Embed Size (px)
DESCRIPTION
Â
Citation preview
WINGISSN 0256-7830; 46. Jahrgang, Verlagspostamt A-8010 Graz; P.b.b. 02Z033720M
3/13
Europa, ein In-dustriestandort mit Zukunft?
19
Industrie 4.0 – Die Produktion der Zukunft
6
Ein Produktions-standort in Asien
13
Die Zukunft der Produktion
business

W I N GD i e W i r t s c h a f t s I N G e n i e u r e
Österreichischer Verband der Wirtschaftsingenieure
Netzwerkpartner inDeutschland, Schweiz
und Österreich
Jubiläumskongress Jahre Wirtschaftsingenieure»Erfolgsmodell Wirtschaftsingenieur«.-. Mai | Graz
Savethe date

3WINGbusiness 3/2013
Die Zukunft der Produktion
EDItorIAl
Liebe Leserin, lieber Leser,
es vergeht keine Woche, in der nicht von einem österrei-chischen Unternehmen zu lesen ist, welches seine Produkti-on ins Ausland verlegt. Meist nach China. Mit den Arbeits-plätzen wandert oft auch die Entwicklung mit. Früher haben die Strategieberater den Unternehmen uneingeschränkt dazu geraten, um ihnen Kostenvorteile und sich selbst sat-te Einnahmequellen als Gegenleistung für die Begleitung bei der Auslagerung zu verschaffen. Heute, nachdem diese Billiglohnländer sich zu Technologieführern entwickelt ha-ben und bereits Sorgen um den Schutz ihrer eigenen Patent-rechte äußern, ist man vorsichtig geworden. Nun ist guter Rat (schon wieder) teuer. Dieselben Berater arbeiten nun an neuen Strategien mit, mit denen der Pro-duktionsstandort Europa noch zu halten wäre.Die Perspektiven sehen leider nicht rosig aus.Bereits 2005 versuchte die amerikanische Wirtschaftsjourna-listin Sara Bongiorni in einem Selbstversuch, ein Jahr mit Ihrer Familie ohne zusätzliche (!) Produkte aus China aus-zukommen und beschreibt in Ihrem Buch „A Year Without „Made in China“: One Family‘s True Life Adventure in the Global Economy“, dass dies fast unmöglich ist. Ein ähn-liches Experiment, drei Jahre später, kommt in Deutsch-land zu demselben Schluß. So ziemlich alle Gegenstände des täglichen Bedarfes und Überflusses kommen aus China oder benachbarten Regionen: Seien es Kleidungsstücke oder Schuhe und andere Modeartikel, Kinderspielzeug, Unterhal-tungselektronik oder Knoblauch und „steirische“ Kürbis-kerne.Es war nur mehr eine Frage der Zeit bis die internationale Vernetzung begünstigt durch die rasante Entwicklung der Informationstechnologie zu einem Netzwerk von Daten und Informationen wurde. Über dieses „Inter-Net“ hat sich zuerst der Dienstleistungssektor globalisiert: seit Jahren wird in Indien und China programmiert und Kunden auf ihre Serviceanfragen in Billig-Call Centern geantwortet. Der nächste Schritt – vom Internet der Dienste zum Internet der Dinge war ein kurzer und logischer. Seither werden mehr und mehr Waren kreuz und quer durch die Welt transpor-tiert – immer auf der Suche nach dem Kostenminimum.Viele Experten meinen, dass der Zug der Produktion für Europa endgültig abgefahren sei: Nicht einmal die großen Absatzmärkte werden (wenn es so kommt wie sie es voraus-sagen) in Zukunft mehr in Europa und Amerika sondern in Asien sein. Wenn man sich zudem das Engagement und
den Eifer dieser neuen Player im internationalen Netzwerk der Dinge (und Produktionsstätten) ansieht und ihren Auf-holbedarf was die westliche Konsumgesellschaft anbetrifft, wird einem angst und bange.Welche Chancen haben wir noch? Vielleicht müssen wir wieder zu den gleichen Mitteln greifen wie der Gründer der Technischen Universität Graz, Erzherzog Johann, der vor fast genau 200 Jahren zu einer Reise nach England aufgebrochen ist, um neue Ideen für die wirtschaftliche Zukunft seiner Heimat zu sammeln. Heute würde die Reise wahrscheinlich eher in den Osten als in den Westen gehen. Oder vielleicht gelingt es ja hier neue Konzepte zu entwickeln, die diesen Trend verlangsamen oder umkehren können.Ein sehr ernstes, sehr herausforderndes Thema, dem wir uns besonders als Wirtschaftsingenieure stellen müssen. Darum haben wir dieses Heft unter das Thema „Die Zukunft der Produktion“ gestellt und Experten eingeladen, mit uns dazu ihre Perspektiven zu teilen.
Der erste Fachbeitrag mit dem Titel „Industrie 4.0 – Die Pro-duktion der Zukunft“ stammt von Univ.-Prof. Dipl.- Ing. Dr. Christian Ramsauer, Vorstand des Instituts für Industriebe-triebslehre und Innovationsforschung. Danach beschreibt der Produktions- und Supply Chain Ex-perte und ehemalige Leiter der europäischen und asiatischen Supply Chain Practice und Co-Leader der Operations Practi-ce bei McKinsey & Company, Dipl.-Ing.Raimund Diederichs, MBA, Erfolgsfaktoren und Vorge-hen für ein erfolgreiches Nutzen des Produktionsstandorts Asien.Prof. Dipl.-Ing. Dr. Roland Falb, Managing Partner beim Strategieberater Roland Berger Österreich, zeichnet in sei-nem Beitrag ein differenziertes jedoch positives Bild von der Zukunft Europas als Industriestandort.Den Aspekt des Wettbewerbsvorteils durch schlanke Pro-zesse bei der Wartung und Reparatur von Flugzeugen be-schreiben Dipl.-Ing. Dr. techn. Thomas Stüger, Vorstand Produkte, Services & IT der Lufthansa Technik AG und Christian Langer in ihrem Artikel.Den Abschluss unserer themenbezogenen Fachartikel bildet der Beitrag „Operational Excellence - Für eine nachhaltige Sicherung des Produktionsstandortes Europa“ von Dipl.-Ing. Dr. techn. Rudolf Pichler, International Production Coordi-nator bei Siemens Österreich.Es freut mich anzumerken, dass bis auf Raimund Diederichs alle Autoren der Fachartikel Wirtschaftsingenieure der TU Graz sind. Ersteren konnten wir als Lektor für die TU Graz gewinnen – was mich besonders freut.
Eine weitere und besondere Freude ist es mir, meinem Kol-legen und Wirtschaftsingenieur Univ.-Prof. Dipl.-Ing. Dr. Josef Wohinz im Namen des Redaktionsteams zu seinem 70. Geburtstag zu gratulieren. Wir berichten über das zu seinen Ehren abgehaltene industriewissenschaftliche Forum im Heftinneren.
Ich hoffe, dass Ihnen die Artikel, die wir in diesem Heft für Sie zusammengestellt haben, gefallen, Denkanstöße geben und wünsche im Namen des Redaktionsteams einen schö-nen Herbst.
Ihr Sieg fried Vössner
Univ.-Prof.
Dipl.-Ing. Dr.techn.
Siegfried Vössner

4
toP-tHEMA: Die Zukunft der Produktion
Christian RamsauerIndustrie 4.0 – Die Produktion der Zukunft 6
Raimund Diederichs Ein Produktionsstandort in Asien 13Für ein Unternehmen eine große Chance, und bei einer guten Planung und detailliertem Vorgehen sind die risiken kontrollierbar
Roland FalbEuropa, ein Industriestandort mit Zukunft? 19
Thomas Stüger, Christian Langerlean im Mro-Betrieb 23
Rudolf Pichleroperational Excellence 28Für eine nachhaltige Sicherung des Produktionsstandortes Europa
WINGbusiness 3/2013

�WINGbusiness 3/2013
Inhaltsverzeichnis
EDItorIAl Die Zukunft der Produktion 3
FACHArtIKEl Gert Keuschnigg Nutzen und Einsatzmöglichkeiten von Interim 32 Management
lEUtE/KÖPFE Dipl.-Ing. Dr.techn. Georg Premm 34
UNINACHrICHtEN 70. Geburtstag von Prof. Josef W. Wohinz 34
recruiting für das „product innovation project 2013/14“ startet jetzt! 3�
Mario Kleindienst lernfabrik am IBl Institut der tU Graz 36 WINGregional Alexander Marchner, Bernd Neuner Von der Idee zum Druck – Entstehung einer 37 Ausgabe der Kleinen Zeitung 30. treffen der Wirtschaftsingenieure von Kärnten und osttirol 18. Juni 2013, Klagenfurt am Wörthersee und St. Veit an der Glan
WINGnet EStIEM Council Meeting Eindhoven 38
Das Kongressteam für 2014 stellt sich vor 39
Christian Mayrhofer tIMES - tournament in Management and 40
Engineering Skills
Daniel Ruckser Von gleißendem Stahl zu gebündeltem licht 41
Exkursion des WINGnet Wien zur Voestalpine und ZKW
IMPrESSUM Impressum 42
6 WINGbusiness 3/2013
toP-tHEMA
Christian ramsauer
Industrie 4.0 – Die Produktion der Zukunft Outsourcing und Dienstleistung waren um die Jahrtausendwende die Themen schlechthin, heute ist es wieder die Produktion. Der starke Fokus auf Outsourcing und Dienstleistung führt langfristig zur erheblichen Redukti-on des Lebensstandards von Industrienationen wie USA, Deutschland aber auch Österreich. Die Auswirkungen sind beispielsweise in England – der Wiege der industriellen Revolution – mit dem Fokus auf Finanzdienst-leistung schon zu spüren. Neben Low-Tech Produkten werden zunehmend High-Tech Produkte im fernen Os-ten produziert. Zeitverzögert wandert auch die Know-How intensive Produktentwicklung dorthin ab. Das Zu-kunftsprojekt Industrie 4.0 soll den Trend aufhalten und die heimische Produktion in Europa wieder stärken.
1 Einleitung
Das Thema „Zukunft der Produk-tion“ wird derzeit intensiv diskutiert. Es geht dabei vor allem um die Siche-rung des Produktionsstandortes und damit der heimischen Arbeitsplätze. Die Gesetzgeber in Westeuropa und den Vereinigten Staaten von Amerika unternehmen verstärkt Anstrengun-gen, um die Wettbewerbsfähigkeit ihrer Industriebetriebe zu stärken. Es wurde erkannt, dass ein hohes Maß an Outsourcing und die Verlagerung der Produktion in Niedriglohnländer lang-fristig auch die Abwanderung der For-schung & Entwicklung zur Folge hat und damit ganze Industrien für immer abwandern.�
Daraus lässt sich ableiten, dass die physische Nähe von Produktion und Produktentwicklung im Sinne des „Simultaneous Engineering“ für die
� vgl. Pisano (20�2) S. 25
Innovationsfähigkeit eines Landes von großer Bedeutung ist.
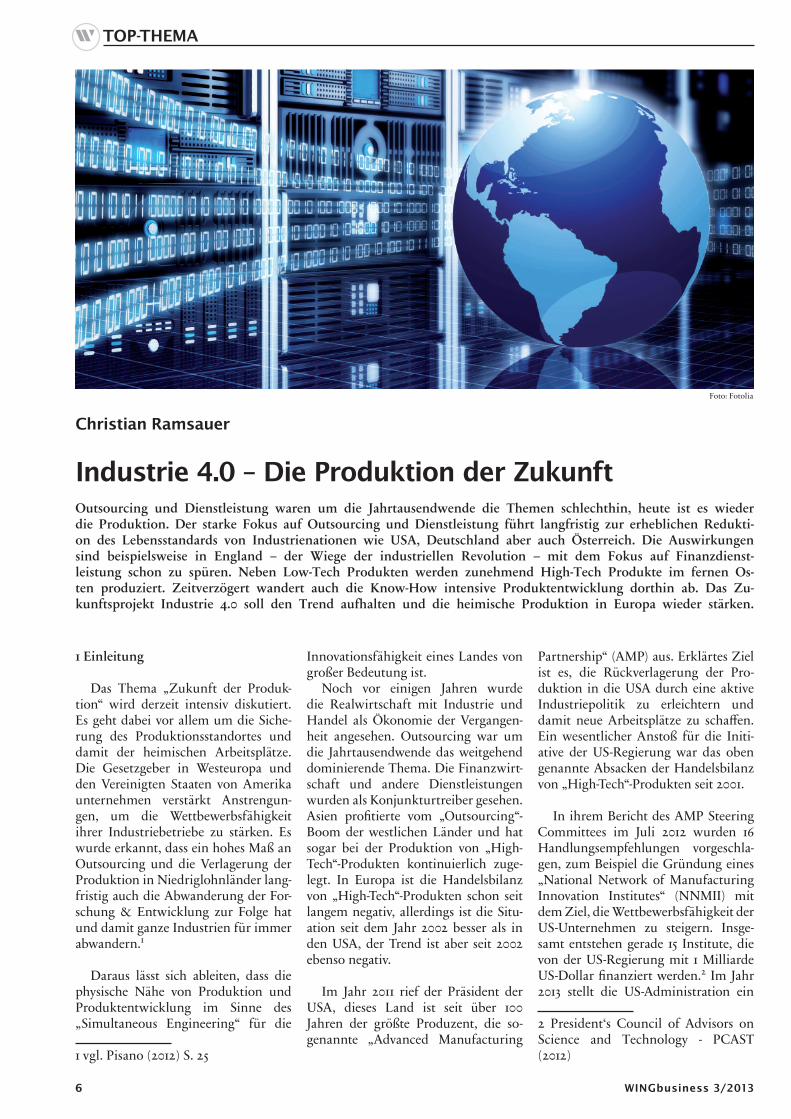
Noch vor einigen Jahren wurde die Realwirtschaft mit Industrie und Handel als Ökonomie der Vergangen-heit angesehen. Outsourcing war um die Jahrtausendwende das weitgehend dominierende Thema. Die Finanzwirt-schaft und andere Dienstleistungen wurden als Konjunkturtreiber gesehen. Asien profitierte vom „Outsourcing“-Boom der westlichen Länder und hat sogar bei der Produktion von „High-Tech“-Produkten kontinuierlich zuge-legt. In Europa ist die Handelsbilanz von „High-Tech“-Produkten schon seit langem negativ, allerdings ist die Situ-ation seit dem Jahr 2002 besser als in den USA, der Trend ist aber seit 2002 ebenso negativ.
Im Jahr 20�� rief der Präsident der USA, dieses Land ist seit über �00 Jahren der größte Produzent, die so-genannte „Advanced Manufacturing
Partnership“ (AMP) aus. Erklärtes Ziel ist es, die Rückverlagerung der Pro-duktion in die USA durch eine aktive Industriepolitik zu erleichtern und damit neue Arbeitsplätze zu schaffen. Ein wesentlicher Anstoß für die Initi-ative der US-Regierung war das oben genannte Absacken der Handelsbilanz von „High-Tech“-Produkten seit 200�.
In ihrem Bericht des AMP Steering Committees im Juli 20�2 wurden �6 Handlungsempfehlungen vorgeschla-gen, zum Beispiel die Gründung eines „National Network of Manufacturing Innovation Institutes“ (NNMII) mit dem Ziel, die Wettbewerbsfähigkeit der US-Unternehmen zu steigern. Insge-samt entstehen gerade �5 Institute, die von der US-Regierung mit � Milliarde US-Dollar finanziert werden.2 Im Jahr 20�3 stellt die US-Administration ein
2 President‘s Council of Advisors on Science and Technology - PCAST (20�2)
Foto: Fotolia
7WINGbusiness 3/2013
toP-tHEMA
im Vergleich zum Vorjahr um noch-mals ca. 20 % höheres Budget (2,2 Milli-arden US-Dollar) an Fördermitteln für Produktionsforschung zur Verfügung.
In Österreich und Deutschland lau-fen wir Gefahr, unseren Lebensstan-dard langfristig zu verlieren, wenn es uns nicht gelingt, in die Zukunft un-serer Industriebetriebe und damit in die Produktion zu investieren. Man kann Österreich - im Gegensatz zur
häufigen Volksmeinung - klar als In-dustrieland bezeichnen.3
Ein klares Zeichen setzte auch das Bundesministerium für Verkehr, In-novation und Technologie in Wien. Es veröffentlichte am 7. Mai 20�3 die neue Initiative „Produktion der Zukunft“ mit einem Fördervolumen von 22 Mio. EUR und stellte fest:
„Die volkswirt-schaftliche Leistungs-kraft Österreichs ist maßgeblich von der sachgütererzeugenden Industrie abhängig. Die Fähigkeit, international konkurrenzfähige Produkte herzustel-len und Produktivitätssteigerung zu erzielen, ist dabei zentral für das Wirt-schaftswachstum eines hoch industria-lisierten und wissensbasierten Landes wie Österreich. Darin liegt auch in Zukunft eine unverzichtbare Basis für Wertschöpfung und Beschäftigung“5.
3 vgl. Ramsauer C. (20�3), S. �4 President‘s Council of Advisors on Science and Technology - PCAST (20�2)5 vgl. Bundesministerium für Verkehr, Innovation und Technologie (20�3), S. 4
2 Industrie 4.0 – Die Produktion der Zukunft?
Die Industrie in Deutschland ist nach der Finanzkrise stark wie nie zuvor und verantwortlich dafür, dass das Land als Konjunkturlokomotive Eu-ropas gilt. Der Anteil der Industrie an der Bruttowertschöpfung betrug 20�2 in Deutschland 26 %, dies ist deutlich höher als im Vergleich zu den USA
(�7 %) und Großbritannien (�6 %). Nur Japan hat unter den etablierten Industrie-nationen einen ähnlich hohen Anteil.6
Die deutsche Bundesre-gierung hat zur Sicherung und Stärkung der Indus-trie das Zukunftsprojekt „Industrie 4.0“ im Aktions-plan zur Hightech-Strate-gie 2020 im November 20�� verabschiedet. „Industrie 4.0“ wurde im Januar 20�� durch die Promotoren-gruppe „Kommunikati-on“ der Forschungsunion Wirtschaft – Wissenschaft initiiert. Als Ergebnis wur-den Handlungsempfeh-
lungen an die deutsche Bundesregie-rung übergeben. Der Abschlussbericht des Arbeitskreises „Industrie 4.0“ dient
6 vgl. Oxford Economics in Handels-blatt Nr. 067 (20�3), S. �
als Grundlage für die „Plattform Indus-trie 4.0“, die im April 20�3 ihre Arbeit in Deutschland aufgenommen hat.
Auf den Punkt gebracht bringt die „Industrie 4.0“ aktuelle Trends aus der Welt der Informations- und Kommuni-kationstechnologie in industrielle Pro-duktionssysteme. Dadurch entsteht ein neues Leitbild für die Industrie.
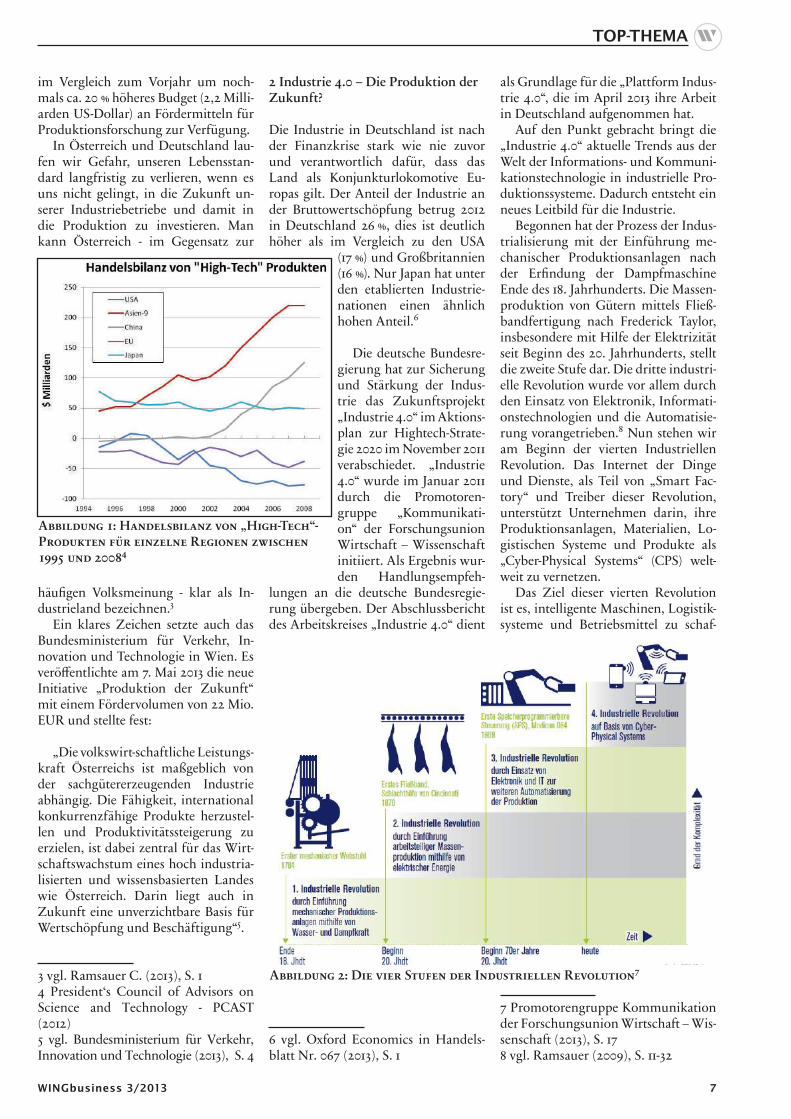
Begonnen hat der Prozess der Indus-trialisierung mit der Einführung me-chanischer Produktionsanlagen nach der Erfindung der Dampfmaschine Ende des �8. Jahrhunderts. Die Massen-produktion von Gütern mittels Fließ-bandfertigung nach Frederick Taylor, insbesondere mit Hilfe der Elektrizität seit Beginn des 20. Jahrhunderts, stellt die zweite Stufe dar. Die dritte industri-elle Revolution wurde vor allem durch den Einsatz von Elektronik, Informati-onstechnologien und die Automatisie-rung vorangetrieben.8 Nun stehen wir am Beginn der vierten Industriellen Revolution. Das Internet der Dinge und Dienste, als Teil von „Smart Fac-tory“ und Treiber dieser Revolution, unterstützt Unternehmen darin, ihre Produktionsanlagen, Materialien, Lo-gistischen Systeme und Produkte als „Cyber-Physical Systems“ (CPS) welt-weit zu vernetzen.
Das Ziel dieser vierten Revolution ist es, intelligente Maschinen, Logistik-systeme und Betriebsmittel zu schaf-
7 Promotorengruppe Kommunikation der Forschungsunion Wirtschaft – Wis-senschaft (20�3), S. �78 vgl. Ramsauer (2009), S. ��-32
Abbildung 1: Handelsbilanz von „High-Tech“- Produkten für einzelne Regionen zwischen 1995 und 20084
Abbildung 2: Die vier Stufen der Industriellen Revolution7

