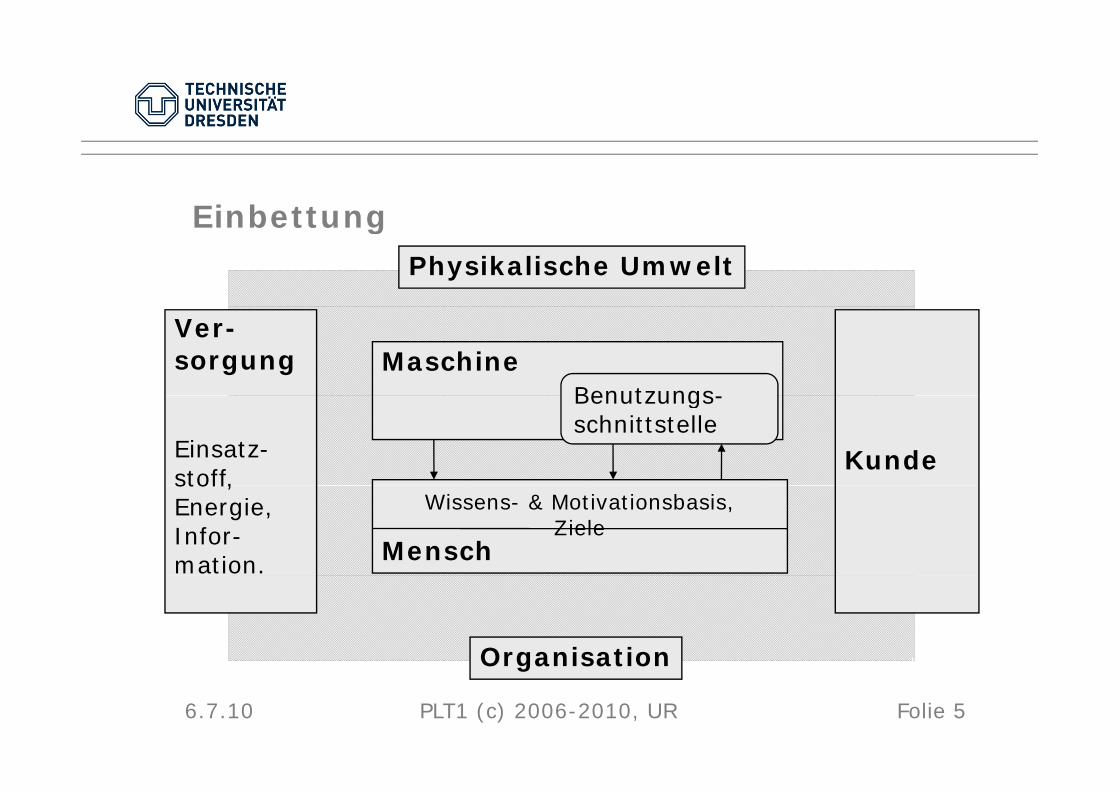
EinbettungEinbettungPhysikalische Umwelt
MaschineVer-sorgung
Benutzungs-
Einsatz-stoff,
Kunde
Benutzungs-schnittstelle
Mensch
Wissens- & Motivationsbasis, Ziele
stoff,Energie, Infor-mation.
Organisation
6.7.10 PLT1 (c) 2006-2010, UR Folie 5
Organisation
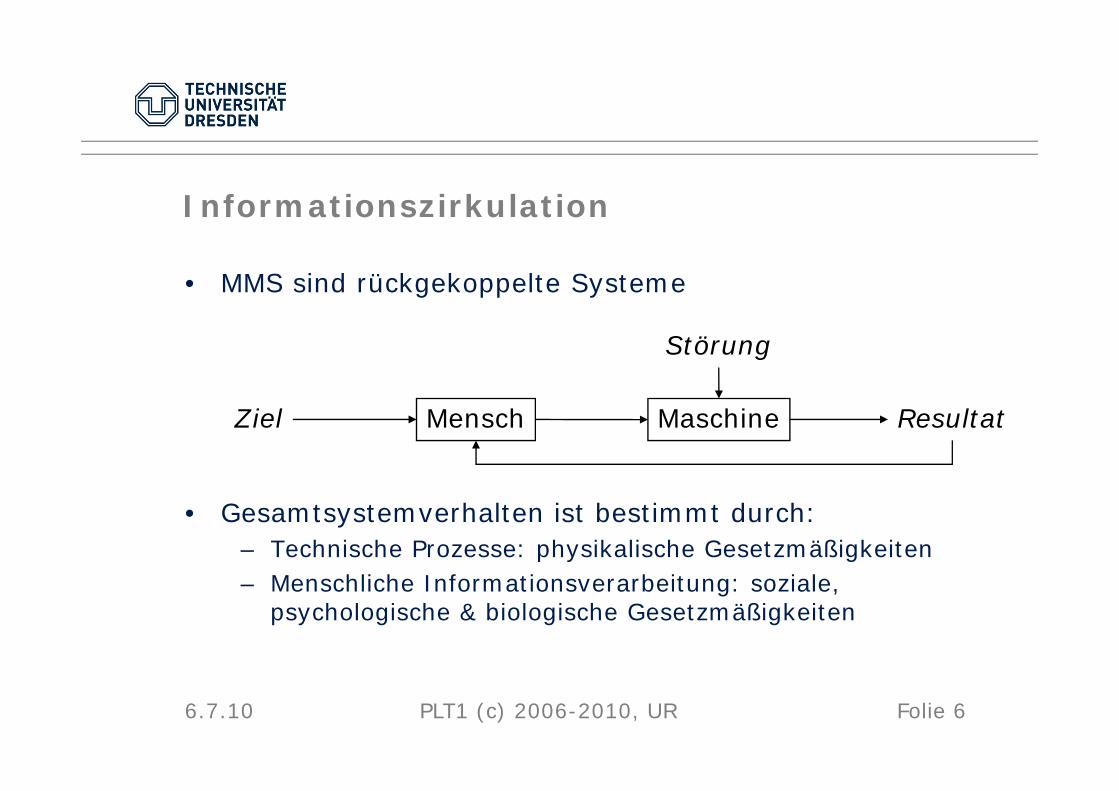
InformationszirkulationInformationszirkulation
• MMS sind rückgekoppelte Systeme
Störung
Mensch MaschineZiel Resultat
• Gesamtsystemverhalten ist bestimmt durch:– Technische Prozesse: physikalische Gesetzmäßigkeiten
M hli h I f ti b it i l – Menschliche Informationsverarbeitung: soziale, psychologische & biologische Gesetzmäßigkeiten
6.7.10 PLT1 (c) 2006-2010, UR Folie 6
Automatisierung aus MMS-SichtAutomatisierung aus MMS-Sicht
• Was bedeutet Automatisierung?Ü– Autonomie: Übertragung von Tätigkeiten vom Menschen
an Maschinen (Hacker, 1998)
– Zukünftig: Assistenzsysteme (Entscheidungsprozesse)Zukünftig: Assistenzsysteme (Entscheidungsprozesse)
• Warum wird automatisiert?
