Embed Size (px)
Citation preview
www.brand-engineering.ch
Massive Reduktion der Schweisskosten an einem Betonbeisser – aber wie?
Michael Brand
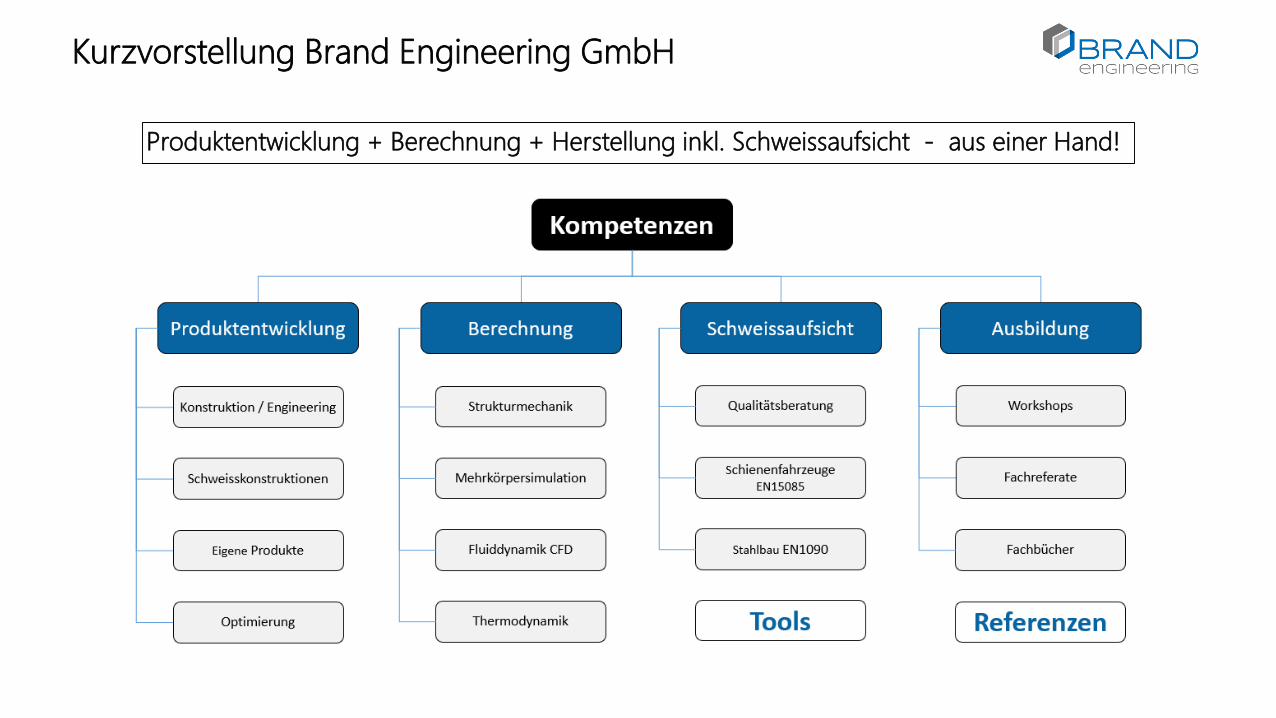
Produktentwicklung + Berechnung + Herstellung inkl. Schweissaufsicht - aus einer Hand!
Kurzvorstellung Brand Engineering GmbH

Kurzvorstellung Brand Engineering GmbH - Beispielprojekt
Der Ausleger wird dazu benutzt, eine max. 5 to schwere Böschungswalze auf einer max. 40° steilen Neigung hoch und runter zu lassen.
Leistungen Brand Engineering:
• Konzeptlösung erarbeiten• Ausarbeitung der gesamten Konstruktion• Konstruktionsbegleitende Festigkeitsberechnung • Erstellen des kompletten Zeichnungssatzes (Einzelteile,
Fertigungszeichnungen, Montagezeichnungen) • Abschliessender Festigkeitsnachweis• Erstellung Betriebsanleitung