8 WINGbusiness 3/2013
toP-tHEMA
fen, welche untereinander eigenständig Informationen austauschen, geeignete Aktionen auslösen und sich gegenseitig sogar selbständig steuern können. Der Vorteil wäre natürlich, dass sich indus-trielle Prozesse in der Produktion, des Materialeinsatzes sowie des Lieferket-ten- und Lebenszyklusmanagements grundlegend verbessern lassen. In die-ser neu entstehenden „Smart Factory“herrscht eine völlig neue Produktions-logik: Intelligente Produkte sind iden-tifizierbar, jederzeit lokalisierbar und kennen ihren aktuellen Zustand sowie alternative Wege zum Ziel. Die „Smart Factory“ beherrscht Komplexität und ist weniger anfällig auf Störungen.�0 Insgesamt kann damit unter anderem auch die Ressourceneffizienz der Pro-duktion bezüglich Materialeinsatz, En-ergieeinsatz und menschlicher Arbeit deutlich gesteigert werden.
Abbildung 3 zeigt den Zusammen-hang der Smart Factory mit weiteren intelligenten Systemen innerhalb des Internets der Dinge und Dienstleistun-gen als Basis des „Cyber-Physical Sys-tems“ (CPS) für „Industrie 4.0“.
3 Internet der Dinge und Dienste
CYBER-PHYSICAL SYSTEMS: In sol-chen Systemen, die meist sehr komplex aufgebaut sind, geht es vor allem um die Verbindung von Informations- und
9 Promotorengruppe Kommunikati-on der Forschungsunion Wirtschaft – Wissenschaft (20�3), S. 23�0 vgl. Promotorengruppe Kommuni-kation der Forschungsunion Wirtschaft – Wissenschaft (20�3), S.5 und S.23
Softwaretech-nologien mit mechanischen und elektro-nischen Teilen, die, zum Bei-spiel über das Internet, mit-ein-ander kom-mu n i z ie r en . Somit können viele Vorteile geschaffen wer-den, welche dann unter anderem in der Smart Factory genutzt wer-den können.
Der Einsatz solcher Systeme in der Pro-duktion wird dann auch oft als Cyber-Physical Production Systems (CPPS) beschrieben.
SMART FACTORY: Beschreibt ein neues Konzept in der Produktion mit einer wertschöpfungsorientierten Pro-zessgestaltung durch Integration von Informationsmanagement von der Pla-nung bis zur Ergebnisdokumentation, unter Anwendung der RFID-Technik. Ziel ist es ein transparentes und op-timiertes Produktionsressourcenma-nagement zu realisieren.
SMART PRODUCT: Bezeichnung für physische Produkte, die selbst Da-ten für ihr eigenes virtuelles Abbild zur Verfügung stellen können. Damit wird der Arbeitsplan zur Fertigung und die Geschichte des Produktes am Produkt selbst gespeichert und abgefragt. Die Produktionsmaschine weiß beispiels-weise beim scannen des Produktes wel-ches CNC-Programm zu starten ist.
SMART GRID: Unter Smart Grid versteht man intelligente Stromnetze die eine Vernetzung und Steuerung von elektrischen Verbrauchern, elek-trischen Speichern und Stromerzeu-gern ermöglichen. Ziel ist es die Ener-gieversorgung effizienter zu gestalten und Verbraucherspitzen abzufedern.
SMART BUILDINGS: Die „smar-te“ Verknüpfung von Schichtplänen mit der Steuerung von Gebäuden im Facility-Management bietet weitere hohe Einsparpotenziale. Dies ist ins-besondere aufgrund der zu erwarteten
Steigerung der personalseitigen Ka-pazitätsflexibilität ein Thema. Derzeit kommunizieren ERP-Systeme mit den Schichtplänen noch selten mit den Gebäudesteuerungen für Lüftung, Kli-ma und Heizung. Hallen werden oft beheizt, obwohl Schichten ausfallen. Energiespitzen entstehen häufig durch beinahe gleichzeitiges Einschalten von vielen Verbrauchern bei Schichtbeginn. Eine intelligente Kommunikation der zukünftigen „Smart Factory“ mit den „Smart Buildings“ ist notwendig und hat enormes Energieeinsparpotenzial.
SMART LOGISTICS: Smart Logis-tics umfasst einerseits Smart Products und andererseits Smart Services inner-halb der Logistik. Sie befreit Personen von Steuerungsaktivitäten, welche direkt an die Produkte weitergegeben werden können. Ein Vorteil ist, dass die Logistik dadurch unsichtbar wird und weniger Arbeitsaufwand für die han-delten Personen bedeutet.��
SMART MOBILITY: Smart Mobility wird als ein Angebot definiert, das eine „energieeffiziente“, „emissionsarme“, „sichere“, „komfortable“ und „kosten-günstige“ Mobilität ermöglicht und das vom Verkehrsteilnehmer intelligent genutzt wird. Dabei geht es nicht um neue Infrastruktur sondern vielmehr um die Optimierung der Nutzung der vorhandenen Angebote durch den Ein-satz von Informations- und Kommuni-kationstechnologien (IKT).�2
4 Erwartete Potentiale und Hand-lungsfelder von Industrie 4.0
Die „Smart Factory“ kann individuelle Kundenwünsche berücksichtigen und selbst Einzelstücke rentabel produzie-ren. Die Produktionsprozesse können dynamisch gestaltet werden und flexi-bel auf Störungen und Ausfälle reagie-ren. Ein weiterer Punkt ist die Transpa-renz, die vor allem dabei unterstützt, gute Entscheidungen zu treffen. Da-durch können mit der „Industrie 4.0“ neue Formen der Wertschöpfung und neuartige Geschäftsmodelle entstehen.
Weiteres kann die „Industrie 4.0“ ei-nen Beitrag zur Bewältigung aktueller Herausforderungen, wie zum Beispiel der Ressourcen- und Energieeffizienz
�� Uckelmann D. (2008), S. 276�2 Wollte S. (20�2), S. 528
Abbildung 3: Smart Factory als Teil des Internets der Dinge und Dienste innerhalb der Industrie 4.09

9WINGbusiness 3/2013
toP-tHEMA
und des demographischen Wandels, leisten. Ressourcenproduktivität und -effizienz lassen sich in der „Industrie 4.0“ fortlaufend und über das gesamte Wertschöpfungsnetzwerk hinweg ver-bessern. Mitarbeiter können sich dank intelligenter Assistenzsysteme auf die kreativen und wertschöpfenden Tätig-keiten konzentrieren und werden bei Routineaufgaben entlastet. Die „Indus-trie 4.0“ kann die Wettbewerbsfähig-keit von Hochlohnländern als Produk-tionsstandort stärken und damit den Wohlstand in diesen Ländern sichern. Folgende weitere Handlungsfelder sind im Bericht vom April 20�3 explizit an-geführt: �3
RessourceneffizienzStandardisierung und offene Stan-dards für ReferenzarchitekturBeherrschung komplexer Systeme für die IndustrieFlächendeckende Breitbandinfra-strukturSicherheit als erfolgskritischer Fak-tor für „Industrie 4.0“Arbeitsorganisation und Arbeitsge-staltung im digitalen Industriezeit-alterAus- und Weiterbildung für „Indus-trie 4.0“Rechtliche Rahmenbedingungen
5 Ressourceneffizienz im Zu-kunftsprojekt „Industrie 4.0“
Die Effizienz („Die Dinge richtig tun“) ist eine Kenngröße des operativen Ma-nagements und hat die Einhaltung des Rationalprinzips zum Ziel. Wenn man darauf abzielt, einen möglichst nied-rigen Einsatz von Ressourcen bei ge-gebener Produktionsmenge (Output) zu erreichen, dann spricht man von Ressourceneffizienz (sog. Minimal-prinzip).�4
Zielt man darauf ab, mit gegebenem Ressourceneinsatz (Input) einen mög-lichst hohen Produktionsausstoß (Out-put) zu realisieren, spricht man von Ressourcenproduktivität (sog. Maxi-malprinzip). Die Materialeinsatzpro-duktivität, die Arbeitsproduktivität oder die Energieeinsatzproduktivität sind als Beispiele für die Ressourcen
�3 Promotorengruppe Kommunikati-on der Forschungsunion Wirtschaft – Wissenschaft (20�3), S. 5; S.43-67�4 vgl. Wohinz, J. et al (20�0/��) S. 2�
Roh-, Hilfs,- und Betriebsstoffe, Hu-man Ressourcen (menschliche Arbeits-kraft) und Energie zu nennen.
Die Ressourceneffizienz ist, als wesentlicher Bestandteil des Zu-kunftsprojektes „Industrie 4.0“, ein bedeutender Faktor zur Erhaltung des Industriestandortes in Europa. Anstei-gende Rohstoff- und Energiepreise füh-ren bei oft gleichzeitig sinkender Ver-fügbarkeit zwangsläufig zu Engpässen in der Produktion. Europa verfügt im Vergleich zu manch anderen Erdteilen über weniger Lagerstätten von Erdöl und Erdgas oder anderen Rohstoffvor-kommen wie Eisen oder seltenen Er-den und ist daher stärker von anderen Regionen abhängig.
Während beispielsweise Chinas En-ergieversorgung durch enorme Koh-lelagerstätten noch lange gesichert bleibt, tragen in den USA die kürzlich entdeckten Schiefergasquellen zur Ver-sorgungssicherheit und der dadurch geringeren Energiepreise klar zum Wettbewerbsvorteil für die USA bei. Die wachsende Weltbevölkerung sowie das sich ändernde Konsumverhalten in Bezug auf Mobilität und Wohnraum, insbesondere in den Schwellenländern, führen zu einer Erhöhung des Ressour-cenverbrauchs. Aber auch der Faktor Mensch (Human Ressource) spielt im Umfeld der Ressourceneffizienz eine bedeutende Rolle.
Die sogenannten 3 M’s „Mensch, Material und Maschine“ sind maßgeb-liche Produktionsfaktoren, die Guten-berg schon Ende der 60er Jahre des letzten Jahrhunderts identifiziert hat. Heute sprechen wir im Wesentlichen von 4 Ressourcen, die innerhalb der Produktion das Objekt für Effizienz darstellen:
EnergieressourcenMaterialressourcen im Sinne von Rohstoffen, Hilfsstoffen und Be-triebsstoffenHuman Ressourcen im Sinne der Notwendigkeit für menschliche Ar-beit Finanzielle Ressourcen im Sinne von Betriebskosten und Investiti-onen für Betriebsmittel, Infrastruk-tur und Gebäude
Energieeffizienz – Effizienz beim Energie-einsatz
Der Energieverbrauch für die Industrie in einem Industrieland ist beträchtlich. 30 % beträgt der Anteil der Industrie am Endenergieverbrauch in Deutsch-land. Damit ist die Industrie der größ-te Verbraucher von Endenergie. Etwa 60 % des Energieverbrauches der Indus-trie fallen dabei auf Prozesswärme, die meist ungenutzt bleibt. �5
Materialeffizienz – Effizienz bei Roh-, Hilfs-, und Betriebsstoffen
Die Materialaufwände sind innerhalb der Gewinn- und Verlustrechnung eines Unternehmens im verarbei-tenden Gewerbe beachtlich. Über 40 % der Herstellkosten, manchmal sogar der Gesamtkosten sind Materialkosten. In einer deutschen Studie schätzten die befragten Betriebe im verarbeitenden Gewerbe ihr Potenzial bei Materi-aleinsparungen im Durchschnitt auf sieben Prozent ein.�6
Ein großer Teil des Materialeinspar-potentials ist innerhalb der Produkti-onsprozesse zu finden. Insbesondere der durch Anlaufverluste verursachte Ausschluss oder die Überproduktion weisen ein enormes Materialeffizienz-potenzial auf. Weiteres ist die Stabi-lität der Prozesse eine Voraussetzung für geringen Ausschuss. Optimierung von Verschnitten und dadurch Ver-ringerung des Abfalls ist ein weiterer Angriffspunkt für Effizienzsteigerung. Stark beeinflussen kann man die Ma-terialeffizienz vor allem auch in der Produktentwicklung durch die Materi-al- bzw. Werkstoffwahl.
Wenn man die Materialeinsparung mit der aufgrund der letzten Jahre zu erwartenden Preisentwicklung kom-biniert wird deutlich, dass wir nicht nur Einsparpotenziale heben können sondern aufgrund der Verknappung der Ressource „Rohstoff“ auch heben müssen. In der folgenden Grafik wird die enorme Entwicklung der Preise für Metalle und Mineralien zwischen �960 und 20�0 dargestellt.
�5 vgl. Arbeitsgemeinschaft Energiebi-lanzen in Handelsblatt Nr. 067 (20�3), S.6�6 vgl. Schroeter M., Lerch C., Jaeger A. (20��), S. 2

10 WINGbusiness 3/2013
toP-tHEMA
Effizienz bei „Human“ Ressourcen
Der arbeitende Mensch wird in der Produktion der Zukunft weiterhin im Mittelpunkt stehen, die Anforderungen werden sich allerdings verschieben. Di-ese Änderungen und die Effizienz bei „Human“ Ressourcen innerhalb der Industrie 4.0, werden im Kapitel 8 nä-her erläutert.
Effizienz bei finanziellen Ressourcen
Ziel eines Unternehmens oder einer Industrie ist es, mit möglichst geringen finanziellen Mitteln im Sinne von In-vestitionen und Betriebskosten Output-Ziele zu erreichen. Dementsprechend ist es nicht sinnvoll, Überkapazitäten zu installieren und somit hohe Inves-titionen für Betriebsmittel und -an-lagen, Gebäude und die notwendige Infrastruktur zu tätigen. Eine sinnvolle Gesamtanlageneffektivität (OEE, Over-all Equipment Effectiveness) ist aber anzustreben. Dabei gilt ein besonderes Augenmerk der Verfügbarkeit der An-lagen. Häufig ist eine geringe Anlagen-verfügbarkeit der Auslöser für Inves-titionen. Hohe Betriebskosten durch beispielsweise hohe Energiekosten oder hohe Wartungskosten können ebenso Auslöser für Investitionen sein.
6 Offene Standards für Referenzar-chitektur
Das Ziel ist die unternehmensübergrei-fende Vernetzung und Integration über gesamte Wertschöpfungsnetzwerke.
�7 vgl. World Bank Commodity Price Data (20�2), S. �5
Dies gelingt nur mithilfe gemeinsamer und einheitlicher Standards. Für deren Beschreibung und Umsetzung ist eine Referenzarchitektur notwendig. Die Herausforderung der Zukunft wird es sein, diese Referenzarchitektur zu schaffen. Es ist eine umfassende Stan-dardisierung notwendig, in der die Mechanismen der Zusammenarbeit und die auszutauschenden Informati-onen festgelegt werden. Die technische Beschreibung und Umsetzung dieser Festlegung wird als Referenzarchi-tektur bezeichnet. Diese soll in Form von Software-Applikationen zur Ver-fügung gestellt werden. Da das Wert-schöpfungsnetzwerk im Kontext von Industrie 4.0 aus vielen unterschied-lichen Firmen mit verschiedensten Ge-schäftsmodellen besteht, wird es eine Herkulesaufgabe sein, solche Referenz-architekturen zu entwickeln. Es gilt, unterschiedliche Sichtweisen zu einer gemeinsamen, einheitlichen Sichtwei-se zusammen zu führen, indem man sich auf die grundlegenden Strukturie-rungsprinzipien sowie Schnittstellen und Daten einigt.�8
7 Sicherheit
Ein Produktionssystem, dass mit Ta-blet-PCs über das Internet gesteuert werden kann wirft sofort Sicherheits-fragen auf. Es soll verhindert werden, dass „Hacker“ ins Produktionssystem eindringen können, dieses lahm legen oder für andere Zwecke nutzen kön-nen. Die Betriebs- und Angriffssicher-
�8 Promotorengruppe Kommunika-tion der Forschungsunion Wirtschaft – Wissenschaft (20�3), S. 6, S.43
heit sind in Industrie 4.0 Produktions-systemen als sehr kritisch einzustufen. Es ist notwendig, Sicherheitsarchitek-turen und Identitätsnachweise zu ent-wickeln und zu implementieren.
Neben einer deutlichen Komple-xitätssteigerung beim Nachweis der funktionalen Sicherheit wurde auch das Thema Angriffssicherheit als Pro-blem erkannt. Viele Sicherheitsfragen der heute etablierten Produktionssys-teme sind noch nicht vollständig ge-löst, vor allem Maßnahmen zur Errei-chung von Angriffssicherheit werden nur langsam realisiert. Bei den „Cyber-Physical-Systems“-basierten Produkti-onssystemen in Industrie 4.0 handelt es sich um hochgradig vernetzte Sys-temstrukturen mit einer Vielzahl von Beteiligten. Zwischen den teilweise autonom agierenden, technischen Sys-temkomponenten findet ein intensiver und zeitkritischer Daten- und Infor-mationsaustausch statt. Während die Betriebssicherheit eines gesamten Pro-duktionssystems oft im Vordergrund steht, wirft die Angriffssicherheit ganz neue Fragestellungen auf.�9
8 Arbeitsorganisation und Arbeitsge-staltung
Die Produktionssysteme der Zukunft werden gegenüber denen von heute an Flexibilität deutlich gewinnen. In vernetzten Fabriken werden die Ein-malkosten zum Start einer neuen Se-rienproduktion sinken. Dadurch wird es möglich sein, Kleinserien oder sogar Losgröße � wirtschaftlich zu fertigen. Nimmt man die rasante Entwicklung der 3D-Drucker in die zukünftige Entwicklung der Produktion mit auf, kann hier eine noch nie dagewesene Flexibilität verwirklicht werden.
In einer Studie über die Produkti-onsarbeit der Zukunft wird deutlich, dass die Industrie mit einem deutlich steigenden Bedarf der kurzfristigen, personalseitigen Kapazitätsflexibilität rechnet (siehe Abbildung 5).
Dies hat Folgen für die derzeit existierenden Arbeitszeitmodelle der Gewerkschaften, in Österreich und Deutschland, wenn man die Kapazi-tät an den Kapazitätsbedarf im Sinne der Vermeidung von Verschwendung
�9 Promotorengruppe Kommunika-tion der Forschungsunion Wirtschaft – Wissenschaft (20�3), S.620 vgl. Spath D. et al. (20�3), S. 5
Abbildung 4: Preisentwicklung für Metalle und Mineralien von 1960 - 2010 (2000 = 100 %)17

11WINGbusiness 3/2013
toP-tHEMA
anpassen möchte. Neue Konzepte für die Planung und Steuerung der Pro-duktion sind die Folge. Wochenpläne werden obsolet, weil die Ergebnisse der Studie eine deutliche Zunahme der Schwankungen des personalseitigen Kapazitätsbedarfes innerhalb eines Ta-ges zeigen.
Die Rolle der Mitarbeiter wird sich auch aufgrund von virtuell gestalteten Arbeitsplattformen ändern. Die heute
üblichen Mensch-Maschine-Interakti-onen für Maschinenbediener, also zum Beispiel einige Aufgaben eines heu-tigen Bedieners einer CNC-Drehma-schine, werden weniger physisch vor Ort durchgeführt, sondern können ir-gendwo im Produktionsgebäude, aber auch von einem anderen Ort aus mit Internetzugang durchgeführt werden. Dies hat zur Folge, dass sich Flexibili-tät, Arbeitszeitregelungen, Demogra-fie aber auch Gesundheitsaspekte und damit die Arbeit als Ganzes wesentlich ändern werden. Sozialinnovationen sind gefragt, um diese neuen Her-ausforderungen von Industrie 4.0 zu meistern. Während sich die Arbeit von heutigen Maschinenbedienern verän-dern wird, ist anzunehmen, dass auch in Zukunft einfache Tätigkeiten am „Shopfloor“ zu erledigen sein werden und die „mannlose“ Fabrik, wie sie vor Jahrzehnten propagiert wurde, nicht das Ziel von Industrie 4.0 sein wird.
9 Nutzung etablierter Technologien
Die Etablierung von Breitband Internet ist ein Ausgangspunkt zur Entwick-lung von Industrie 4.0. Die Vernetzung etablierter Technologien mit Hilfe des Internets, ermöglicht die flächige Um-setzung dieser Technologien.
Beispielsweise ist die seit Jahren dis-kutierte zustandsorientierte Instand-haltung von Industrieanlagen von
aktuellen Daten über den Zustand der Anlagen abhängig. Über Industrie 4.0 können diese Konzepte und Tech-nologien nun Rückenwind erfahren, wenn über entsprechende Sensorik der aktuelle Zustand der Anlagen im Monitoringsystem der gesamten Pro-duktion weltweit und „online“ in Echt-zeit zugänglich gemacht wird. Mit der zustandsorientierten Instandhaltung können gegenüber der etablierten, zy-klischen bzw. vorbeugenden Instand-haltung, die Kosten für Instandhaltung oft deutlich gesenkt werden.
Die aktuellen Entwicklungen im Bereich von passiven und aktiven Tags, die auf der Radio Frequency Identifi-cation (RFID)-Technologie aufbauen, werden die Art der Produktionspla-nung und –steuerung (PPS) verändern. Unternehmen können mit RFID ihr physisches Anlage- und Umlaufvermö-gen (Dinge) mit Intelligenz ausstatten und diese intelligenten Dinge auto-
matisch mit internen und externen Informationssystemen verknüpfen.2� Die Vorteile von RFID liegen vor allem im kontaktlosen Auslesen durch Radi-owellen und in der Pulkerfassung zur gleichzeitigen Erfassung mehrerer Ob-jekte. Weiters verfügt RFID über eine hohe Speicherkapazität. Das Produkt ist eindeutig identifizierbar und lokali-sierbar und mit „Intelligenz“ versehen, der Arbeitsplan zeigt Alternativen be-züglich Fertigung oder Logistik auf. Damit können Arbeitspläne oder Ma-terialien des Produktes am Produkt gespeichert werden und müssen nicht mehr in einem zentralen Produktions-planungs und –steuerungssystem auf-wendig verwaltet werden.
10 Ausgewählte Forschungsprojekte
Am Institut für Industriebetriebslehre und Innovationsforschung (IBL) und am Institute of Production Science and Management (PSM) werden gleich mehrere Forschungsprojekte zum Themenbereich Industrie 4.0 durchge-führt. Ein Konzept zur „digitalen Fa-brik“ soll in einer hochvernetzten und -komplexen Fabrik die Angebotslegung beschleunigen und präzisieren. Ziel ist es, durch richtige Informationen in der Produktion die Treffsicherheit und Qualität der Angebote deutlich zu erhö-hen, die Dauer für die Angebotslegung zu senken und den Verhandlungsspiel-raum mit dem Kunden aufzuzeigen. Ein weiteres Forschungsprojekt wid-met sich dem Thema der Agilität von Fabriken aus der Sicht der OEMs sowie aus der Sicht der Zulieferindustrie.
Die Frage, wie „Flexibel“ und wie „Agil“ muss eine Fabrik konzipiert sein, wenn beispielsweise die Nachfra-ge deutlich nach unten oder deutlich nach oben geht, soll behandelt werden. Fragen, die derzeit in der Industrie in diesem Zusammenhang intensiv dis-kutiert werden, sind: Wie kann man Profitabilität gewährleisten, wenn die Auslastung deutlich einbricht? Welche Zusatzinvestitionen (Beispielsweise zusätzlich zum Toyota Produktionssys-tem (TPS)) sind dazu erforderlich und wie muss das System aussehen?
Die beiden Institute sind seit 20�� Teil der sogenannten Initiative „Smart Production Graz“ (SPG), der Fakultät für Maschinenbau und Wirtschafts-wissenschaften unter der Leitung von
2� Fleisch E. (200�), S. 6
Abbildung 5: Starke Schwankungen im personalseitigen Kapazitätsbe-darf20