– Kosten: Technologieg
– Fehler: Redundanz, Sicherheit
6.7.10 PLT1 (c) 2006-2010, UR Folie 7
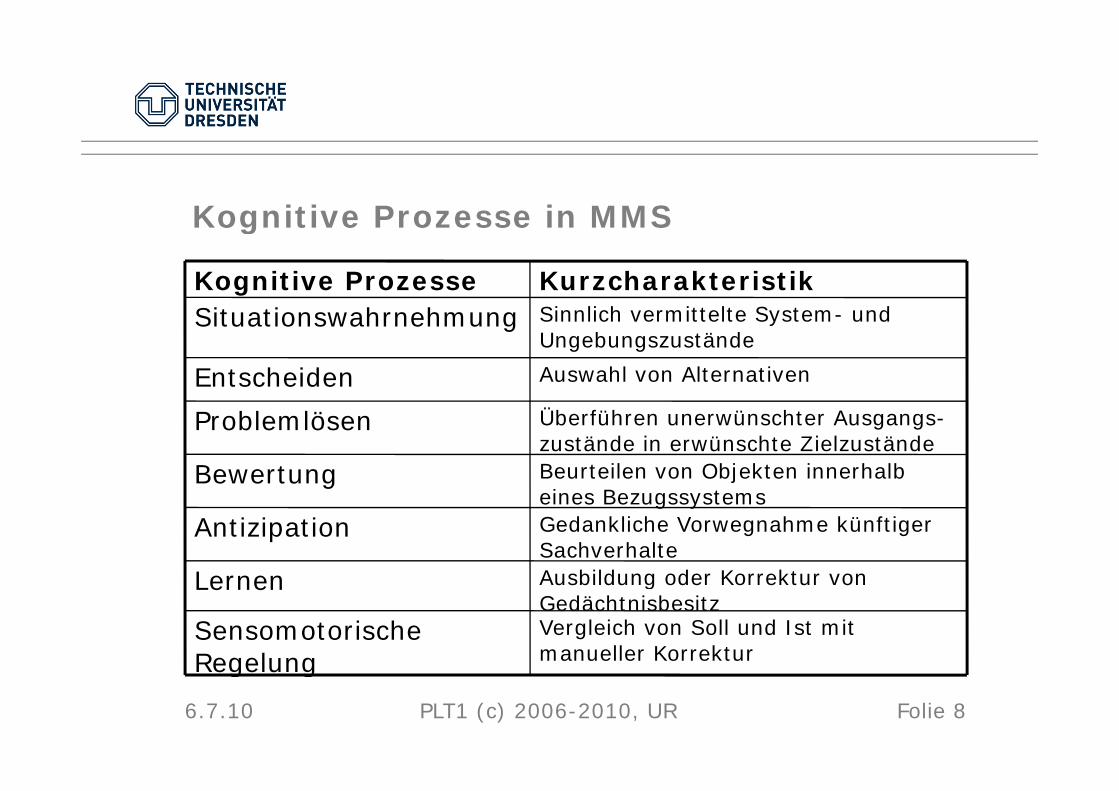
Kognitive Prozesse in MMSKognitive Prozesse in MMS
S l h l S dKurzcharakteristikKognitive Prozesse
Auswahl von AlternativenEntscheiden
Sinnlich vermittelte System- und Ungebungszustände
Situationswahrnehmung
Beurteilen von Objekten innerhalb Bewertung
Überführen unerwünschter Ausgangs-zustände in erwünschte Zielzustände
Problemlösen
Ausbildung oder Korrektur von Le nen
Gedankliche Vorwegnahme künftiger Sachverhalte
Antizipationeines Bezugssystems
g
Vergleich von Soll und Ist mit manueller Korrektur
Sensomotorische Regelung
Ausbildung oder Korrektur von Gedächtnisbesitz
Lernen
6.7.10 PLT1 (c) 2006-2010, UR Folie 8
Regelung
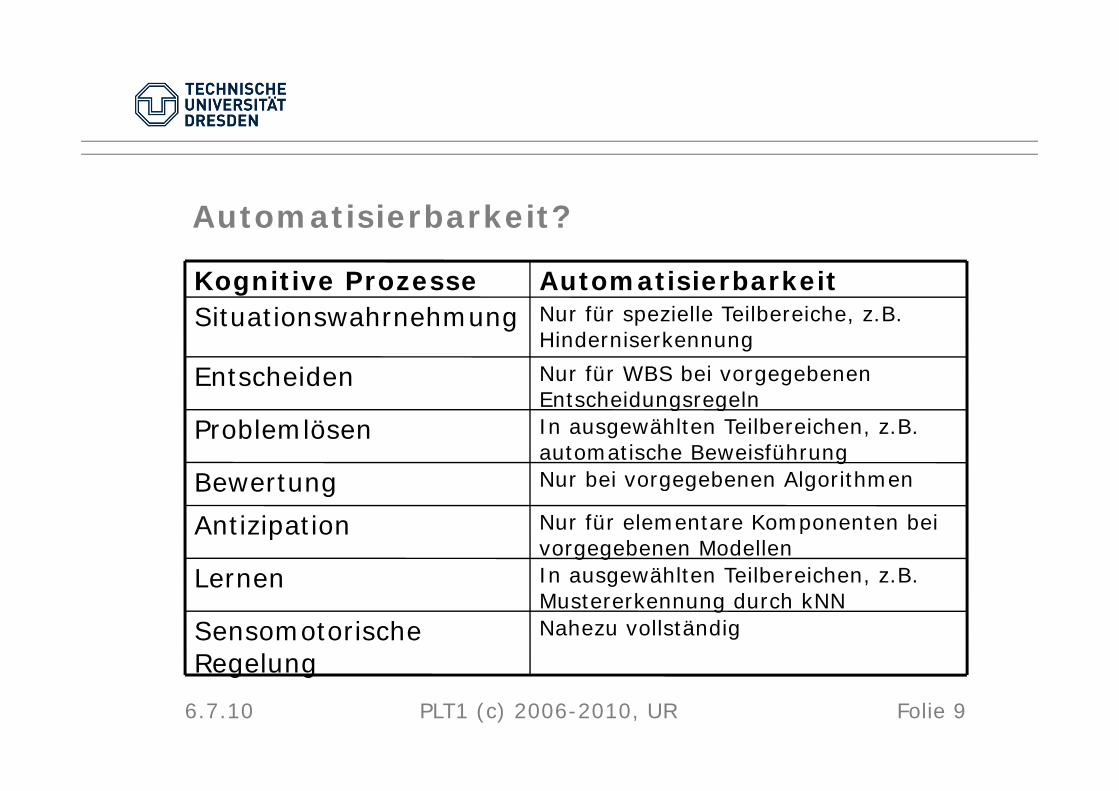
Automatisierbarkeit?Automatisierbarkeit?
N fü i ll T ilb i h B AutomatisierbarkeitKognitive Prozesse
Nur für WBS bei vorgegebenen Entscheidungsregeln
Entscheiden
Nur für spezielle Teilbereiche, z.B. Hinderniserkennung
Situationswahrnehmung
Nur bei vorgegebenen AlgorithmenBewertung
In ausgewählten Teilbereichen, z.B. automatische Beweisführung
ProblemlösenEntscheidungsregeln
In ausgewählten Teilbereichen z B Lernen
Nur für elementare Komponenten bei vorgegebenen Modellen
Antizipation
Nur bei vorgegebenen AlgorithmenBewertung
Nahezu vollständigSensomotorische Regelung
In ausgewählten Teilbereichen, z.B. Mustererkennung durch kNN
Lernen
6.7.10 PLT1 (c) 2006-2010, UR Folie 9
Regelung
Grenzen der AutomatisierungGrenzen der Automatisierung
• Fließende Grenze
– Akzeptanz durch Kunden
– Technisch-ökonomische Grenzen
W l h k i i L i i d i MMS f d ?• Welche kognitive Leistungen sind in MMS gefordert?
• Welche kognitiven Prozessen könnten (heute) ökonomisch automatisiert werden?
• Harte Grenzen:
– Verantwortung kann nach gesellschaftlichen Verständnis nicht in Hard und Software übertragen Verständnis nicht in Hard- und Software übertragen werden (letztendlich haftet der Hersteller).