Kurzvorstellung Gebrüder Egli
Die Gebrüder Egli AG aus Rossrüti veredelt Maschinen mit neuesten Technologien zu Hochleistungs-geräten für die Baubranche.

Kurzfilm Betonbeisser
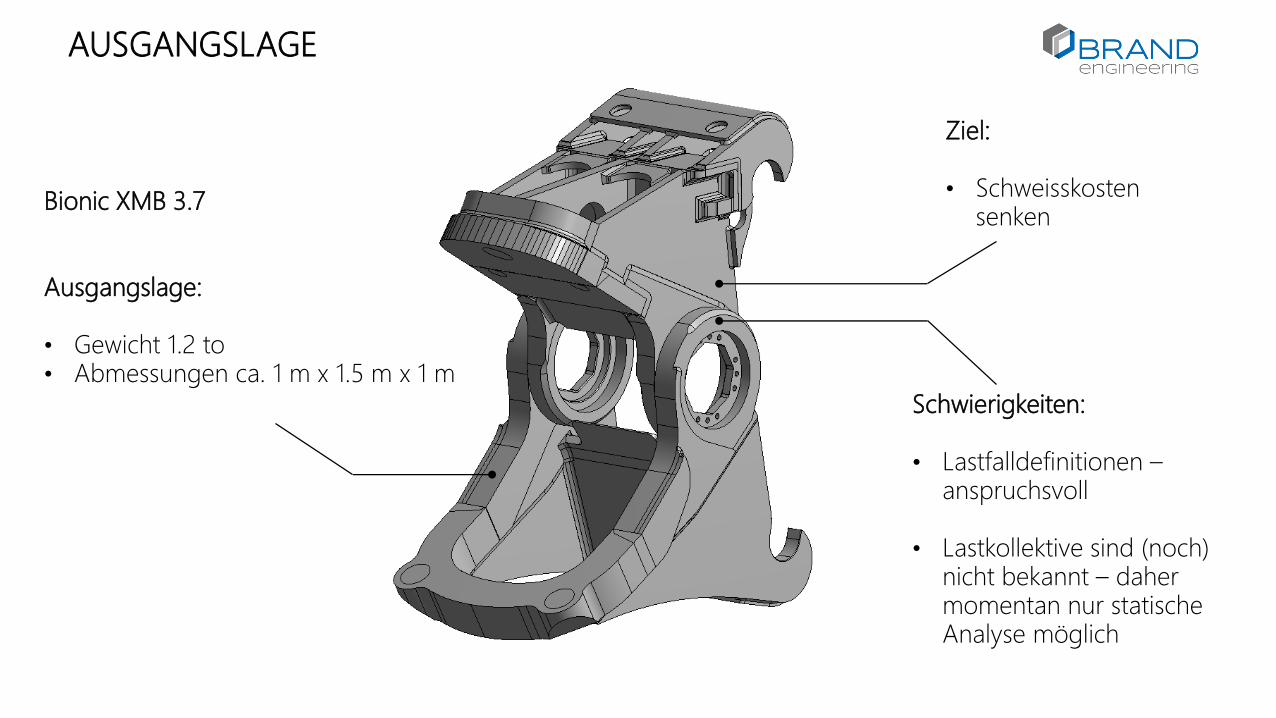
Bionic XMB 3.7
Ausgangslage:
• Gewicht 1.2 to• Abmessungen ca. 1 m x 1.5 m x 1 m
Ziel:
• Schweisskosten senken
AUSGANGSLAGE
Schwierigkeiten:
• Lastfalldefinitionen –anspruchsvoll
• Lastkollektive sind (noch) nicht bekannt – daher momentan nur statische Analyse möglich
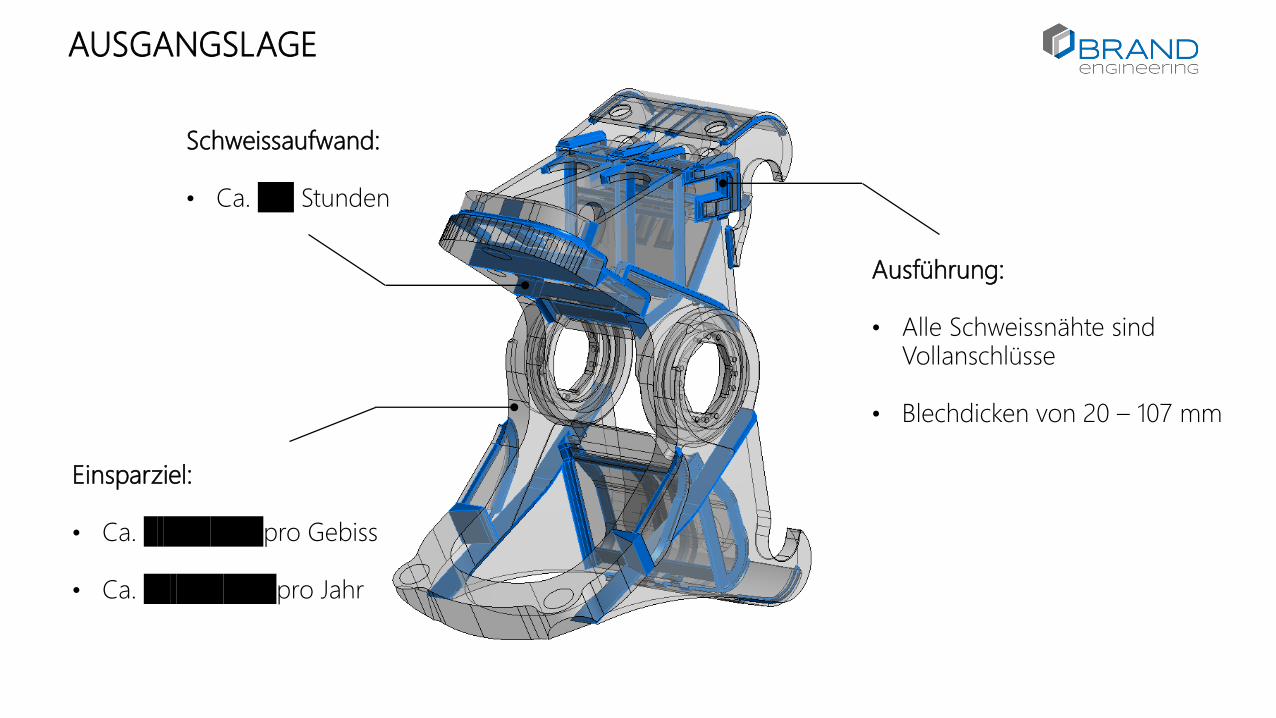
Schweissaufwand:
• Ca. 130 Stunden
Ausführung:
• Alle Schweissnähte sind Vollanschlüsse
• Blechdicken von 20 – 107 mm
Einsparziel:
• Ca. 3´500 CHF pro Gebiss
• Ca. 70´000 CHF pro Jahr
AUSGANGSLAGE