12 WINGbusiness 3/2013
toP-tHEMA
Univ.-Prof. Dipl.-Ing. Dr.
Christian ramsauer
Vorstand des Institutes für Industriebetriebslehre und Innovationsforschung (IBl) und Kurator des Institute of Production Science and Management (PSM) am FSI der tU Graz
Dekan Univ.-Prof. Dipl.-Ing. Dr. techn. Christof Sommitsch. Gemeinsam mit den weiteren SPG Instituten Werk-stoffkunde und Schweißtechnik, Tech-nische Logistik, Werkzeugtechnik und spanlose Produktion, Fertigungstech-nik und Maschinenbau und Betriebsin-formatik wurde das Forschungsprojekt „Smart Shuttle“ initiiert. Dabei geht es um intelligente, selbstfahrende und mit dem Umfeld kommunizierende Shuttle-Systeme, insbesondere für die innerbetriebliche Logistik in Produkti-onsunternehmen.
11 Zusammenfassung
Die Sicherung des Produktionsstand-ortes in Hochlohnländern ist spätes-tens seit 20�� durch die Priorisierung der Regierungen der bedeutenden Industrienationen USA und Deutsch-land ein industriepolitisches Thema, welches auch Österreich erfasst hat. Zahlreiche Förderprogramme treiben Investitionen in die Zukunft der Pro-duktion voran. In Deutschland spricht man vom Zukunftsprojekt Industrie 4.0, das die „Smart Factory“ in den Mittelpunkt stellt.
Wir stehen am Beginn der vierten industriellen Revolution: Die Indus-trie 4.0 kann als neues Leitbild für die Industrie dienen und somit den Indus-triestandort Europa unterstützen. Dies ist vor allem durch neue Informations- und Kommunikationstechnologien möglich. Es entsteht eine völlig neue Produktionslogik, die das Internet der Dinge und Dienste, als Teil von „Smart Factory“, anbietet. Unterneh-men können ihre Produktionsanlagen, Materialien, Logistischen Systeme und Produkte als „Cyber-Physical Systems“ (CPS) weltweit vernetzen.
Die Ressourceneffizienz als Wettbe-werbsfaktor und Teil der Industrie 4.0 spielt besonders für Hochlohnländer eine zentrale Rolle. Die teilweise zu-nehmende Ressourcenverknappung äußert sich in Preissteigerungen, die bis vor kurzem nicht vorstellbar wa-ren. Dies ist ein weiterer Treiber für Initiativen im Bereich der Produktion der Zukunft. Institute der Technischen Universität Graz haben sich 20�� zur „Smart Production Graz“ Initiative zu-sammengeschlossen und leisten einen Beitrag zur Standortsicherung unserer Produktion.
12 Literatur
• Arbeitsgemeinschaft Energiebilanzen in Handelsblatt Nr. 067, 20�3•Bundesministerium für Verkehr, In-novation und Technologie: FTI-Initia-tive Produktion der Zukunft - Innova-tive Technologien, Prozesse und neue Materialien als Schlüssel zur Industrie der Zukunft, Ausschreibungsleitfaden, 20�3• Fleisch E.: Von der Vernetzung von Unternehmen zur Vernetzung von Dingen, 200�• Oxford Econo-mics in Handels-blatt Nr. 067, 20�3• Pisano, G.; Shih W.: Does America Really Need Ma-nufacturing, In: Harvard Business Review, 20�2• President‘s Coun-cil of Advisors on Science and Tech-nology (PCAST): Capturing Dome-stic Competitive Advantage in Advan-ced Manufacturing. AMP Steering Committee Report, Juli 20�2 sowie www.manufacturing.gov• Promotorengruppe Kommunikati-on der Forschungsunion Wirtschaft – Wissenschaft; acatech - Deutsche Akademie der Technikwissenschaften e.V.: Umsetzungsempfehlungen für das Zukunftsprojekt Industrie 4.0, Abschlussbericht des Arbeitskreises In-dustrie 4.0, Frankfurt/Main, 20�3• Ramsauer, C.: Production Strategy – Mastering the Dynamics of Globali-zation, 2009• Ramsauer C. (Hrsg.): Industrial En-gineering und Innovation – Techno-Ökonomie an der TU Graz, Graz, 20�3• Schroeter M., Lerch C., Jaeger A.: Ma-terialeffizienz in der Produktion: Ein-sparpotenziale und Verbreitung von Konzepten zur Materialeinsparung im Verarbeitenden Gewerbe, Fraunhofer-Institut für System- und Innovations-forschung, Karlsruhe, 20��• Spath D. et al.: Produktionsarbeit der Zukunft – Industrie 4.0, Fraunhofer-Institut für Arbeitswirtschaft und Or-ganisation, Stuttgart, 20�3• Uckelmann D.: A definition approach to Smart Logistics, Springer Verlag, Berlin Heidelberg, 2008
• Wohinz, J. et al.: Industriebetriebs-lehre, Vorlesungsskriptum, TU Graz, 20�0/��• Wollte S.: Smart Mobility – Intelli-gente Vernetzung der Verkehrsange-bote in Großstädten, in: Proff H. et al.: Zukünftige Entwicklungen in der Mo-bilität, Sprin-ger Verlag, Wiesbaden, 20�2• World Bank Commodity Price Data, in: Industriellenvereinigung: Rohstoff-sicherheit 2020+ - Rohstoffe für eine ressourceneffiziente Industrie, Wien, 20�2
Autor:
Univ.-Prof. Dipl.-Ing. Dr. techn. Priv.-Doz. Christian Ramsauer, Jahrgang �968;
�987-�993 Studium Wirtschaftsingeni-eurwesen/Maschinenbau an der TU Graz; �993-�997 Universitätsassistent am Ins-titut für Wirtschafts- und Betriebswis-senschaften der TU Graz, Abteilung Industriebetriebslehre und Innovati-onsforschung; �997-�999 Visiting Scholar an der Har-vard Business School in Boston, USA; �999-2004 Management Consultant bei McKinsey&Company in Wien;2005-2008 Geschäftsführender Gesell-schafter der “UNTHA shredding tech-nology”;20�0 Habilitation (Privatdozent) zum Thema “Produktionsstrategie”;20�0-20�� Geschäftsführer der Active Equity GmbH in München;
Seit �.�0.20�� Universitätsprofessor und Vorstand des Instituts für Industriebe-triebslehre und Innovationsforschung (IBL) und Kurator des Institute of Production Science and Management (PSM) am FSI der TU Graz.

13WINGbusiness 3/2013
toP-tHEMA
raimund Diederichs
Ein Produktionsstandort in Asien
Für ein Unternehmen eine große Chance, und bei einer guten Planung und detailliertem Vorgehen sind die risiken kontrollierbar Die Chancen und Vorteile eines neuen Produktionsstandortes, z.B. in Asien, liegen auf der Hand: direkter Zugang zu großen Märkten und zu neuen Kundengruppen. Allerdings können die Risiken einer globalen Produktionsstrategie erheblich sein, wenn die Planungen für ein neues Werk ohne die notwendige Sorgfalt zu kurzfristig vorangetrieben und wichtige Details nicht berücksichtigt werden.
Welche Entscheidungskriterien sind die wichtigsten für eine op-
timale Standortwahl? Was ist notwen-dig, um einen erfolgreichen Produkti-onsstart in Übersee sicher zu stellen? Wie ist vorzugehen? Die folgenden Ausführungen sollen die wichtigsten Antworten auf die oben genannten kri-tischen Fragen geben und Erfahrungen und Vorgehen von Unternehmen auf-zeigen, die diese Herausforderungen erfolgreich gemeistert haben.
Hier im Vorfeld die Ergebnisse zusam-mengefasst:
Das bestehende, meist für die euro-päischen Kunden optimierte Pro-dukt muss in den meisten Fällen angepasst und entfeinert werden für die neuen lokalen Marktgege-
benheiten und die entsprechenden Kundenwünsche. Günstige Arbeitskosten in Übersee sind der Hauptvorteil eines globa-len Standortes, aber erst der Aufbau eines lokales Zuliefernetzes ermög-licht die erhofften Kostenreduzie-rungen in der Wertschöpfungskette der Produktherstellung. Aufwendungen für Zölle, Trans-portkosten und Risiken von Wäh-rungsentwicklungen sind für die endgültige Standortauswahl unbe-dingt zu berücksichtigen. Ohne Entsendung von einigen sehr guten Managern (Expats) aus be-reits bestehenden Produktionsstät-ten wird die neue Fabrik keinen erfolgreichen Produktionsstart ha-ben. Intensives Training und An-leitung der neu rekrutierten, loka-
len Arbeitskräfte durch erfahrene Führungskräfte und punktuelle Unterstützung von Experten aus dem Stammhaus in technischen Angelegenheiten sind Grundvoraus-seztungen für die Einhaltung der geplanten Hochlaufzeit der neuen Fabrik, für die erwartete Produkt-qualität und entscheidend für den Markterfolg der Produkte.
Welches Produkt kann im neuen Zielmarkt Erfolg haben?
Der Aufbau eines neuen Produktions-standortes hat vor allem ein Ziel: die Sicherstellung des Zugangs zu Kunden-gruppen, die von Europa aus meist nur sehr schwer erschließbar sind. Deswei-teren ist das in Eurapa gefertigte Pro-dukt oft zu teuer und zu komplex für
Foto: Raimund Diederichs

14 WINGbusiness 3/2013
toP-tHEMA
den neuen Zielmarkt, dessen Kunden meist einfachere Produktspezifikati-onen und niedrigere Preise verlangen. Zusätzliche hohe Transportkosten, eventuelle Importzölle und lange Lie-ferzeiten bei europäischer Fertigung erschweren einen kundenfreundlichen Service in Übersee.
Ein neues Produktionswerk, z.B. in China, könnte mit einer weit güns-tigeren Kostenstruktur arbeiten und neue Marktpotenziale vor Ort und in anderen asiatischen Ländern erschlie-ßen. Entscheidet sich das Management für einen solchen Schritt, sollten aller-dings wichtige Voraussetzungen analy-siert werden.
Kundenbedürfnisse in den neuen ZielmärktenVertriebswege zur lokalen Markter-schließungWettbewerber vor Ort und deren ProduktangeboteProduktkosten bzw. Kostensen-kungspotenziale im Zielmarkt (Schaubild �)Produkterfordernisse und -anpas-sungen für die neuen Kundengrup-pen
Untersuchungen der Unternehmensbe-ratung McKinsey & Company von in Übersee erfolgreichen Unternehmen mit lokalem Standort zeigen, dass die-se Unternehmen sehr intensiv die oben genannten Fragestellungen untersucht, analysiert und für sich beantwortet ha-ben, bevor der Bau des neuen Stand-ortes begonnen wurde:
Marktforschung: Welche neuen Kundengruppen sollen bedient wer-den? Wie ist das Kaufverhalten die-ser Kunden? Welchen Einfluss und welche Vorteile kann eine lokale Präsenz durch einen Produktions-standort haben (z.B. das Vertrauen der Kunden in die langfristige Prä-senz des Unternehmens vor Ort, die bessere Flexibilität, Zuverlässigkeit und höhere Servicequalität)?Vertriebswege: Wie bedienen lokale Wettbewerber ihre Kunden? Welche Vertriebspartner vor Ort sind die besten? Kann in einem Joint Ven-ture mit einem lokalen Unterneh-men dessen Vertrieb und Netzwerk genutzt werden? Welche Regionen innerhalb des Landes, welche ande-ren asiatischen Länder sollen vom neuen Standort bedient werden?Wettbewerberanalyse: Wer sind die dominierenden lokalen Wettbewer-ber vor Ort? Welche Stärken besit-zen diese etablierten Unternehmen, welche Produktstrategien verfolgen sie? Wie sehen deren Expansionsplä-ne mittelfristig zu einem Zeitpunkt aus, an dem die eigene neue Pro-duktionsstätte ihre volle Kapazität
erreicht hat?Reverse Engineering der eigenen Produkte im Vergleich mit denen des Wettbewerbes: Fast immer sind Produktanpassungen notwendig, um erfolgreich neue Kunden und Segmente in Niedriglohnkosten-Ländern zu erschließen. Oft muss das bestehende Produkt entfeinert
werden, um die „einfacheren“ An-forderungen der asiatischen Kunden kostengünstig zu erfüllen. Ein detail-liertes Reverse Engineering kann er-norm aufschlussreich sein. Eine de-taillierte Analyse und der Vergleich von einzelnen Funktionsgruppen und Bauteilen des eigenen Pro-duktes mit dem des Wettbewerbers können bedeutende Verbesserungs-potenziale aufzeigen. Die Erfahrung zeigt, dass asiatische Wettbewerber oft einfachere technische Lösungen anbieten; Qualitätsmerkmale wer-den in Asien anders interpretiert, andere Porduktfunktionalitäten gelten als wichig bzw. weniger wichtig, ebenso manche Produkt-merkmale, die bisher für das Bran-ding und Unternehmensimage als absolut notwendig angenommenen wurden. Erfahrungen in detaillier-ten Reverse Engineering Projekten zeigen Kostenverbesserungspoten-ziale von oft 20 Prozent und mehr, die für das neue, in Asien zu ferti-gende Produkt umgesetzt werden sollten. Sebstverständlich gibt es Ausnahmen. Der asiatische Kunde, der einen Luxus-PKW aus Europa kaufen will, ist oft bereit, einen ei-nen höheren Endpreis als der Kunde in Europa zu zahlen. Das geht nur für ein Produkt ohne Abstriche in Funktion, Design und Ausstattung. Für die PKW Volumensegmente in China ist dies aber nicht möglich. Hier wird noch immer erfolgreich der „einfache“ Volkswagen Santa-na produziert. Die neuen und sehr erfolgreichen Volumenmodelle Lavida und New-Bora der Marke Volkswagen sind bereits vollständig in China entwickelt worden, um mit lokalem Design und einer opti-malen Kostenbasis den chinesischen OEMs Paroli zu bieten. Benchmarking von Produktions-stätten der lokalen Wettbewerber und Lieferanten: Personalkosten in China sind um ein Vielfaches güns-tiger als in Europa, aber wie verhält es sich mit der Produktivität einer Fabrik, der Fertigungsqualität und den Kosten und der Verlässlichkeit von den lokalen Zulieferern? Im Entscheidungsprozess für einen neuen Standort sollte das europä-ische Management unbedingt eini-ge Fabriken im Zielland besichti-gen und bewerten, sei es solche von

1�WINGbusiness 3/2013
toP-tHEMA
Wettbewerbern oder potenziellen Lieferanten. Solche Besuche erlau-ben realistische Eindrücke und ge-ben wichtige Hinweise über erziel-bare Effizienz der Fertigung, über die Ausstattung produktionsnaher Bereiche wie Qualitätswesen, In-standhaltung, Betriebsmittelbau. Gleichzeitig verschafft ein Besuch Informationen über installierte Fertigungstechnologien und die Investitionen für den zukünftigen Überseestandort. Zusätzlich ist die Abschätzung über des „local con-tent“ der zukünftigen Produktion durch Belieferung von lokalen Lie-feranten eine der wichtigsten An-nahmen für die langfristige Ren-tabilität einer Auslandsfertigung. Bei den meisten industriellen Pro-dukten sind Rohstoffe, Material und Einkaufsanteil der größte Kos-tenblock und das volle Kostenpoten-zial einer globalen Produktion ist nur erreichbar, wenn ein Großteil der Beschaffung vor Ort stattfin-det. Ausschließlich die Endmontage eines Produktes in das Ausland zu transferieren, zahlt sich für Übersee-standorte selten aus. Enstprechend sollte schon in der Vorbereitungs-phase die mittel- und langfristige Lieferantenstrategie bzw. der Auf-bau von lokalen Zulieferern geplant werden.
Einen Zeitraum von sechs bis zwölf Monaten sollten Unternehmen für die oben genannten Recherchen und Ana-
lysen einplanen, falls diese Informati-onen noch nicht vorliegen. Erst dann ist eine realistische Chancen- und Ri-sikenbewertung für das Investment und die Profitabilität eines neuen glo-balen Fertigungsstandortes möglich.
Welche Kriterien sollten die finale Standortwahl entscheiden?
Ist die generelle Entscheidung für einen Auslandstandort gefallen, stellt sich die Frage nach dem genauen Zielort. Ist die Wahl auf Asien gefallen, könnten die weiteren Alternativen China, In-dien, Indonesien, Thailand oder z.B. Vietnam sein. Selbst wenn China als Zielland gesetzt ist, in welcher Region Chinas sollte die neue Fabrik stehen? In der Nähe der großen Mega-Städte wie Peking, Shanghai oder Guangzhou, im Norden oder Süden der Ostküste oder doch im Hinterland? Mehrere Vorge-hensschritte für diesen Auswahlprozess werden empfohlen und sollten für die einzelnen Standortalternativen jeweils bewertet werden.
In den meisten Fällen ist eine Beur-teilung der möglichen Standortalter-nativen über einfaches Ausschlussver-fahren nach „harten“ und „weichen“ Faktoren angeraten. Mittelständische Unternehmen gehen meist pragma-tisch vor: eine gewisse Anzahl von Standortoptionen wird genauer bewer-tet und durch Ausschluss unattraktiver Optionen schrittweise eingeschränkt. Produktionsvolumen und Fertigungs-
technik stehen dabei weitgehend fest. Anhand Mindestanforderungen wer-den Zielland und Zielregion ausge-wählt, bei der Bestimmung von attrak-tiven Standorten in der Region werden zunehmend lokale Standortfaktoren zugrunde gelegt (Schaubild 2).
Als „harte“ Faktoren werden vor allem die wichtigsten Kostenelemente der Produktherstellung bis zur Anliefe-rung beim Endkunden betrachtet: die variablen und fixen Kosten in der Ferti-gung, die Herstellungs- und Transport-kosten für die Lieferanten, Einfuhrzöl-le für solche Komponenten, die auch mittelfristig vom europäischen Stand-ort importiert werden müssen sowie die Logistikkosten zu den Kunden. Es empfiehlt sich, das Produkt in seine Baugruppen zu unterteilen, ähnlich einer groben Stückliste, und für jede Baugruppe eine Herstellungskosten-abschätzung für den neuen Standort durchzuführen.Unbedingt sollte man dabei auch die Kosten für unterschied-liche Szenarien berechnen: wie hoch wären die Produktkosten für den End-kunden bei unterschiedlichen Arbeits-kostenentwicklungen, bei geringerer oder höherer Produktivität in der Fer-tigung, bei Steigerung der Einfuhrzöl-le oder Transportkosten?
Eine solche Kostenvergleichsrech-nung von Standortalternativen hilft, die für das Unternehmen optimale Standortwahl zu treffen (Schaubild 3). Zusätzlich sollte eine dynamische Investitionsrechnung nach Kapital-wertmethode (Net Present Value Be-rechnung) kalkulieren, wie sich Amor-tisationszeit, Produktrentabilität und Kapitalwert der unterschiedlichen Standortoptionen verhalten.
Die Amortisationszeit des Gesam-tinvestments ist für den Unterneh-mensvorstand eines der wichtigsten Entscheidungskriterien für die be-trächtlichen Einmalaufwendungen von Kapital und Managementzeit in den neuen Fabrikationsstandort. Vor allem erlaubt die Kapitalwertmetho-de, wichtige Sensitivitäten sehr gut zu bewerten, z.B. kürzere versus längere Hochlaufzeit bis zum Produktions-start, höhere Kapitalaufwendungen für den Fabrikaufbau als im Basisszenario geplant. Die absolut wichtige und häu-fige gestellte Frage des Managements „was wäre, wenn folgendes Szenario

16 WINGbusiness 3/2013
toP-tHEMA
eintritt“ sollte mittels Sensitivitäts-rechnungen bezüglich wichtiger Ein-flussfaktoren (Kosten, Zeiten, Qualität, Währungsrisiken etc.) durch die Kapi-talwertmethode beantwortet werden.
„Weiche“ Faktoren sind nicht min-der wichtig für die Bewertung von Standortalternativen: wie ist die poli-tische Stabilität der Region? Ist die Ver-fügbarkeit von Fachkräften und not-wendigem Know-how sichergestellt, wie verhält es sich bei den Steuern und möglichen Subventionen durch lokale Behörden? Ist der Standort logistisch für europäische und lokale Lieferanten und die Distribution zum Endkunden gut angebunden? Könnte man lang-fristig Entwicklungskapazitäten am Standort stationieren? Ist der Standort ausbaufähig, falls die Produktion um zusätzliche Produkte erweitert wer-den soll? Ist der Standort akzeptabel für die abgesandten Manager aus dem Stammhaus, die meist drei bis fünf Jahre vor Ort, häufig mit Familie, blei-ben werden, z.B. gibt es internationale Schulen, erlaubt ein Flughafen vor Ort eine aktzeptable internationale Anbin-dung? Ein von der Geschäftsführung ausgewähltes Team aus dem Stamm-haus sollte diese quantitativen und qualitativen Faktoren untersuchen und bewerten, idealerweise die zukünf-tigen Expats für den neuen Standort als Teammitglieder bereits integriert. Nicht selten werden allerdings einzel-ne Abteilungen im Stammhaus sehr kritisch in der Bewertung eines neuen
Überseestandortes sein: Häufig liegt der Entschluss zu einer neuen Produktions-stätte nicht im Kerninteresse der Kon- struktionsabteilung oder des Qualitäts-managements. Beides sind Bereiche, für die ein in Übersee angesiedelter Produktionsstandort komplexere und langwierige Abstimmungsprozesse bedeutet. Ebenso könnte der Produk-tionsleiter eines bestehenden, europä-ischen Standortes eine neue Fabrik in einem Niedriglohnland als internen Wettbewerb betrachten und sehr kri-tisch zu Annahmen wie Produktivität und Kosteneffizienz stehen.
Umso wichtiger ist es für das Top-management, diesen Planungs- und Bewertungsprozess zu leiten und die Organisation ganz bewußt zum Nachdenken über solche teilweise un-bequemen Themen anzuregen und durch detaillierte Bewertungsmodelle die richtige Entscheidung für oder ge-gen einen neuen Fertigungsstandort zu treffen.
Welche Erfolgfaktoren für den erfolgreichen Produktionsstart und –hochlauf einer neuen Auslands-fabrik existieren?
Eine neue und globale Produktion erfolgreich aufzubauen ist eine an-spruchsvolle Aufgabe, vielen Unterneh-men fehlen oft Erfahrung, Expertise und notwendige Managementkapazi-tät. McKinsey Erfahrung hat ergeben, dass viele Unternehmen bei Produk-tionsverlagerungen in der Vergangen-
heit weniger gespart als in der oft zu optimistischen Planung angenommen wurde. Es mangelte an der Analyse des bereits bestehenden intensiven Wett-bewerbs im neuen Markt. Die eigene Position wurde überschätzt, während die Kosten und Zeit für den Produk-tionshochlauf und das entsendete Management aus dem Stammhaus als zu niedrig berechnet wurden. Außer-dem wurden vielfach Zulieferer und Abnehmer nicht in die Überlegungen miteinbezogen; die Folge waren gleich bleibende Material-, aber steigende Lo-gistikkosten. Zudem wurden kleinere Einsparungen gerade in den ersten Jah-ren durch oft erhöhte Einmalkosten kompensiert.
Vor allem für mittelständische Un-ternehmen ist das eine große Hürde. Man hat seine Möglichkeiten über-schätzt, die geplante Hochlaufkurve dauert länger als angenommen, die Rentabilität der neuen Fabrik kommt nicht so schnell wie erwartet (Schau-bilder 4 und 5). Im schlimmsten Fall schreibt das neue Unternehmen in Übersee über Jahre rote Zahlen, die Potenziale im neuen Markt bleiben weit unter den einstmals gesetzten Zie-len.
Die Unternehmen, die mit Erfolg und kostengünstig ein Auslandswerk eröffnen, berücksichtigen bei ihrer Pla-nung für den Produktionsanlauf eini-ge wichtige Faktoren.
Abgleich von Komplexität des neu-en Auslandsstandortes mit den ei-genen Fähigkeiten und ein schritt-weiser Hochlauf mit ausgewählten ProduktenFrühzeitige Einbindung und Ab-stimmung mit lokalen ZulieferernLängerfristige Versendung und Einsatz von exzellenten Managern, zeitweise unterstützt von funktio-nalen Experten, ebenfalls aus dem StammhausIntensive Schulung der neuen loka-len Produktionsmitarbeiter, aber auch Rekruitierung und ausgiebiges Training von lokalen Führungskräf-ten
Anpassung der Komplexität des neuen Standortes an die eigenen Unternehmens-fähigkeiten:
Oft kaum vorhersehbare, unzählige Anforderungen sind mit dem erfolg-