– Systemziele sind immer von Menschen vorzugeben.
6.7.10 PLT1 (c) 2006-2010, UR Folie 10
ResümeeResümee
• Vollautomatisierung nur in Teilbereichen sinnvoll
Automatisierung = Gestaltung von Mensch-Maschine-Systemen
• Wer macht was? • Wer macht was?
– Funktionsallokation
• Wie soll die Arbeitsumgebung aussehen?• Wie soll die Arbeitsumgebung aussehen?
– Gestaltung von Warten
• Wie kommunizieren Mensch und Maschine?Wie kommunizieren Mensch und Maschine?
– Allg.: Mensch-Maschine-Kommunikation
– PLT: Prozessführung mit Bildschirmen
6.7.10 PLT1 (c) 2006-2010, UR Folie 11
Arbeitsplätze in bewegten MMS
6.7.10 Folie 12PLT1 (c) 2006-2010, UR
Arbeitsplätze in Leitwarten
6.7.10 Folie 13PLT1 (c) 2006-2010, UR
Zehn Grundsätze der Mensch-Prozess-K ik tiKommunikation
• Keine Bevormundung des Menschen durch die T h ikTechnik
• Der Mensch ist der Maßstab
• Benutzer einbeziehen
• Das Notwendige zum Richtigen Zeitpunkt bereitstellenbereitstellen
• Alle Ereignisse darstellen, die ein Eingreifen erfordernerfordern
6.7.10 PLT1 (c) 2006-2010, UR Folie 14
Zehn Grundsätze der Mensch-Prozess-K ik tiKommunikation
• Nur wahre Informationen Anzeigen
• Informationen situationsangepasst anzeigen
• Eindeutigkeit sicherstellen
• Für Einheitlichkeit sorgen
• „Blindflüge“ ausschließen (Eingabe rückkoppeln und „ g ( g ppüberprüfen)
6.7.10 PLT1 (c) 2006-2010, UR Folie 15
Prozessführung mit BildschirmenProzessführung mit Bildschirmen
• VDI/VDE 3699 nennt Regeln und gibt Empfehlungen fü di G t lt D t ll [ ] d fü di für die Gestaltung von Darstellungen […] und für die Bedienung bei Verwendung vollgrafischer Bildschirmsysteme zur Prozessführung
• Blatt 1 – Begriffe
• Blatt 2 – Grundlagen
• Blatt 3 – Fließbilder
• Blatt 4 – Kurven
• Blatt 5 – Meldungen
• Blatt 6 – Bedienverfahren und Bediengeräte
6.7.10 PLT1 (c) 2006-2010, UR Folie 16
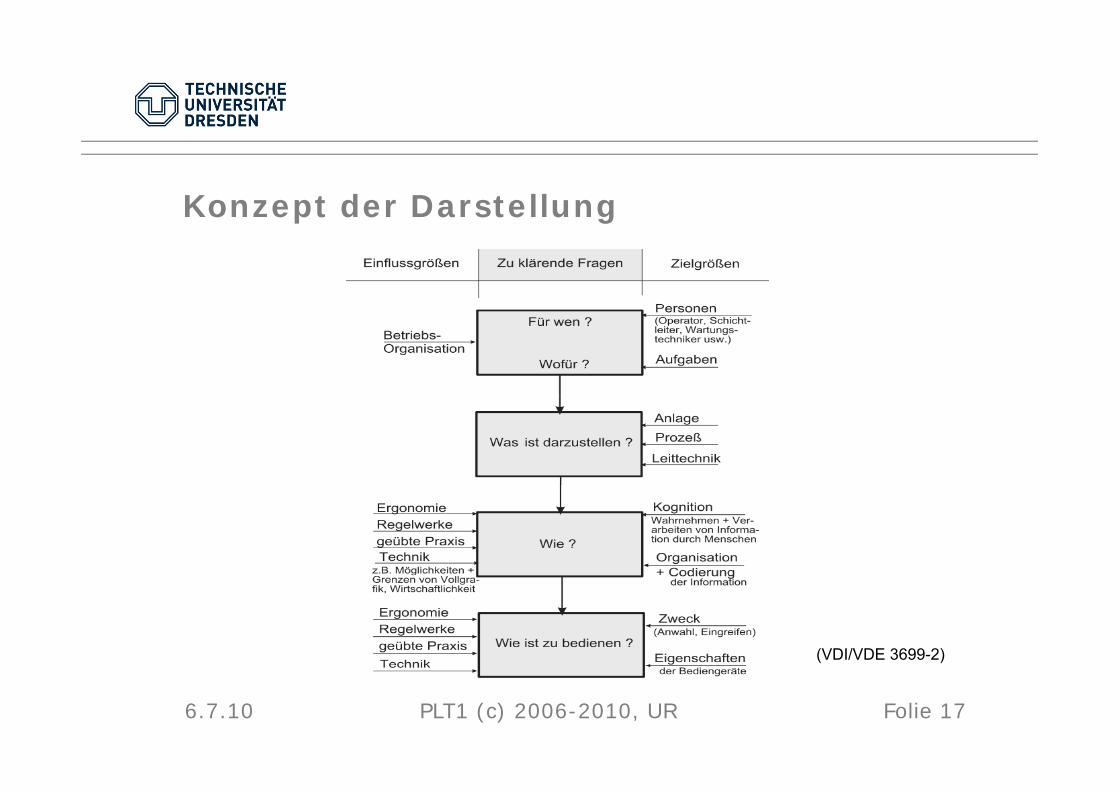
Konzept der DarstellungKonzept der Darstellung
(VDI/VDE 3699-2)