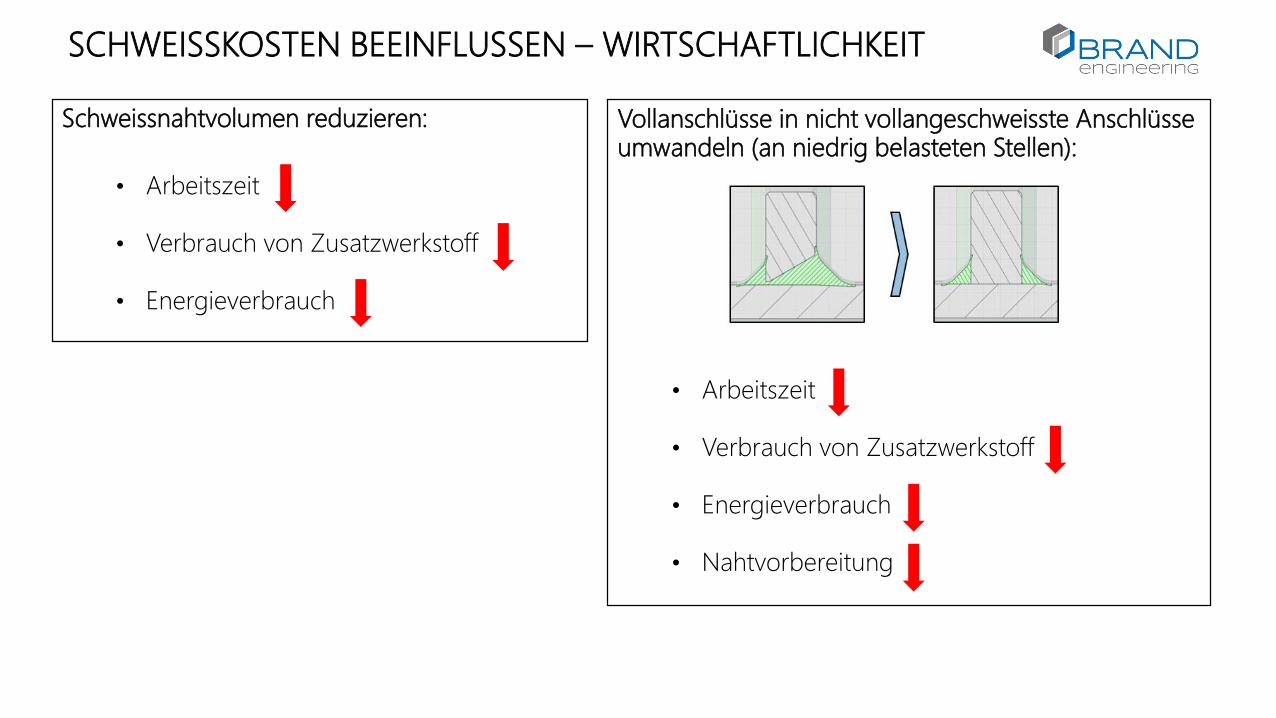
SCHWEISSKOSTEN BEEINFLUSSEN – WIRTSCHAFTLICHKEIT
Schweissnahtvolumen reduzieren:
• Arbeitszeit
• Verbrauch von Zusatzwerkstoff
• Energieverbrauch
Vollanschlüsse in nicht vollangeschweisste Anschlüsse umwandeln (an niedrig belasteten Stellen):
• Arbeitszeit
• Verbrauch von Zusatzwerkstoff
• Energieverbrauch
• Nahtvorbereitung
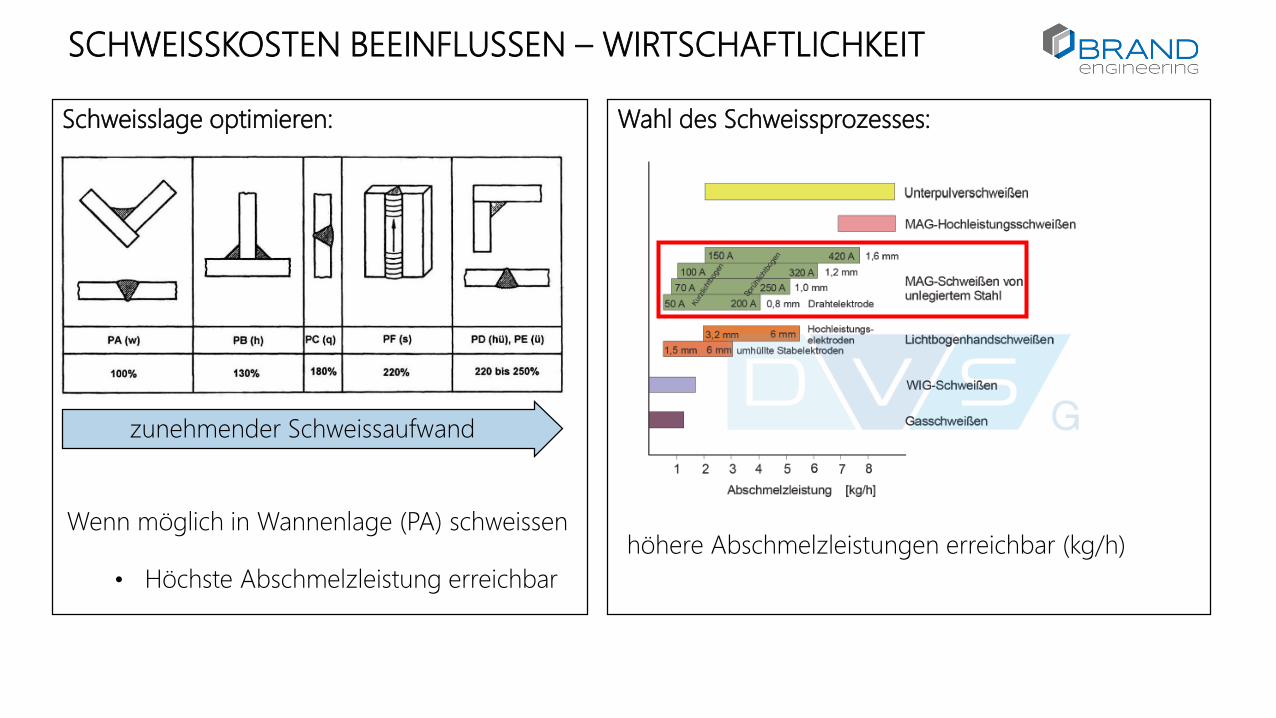
SCHWEISSKOSTEN BEEINFLUSSEN – WIRTSCHAFTLICHKEIT
Schweisslage optimieren: Wahl des Schweissprozesses:
Wenn möglich in Wannenlage (PA) schweissen
• Höchste Abschmelzleistung erreichbar
zunehmender Schweissaufwand
höhere Abschmelzleistungen erreichbar (kg/h)
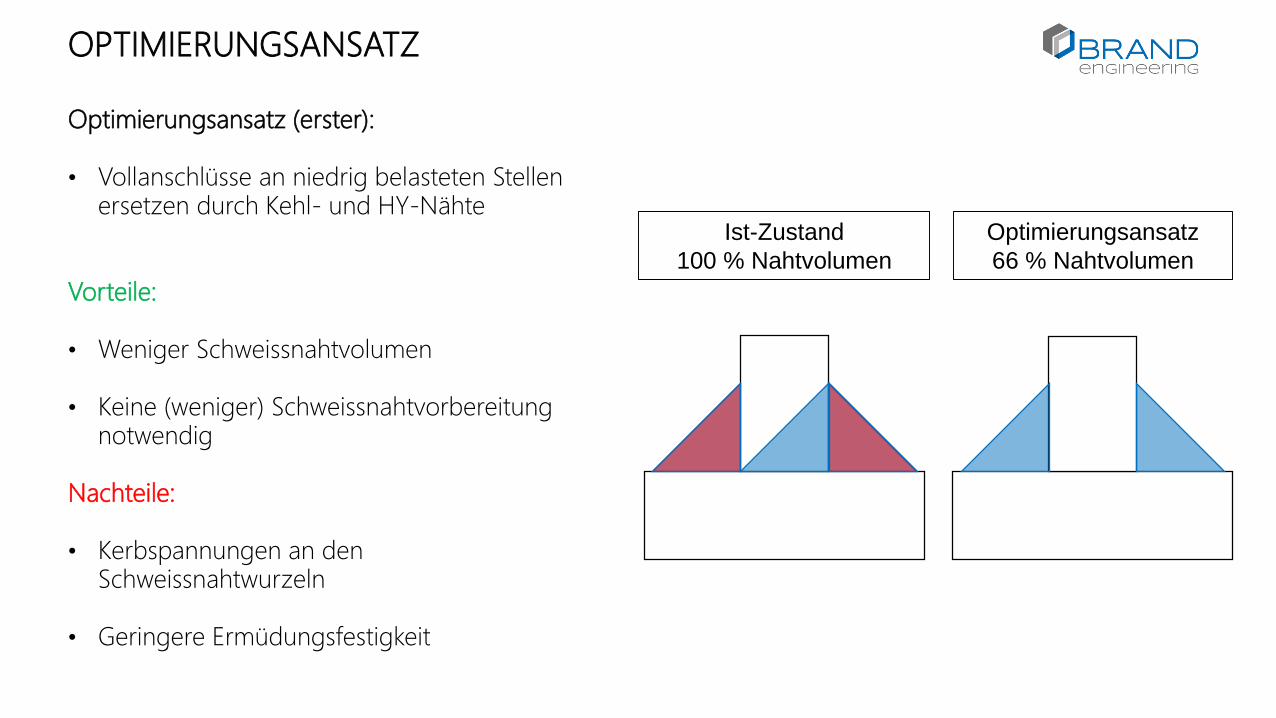
OPTIMIERUNGSANSATZ
Optimierungsansatz (erster):