17WINGbusiness 3/2013
toP-tHEMA
reichen Start einer neuen Fabrik zu be-wältigen. Viele produkt- und produk-tionsnahe Themen sind bereits oben erwähnt, in der Regel kennt man sich damit aus. Dazu kommen jedoch neue Herausforderungen wie beispielsweise die formelle, rechtliche Gründung der Produktionsgesellschaft im Land, die Beschaffung von Land und Fabrikhal-len, die Beschaffung und Installation der neuen Anlagen, die Einbindung der neuen Produktionsgesellschaft in die Planungs- und Controlling-prozesse des Gesamtunternehmens, das Training der Mitarbeiter in einer fremden Sprache, der Aufbau einer Personalabteilung entsprechend den lokalen personellen Richtlinien. Viele mittelständische Firmen haben wenig Erfahrungen mit diesen sehr landespe-zifischen Themen.
In einem solchen Fall ist es rat-sam, die Projektkomplexität (zu verla-gerndes Produkt, Produktionsablauf, Lieferanten, Fabrikaufbau, Produkti-onshochlauf, Standortfunktionen etc.) bereits mit Beginn der Planungen zu berücksichtigen. Die regelmäßige Be-wertung der Herausforderungen im Abgleich mit den vorhandenen eigenen unternehmerischen Fähigkeiten, Ka-pazitäten und Erfahrungen ist enorm hilfreich. Eine klare Empfehlung ist es, die Komplexität auf beherrschbares Niveau zu reduzieren, z.B. einen zeit-lich gestrecken Hochlauf mit wenigen Standardprodukten in einem erprob-ten Fertigungsverfahren zu planen.
Frühzeitiger Aufbau eines lokalen Zulie-fernetzwerkes:
Es kann bis zu zwölf Monate dau-ern, bis neue Lieferanten identifiziert, qualifiziert sind und eine verläßliche Teileversorgung der geplanten Fa-brik sicherstellen können. Deswegen sollte parallel zu den Investitionen in Anlagen und Maschinen, also lange vor dem Produktionsstart, ein Be-schaffungsteam, zusammengesetzt aus Mitarbeitern aus dem Stammhaus und dem neuen lokalen Standort, die
Lieferantensuche durchführen. Eine Marktanalyse wird eine Liste von mög-lichen Lieferanten aufzeigen, über ge-
ziehlte RFP (Request for Proposal) an die Lieferanten müssen die fähigsten, aber auch lieferwilligen Unternehmen identifiziert werden. Es ist nicht davon auszugehen, dass lokale Zulieferfir-men, meist relativ klein und in einem schnell wachsenden Markt wie China oft bis zur Kapazitätsgrenze ausgelas-tet, bereit oder in der Lage sind, das neu etablierte Unternehmen zu belie-fern. Langwierige Verhandlungen, aus-giebige Prüfungen der Musterteile sind notwendig, bevor Verträge unterzeich-net werden können. Zudem verlangen viele Zulieferer ein hohes Maß an kon-tinuierlicher Unterstützung, Training und regelmäßige Qualitätskontrollen – unterstützt durch z.B. „unangekün-digte Besuche“ des Managements beim Lieferanten. Auf diese Weise ist eine zuverlässige Belieferung nach Produk-tionsstart und im Hochlauf garantiert.
Auswahl höchstgradig geeigneter Mana-ger für die längerfristige Entsendung an den neuen Standort:
Immer wieder hört man die Geschäfts-führung von mittelständischen Unter-nehmen argumentieren, dass der Auf- oder Ausbau eines Überseestandortes einer der wichtigsten Eckpfeiler für die Expansionsstrategie und für den zukünftigen Erfolg des Unternehmens ist. Die Antwort auf die Frage, ob auch die fähigsten Mitarbeiter den neuen
Standort in Übersee führen, ist nicht immer positiv. Alle Erfahrungen zei-gen aber, dass die beste Planung, die

18 WINGbusiness 3/2013
toP-tHEMA
detaillierteste Wirtschaftlichkeitsrech-nung für den Auslandsstandort unrea-listisch wird, wenn nicht ein Team von erfahrenen, exzellenten Führungskräf-ten aus dem Unternehmen den neuen Standort und das Gesamtprojekt steu-ert. Mindestens vier bis fünf Manager sollten über drei bis vier Jahre den Aufbau und den Produktionshochlauf eines neuen Werkes leiten. Zusätz-lich ist es wichtig, dass Experten aus dem Stammhaus in kritischen Phasen auch über mehrere Wochen vor Ort unterstützen, beispielsweise aus dem Bereich Einkauf, Qualitätswesen oder Instandhaltung. Neu rekrutiertes loka-les Personal kann diese Aufgaben nur unter Kontrolle umsetzen. Ohne diese qualifizierte Führungskräfte aus dem Stammhaus sollte man den Aufbau eines neuen Überseestandortes nicht beginnen.
Training der neu rekrutierten Mitarbeiter vor Ort:
„Meine neuen lokalen Mitarbeiter sind noch nicht ausreichend ausgebil-det, zudem ist die Fluktuation unserer Mannschaft enorm hoch“, so oder ähn-lich lauten die häufigsten Kommentare der entsendeten Manager bei der Fra-ge nach den kritischsten Herausforde-rungen am neuen Standort. Dies zu ändern ist sehr schwierig und wird auch langfristig eine Herausforderung für alle ausländischen Unternehmen bleiben. Vor allem in Asien sind selbst große, renommierte, bereits über länge-re Zeit vor Ort präsente Unternehmen von hoher Fluktuation der Mitarbeiter betroffen. Auch sie versuchen, durch gezielte Trainingsprogramme, ein at-traktives Gehaltsschema und flexible Beförderungsrichtlinien ihre Mitarbei-ter möglichst zu halten. Der Personal-abteilung vor Ort kommt eine enorme Bedeutung zu, diese Prozesse entspre-chend zu gestalten und gegenüber den
Dipl.-Ing.
raimund Diederichs
MBA
oft eingefahrenen Regeln im europä-ischen Stammhaus durchzusetzen.
Ein globales Produktionsnetz-werk mit einer optimierte Stand-ort- und Einkaufs-struktur verschafft Indus t r ieunter-nehmen einen ent scheidenden strategischen Vorteil für eine expan-sive Strategie. Ein solches Netzwerk aufzubauen, ist eine enorme Heraus-forderung für viele Unternehmen. Der Artikel beschreibt die wichtigsten Erfolgsfaktoren für den erfolgreichen Start eines neuen Produktionsstand-ortes.
Literatur:
Prof. Dr. Jürgen Kluge et al: How to Go Global – Designing and Im-plementing Global Production Net-works, McKinsey & Company, Inc. und PTW Darmstadt; Broschüre von McKinsey&Company, Inc.; 2005
Prof. Dr. Ing. Eberhard Abele, Tobias Meyer et al – Institute of Production Management, Technology and Machi-ne Tools (PTW) at Darmstadt Univer-sity and McKinsey & Company, Inc.: Global Production – a handbook for Strategy and Implementation; Sprin-ger-Verlag, 2008
Autor:
Derzeitige Tätigkeit Aufsichtsratsmitglied der Targus Management Consulting AG - Ra-tingenBeiratsmitglied der RMR art com-pany GmbH - Bergkirchen
Uni-Lektor an der TU Graz am Ins-titut für Industriebetriebslehre und Innovationsforschung: Vorlesung zum Thema „Manufacturing and Supply Chain Network“
McKinsey & Company (�982 – 2009) in den Offices München, Wien und Peking
Arbeitsschwerpunkte im Sektor Au-tomobil-, Geräte- und Maschinen-bau, Weiße Ware, Papier, Packaged Goods, Pharma sowie Transportlo-gistik Unterstützung chinesischer und in-ternationaler Unternehmen in ihrer China- und Asienstrategie sowie bei operativen Themen Leiter der europäischen und asia-tischen Supply Chain Practice und Co-Leader der McKinsey Opera-tions Practice
Procter & Gamble (�979 – �98�) Pro-duktionprozessingenieur in der Paper Division in USA und Deutschland
AusbildungMBA - INSEAD in Fontainebleau, FrankreichDiplom Ingenieur Maschinenbau – RWTH Aachen
Co-Autor von 4 Fachbüchern: Glo-bal Production - 2009, Supply Chain Champions - 2003, Qualität gewinnt - �995, Einfach überlegen -�993

19WINGbusiness 3/2013
toP-tHEMA
roland Falb
Europa, ein Industriestandort mit Zukunft?
1 Einleitung
Euro-Krise, fehlende wirtschaftliche Dynamik und die politische Mutlosig-keit der EU prägen das Bild Europas im öffentlichen Diskurs. Im Folgenden soll eine Statusanalyse Europas im Hinblick auf die globale Wettbewerbs-fähigkeit versucht werden. Auf der Basis eines Stärken-Schwächen-Profils werden in Folge Themenfelder für eine „europäische Agenda“ aufgezeigt und Fallbeispiele dargestellt, wie und wo in Europa bereits konkrete und erfolg-reiche Maßnahmen zur Stärkung der globalen Wettbewerbsfähigkeit ergrif-fen werden.
2 Europa ist besser als sein Ruf
Auch wenn die Schwellenländer die Wachstumstreiber der Weltwirtschaft sind und sich durch ihre wachsende Bedeutung das Gesicht der Weltwirt-schaft immer schneller verändert, bleibt und ist Europa/die EU eine wich-tige Säule der globalen Ökonomie. In der „entwickelten Welt“ nimmt Euro-pa im Wettbewerb immer noch eine Spitzenposition ein. Dazu ein paar konkrete Fakten:
Im Jahr 20�2 kommt fast ein Drittel der 500 größten Unternehmen weltweit
aus Europa (Europa: �37; USA: �32; Chi-na: 73; Japan: 68). Sechs der zehn wett-bewerbsfähigsten Länder sind europä-isch (USA: Platz 7; Japan: Platz 20).
Europa hat auch eine starke Position in Forschung und Entwicklung, sieben der zehn innovativsten Länder sind aus Europa, wenngleich es hier auch einen deutlichen Abstand zu den USA gibt. Außerdem ist die Europäische Union in diesem Bereich sehr heterogen auf-gestellt (EU-�7 versus EU-��), wie in Fol-ge noch dargestellt werden wird.
Noch vor wenigen Jahren galt die Realwirtschaft – Industrie, Handel und hochwertige Dienstleistungen – als Ökonomie der Vergangenheit, die Finanzwirtschaft wurde als der wesent-lichste Konjunkturtreiber angesehen. Die Krise ab 2008 hat aber gezeigt: In-dustrielle Kompetenz zählt wieder und
da hat Europa grundsätzlich eine sehr gute Ausgangsposition aufzuweisen: In Kontinentaleuropa liegt der Anteil der Industrie an der Gesamtwertschöpfung bei �8 %, in den USA hingegen sind es gerade mal �2 % und in Großbritannien sogar weniger als �0 %.
Abbildung � zeigt, dass 23 % des glo-balen BIP aus den EU-28 kommen, der Anteil am Welthandel betrug 20�2 im-merhin 32 %. Noch beeindruckender sind die Zahlen, wenn man den Anteil an den globalen FDI‘s (Foreign Direct Investments Inflow) zum Vergleich heranzieht. 36 % dieser Geldmittel flos-sen in die Europäische Union, hinge-gen nur �0 % in die USA und �2 % nach China.
� The Economist Intelligence Unit (EIU)
Abbildung 1: Kennzahlenvergleich Industrienationen, 20121
Foto: Roland Berger Strategy Consultants

20 WINGbusiness 3/2013
toP-tHEMA
Auch der Euro als Währung spielt global eine wichtige, manchmal sogar unterschätzte, Rolle. Ein Viertel der weltweiten Währungsreserven werden in Euro gehalten. Klar dominant ist hier allerdings der US Dollar, in dem etwas mehr als 60 % der weltweiten Währungsreserven angelegt sind.
Die Europäische Union und die Eu-rozone sind also ein integrierter und bedeutender Teil der Weltwirtschaft und der globalen Finanzmärkte. Eine Weltwirtschaft ohne Europa ist un-denkbar!
3 Europäische Wettbewerbsfähigkeit unter Druck
Dank seiner industriepolitischen Be-deutung, auch im globalen Kontext, hat Europa seiner Bevölkerung in den letzten Jahrzehnten einen steigenden und sicheren Lebensstandard bieten können. Trotzdem sind die EU-28 hin-ter den Entwicklungen in den USA zu-rückgeblieben. Ja, der Abstand hat sich sogar vergrößert (siehe Abbildung 2). Auch ausgewählte Entwicklungslän-der (z.B. S-Korea) weisen beim BIP pro Kopf höhere Wachstumsraten auf und liegen mittlerweile auf europäischem Niveau.
In Bezug auf die Produktivität pro Arbeitsstunde hat Europa gegenüber den USA ebenfalls einen strukturellen Nachteil. Bis in die �990-er Jahre hat Europa, wie Abbildung 3 zeigt, gegen-über den USA aufgeholt, ist aber dann wieder deutlich zurück gefallen. 20�0 betrug der „Produktivitätsnachteil“
2 IMF; World Economic Outlook, Oct. 20�2 and authors‘ calculation3 WEF; Conference Board, Total Eco-nomy Database, Jan 20�2 and author‘s calculation
der EU-28 gegenüber den USA 40 %!
Wenn man den Glo-bal Competitiveness Index 20�2/�3, veröffent-licht vom World Econo-mic Forum, heranzieht, dann ist evident, dass Europa bei einer Reihe von Indikatoren, die für die Wettbewerbs-fähigkeit relevant sind, gegenüber den USA im Hintertreffen liegt. Als wesentlich anzusehen
sind dabei die Bereiche Innovations-kraft, Effizienz des Arbeits-marktes und die Qualität höherer Bildung. Gleichzei-tig ist aber auch die Stärke der EU-28 gegenüber den BRIC-Ländern unüberseh-bar (siehe Abbildung 4).
An dieser Stelle ist an-zumerken, dass Europa hier als gewichteter Durch-schnitt der EU-28 dargestellt wird, was das Bild natürlich verfälscht. Einzelne Länder (wie beispielsweise Deutsch-land, aber auch Frankreich und Österreich) liegen deut-lich besser als der europäische Durch-schnitt und besitzen somit auch im bilateralen Wettbewerbsvergleich mit den großen Industrienationen wie den USA oder China eine wesentlich bes-sere, in Teilen sogar überlegene, Posi-tion.
Die Heterogenität Eu-ropas im globalen Wettbe-werbsvergleich wird sofort deutlich, wenn man nord-europäische Staaten mit südeuropäischen vergleicht (siehe Abbildung 5).
4 Bausteine einer europä-ischen Agenda
An dieser Stelle ist ein Zwi-schenfazit zu ziehen: Eur-opa hat mit seinem hohen Industrieanteil und seiner „industriellen Tradition“ beste Voraussetzungen, um die Herausforderungen der Zukunft zu meistern. Gleichzeitig ist aber kritisch
4 Global Competitive Index, 20�2-20�3; WEF and author‘s calculation
anzumerken, dass in einigen wettbe-werbsrelevanten Bereichen insbeson-dere die USA Europa überlegen sind und sich der Abstand zwischen beiden eher zu vergrößern als zu verkleinern scheint. Gleichzeitig holen Schlüssel-Entwicklungsmärkte (BRIC-Staaten) rasch auf und sind, wie am Beispiel Chinas leicht nachvollzogen werden kann, zu einer ernst zu nehmenden Konkurrenz geworden.
Umso wichtiger ist es, dass Europa in den Kompetenzfeldern, wo es Defi-zite gibt, Anstrengungen unternimmt, um dies auszugleichen. Der Blick in den Global Competitive Index (siehe
Abbildung 4) zeigt, dass hier insbeson-dere in drei Themenbereichen Nach-holbedarf besteht. Es ist nicht zufällig, dass diese drei Bereiche eher „softe“ Wettbewerbsfaktoren darstellen. In sei-ner traditionell ingenieurmäßigen In-dustriefokussierung hat Europa näm-
lich diese drei Bereiche in den letzten Jahren zunehmend vernachlässigt:
Abbildung 2 : Wohlstandsvergleich, 20122
Abbildung 3: BIP pro Arbeitsstunde im %-Ver-gleich zu USA3
Abbildung 4: Globaler Wettbewerbsvergleich4

21WINGbusiness 3/2013
toP-tHEMA
�. Unternehmertum und Innovati-on2. Mobilisierung des Arbeits-marktes 3. Steigerung der Markteffizienz
4.1. Unternehmertum und Innovation
Die Innovationsfähigkeit ist ein kri-tischer Erfolgsfaktor, um hochwertige und damit kompetitive Produkte und Dienstleistungen entwickeln und an-bieten zu können. Außerdem ist sie entscheidend für die laufende Steige-rung der Produktivität, die ebenfalls ein entscheidender Erfolgsfaktor im Wettbewerb ist.
Einer der wesentlichsten europä-ischen Agenda-Punkte besteht darin, die Innnovationskraft des privaten Sektors mit Forschungseinrichtungen des öffentlichen Bereiches (z.B. Univer-sitäten etc.) noch viel stärker zu verbin-den, als dies bisher geschehen ist, und aus dieser Zusammenarbeit maximale Innovationskraft zu schöpfen.
Ein erfolgreiches Beispiel dazu sind die „Dutch Leading Technology Institu-tes (LTI)“, die in vier niederländischen Industriesegmenten angesiedelt sind. Die einzelnen LTI‘s sind über PPP Modelle (Public Private Partnership) finanziert, wobei die öffentliche Hand etwa 50 %, der private Sektor etwa 30 % und Forschungsinstitute den Rest der Finanzierung tragen. Mittlerweile beträgt das Budget aller installierten LTI‘s etwa 500 Millionen Euro.
Ein anderes erwähnenswertes Pro-gramm zur Innovationsförderung,
5 Global Competitive Index, 20�2-20�3; WEF and author‘s calculation
ist das deutsche „EXIST Programm“, das �997 ins Leben gerufen wurde, um aus der, an sich hochquali-tativen, universitären For-schung noch mehr markt-fähige Geschäftsmodelle entstehen zu lassen. Eine unabhängige Bewertung dieser Programme zeigt, dass mittlerweile etwa �90.000 Studenten und Forscher auf unterschied-lichen Wegen (z.B. Vor-lesungen, Business Plan Wettbewerbe, Trainings) mit diesen Programmen in
Kontakt gekommen sind. Dabei wur-den etwa �2.600 Innovationen geför-dert, die in Summe zu 3.460 Start-ups geführt haben.
4.2. Mobilisierung des Arbeitsmarktes
Die Stärkung der europäischen Wettbewerbsfähigkeit wird wesentlich davon abhängen, junge Talente nicht nur auszubilden, sondern diese auch in den Wertschöpfungsprozess zu inte-grieren.
Gerade die Arbeitslosigkeit hat sich in Europa seit dem Beginn der Finanz- und Wirtschaftskrise zu einem Besorg-nis erregenden Phänomen entwickelt. Waren im Oktober 2007 in Europa noch 7 % der Menschen ohne Beschäf-tigung, so waren es im Oktober 20�2 bereits fast �� %, das entspricht einer Gesamtanzahl von 25 Millionen euro-päischen Mitbürgern. Besonders gra-vierend ist hier das europäische Nord-Süd-Gefälle. Während in Spanien und Griechenland die Gesamtarbeitslosen-zahlen bereits bei etwa 25 % liegen, sind sie in Deutschland oder den Niederlan-den, aber auch in Österreich, noch bei Werten vor der Krise.
Ein noch dramatischer Aspekt ist die massive Zunahme der Jugendarbeits-losigkeit, bei der die Unterschiede in Europa sogar noch stärker durchschla-gen. Im Oktober 20�2 waren in den sü-deuropäischen Ländern 45 % der unter 25-Jährigen ohne Arbeit, eine mehr als nur erschreckende Zahl. Ist dies doch eine unglaubliche „Ressourcenvergeu-dung“, die sich Europa da „leistet“, von den sozialen Implikationen solcher Arbeitslosenzahlen gar nicht zu spre-chen.
Trotzdem gibt es auch in diesem Be-reich erfolgreiche europäische Initiati-ven. Eine davon ist das dänische „Fle-xicurity Model“. In diesem Programm werden einerseits Arbeitsmarktflexi-bilität („Flexibility“) und andererseits Einkommenssicherheit („Security“) miteinander kombiniert. Die Mög-lichkeit für Unternehmen, Mitarbeiter einzustellen und diese auch wieder zu kündigen, sind höchst flexibel. Auf der anderen Seite sind die Zuwendungen durch die Arbeitslosenversicherung oder Sozialprogramme sehr generös ausgestaltet. Es ist natürlich unbestreit-bar, dass dieses Programm einen ho-hen finanziellen Aufwand bedingt, so werden dafür in Dänemark 5 % des BIP aufgewendet, andererseits hat Däne-mark eine der niedrigsten Arbeitslo-senraten in der Europäischen Union.
Entscheidend für ein hohes Beschäf-tigungsniveau ist die gute Ausbildung. Hier hat Finnland in den letzten vier Jahrzehnten ein beachtenswertes Programm in der „Bildungsreform“ durchlaufen. Unter Einbeziehung aller wesentlichen Stakeholder hat man sich darauf verständigt, im ersten Schritt die Ausbildung des Lehrpersonals in allen Schulstufen zu vereinheitlichen und von pädagogischen Akademien hin zu den Universitäten zu verlagern. Dies hat gleichzeitig auch zu einer massiven Aufwertung des Berufsbildes für Lehrer beigetragen und somit auch eine „Positivauswahl“ des Lehrkörpers herbeigeführt. In Finnland ist heute der Andrang bei Lehrberufen so groß, dass nur etwa �5 % der Bewerber in Lehrer-Ausbildungsprogramme aufge-nommen werden. Die finnische Quali-tätsinitiative im Bildungsbereich hat zu Spitzenwerten bei PISA-Tests (OECD‘s Program for International Student As-sessment) geführt und Finnland die Transformation in eine Technologie- und Know-How-orientierte Gesell-schaft ermöglicht.
4.3 Steigerung der Markteffizienz
Europa hat mit der Einführung des „Gemeinsamen Marktes“ mit dem freien Verkehr von Waren, Personen, Dienstleistungen und Kapital einen enormen Schritt in Richtung effizi-enterer Marktmechanismen getan. Schwächelnde nationale Märkte kön-nen nun so wesentlich leichter an
Abbildung 5: Europäischer Wettbewerbsver-gleich5