6.7.10 PLT1 (c) 2006-2010, UR Folie 17
Konzept der DarstellungKonzept der Darstellung
• Für wen ...– Operator
• ... und wofür ist darzustellen?– Überwachen: Informationen bereitstellen Handlung Überwachen: Informationen bereitstellen, Handlung
lenken– Eingreifen: Handlungen ermöglichen
Diagnostizieren– Diagnostizieren
6.7.10 PLT1 (c) 2006-2010, UR Folie 18
Konzept der DarstellungKonzept der Darstellung
• Was wird dargestellt?– Alle Informationen, die der Anlagenfahrer für die
Aufgabe Prozessleitung benötigt
• Was und wie wird dargestellt? - Übersicht– Prozessübersichten/-details durch Fließbilder– Prozessgrößen durch analoge und digitale AnzeigerProzessgrößen durch analoge und digitale Anzeiger– Meldungen durch Farben und akustische Signale– Trends durch Diagramme
6.7.10 PLT1 (c) 2006-2010, UR Folie 19
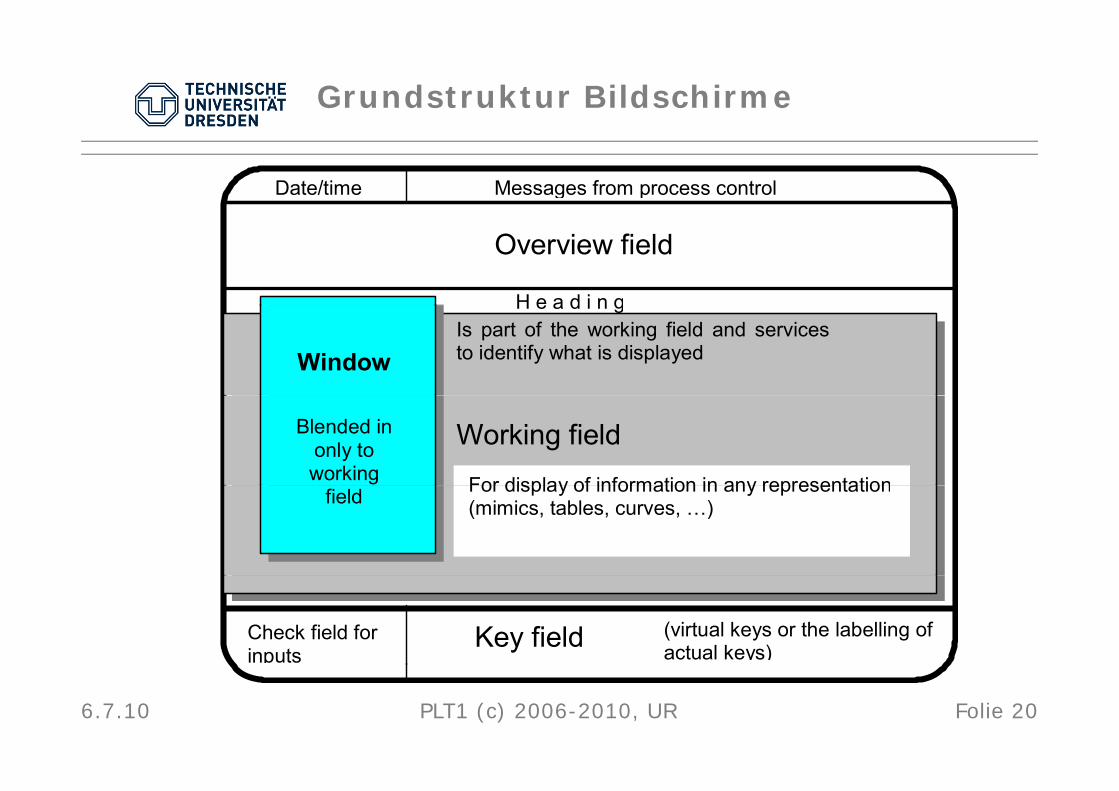
Grundstruktur Bildschirme
Date/time Messages from process control
Overview field
H e a d i n g
Window Is part of the working field and services to identify what is displayed
H e a d i n g
Working field For display of information in any representation
Blended in only to working For display of information in any representation
(mimics, tables, curves, …) field
Check field for inputs
Key field (virtual keys or the labelling of actual keys)
6.7.10 Folie 20PLT1 (c) 2006-2010, UR
Grundstruktur BildschirmeGrundstruktur Bildschirme
• Übersichtsfeld– Dauerhaft sichtbare Anlagenzustände
• Arbeitsfeld– Aufgabenspezifische InformationenAufgabenspezifische Informationen
• Pop-Ups– Detailinformationen
• Bedienfeld– Dauerhaft sichtbare Navigationselemente
6.7.10 PLT1 (c) 2006-2010, UR Folie 21
FließbilderFließbilder
• Verfahrenstechnisches Fließbild
– Struktur der Anlage (R&I-Diagramm)
– Transportwege für Stoffe und Energieströme und BehälterBehälter
– Aktoren (Motoren, Pumpen, Ventile)
• Leittechnisches Fließbild• Leittechnisches Fließbild
– Zustände von Prozessgrößen