• Vollanschlüsse an niedrig belasteten Stellen ersetzen durch Kehl- und HY-Nähte
Vorteile:
• Weniger Schweissnahtvolumen
• Keine (weniger) Schweissnahtvorbereitung notwendig
Nachteile:
• Kerbspannungen an den Schweissnahtwurzeln
• Geringere Ermüdungsfestigkeit
Ist-Zustand
100 % Nahtvolumen
Optimierungsansatz
66 % Nahtvolumen
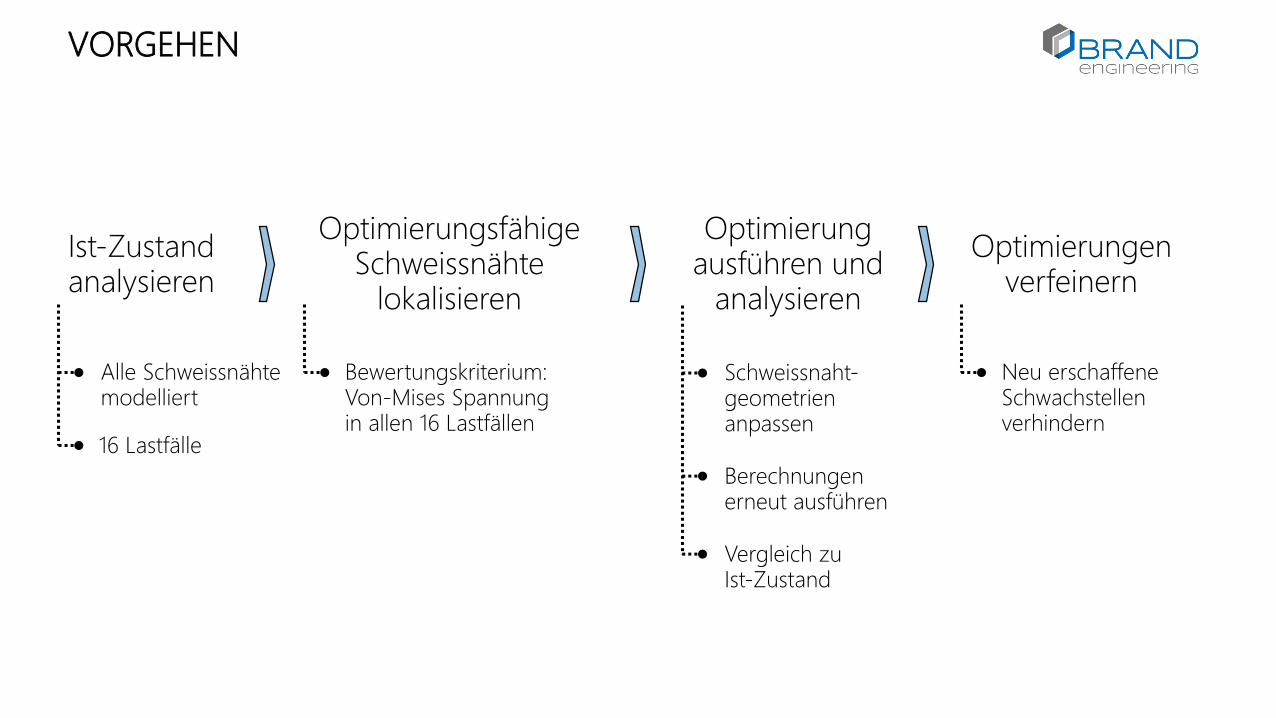
VORGEHEN
Ist-Zustand analysieren
Optimierungsfähige Schweissnähte
lokalisieren
Optimierung ausführen und
analysieren
Optimierungen verfeinern
Alle Schweissnähte modelliert
16 Lastfälle
Bewertungskriterium: Von-Mises Spannung in allen 16 Lastfällen
Schweissnaht-geometrienanpassen
Berechnungen erneut ausführen
Vergleich zu Ist-Zustand
Neu erschaffene Schwachstellen verhindern
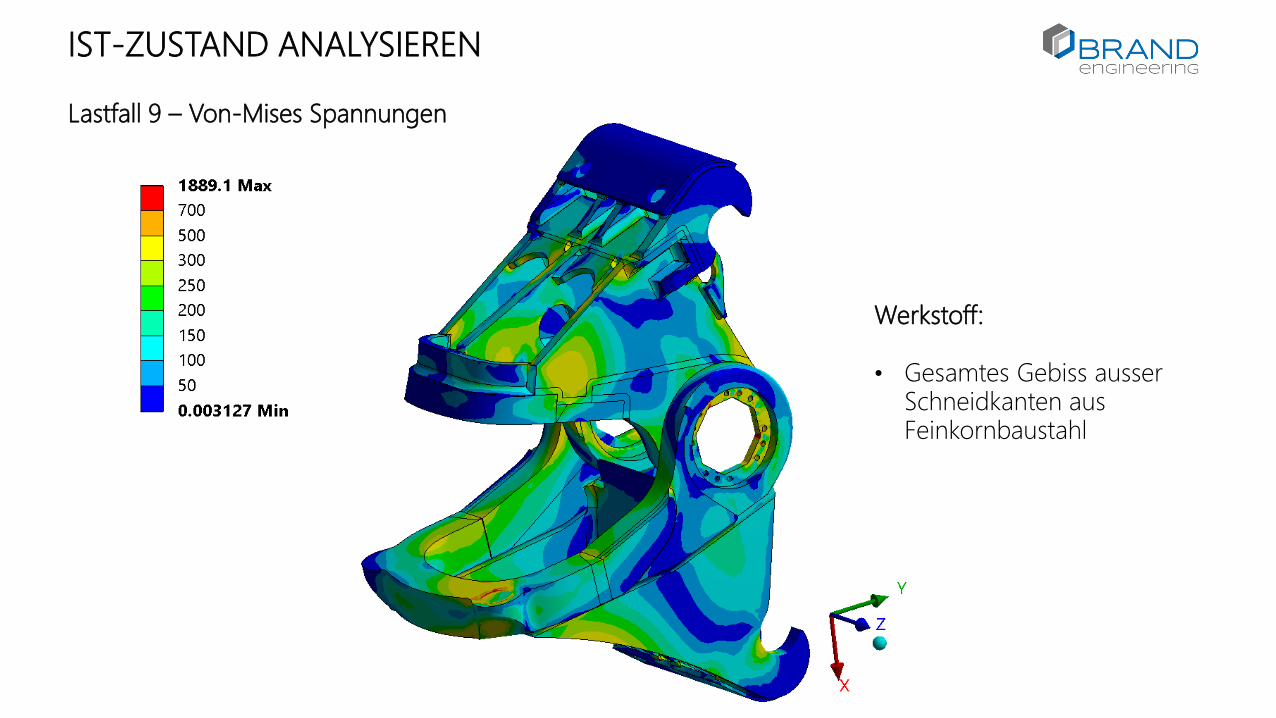
IST-ZUSTAND ANALYSIEREN