22 WINGbusiness 3/2013
toP-tHEMA
Prof. Dipl.-Ing.
Dr. techn.
roland Falb
Managing Partner roland Berger Strategy Consultants
einem Gesamtmarkt von einer halben Milliarde Menschen teilnehmen und so auch gesunden. Dass dies bislang nicht im erstrebten Ausmaß stattgefunden hat, müssen wir in der aktuellen Krise einiger europäischer Staatshaushalte, die fälschlicherweise als Krise unserer gemeinsamen Währung hingestellt wird, schmerzlich zur Kenntnis neh-men.
Hier zeigt sich auch wieder die Be-deutung eines starken industriellen Rückgrates: Staatshaushaltskrisen tre-ten ja vor allen in den Ländern auf, die über keine ausreichende oder nicht ausreichend effiziente Industriestruk-tur verfügen. Irreführende Ansätze vergangener Jahre, die Europa in Rich-tung einer Dienstleistungsgesellschaft führen wollten, werden durch die ak-tuellen Erfahrungen und die probaten Wege zur Krisenüberwindung eindeu-tig und nachhaltig widerlegt.
Ein gutes Beispiel dafür ist der Weg, den Schweden mit seinem Programm „Liberalization of Goods and Service Markets“ gegangen ist. In den �970-er und �980-er Jahren war die schwedische Wirtschaft gekennzeichnet durch eine Reihe von Wettbewerbsbeschrän-kungen, durch staatliche Regulation und durch schwache Anti-Trust-Ge-setze. Dies hat zu einer zunehmenden Erodierung der wirtschaftlichen Per-formance Schwedens geführt und die schwedische Regierung hat sich ent-schlossen, in den �990-er Jahren einen neuen Weg einzuschlagen.
Durch die Schaffung einer starken Wettbewerbsbehörde, sektorenwei-
ser Überwachungseinrichtungen und einer neuen wettbewerbsfördernden Gesetzgebung, verbunden mit einer Deregulierung in einzelnen Netzwerk-Industrien wurde ein Transformations-prozess eingeleitet, der Schweden zu seiner guten wirtschaftlicher Prosperi-tät zurück geführt hat.
Gut funktionierende Märkte sind auch effiziente Märkte. Dazu gehört
auch die effiziente Ausgestaltung von Prozessen bzw. deren Harmonisie-rung.
Ein gutes Bei-spiel ist hier die Er-richtung der „Sing-le Euro Payment Area (SEPA)“ in 2002. An dieser In-itiative nehmen ne-ben den EU-28 auch
vier Staaten aus der europäischen Frei-handelszone (Schweiz, Liechtenstein, Norwegen und Island), sowie Marok-ko teil. Das Ziel ist, die Zahlungsab-wicklung im Bereich der technischen Infrastruktur und den gesetzlichen Rahmenbedingungen zu harmonisie-ren. Ziel ist auch, einen stärker inte-grierten europäischen Finanzmarkt zu unterstützen.
Ein konkretes Ergebnis dieser Initia-tive ist die „Payment Services Directive (PSD)“. Dabei wurde die Initiative nicht auf Regierungsebene ergriffen, son-dern dem privaten Sektor übertragen, der aus Marktnotwendigkeit heraus die Harmonisierung der technischen Infrastruktur und die Entwicklung von Standards vorangetrieben hat. Die erwarteten Effizienzeffekte durch Stan-dardisierung und Harmonisierung im europäischen Zahlungsverkehr belau-fen sich nach ursprünglichen Studien auf immerhin �23 Milliarden Euro.
5 Resümee und Ausblick
Das Bild, das Europa und die europä-ische Industrie im globalen Wettbe-werb bietet, ist ein durchaus differen-
ziertes. Strukturellen Stärken stehen aber auch strukturelle Schwächen gegenüber. Der Wettbewerb mit den USA wird nicht abnehmen, sondern härter werden. Gleichzeitig drängen immer mehr erfolgreiche und große Entwicklungsländer auf die Weltbüh-ne bzw. haben schon signifikante Teile dieser eingenommen.
Trotzdem hat Europa bestens in-takte Voraussetzungen, um in diesem globalen Wettbewerb auch weiterhin eine tragende Rolle zu spielen. Denn in jedem Bereich, in dem Europa im bes-ten Wortsinn seine Hausaufgaben ma-chen muss, gibt es zumindest bereits eine, meistens sogar mehrere nationale und länderübergreifende Initiativen, die diese Schwachstellen zu überwin-den versuchen und dies zumeist auch erfolgreich tun!
Nachsatz:
Der deutschen Bundeskanzerlin, Ange-la Merkel, wird der Satz zugeschrieben: „Scheitert der Euro, dann scheitert Eu-ropa!“
In Wirklichkeit gilt aber: „Scheitert Europa, dann scheitert die Welt!“
Autor:
Prof. Dipl.-Ing. Dr.techn. Roland Falbist seit �994 in der Beratung tätig und hat ein breit gefächertes Erfahrungs-spektrum. Er ist Geschäftsführer des Wiener Büros und als Managing Part-ner für die Südosteuropa-Büros verant-wortlich. Seine Schwerpunkte liegen in den Branchen Konsumgüter/Han-del, Medien & IT und Infrastruktur so-wie funktional im Bereich Operations Strategy.
Er stammt aus Oberösterreich, sein Studium des Wirtschaftsingenieur-wesens/Maschinenbaus in Graz hat er mit einer Promotion abgeschlossen. Von �988 bis �996 arbeitete er für die Steirerbrau AG, zunächst in leitenden Vertriebsfunktionen, ab �993 als Perso-nalchef.
23WINGbusiness 3/2013
toP-tHEMA
thomas Stüger, Christian langer
lean im Mro-Betrieb1 Prozessverschlankung ist in der MRO-Industrie durch hohe Variabilität, geringe Flexibilität und daraus resultierender Verschwendung eine besondere Herausforderung. Bei hoher Variabilität ist cet. par eine hohe Ressourcenauslastung nur zum Preis von durchschnittlich höheren Wartezeiten bzw. Durchlaufzeiten zu erzielen, die letztlich Markterwar-tungen nicht mehr treffen. Am Beispiel der Lufthansa Technik wird gezeigt, wie durch klare methodische Standards, eine breite Befähigung in der Organisation und wirksame Anreizsysteme eine deutliche Steigerung der Wettbewerbs-fähigkeit erzielt werden kann. Das wird anhand zweier Programme, die zur Reduktion benötigter Arbeitsstun-den um 30 % bzw. einer deutlichen Senkung des investierten Kapitals bei gleicher Leistung geführt haben belegt.
1 Einleitung
Der Kontext schlanker Produktion ist durch seine Fokussierung auf Prozesse und das Handeln der Führungskräfte und Mitarbeiter darin hochgradig un-ternehmensspezifisch. Das Spezifikum des hier betrachteten Unternehmens, der Lufthansa Technik AG, und de-ren Branchenkontext, die sogenannte „MRO-Industrie“, soll zu Beginn kurz erläutert werden.
1.1 Die Unternehmung Lufthansa Technik AG
Die Lufthansa Technik AG (LHT), �994 als einhundertprozentiges Toch-terunternehmen der Deutschen Luft-hansa AG gegründet, ist spezialisiert auf „Maintenance, Repair und Over-haul (MRO)“ von Flugzeugen und Flugzeugteilen. Neben der Lufthansa-Konzernflotte betreut die LHT-Gruppe
� vgl. Stüger; Langer (20�3)
mit weltweit rund 25.000 Mitarbeitern über 750 Kunden mit über 2000 Flug-zeugen und ist damit Weltmarktführer in diesem Segment.
1.2 Aufgabenstellung und Zielsetzung
Ziel dieses Beitrages ist, die besonde-ren Herausforderungen der Produk-tionsverschlankung in einem Betrieb der Flugzeug-MRO-Industrie zu kon-kretisieren. Darauf aufbauend wird am Beispiel der Lufthansa Technik ein möglicher Lösungsansatz organisato-risch und prozessual dargestellt.
2 Spezifische Herausforderung von Lean im MRO-Umfeld
Der Ursprung von Lean geht zurück auf das sogenannte „Toyota—Produk-tions- System“2 und liegt daher in der klassischen Automobilproduktion.
2 vgl. Ohno (�993), S. 43ff., vgl. Woma-ck, Jones, Roos (�990)
Kennzeichnend für die hier betrachte-te MRO-Industrie ist der im Vergleich höhere Anteil nicht langfristigplan-barer Arbeit.
2.1 Grundprinzipien der schlanken Produktion
Den Kerngedanken der schlanken Pro-duktion fasst Taiicho Ohno kurz zu-sammen:
„Gegenwärtige Kapazität = Arbeit + Verschwendung“3.
Nur durch Verringerung von Ver-schwendung lässt sich somit bei gege-bener Kapazität die Effizienz steigern. Dieses Streben nach einer schlanken Produktion liegt dem Toyota rodukti-onssystem zugrunde. Klassisch werden sieben Arten der Verschwendung un-terschieden, die jede für sich effizienz-mindernd wirken.4
3 Ohno (�993) S. 45.4 Vgl. bspw. Liker, Der Toyota Weg (2008), S. 59f.
Foto: Lufthansa Technik AG

24 WINGbusiness 3/2013
toP-tHEMA
Womack und Jones haben fünf Prinzipien definiert, die eine solche schlanke Produktion befördern:5 Aus-gehend von der Frage nach der Wert-beimessung durch den Kunden wird der Wertstrom identifiziert, die wert-schöpfenden Prozesse zu einem kon-tinuierlichem Fluss verbunden und dieser Fluss wird durch den „Pull“ aus der Nachfrage des Kunden gezogen. Schließlich wird durch kontinuierliche Verbesserung Perfektion angestrebt.
2.2 Spezifika der Produktion im MRO-Umfeld
Wartungs- und Reparaturprozesse sind durch eine Variantenvielfalt der zu be-arbeiteten Reparaturobjekte und einen hohen Anteil an Unplanbarkeit ge-prägt. Erst durch die Befundung wird der erforderliche Aufwand abschätz-bar. Gleichzeitig findet diese Arbeit infolge der luftfahrttypischen Sicher-heitskultur in einem hochgradig regu-lierten Umfeld statt, das die Flexibilität des Ressourceneinsatzes einschränkt.
2.2.1 Variabilität
Neben der präventiv wirkenden soge-nannten „planbaren Instandhaltung“ ist durch die begrenzte Vorhersagbar-keit von technischen Abnutzungspro-zessen oder Beschädigungsereignissen
mit „nicht planbarer Instandhaltung“ zu rechnen. Erst nach der Fehlersuche und „auf Basis der Befundbewertung kann der zeitliche Umfang, die erfor-derliche Personalqualifikation und der Materialbedarf bestimmt […] werden.“
5 Vgl. Womack und Jones, (2003), S. �5ff
6Dieser Sachverhalt begründet eine hohe Variabilität in der Nachfrage nach Produktionsressourcen im MRO-Umfeld.7
Eine hohe Variabilität bewirkt einen „Trade-Off“ zwischen Wartezeiten/ Durchlaufzeiten auf der einen Seite und der Ressourcenauslastung auf der anderen Seite.
Bei hoher Variabilität ist cet. par. eine hohe Auslastung von Ressourcen nur zum Preis von durchschnittlich höheren Wartezeiten bzw. Durchlauf-zeiten zu erzielen. In Abb. � ist dies mit dem Betriebspunkt 2 gekennzeichnet. Ist bspw. durch Kundenanforderung eine niedrige Durchlaufzeit zu erzielen kann das nur bei im Durchschnitt ge-ringerer Ressourcenauslastung gesche-hen. (Betriebspunkt �). Kann die Vari-abilität durch geeignete Maßnahmen gesenkt werden – in der Abbildung dargestellt durch einen flacheren Kur-venverlauf - ist bei gleicher Durchlauf-zeit eine höhere Ressourcennutzung möglich.9 Aus betrieblicher Sicht sind also Maßnahmen zur Senkung der Va-riabilität anzustreben.
Während Preisanreize in anderen Industrien zur Glättung von Nachfra-ge genutzt werden,�0 hat sich im MRO-Kontext das „Frontloading“�� bewährt. Durch frühzeitige Informationsgewin-
6 Hintsch (20�0), S. �95.7 Bauer, et al. (2009), S.�8 vgl. Bauer, et al. (2009), S.2.9 Wird die Variabilität auf null ge-senkt, sind vollständig getaktete und geglättete Prozesse möglich..�0 Bauer, et al. (2009), S.3.�� Vgl. Kappes und Schentler (20�2)
nung über Schadensbilder erhöht sich die Planbarkeit und sinkt die Variabi-lität. Tatsächlich ist jedoch die Reduk-tionsmöglichkeit begrenzt und gelingt nicht vollständig.
2.2.2 Inflexibilität
Aufgrund der Sicherheitsrelevanz ist die MRO-Industrie starken regulatorischen Beschränkungen unterworfen.�2 Diese und weitere spezifischen Regeln und Normen reduzieren zusätzlich zu den grundsätzlich geltenden Vorschriften bspw. zu Arbeitszeiten die Flexibilität des Ressourceneinsatzes deutlich.
Da nach Ashby gilt „only […] variety can destroy variety“�3, muss hoher Vari-abilität in der Anforderung mit hoher Variabilität in der Ressourcenverfüg-barkeit begegnet werden. In dem hier betrachteten Kontext verlangt dieser Sachverhalt nach hoher Flexibilität auch in der Personalverfügbarkeit. Wie oben dargelegt ist diese regulatorisch beschränkt. Umso stärkerer Bedeutung kommt der Bereitschaft der Mitarbeiter zu flexiblem Verhalten im Rahmen des legal Möglichen zu. Neben der tech-nischen Ausgestaltung der Produkti-onsabläufe rücken damit Änderungen bei Einstellung und Verhalten der Mit-arbeiter in den Mittelpunkt schlanker Produktion.�4
2.3 Lean in der Aviation Industrie
Wo Variabilität nicht vollständig eli-miniert werden kann und der verblei-benden Variabilität nicht mit vollkom-mener Flexibilität begegnet werden kann, entsteht Verschwendung im Sinne der oben genannten sieben Ver-schwendungsarten. Die durch Über-kapazitäten und einen tiefgreifenden Strukturwandel geprägte Airlinein-dustrie steht unter erheblichem Kos-tendruck, der auch an die Zulieferer aus dem MRO-Sektor weitergegeben wird. Daher ist nicht überraschend, dass Flugzeughersteller, Airlines und auch MRO-Firmen frühzeitig auf die Verschlankung ihrer Abläufe gesetzt haben.�5
�2 vgl. EASA (20�3).�3 Ashby (�957), S. 207�4 Drew, McCallum und Roggenhofer (2005), S.38�5 vgl. Lean Flight Initiative (20�3); vgl. Womack; Jones (2003) S. 26
Abbildung 1: Wirkung von Variabilität auf Wartezeiten und Ressourcenauslastung8

2�WINGbusiness 3/2013
toP-tHEMA
3 Kontext der Lean-Entwicklung bei Lufthansa Technik
Der Einsatz von schlanker Produk-tion ist bei LHT zunächst organisch gewachsen und hatte seinen Anfang nicht in einem unternehmensweiten Top-Down Ansatz. Die Ursprünge la-gen schon im Jahr 200�. Erst auf Basis mehrjähriger Erfahrungen und ers-ter nachhaltig erfolgreicher Projekte wurde 2007 eine Zentraleinheit mit direkter Berichtslinie an den Produk-tionsvorstand implementiert. Damit wurde ein einheitlicher Rahmen für die Weiterentwicklung des MRO-spe-zifischen Lean Ansatzes geschaffen.�6 Dieser Ansatz basiert im Wesentlichen auf den drei folgenden Säulen.
3.1 Vorgabe
3.1.1 Vorgehensmodelle im Lean Kontext
Zur Schaffung effizienter Abläufe in Unternehmen sind zahlreiche Vor-gehensmodelle in der Literatur be-schrieben bzw. werden von Beratern propagiert�7. Dem radikalen, auf Ein-maligkeit angelegten Begriffsverständ-nis des „Business-Process Reenginee-ring“�8 stehen auf Kontinuierlichkeit ausgerichtete Ansätze entgegen.
Im Lean Kontext spiegelt sich diese Kontinuität im Zusammenspiel von sprungartigen Verbesserungen des „kaikaku“ und dem inkrementellen „kaizen“ wider. „The kaikaku bonus [is] released by the initial radical realign-ment of the value stream. What follows is continous improvements by means of kaizen en route to perfection.”�9
3.1.2 Lufthansa Technik Produktionssys-tem
Das LHT Produktionssystem (LPS) als der methodische Lean-Standard20 bei LHT ist ein auf Kontinuität ausgelegtes Vorgehensmodell2�. Kernelement sind immer wiederkehrende Abfolgen von Transformationsprojekten und konti-nuierlicher Verbesserung. Erstere sind auf 8-�6 Wochen angelegte sprunghafte
�6 Hohmann und Stracke (20�3), S.4�7 Vgl. Balzert, et al. (20��)�8 Hammer ; (�993), S. 32.�9 Womack; Jones (2003), S. 2620 vgl. Peters (2009), S. 862� vgl. Lufthansa Technik AG (20��)
Verbesserungen in einem klar abge-grenzten Wertstromabschnitt. Konti-nuierliche Verbesserung im Rahmen eines laufenden Leistungsmanage-ments schließt sich daran an und un-terstützt die weitere Verbesserung im Alltag.22
Eingebettet ist die Abfolge aus Transformation und KVP in die soge-nannten Programmarchitekturen der Geschäftsbereiche. Jeder Bereich entwi-ckelt eine bereichsspezifische Program-marchitektur. Diese beschreibt die in den nächsten ein bis zwei Jahren erfor-derlichen Aktivitäten zur Erreichung des gesetzten Zieles in Form von Trans-formations- und KVP-Projekten; die dafür erforderlichen Methoden und Werkzeuge, die Kommunikations- und Ausrollstrategie und auch erforder-liche Ressourcen zur Umsetzung. Die Bedeutung einer sorgfältig geplanten Programmarchitektur für den Erfolg der Prozessverbesserung ist bei LHT deutlich erkennbar.23
3.2 Vermittlung
Um ein gemeinsames, einheitliches Vorgehen in einer großen und dis-lozierten Organisation zu etablieren bedarf es – aufbauend auf der gemein-samen methodischen Basis geeigneter Instrumente zur Wissensvermittlung.
3.2.1 Wissensvermittlung in Organisati-onen
Neben der Vermittlung des „tech-nischen“ Wissens zum Einsatz von Di-agnose und Gestaltungselementen im Rahmen von Verbesserungsaktivitäten ist der Aufbau von Handlungskompe-tenz24 in der Führung und Begleitung von Veränderungen für die Etablierung eines gemeinsamen Lean-Ansatzes im Unternehmen erforderlich.25 Gerade für den Aufbau dieser spezifischen Handlungskompetenz eigenen sich klassische Trainingsformate nur be-grenzt. „[L]ittle of the training and de-velopment of team members or leaders at Toyota happens in a classroom“.26
22 vgl. Deutzmann (20�0), S. 50f.23 vgl. Programme: „LOS!“; „LIFT – Lie-ferung in fünf Tagen“; „STArT – Stabile Turn-around-Time“; „Mach 26“24 Vgl. Euler; Hahn (2007), S. 8025 Wohinz (�985), S.8026 Liker; Convis (20�2), S. 73
Im sogenannten „Problembasierten Lernen“ entwickeln die Lernenden auf Basis einer beschriebenen Problem-stellung ihren Lernbedarf selber. Im Gegensatz zum klassischen Lernansatz wird hier zu Beginn eine konkrete, pra-xisnahe Fragestellung präsentiert, die die Lernenden versuchen mit ihrem vorhandenen Wissen zu diskutieren und zu lösen. Erst im Anschluss findet der selbst definierte issensaufbau statt, um dann erneut die Problemstellung zu bearbeiten. „The focus is on what students are learning rather than what the teacher is teaching”.27
Ein weiterer Schritt zur Wissensver-mittlung in der Praxis ist die Beglei-tung des Lernenden in seinem Alltag. Auf Basis von definierten Standards und mit Hilfe des Begleiters reflektiert der Lernende regelmäßig den Fort-schritt in der Verringerung von Abwei-chungen. Im Mittelpunkt steht damit das kontinuierliche, begleitete Lernen während des eigentlichen Handelns.
3.2.2 Lufthansa Technik Lean Academy
Die LHT Lean Academy wurde 2008 gegründet, um aus der Mitte der eige-nen Organisation den Wissensaufbau zur Prozessverbesserung zu unterstüt-zen. Ein Kernmerkmal ist seitdem, dass sowohl die didaktischen Konzepte, die inhaltliche Entwicklung als auch die Vermittlung des Wissens stets durch eigene Mitarbeiter erfolgt.
Gestartet ist die Academy mit klas-sischen Trainingsmodulen im „Klas-senraum“ mittels Theorieelementen, Simulationen und Diskussionen. Dazu wurden �5 ein- bis viertägige Module zu unterschiedlichen Themenstellun-gen entwickelt. Für die Zielgruppe der Abteilungs- und Gruppenleiter ist ein siebenwöchiges Programm auf Basis des oben skizzierten „Problem Based Learning“-Ansatzes entwickelt und ausgerollt worden. Dabei wechseln sich die gemeinsame Diskussion einer Problemstellung und der individuelle Wissensaufbau im eigenen beruflichen Umfeld im Wochenturnus ab.
Seit 20�2 nutzt die Lean Academy ei-genentwickelte „on the job“-Lernkon-zepte. Eine sechsköpfige Gruppe ge-werblicher Führungskräfte ist für sechs Monate in ein „Lean Ausbildungspro-gramm (LAP)“ integriert. Nach einem mehrwöchigem „Bootcamp“ lernen
27 Barrett (2005), S. �4.

26 WINGbusiness 3/2013
toP-tHEMA
die Teilnehmer in der Praxis vor Ort. Dabei werden sie von Lean-Experten begleitet und reflektieren die eigenen Erfahrungen in der Gruppe.
Vollständig in den eigenen Alltag integriert ist die Verstetigung des KVP durch den Einsatz sogenannter „Pro-zessbegleiter“. Diese begleiten Füh-rungskräfte aus verschiedenen Ebenen einer Kaskade bei der Einführung des Leistungsmanagements.28 Dabei ist ge-rade nicht die Lösungssuche oder die Vorgabe von Antworten die Aufgabe des Prozessbegleiters sondern vielmehr die Unterstützung bei der Reflektion der Führungskraft.
3.3 Anreizsysteme
Zur Erreichung der gesetzten Ziele ist die Anwendung der „LHT Lean Productionssystem Methodik“ durch Führungskräfte und Mitarbeiter ge-wünscht. Dazu sind Anreize geschaf-fen worden, die auf verschiedenen Ebe-nen wirken.
3.3.1 Wirkung von Anreizen
Sobald eine Tätigkeit an sich nicht zur Motivation genügt29, findet Handlung zweckorientiert statt. Es wirken dem-nach Anreizsysteme, verstanden als “Kombinationen einzelner Anreize, deren Vorhandensein Bedürfnisse we-cken und über die Erzeugung von Mo-tivation eine bestimmte gewünschte Handlung auslösen.“30
3.3.2 Lean Zertifizierung bei Lufthansa Technik
Es gibt bei LHT unterschiedliche An-reize, sich methodisch mit Verände-rung auseinanderzusetzen. Davon wird nun die Lean-Zertifizierung detaillier-ter geschildert.3�
Zweimal im Jahr besteht bei LHT die Möglichkeit zur Zertifizierung von Lean-Know-How und –Engagement. Grundsätzlich sind dabei in drei Krite-rien Leistungen nachzuweisen:
28 vgl. Peters (2009), passim.29 vgl. Csikszentmihalyi (XXXX); vgl. Rheinberg (2008), S. �5330 Weber (2006), S. �4; vgl. Weber (2009), S. 2993� Seit 2009 gibt es Diskussionsrunden, diese werden nach dem Organisations-kürzel des LHT Produktionsvorstan-des „Lean meets T/VO“ genannt
�. Theoretisches Wissen: Besitzt der Kandidat angemessenen Wissen über die Elemente des LHT Produktionssys-tems und Möglichkeit zu dessen Um-setzung im Unternehmen?32
2. Praktische Tätigkeit: Sind im ei-genen Bereich Erfolge in der Verbes-serung von Prozessen und der Imple-mentierung von KVP sichtbar und der Beitrag der Kandidatin klar erkenn-bar?
3. Beitrag zum Ganzen: Trägt der Kandidat zur Weiterentwicklung von Lean überden eigenen Bereich hinaus bei?33
Um eine kontinuierliche Weiterent-wicklung begleiten zu können werden vier Stufen vom „Lean Praktiker“ bis zum „Lean Experten“ unterschieden, bei denen trotz des hohen Aufwandes weder eine direkte noch indirekte fi-nanzielle Entlohnung verbunden ist. „Lediglich“ wird darüber die Wahrneh-mung im eigenen Unternehmen durch Vorgesetzte bis hin zum Vorstand deutlich erhöht wird. Auch wird der Zugang zu speziellen Weiterbildungs-maßnahmen über die Zertifizierung gesteuert.
Um ein realistisches Abbild des Lean-Know-Hows im Unternehmen zu erhalten, verfallen alle Zertifizie-rungen nach �8 Monaten, wenn keine Rezertifizierung stattfindet.
4 Wirkung von Lean bei Lufthansa Technik
Auf der hier geschilderten Basis werden Lean-Programme in allen Geschäftsbe-reichen durchgeführt, die seit Jahren erheblich zur Wettbewerbsfähigkeit beitragen.
„LOS!“ in der Line Maintenance hat primär eine Senkung des Mann-stundenbedarfs und damit der Per-sonalkosten pro betreutem Flugzeug zum Ziel. Auf Basis eines Netzwerkes von sogenannten „LOS! Coaches“, die neben ihrer alltäglichen Tätigkeit, als Multiplikator für alle Lean-bezogenen
32 Je nach Zertifizierungslevel wird das durch den Nachweis von Schulungen oder durch ausführliche Interviews ge-prüft33 Das kann beispielsweise durch die Entwicklung von Inhalten der Lean Academy, die Mitwirkung an Arbeits-kreisen oder die Tätigkeit als Trainer bzw. Tutor geschehen.
Fragen in ihrem Umfeld wirken und mit Hilfe zahlreicher Transformations-projekte konnte das beschriebene öko-nomische Rational in den vergangenen Jahren um ca. 30 % verbessert werden.
Hingegen hat das „LIFT-Programm“ der Komponentenüberholung eine Reduktion der Verweildauer repara-turbedürftiger Komponenten in den Werkstätten und damit des gebunde-nen Kapitals zum Ziel.34 Dabei stan-den Veränderungen des technischen Systems35 und damit einhergehende Veränderungen des Produktionskon-zepts zunächst im Vordergrund. Ein Beispiel dafür ist die Abschaffung aller bis dahin existierenden komplexen Pri-orisierungsregeln zugunsten des ein-fachen FIFO-Prinzips. Durch sinkende Durchlaufzeiten bei gleichbleibender – und nicht vollständig eliminierbarer Variabilität – gewinnt – wie oben ge-schildert – die Ressourcenflexibilität an Bedeutung. Dazu wurde der soge-nannte Kapazitätsausgleich zwischen Werkstätten gemeinsam mit den Mit-arbeitern und der Mitbestimmung36 etabliert.36 Im Ergebnis wurde die Ab-senkung auf fünf Tage – und damit auf ein Drittel des ursprünglichen Wertes – Ende 2009 erreicht; wichtiger noch: seitdem wird dieser Wert gehalten.
5 Fazit
Lean ist bei LHT etabliert. Trotz der produktbedingten Instabilitäten im Produktionsprozess lassen sich deut-liche Beiträge zur Wettbewerbsfä-higkeit erzielen. Hilfreich hat sich in einem solchen Umfeld die Reihenfolge der Lösungsansätze über Senkung der Variabilität, Erhöhung der Flexibilität und Reduktion von Verschwendung bewährt. Diese Logik gilt auch für die Entwicklung von Lean bei LHT selbst: Auf Basis des sehr detailliert und mit klarem Vorgehensmodell beschrie-benen Produktionssystems werden in den Programmarchitekturen der Geschäftsbereiche unterschiedliche Schwerpunkte gesetzt, wie am Beispiel
34 vgl. „LIFT - Lieferung In Fünf Ta-gen“ steht (einzig) für das Programm-ziel, die durchschnittliche Durchlauf-zeit in den Geräte-Werkstätten von �5 auf 5 Tage innerhalb von drei Jahren zu reduzieren35 vgl. Drew, McCallum; Roggenhofer (2005), S. 39f.36 vgl. Deutzmann (20�0), S. 56.