Störungen oder Abweichungen vom Sollzustand– Störungen oder Abweichungen vom Sollzustand
• Kombination aus Beidem
6.7.10 PLT1 (c) 2006-2010, UR Folie 22
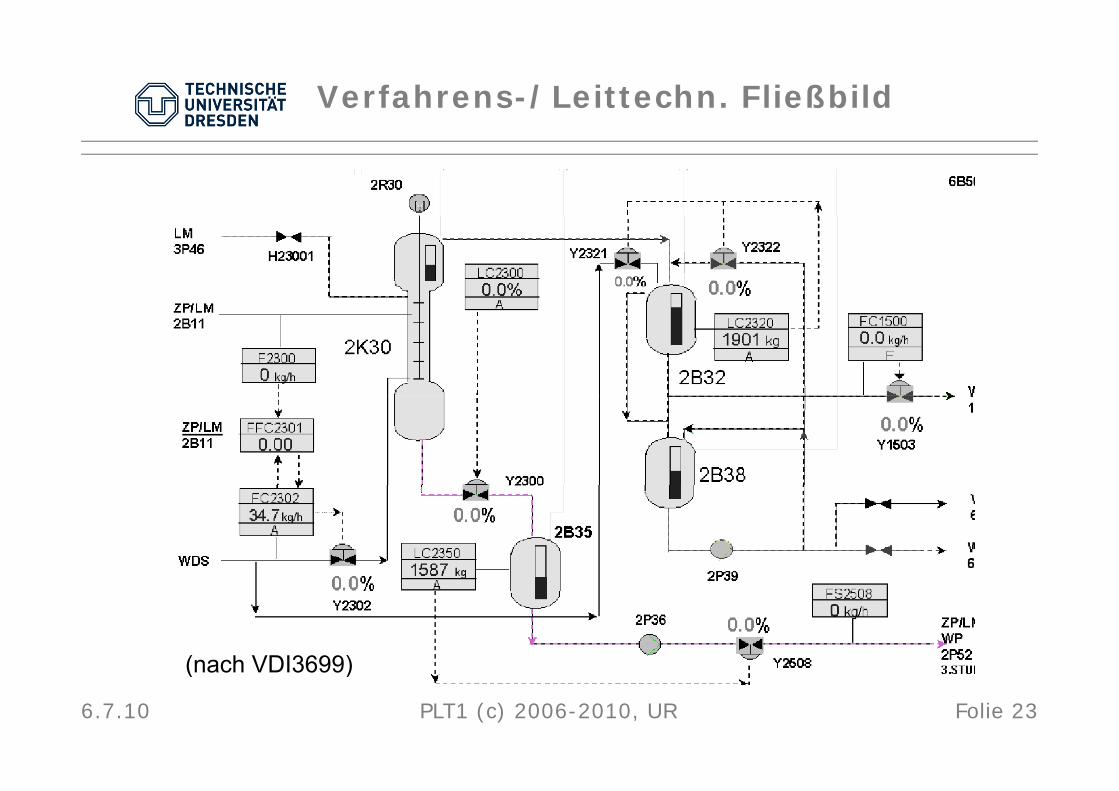
Verfahrens-/Leittechn. Fließbild
(nach VDI3699)
6.7.10 Folie 23
(nach VDI3699)
PLT1 (c) 2006-2010, UR
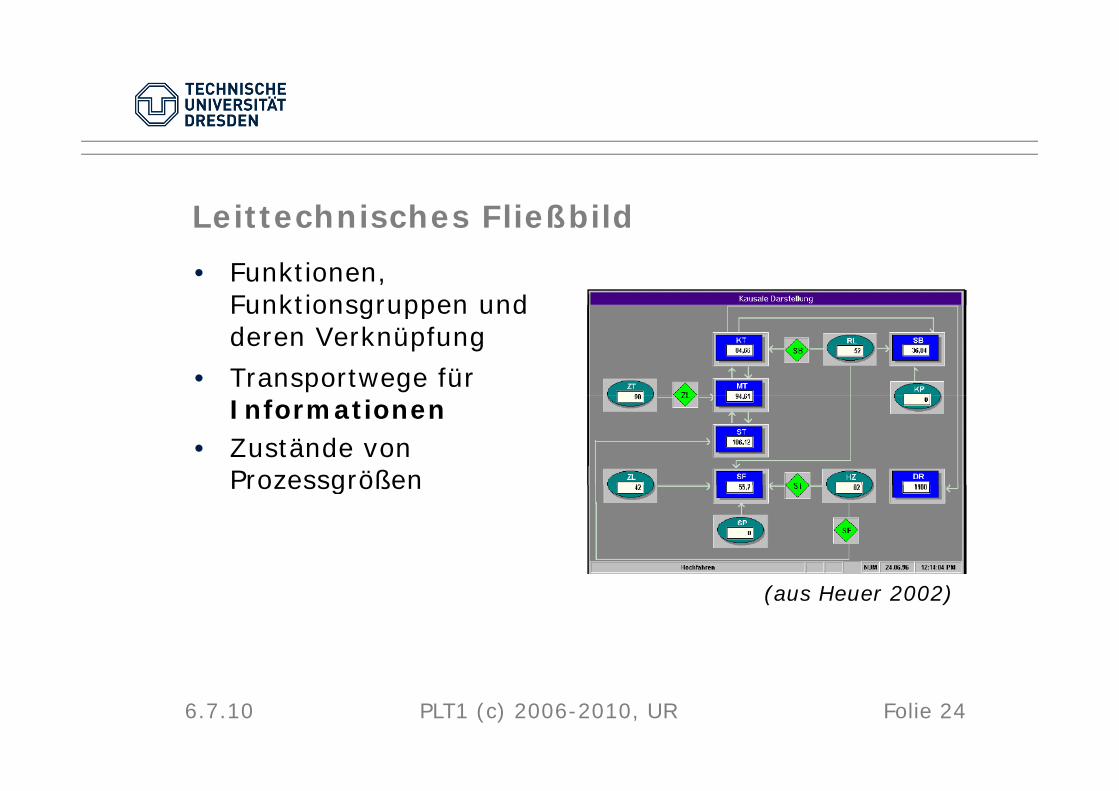
Leittechnisches FließbildLeittechnisches Fließbild
• Funktionen, Funktionsgruppen und Funktionsgruppen und deren Verknüpfung
• Transportwege für Informationen
• Zustände von ProzessgrößenProzessgrößen
(aus Heuer 2002)
6.7.10 PLT1 (c) 2006-2010, UR Folie 24
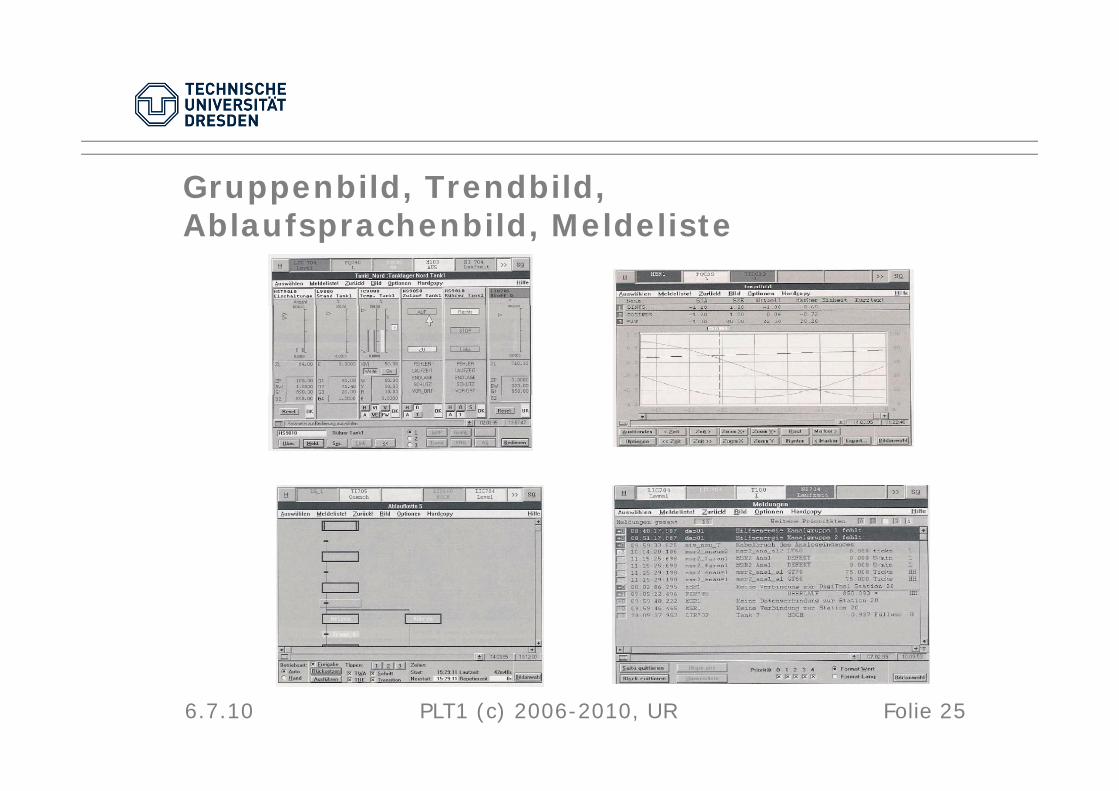
Gruppenbild, Trendbild, Abl f h bild M ld li tAblaufsprachenbild, Meldeliste
6.7.10 PLT1 (c) 2006-2010, UR Folie 25
Hierarchische DarstellungHierarchische Darstellung
• Verfahrenstechnische Anlagen
– 300 bis 300.000 Messwerte, Viele Aggregate
– Mehrere Bereiche (Verfahrensschritte)
→ Anlagenhierarchie
• Hierarchie: Verfahrenstechnik → Visualisierung
– Anlage → Anlagenbild
– Bereich → Bereichsbild DE
– Teilanlage → Teilanlagenbild/Gruppenbild
– Anlagenteile → Detailbild
ETAIL
6.7.10 PLT1 (c) 2006-2010, UR Folie 26
Funktionen der HierarchieebenenFunktionen der Hierarchieebenen
• Anlagenbild
Übersicht– Übersicht
– Anlagenbereiche und Zustände
• Bereichsbild
Verfügbarkeit von Teilanlagen oder Gruppen– Verfügbarkeit von Teilanlagen oder Gruppen
– Apparate, Fließwege, Stoffe, Energien, Signale
• Teilanlagenbild/Gruppenbild
Bedienung der Teilanlage– Bedienung der Teilanlage
– Regelungsstrukturen, Apparate, Aggregate, Sensoren, Aktoren
• Detailbild
Parametrierung und Inbetriebnahme Aufklärung von Störungen– Parametrierung und Inbetriebnahme, Aufklärung von Störungen
– Signalwege vom Sensor zum Aktor
– Eingabe, Änderung von Grenzwerten, Regelparametern, Zusatzinformationen
6.7.10 PLT1 (c) 2006-2010, UR Folie 27
Darstellung von ZustandsgrößenDarstellung von Zustandsgrößen
• Forderungen:
– Leicht zu entdecken (Blinken?)