Lastfall 9 – Von-Mises Spannungen
Werkstoff:
• Gesamtes Gebiss ausser Schneidkanten aus Feinkornbaustahl
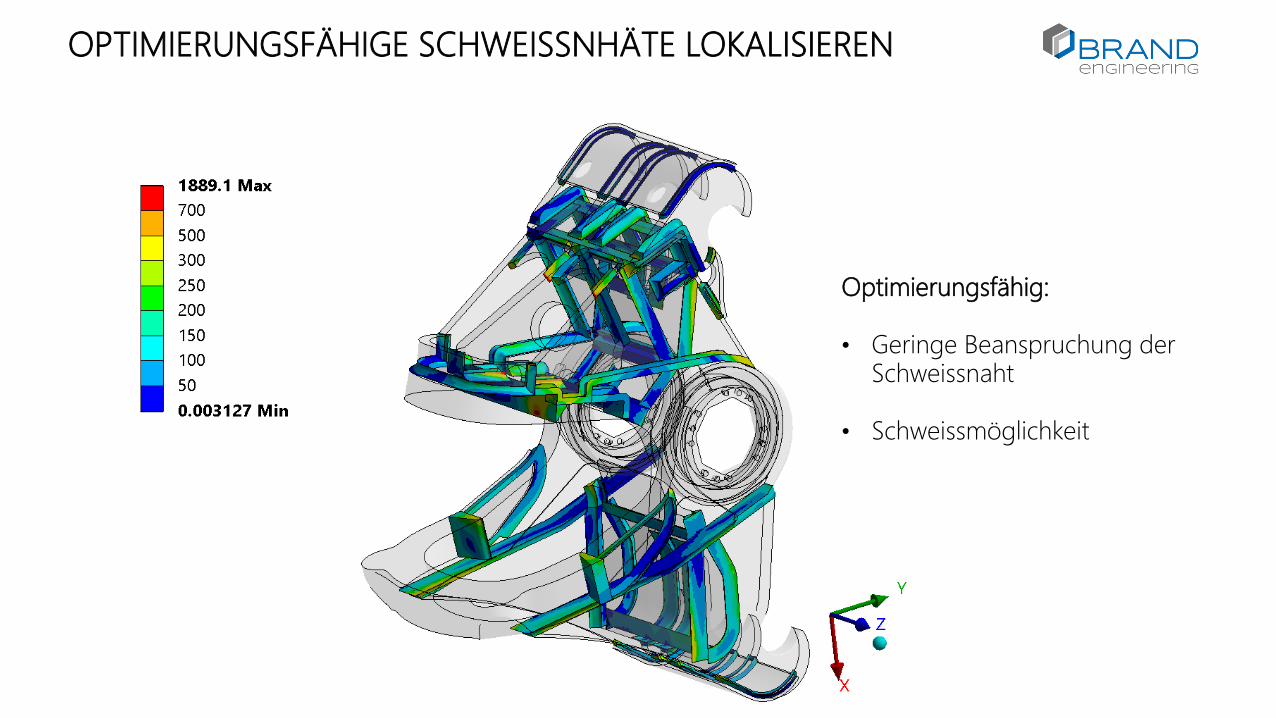
OPTIMIERUNGSFÄHIGE SCHWEISSNHÄTE LOKALISIEREN
Optimierungsfähig:
• Geringe Beanspruchung der Schweissnaht
• Schweissmöglichkeit
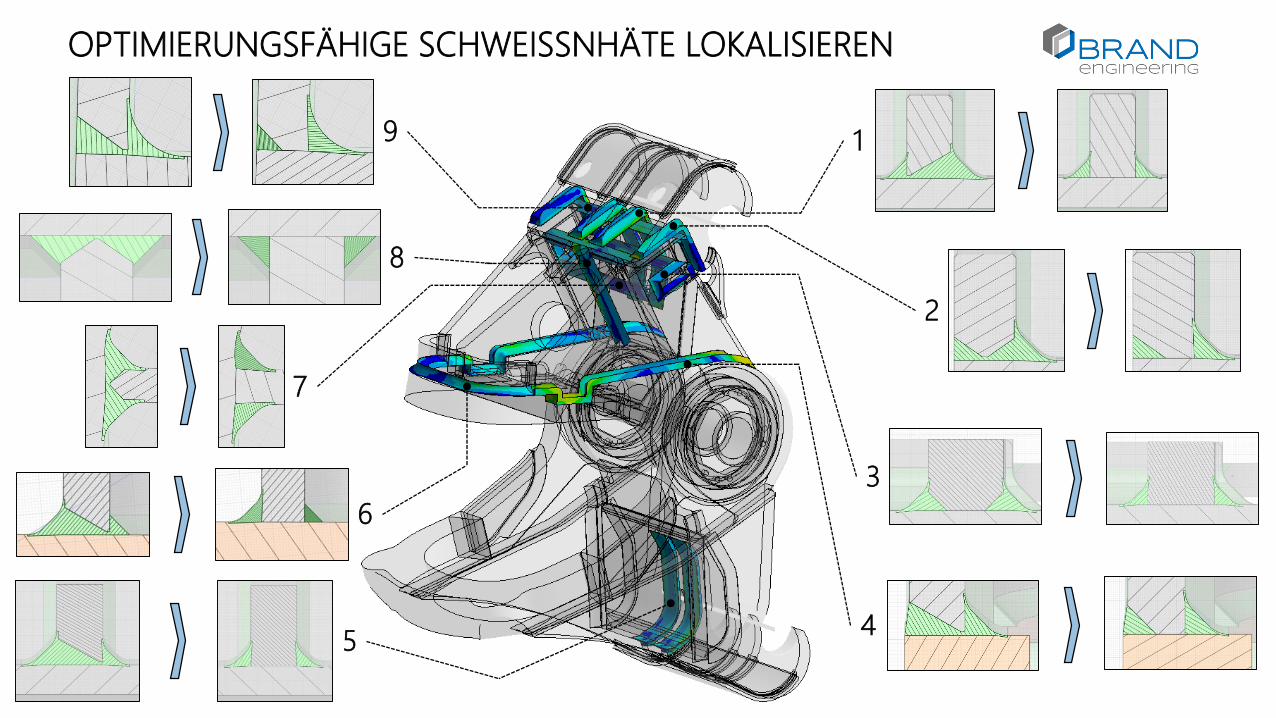
OPTIMIERUNGSFÄHIGE SCHWEISSNHÄTE LOKALISIEREN
1
2
3
45
6
8
7
9
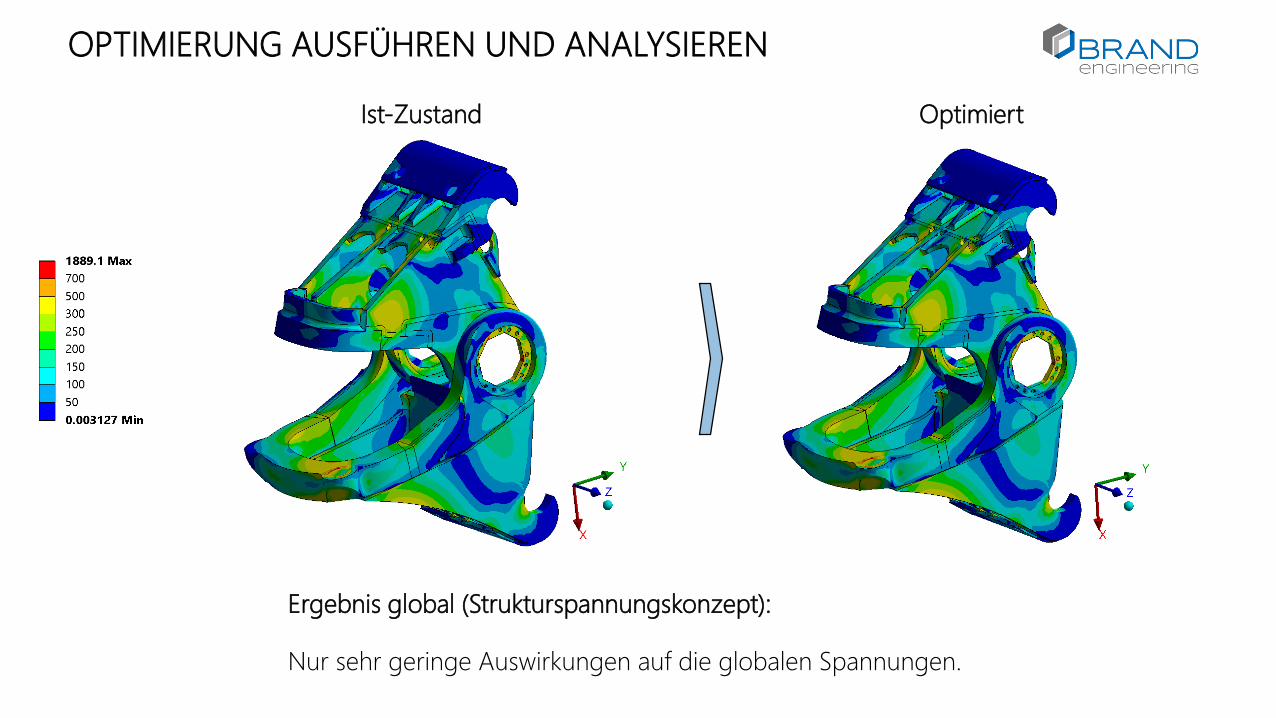
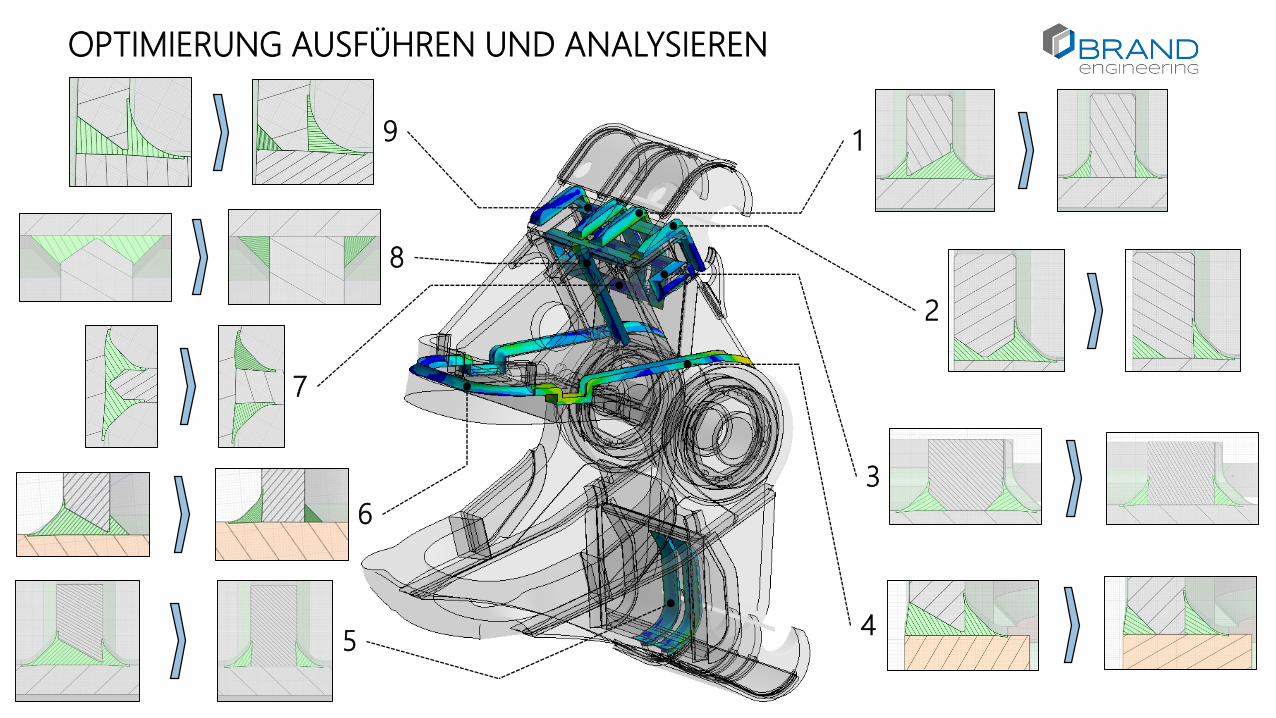
OPTIMIERUNG AUSFÜHREN UND ANALYSIEREN
Ergebnis global (Strukturspannungskonzept):
Nur sehr geringe Auswirkungen auf die globalen Spannungen.
Ist-Zustand Optimiert
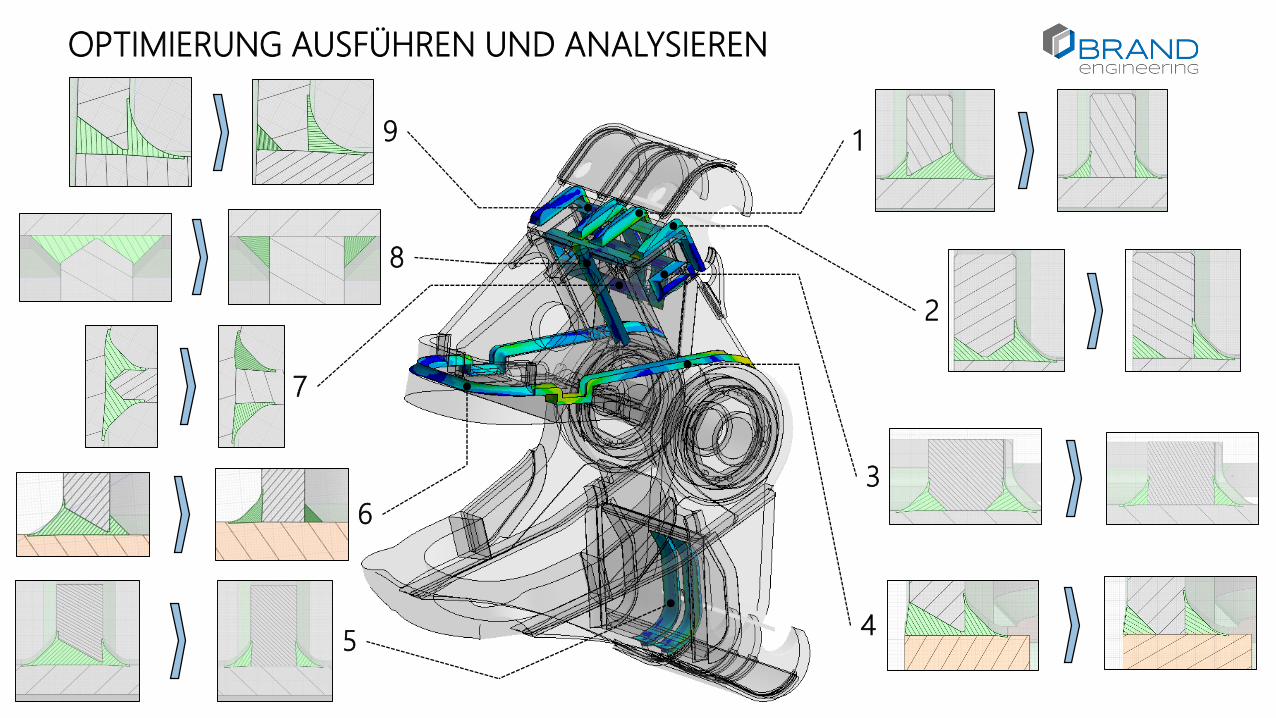
OPTIMIERUNG AUSFÜHREN UND ANALYSIEREN
1
2
3
45
6
8
7
9
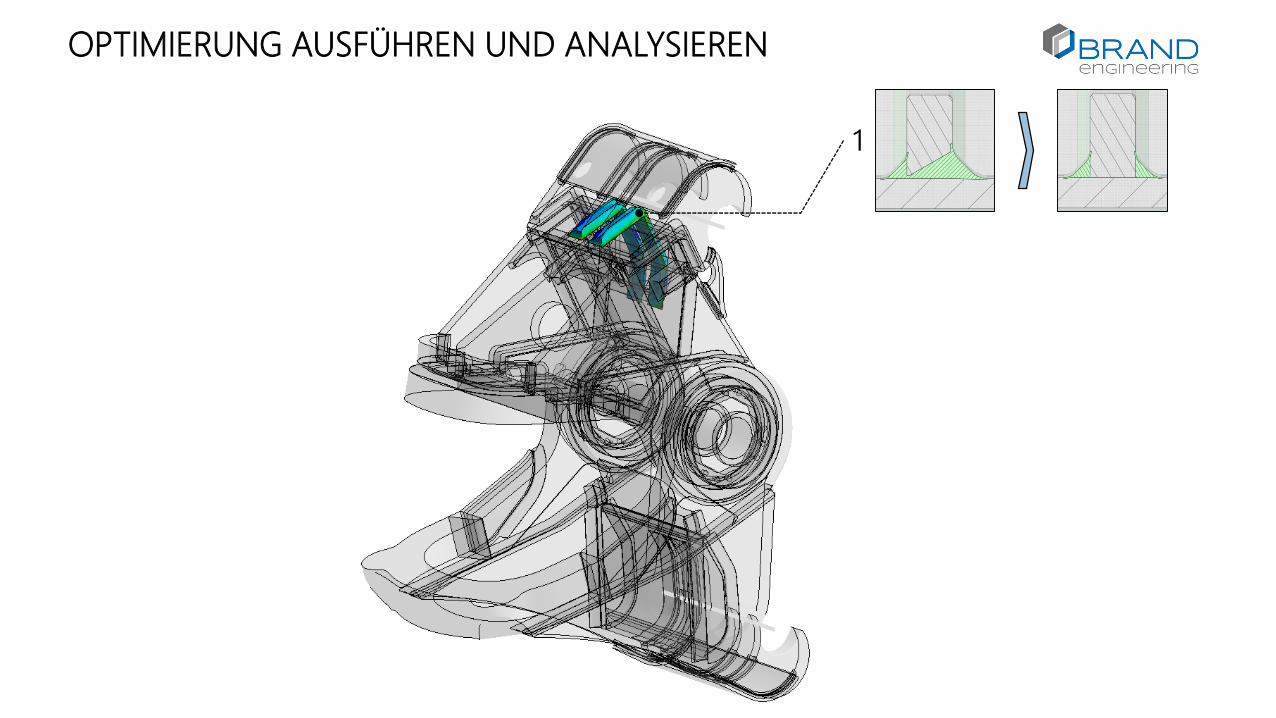