27WINGbusiness 3/2013
toP-tHEMA
der Flugzeugwartung und der Kompo-nentenüberholung gezeigt.
Gemeinsam ist all diesen, dass die Einbindung Aller vom Vorstand bis zum Auszubildenden durch geeignete Anreize sichergestellt werden muss. So kann durch Lean auch in der Flugzeug-MRO-Industrie ein deutlicher Wertbei-trag generiert werden.
6 Literaturverzeichnis
Ashby, Ross W. An introduction to cy-bernetics. London, �957.Balzert, Silke , Thomas Kleinert, Peter Fettke und Peter Loos. „Vorgehens-modelle im Geschäftsprozessmanage-ment: Operationalisierbarkeit von Methoden zur Prozesserhebung.“ Ver-öffentlichungen des Instituts für Wirt-schaftsinformatik -Heft �93, Institut für Wirtschaftsinformatik (IWi), Saar-brücken, 20��.Barrett, Terry. „Understanding Pro-blem-Based Learning.“ In Handbook of Enquiry & Problem Based Lear-ning, Herausgeber: T. Barrett, I. Mac Labhrainn und H. Fallon, �3-25. Gal-way, 2005.Bauer, Harald, Iana Kouris, Gernot Schlögl, Thomas Sigrist, Jan Veira und Dominik Wee. „Achieving operational excellence in volatile systems.“ McKin-sey & Company Operations Extranet. September 2009. http://operationsex-tranet. mckinsey.com (Zugriff am �8. Februar 20�0).Bayard, Nicole. Unternehmens- und personalpolitische Relevanz der Ar-beitszufriedenheit. Bern, �997.Deming, W. Edwards. Out of the crisis. Cambridge, Mass, �986.Deutzmann, Kai. „Änderungen sind keine Entwicklung: Erfahrungen mit Lean-Production-Systemen aus Sicht der betrieblichen Interessenvertre-
tung.“ In Innovati-on und Beteiligung in der betrieblichen Praxis, Herausge-ber: Friedemann W. Nerdinger, Peter Wilke, Ste-fan Stracke und Reinhardt Röhrig, 47-64. Wiesbaden, 20�0.Drew, John, Blair McCallum und Stefan Roggenho-
fer. Unternehmen Lean: Schritte zu einer neuen Organisation. Frankfurt, 2005.EASA. 20�3. http://www.easa.europa.eu/rulemaking/technical-publica-tions.php (Zugriff am 3. April 20�3).Euler, Dieter und Angela Hahn. Wirt-schaftsdidaktik. 2. Auflage. Berne, 2007.Gutenberg, Erich. Einführung in die Betriebswirtschaftslehre. Wiesbaden, �990.Hammer, Mike. „What is Business Process Management?“ In Handbook on Business Process Management �, Herausgeber: Jan vom Brocke und Mi-chael Rosemann, 3-�6. Berlin Heidel-berg, 20�0.Hammer, Mike und Jim Champy. Re-engineering the Corporation: A Ma-nifesto for Business Revolution. New York, �993.Hintsch, Martin. Industrielles Luft-fahrtmanagement: Technik und Or-ganisation luftfahrttechnischer Be-triebe. Wiesbaden, 20�0.Hohmann, Birte und Stefan Stracke. Work organisation and innovation: Case study: LHT, Germany. Dublin: Eurofound, 20�3.Kappes, Michael und Peter Schentler. „Planungseffizienz durch Frontloa-ding.“ CFOworld, 02 20�2: 20-2�.Lean Flight Initiative. 20�3. www.leanflightinitiative.com (Zugriff am 03. 04 20�3).Liker, Jeffrey K. Der Toyota Weg. München, 2008.Liker, Jeffrey K. und Gary L. Convis. The Toyota Way to Lean Leadership. New York - Chicago, 20�2.Lufthansa Technik AG. „Lufthansa Technik Produktionssystem.“ Ham-burg, Dezember 20��.Ohno, Taiichi. Das Toyota-Produkti-onssystem. Frankfurt/Main, �993.
Dipl.-Ing.
Dr. techn.
thomas Stüger
Vorstand Produkte, Services & It, lufthansa technik AG
Peters, Remco. Shopfloor Manage-ment: Führen am Ort der Wertschöp-fung. Stuttgart, 2009.Rheinberg, Falko. „Motivation.“ Stutt-gart, 2008.Stüger, Thomas und Christian Langer. „Lean im Maintenance, Repair und Overhaul Betrieb.“ In Industrial Engi-neering und Innovation, von Christian Ramsauer (Hrsg.), 67 - 8�. Graz, 20�3.Weber, Jürgen. Einführung in das Con-trolling. 8. Auflage. Stuttgart, 2009.Weber, Thomas. „Anreizssysteme für die betriebliche Forschung und Ent-wicklung.“ Wiesbaden, 2006.Wohinz, Josef W. Laufbahnplanung. Wien, �985.Womack, James P., Daniel T. Jones und Daniel Roos. The machine that chan-ged the world: The story of Lean Pro-duction. New York, �990.Womack, James P. und Dani-el T. Jones. Lean Thinking: Ba-nish waste and create wealth in your corporation. London, 2003.
Autoren:
Dipl.-Ing. Dr.techn Thomas Stüger ist seit November 2004 Mitglied des Vor-standes der Lufthansa Technik AG.Er ist verantwortlich für das Ressort Produkte, Services & IT, das die Be-reiche Wartung, Überholung, Geräte-versorgung sowie IT und Qualitätsma-nagement beinhaltet.
Dr. Thomas Stüger wurde am �5. No-vember �956 geboren und studierte an der Technischen Universität Graz Wirtschaftsingenieurwesen für Ma-schinenbau. �988 promovierte er zum Dr. techn. Dipl.-Ing.
Dr. Christian Langer trat 2004 in das Unternehmen der Lufthansa Technik ein. Im Oktober 2007 wurde er zum Head of Lean Production Management der Lufthansa Technik Group ernannt. In dieser Rolle unterstützt er Teams rund um die Themen Lean Implemen-tation und Lean Development bei LHT und seinen angrenzende Bereichen.Seine Promotion erlangte er an der WHU – Otto Beisheim School of Ma-nagement. Zuvor schloss er an der Universität Koblenz ein Informatikstudium ab.
28 WINGbusiness 3/2013
toP-tHEMA
rudolf Pichler
operational Excellence
Für eine nachhaltige Sicherung des Produktionsstandortes Europa
1. Einleitung
Asien als zunehmend erste Werkstatt in der produktionswirtschaftlichen Welt-ordnung verdrängt in erschreckender Weise die europäischen Produktions-stätten. Europa als Jahrhunderte lang geltende Urstätte bahnbrechender technologischer Entwicklungen und auch Hersteller dieser Produkte, sieht sich einer dramatischen Aushöhlung ausgesetzt, der scheinbar nahezu nichts mehr entgegen zu setzen ist.
Für die nachhaltige Sicherung des europäischen Produktionsstandortes braucht es neue und vor allem europa-weite Konzepte. Der Wirtschaftsuni-on Europa kommt dabei die Aufgabe zu, erstklassige Rahmenbedingungen zu schaffen, den einzelnen Unterneh-mungen die Aufgabe, mit erstklassigen Mitarbeitern und Methoden Exzellenz im Handeln umzusetzen. Durchgän-gige Exzellenz soll und muss das Diffe-renzierungsmerkmal im zukünftigen Produktionsstandort Europa sein.
2. Das Bedrohungsszenario
Bislang galten die asiatischen Billigpro-duzenten nur als verlängerte Werkbank der westlichen Endprodukte-Herstel-
ler, die noch lange keine Absatz-Hoheit erlangt haben. Probleme in der Versor-gungssicherheit (Zeit und Qualität) und die höheren Logistikaufwände ließen den einen oder anderen immer hoffen, dass sich das alles bald wieder tot laufen würde.
Aber die asiatischen Mitbewerber ha-ben sich auch in diesen Belangen längst emanzipiert. Sie decken mittlerweile ganze Wertschöpfungsketten selbst ab, sie glänzen durch rapide Mitarbeiter-qualifikation in Menge und Qualität und sind in den Themen Produkt-In-novation und Autarke Produktion den Europäern vielfach schon ebenbürtig. Gestärkt werden diese Entwicklungen zusätzlich dadurch, dass die Kaufkraft in diesen Ländern ständig steigt und somit der Wirtschaftsraum Asien im Gesamten unaufhaltsam stärker und vom Westen unabhängiger wird.
Wer nun meint, dass die dort auch schon steigenden Lohnkosten - was in China mittlerweile Realität ist - zum erneuten Nachteil dieser aufstrebenden Länder wird, irrt, denn dort werden schon die neuen asiatischen Schwel-lenländer wie Indonesien, Vietnam, Malaysien und Kambodscha mit noch niedrigeren Lohnkosten aktiviert.
Auf der Suche nach etwaigen stra-tegischen Antworten seitens der eu-ropäischen Wirtschaftsgemeinschaft und ihrer Länder findet man nicht viel mehr als Selbstlähmung und Defen-sive, getragen durch Finanzkrise und nach wie vor unverblümten National-
Abb. 1: Der Produktionsstandort Europa in der Klemme
Foto: Fotolia

29WINGbusiness 3/2013
toP-tHEMA
Egoismen. Anstatt endlich die großen Züge der Zukunft zu zeichnen, finden sich zur Verschärfung der Problematik für immer mehr fragwürdige und hem-mende statt fördernde Vorschriften. Der Würgegriff für Europa als Produk-tionsstandort wird so immer strenger.
3. Chancen für Europa
3.1. Auch Asien kämpft zunehmend
Asien – nach Japan und Taiwan nun maßgeblich China und Indien - hatte über viele Jahre satteste Wachstums-raten, immer deutlich über der �0 % - Marke. Auch wenn diese Zeiten, so für z.B. China, vorbei sind, sind deren der-zeitigen ca. 8,5 % im Vergleich mit den besten Vertretern Europas (ca. �,5 %) immer noch recht komfortabel.
Nach vielen Jahren unglaublicher Steigerungen sieht sich aber auch Asien zunehmend mit den Problemen eines derart gewaltigen Wachstums kon-frontiert. So sind die Strukturen zur Deckung der Energie- und Rohstoff-bedarfe nicht im selben Maß mitge-wachsen und viele dieser erfolgreichen Länder kämpfen mittlerweile mit de-mografischen, soziologischen und öko-logischen Problemen.
Nicht zu unterschätzen ist auch das Faktum, dass westliche Konsumenten immer mehr darauf achten, wo und unter welchen Bedingungen die Pro-dukte ihrer Wahl hergestellt worden sind. Mangelnder Umweltschutz, im-mer noch praktizierte Kinderarbeit, fehlende Gleichbehandlung u.v.m. konfrontieren auch diese Länder zu-nehmend mit Mechanismen, die hier-orts in Europa schon lange als unge-rechter Wettbewerbsnachteil gesehen werden.
3.2. Wo Europa noch immer stark ist
Die europäische Industrie ist noch immer weltweit führend in Bereichen wie Fahrzeugbau, Verkehrstechnik, Luftfahrt- und Weltraumtechnologie, Maschinen- und Anlagenbau, Chemie- und Pharmaindustrie, Energie- und Umwelttechnologie. Auf diese Bran-chen entfallen �6 % des EU-BIP, 45 % der EU-Beschäftigung, 80 % der EU-Ex-porte und 80 % aller privaten F&E In-vestitionen. Die europäische Industrie hat insbesondere eine besondere Stär-
ke im Anbieten von kundenindividua-lisierten Produkten.
Eine aktuelle Studie, in der 300 deutsche Produktionsunternehmen über die Zukunftsfähigkeit des Stand-orts Deutschland befragt wurden, sagt aus, dass trotz der höheren Lohnkos-ten Faktoren wie der hohe Grad der Mitarbeiterqualifikation, die guten infrastrukturellen Verhältnisse, die po-litische Stabilität, die hohen Qualitäts-standards und die damit verbundene Planungssicherheit wertvolle Rahmen-bedingungen für den Verbleib oder die neuerliche Produktionen in Europa sind.
3.3. Die nötige Ausrichtung von Europa
Es gibt Branchen, wo Europa in punkto Produktion im Wettbewerb mit Asien für die nächsten Jahrzehnte zunächst einmal klar verloren hat (z.B. Infor-mations- und Kommunikationstech-nologie, weniger als �0 % der globalen Umsätze sind noch europäisch). Nicht besser sieht es in der Textilindustrie, der Spielzeugindustrie und in vielen anderen Bereichen der Low Cost Con-sumer Goods (LCCG) aus.
Wie jede strategisch richtig geführte Unternehmung, braucht auch Europa als Wirtschaftskollektiv einen „Mas-terplan 2030“, der diese Wirtschaftsge-meinschaft in die Zukunft führt. Zu dieser Agenda gehören zweifelsohne:
Wiederherstellen eines stabilen eu-ropäischen Finanzmarktes Fokussieren europäischer Kompe-tenzfelder, Abkehr des Förderns „von allem“
Forcierung und Akkordierung der europäischen BildungssystemeAttraktiveren von Internationalisie-rung und qualifizierter Zuwande-rung
Die Herausforderungen sind gewaltig. Veränderungen können nur von einem selbst ausgehen. Mindestens so gut oder besser zu sein als ein Mitbewer-ber, benötigt mehr als nur Mittelmä-ßigkeit, es erfordert eine weitgehende Exzellenz im täglichen Handeln.
4. Operational Excellence als europä-ische USP
„Operational-Excellence“ (kurz OPX oder OPEX) kann hinreichend mit „Herausragende Umsetzung des Ge-schäftsinhaltes“ übersetzt werden und steht für eine Top-Down-Management-philosophie, die für Grundverständ-nis, Rahmenbedingungen und Hand-lungsdirektiven sorgt, um best-in-class Ergebnisse zu erzielen. Jede Einheit, je-der Mitarbeiter und jede Mitarbeiterin einer Organisation ist in seinem/ihrem Rahmen Mitgestalter und Mitbetrei-ber einer solchen auf top performance ausgerichteten Unternehmenskultur. Dem einzelnen Mitarbeiter bzw. der einzelnen Mitarbeiterin sowie deren Führungskräfte kommen hierbei ganz maßgebliche Schlüsselfunktionen zu.
Wie weitreichend die Betrachtungs-ziele einer alles durchdringenden OPX sein können, sei am Beispiel des Che-miekonzerns Du Pont erläutert, wel-cher folgende drei Kerndimensionen in seiner OPX-Mission anführt: Asset Productivity, Capital Effectiveness und
Abb. 2: Inhalte und Entwicklung der Operations hin zur OPX

30 WINGbusiness 3/2013
toP-tHEMA
Operations Risk Management. Inner-halb dieser Kerndisziplinen werden Subdisziplinen wie Business Planning, Wertsteigerungspraxis, Lieferanten-effektivität, Energieoptimierung, Turn Around, Shut Down Planning, Sicherheits-systeme, Gesundheit und Industrie-Hygiene, u.v.m. angeführt, was untermauert, dass es bei OPX um mehr Unternehmensbereiche geht, als in aller Regel nur die Produktionen, die enzig einzig und allein kennzah-lendurchdrungen waren.
Der Begriff „Operational Excel-lence“ geht damit also über das be-kanntere „World Class Manufacturing (WCM)“ mit ihren Elementen Lean Management, Six Sigma, Total Produc-tive Maintenance (TPM), Total Quality Management (TQM), u.v.m. deutlich hinaus. OPX beschreibt das Agieren al-ler(!) Unternehmensbereiche auf Welt-klasse-Niveau und hat einen starken Fokus auf die Leistungsfähigkeit jedes einzelnen Mitarbeiters.
Aus der mittlerweile sehr gut ent-wickelten OPX-Teildisziplin “Excel-lence in Manufacturing“ kann sehr we-sentliches für OPX insgesamt erkannt werden, dies am Beispiel der Bewer-tungskriterien des Shingo-Preis, eine Auszeichnung, die jährlich von der Jon Huntsman School of Business (Utah State University) an Unternehmen mit „World-Class Operational Excellence Status“ vergeben wird. Im diesbezüg-lichen Bewertungskatalog finden sich an vorderster Front höchst interessante Kriterien (siehe Abb. 3), die da sind: „Respect every Individual“ und „Lead with Humility“
Die Wertigkeit des ein-zelnen Menschen in der eu-ropäischen (Arbeits-)Kultur im Vergleich mit asiatischen Strukturen ist ein nicht zu un-terschätzender Wettbewerbs-vorteil, dies aber nur dann, wenn man es auch erkennt und nutzt. Jedenfalls bietet dies attraktive Chancen, um eine wettbewerbsfähige Dif-ferenzierung gegenüber dem sonst so starken Asien zu schaffen.
4.1. Alle Mitarbeiter und Mit-arbeiterinnen als Schlüssel zur Exzellenz
Lean Management hat lan-ge von den „Sieben Verschwendungs-arten“ gesprochen, bevor es eine noch ganz entscheidende erkannt und hinzugefügt hat: „Die Nichtnutzung des menschlichen Potenzials“. C. Ray Johnson, ein amerikanischer Fortune 500 CEO, meint, dass eine wenig für-sorgliche Mitarbeiterauswahl und eine schwache Führungsarbeit zur größten Art von versteckten Kosten überhaupt führt. Nun ist bekannt, dass in Asien der gemeingültige (Produktions-)Mit-arbeiter eine nur geringe Wertigkeit besitzt, was in deren Kulturen und den vielfach noch niedrigen Ausbildungs-niveaus begründet liegt. Was für den dortigen Herstellern gut und günstig erscheint, liefert vor allem aber eines nicht: Produkt- und Prozessinnova-tionen auf breiter Ebene, welche aus strukturellen und kulturellen Gründen maßgeblich den dortigen Führungs-kräften vorbehalten ist.
Hier und nicht anders muss Europa seine höheren Lohnkosten mit einer gegenteiligen Haltung rechtfertigen. Der durchschnittlich (bis dato noch) besser ausgebildete Mitarbeiter in Eu-ropa muss noch stärker auch als Pro-zessstabilisator und Innovationsgene-rator erkannt und genutzt werden.
Eine Erkenntnis, die alles andere als neu ist. Aber wie steht es in den europäischen Unternehmungen wirk-lich? Sind die hohen Gehaltsspannen zwischen Topmanagern und Ausfüh-renden am Montageband nicht auch ein Indiz dafür, wer - und nur wer ausschließlich - für Innovation bezahlt wird, wem Innovation überhaupt zuge-traut wird?
4.2. Erneut sind die Führungskräfte gefragt
Es gibt kaum eine Unternehmung, die nicht bekennt, dass der wichtigste Unternehmenswert ihre Mitarbeiter sind. Letztlich aber erkennt man die gelebte Wahrheit daran, wie mit den Mitarbeitern kommuniziert wird, wie Verantwortung weiter gegeben wird, wie Leistungskriterien angewendet werden und Aufstiegschancen geboten werden. Den Führungskräften muss für eine gelebte OPX die totale Durch-dringung der Organisation gelingen. Die Herausforderung besteht in der Schaffung von klaren Zielsetzungen, ihrer erfolgreichen Vermittlung an alle Beteiligten, eine Vermittlung, die Resonanz erzeugt. Das so geschaffene Commitment wird unabdingbar mit wechselseitigem Vertrauen gestützt. Dies klingt banal, ist es aber bei ge-nauerem Hinsehen nicht, wenn man sich auch die Definition des Instituts für OPEX ansieht, nach der jeder Ein-zelne im Zustand der OPX in der Lage sein muss, auch ohne Führungskräfte zielkonforme, richtige Entscheidungen und Handlungen zu setzen:
“Each and every employee can see the flow of value to the customer, and fix that flow before it breaks down. It applies to every level and every person in the organization, from executives all the way down to the employees pro-ducing the product. It’s clear, concise, practical and, most importantly, actio-nable and teachable. There should be a visible flow of product or information; the employees working in the flow are able to fix it without the need for ma-nagement intervention.”
Das ist die Beschreibung einer Ex-zellenz bis in die letzte Faser des Unter-nehmens-köpers, mit anderen Worten kann man hier auch von „Empower-ment“ sprechen. Und es reicht nicht, die Mitarbeiter einfach „loszulassen“, weil sie im Rahmen der ihnen nun plötzlich breitest eingeräumten Mit-sprache alles hinterfragen und erneu-ern können, es braucht Lenkung und es braucht klare Kommunikation. Dass dem bei weitem nicht immer so ist, zeigt eine Studie in Nord- und Westeu-ropa, wonach 3� % von 480 befragten europäischen Personal- und Change-Verantwortlichen einen unternehmen-sinternen Kommunikationsplan defi-nitiv vermissen.
Abb. 3.: Bewertungskatalog zum Shingo Preis