– Unterscheidung Bedienbare/Nicht bedienbare Größen
– Zustandsanzeige eindeutig und verwechslungsfrei identifizierbar
– Hervorheben von wichtigen PLT-Stelleng
6.7.10 PLT1 (c) 2006-2010, UR Folie 28
Darstellung von ZustandsgrößenDarstellung von Zustandsgrößen
• Zahlen:– Ohne führende Nullen rechtsbündig– Zu vergleichende Zahlen in gleicher Größe, stellenrichtig
und mit gleicher Anzahl von Nachkommastellen– Darstellung in bedeutungstragender Einheit
6.7.10 PLT1 (c) 2006-2010, UR Folie 29
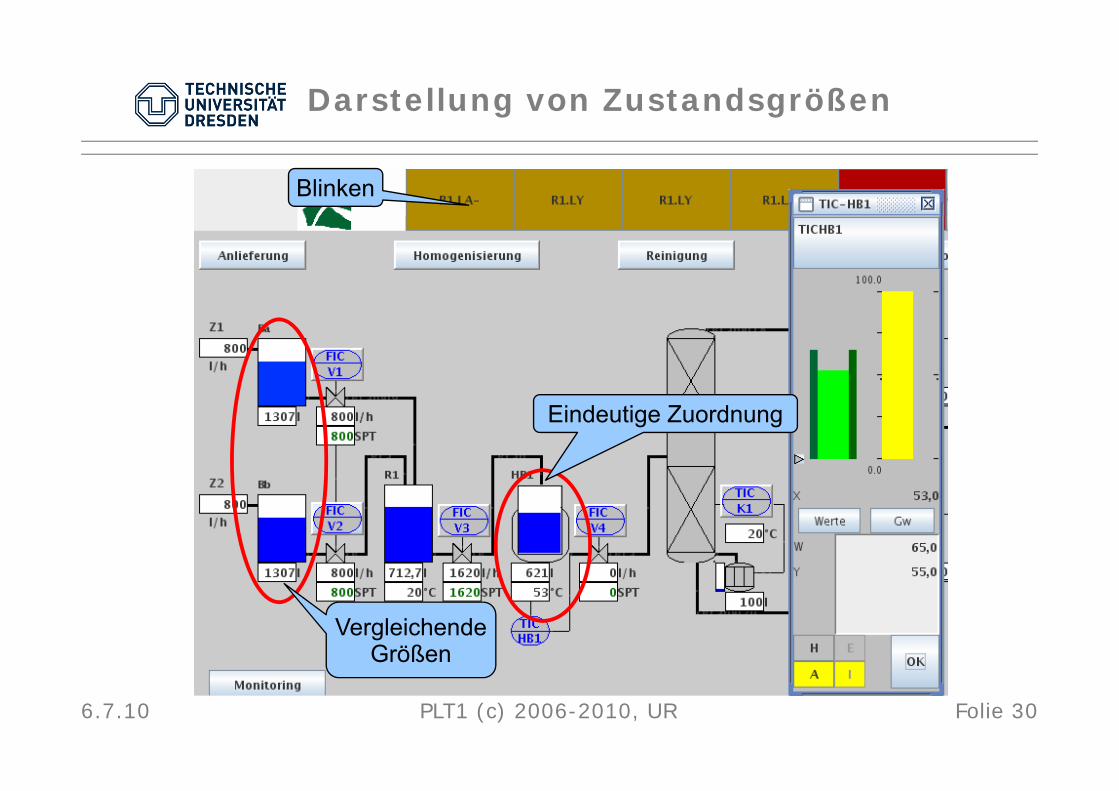
Darstellung von Zustandsgrößen
Blinken
Eindeutige Zuordnung
VergleichendeGrößen
6.7.10 Folie 30PLT1 (c) 2006-2010, UR
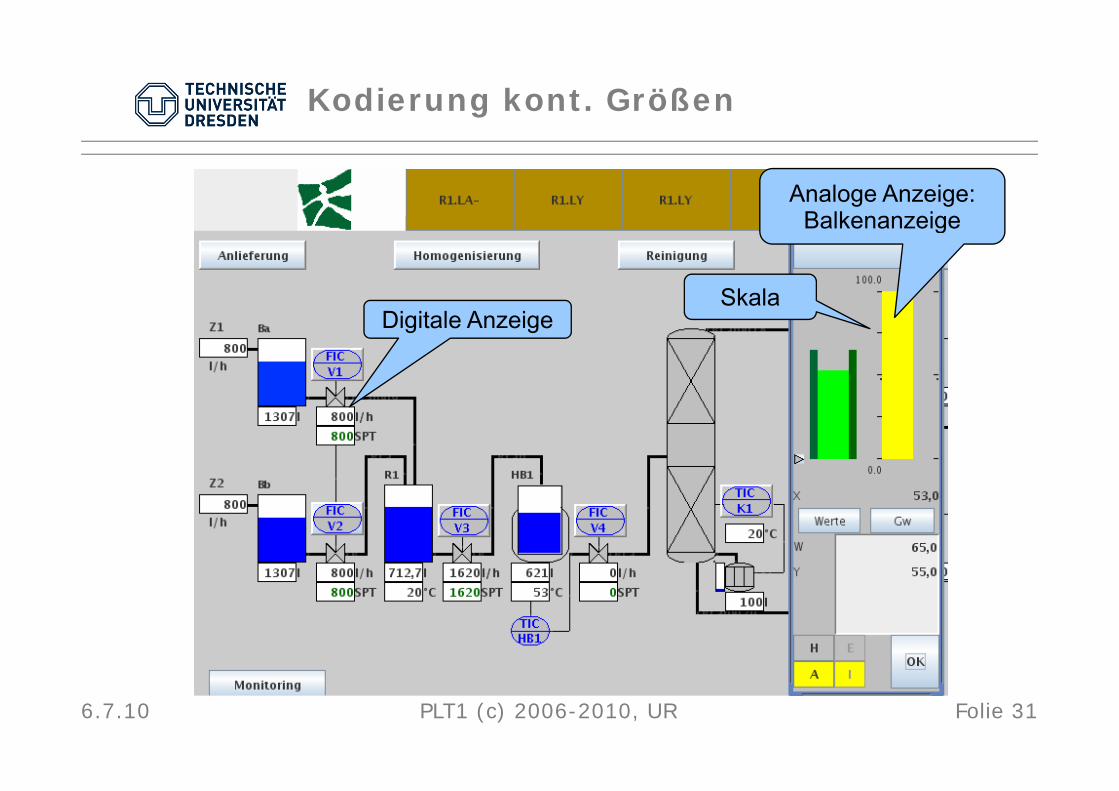
Kodierung kont. Größen
Analoge Anzeige:BalkenanzeigeBalkenanzeige
SkalaDigitale Anzeige
6.7.10 Folie 31PLT1 (c) 2006-2010, UR
AuffälligkeitAuffälligkeit
• Entdeckung wichtiger Objekte im Fließbild• Abstufung der Auffälligkeit durch Einsatz und
Kombination von– KontrastKontrast– Farbe– Blinken
Ak ti h Si l– Akustisches Signal
6.7.10 PLT1 (c) 2006-2010, UR Folie 32
Kodierung von ZuständenKodierung von Zuständen
• Information / Zustand → Darstellung• Dimensionen:
– Blinken– FarbeFarbe– Figur– Form
d h– Ausdehnung– Richtung– Lageg
• Redundanz durch Kombination– Verkehrsampel: Farbe und Lage
6.7.10 PLT1 (c) 2006-2010, UR Folie 33
Kodierung durch FarbenKodierung durch Farben
• Information / Zustand → Farbe• Verfahrenstechnik: Medium → Farbe• Meldesystem: Priorität der Meldung → Farbe
6.7.10 PLT1 (c) 2006-2010, UR Folie 34
Farben: Allgemeine VerwendungFarben: Allgemeine Verwendung
• Sparsam einsetzen• Unterscheidbar (nicht mehr als 8 Farben)• Hintergrund/Vordergrund dunkelgrau/dunkelblau bzw.