OPTIMIERUNG AUSFÜHREN UND ANALYSIEREN
1
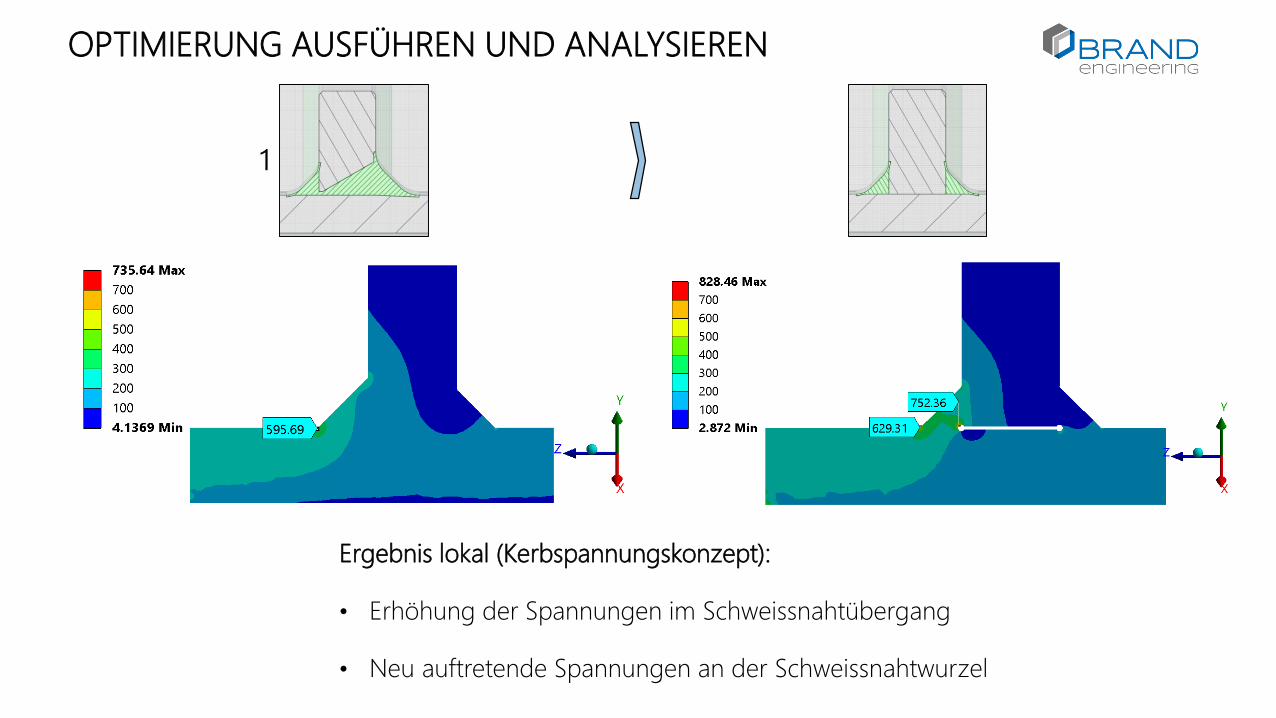
OPTIMIERUNG AUSFÜHREN UND ANALYSIEREN
Ergebnis lokal (Kerbspannungskonzept):
• Erhöhung der Spannungen im Schweissnahtübergang
• Neu auftretende Spannungen an der Schweissnahtwurzel
1
OPTIMIERUNG AUSFÜHREN UND ANALYSIEREN
1
2
3
45
6
8
7
9
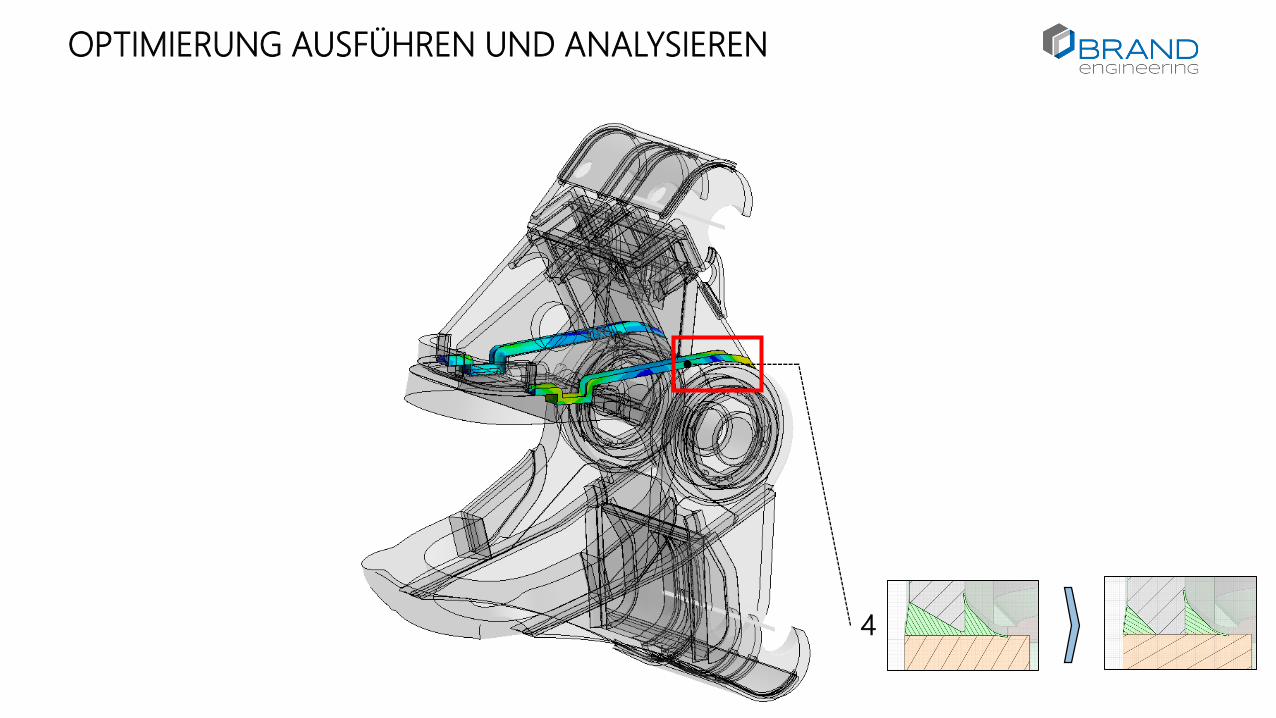
OPTIMIERUNG AUSFÜHREN UND ANALYSIEREN
4
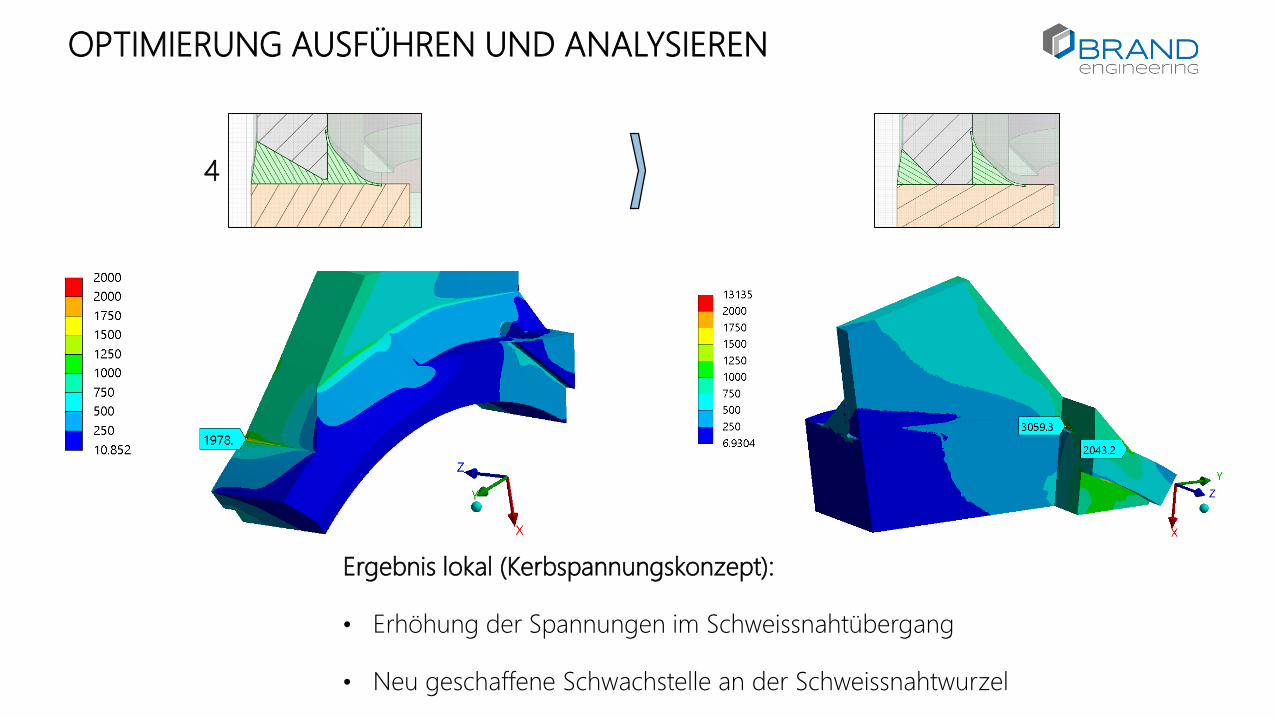
OPTIMIERUNG AUSFÜHREN UND ANALYSIEREN
Ergebnis lokal (Kerbspannungskonzept):
• Erhöhung der Spannungen im Schweissnahtübergang
• Neu geschaffene Schwachstelle an der Schweissnahtwurzel
4
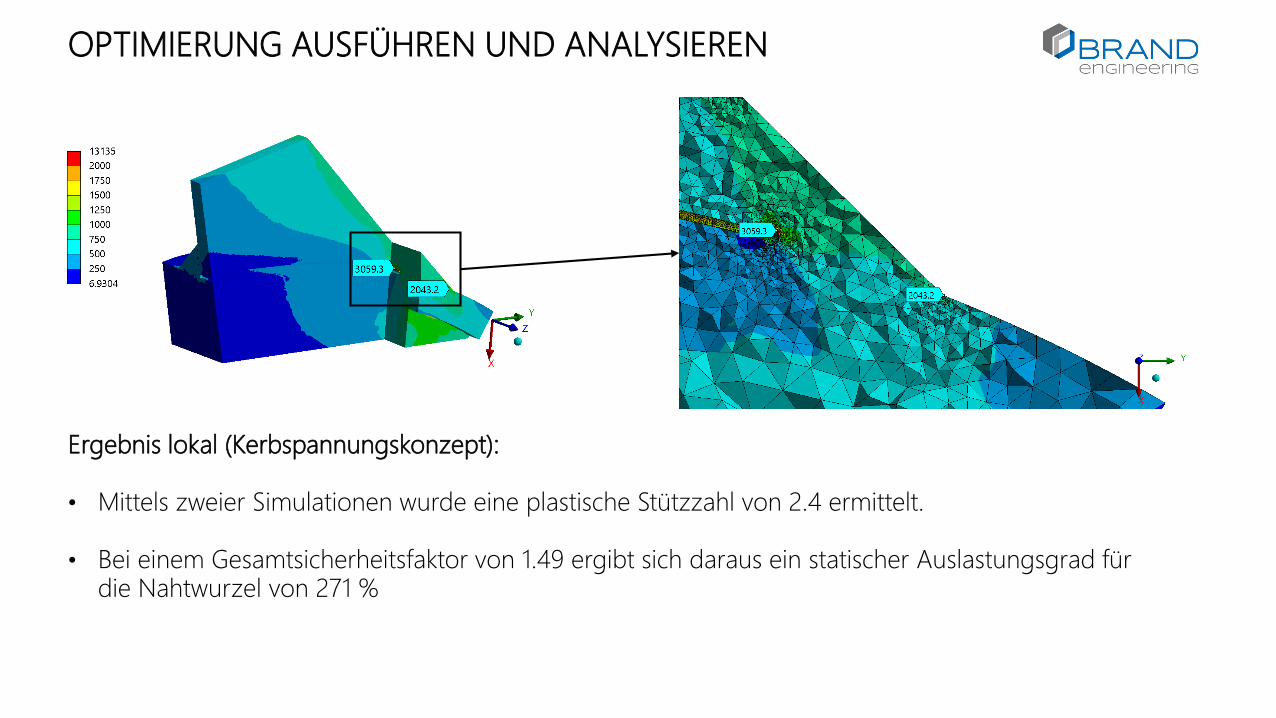
OPTIMIERUNG AUSFÜHREN UND ANALYSIEREN
Ergebnis lokal (Kerbspannungskonzept):
• Mittels zweier Simulationen wurde eine plastische Stützzahl von 2.4 ermittelt.