31WINGbusiness 3/2013
toP-tHEMA
Kommunikation auf dem Niveau von OPX fordert mehr als nur die Ver-breitung von Informationen. Grundla-ge jeder wirkungsvollen Kommunika-tion ist eben Demut und Respekt (siehe Shingo Preis Kriterien). Und dies ist eine viel schwierigere Verantwortung als die unreflektierte Durchsetzungs-keule. Dermaßen aufgeklärte Füh-rungskräfte sind daher gerade auch in ihrer Fähigkeit der Empathie und Re-flexion gefordert.
Jede Führungskraft der Praxis weiß, wie aufwändig es ist, den Kontinuier-lichen Verbesserungsprozess zu führen, wenn es darum geht, sich ausführlich und wertschätzend mit Ideen und An-regungen der Mitarbeiter zu befassen. Das erfordert aufmerksames Zuhören, Verstehen, Bewerten und auch zeitna-hes Rückmelden. Viele dieser Initiati-ven münden nach wiederkehrenden Aufbruchsstimmungen oft in nur ent-täuschten Beteiligten. Hier braucht es enorme Konsequenz und Disziplin, von allen. Auch das ist ein – nicht leichter – Teil von OPX. Damit abschließend in diesem Kontext kein Missverständnis entsteht: Es ist keineswegs die Rede davon, dass den Geführten als unver-zichtbarem Potenzial nun endlose Zu-neigung und überbordender Schutz gewährt werden soll. Es geht nach wie vor um das Commitment im Sinne der Unternehmensaufgabe. Die Füh-rungskraft hat sich um den richtigen Einsatzort, die Weiterentwicklung und Förderung des Mitarbeiters zu küm-mern, hat sich nach Schaffung all die-ser Voraussetzungen aber nach wie vor um die Zielerreichung zu kümmern. Im Ausnahmefall hat sie sich nach wie vor auch der Mitarbeiterselektion zu bedienen. Das und gerade auch das ist Leadership.
4.3. Der Mitarbeiter selbst
So sehr der Führungskräfte hier eine hohe Verantwortung zukommt, darf aber auch der Mitarbeiter nicht aus seiner Pflicht genommen werden, pro-aktiv am Prozess der ständigen Perfek-tion teilzunehmen. Von den Geführ-ten werden keine großen Würfe oder revolutionäre Innovationen verlangt. Es geht um die mindestens genauso wichtigen Bausteine der ständigen Ver-besserung, des schlichten Interesses an der Verbesserung. Der oftmaligen Be-rufung, dass das Ideen-Haben und die
Zukunft zu gestal-ten einzig die Auf-gabe der Höherbe-zahlten sei, kann deutlich entgegnet werden, dass wir Europäer in der Gesamtlandschaft schon die längste Zeit die Höherbe-zahlten sind.Von Mitarbeitern, die auch zukünftig in einem wirtschaft-lich intakten Europa arbeiten und leben wollen, muss verlangt werden können, dass sie sich in ihren Qualifikationen ständig weiter entwickeln und geistig wie körperlich mobil bleiben. Es gibt Leitbilder von Unternehmen, in de-nen klar zum Ausdruck kommt, dass erwartet wird, dass „gebotene Chan-cen (der persönlichen Veränderung) angenommen werden.“ Das ist Exzel-lenz, die jeden einzelnen Mitarbeiter anspricht und in die Pflicht nimmt. Produkt- und Prozessinnovation muss von allen, die mit dem Produkt im wei-testen Sinn in Berührung kommen, be-trieben werden. Die Exzellenz besteht in der Sammlung und Verdichtung der Ideen, auch der gemeinsame Umgang damit, dass bestimmte Ideen nicht zur Umsetzung kommen, ohne dass Ideen-bringer dies als Niederlage empfinden. Die Weiterentwicklung von Mitarbei-tern im Bereich der Sozialen Kompe-tenz kann so tatsächlich auch als wert-volle Investition gesehen werden.
Management Summary
Der Produktionsstandort Europa ist gefährdet, in vielen Branchen durch die asiatische Industrie restlos ver-drängt zu werden. Operational Excel-lence ist eine Unternehmenshaltung, die nicht nur die Fertigungen im Sinne des World Class Manufacturing per-fektioniert, sondern alle Leistungsbe-reiche einer Unternehmung befähigt, um im globalen Wettbewerb nachhal-tig erfolgreich zu bleiben. Operational Excellence baut in seinem Kern nicht nur auf innovative Führerschaft in technologischen Belangen, sondern auf kompetenteste Führungsarbeit und der Potenzialverwertung und der Mitverantwortung jedes einzelnen Mitarbeiters. Der Europäischen Uni-on als ersten Interessensvertreter des
Wirtschaftskörpers Europa kommt dabe die Rolle zu, für die dafür not-wendigen Rahmenbedingungen zu sorgen. Und auch das ist mit Exzellenz zu betreiben.
Literaturverzeichnis:
Bicheno, J.; Holweg, M.: The Lean Toolbox, The Essential Guide to Lean Transformation, Buckingham 2009Covey, St.R.: Führen unter neuen Bedin-gungen, Sichere Strategien für unsichere Zeiten, Offenbach, 20�0Glück, A.: Menschen führen, Leben wecken, Münsterschwarzach, �998Hirn, W.: Angriff aus Asien, Wie uns die neu-en Wirtschaftsmächte überholen, Frankfurt a.M., 2007Johnson, R.C.: CEO logic, How tot hink and Act like a Chief Executive, New Jersey, �998Liker, J.: The Toyota Way, �4 Managment Prin-ciples, New York, 2004Pietsch, M.: Von Wert und Würde mensch-licher Arbeit, Frankfurt a.M., �952Radatz, S. (Hrsg.): Evolutionäres Manage-ment, Antworten auf die Management und Führungsherausforderungen im 2�. Jahrhun-dert, Wien 2003Krauthammer, E.; Hinterhuber H.H.: Wie werden ich und mein Unternehmen die Nurmmer �? S. 45 ff; München, Wien, �999
Rudolf Pichler studierte Wirtschafts-ingenieurwesen Maschinenbau an der TU Graz. Als Univ. Ass. promovierte er bei Prof. J. W. Wohinz im Bereich Produktionsmanagement. Seine be-ruflichen Stationen bisher waren u.a. Adler-Werk Lackfabrik, (Produktions-leiter); Tridonic Atco GmbH (Zumtobel AG) (Betriebsleiter), TCM Servicecen-ter Bochum GmbH (Geschäftsführer). Derzeit ist er bei der Siemens Österreich AG, als International Production Co-ordinator und als Lehrbeauftragter der FH Joanneum in Graz beschäftigt.
Dipl.-Ing. Dr. techn.
rudolf Pichler
International Production Coordinator, Siemens Österreich AG

32 WINGbusiness 3/2013
FACHArtIKEl
Gert Keuschnigg
Nutzen und Einsatzmöglichkeiten von Interim Management
Interims Management wird auch als Management auf Zeit bezeichnet.
Ein Interims Manager steht mit der ge-wünschten, passgenauen Qualifikation für exakt den Zeitraum, der benötigt wird, dem Unternehmen zur Ver-fügung. Der Interims Manager zeich-net für die erfolgreiche Umsetzung mit klarer Ergebnisorientierung ver-antwortlich.
Das unterscheidet den Interims Manager auch primär vom Unterneh-mensberater. Der Interims Manager arbeitet beim Kunden vor Ort direkt mit, führt gegebenenfalls auch das interne Team beim Kunden. Ein In-terim Manager setzt den Kundenauf-trag kompetent, rasch und effizient um, da er ähnliche Problemstellungen bereits mehrfach gelöst hat. Interims Manager sind unternehmens-politisch neutral, objektiv und nicht vorbelastet. Sie arbeiten ohne Status- oder Macht-interessen und verfolgen keine Karrie-reabsichten im Kundenunternehmen. Eventuelle Seilschaften müssen nicht bedient werden, daher hat der Interims Manager auch keine Furcht vor „unan-genehmen“ Aufgaben.
Basis für die Vergütung des Inte-rims-Managers ist ein Werkvertrag. Die Kosten für Interim-Manager sind daher variable Kosten, die leistungs-bezogen abgerechnet werden. Daher entstehen zeitlich überschaubare und präzise kalkulierbare Kosten für das Unternehmen. Das Honorar eines Inte-rims Managers richtet sich nach Dauer des Einsatzes, Anzahl der Einsatztage,
Anforderungen an den Kandidaten, Anforderungen an den Auftrag, Bran-che und Einsatzort.
Die Gründe für den Einsatz von Inte-rims Management sind vielfältig:
Vom fehlendem Know-how, Auslas-tungsspitzen bis zum plötzlichen Aus-fall einer Schlüsselkraft durch z.B. Krankheit oder Unfall.
Die Besetzung von Führungsposi-tionen kann oft mehrere Monate in Anspruch nehmen, auch hier kann zur Überbrückung bis zur dauerhaften Stellenbesetzung ein Interims Manager eingesetzt werden.
Ein weiterer Grund für den Einsatz von Interims Managern ist das Ein-bringen von frischem Know-how und state of the art Technologien in eine bestehende Struktur. Das eingebrachte Know-how steht dem Unternehmen nach erfolgreichem Projektabschluss durch den Interim Manager nachhal-tig zur Verfügung. Gerade Unterneh-men die sich über eine hohe Mitar-beiterbindung auszeichnen, schätzen hin und wieder einen kritischen Blick von außen um bestehende Prozesse zu optimieren, neue Produkte und Tech-nologien zu entwickeln oder um neue Märkte zu erschließen.
Eigentümergeführte Unternehmen greifen im Zuge der Nachfolgerege-lung gerne auf Branchenerfahrene Interims Manager zurück, die schon Erfahrung im Übergabeprozess gesam-melt haben. Besonders wird hier auch
eine wertneutrale unparteiische Sicht geschätzt.
Unternehmen, die wachsen möch-ten und nicht selbst über ausreichend Personalressourcen mit entsprechender Erfahrung verfügen, setzen erfolgsab-hängig dotierte Interim Manager ein, die entsprechend ihres Beitrages zur Ertragssteigerung dotiert werden. So ist der Return on Investment für Inte-rim Management ganz transparent.
Ein weiterer üblicher Einsatz von Interim Managern ist im Bereich der Optimierung angesiedelt. Ein erfah-rener, externer und neutraler Experte analysiert zB Produktionsprozesse und optimiert diese indem die Ausschuss-quote reduziert wird.
Ein ganz klassischer Einsatzfall schließlich ist die Implementierung von SAP im Unternehmen. Hier kann ein erfahrener Manager, der diesen Prozess schon mehrmals erfolgreich geleitet hat, nicht nur aus einer IT Sicht für eine rasche Implementierung sorgen und die „klassischen Fehler des ersten Mals“ wie z.B nicht durchgän-gige Unternehmensprozessabbildung vorwegnehmen.
Praxisbeispiel: Ein Interims Mana-gers berichtet von einem Einsatz
Ein weltweit führender Anbieter im High Tech Bereich, der spezielle Lö-sungen in Hard- und Software für die Industrie, Pharma und Telekom anbie-tet ist in den letzten Jahren sehr schnell gewachsen und steht nun vor der Her-ausforderung der globalen Neuausrich-
Foto: ATLAS International Interim Management GmbH

33WINGbusiness 3/2013
FACHArtIKEl
tung. Ablauforganisation, Abwicklung von Prozessen, Mitarbeiter und auch das Management ist noch lokal und weitestgehend eigenständig ausgerich-tet. Die strategische Neuausrichtung in eine zentrale, weltweit einheitliche Konzernstruktur erfordert Maßnah-men über alle Funktionsbereiche hin-weg und die Erneuerung der gesamten Business Infrastruktur. Neues Ma-nagement, welches diese Erfahrungen der Transformationen einbringt, wird eingesetzt. Da aber nicht in allen Be-reichen unmittelbar eine Besetzung erfolgen kann, wird mit Interims Ma-nagern die sofortige Arbeitsaufnahme und Durchführung ermöglicht.
Die Stelle des Globalen CIOs wur-de für ein Jahr interimistisch mit Herrn Dipl. Ing. Gert Keuschnigg besetzt. Die Aufgabenstellung reicht von der Neuausrichtung der lokalen IT Einheiten zu einer harmonisierten zentralen IT und dem Einführen von Standards und Methoden zur Führung einer globalen Abteilung. Die Aufbau-organisation ist weltweit auszurichten, Anpassungen im Personalbereich sind vorzunehmen. Da die gesamte Business Infrastruktur des Unternehmens er-neuert wird, bedingt dies auch die par-allele und zeit- und ressourcenkritische Umsetzung von IT Großprojekten. Es sind Methoden zur Multiprojektsteu-erung und Projektimplementierung einzuführen und weltweit harmoni-siertes IT Service Management zu im-plementieren.
Das Hauptziel ist die Errichtung der arbeitsfähigen weltweiten IT Ab-teilung, neben der zeit- und budgetge-rechten Einführung der Projekte zur Errichtung der neuen Business Infra-struktur.
Herr Dipl. Ing. Gert Keuschnigg ist als Interims Manger im Unternehmen stark verankert. Im konkreten Fall verläuft die Reportingline des Interim Mangers an den COO, die gesamte IT Abteilung reportet fachlich und diszi-plinarisch an dem Interim Manager. Die Mitarbeiter im Unternehmen neh-
men Herrn Dipl. Ing. Gert Keuschnigg vollständig als ‚Kollegen‘ wahr, dies zeigt sich von gemeinsamen Manage-ment Meetings bis zur Teilnahme bei Mitarbeiter Feiern.
Über Atlas International Interim Management GmbH:
2003 wurde die Austrian TaskManage-ment Group GmbH (ATMG) von der Wirtschaftskammer Österreich, dem Wirtschaftsforum der Führungskräfte sowie der Gewerkschaft für Privatange-stellte gegründet. Ziel war es, das neue Arbeitsmodell „Führungskräfte auf Zeit“ in Österreich zu etablieren. 20�2 wurde ATMG von der ATLAS Inter-national Interim Management GmbH übernommen.
Somit verfügt ATLAS über �0 Jahre Erfahrung in der Vermitt-lung von Interims Managern. Zu den Kunden von ATLAS zählen KMU s, NPO s und internationa-le Konzerne im DACH Raum. AT-LAS verfügt über einen breit gestreuten Pool an Inte-rims Managern, der über 700 persön-lich gecheckte Experten und Manager umfasst, die sich über eine sehr hohe Loyalität auszeichnen, viele Interims Manager der ersten Stunde sind nach wie vor für ATLAS aktiv.
ATLAS besetzt spezialisierte Positi-onen für sämtliche Unternehmensbe-reiche (Fach- und Branchenexperten und generalistische Positionen des ge-hobenen Managements (Projektmana-ger, Programmmanager, Bereichsleiter, Geschäftsführer bis zu Vorständen).
Gute Chancen für Manager auf Zeit mit Umsetzungsstärke
Durch das ausgeprägte Netzwerk von ATLAS werden Interims Manager mit
nahezu allen Management-, Fach- und Branchenanforderungen attraktive Kundenaufträge geboten.
Wenn Sie sich für die Selbständig-keit entschlossen haben, über eine Ge-werbeberechtigung verfügen und aus Ihrem bisherigen Werdegang Umset-zungsstärke, Managementerfahrung sowie ein klarer Fach- und/ oder Bran-chenfokus hervor geht, dann freuen wir uns auf Ihre Kontaktaufnahme.
Autor:
DI Gert Keuschnigg, Managing Part-ner der ATLAS International Interim Management GmbH in Wien, hat mehrfach Interims Mandate erfolg-
reich absolviert. Er studierte Wirtschaftsingenieur
für Maschinenbau an der Technischen Universität Graz, war Managing Con-sultant bei PricewaterhouseCoopers und Prokurist und Manager auf Euro-päischer Ebene bei IBM Business Con-sulting Services. Dann hat er sich als Manager auf Zeit, der strategische und prozessuale Business-Anforderungen in die IT übersetzt und Organisationen leitet, selbstständig gemacht.
ATLAS International Interim Manage-ment GmbHStubenbastei �0�0�0 WienT: +43 � 890 38 [email protected]
Dipl.-Ing.
Gert Keuschnigg
Managing Partner der AtlAS International Interim Management GmbH in Wien

34 WINGbusiness 3/2013
UNINACHrICHtEN
Im Rahmen des industriewissen-schaftlichen Forums Anfang Juni
gratulierte Christian Ramsauer seinem Vorgänger Josef W. Wohinz zu seinem 70. Geburtstag – rund 200 namhafte Gäste aus Wirtschaft, Politik und Wis-senschaft ließen den Jubilar hochle-ben.
Seit Jahrzehnten ist Josef W. Wohinz mit seinem Motto „consilio et industria – mit Rat und Fleiß“ eng mit der TU Graz verbunden. Wohinz war über drei Jahrzehnte Leiter des Instituts für In-dustriebetriebslehre und Innovations-forschung und von �993 bis �996 Rek-tor der TU Graz. Als Herausgeber des
Dipl.-Ing. Dr.techn. Georg Premm wechselt in die Industrie zur BMW AG nach München Dipl.-Ing. Dr.techn. Georg Premm wurde �983 in Graz geboren. Nach Absolvie-rung des Gymnasiums fing er im Oktober 2002 das Studium Wirtschaftsingeni-eurwesen Maschinenbau an der TU Graz an. Dieses schloss er mit einer Indus-triediplomarbeit im Bereich „Betriebliches Energiemanagement“ erfolgreich ab. Ab September 2009 war Herr Premm am Institut für Industriebetriebslehre und Innovationsforschung tätig und beschäftigte sich in seiner Dissertation mit dem Thema der „Energieorientierten Produktionsstrategie.“ Der Fokus lag auf der Entwicklung eines Vorgehensmodells zur Integration definierter Energieas-pekten in die Produktionsstrategie industrieller Unternehmungen.
Nach dem erfolgreichen Abschluss seiner Dissertation im Dezember 20�2 und dem Ende seines Dienstverhältnisses an der TU Graz hat er nun den nächs-ten Schritt auf der Karriereleiter getan. Seit Juli 20�3 ist Herr Premm im F&E Controlling bei der BMW AG in München tätig. Dort beschäftigt er sich mit der betriebswirtschaftlichen Steuerung von Antriebsprojekten in den frühen Phasen bis SOP. Wir wünschen Herrn Premm einen guten Start in München und alles Gute für die Zukunft!
lEUtE/KÖPFE
Buches „Die Technik in Graz“ gilt er zudem als das „historische Gedächtnis“ der TU Graz.
Anlässlich seines run-den Geburtstages wurde im Rahmen des indus-tr iewissenschaf t lichen Forums auch die Fest-schrift „Industrial Engi-neering und Innovation – Techno-Ökonomie an der TU Graz“ präsentiert, in der sich �3 Beiträge ver-schiedener Autorinnen und Autoren befinden.
70. Geburtstag von Josef W. Wohinz

3�WINGbusiness 3/2013
UNINACHrICHtEN
recruiting für das „product innovation project 2013/14“ startet jetzt!
Eine echte Erfolgsgeschichte - seit sieben Jahren ist das „product in-
novation project“ am Institut für In-dustriebetriebslehre und Innovations-forschung fest verankert. Studierende verschiedener Disziplinen, Universi-täten und Nationalitäten erarbeiten im Team ein Businessmodell, ein Produkt-konzept und einen funktionierenden Prototypen.
Ein Problem erkennen, die genaue Aufgabenstellung definieren, aus vielen Ideen konkrete Lösungsmöglichkeiten herauskristallisieren, Prototypen ent-wickeln und dabei im Budgetrahmen bleiben: Die Herausforderungen im „product innovation project“ sind ganz
bewusst so wie in der realen Arbeits-welt. Die Aufgabenstellung und das Budget für die Projekte werden von Partnern aus der Industrie bereitge-stellt.
Im Studienjahr 20�3/�4 wird es bis zu vier Projekte geben. Die Partnerunter-nehmungen sind ACC, Anton Paar, Magna und Philips. Wenn du Interesse hast dich der Herausforde-rung Produktentwicklung zu stellen und Praxiser-fahrung sammeln willst, dann bewirb dich jetzt mit deinem Lebenslauf
„product innovation project“: im internationalen Team zu innovativen Prototypen
und Motivationsschreiben in Englisch an: [email protected]
Weitere Informationen findest du un-ter: www.product-innovation.at

36 WINGbusiness 3/2013
UNINACHrICHtEN
Mario Kleindienst
lernfabrik am IBl Institut der tU Graz
Studien zu Lehr- und Lernmethoden besagen, dass nur etwa �0 % dessen
was wir lesen, länger als 2 Wochen in unserem Langzeitgedächtnis verbleibt. Von Sachverhalten, welche visuell wahrgenommen werden, bleiben im-merhin 30 % dauerhaft gespeichert.
Den nachhaltigsten Lernerfolg errei-chen Studenten, wenn sie theoretische Lehrinhalte selbst praktisch umsetzen. Und genau hier setzt das Konzept der Lernfabrik an. In Form von kurzen Frontalvorträgen wird den Studieren-den zunächst die Problemstellung ge-schildert und sie lernen unterschied-liche Methoden zur Problemlösung in der Theorie kennen. Danach folgt die praktische Umsetzung in der Lernfab-rik.
Zwei Zustände werden durchgespie-lt: Zunächst wird die Serienproduktion eines realen Produktes in einem ineffi-zienten, nicht optimierten Ausgangs-
zustand in Angriff genommen. Hier geht es um die Aufdeckung von Op-timierungspotentialen. Diese werden durch die Anwendung unterschied-licher Methoden, wie zB. effiziente Materialflussgestaltung, ergonomische Arbeitsplatzgestaltung, effizientes En-ergiemanagement etc. systematisch entwickelt und umgesetzt. Anschlie-ßend wird die Serienproduktion im optimierten Zustand fortgesetzt und der Lerneffekt unter anderem mittels KPIs festgehalten.
Das Institut für Industriebetriebs-lehre und Innovationsforschung an der Technischen Universität Graz ar-beitet derzeit unter der Leitung von Professor Christian Ramsauer an der Realisierung einer solchen Lern-fabrik. Dabei sollen die Lehrinhalte, welche derzeit bereits in den unter-schiedlichen Lehrveranstaltungen des Instituts angeboten werden, pra-xisorientiert unterrichtet werden.
Die Themen reichen dabei von Aspekten des Industrial Enginee-ring wie Arbeitsplatzgestaltung und Ergonomie, Arbeitszeitermittlung oder Lean Production über Inhalte der betrieblichen Logistik wie „Just in Time“-Materialbereitstellung oder Layoutplanung bis hin zu Themen des industriellen Energiemanage-ments. Ein Schema des Konzepts ist in Abbildung � ersichtlich.
Die Lernfabrik soll noch heuer installiert werden und das erste Mal im Sommersemester 20�4 im Rah-men eines 3-tägigen Block-Seminars zur Anwendung kommen. Ziel ist es, die Wirtschaftsingenieure noch bes-ser auf die Anforderungen der beruf-lichen Praxis vorzubereiten.
Für weitere Fragen zu diesem Pro-jekt kontaktieren Sie [email protected].
Abbildung � : Konzept der Lernfabrik am Institut für Industriebetriebslehre und Innovationsforschung - TU Graz