angepasst an übrige Arbeitsmittelangepasst an übrige Arbeitsmittel• Ungesättigte Farben für statische Elemente
(Rohrleitungen, Apparate, etc.) • Gesättigte Signalfarben für Zustandsanzeigen • Durchflussstoffe gemäß DIN 2403
6.7.10 PLT1 (c) 2006-2010, UR Folie 35
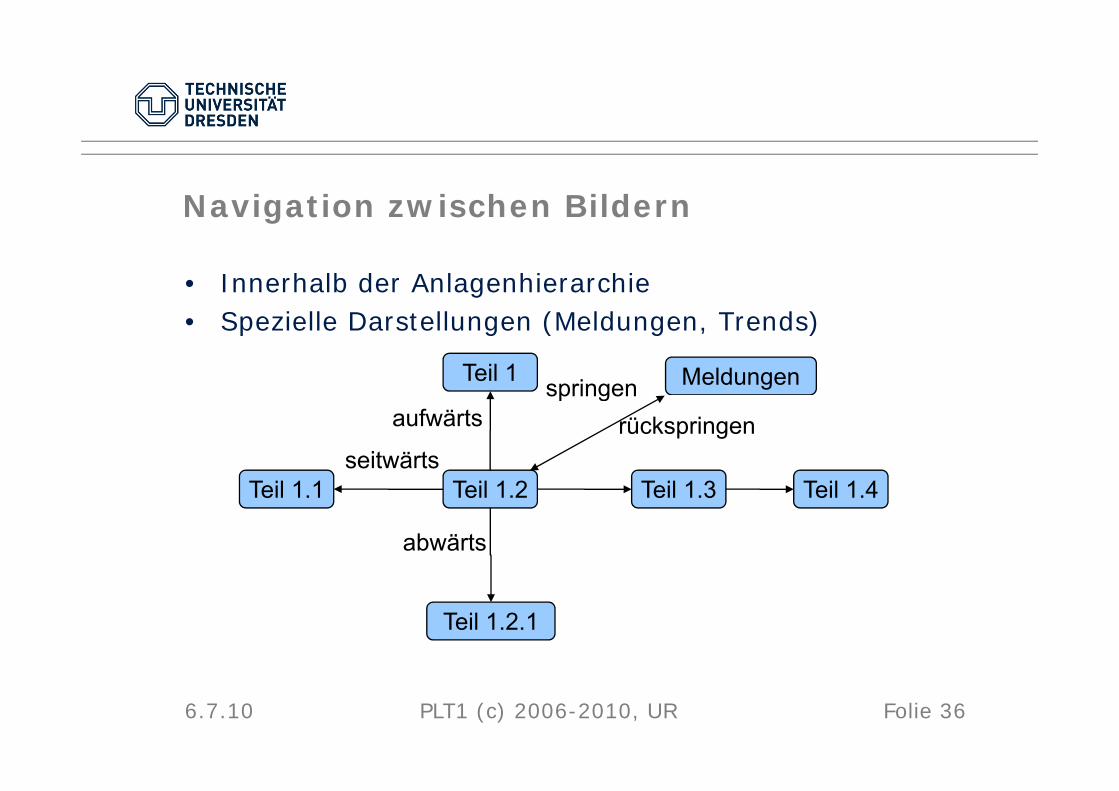
Navigation zwischen BildernNavigation zwischen Bildern
• Innerhalb der Anlagenhierarchie• Spezielle Darstellungen (Meldungen, Trends)
Teil 1 springen Meldungen
Teil 1 1 Teil 1 2 Teil 1 3 Teil 1 4
aufwärts
seitwärts
springenrückspringen
Teil 1.1 Teil 1.2 Teil 1.3 Teil 1.4
abwärts
Teil 1.2.1
6.7.10 PLT1 (c) 2006-2010, UR Folie 36
Navigation zwischen BildernNavigation zwischen Bildern
• Auswahlmethoden– Menüs– Direkte Eingabe– FunktionstastenFunktionstasten
• Navigation in Abhängigkeit der DarstellungZugehörige Fließbilder– Zugehörige Fließbilder
– Zugehörige Spezialbilder
6.7.10 PLT1 (c) 2006-2010, UR Folie 37
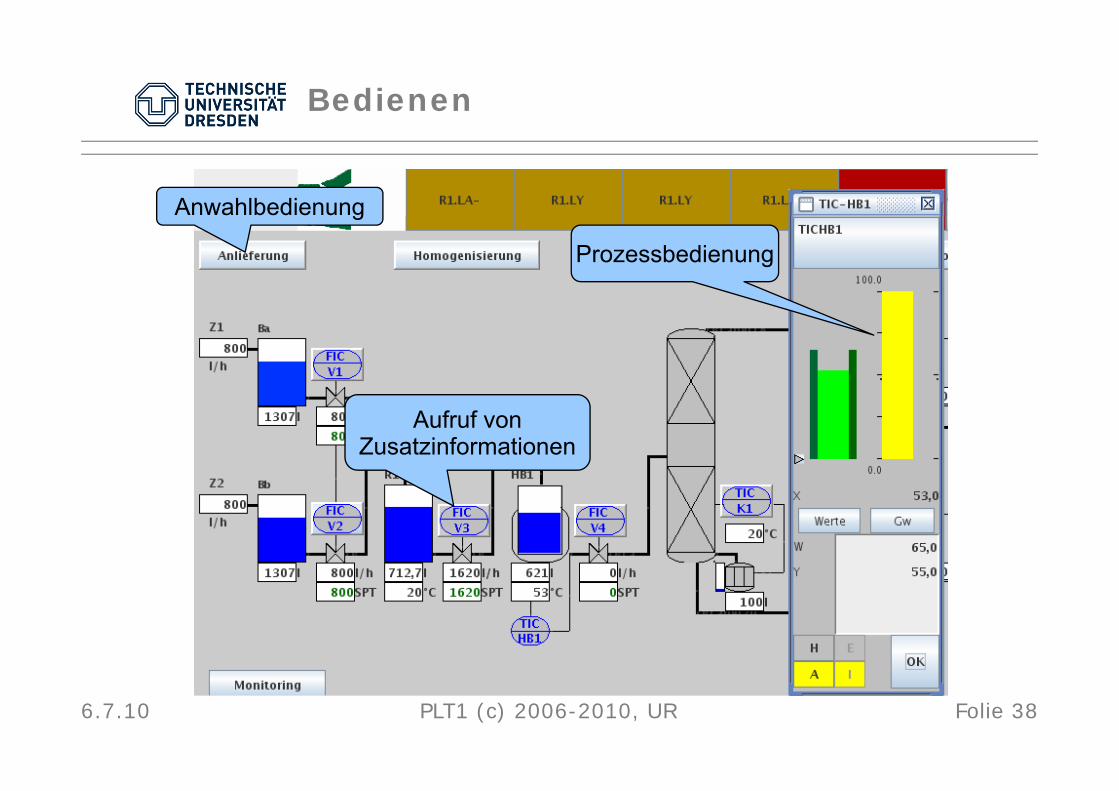
Bedienen
Anwahlbedienung
Prozessbedienung
g
Aufruf vonZusatzinformationen
6.7.10 Folie 38PLT1 (c) 2006-2010, UR
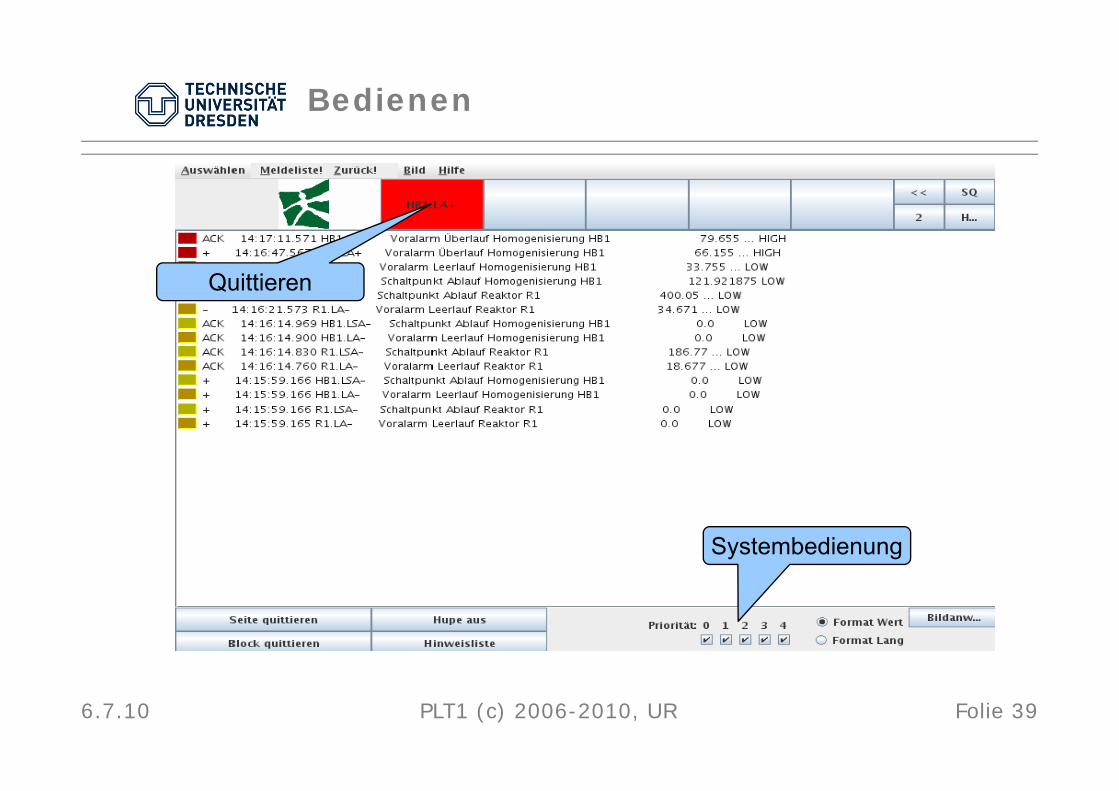
Bedienen
Quittieren
Systembedienung
6.7.10 Folie 39PLT1 (c) 2006-2010, UR
BedienenBedienen
• Anwahlbedienung– Anfordern von Informationen (Navigieren)
• Prozessbedienung– Einwirken auf den ProzessEinwirken auf den Prozess
• Quittieren• Aufruf von Zusatzinformationen• Systembedienung
– Prozessleitsystem konfigurieren
6.7.10 PLT1 (c) 2006-2010, UR Folie 40
ProzessbedienungProzessbedienung
• Wertvorgabe• Parametereingabe• Zustandsänderung• Objektreservierung• Objektreservierung• Freigabe• NOT-AUS
6.7.10 PLT1 (c) 2006-2010, UR Folie 41