• Bei einem Gesamtsicherheitsfaktor von 1.49 ergibt sich daraus ein statischer Auslastungsgrad für die Nahtwurzel von 271 %
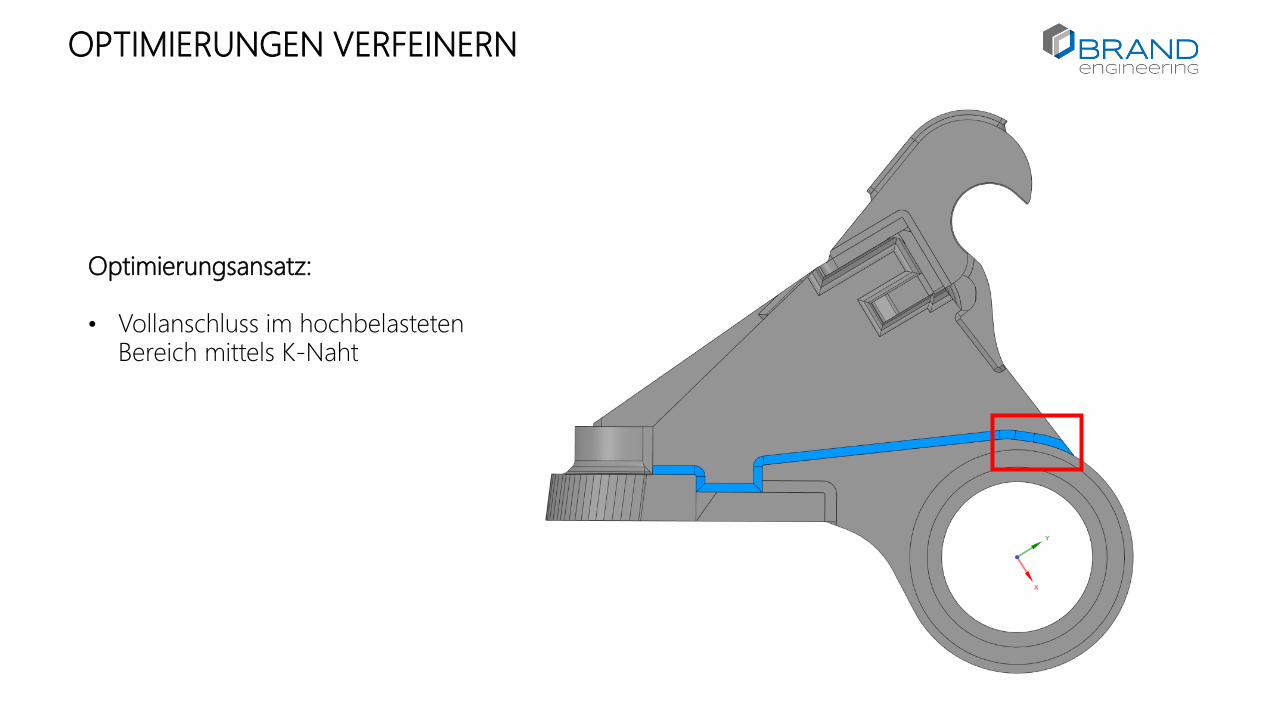
OPTIMIERUNGEN VERFEINERN
Optimierungsansatz:
• Vollanschluss im hochbelasteten Bereich mittels K-Naht
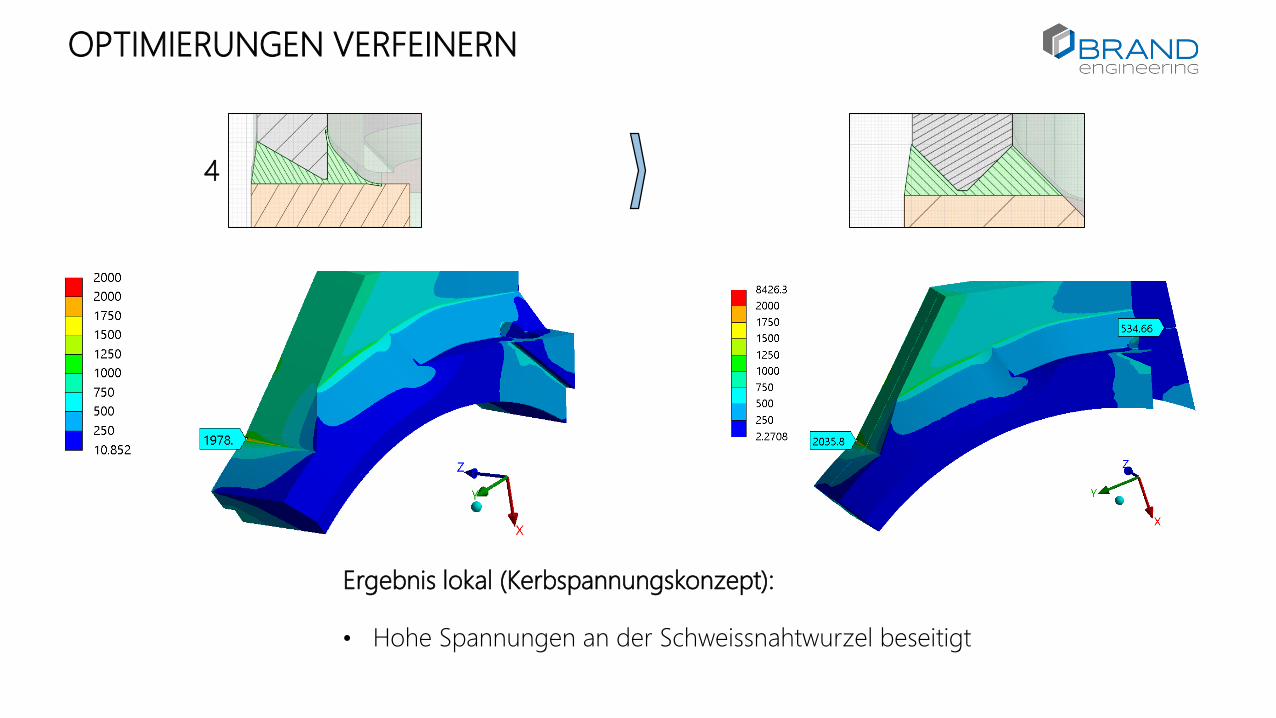
OPTIMIERUNGEN VERFEINERN
Ergebnis lokal (Kerbspannungskonzept):
• Hohe Spannungen an der Schweissnahtwurzel beseitigt
4
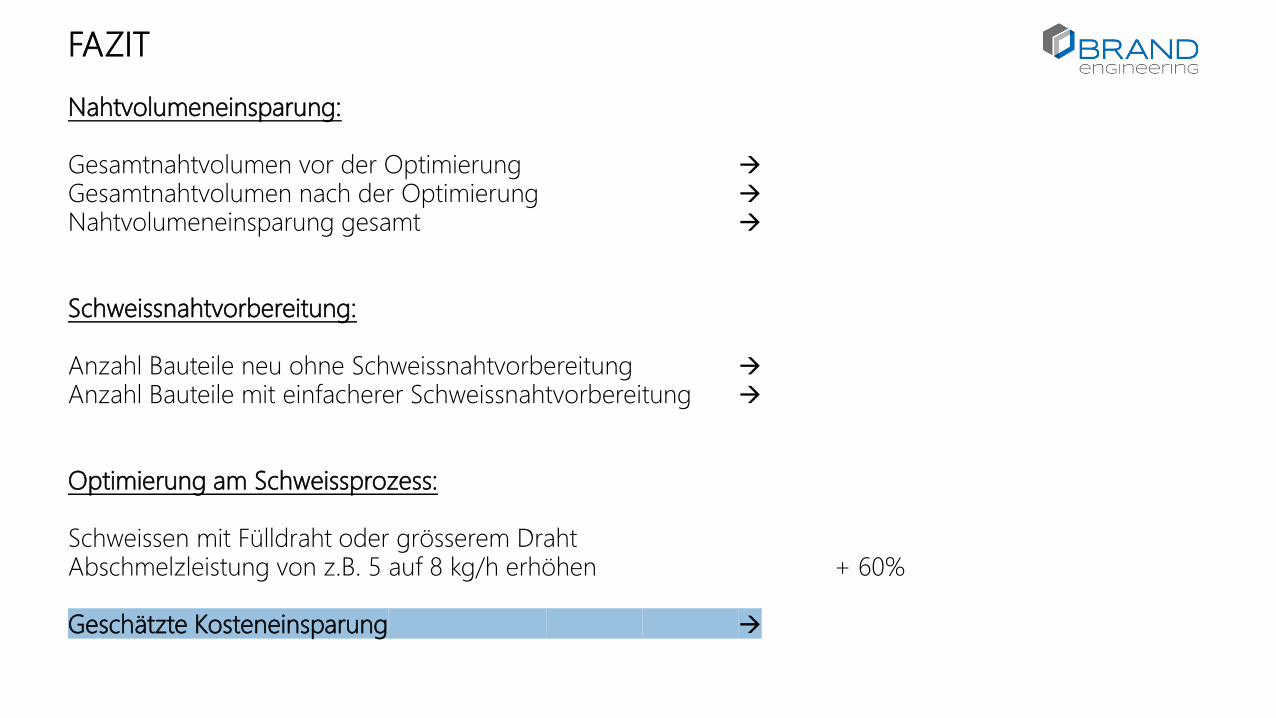
FAZIT
Nahtvolumeneinsparung:
Gesamtnahtvolumen vor der Optimierung →
Gesamtnahtvolumen nach der Optimierung →
Nahtvolumeneinsparung gesamt →
Schweissnahtvorbereitung:
Anzahl Bauteile neu ohne Schweissnahtvorbereitung →
Anzahl Bauteile mit einfacherer Schweissnahtvorbereitung →