37WINGbusiness 3/2013
WING-rEGIoNAl
Alexander Marchner, Bernd Neuner
Von der Idee zum Druck – Entstehung einer Ausgabe der Kleinen Zeitung
30. treffen der Wirtschaftsingenieure von Kärnten und osttirol 18. Juni 2013, Klagenfurt am Wörthersee und St. Veit an der Glan
Zum 30. Treffen der Wirtschafts-ingenieure von Kärnten und Ost-
tirol, folgten wir einer Einladung der Kleinen Zeitung in Klagenfurt. Dabei wurde uns die Entstehung einer Aus-gabe der Kleinen Zeitung beginnend bei ersten Ideen über die finale Zusam-menstellung der Zeitung bis hin zum Druck im modernen Druckzentrum St. Veit an der Glan näher gebracht. Mit einer Dauer von rund fünf Stun-den war diese Regionalkreisveranstal-tung sicher eine der zeitintensivsten der letzten Jahre.
Erste Station unseres umfangreichen Programms bildete ein Empfang bei Newsmanager Mag. Michael Sabath, Mitglied der Chefredaktion der Kleinen Zeitung in Klagenfurt. Im Newsroom der Redaktion, wo aus den verschie-denen Ressorts Themen und Nachrich-ten zusammenlaufen, wurde unsere Gruppe von rund �5 Wirtschaftsinge-nieuren mit einer Präsentation zum Thema „Medien im Umbruch“ einge-stimmt. Seit ihrer Gründung schreibt
die Kleinen Zeitung eine �09-jährige Erfolgsgeschichte. Innerhalb der Styria Media Group stellt sie nach wie vor das Flaggschiff neben bekannten Tageszei-tungen wie DiePresse, Wirtschaftsblatt, den Bundesland-Radios Antenne Stei-ermark und Kärnten sowie vielen an-deren dar. Dabei verfügt der Konzern insgesamt mit rund 3.�00 Mitarbeitern über ein breites Produktportfolio im In- und Ausland, mit 9 Tages- und �7 Wochenzeitungen, 70 Magazinen, �5 Online-Diensten, 2- Radio- und einem TV-Sender sowie 7 Buchverlagen. Die Styria Media Group sieht sich selbst als Content Company, d.h. Generie-ren, Auswählen, Bewerten, Gestaltung und Interpretieren von Inhalten für verschiedenste Medienprodukte bilden ihre Kernaufgabe.
Die sich derzeit vordergründig stel-lenden Herausforderungen liegen in der veränderten Mediennutzung insbe-sondere ausgelöst durch Internet und sich daraus ergebenden technischen Möglichkeiten. Vor allem das Medien-
verhalten jüngerer Gruppen verschiebt sich schwerpunktmäßig in den elektro-nischen Bereich und zwingt so Medien aus dem klassischen Printbereich zu Innovationen.
Der nächste Programmpunkt gab einen Einblick in den aktuellen Stand der Ausgabe der Kleinen Zeitung für den Folgetag, gepaart mit Erklärungen zu Abläufen und Hintergründen. Mag. Sabath führte uns hierzu eindrucksvoll die digitalen Möglichkeiten des auf modernstem Stand stehenden News-rooms vor.
Mittlerweile war es kurz vor 2� Uhr und unsere Gruppe machte sich auf den Weg in Richtung Druckzentrum nach St. Veit an der Glan, im Wissen, dass zwischenzeitlich weiterhin an der Ausgabe des nächsten Tages gearbeitet wird. Dort angekommen, wurden wir vom Leiter des Druckzenturms, Herrn Volker Rasse freundlich empfangen. Nach einer einführenden Präsentati-on, führte uns Herr Rasse durch den Druckprozess und zeigte uns Stufe für
Foto: WING-Regionalkres Kärnten

38 WINGbusiness 3/2013
WING-rEGIoNAl
Stufe, anhand der parallel ablaufenden Arbeitsschritte, den Druck der Kleinen Zeitung des nächsten Tages. Beeindru-ckend dabei waren der hohe Automa-tisationsgrad und die unglaubliche Geschwindigkeit, mit der die mehrere Stockwerke hohe Druckmaschine fer-tige Zeitungen auswarf. Mittels On-line-Anbindung der Redaktion an die Druckerei, können bis zuletzt Ände-rungen der Zeitung übermittelt und im Druckprozess entsprechend be-rücksichtigt werden. Zu erwähnen ist, dass die Qualität des Druckzentrums St. Veit bereits mehrfach international ausgezeichnet wurde. Steigernd auf die
Komplexität des Systems wirken sich, neben der Differenzierung in �8 Regi-onalausgaben mit teilweise voneinan-der abweichenden Inhalten, zusätzlich regional unterschiedliche Beilagen aus, die der Zeitung automatisiert beigefügt werden. Die Möglichkeit, die Zusammensetzung der Beilagen bis auf einzelne Straßenzüge variabel zu gestalten, zeigt welche logistische Meisterleistung hinter der am Morgen selbstverständlich vor der Haustüre vorgefundenen Tageszeitung steckt.
Gegen Mitternacht war es dann soweit und wir konnten die druckfri-schen Exemplare selbst in Händen hal-
ten, deren Entstehung wir über die letz-ten Stunden mitverfolgen konnten.
Das 30. Regionalkreistreffen war für uns Teilnehmer ein voller Erfolg. Es ist uns vom Regionalkreis ein An-liegen, Herrn Mag. Michael Sabath so-wie Herrn Volker Rasse für die uns er-möglichten eindrucksvollen Einblicke nochmals herzlich zu danken.
Das CM war ein fröhliches Zusam-menkommen des europäischen
Wirtschaftsingenieurwesen- Vereins ESTIEM, in der modernen Stadt Eind-hoven, Niederlande. Es wurden die Tätigkeiten des vergangenen Jahres vorgestellt, Entscheidungen getroffen und vieles mehr zur Förderung des eu-ropäischen Geistes unternommen.
Wichtige Punkte bei dieser Jahres-hauptversammlung sind die Informa-tionsveranstaltungen und Weiterbil-dungen, unter anderem in InDesign. Desweiteren wurden in Arbeitsgrup-pen die Zielsetzungen, Visionen für das kommende Jahr und die Gestaltung einiger Projekte besprochen. So wur-den beim Vision Projekt das neue Kon-zept der Vision Buddies besprochen, bei welchem bei jedem Vision Event auch jemand vom Vision Central Team zugegen ist und bei der Veranstaltung mit Rat und Tat zur Verfügung steht. Andere Arbeitsgruppen beschäftigten sich mit dem Thema Umweltschutz. Es wurde überlegt, wie man ESTIEM Events möglichst „green“ gestalten kann.
International erfolgreiche Unter-nehmen wie die Robert Bosch Gmbh und Carl Zeiss haben die einmalige Gelegenheit genutzt, um sich bei Wirt-
schaftsingenieuren aus ganz Europa vorzustellen.
Bei der Frühjahreshauptversamm-lung werden jedes Jahr neue Projekt Leader gewählt. So haben wir heuer auch wieder über die Posten der Pro-jekt Leader von Academic Days, Busi-ness Booster, ESTIEM Book, Student Guide, ESTIEM Magazine, TIMES und Vision abgestimmt. Die Informationen über die einzelnen Projekte sind auf der ESTIEM-Homepage estiem.org zu finden.
Zudem wurde die ESTIEM Fami-lie um einige Local Groups erweitert. Viele Gruppen haben sich um eine ES-TIEM Mitgliedschaft beworben und folgende Gruppen wurden in den Sta-
tus eines Observers zugelassen: Calab-ria, Kiev, Minsk, Vilnius und Xanthi. Diese werden nun beobachtet, dürfen bei Events teilnehmen und werden er-mutigt, selbst welche zu organisieren. Dies ist Voraussetzung für eine Voll-mitgliedschaft. Die Local Groups Bar-celona und Riga haben diesen Vorgang bereits abgeschlossen und wurden in ESTIEM aufgenommen.
Es war eine sehr ereignisreiche und informative Woche, welche der Ge-meinschaft und dem Kontaktknüpfen gewidmet war.
„ESTIEM is an exciting network of open minded students with a professi-onal approach“
WINGNEt
EStIEM Council Meeting Eindhoven

39WINGbusiness 3/2013
WINGNEt
Der Kongress der Wirtschaftsinge-nieure ist eine Veranstaltung, die
alle zwei Jahre abwechselnd in Wien oder Graz stattfindet.
Der 20. Kongress der Wirtschafts-ingenieure wird nächstes Jahr in der Geburtsstadt des WING, Graz, statt-finden
Nach dem sehr erfolgreichen letz-ten Kongress sind die Erwartungen für diese Veranstaltung dementsprechend hoch. Dem Kongressteam, welches aus sechs Personen besteht, ist daher eine große Verantwortung aufgetragen worden.
Fünf Studenten sind für Organisati-on, Sponsoring und Marketing in Graz verantwortlich. Die sechste Person ist ein Mitglied des WINGnet Wien und ist für den organisatorischen Aufwand in Wien zuständig.
Falls Sie Interesse haben, den Kongress zu unterstützen, beziehungsweise zu sponsern, dann kontaktieren Sie uns bitte. Unsere Kontaktdaten finden Sie anbei.
Das Kongressteam freut sich auf die herausfordernde Organisation dieses einmaligen Jubiläumsevents.
WINGnet GrazKopernikusgasse 24/2A-80�0 GrazEmail: [email protected]: www.wing-online.at/kon-gress
Projektleitung:
Jovo GajicTel.: +43 664 97009��Email: [email protected]
Sponsoring:
Moritz GräfeTel.: +43 680 5579587Email: [email protected]
Johannes GasserTel.: +43 680 5065253Email: [email protected]
Marketing:
Miguel PachecoTel.: +43 664 2409448Email: [email protected]
Jan SachtlebenTel.: +43 664 2276897Email: [email protected]
Organisatorische Angelegenheiten in Wien:
Helmut SchwarzeTel.: +43 680 50�4338 Email: [email protected]
Jubiläumskongress der Wirtschaftsingenieure
22.–24. Mai 2014 in Graz Der 20. Kongress der Wirtschaftsingenieure Österreichs wird vom 22.–24. Mai 2014 in Graz mit dem Thema „Erfolgs-modell Wirtschaftsingenieur: Unternehmerische Herausforderungen und Lösungen“ stattfinden. Bei dieser Veran-staltung handelt es sich um ein Doppeljubiläum. Zum einen feiert der WING den 20. Kongress, zum anderen auch sein 50-jähriges Bestehen. Dieses Event wird vom Kongressteam (Bild), bestehend aus Studenten des WINGnet Graz und WINGnet Wien, organisiert.
Kongressteam 20�4 (von links nach rechts): Johannes Gasser, Jovo Gajic, Miguel Pacheco, Jan Sachtleben, Moritz Gräfe, Helmut Schwarze (Bild unten)

40 WINGbusiness 3/2013
Christian Mayrhofer
tIMES - tournament in Management and Engineering Skills
TIMES ist ein Akronym, welches von der europäischen Studentenor-
ganisation ESTIEM kreiert wurde und mittlerweile eines der angesehensten Case Study Events an europäischen Universitäten ist. Die Local Qualifi-cation an der TU Graz fand bereits Ende letzten Jahres statt. Besonders bedanken möchten wir uns in diesem Zusammenhang bei den Sponsoren, der Boston Consulting Group und der Hennig GmbH, die uns großzü-gig finanziell unterstützten sowie die Reisekosten zum Semifinale übernah-men. Die Boston Consulting Group stellte auch den diesjährigen Case zum Thema E-Mobility zur Verfügung, wel-cher durch Widerspiegeln des aktu-ellen Zeitgeistes und Durchdringung der Bereiche Technik und Wirtschaft großen Anklang bei den Teams fand. Die Teilnehmer konnten durch ihre mannigfaltigen Ideen sehr interessante und intellektuell stimulierende Unter-haltungen mit der Jury führen. Diese setzte sich aus Frau Dr. Sabine Hösch und Herrn DI Dietmar Neubacher vom MBI-Institut, Herrn DI Volker Koch vom BWL-Institut sowie Herrn Dr. Christian Mehlführer von BCG zu-sammen.
Aus den vier Teams ging schließ-lich das fachlich heterogenste Team als Gewinnerteam hervor, welches aus Thomas Hawlicek von der TU Graz, Sebastian Lichtenberger von der TU Wien (beide WING) sowie Martin Herrnegger und Franz Mair von der Karl-Franzens-Universität (BWL) be-stand. Wie sich hieraus zeigt, ist Diver-sität bei solchen Case Studies ein un-
abdingbarer Vorteil. Die Kompetenz zur Bearbeitung von Case Studies be-ziehungsweise die analytischen Fähig-keiten, die man dazu braucht, sind ge-fragte Skills in der Wirtschaft, egal ob man in einem Projekt mitarbeitet oder CEO eines multinationalen Konzerns ist. Sie sind probate Tools, um wie auch immer geartete Problemstellun-gen zu bearbeiten. Es sind auch genau jene Unique Selling Propositions, die die Employability maßgeblich erhöhen und besonders gewinnbringend für die Teilnehmer sind. Immer häufiger kann man beobachten, dass vor allem in consultingnahen Branchen Case Assessments ein Einstellungskriterium sind.
Auch dieses Jahr wurde den Teil-nehmern ein Case Study Training von der Unternehmensberatung Arkwright in Hamburg angeboten, wobei es um Empowerment durch Vermittlung analytischer Skills und der Fähigkeit, eloquente Präsentationen zu halten, ging. Im Bewerb bestand laut einigen Teilnehmerstimmen eine besondere Herausforderung darin, auf unvor-hergesehene Fragen situationsgerecht zu reagieren und kohärente Gedan-ken in englischer Sprache zu fassen. Zudem war es nicht einfach, aus der ambivalenten Datenlage und den un-zureichenden Informationen unter Zeitdruck eine gangbare Lösung zu finden. Case Studies sind schließlich oft wie eine Story mit einem Cliffhan-ger geschrieben, die man Kapitel für Kapitel liest und wo sich am Ende die Frage auftut „Was würde der Erzähler jetzt tun?“. Einen großen Mehrwert
gewannen die Kontrahenten aus dem Umstand, dass sowohl bei der Local Qualification als auch beim Semifina-le die Protagonisten anwesend waren, Rede und Antwort standen sowie über ihre eigenen Lessons Learned berichte-ten. Vorteilhaft war auch, dass man das jeweilige Thema nicht alleine sondern mit Peers bearbeitete, die als Multipli-katoren für Denkansätze fungierten, wobei es besonders interessant war, wie unterschiedliche Personen aus denselben Daten völlig konträre Hand-lungsempfehlungen ableiteten.
Das Gewinner-Team, welches die Jury überzeugen konnte, vertrat die TU Graz anschließend beim Semifinale in Budapest, wo die zu bearbeitenden Cases sehr international ausgerichtet waren. Das Themenspektrum reichte von der Medikamenteneinführung eines indischen Pharmakonzerns bis zur Logistiklösung für ein ungarisches Unternehmen. Das finnische Team konnte hier den Sieg erzielen und sich so einen Platz beim Finale in München sichern. Es hat fast schon Tradition, dass die skandinavischen Länder bei den Case Study-Wettbewerben meist unter den Besten sind. Dies rührt vor allem daher, dass solche Fallstudien ein viel wesentlicherer Bestandteil der Ausbildung in diesen Ländern sind.
Wie bei allen ESTIEM Events durf-te natürlich auch in Budapest das in-terkulturelle und soziale Networking nicht zu kurz kommen und es konn-ten zahlreiche neue Kontakte geknüpft werden. Einige Teilnehmer haben be-reits angekündigt nächstes Jahr wieder teilnehmen zu wollen.
WINGNEt

41WINGbusiness 3/2013
WINGNEt
Daniel ruckser
Von gleißendem Stahl zu gebündeltem licht
Exkursion des WINGnet Wien zur Voestalpine und ZKW
Früher Start aus Wien, es ist halb Sieben am Morgen und der Bus
füllt sich zusehends mit interessierten Studentinnen und Studenten des Wirt-schaftsingenieurwesens und anderer verwandter Studienrichtungen. Die erste Station der Reise ist Linz, die ehe-malige Kulturhauptstadt Europas.
In Linz besuchten wir eines der Vor-zeigeunternehmen Österreichs, die Vo-estalpine. Wahrscheinlich den meisten bekannt ist die Voestalpine ein sehr erfolgreiches und international tätiges Stahlproduktionsunternehmen. Nach knapp zweistündiger Fahrt erreichten wir die Unternehmenszentrale an der schönen Donau – empfangen von ei-ner sehr freundlichen und zuvorkom-menden Mitarbeiterin, welche den Fir-menbesuch für uns organisiert hat.
Wie auch im Universitätsalltag wur-den wir auch hier zuerst theoretisch im Zuge der Besichtigung der Stahlwelt in die vielen Facetten der Stahlprodukti-on und die Unternehmensgeschichte eingewiesen. Danach folgte eine auf-schluss- und ereignisreiche Fahrt mit einem eigenen Besucherbus durch das Fabriksgelände. Von riesigen Erz- und
Kohlebergen, über die Verkokungsan-lage und riesigen Hochöfen, bis hin zu beeindruckend rasanten Walzwerken konnten wir alles miterleben. Der krö-nende Abschluss war eine persönliche Diskussionsrunde mit drei Technikern aus unterschiedlichen Bereichen der Voestalpine. Bei gutem Buffet und Ge-tränken wurden in entspannter Atmo-sphäre Fragen beantwortet und – da WINGnet natürlich auch etwas Nach-haltiges für seine Mitglieder bieten möchte – mehrere konkrete Stellenan-gebote verhandelt.
Zweite Station unserer Reise war das idyllische Wieselburg im Nachbar-bundesland Niederösterreich. Beim Aussteigen aus dem Bus wird sofort der starke Kontrast zur vorigen Station klar – auf die eher grobe Stahlarbeit folgt die Feinheit eines Automobilzuliefe-rers– denn bei ZKW (Zizala Lichtsys-teme) geht es um elegante Rundungen und „Durchblick“ in jeder Situation. ZKW ist weltweit tätiger Produzent und Zulieferer für Premium-Fahrzeug-Lichtsysteme.
Zu Beginn dieser Unternehmens-besichtigung gab es eine einführende Präsentation mit den wichtigsten Zah-
len und Fakten. Auch schon an dieser Stelle begannen berennende Gespräche mit den engagierten Angestellten des Konzerns. Anschließend wurde in zwei Gruppen durch den gesamten Ferti-gungs- und Lagerungsbereich geführt. Von modernsten Spritzgussmaschinen, über sauerstoffreduzierte Hochregalla-ger inkl. Kanban-Logistik, bis hin zu Zusammenbau- und Teststationen wur-de auch hier keine Frage offen gelassen. Und da das wirklich angenehme Klima des wieselburger Familienbetriebs zur weiteren Diskussion angeregt hat, wur-de auch nach der Führung noch aktiv weiterdiskutiert und ebenso wie bei Voestalpine über Stellenangebote und künftige Zusammenarbeit bei Kaffee und Süßem verhandelt.
Mein persönliches Fazit ist durch-gehend positiv! Es war meine erste Ex-kursion mit WINGnet und hat meine hohen Erwartungen in den meisten Bereichen sogar noch übertroffen. Ich kann an dieser Stelle nur alle Interes-sierten, die hier mitlesen, dazu einla-den, auch einmal dabei zu sein. Denn von interessanten Einblicken bis hin zu erfolgsversprechenden Jobangeboten ist alles dabei.

42 WINGbusiness 3/2013
WINGNEt
WINGbusiness Impressum
Medieninhaber (Verleger)
Österreichischer Verband der WirtschaftsingenieureKopernikusgasse 24, 80�0 Graz ZVR-Zahl: 026865239
Editoro.Univ.-Prof. Dipl.-Ing. Dr. Siegfried Vössner E-Mail: [email protected]
redaktion/layoutChefin vom Dienst & Marketingleiterin:Mag. Beatrice FreundTel. +43 (0)3�6 873-7795, E-Mail: [email protected]
redakteureDipl.-Ing. Julia Soos E-Mail: [email protected]. Alexander Pointner E-Mail: [email protected]. Christiana Müller E-Mail: [email protected]. Wolfgang Lang E-Mail: [email protected]. Alexander Sunk E-Mail: [email protected]. Jörg Koppelhuber E-Mail: [email protected]
Anzeigenleitung/AnzeigenkontaktMag. Beatrice FreundTel. +43 (0)3�6 873-7795,E-Mail: [email protected]
DruckMedienfabrik Graz,Steierm. Landesdruckerei GmbH, 8020 Graz, Dreihackengasse 20Auflage: 2.500 Stk.Titelbild: Fotolia
WING-SekretariatKopernikusgasse 24, 80�0 Graz,Tel. (03�6) 873-7795, E-Mail: [email protected]: www.wing-online.at
Erscheinungsweise4 mal jährlich, jeweils März, Juni, Oktober sowie De-zember. Nachdruck oder Textauszug nach Rücksprache mit dem Editor des „WINGbusiness“. Erscheint in wis-senschaftlicher Zusammenarbeit mit den einschlägigen Instituten an den Universitäten und Fachhochschulen Österreichs. Der Wirtschaftsingenieur (Dipl.-Wirtschafts-ingenieur): Wirtschaftsingenieure sind wirtschaftswis-senschaftlich ausgebildete Ingenieure mit akademischem Studienabschluss, die in ihrer beruflichen Tätigkeit ihre technische und ökonomische Kompetenz ganzheitlich verknüpfen. WING - Österreichischer Verband der Wirt-schaftsingenieure ist die Netzwerkplattform der Wirt-schaftsingenieure. ISSN 0256-7830
WING to your success…wir sind für Sie garantiert von Nutzen …
Gerade in Zeiten wie diesen stellen ein reizvoller Workshop, das Verteilen von lukrativen Flyern oder eine interessante Fir-menpräsentation effiziente und kostengünstige Möglichkeiten zur Werbung für Unternehmen in Fachkreisen dar.Hervorzu-heben ist der Zugang zur Technischen Universität als Inno-vations- und Forschungsstandort der besonderen Art, denn im Zuge von Bachelor- und/oder Masterarbeiten können Sie Studenten in Ideen für Ihre Firma miteinbeziehen und mit ih-nen innovative Lösungen ausarbeiten. Nicht zuletzt wird auf diesem Weg auch für die Zukunft vorgesorgt. Denn schließlich sind es die heutigen Studenten der Tech-nischen Universität, die morgen als Ihre Kunden, Händler oder Lieferanten fungieren. Mit WINGnet-Werbemöglich-keiten kann man diese nun schon vor dem Eintritt in das Berufsleben von sich und seiner Firma überzeugen und so-mit eine gute Basis für eine langfristige und erfolgreiche Zusammenarbeit schaffen. WINGnet Wien veranstaltet mit Ihrer Unterstützung Firmenpräsentationen, Workshops, Ex-kursionen sowie individuelle Events passend zu Ihrem Unter-nehmen. WINGnet Wien bieten den Studierenden die Mög-lichkeit- zur Orientierung, zum Kennenlernen interessanter Unternehmen und Arbeitsplätze sowie zur Verbesserung und Erweiterungdes universitären Ausbildungsweges. Organisiert für Studenten von Studenten.Darüber hinaus bietet WINGnet
Wien als aktives Mitglied von ESTIEM (European Students of Industrial Engineering and Management) internationale Veranstaltungen und Netzwerke. In 24 verschiedenen Län-dern arbeiten 66 Hochschulgruppen bei verschiedenen Ak-tivitäten zusammen und treten so sowohl untereinander als auch zu Unternehmen in intensiven Kontakt. Um unser Ziel - die Förderung von Studenten - zu erreichen, benötigen wir Semester für Semester engagierte Unternehmen, die uns auf verschiedene Arten unterstützen und denen wir im Gegenzug eine Möglichkeit der Firmenpräsenz bieten. Die Events kön-nen sowohl in den Räumlichkeiten der TU Wien als auch an dem von Ihnen gewünschten Veranstaltungsort stattfinden. Weiters können Sie die Zielgruppe individuell bestimmen. Sowohl alle Studienrichtungen als auch z.B. eine Festlegung auf Wirtschaftswissenschaftlichen Studiengängen ist mög-lich. Außerdem besteht die Möglichkeit eine Vorauswahl der Teilnehmer, mittels Ihnen vorab zugesandten Lebensläufen, zu treffen. Auf unserer Webseite http://www.wing-online.at/wien.html finden Sie eine Auswahl an vorangegangenen Events sowie detaillierte Informationen zu unserem LeistungsumfangWINGnet Wien:Theresianumgasse 27, �040 Wien, [email protected] ZVR: 564�938�0

Berufs- und Informationstag Bau 2013Berufs- und Informationstag Bau 2013
institut für baubetrieb bauwirtschaftprojektentwicklung + projektmanagement
Technische Universität GrazTechnische Universität GrazFakultät für Bauingenieurwissenschaften
Hol Dir den Kontakt zu den führenden Unternehmen der Baubranche und alle Informationen zum Baustudium!Hol Dir den Kontakt zu den führenden Unternehmen der Baubranche und alle Informationen zum Baustudium!
GRATIS SPECIALS:GRATIS SPECIALS:FrühstückCV-CheckFrühstückCV-Check
BewerbungsfotoBewerbungsworkshopBewerbungsfotoBewerbungsworkshop
GewinnspielWettbewerbGewinnspielWettbewerb



![[Titel] - robotik.phlu.chrobotik.phlu.ch/wordpress_d/.../03/Dossier_Lernende_R… · Web viewROBOTER. Eine Einführung in die Robotik. Dieses Heft gehört _____. Datum: _____ Welche](https://img.pdfslide.org/doc/110x75/5ba0115c09d3f2df578c2147/titel-web-viewroboter-eine-einfuehrung-in-die-robotik-dieses-heft-gehoert.jpg)