Bedienen im FließbildBedienen im Fließbild
• Meldungen• Texte• Grenzwerte• Kurven• Kurven• Chargendaten• EMSR-Stellen-Kennzeichnung (AKZ)g ( )• Auslegungs- und Planungsdaten
6.7.10 PLT1 (c) 2006-2010, UR Folie 42
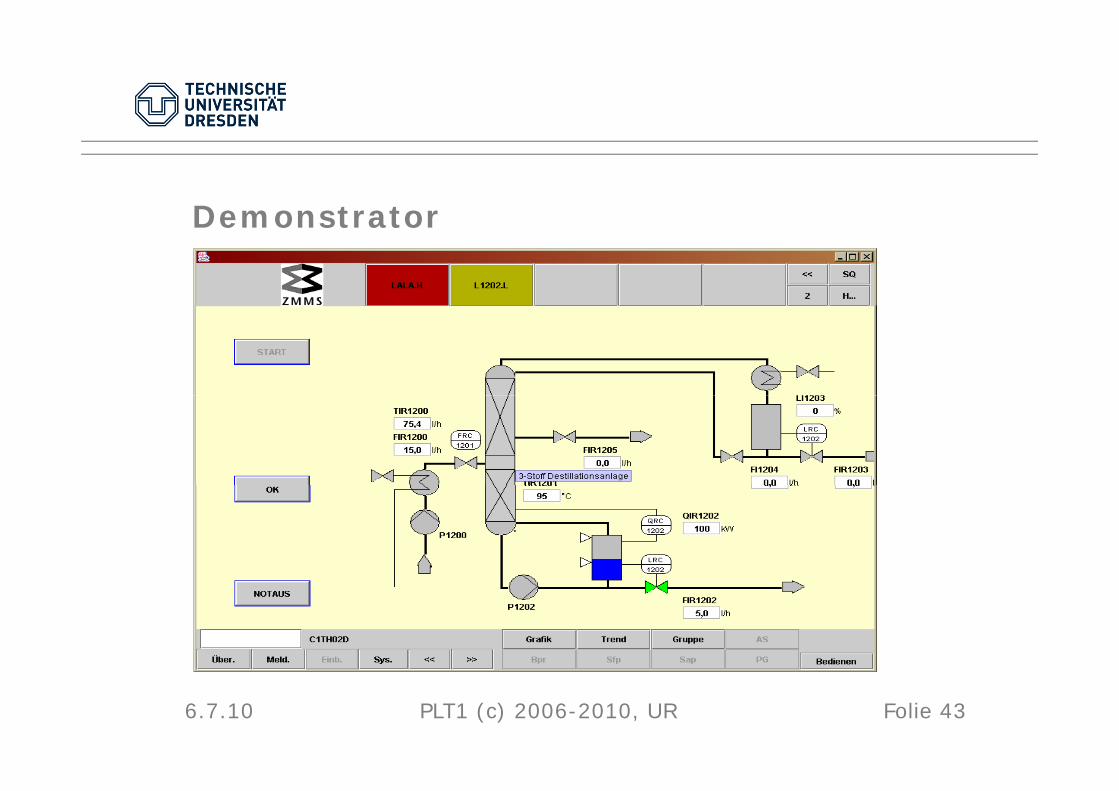
DemonstratorDemonstrator
6.7.10 PLT1 (c) 2006-2010, UR Folie 43
StandardisierungStandardisierung
• Richtlinien durch VDI/VDE 3699• Unterstützung aus andern Betrieben• Reservepersonal reduzierenABER:ABER:• Herstellerspezifische Lösungen• Beispiel: Priorität und Zustand von Meldungenp g
6.7.10 PLT1 (c) 2006-2010, UR Folie 44
Aktuelle EntwicklungenAktuelle Entwicklungen
• Engineering verteilter Prozesse Lose gekoppelte Web- und MSOfficetechnologienMSOfficetechnologien
– Integration von Teillösungen (package units, wiederverwendung, typicals)
Generische Modellierung von Anlagenstruktur Prozessen – Generische Modellierung von Anlagenstruktur, Prozessen, Rezepten sowie Aufgaben/Interaktion
• Ubiquitäre Multisensor-Systeme Neue Engineering- und Visualisierungsmittelsua s e u gs tte
• Integration weiterer Informationsquellen, höhere Leistungsdichte durch Automatisierung Multimodale Interaktion
– Sprachsteuerung? Gestik?Sprachsteuerung?, Gestik?
– Virtuelle und augmentierte Realität (Beispiel Nanoproduktion)
Mobile Interaktion– Mobile Interaktion
6.7.10 PLT1 (c) 2006-2010, UR Folie 45





















![PLT1 002-IEC61131-Architektur.ppt [Kompatibilitätsmodus] · Elektrotechnik und Informationstechnik Institut für Automatisierungstechnik, Professur Prozessleittechnik DIN EN 61131](https://img.pdfslide.org/doc/110x75/5d5ff73688c99321128b47b7/plt1-002-iec61131-kompatibilitaetsmodus-elektrotechnik-und-informationstechnik.jpg)