Optimierung am Schweissprozess:
Schweissen mit Fülldraht oder grösserem DrahtAbschmelzleistung von z.B. 5 auf 8 kg/h erhöhen + 60%
Geschätzte Kosteneinsparung →
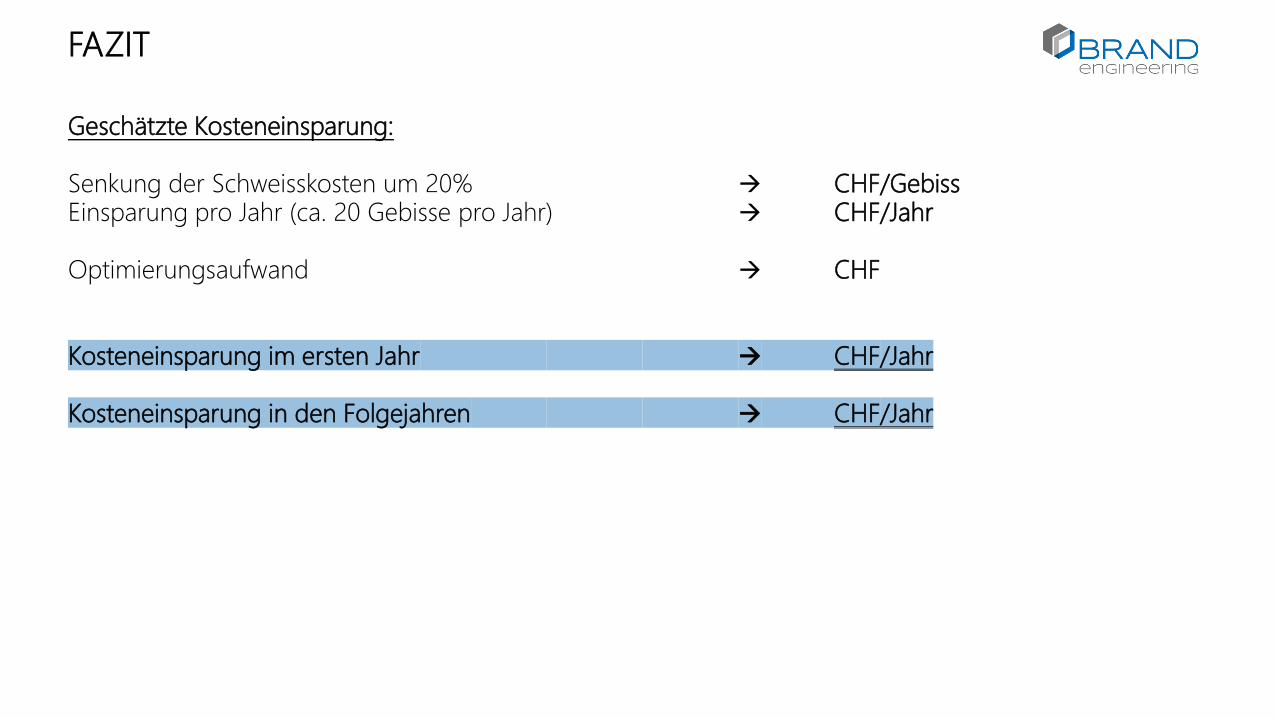
FAZIT
Geschätzte Kosteneinsparung:
Senkung der Schweisskosten um 20% → CHF/GebissEinsparung pro Jahr (ca. 20 Gebisse pro Jahr) → CHF/Jahr
Optimierungsaufwand → CHF
Kosteneinsparung im ersten Jahr → CHF/Jahr
Kosteneinsparung in den Folgejahren → CHF/Jahr
AUSBLICK
Anstehende Tätigkeiten:
• Der Kunde führt Druckmessungen im laufenden Betrieb durch, um daraus ein Lastkollektiv zu generieren für spätere Ermüdungsberechnungen
• Das optimierte Gebiss wird produziert, um dieses im Betrieb zu testen und die tatsächliche Reduktion der Herstellkosten in Erfahrung zu bringen